Сварка алюминия в домашних условиях
Внушительный список достоинств сделал алюминий востребованным материалом во всех отраслях экономики, включая корабле- и самолетостроение. Но, как и любой другой металл, он имеет и недостатки. Один из них – технологические сложности при сваривании заготовок из алюминия и его сплавов. Качественно выполнить подобную работу могут только высококвалифицированные специалисты.
СОДЕРЖАНИЕ
- Почему свариваемость алюминия низкая
- Способы сварки алюминия
- Что нужно для сварки алюминия
- Чем варить алюминий в домашних условиях
- Сварка вольфрамовыми электродами в инертной среде
- Задействуем полуавтомат
- Выполняем работы инвертором
- Технология сварки алюминия при помощи флюсов
- Заключение
Почему свариваемость алюминия низкая
Мягки серебристый металл сложно поддается сварке в силу объективных причин, которые вытекают из его свойств. А именно:
А именно:
- В процессе работы очень сложно контролировать сварочную ванну из-за высокой текучести металла. Необходимо использовать специальные теплоотводящие подкладки.
- Расплавляясь, алюминий выделяет много водорода. В результате после остывания расплава внутри и на поверхности остается много микропустот.
- Алюминий характеризуется высокой степенью усадки. Из-за этого во время охлаждения не исключена деформация шва.
- Высокая теплопроводность вынуждает использовать ток, сила которая намного больше, чем при исполнении аналогичных работ с другими металлами. Сравнительно с обычной сталью разница составляет 100 процентов.
Необходимо подчеркнуть, что в домашних условиях любителям не приходится иметь дело с чистым алюминием. Сваривать приходится его сплавы.
Способы сварки алюминия
На практике есть большое количество приемов и разных способов сварки алюминия и его сплавов. Они отличаются не только методами работы, но и оборудованием, дополнительными материалами. Наиболее часто применяется три способа сварки:
- с использованием вольфрамовых электродов и инертного газа;
- в инертной среде полуавтоматической сваркой;
- без газов с применением плавящихся электродов.
Третий способ представляет собой распространенную технологий сварки алюминиевых заготовок без аргона.
Важно! Сварочные работы со сплавами алюминия подразумевают необходимость разрушения оксидного слоя, образованного на поверхности в результате окисления металла. Для достижения результата используется переменный ток или постоянный с обратной полярностью.
Для улучшения качества и увеличения скорости работ, вы всегда можете воcпользоваться нашими сварочными столами собственного производства от компании VTM.
Что нужно для сварки алюминия
Традиционно процесс начинается с подготовки соединяемых заготовок. Основная задача здесь очень проста – очистить поверхность от посторонних включений и грязи. Кромка алюминия очищается с помощью химических составов. Далее после полного высыхания поверхность обезжиривается бытовым растворителем. Пригодны любые обезжиривающие составы: уайт-спирит, ацетон, бензин с высоким октановым числом и т.д.
При работе с заготовками толщиной от 4 мм и больше предварительно нужно «разделать кромки». Способов выполнения данной работы несколько, включая наиболее распространенный – создание конусовидной формы. Завершающим этапом является удаление оксидной пленки при помощи напильника либо любого иного абразива, в том числе наждачной бумаги с крупным зерном.
Чем варить алюминий в домашних условиях
Соединение алюминиевых заготовок с использованием покрытых электродов обозначается аббревиатурой ММА. Режим Manual Metal Arc применяется при работе с металлическими заготовками толщиной от 4 мм и в случаях соединения конструкций с невысокими требованиями к качеству. Этот метод не относится к числу высокотехнологичных: во время выполнения работ внутри швов остаются поры, которые заметно снижают их прочность. Еще одни большой минус – очень сложно застывший шлак, который в конечном итоге приводит к усилению коррозии.
Режим Manual Metal Arc применяется при работе с металлическими заготовками толщиной от 4 мм и в случаях соединения конструкций с невысокими требованиями к качеству. Этот метод не относится к числу высокотехнологичных: во время выполнения работ внутри швов остаются поры, которые заметно снижают их прочность. Еще одни большой минус – очень сложно застывший шлак, который в конечном итоге приводит к усилению коррозии.
Особенности сварочных работ по алюминию электродами со специальным покрытием:
- используется только обратно полярный постоянный ток;
- величина силы тока определяется, выходя из соотношения 25-30 А на каждый миллиметр толщины заготовки;
- качественный шов может получиться только при условии, что кромка детали средней толщины нагрета до температуры 300 градусов Цельсия. Толстые детали разогреваются до 400 °C;
- в обязательном порядке необходимо медленное остывание. В противном случае шов будет хрупким;
- электрод нужно сжигать «за один присест».
 В случае разрыва электрической дуги на поверхности алюминия и электрода образуется слой из шлака, который препятствует протеканию тока. Повторно разжечь дугу будет затруднительно.
В случае разрыва электрической дуги на поверхности алюминия и электрода образуется слой из шлака, который препятствует протеканию тока. Повторно разжечь дугу будет затруднительно.
 В случае разрыва электрической дуги на поверхности алюминия и электрода образуется слой из шлака, который препятствует протеканию тока. Повторно разжечь дугу будет затруднительно.
В случае разрыва электрической дуги на поверхности алюминия и электрода образуется слой из шлака, который препятствует протеканию тока. Повторно разжечь дугу будет затруднительно.По завершению работы требуется хорошо очистить шов от шлака: в дальнейшем он становится причиной активной коррозии металла. Для этого достаточно иметь горячую воду и обыкновенную щетку по металлу.
Сварка вольфрамовыми электродами в инертной среде
Когда прочность и качество сварного шва поставлены во главу угла, то самое время прибегнуть к технологии сварки алюминия вольфрамовыми электродами с использованием инертного газа. Для защиты подойдет аргон или гелий. Электроды применяются диаметром от 1,6 до 5 мм. Дополнительно используется присадочная проволока толщиной 1,6-4 мм.
Сварка подключается к сети переменного тока, а технологические параметры подбираются в зависимости от оборудования. Другими словами, под определенные режимы сварки приобретаются электроды и проволока нужной толщины; определяется скорость подачи инертного газа, сила тока и прочие параметры.
Особенности сварки:
- Важно, чтобы длина дуги не превышала 2,5 мм.
- Электрод по отношению к поверхности ставится под углом порядка 80 градусов.
- Между присадочной проволокой и электродом выдерживается прямой угол.
- Изначально по шву перемещается проволока и только следом проходит горелка с электродом.
- Ровность шва можно обеспечить при условии продольного перемещения электрода. Нежелательно двигать электродом в поперечном направлении.
- Чтобы ванна заполнялась равномерно проволоку в рабочую зону следует подавать возвратно-поступательным перемещением.
- Свариваемые элементы следует укладывать на железный стол. Черный метал будет отводить избыточное тепло.
- Подача инертного газа начинается за 4-5 сек до образования и прекращается через 6-7 секунд после прерывания сварочной дуги.
Задействуем полуавтомат
Применение для сварки алюминиевых сплавов полуавтоматического аппарата является идеальным решением.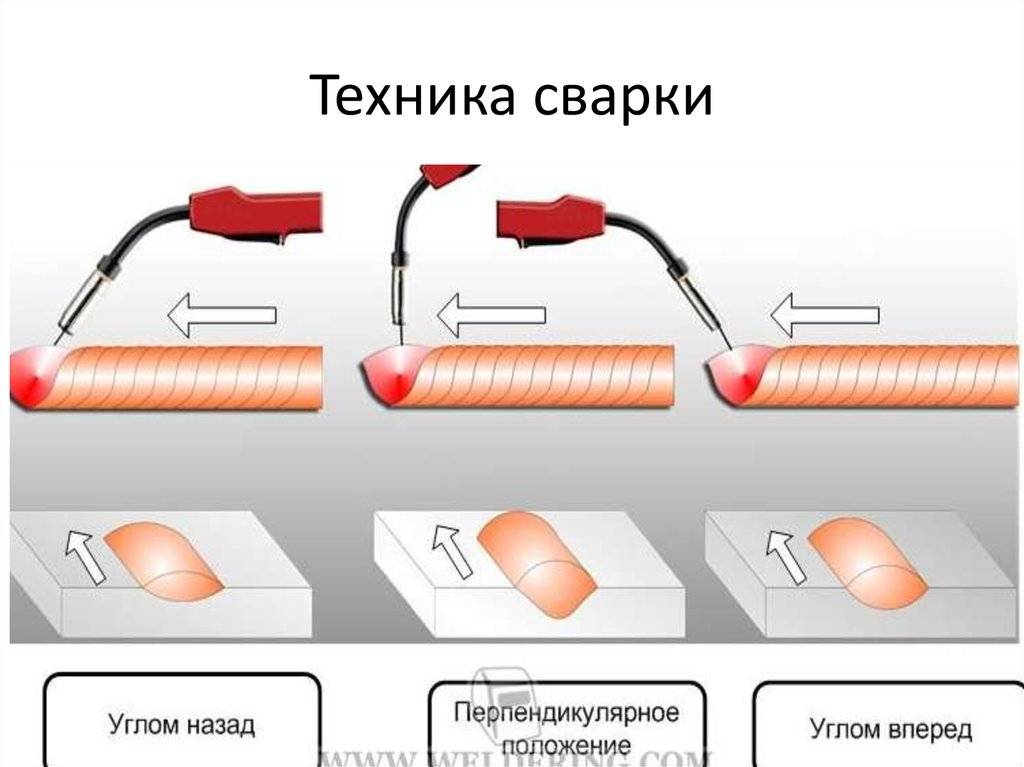
Еще несколько особенностей:
- В силу того, что алюминиевая проволока расплавляется с большей скоростью по сравнению со стальной, соответственно, подавать ее надо в несколько раз быстрей.
- Коэффициент расширения алюминия больше, чем стали. Чтобы выровнять ситуацию, необходимо приобрести специальный наконечник с обозначением «Al».
- Мягкая проволока может стать причиной образования скрутки или петли, что приведет к прерывания сварочных работ. Желательно предусмотреть специальный механизм подачи. Его несложно смастерить самостоятельно из трех-четырех направляющих роликов.

Выполняем работы инвертором
Для сваривания алюминиевых заготовок нередко используется инвертор. Очень важно правильно подобрать силу тока и электрод. Лучше всего подходят продукты марки ОЗАНА, ОЗА или ОЗР. Выбор силы тока выполняется с учетом высоких плавильных свойств материала. В остальном все идентично процессу сваривания черных металлов.
Важно! Вначале электроды желательно прокалить в печи, специально предназначенной для их термической обработки.
Читайте также: Как правильно варить электросваркой
Технология сварки алюминия при помощи флюсов
На рынке флюсы представлены в большом ассортименте, что позволяет выбрать наиболее подходящий вариант для сваривания конкретного вида алюминиевого сплава. Флюсы с этой целью применяются достаточно давно и призваны разрушить защитную оксидную оболочку. Под воздействием высокой температуры флюс растворяется и вступает в реакцию с оксидом алюминия, разрушая его. В этот же момент заготовки соединяются между собой.
Можно приобрести флюсы, которые предназначены отдельно для дуговой или газовой сварки. Помимо этого, для работы с дуговой сваркой можно использовать графитовые или угольные электроды.
Заключение
Из материала статьи несложно сделать основные выводы. Прежде всего то, что для сваривания алюминия есть множество вариантов, которые отличаются оборудованием и способом. Но в любом случае важна тщательная предварительная подготовка, правильный выбор материалов и настройка аппарата.
Читайте также: Виды электродов для сварки
Как и чем варить алюминий
Оцените, пожалуйста, статью
12345Всего оценок: 80, Средняя: 2
Сварка алюминия в домашних условиях
Внушительный список достоинств сделал алюминий востребованным материалом во всех отраслях экономики, включая корабле- и самолетостроение. Но, как и любой другой металл, он имеет и недостатки. Один из них – технологические сложности при сваривании заготовок из алюминия и его сплавов. Качественно выполнить подобную работу могут только высококвалифицированные специалисты.
Качественно выполнить подобную работу могут только высококвалифицированные специалисты.
СОДЕРЖАНИЕ
- Почему свариваемость алюминия низкая
- Способы сварки алюминия
- Что нужно для сварки алюминия
- Чем варить алюминий в домашних условиях
- Сварка вольфрамовыми электродами в инертной среде
- Задействуем полуавтомат
- Выполняем работы инвертором
- Технология сварки алюминия при помощи флюсов
- Заключение
Почему свариваемость алюминия низкая
Мягки серебристый металл сложно поддается сварке в силу объективных причин, которые вытекают из его свойств. А именно:
- На поверхности алюминия образуется окислительная пленка. И если температура плавления металла составляет всего лишь 660 градусов Цельсия, то защитной пленки – 2044 °C.
- В процессе работы очень сложно контролировать сварочную ванну из-за высокой текучести металла. Необходимо использовать специальные теплоотводящие подкладки.
- Расплавляясь, алюминий выделяет много водорода. В результате после остывания расплава внутри и на поверхности остается много микропустот.
- Алюминий характеризуется высокой степенью усадки. Из-за этого во время охлаждения не исключена деформация шва.
- Высокая теплопроводность вынуждает использовать ток, сила которая намного больше, чем при исполнении аналогичных работ с другими металлами. Сравнительно с обычной сталью разница составляет 100 процентов.

Необходимо подчеркнуть, что в домашних условиях любителям не приходится иметь дело с чистым алюминием. Сваривать приходится его сплавы. Это усложняет и без того непростой процесс, поскольку для каждого сплава (а чаще всего его марка неизвестна) нужно подобрать конкретный режим и дополнительные материалы. Унифицировать сварочный процесс в данной ситуации практически невозможно.
Способы сварки алюминия
На практике есть большое количество приемов и разных способов сварки алюминия и его сплавов. Они отличаются не только методами работы, но и оборудованием, дополнительными материалами. Наиболее часто применяется три способа сварки:
Они отличаются не только методами работы, но и оборудованием, дополнительными материалами. Наиболее часто применяется три способа сварки:
- с использованием вольфрамовых электродов и инертного газа;
- в инертной среде полуавтоматической сваркой;
- без газов с применением плавящихся электродов.
Третий способ представляет собой распространенную технологий сварки алюминиевых заготовок без аргона.
Важно! Сварочные работы со сплавами алюминия подразумевают необходимость разрушения оксидного слоя, образованного на поверхности в результате окисления металла. Для достижения результата используется переменный ток или постоянный с обратной полярностью.
Для улучшения качества и увеличения скорости работ, вы всегда можете воcпользоваться нашими сварочными столами собственного производства от компании VTM.
Что нужно для сварки алюминия
Традиционно процесс начинается с подготовки соединяемых заготовок. Основная задача здесь очень проста – очистить поверхность от посторонних включений и грязи. Кромка алюминия очищается с помощью химических составов. Далее после полного высыхания поверхность обезжиривается бытовым растворителем. Пригодны любые обезжиривающие составы: уайт-спирит, ацетон, бензин с высоким октановым числом и т.д.
Кромка алюминия очищается с помощью химических составов. Далее после полного высыхания поверхность обезжиривается бытовым растворителем. Пригодны любые обезжиривающие составы: уайт-спирит, ацетон, бензин с высоким октановым числом и т.д.
При работе с заготовками толщиной от 4 мм и больше предварительно нужно «разделать кромки». Способов выполнения данной работы несколько, включая наиболее распространенный – создание конусовидной формы. Завершающим этапом является удаление оксидной пленки при помощи напильника либо любого иного абразива, в том числе наждачной бумаги с крупным зерном.
Чем варить алюминий в домашних условиях
Соединение алюминиевых заготовок с использованием покрытых электродов обозначается аббревиатурой ММА. Режим Manual Metal Arc применяется при работе с металлическими заготовками толщиной от 4 мм и в случаях соединения конструкций с невысокими требованиями к качеству. Этот метод не относится к числу высокотехнологичных: во время выполнения работ внутри швов остаются поры, которые заметно снижают их прочность. Еще одни большой минус – очень сложно застывший шлак, который в конечном итоге приводит к усилению коррозии.
Еще одни большой минус – очень сложно застывший шлак, который в конечном итоге приводит к усилению коррозии.
Особенности сварочных работ по алюминию электродами со специальным покрытием:
- используется только обратно полярный постоянный ток;
- величина силы тока определяется, выходя из соотношения 25-30 А на каждый миллиметр толщины заготовки;
- качественный шов может получиться только при условии, что кромка детали средней толщины нагрета до температуры 300 градусов Цельсия. Толстые детали разогреваются до 400 °C;
- в обязательном порядке необходимо медленное остывание. В противном случае шов будет хрупким;
- электрод нужно сжигать «за один присест». В случае разрыва электрической дуги на поверхности алюминия и электрода образуется слой из шлака, который препятствует протеканию тока. Повторно разжечь дугу будет затруднительно.
По завершению работы требуется хорошо очистить шов от шлака: в дальнейшем он становится причиной активной коррозии металла. Для этого достаточно иметь горячую воду и обыкновенную щетку по металлу.
Для этого достаточно иметь горячую воду и обыкновенную щетку по металлу.
Сварка вольфрамовыми электродами в инертной среде
Когда прочность и качество сварного шва поставлены во главу угла, то самое время прибегнуть к технологии сварки алюминия вольфрамовыми электродами с использованием инертного газа. Для защиты подойдет аргон или гелий. Электроды применяются диаметром от 1,6 до 5 мм. Дополнительно используется присадочная проволока толщиной 1,6-4 мм.
Сварка подключается к сети переменного тока, а технологические параметры подбираются в зависимости от оборудования. Другими словами, под определенные режимы сварки приобретаются электроды и проволока нужной толщины; определяется скорость подачи инертного газа, сила тока и прочие параметры.
Особенности сварки:
- Важно, чтобы длина дуги не превышала 2,5 мм.
- Электрод по отношению к поверхности ставится под углом порядка 80 градусов.
- Между присадочной проволокой и электродом выдерживается прямой угол.
- Изначально по шву перемещается проволока и только следом проходит горелка с электродом.
- Ровность шва можно обеспечить при условии продольного перемещения электрода. Нежелательно двигать электродом в поперечном направлении.
- Чтобы ванна заполнялась равномерно проволоку в рабочую зону следует подавать возвратно-поступательным перемещением.
- Свариваемые элементы следует укладывать на железный стол. Черный метал будет отводить избыточное тепло.
- Подача инертного газа начинается за 4-5 сек до образования и прекращается через 6-7 секунд после прерывания сварочной дуги.

Задействуем полуавтомат
Применение для сварки алюминиевых сплавов полуавтоматического аппарата является идеальным решением. Устройство генерирует импульсы тока высокого напряжения, благодаря чему отлично разрушается пленка оксида металла. Но полуавтоматы с режимом сварки алюминия стоят очень дорого. Поэтому в бытовых условиях умельцы приспособились обходиться обычными полуавтоматами без такого функционала. Метод идентичен технологии сваривания черных металлов, но вместо обычной присадочной проволоки используется алюминиевая.
Метод идентичен технологии сваривания черных металлов, но вместо обычной присадочной проволоки используется алюминиевая.
Еще несколько особенностей:
- В силу того, что алюминиевая проволока расплавляется с большей скоростью по сравнению со стальной, соответственно, подавать ее надо в несколько раз быстрей.
- Коэффициент расширения алюминия больше, чем стали. Чтобы выровнять ситуацию, необходимо приобрести специальный наконечник с обозначением «Al».
- Мягкая проволока может стать причиной образования скрутки или петли, что приведет к прерывания сварочных работ. Желательно предусмотреть специальный механизм подачи. Его несложно смастерить самостоятельно из трех-четырех направляющих роликов.
Выполняем работы инвертором
Для сваривания алюминиевых заготовок нередко используется инвертор. Очень важно правильно подобрать силу тока и электрод. Лучше всего подходят продукты марки ОЗАНА, ОЗА или ОЗР. Выбор силы тока выполняется с учетом высоких плавильных свойств материала. В остальном все идентично процессу сваривания черных металлов.
В остальном все идентично процессу сваривания черных металлов.
Важно! Вначале электроды желательно прокалить в печи, специально предназначенной для их термической обработки.
Читайте также: Как правильно варить электросваркой
Технология сварки алюминия при помощи флюсов
На рынке флюсы представлены в большом ассортименте, что позволяет выбрать наиболее подходящий вариант для сваривания конкретного вида алюминиевого сплава. Флюсы с этой целью применяются достаточно давно и призваны разрушить защитную оксидную оболочку. Под воздействием высокой температуры флюс растворяется и вступает в реакцию с оксидом алюминия, разрушая его. В этот же момент заготовки соединяются между собой.
Можно приобрести флюсы, которые предназначены отдельно для дуговой или газовой сварки. Помимо этого, для работы с дуговой сваркой можно использовать графитовые или угольные электроды.
Заключение
Из материала статьи несложно сделать основные выводы. Прежде всего то, что для сваривания алюминия есть множество вариантов, которые отличаются оборудованием и способом. Но в любом случае важна тщательная предварительная подготовка, правильный выбор материалов и настройка аппарата.
Прежде всего то, что для сваривания алюминия есть множество вариантов, которые отличаются оборудованием и способом. Но в любом случае важна тщательная предварительная подготовка, правильный выбор материалов и настройка аппарата.
Читайте также: Виды электродов для сварки
Как и чем варить алюминий
Оцените, пожалуйста, статью
12345
Всего оценок: 80, Средняя: 2
Сварка алюминия в домашних условиях
Внушительный список достоинств сделал алюминий востребованным материалом во всех отраслях экономики, включая корабле- и самолетостроение. Но, как и любой другой металл, он имеет и недостатки. Один из них – технологические сложности при сваривании заготовок из алюминия и его сплавов. Качественно выполнить подобную работу могут только высококвалифицированные специалисты.
СОДЕРЖАНИЕ
- Почему свариваемость алюминия низкая
- Способы сварки алюминия
- Что нужно для сварки алюминия
- Чем варить алюминий в домашних условиях
- Сварка вольфрамовыми электродами в инертной среде
- Задействуем полуавтомат
- Выполняем работы инвертором
- Технология сварки алюминия при помощи флюсов
- Заключение
Почему свариваемость алюминия низкая
Мягки серебристый металл сложно поддается сварке в силу объективных причин, которые вытекают из его свойств. А именно:
А именно:
- На поверхности алюминия образуется окислительная пленка. И если температура плавления металла составляет всего лишь 660 градусов Цельсия, то защитной пленки – 2044 °C.
- В процессе работы очень сложно контролировать сварочную ванну из-за высокой текучести металла. Необходимо использовать специальные теплоотводящие подкладки.
- Расплавляясь, алюминий выделяет много водорода. В результате после остывания расплава внутри и на поверхности остается много микропустот.
- Алюминий характеризуется высокой степенью усадки. Из-за этого во время охлаждения не исключена деформация шва.
- Высокая теплопроводность вынуждает использовать ток, сила которая намного больше, чем при исполнении аналогичных работ с другими металлами. Сравнительно с обычной сталью разница составляет 100 процентов.
Необходимо подчеркнуть, что в домашних условиях любителям не приходится иметь дело с чистым алюминием. Сваривать приходится его сплавы. Это усложняет и без того непростой процесс, поскольку для каждого сплава (а чаще всего его марка неизвестна) нужно подобрать конкретный режим и дополнительные материалы. Унифицировать сварочный процесс в данной ситуации практически невозможно.
Это усложняет и без того непростой процесс, поскольку для каждого сплава (а чаще всего его марка неизвестна) нужно подобрать конкретный режим и дополнительные материалы. Унифицировать сварочный процесс в данной ситуации практически невозможно.
Способы сварки алюминия
На практике есть большое количество приемов и разных способов сварки алюминия и его сплавов. Они отличаются не только методами работы, но и оборудованием, дополнительными материалами. Наиболее часто применяется три способа сварки:
- с использованием вольфрамовых электродов и инертного газа;
- в инертной среде полуавтоматической сваркой;
- без газов с применением плавящихся электродов.
Третий способ представляет собой распространенную технологий сварки алюминиевых заготовок без аргона.
Важно! Сварочные работы со сплавами алюминия подразумевают необходимость разрушения оксидного слоя, образованного на поверхности в результате окисления металла. Для достижения результата используется переменный ток или постоянный с обратной полярностью.
Для улучшения качества и увеличения скорости работ, вы всегда можете воcпользоваться нашими сварочными столами собственного производства от компании VTM.
Что нужно для сварки алюминия
Традиционно процесс начинается с подготовки соединяемых заготовок. Основная задача здесь очень проста – очистить поверхность от посторонних включений и грязи. Кромка алюминия очищается с помощью химических составов. Далее после полного высыхания поверхность обезжиривается бытовым растворителем. Пригодны любые обезжиривающие составы: уайт-спирит, ацетон, бензин с высоким октановым числом и т.д.
При работе с заготовками толщиной от 4 мм и больше предварительно нужно «разделать кромки». Способов выполнения данной работы несколько, включая наиболее распространенный – создание конусовидной формы. Завершающим этапом является удаление оксидной пленки при помощи напильника либо любого иного абразива, в том числе наждачной бумаги с крупным зерном.
Чем варить алюминий в домашних условиях
Соединение алюминиевых заготовок с использованием покрытых электродов обозначается аббревиатурой ММА. Режим Manual Metal Arc применяется при работе с металлическими заготовками толщиной от 4 мм и в случаях соединения конструкций с невысокими требованиями к качеству. Этот метод не относится к числу высокотехнологичных: во время выполнения работ внутри швов остаются поры, которые заметно снижают их прочность. Еще одни большой минус – очень сложно застывший шлак, который в конечном итоге приводит к усилению коррозии.
Режим Manual Metal Arc применяется при работе с металлическими заготовками толщиной от 4 мм и в случаях соединения конструкций с невысокими требованиями к качеству. Этот метод не относится к числу высокотехнологичных: во время выполнения работ внутри швов остаются поры, которые заметно снижают их прочность. Еще одни большой минус – очень сложно застывший шлак, который в конечном итоге приводит к усилению коррозии.
Особенности сварочных работ по алюминию электродами со специальным покрытием:
- используется только обратно полярный постоянный ток;
- величина силы тока определяется, выходя из соотношения 25-30 А на каждый миллиметр толщины заготовки;
- качественный шов может получиться только при условии, что кромка детали средней толщины нагрета до температуры 300 градусов Цельсия. Толстые детали разогреваются до 400 °C;
- в обязательном порядке необходимо медленное остывание. В противном случае шов будет хрупким;
- электрод нужно сжигать «за один присест». В случае разрыва электрической дуги на поверхности алюминия и электрода образуется слой из шлака, который препятствует протеканию тока. Повторно разжечь дугу будет затруднительно.
 В случае разрыва электрической дуги на поверхности алюминия и электрода образуется слой из шлака, который препятствует протеканию тока. Повторно разжечь дугу будет затруднительно.
В случае разрыва электрической дуги на поверхности алюминия и электрода образуется слой из шлака, который препятствует протеканию тока. Повторно разжечь дугу будет затруднительно.По завершению работы требуется хорошо очистить шов от шлака: в дальнейшем он становится причиной активной коррозии металла. Для этого достаточно иметь горячую воду и обыкновенную щетку по металлу.
Сварка вольфрамовыми электродами в инертной среде
Когда прочность и качество сварного шва поставлены во главу угла, то самое время прибегнуть к технологии сварки алюминия вольфрамовыми электродами с использованием инертного газа. Для защиты подойдет аргон или гелий. Электроды применяются диаметром от 1,6 до 5 мм. Дополнительно используется присадочная проволока толщиной 1,6-4 мм.
Сварка подключается к сети переменного тока, а технологические параметры подбираются в зависимости от оборудования. Другими словами, под определенные режимы сварки приобретаются электроды и проволока нужной толщины; определяется скорость подачи инертного газа, сила тока и прочие параметры.
Особенности сварки:
- Важно, чтобы длина дуги не превышала 2,5 мм.
- Электрод по отношению к поверхности ставится под углом порядка 80 градусов.
- Между присадочной проволокой и электродом выдерживается прямой угол.
- Изначально по шву перемещается проволока и только следом проходит горелка с электродом.
- Ровность шва можно обеспечить при условии продольного перемещения электрода. Нежелательно двигать электродом в поперечном направлении.
- Чтобы ванна заполнялась равномерно проволоку в рабочую зону следует подавать возвратно-поступательным перемещением.
- Свариваемые элементы следует укладывать на железный стол. Черный метал будет отводить избыточное тепло.
- Подача инертного газа начинается за 4-5 сек до образования и прекращается через 6-7 секунд после прерывания сварочной дуги.
Задействуем полуавтомат
Применение для сварки алюминиевых сплавов полуавтоматического аппарата является идеальным решением. Устройство генерирует импульсы тока высокого напряжения, благодаря чему отлично разрушается пленка оксида металла. Но полуавтоматы с режимом сварки алюминия стоят очень дорого. Поэтому в бытовых условиях умельцы приспособились обходиться обычными полуавтоматами без такого функционала. Метод идентичен технологии сваривания черных металлов, но вместо обычной присадочной проволоки используется алюминиевая.
Устройство генерирует импульсы тока высокого напряжения, благодаря чему отлично разрушается пленка оксида металла. Но полуавтоматы с режимом сварки алюминия стоят очень дорого. Поэтому в бытовых условиях умельцы приспособились обходиться обычными полуавтоматами без такого функционала. Метод идентичен технологии сваривания черных металлов, но вместо обычной присадочной проволоки используется алюминиевая.
Еще несколько особенностей:
- В силу того, что алюминиевая проволока расплавляется с большей скоростью по сравнению со стальной, соответственно, подавать ее надо в несколько раз быстрей.
- Коэффициент расширения алюминия больше, чем стали. Чтобы выровнять ситуацию, необходимо приобрести специальный наконечник с обозначением «Al».
- Мягкая проволока может стать причиной образования скрутки или петли, что приведет к прерывания сварочных работ. Желательно предусмотреть специальный механизм подачи. Его несложно смастерить самостоятельно из трех-четырех направляющих роликов.

Выполняем работы инвертором
Для сваривания алюминиевых заготовок нередко используется инвертор. Очень важно правильно подобрать силу тока и электрод. Лучше всего подходят продукты марки ОЗАНА, ОЗА или ОЗР. Выбор силы тока выполняется с учетом высоких плавильных свойств материала. В остальном все идентично процессу сваривания черных металлов.
Важно! Вначале электроды желательно прокалить в печи, специально предназначенной для их термической обработки.
Читайте также: Как правильно варить электросваркой
Технология сварки алюминия при помощи флюсов
На рынке флюсы представлены в большом ассортименте, что позволяет выбрать наиболее подходящий вариант для сваривания конкретного вида алюминиевого сплава. Флюсы с этой целью применяются достаточно давно и призваны разрушить защитную оксидную оболочку. Под воздействием высокой температуры флюс растворяется и вступает в реакцию с оксидом алюминия, разрушая его. В этот же момент заготовки соединяются между собой.
Можно приобрести флюсы, которые предназначены отдельно для дуговой или газовой сварки. Помимо этого, для работы с дуговой сваркой можно использовать графитовые или угольные электроды.
Заключение
Из материала статьи несложно сделать основные выводы. Прежде всего то, что для сваривания алюминия есть множество вариантов, которые отличаются оборудованием и способом. Но в любом случае важна тщательная предварительная подготовка, правильный выбор материалов и настройка аппарата.
Читайте также: Виды электродов для сварки
Как и чем варить алюминий
Оцените, пожалуйста, статью
12345
Всего оценок: 80, Средняя: 2
Как правильно сваривать алюминий полуавтоматом
Содержание:
- Поэтапная инструкция сварки алюминия при помощи полуавтомата
- Сварка алюминия в среде газа и без использования газа
- Нюансы выбора полуавтоматической сварки
Полуавтомат – довольно распространенный метод сваривания металлов. Он несложный и понятный даже неопытным сварщикам, особенно при использовании современных инверторных полуавтоматов. Полуавтоматической сваркой получаются прочные швы, можно варить большие объемы металлов.
Он несложный и понятный даже неопытным сварщикам, особенно при использовании современных инверторных полуавтоматов. Полуавтоматической сваркой получаются прочные швы, можно варить большие объемы металлов.
Возможно возникновение некоторых трудностей только при сварке алюминия – металла мягкого и обладающего высокой теплопроводимостью. При сварке алюминия полуавтоматом важно знать все детали сварного устройства, тщательно следовать установленным правилам сварки и придерживаться техники безопасности. Сварка полуавтоматом алюминия может выполняться с газом и без защитного газа, с помощью проволоки порошкового типа.
О том, как правильно варить алюминий полуавтоматом, чтобы не испортить материал, как сделать сварочный шов на алюминии прочным и качественным, я расскажу в этой статье.
Как сваривать алюминий полуавтоматом
Сварка полуавтоматом алюминия используется в случае необходимости что-то наплавить, а также для закрытия зазоров. Перед началом сварки самой детали нужно подготовить все необходимое оборудование, а также удалить загрязнения и оксидную пленку, которой покрывается алюминиевая поверхность. Алюминий – металл, который имеет повышенную теплопроводность, сваривать его нужно при низких температурах, в этом и заключается наибольшая сложность.
Перед началом сварки самой детали нужно подготовить все необходимое оборудование, а также удалить загрязнения и оксидную пленку, которой покрывается алюминиевая поверхность. Алюминий – металл, который имеет повышенную теплопроводность, сваривать его нужно при низких температурах, в этом и заключается наибольшая сложность.
Сварка алюминия полуавтоматом проходит поэтапно:
- Подготовка материала до сварочного процесса. Для начала нужно сделать шлифовку, чтобы поверхность была гладкой и ровной. С помощью щеток, флюсов и специальных машинок сделать поверхность чистой, без оксидной пленки и загрязнений. Затем нужно обезжирить поверхность детали (для этого используют ацетон). Если толщина детали составляет 5 и более мм, то необходимо расширять кромки. Следующий этап – подрезка заготовки, которая осуществляется под углом 30-45 градусов. Затем поверхность обрабатывается флюсом. Последний шаг подготовки материала к сварке – подогрев, это убережет детали от деформации и продлит их срок службы.
- Контроль за подачей проволоки, которая должна двигаться плавно, без лишних движений, при этом находиться перед горелкой. Что касается механизма подачи проволоки, то лучше выбирать специальный ролик для алюминия, который имеет канавку в форме U. Это обеспечит плавное скольжение проволоки по ролику.
- Регулировка горелки во время работы. Сваривая алюминий, нужно следить, чтобы горелка двигалась вдоль шва. Здесь также очень важно правильно выбрать канал, который будет направлять проволоку, этот канал находится в рукаве горелки. Для алюминия лучше выбирать канал тефлонового вида.
- Выбор скоростного режима, который должен быть максимальным.
- Настройка параметров. Чтобы аппарат работал с максимальной точностью, нужно правильно выставить параметры сварочного устройства.
- Проверка качества соединений. Для этого можно использовать керосин, но проверять качество нужно после остывания материала.
- Обработка шва. Шов после сварки должен выглядеть эстетическим, без недостатков.

Также нужно учитывать некоторые нюансы. Во-первых, коэффициент усадки алюминия выше, чем у других металлов, поэтому следует тщательно контролировать усадку. Во-вторых, для сваривания тонких деталей нужно под алюминий класть нержавеющую сталь, чтобы сварка не прожгла пластину. Что касается наконечника, то лучше всего подойдет медный наконечник, выполнен по технологии сверления.
Сварка алюминия с газом и без газа
Использования газа защищает сварочную поверхность, делает сварочный шов более качественным и прочным. Чаще всего для сварки алюминиевых деталей полуавтоматом используют чистый аргон или аргон с добавлением гелия. Подобные смеси защищают поверхность детали от окисей, ослабляя, таким образом, силу воздействия атмосферы. Сварка алюминия полуавтоматом с углекислотой также используется, но очень редко. Использование углекислого газа – более дешевый вариант, нежели аргон, но шов может получиться не таким качественным.
Сварка полуавтоматом без аргона выполняется порошковой проволокой. Этот расходный материал для сварки имеет специальные испарения, которые заменяют защитный газ, оберегают деталь от окисей.
Выбор полуавтомата для сварки алюминия
Выбирая полуавтомат для сварки алюминиевых деталей, нужно учитывать такие технические характеристики:
- Мощность – этот критерий зависит от продолжительности работы со сварочным аппаратом. Если устройство используется часто и в большом объеме, лучше выбрать полуавтомат профессионального класса, который, несмотря на свою дороговизну, отличается большим запасом мощности;
- Режим работы – лучше всего устраняет оксидную пленку, предотвращает прожог деталей, обеспечивает качество сварочного шва полуавтомат, работающий в режиме PULSE;
- Напряжение – наибольшую стабильность дуги обеспечивают полуавтоматы, подключенные к трехфазной сети (380В).
На долговечность и качество сварочных аппаратов также влияет марка. Лучше выбирать проверенных, надежных производителей. Среди зарубежных компаний, наибольшей популярностью пользуются бренды, выпускающие полуавтоматическую сварку: Deca, Tekhmann, Hugong. Среди украинских марок, лучше всех себя зарекомендовал киевский сварочный завод «Патон». Его полуавтоматы долговечны, отличаются великолепным функционалом, и, что очень важно, приспособлены к отечественным условиям сварки на стройках, предприятиях.
Лучше выбирать проверенных, надежных производителей. Среди зарубежных компаний, наибольшей популярностью пользуются бренды, выпускающие полуавтоматическую сварку: Deca, Tekhmann, Hugong. Среди украинских марок, лучше всех себя зарекомендовал киевский сварочный завод «Патон». Его полуавтоматы долговечны, отличаются великолепным функционалом, и, что очень важно, приспособлены к отечественным условиям сварки на стройках, предприятиях.
Если у вас возникли вопросы после прочтения статьи, оставляйте комментарии ниже. Я с радостью на них отвечу!
Как сваривать алюминий со сталью?
Алюминий можно легко соединить с большинством металлов с помощью механического крепления или клеевого соединения. Однако для сварки алюминия со сталью требуются другие методы, такие как дуговая и фрикционная сварка, которая дополнительно поясняется ниже.
Что вы узнаете:
Почему нужно сваривать алюминий со сталью?
Алюминий (и его сплавы) намного легче, чем стали, с плотностью около 2,70 г / см 3 по сравнению с диапазоном от 7,75 до 8,05 г / см 3 для сталей. Это означает, что сопоставимый объем стали примерно в три раза тяжелее алюминия.
Это означает, что сопоставимый объем стали примерно в три раза тяжелее алюминия.
Во многих отраслях промышленности сталь используется для различных структурных применений. Однако из-за плотности стали существует значительная потеря веса, связанная с ее использованием.
Новые природоохранные законы вынуждают транспортные отрасли соблюдать строгие ограничения на выбросы парниковых газов. Одним из способов снижения выбросов является, к примеру, снижение веса конструкции автомобиля. Замена различных стальных конструкций алюминиевыми сплавами в настоящее время имеет большое промышленное значение. Во многих случаях не всегда возможно заменить всю стальную конструкцию алюминиевыми сплавами, поэтому необходимо объединить эти два материала.
Алюминиевые сплавы могут быть сравнительно легко соединены со сталями с использованием таких методов, как клеевое соединение, механическое крепление или пайка.
Но когда требуется превосходная структурная целостность, сварка предпочтительна. Однако приварка алюминиевых сплавов к стали затруднена.
Однако приварка алюминиевых сплавов к стали затруднена.
Почему алюминий трудно соединить со сталью?
Алюминиевые сплавы и сталь сильно различаются по металлургии и физическим свойствам, таким как теплопроводность и температура плавления. Как правило, температура плавления стали составляет около 1370 ° С, что более чем в два раза выше, чем у алюминия, который плавится при температуре около 660 ° С.
Помимо их широко различающихся температур плавления, каждый из этих металлов практически нерастворим в другом. В расплавленном состоянии они реагируют с образованием хрупких интерметаллических фаз. Понятно, что вышеуказанные проблемы могут представлять проблемы при сварке плавлением, такой как дуговая сварка стали и алюминия.
Получающиеся сварные соединения будут иметь неудовлетворительные свойства и из-за их хрупкой природы часто нежелательны для многих промышленных применений.
Как вы присоединяете алюминий к стали?
Хорошо известно, что применение процессов сварки плавлением для соединения стали с алюминием затруднено из-за различий в точках плавления, теплопроводности, коэффициентах расширения и тенденции к образованию хрупких интерметаллических соединений. Поскольку растворимость Fe в Al очень низкая (около 0,04 мас.%), При температурах> 350 ° C, когда диффузия Fe в Al становится значительной, начинается осаждение интерметаллических соединений Fe-Al. Значительные интерметаллические осадки могут происходить значительно ниже точки плавления алюминия (660 ° C для чистого Al). Точная степень осаждения интерметаллидов определяется диффузией и зависит от временного и температурного предела взаимодействия взаимодействующих границ Fe и Al.
Поскольку растворимость Fe в Al очень низкая (около 0,04 мас.%), При температурах> 350 ° C, когда диффузия Fe в Al становится значительной, начинается осаждение интерметаллических соединений Fe-Al. Значительные интерметаллические осадки могут происходить значительно ниже точки плавления алюминия (660 ° C для чистого Al). Точная степень осаждения интерметаллидов определяется диффузией и зависит от временного и температурного предела взаимодействия взаимодействующих границ Fe и Al.
Использование лазеров для создания паяного соединения
Использование лазеров для создания паяного соединения между сталью и алюминием является логичным шагом, так как высокая интенсивность тепла в небольшой области, генерируемой лазером, означает, что стабильная среда для пайки может быть создана локально и быстро перемещена для создания соединения с минимальным временем для диффузии, чтобы управлять чрезмерным образованием интерметаллических соединений.
Фазовая диаграмма Fe-Al показывает диапазон твердых интерметаллических фаз, которые могут быть сформированы, а именно; Fe3Al (892HV), FeAl (470HV), FeAl2 (1060HV), Fe2Al5 (1013HV) и FeAl3 (892HV).
Эти фазы характеризуются чрезвычайно высокой твердостью, почти нулевой пластичностью и очень низкой вязкостью разрушения. Следовательно, если термически произведенное соединение между сталью и алюминием должно содержать некоторые или все эти фазы,
Толщина слоя интерметаллического соединения должна быть настолько малой, насколько это возможно, для достижения хороших механических характеристик в соединении. Проверить сварку тут можно с помощью рентгеновской пленка Agfa D7 от компании GE , на тонких деталях можно использовать рентгеновскую пленку Agfa D2.
Должны быть приняты определенные подходы к дуговой сварке стали и алюминия, чтобы избежать образования интерметаллического соединения. Первый заключается в использовании алюминиевого покрытия на стали. Это может быть достигнуто погружением стали в расплавленный алюминий (горячее алюминирование). После нанесения алюминия алюминий может быть приварен к алюминиевому покрытию. Необходимо следить за тем, чтобы дуга не нагревала покрытый алюминий до чрезмерной температуры, в противном случае возможно образование интерметаллического соединения. Первый заключается в использовании алюминиевого покрытия на стали. Это может быть достигнуто погружением стали в расплавленный алюминий (горячее алюминирование).
Первый заключается в использовании алюминиевого покрытия на стали. Это может быть достигнуто погружением стали в расплавленный алюминий (горячее алюминирование).
После нанесения алюминия алюминий может быть приварен к алюминиевому покрытию. Необходимо следить за тем, чтобы дуга не нагревала покрытый алюминий до чрезмерной температуры, в противном случае возможно образование интерметаллического соединения.
Первый заключается в использовании алюминиевого покрытия на стали. Это может быть достигнуто погружением стали в расплавленный алюминий (горячее алюминирование). После нанесения алюминия алюминий может быть приварен к алюминиевому покрытию. Необходимо следить за тем, чтобы дуга не нагревала покрытый алюминий до чрезмерной температуры, в противном случае возможно образование интерметаллического соединения.
Биметаллические переходные вставки
Биметаллические переходные вставки являются еще одним средством уменьшения интерметаллического образования при сварке плавлением. Вставки состоят из одной алюминиевой части и другой стальной детали, скрепленных между собой прокаткой, сваркой взрывом, сваркой трением, сваркой под давлением или сваркой горячим давлением. Биметаллическое переходное соединение затем индивидуально приваривается к алюминию и стали. Обычно объемный алюминий сначала приваривают к алюминиевой части переходной вставки, так как это создает больший радиатор, когда объемную сталь подвергают дуговой сварке со стальной половиной переходной вставки.
Вставки состоят из одной алюминиевой части и другой стальной детали, скрепленных между собой прокаткой, сваркой взрывом, сваркой трением, сваркой под давлением или сваркой горячим давлением. Биметаллическое переходное соединение затем индивидуально приваривается к алюминию и стали. Обычно объемный алюминий сначала приваривают к алюминиевой части переходной вставки, так как это создает больший радиатор, когда объемную сталь подвергают дуговой сварке со стальной половиной переходной вставки.
Основной целью при соединении этих материалов является поддержание максимально низкой температуры сварки и минимизация времени воздействия сварного шва на высокие температуры. Вот почему такие процессы, как сварка трением (в основном, ротационная сварка трением), используются для изготовления биметаллических переходных вставок между алюминиевыми сплавами и стальными объемными компонентами.
Ротационная сварка трением
Ротационная сварка трением — это процесс соединения в твердом состоянии, который работает путем вращения одной детали относительно другой, находясь под действием осевой силы сжатия. Трение между поверхностями производит тепло, в результате чего материал интерфейса пластифицируется. Сжимающее усилие вытесняет пластифицированный материал с поверхности раздела, способствуя металлургическим механизмам соединения. Не входя в жидкое состояние, сварные швы трения остаются намного более холодными во время обработки.
Трение между поверхностями производит тепло, в результате чего материал интерфейса пластифицируется. Сжимающее усилие вытесняет пластифицированный материал с поверхности раздела, способствуя металлургическим механизмам соединения. Не входя в жидкое состояние, сварные швы трения остаются намного более холодными во время обработки.
Кроме того, сварка алюминия, быстрым трением, предотвращая длительное время воздействия сварного шва на высокие температуры. Следовательно, сварка трением коммерчески используется для соединения ряда разнородных материалов, поскольку образование интерметаллических соединений значительно снижается.
Несмотря на преимущества сварки трением для уменьшения интерметаллического образования между алюминиевыми сплавами и сталями, все же следует позаботиться о выборе параметров.
Сварка нержавеющей стали с алюминиевым сплавом
Часто при сварке стали и нержавеющей стали с алюминиевым сплавом используется промежуточный слой из чистого алюминия, что резко снижает образование интерметаллидов.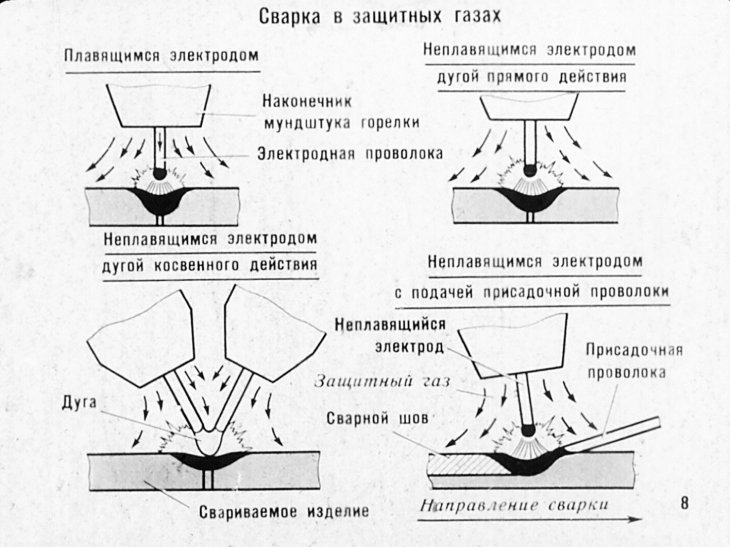 Интерметаллические соединения между сталью, сваренной трением, и алюминиевыми сплавами основаны на железо-алюминии, следовательно, можно ожидать, что хрупкие соединения также будут образовываться между сталью и чистым алюминием, но это не так. Чистый алюминий намного мягче, чем алюминиевый сплав.
Интерметаллические соединения между сталью, сваренной трением, и алюминиевыми сплавами основаны на железо-алюминии, следовательно, можно ожидать, что хрупкие соединения также будут образовываться между сталью и чистым алюминием, но это не так. Чистый алюминий намного мягче, чем алюминиевый сплав.
Это означает, что температура, необходимая для протекания мягкого чистого алюминия и образования сварного шва, намного ниже, чем у алюминиевого сплава. Более низкие температуры помогают уменьшить образование хрупких соединений.
Сваривать алюминий со сталью
Из-за сложности изготовления прочных сварных швов между этими материалами во многих коммерческих применениях для соединения алюминиевых сплавов со сталью используются механические крепежные элементы. При использовании механических крепежей и в зависимости от применения необходимо соблюдать осторожность, чтобы предотвратить гальваническую коррозию.
Гальваническая коррозия преимущественно происходит на алюминиевом сплаве. Чтобы предотвратить это, требуется изоляция алюминиевого сплава от стали, что обычно происходит при использовании изолирующего покрытия или краски.
Чтобы предотвратить это, требуется изоляция алюминиевого сплава от стали, что обычно происходит при использовании изолирующего покрытия или краски.
Сварка алюминия и алюминиевых сплавов
- Главная
- Блог
- Сварка алюминия и алюминиевых сплавов
20 ноября 2012
Алюминий является очень легким металлом, имеющим плотность 2,7 г/см3. Теплопроводность алюминия в три раза выше теплопроводности малоуглеродистой стали. Температура плавления чистого алюминия составляет 657 °C. При нагревании алюминий легко окисляется, образуя тугоплавкую окись алюминия, плавящуюся при температуре свыше 2060° С.
Чистый алюминий, а также сплавы алюминия с марганцем и магнием хорошо поддаются сварке. Хуже свариваются термоупрочняемые сплавы. Это обусловлено тем, что в сварном шве такого сплава получается структура литого металла, прочность которого в два раза меньше прочности основного прокатанного металла. Кроме того, вследствие значительной усадки металла шва и его низкой пластичности, в процессе сварки возникают трещины в швах.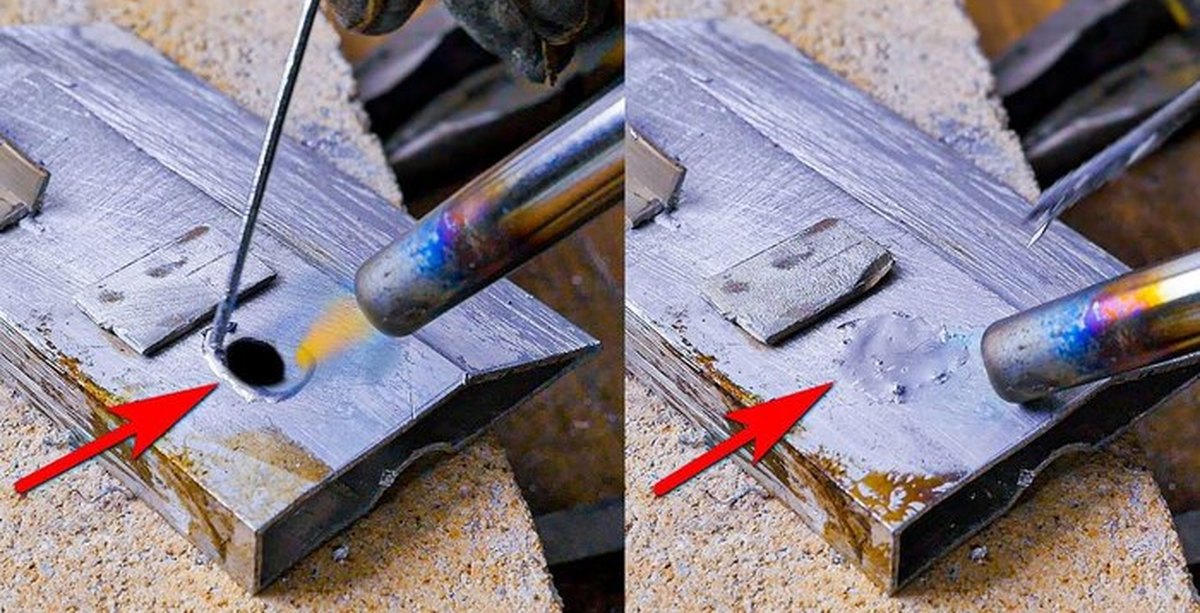
Достоинства алюминия и алюминиевых сплавов
Основными достоинствами алюминиевых сплавов являются малая плотность, высокая удельная прочность, высокая коррозионная стойкость. Чистый алюминий, ввиду низкой прочности, для изготовления конструкций используют в отдельных случаях в химической, пищевой и электротехнической промышленности. Алюминий высокой чистоты применяют в отраслях новой техники, в том числе при производстве полупроводников. В качестве конструкционных материалов в основном используют полуфабрикаты из алюминиевых сплавов. По показателям отношения прочности и текучести к плотности высокопрочные алюминиевые сплавы значительно превосходят чугун, низкоуглеродистые и низколегированные стали, чистый титан и уступают лишь высоколегированным сталям повышенной прочности и сплавам титана.
Алюминиевые сплавы разделяют на литейные и деформируемые по пределу растворимости элементов в твердом растворе. В сварных конструкциях в основном используют полуфабрикаты (листы, профили, трубы и др.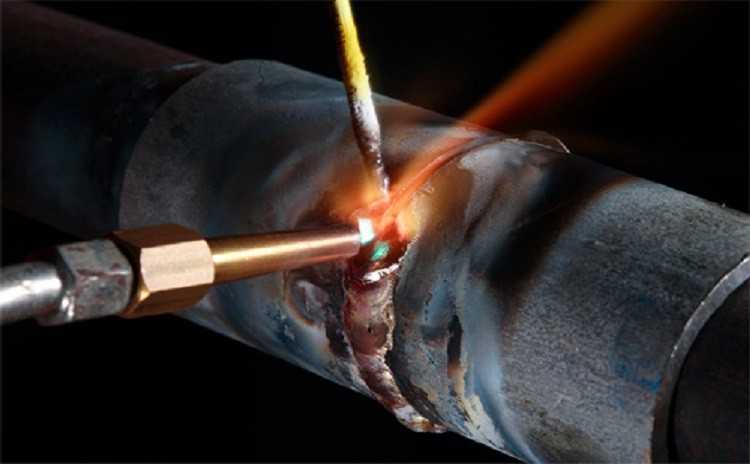 ) из деформируемых сплавов. Концентрация легирующих элементов деформируемых сплавов меньше предела растворимости, и при нагреве эти сплавы могут быть переведены в однофазное состояние, при котором обеспечивается их высокая деформационная способность.
) из деформируемых сплавов. Концентрация легирующих элементов деформируемых сплавов меньше предела растворимости, и при нагреве эти сплавы могут быть переведены в однофазное состояние, при котором обеспечивается их высокая деформационная способность.
Технология сварки
Сварка алюминия и его сплавов осложнена тем, что в процессе сварки на поверхности расплавленного слоя моментально образуется тугоплавкая пленка оксида алюминия. Эта пленка препятствует процессу сплавления отдельных частиц металла. Дело в том, что оксид алюминия плавится при температуре 2050°С, а сам алюминий — 658°С, Чтобы преодолеть эту технологическую трудность, применяют ряд специальных способов.
Первое условие — подготовка к сварке. Соединяемые детали должны быть обязательно обезжирены, при этом уже имеющаяся на поверхности пленка оксида алюминия удаляется. Присадочная проволока обрабатывается таким же способом. Электродные стержни также очищаются перед нанесением на них покрытия. Металл на ширине 80-100 мм от кромки обезжиривают растворителями (авиационным бензином, техническим ацетоном), затем механической зачисткой или химическим травлением удаляют оксидную пленку.
Электроды непосредственно перед сваркой надо просушить в течении двух часов при температуре 200°С.
В связи с тем что алюминиевый электрод плавится в 2—3 раза быстрее стального, скорость сварки алюминия должка быть соответственно выше. Сварку рекомендуется выполнять непрерывно в пределах одного электрода, так как пленка шлака на кратере и конце электрода препятствует повторному зажиганию дуги. Для обеспечения устойчивого процесса при минимальных потерях на разбрызгивание рекомендуется принимать сварочный ток из расчета не более 60 А на 1 мм диаметра электрода.
Сварка металла толщиной до 2 мм осуществляется без присадки и без разделки кромок, металл толщиной свыше 2 мм сваривают с зазором 0,5-0,7 толщины свариваемых листов или с разделкой кромок. Оксидную пленку удаляют о помощью флюсов АФ-4А.
Ручную сварку покрытыми электродами применяют в основном при изготовлении малонагруженных конструкций из технического алюминия, сплавов типа AlMn и AlMg, силумина.
Как правило, применяется стыковое соединение. Не рекомендуется использование тавровых и нахлесточных соединений, поскольку шлак может затечь в зазоры, что затрудняет его удаление при промывке. Остатки шлака могут привести к коррозии.
Не рекомендуется использование тавровых и нахлесточных соединений, поскольку шлак может затечь в зазоры, что затрудняет его удаление при промывке. Остатки шлака могут привести к коррозии.
Перед сваркой необходимо подогреть детали до температуры 100–400 °С в зависимости от их толщины. Металлический стержень электрода изготавливается из проволок с составом, приближенным к составу основного металла. Для сплавов алюминия с магнием используется проволока с повышенным количеством магния (на 1,5–2%) для компенсации его угара при сварке. Основными компонентами электродного покрытия являются криолит, фтористые и хлористые соли калия и натрия.
Автоматическая сварка алюминия и его сплавов выполняется полуоткрытой дугой по слою флюса или закрытой дугой под флюсом.
Автоматическая сварка листов ведется по слою флюса, поскольку даже нерасплавленный флюс имеет высокую электропроводность, шунтирует электрическую дугу и нарушает стабильность процесса. Ширина и толщина слоя насыпаемого флюса зависят от толщины алюминиевого листа (как правило, ширина составляет 25–45 мм, а толщина 7–16 мм). Во избежание протеков жидкого металла с обратной стороны сварного шва требуется стальная формирующая подкладка. Дуга питается постоянным током обратной полярности.
Во избежание протеков жидкого металла с обратной стороны сварного шва требуется стальная формирующая подкладка. Дуга питается постоянным током обратной полярности.
Автоматическую сварку под флюсом обычно выполняют расщепленным электродом на переменном токе или на постоянном токе обратной полярности. Применяют также флюсы с пониженной электропроводностью.
При газовой сварке алюминия в качестве горючего газа в основном используется ацетилен. Расход ацетилена составляет около 100 л/ч на 1 мм толщины свариваемого металла.
Диаметр присадочного прутка, представляющего собой проволоку из алюминия или его сплавов, обычно составляет 1,5–5,5 мм в зависимости от толщины свариваемого изделия.
Для предотвращения окисления металла и удаления оксидов используют специальные флюсы, например, марки АФ-4А (50% KCl, 28% NaCl, 14% LiCl, 8% NaF). При сварке флюс вводят либо с присадочным прутком, либо предварительно наносят на свариваемые кромки в виде разведенной в воде пасты. Флюс в разведенном состоянии нельзя хранить свыше 8–10 ч.
Флюс в разведенном состоянии нельзя хранить свыше 8–10 ч.
При толщине заготовок более 4 мм желательно выполнять разделку кромок. При толщине листов свыше 8 мм осуществляют общий либо местный подогрев. Сварка производится «левым» способом. По окончании сварки для удаления флюсов сварные швы промывают теплой водой или 2%-ным раствором хромовой кислоты.
Электрошлаковая сварка алюминия и его сплавов выполняется для толщин изделия от 50 до 250 мм и особо эффективна для больших толщин. Ведется на переменном токе плавящимися мундштуками или пластинчатыми электродами, с использованием флюсов на основе галогенидов щелочноземельных и щелочных металлов. Шов формируется с помощью медных водоохлаждаемых или графитовых кристаллизаторов. Скорость сварки составляет 6–8 м/ч. Получаемые сварные соединения имеют прочность, равную 80–100% прочности основного металла.
MIG сварка алюминия для начинающих|YesWelder
перейти к содержанию Сварка алюминия сложнее, чем сварка стали, но у вас гораздо больше шансов получить качественные сварные швы, если вы изучите основы.
Сварка алюминия MIG проще, чем сварка алюминия TIG, и для этого требуется менее дорогое оборудование. Тем не менее, есть еще много переменных и областей, где вы можете ошибиться.
В этом руководстве по сварке алюминия методом MIG для начинающих вы узнаете, почему алюминий сложно сваривать, как настроить аппарат для сварки MIG, очистить алюминий и узнать об основных методах сварки алюминия.
Итак, приступим к основному пункту.
Почему сложно сваривать алюминий
Алюминий имеет большое сродство к кислороду, в результате чего его атомы соединяются с кислородом воздуха, образуя оксидный слой на поверхности алюминия. Этот оксид имеет более высокую температуру плавления, чем чистый алюминий под ним, и это первая проблема, с которой вы столкнетесь при сварке алюминия.
Чистый алюминий имеет температуру плавления 1200°F (650°C), а оксид на поверхности имеет температуру плавления 3700°F (2037°C). В двух словах это означает, что вы должны удалить оксидный слой, прежде чем пытаться сварить алюминий MIG.
Следующая проблема, с которой вы столкнетесь, это высокая проводимость алюминия. Этот металл быстро отводит тепло от сварного соединения. Это означает, что для сварки этого металла требуется большее количество тепла, чем для сварки мягкой стали.
Однако низкая температура плавления чистого алюминия в сочетании с необходимостью применения высокой температуры из-за высокой проводимости алюминия приводит к узкому диапазону рабочих температур. Это означает, что его легко прожечь или недостаточно нагреть, чтобы образовалась лужа.
Кроме того, алюминиевые сварные швы уменьшатся в объеме примерно на 6 процентов после того, как сварной шов остынет. Усадка может привести к трещинам из-за чрезмерной деформации соединения из-за возникающих напряжений.
Алюминий сильно подвержен загрязнению. Поэтому его необходимо тщательно очищать и сваривать в относительно чистой среде. Будьте осторожны с перекрестным загрязнением частицами металлической пыли в воздухе, такими как пыль из мягкой стали и искры.
Очистка алюминия перед сваркой MIG
Естественный оксидный слой на поверхности алюминия необходимо удалить перед сваркой. Но удалять этот слой сначала — не лучшая идея.
Во-первых, алюминиевую деталь необходимо очистить от грязи, масел и жира. В противном случае вы рискуете внедрить эти примеси в алюминиевую деталь, когда начнете удалять оксид алюминия.
Совет по безопасности: алюминий — немагнитный металл. Если в глаза попадет пыль или мусор, офтальмологам будет сложно оказать медицинскую помощь. Убедитесь, что вы носите все необходимое защитное оборудование, включая защиту для глаз.
Алюминий обычно чистят щеткой из нержавеющей стали. Однако вы должны использовать проволочную щетку, предназначенную только для алюминия. Если вы используете щетку, которой раньше чистили мягкую или нержавеющую сталь, вы загрязните алюминий, а сварной шов будет слабым из-за пористости.
Также можно использовать специализированные шлифовальные круги для алюминия для удаления поверхностного окиси.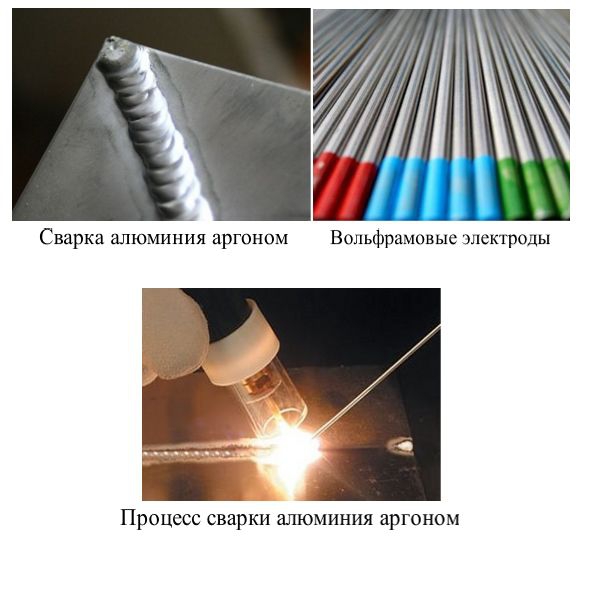 Но использовать обычные шлифовальные круги не рекомендуется. Они быстро заполнятся алюминием, потому что алюминий мягкий и имеет низкую температуру плавления.
Но использовать обычные шлифовальные круги не рекомендуется. Они быстро заполнятся алюминием, потому что алюминий мягкий и имеет низкую температуру плавления.
Этот металл также можно очищать сильной щелочью или кислотой, но перед сваркой его необходимо промыть и тщательно высушить. Но большинству сварщиков-любителей следует придерживаться ручной щетки для сварки MIG алюминия.
Защитное оборудование для сварки MIG алюминия
Как и при любом процессе дуговой сварки, MIG требует, чтобы вы носили сварочный шлем для защиты глаз и лица от вредного излучения. Вы также должны носить сварочные перчатки, сварочную куртку и как минимум фартук для защиты от радиации, высокой температуры и брызг расплавленного металла.
Использование сварочного респиратора также является хорошей идеей, особенно при сварке в неидеальной вентилируемой среде.
Убедитесь, что под сварочной маской надеты защитные очки, особенно при шлифовке или резке. Всегда соблюдайте кодекс и законы вашего региона. Помните, что сварка — отличное хобби, но также и опасное занятие, если вы не защищены.
Помните, что сварка — отличное хобби, но также и опасное занятие, если вы не защищены.
Подготовка оборудования к сварке алюминия методом MIG
Теперь давайте рассмотрим все, что вам нужно знать, чтобы успешно сварить алюминий новичку. Мы расскажем об алюминиевой сварочной проволоке MIG, пистолете для катушки, защитном газе, сварочном аппарате, переносе распылением, подаче проволоки и других важных деталях.
Защитный газ
Сварка алюминия методом MIG в большинстве случаев требует использования 100% защитного газа аргона. Сварщики-любители не выиграют от любой другой газовой смеси, но вы должны знать, что добавление гелия может помочь вам добиться более глубокого проплавления очень толстых алюминиевых профилей.
Чистый аргон является наиболее популярным защитным газом, так как он обеспечивает отличный старт и стабильность дуги. Добавление гелия способствует проплавлению, но за счет стабильности дуги. Кроме того, он расширяет сварной шов. Таким образом, для большинства людей подходит чистый аргоновый защитный газ.
Выбор алюминиевой проволоки для сварки MIG
Выбор присадочной проволоки для алюминиевой сварки зависит от основного алюминиевого сплава и условий, которым будет подвергаться готовая деталь. Поэтому очень важно сопоставить присадочную проволоку с этими двумя переменными.
Наиболее часто используемыми алюминиевыми сварочными проволоками MIG являются ER4043 и ER5356.
ER4043 — это универсальная сварочная проволока MIG, используемая для сварки алюминиевых сплавов 2014, 3003, 3004, 4043, 5052, 6061, 6062 и 6063. Сварные швы обладают высокой пластичностью и отличной стойкостью к растрескиванию. Кроме того, проволока содержит добавки кремния, которые снижают температуру плавления и повышают текучесть сварочной ванны.
ER5356 содержит добавки магния для повышения прочности на растяжение, но в отличие от ER4043, ER5356 имеет более низкую стойкость к растрескиванию при сварке. ER5356 сваривает алюминиевые сплавы 5050, 5052, 5056, 5083, 5086, 5154, 5356, 5454 и 5456.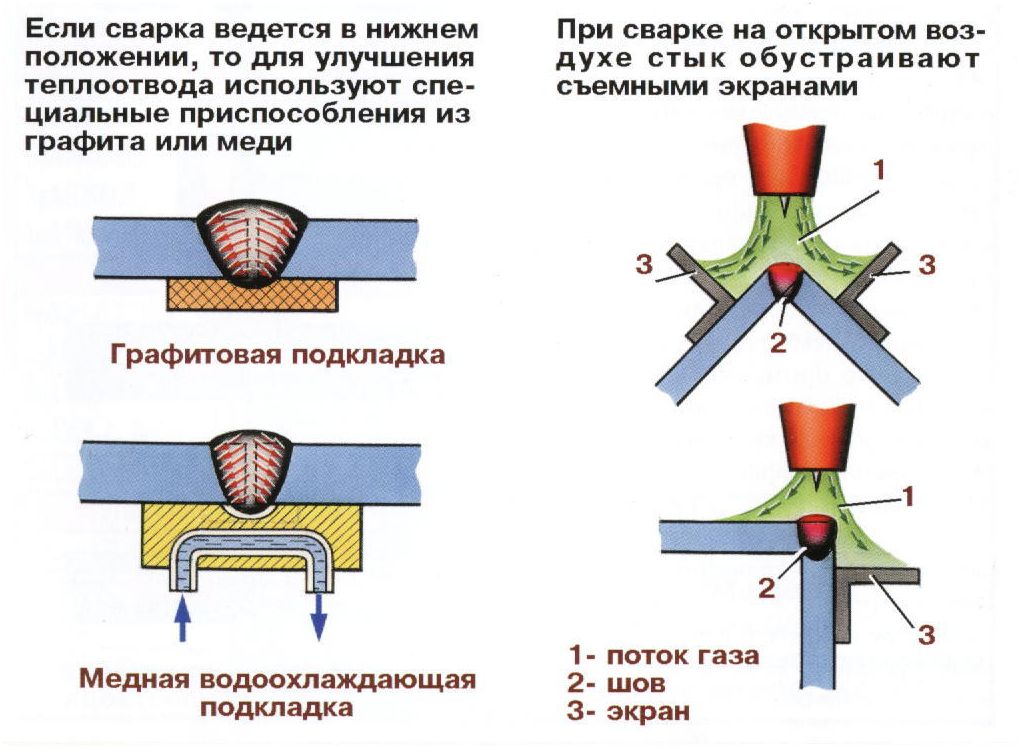
Катушка или графеновый вкладыш для горелки MIG
Вы можете успешно сваривать MIG алюминий без катушки, если вы используете графеновый вкладыш для горелки MIG и несколько других деталей, которые может указать производитель сварочного аппарата MIG.
Ручной пистолет также является опцией, но требует дополнительных затрат. Пистолет с катушкой имеет систему катушки, прикрепленную к горелке MIG, и приводной ролик подачи проволоки. Таким образом, алюминиевая проволока не должна перемещаться с катушки с проволокой внутри сварочного аппарата и, возможно, вызывать вложенность проволоки. Преимуществом шпульного пистолета является повышенная надежность. Тем не менее, недостатком является более высокая стоимость и невозможность доступа в труднодоступные места из-за прикрепленной к нему большой катушки.
Некоторые сварочные аппараты, такие как сварочный аппарат YesWelder 250A Aluminium MIG Welder, совместимы с катушечным пистолетом. Использование защитного газа, состоящего из 100 % аргона, U-образного валика, наконечников A+ и графенового вкладыша обеспечит хорошие результаты при сварке MIG алюминия любителями.
Для сварки алюминия методом MIG требуется установка графенового вкладыша или катушечного пистолета. Это связано с тем, что алюминиевая проволока мягкая и может легко перегибаться при обычной подаче проволоки, предназначенной для проволоки из мягкой стали.
Получение струйного переноса при сварке MIG алюминия
При сварке MIG можно использовать режим переноса металла шаровым, коротким замыканием или распылением. Тем не менее, MIG-сварка алюминия лучше всего достигается с помощью распыления.
Распылительный перенос требует высокой скорости перемещения и подачи проволоки. В нем используются высокие значения силы тока и напряжения, что приводит к образованию крошечных капель расплавленного металла поперек дуги. Дуга постоянно горит, а скорость наплавки металла высокая. Эффективность использования проволоки также выше, чем при шаровом замыкании или коротком замыкании, потому что при разбрызгивании теряется очень мало присадочного металла.
Для обеспечения переноса распылением при сварке MIG алюминия необходимо настроить скорость подачи проволоки и напряжение для совместной работы. Ни один из них не должен быть слишком низким или слишком высоким по сравнению с другим. Лучше всего использовать рекомендуемые настройки сварочного аппарата MIG и точно настроить их в соответствии с вашими личными предпочтениями.
Ни один из них не должен быть слишком низким или слишком высоким по сравнению с другим. Лучше всего использовать рекомендуемые настройки сварочного аппарата MIG и точно настроить их в соответствии с вашими личными предпочтениями.
Как новичок вы должны знать, что если вам нужно увеличить скорость подачи проволоки и напряжение для сварки более толстых участков, вы должны пропорционально увеличить оба параметра. Кроме того, лучше начинать с более низкого напряжения, чем со слишком высокого напряжения, потому что наконечник горелки MIG может выйти из строя и его потребуется заменить. Затем постепенно увеличивайте напряжение на испытательном алюминиевом образце, пока не почувствуете его.
С другой стороны, если вы работаете слишком сильно и прожигаете алюминий, уменьшите скорость подачи проволоки и напряжение, но опять же с упором на то, чтобы сначала проверить более низкие напряжения. Как только вы освоитесь в этом, вам не нужно будет делать пробные сварные швы.
Предварительный нагрев алюминия
Обычно в профессиональных условиях нет необходимости предварительно нагревать алюминий. Тем не менее, вы можете извлечь выгоду из предварительного нагрева при сварке алюминия методом MIG в небольших сварочных мастерских или для любителей. Использование стандартного бутона розы для предварительного нагрева примерно до 200 ° F поможет вам сваривать более толстые материалы и массивные алюминиевые секции.
Тем не менее, вы можете извлечь выгоду из предварительного нагрева при сварке алюминия методом MIG в небольших сварочных мастерских или для любителей. Использование стандартного бутона розы для предварительного нагрева примерно до 200 ° F поможет вам сваривать более толстые материалы и массивные алюминиевые секции.
Поскольку алюминий обладает высокой электропроводностью, иногда сложно сваривать более толстые детали на стандартном оборудовании. В профессиональной среде сварка более толстого алюминия выполняется с помощью дорогостоящего оборудования с высокой силой тока и не требует предварительного нагрева, но у большинства людей нет необходимости или ресурсов для сварщиков промышленного уровня.
Никогда не нагревайте до температуры выше 200°F, поскольку алюминий теряет механические свойства при слишком сильном воздействии тепла. Таким образом, сведите предварительный нагрев к минимуму и применяйте его только в случае необходимости.
Сварка алюминия методом МИГ
Для достижения наилучшего качества сварки алюминия методом МИГ следует использовать метод сварки проталкиванием. Отталкивание сварочной горелки MIG от ванны вместо ее вытягивания приводит к более качественной очистке, лучшему покрытию защитным газом и уменьшению загрязнения сварного шва.
Отталкивание сварочной горелки MIG от ванны вместо ее вытягивания приводит к более качественной очистке, лучшему покрытию защитным газом и уменьшению загрязнения сварного шва.
Поскольку температурный диапазон между низкой температурой плавления алюминия и высокой теплопроводностью является узким, что требует высокой подводимой энергии, сварку необходимо проводить быстро и в горячем состоянии. Это означает использование высокой скорости перемещения, поскольку в противном случае вы рискуете прожечь металл, особенно при сварке тонких листов алюминия. Кроме того, поскольку вся алюминиевая деталь нагревается во время сварки, вам придется еще больше увеличить скорость перемещения.
Если вам нужно сваривать медленнее, вы можете использовать теплоотвод для поглощения избыточного тепла, отводимого от сварного шва.
При сварке MIG алюминия с переносом напыления, как обсуждалось выше, вам понадобится более длинный выступ проволоки. Это расстояние между кончиком проволоки и металлической деталью. В этом случае у вас должен быть примерно 3/4 дюйма выступа проволоки. Использование более короткого выступа приводит к подгоранию наконечников и затрудняет поддержание стабильного переноса распыления. около 1/8 дюйма внутри сопла. Поскольку сварочная ванна и тепло, отражающееся от нее, сильно нагреваются, держите контактный наконечник ближе, чем это увеличивает вероятность обратного пригорания проволоки к нему.
В этом случае у вас должен быть примерно 3/4 дюйма выступа проволоки. Использование более короткого выступа приводит к подгоранию наконечников и затрудняет поддержание стабильного переноса распыления. около 1/8 дюйма внутри сопла. Поскольку сварочная ванна и тепло, отражающееся от нее, сильно нагреваются, держите контактный наконечник ближе, чем это увеличивает вероятность обратного пригорания проволоки к нему.
Перемещение вокруг детали приведет к распространению тепла, что полезно, если вы хотите уменьшить деформацию тонких алюминиевых деталей и проплавление. Поэтому, если возможно, целесообразно разбивать сварные швы на несколько этапов.
Заключение
Сварка алюминия в среде инертного газа – сложная задача, но с небольшой практикой вы сможете добиться хороших результатов. После нескольких выполненных проектов вы почувствуете себя увереннее и улучшите свои навыки.
Соединение алюминия с помощью процесса сварки MIG проще, чем сразу приобрести аппарат для сварки TIG на переменном токе, но он обеспечивает меньшую технологичность и регулировку. Итак, после того, как вы освоите этот метод, возможно, вам стоит попробовать сварку алюминия методом TIG на переменном токе.
Итак, после того, как вы освоите этот метод, возможно, вам стоит попробовать сварку алюминия методом TIG на переменном токе.
Всегда помните о мерах безопасности при сварке, независимо от процесса или выполняемой работы. Сварка алюминия так же опасна, как сварка MIG мягкой стали, если не соблюдать необходимые меры предосторожности. Носите надлежащие средства индивидуальной защиты и соблюдайте инструкции по эксплуатации сварочного аппарата и другого оборудования.
15 комментариев
Назад к YesWelder
Сварка стержнем: Uphill VS. Скоростной спуск
Как сваривать медь – MIG, TIG и дуговая сварка меди Обзор
{{ tier_title }}
“,”reward_you_get_popup”:”Вы получаете”,”reward_they_get_popup”:”Они получают”,”reward_free_shipping_popup”:”Вы получаете скидку на бесплатную доставку\r\n Они получают скидку на бесплатную доставку”,”reward_you_get_free_popup “:”Бесплатная доставка”,”popup_item_tier_benefits_title”:”Преимущества”,”popup_item_tier_benefits_next_tier”:”Следующий уровень”,”popup_item_tier_benefits_list_of_tiers”:”Список уровней”,”reward_tier_achieved_on”:”Достигнуто {{ month }} {{ day } }, {{ year }}”,”reward_tier_multiply”:”Множитель”,”reward_tier_multiply_points”:”{{multiply_points }}x”,”earn_tier_more_points”:”Заработано {{ more_points }}/{{ next_tier_points }} {{ points_name }}”,”reward_as_discount”:”{{ сумма }} скидка”,”reward_as_points”:”{{ сумма }} {{ points_name }}”,”reward_as_gift_card”:”{{ сумма }} подарочная карта”,”flexible_discount “:”Скидка”,”flexible_discount_price”:”Цена со скидкой”,” available_discount_title”:”В данный момент у вас нет доступных наград”,”reward_your_tier”:”Ваш уровень:”,”reward_next_tier”:”Нет уровень xt:”,”reward_page_confirm”:”Подтвердить обмен”,”reward_redeem_cancel”:”Отменить”,”reward_redeem_confirm”:”Подтвердить”,”reward_page_earn_points”:”Заработать баллы”,”reward_not_enough_points”:”Недостаточно баллов”,” select_rewards”:”Выберите награду”,”shop_now”:”Купите сейчас”,”reward_birthday”:”День рождения”,”reward_enter_birthday”:”Введите день рождения”,”reward_please_enter_birthday”:”Пожалуйста, укажите день рождения”,”reward_enter_valid_birthday” :”Введите действительную дату рождения”,”warning_title_for_reward”:”К сожалению, похоже, что программа лояльности и вознаграждений недоступна для этой учетной записи. “,”warning_title_for_reward_requirelogin”:”Чтобы участвовать в нашей программе лояльности и вознаграждений, вы должны подтвердить свой аккаунт первый. Пожалуйста, войдите в систему, чтобы проверить свое право на участие.”,”reward_notifications_earned_points”:”Вы заработали {{ points_name }}!”,”reward_notifications_spend_your_points”:”Потратьте свои баллы! У вас есть {{ point_balance }} {{ points_name }}”,”reward_activity_reset_points”:”Сбросить баллы”,”reward_activity_reset_tiers”:”Сбросить уровни”,”reward_activity_reset_tiers_description”:””,”reward_notifications_you_have”:”У вас есть
“,”warning_title_for_reward_requirelogin”:”Чтобы участвовать в нашей программе лояльности и вознаграждений, вы должны подтвердить свой аккаунт первый. Пожалуйста, войдите в систему, чтобы проверить свое право на участие.”,”reward_notifications_earned_points”:”Вы заработали {{ points_name }}!”,”reward_notifications_spend_your_points”:”Потратьте свои баллы! У вас есть {{ point_balance }} {{ points_name }}”,”reward_activity_reset_points”:”Сбросить баллы”,”reward_activity_reset_tiers”:”Сбросить уровни”,”reward_activity_reset_tiers_description”:””,”reward_notifications_you_have”:”У вас есть {{ points_name }}”,”reward_notifications_discount_check”:”Используйте скидку на странице оформления заказа”,”reward_notifications_add_discount_to_your_cart”:”У вас есть доступная скидка. Добавьте скидку в корзину!”,”reward_discount_unavailable”:”Скидка недоступна”,”reward_program_emails”:”Письма по бонусной программе”,”reward_title_earn_for_place_order”:”Купите этот товар и заработайте {{ points_count }} {{ points_name }}”,” награда_title_earn_for_place_order_on_cart_or_checkout”:”Вы зарабатываете {{points_count}} {{points_name}} за эту покупку”,”reward_save_btn”:”Сохранить”,”reward_delay_points_pending_status_rule”:”В ожидании”,”referral_page_inviting_text”:”Пригласив друга”,” referral_page_your_benefit”:”Ваша выгода”,”referral_page_your_friends_benefit”:”Привилегия вашего друга”,”referral_page_get”:”Получите”,”referral_page_no_reward_text”:”похвалите, пригласив своих друзей!”,”referral_link”:”Реферальная ссылка”,”copy_link “:”Копировать ссылку”,”referral_page_share_title”:”Поделиться в социальных сетях”,”referral_page_active_discounts”:”Активные скидки”,”claim_referral”:”Claim”,”referral_notification_label”:”Пожалуйста, введите адрес электронной почты, чтобы получить подарок”, “email_sent_successfully”:”Ваше письмо успешно отправлено полностью!”,”referral_page_share_link_not_log_in”:”Войдите, чтобы начать делиться ссылкой”,”reward_activities_order_refund”:”Возврат заказа”,”reward_activities_order_updated”:”{{rule_title}} (Заказ обновлен)”,”activity_refund_earn_point”:”-{ { points_count }} {{ points_name }}”,”activity_refund_earn_points”:”-{{ points_count }} {{ points_name }}”,”activity_order_tier_lowered”:”Уровень понижен ({{ tier_title }})”,”order_refunded_activity_spend”:” +{{ points_count }} {{ points_name }}”,”reward_activity_discount_refund”:”Возврат скидки”,”reward_activity_gift_card_refund”:”Возврат подарочной карты”,”refund_tier_activity_discount_refund”:”Возврат скидки ({{ Discount_code }})”,”referrer_guest_notify_message “:”Зарегистрируйтесь, чтобы получить скидку”,”reward_sender_block_list_in_referral_program”:”К сожалению, эта реферальная ссылка больше не активна”,”referral_title_history”:”История”,”referral_not_allowed_to_use_referral_program”:”Вам не разрешено использовать реферальную программу”, “referral_no_activity”:”Нет активности”,”referral_history_c ustomer_name”:”Имя”,”referral_history_customer_email”:”Электронная почта”,”referral_history_status”:”Статус”,”referral_history_date”:”Дата”,”order_redeem_discount_name”:”Скидка на заказ ({{ name_order }})”, “discount_expire_in_day”:”Скидка действует через {{ days_count }} день”,”discount_expire_in_days”:”Скидка действует через {{ days_count }} дней”,”activity_discount_expired_code”:”Скидка истекает {{ code }}”,”activity_discount_expired”: “Срок действия скидки истек”,”current_balance”:”Текущий баланс”,”birthday_gift_multiply_message”:”Баллы за каждый заказ, сделанный в день вашего рождения, будут умножены на {{multiply_points }}!”,”your_discount_code”:”Ваш код скидки:”, “verify_account_message”:”Чтобы получить вознаграждение за создание учетной записи, подтвердите свой адрес электронной почты.
 “,”verify_account_email_is_send_massage”:”Письмо с подтверждением отправлено,
“,”verify_account_email_is_send_massage”:”Письмо с подтверждением отправлено, , пожалуйста, проверьте свой почтовый ящик.”,”verify_account_button”:”Подтвердить аккаунт”,”spending_card”:”Карта правил расходов”,”minimum_purchase”:”Требуется минимальная покупка {{ Discount_amount }}”,”tier_info”:”Информация об уровне” ,”completed_rule”:”Правило выполнено”,”earning_rule”:”Правило заработка”,”reward_popup”:”Всплывающее окно с вознаграждением”,”birthday_field”:”Поле дня рождения”,”birthday_success”:”Ваша информация сохранена. Вы получите награду в свой День рождения”,”points_expires_on_date”:”Действует до {{ дня }} {{ месяца }} {{ года }}”,”points_program_title”:”Программа баллов”,”points_program_description”:”Подарите наградите друзей и получите свою собственную, когда они совершат покупку.”,”referral_program_title”:”Реферальная программа”,”referral_program_description”:”Пригласите своих друзей в наш магазин и получите вознаграждение за каждого привлеченного друга.”,”referral_program_attencion”:” Вы получите вознаграждение, как только ваш реферал совершит свою первую покупку у нас.
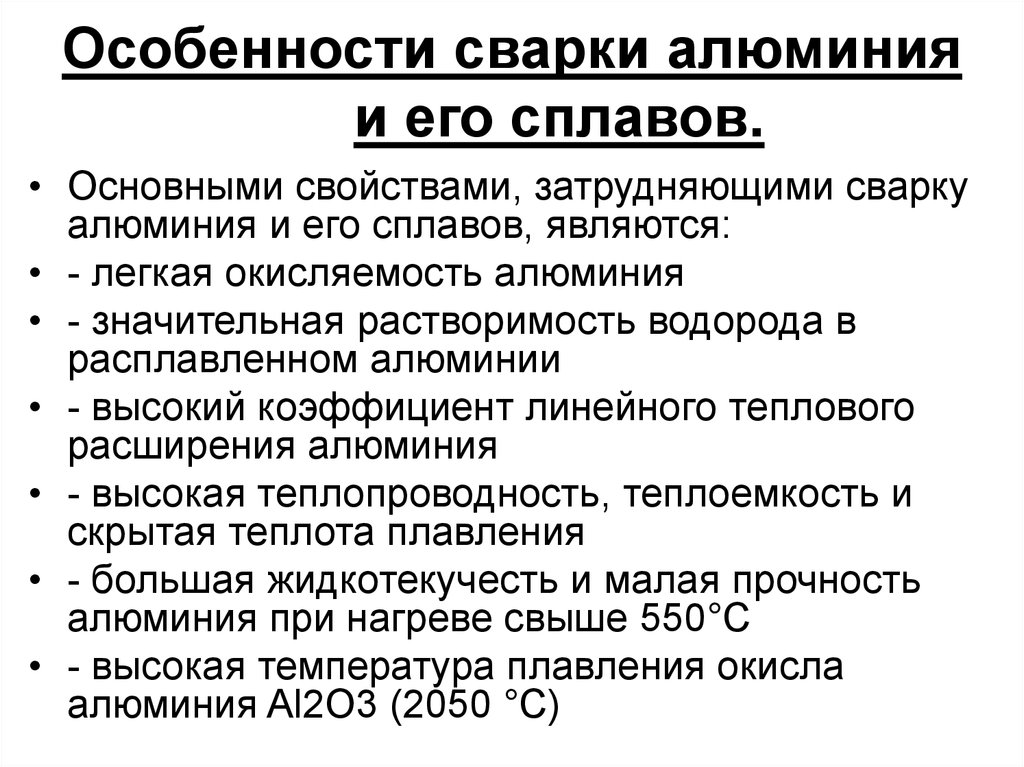 “,”referral_share_link_description”:”Поделитесь своей реферальной ссылкой с друзьями”,”vip_tiers_description”:”Выполните больше действий, чтобы повысить уровень и получить больше эксклюзивных преимуществ.”, “your_status”:”Ваш статус”,”next_status”:”Следующий статус”,”registration_description”:”Присоединяйтесь к программе лояльности, чтобы получить эксклюзивные награды!”,”join_now”:”Присоединяйтесь сейчас”,”have_account”:”Уже есть учетная запись?”,”reward_is_currently_unavailable”:”Эта награда в настоящее время недоступна, пожалуйста, свяжитесь с администрацией сайта тратор. {{ reload_page_btn }}”,”reload_page_btn”:”Обновить страницу”,”shop_it”:”КУПИТЬ”,”назад”:”Назад”,”click_for_sound_on”:”Нажмите для включения звука”,”click_for_sound_off”:” Нажмите, чтобы отключить звук”,”view_on_instagram”:”Посмотреть в Instagram”,”view_on_tiktok”:”Посмотреть в Tiktok”,”instagram_gallery”:”Галерея Instagram”}
9Руководство по сварке алюминия 0000 – Miracle Welding
“,”referral_share_link_description”:”Поделитесь своей реферальной ссылкой с друзьями”,”vip_tiers_description”:”Выполните больше действий, чтобы повысить уровень и получить больше эксклюзивных преимуществ.”, “your_status”:”Ваш статус”,”next_status”:”Следующий статус”,”registration_description”:”Присоединяйтесь к программе лояльности, чтобы получить эксклюзивные награды!”,”join_now”:”Присоединяйтесь сейчас”,”have_account”:”Уже есть учетная запись?”,”reward_is_currently_unavailable”:”Эта награда в настоящее время недоступна, пожалуйста, свяжитесь с администрацией сайта тратор. {{ reload_page_btn }}”,”reload_page_btn”:”Обновить страницу”,”shop_it”:”КУПИТЬ”,”назад”:”Назад”,”click_for_sound_on”:”Нажмите для включения звука”,”click_for_sound_off”:” Нажмите, чтобы отключить звук”,”view_on_instagram”:”Посмотреть в Instagram”,”view_on_tiktok”:”Посмотреть в Tiktok”,”instagram_gallery”:”Галерея Instagram”}
9Руководство по сварке алюминия 0000 – Miracle Welding Сварка алюминия — это производственный процесс, в котором используется тепло и давление для соединения двух компонентов, изготовленных из алюминия или сплавов на его основе. По сравнению со сварными узлами, изготовленными из других материалов, таких как сталь, сварные алюминиевые узлы не демонстрируют такой же уровень прочности, как их исходные материалы. Таким образом, крайне важно, чтобы профессионалы отрасли выбрали правильный основной материал и метод сварки, чтобы создать максимально прочную связь между алюминиевыми компонентами.
По сравнению со сварными узлами, изготовленными из других материалов, таких как сталь, сварные алюминиевые узлы не демонстрируют такой же уровень прочности, как их исходные материалы. Таким образом, крайне важно, чтобы профессионалы отрасли выбрали правильный основной материал и метод сварки, чтобы создать максимально прочную связь между алюминиевыми компонентами.
Выбор этих элементов, однако, может быть сложной задачей, поскольку операции сварки алюминия сильно различаются в зависимости от основных материалов и используемых методов сварки в зависимости от продукта и производственных спецификаций. В следующей статье представлен обзор сварки алюминия, чтобы клиенты могли лучше понять, какие алюминиевые материалы и методы сварки лучше всего подходят для их проекта.
Алюминийв сварочных работах: характеристики, сплавы и серия
По сравнению с другими материалами, используемыми в сварочных работах, алюминий обладает особыми характеристиками, которые требуют специальных процедур обращения и создают уникальные проблемы. Свойства алюминия и его различных сплавов влияют на то, насколько хорошо материал подходит для процесса сварки, и на характеристики конечного продукта. Например:
Свойства алюминия и его различных сплавов влияют на то, насколько хорошо материал подходит для процесса сварки, и на характеристики конечного продукта. Например:
- Он имеет гораздо более низкую температуру плавления, чем сталь (1222 градуса по Фаренгейту по сравнению с 2500 градусов по Фаренгейту). Это качество позволяет выполнять сварочные операции при более низких температурах для получения сопоставимого сварного шва.
- Он имеет оксидный слой с температурой плавления 3700 градусов по Фаренгейту, который действует как изолятор, что может вызвать проблемы при сварке при более низких температурах.
- Он теряет силу при нагревании и восстанавливает силу при остывании. В отличие от стали, алюминий остается прочным при более низких температурах, что делает его пригодным для использования в криогенных системах и при транспортировке сжиженного природного газа (СПГ).
Большинство, если не все, алюминиевых сплавов демонстрируют эти свойства, поскольку они состоят в основном из алюминия с меньшим процентным содержанием других элементов.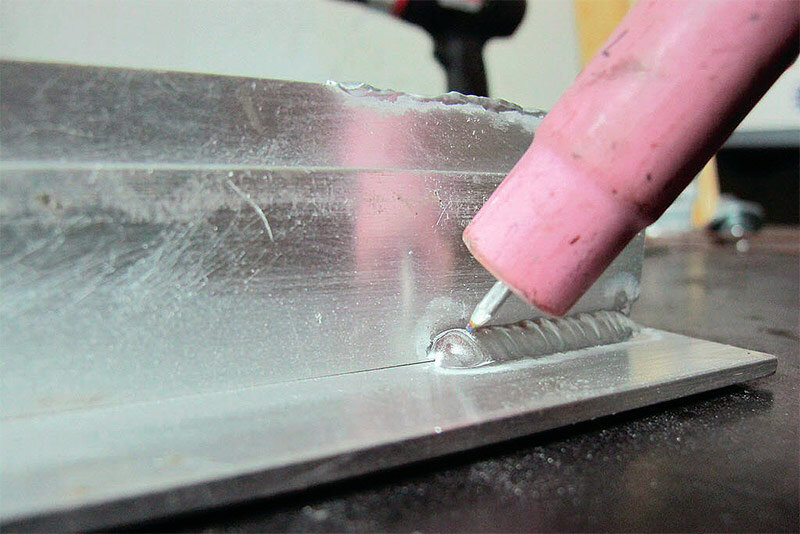 В следующем списке представлена классификация серий алюминия и соответствующих элементов сплава:
В следующем списке представлена классификация серий алюминия и соответствующих элементов сплава:
- Серия 1xxx (чистый алюминий) – элементы не добавляются преднамеренно
- Серия 2xxx (термически обработанная) – медь
- Серия 3xxx (без термической обработки) – марганец
- Серия 4xxx (без термической обработки) – силикон
- Серия 5xxx (без термической обработки) – Магний
- Серия 6xxx (термообрабатываемые) – магний и кремний
- Серия 7xxx (термообрабатываемый) – Цинк
- Серия 8xxx – Прочие элементы
Рекомендации по сварке алюминия
При планировании проекта сварки алюминия необходимо учитывать несколько факторов, чтобы обеспечить наилучший сварной шов. Три ключевых момента:
Чистота алюминиевой поверхности
Любые загрязнения на поверхности алюминиевой заготовки могут помешать процессу сварки. Помимо потенциального изменения химической реакции, происходящей во время сварочных работ, они могут ослабить прочность сварного шва. В частности, склонность алюминия притягивать кислород и реагировать с ним, образуя тонкий оксидный слой на поверхности, требует тщательной очистки и подготовки поверхности алюминия перед началом любой операции сварки.
В частности, склонность алюминия притягивать кислород и реагировать с ним, образуя тонкий оксидный слой на поверхности, требует тщательной очистки и подготовки поверхности алюминия перед началом любой операции сварки.
Размер алюминиевой заготовки
Алюминиевые листы и пластины доступны в различной толщине для широкого спектра применений. В зависимости от толщины заготовки, используемой в операции сварки, некоторые методы сварки могут не подходить, а другие — быть идеальными. Например:
- Стыковые и угловые швы, как правило, не подходят для соединения алюминиевых листов толщиной менее 1/8 дюйма (3/2 мм).
- Дуговая сварка металлическим электродом подходит для более тяжелых алюминиевых материалов толщиной до 2 1/2 дюймов (63,5 мм).
Теплопроводность алюминия
Алюминий имеет относительно низкую температуру плавления для металла. Это качество в сочетании с высокой степенью теплопроводности требует тщательного баланса подачи тепла, чтобы избежать как преждевременного рассеивания тепла, так и плавления. Алюминий проводит тепло в три-пять раз быстрее, чем сталь, и каждый из его сплавов имеет немного разный уровень теплопроводности.
Алюминий проводит тепло в три-пять раз быстрее, чем сталь, и каждый из его сплавов имеет немного разный уровень теплопроводности.
Чтобы учесть эти факторы, специалисты по сварке, как правило, используют более высокие подводы тепла, чтобы обеспечить более высокую скорость сварки и предварительно нагревать более толстые детали алюминия перед выполнением любой сварочной операции. В процессе предварительного нагрева технические специалисты нагревают алюминий не более чем до 400 градусов по Фаренгейту, чтобы уменьшить изменчивость, вызванную проводимостью. Однако, поскольку воздействие слишком высокой температуры в течение слишком длительного времени может снизить прочность сварного шва в термически обработанных и нагартованных алюминиевых сплавах, заготовку нагревают в течение минимально возможного времени.
Методы сварки алюминия
Принимая во внимание эти соображения, профессионалы отрасли могут выбрать наилучшие методы для различных материалов алюминия, размеров деталей и предполагаемых областей применения. К наиболее распространенным методам сварки алюминия относятся следующие:
К наиболее распространенным методам сварки алюминия относятся следующие:
Дуговая сварка металлическим электродом в среде защитного газа (GMAW)
Дуговая сварка металлическим электродом в среде защитного газа (GMAW), также известная как сварка в среде инертного газа (MIG), при сварке используется инертный газ и постоянный ток с обратной полярностью. два куска алюминия вместе. Он подходит для сварки алюминиевых пластин толщиной от 1/16 дюйма до нескольких дюймов. Как метод сварки, он является быстрым и универсальным, предлагая высокую скорость сварки для широкого спектра материалов и предполагаемых областей применения.
Дуговая сварка вольфрамовым электродом (GTAW)
Дуговая сварка вольфрамовым электродом (GTAW) — также называемая сваркой вольфрамовым электродом в среде инертного газа (TIG) — использует вольфрамовый газ для создания дуги. В отличие от GMAW, он лучше подходит для более тонких алюминиевых листов или профилей из алюминиевых сплавов.
Дуговая сварка в среде защитного газа (SCAW)
Дуговая сварка в среде защитного газа (SCAW) — это процесс ручной или автоматической сварки, в котором для создания дуги используется углеродный газ. Угольная дуга в сочетании с присадочным материалом из отдельного присадочного стержня используется для завершения сварного шва. Хотя флюс требуется на протяжении всей операции сварки, в конце его необходимо удалить. Конечные продукты, произведенные с помощью операций SCAW, имеют сварные швы, идентичные сварным швам продуктов, изготовленных с помощью операций кислородно-ацетиленовой или кислородно-водородной сварки.
Угольная дуга в сочетании с присадочным материалом из отдельного присадочного стержня используется для завершения сварного шва. Хотя флюс требуется на протяжении всей операции сварки, в конце его необходимо удалить. Конечные продукты, произведенные с помощью операций SCAW, имеют сварные швы, идентичные сварным швам продуктов, изготовленных с помощью операций кислородно-ацетиленовой или кислородно-водородной сварки.
Дуговая сварка металлическим электродом в среде защитного газа (SMAW)
При дуговой сварке металлическим электродом в среде защитного газа (SMAW) сварщики используют электрод, покрытый экструдированным флюсом или флюсом, погруженным в него. Это покрытие защищает сварной шов, образуя газообразный экран вокруг дуги и расплавленного материала. Он также объединяет оксид алюминия с образованием шлака, который можно удалить в конце процесса сварки или во время отделочных операций.
Сварка атомным водородом
При сварке атомным водородом используется атмосфера газообразного водорода для поддержания дуги между двумя вольфрамовыми электродами. Процесс, методы и результаты аналогичны кислородно-ацетиленовой сварке, и производители могут автоматизировать процесс или выполнять его вручную.
Процесс, методы и результаты аналогичны кислородно-ацетиленовой сварке, и производители могут автоматизировать процесс или выполнять его вручную.
Приварка шпилек
Для сварки шпилек используются обычные инструменты для дуговой сварки шпилек и специальный адаптер для сварочной горелки (который позволяет управлять защитными газами высокой чистоты) для сварки шпилек диаметром от 3/16 до 3/4 дюйма. В этом процессе используются методы разряда конденсатора или разряда конденсатора с вытянутой дугой.
Электронно-лучевая сварка
При электронно-лучевой сварке сварщики бомбардируют алюминиевые детали потоком электронов с высокой скоростью. Этот поток сплавляет соединения, преобразовывая кинетическую энергию электронов в тепловую энергию при контакте с заготовкой (заготовками). Поскольку этот процесс может быть опасным, его обычно проводят в вакуумной камере.
Сварка сопротивлением
Существует три основных метода контактной сварки: сварка оплавлением, сварка швом и точечная сварка. Каждый из этих процессов подходит для соединения алюминия и алюминиевых сплавов, в том числе высокопрочных, термообрабатываемых алюминиевых сплавов.
Каждый из этих процессов подходит для соединения алюминия и алюминиевых сплавов, в том числе высокопрочных, термообрабатываемых алюминиевых сплавов.
Чудесная сварка отвечает на ваши молитвы о сварке алюминия
Компания Miracle Welding обладает более чем 44-летним опытом производства и сварки высококачественной продукции. Знания и навыки, полученные благодаря этому опыту, позволяют нам лучше понять нюансы операций сварки алюминия, в том числе то, как используемые сплавы, размеры деталей и методы влияют на качество свариваемого конечного продукта.
От MIG и TIG до дуговой и контактной сварки — у нас есть ноу-хау, чтобы удовлетворить все ваши потребности в сварке алюминия. Свяжитесь с нашей командой сегодня, чтобы узнать больше о наших сварочных возможностях, или запросите предложение, чтобы обсудить спецификации вашего следующего сварочного проекта с одним из наших экспертов.
Свариваемые и несвариваемые алюминиевые сплавы
- Наши публикации
- The FABRICATOR
- The WELDER
- The Tube & Pipe Journal
- STAMPING Journal
- The Additive Report
- The Fabricator en Español
- From The FABRICATOR
Когда допустимо использовать предельные допуски и закалку вместо GD?
Рациональное шлифование и чистовая обработка в цехе по производству металлоконструкций
Важность безопасного обращения с тяжелыми металлическими пластинами
9 Стратегии предотвращения столкновений деталей на листогибочном прессе
- Из журнала STAMPING
Прототип оказался недостающим звеном для производителя оснастки в штамповке алюминиевого сплава, Часть III
- От The WELDER
Алюминий и т.
 д.: Объяснение номеров серий алюминия для обозначения литейного сплава, Часть II
д.: Объяснение номеров серий алюминия для обозначения литейного сплава, Часть IIНа что металлообрабатывающим предприятиям следует обращать внимание при выборе системы удаления сварочного дыма
Последний проход: новое приключение для сварщика со стажем
Металлургический цех в Вашингтоне расширяет свои горизонты благодаря алюминиевым конструкциям
- Из The Tube & Pipe Journal
Что могут сделать производители металлоконструкций в случае поломки трубогибочного станка
Лазерная система фокусирует контроль сварных швов труб на данных
Планирование перехода для всего предприятия
Automating a shop’s tube bending operation cost-effectively
- From The Fabricator en Español
La fuerza de doblado de las dobladoras eléctricas
Aprovechando al máximo el manejo de material
Encontrando el punto óptimo para la roladora de placa de dos rodillos
Factores clave para la seguridad de la soldadura con cobot
- From The Additive Report
3D-печать слепков, используемых для фиксации сломанных костей, улучшает результаты лечения пациентов
3D-печать помогает производителю ракет достичь целей вертикальной интеграции
Компания 3D-печати из Огайо растет, сосредоточившись на более широкой картине
Шесть тенденций, которые следует учитывать при аддитивном производстве
- Автор Frank Armao
- 11 мая 2011 г.
- Статья
- Сварка алюминия
- Присоединиться к обсуждению

В: Я хочу приварить алюминий 7075, но не могу найти для него рекомендуемый присадочный металл. Не подскажете, какой присадочный металл использовать?
Одним словом, нет. Причина, по которой вы не можете найти рекомендуемый присадочный металл для 7075, заключается в том, что он обычно считается непригодным для дуговой сварки. Никто, включая меня, не собирается давать вам рекомендации о том, как делать то, что вам не следует делать в первую очередь.
A: Большинство алюминиевых сплавов легко свариваются с использованием GTAW или GMAW. Однако некоторые нет. Давайте кратко рассмотрим распространенные семейства алюминиевых сплавов и их характеристики свариваемости: сплавы
- 1XXX. Практически чистый алюминий (чистота 99%), используемый для передачи электрического тока или для обеспечения коррозионной стойкости в определенных условиях, все эти сплавы легко свариваются. Самый распространенный присадочный металл – 1100. .
- сплавы 3XXX. Это семейство включает сплавы средней прочности, которые хорошо поддаются формованию. Они часто используются для теплообменников и кондиционеров. Все они легко свариваются с использованием присадочного металла 4043 или 5356.
- сплавы 4XXX. Обычно используются в качестве присадочных сплавов для сварки или пайки. Тем не менее, они иногда используются в качестве основных материалов. В этом случае они легко свариваются с присадочным металлом 4043.
- сплавы 5XXX. Это семейство высокопрочных листовых и толстолистовых сплавов. Все они легко свариваются с использованием присадочного металла 5356, хотя для более прочных сплавов, таких как 5083, следует использовать 5183 или 5556.
- сплавы 6XXX. В основном это экструзионные сплавы, хотя они также доступны в листовом и толстолистовом исполнении. Они склонны быть чувствительными к трещинам. Однако при использовании надлежащих технологий все они могут быть легко сварены с использованием стали 4043 или 5356.
 Самый распространенный присадочный металл – 1100.
Самый распространенный присадочный металл – 1100.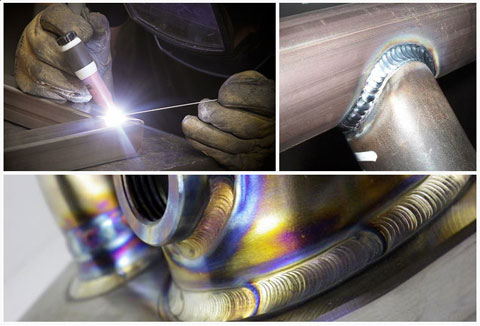 Однако при использовании надлежащих технологий все они могут быть легко сварены с использованием стали 4043 или 5356.
Однако при использовании надлежащих технологий все они могут быть легко сварены с использованием стали 4043 или 5356.Так почему же я еще не упомянул сплавы 2XXX и 7XXX?
- сплавы 2XXX. Это высокопрочные аэрокосмические сплавы в виде листов или плит. Их химический состав делает большинство из них непригодными для сварки с использованием GTAW или GMAW из-за горячего растрескивания. Исключения составляют 2219и 2519, которые легко свариваются с использованием присадочного металла 2319 или 4043. В любом случае, вы никогда не должны сваривать 2024. Он очень распространен и очень силен, но он чрезвычайно чувствительны к трещинам.
- сплавы 7XXX. Это тоже семейство высокопрочных аэрокосмических сплавов. Как и сплавы 2XXX, большинство из них нельзя сваривать с помощью GTAW или GMAW из-за проблем с горячим растрескиванием и коррозией под напряжением. Исключение составляют прессованные сплавы 7003 и 7005 и листовой сплав 7039. Все три из них легко свариваются с использованием наполнителя 5356. Никогда не сваривайте 7075.
 Все три из них легко свариваются с использованием наполнителя 5356. Никогда не сваривайте 7075.
Все три из них легко свариваются с использованием наполнителя 5356. Никогда не сваривайте 7075.Об авторе
Франк Армао
Президент
Aluminium Consulting Inc.
440-479-0239
Эл. , председатель AWS D1 Aluminium Подкомитет и член комитета Алюминиевой ассоциации по сварке и соединению. Он также был автором колонки The WELDER «Алюминиевая мастерская» с 2001 по 2020 год.0003
о публикации
Подробнее из этого выпуска
Посмотреть цифровое издание
Подписаться на сварщики
, связанные с компанией
, подписывайтесь сейчас
. это витрина реальных людей, которые производят продукты, которые мы используем и с которыми работаем каждый день. Этот журнал хорошо служит сварщикам в Северной Америке уже более 20 лет.
начните бесплатную подписку
- Оставайтесь на связи из любого места
Удобный доступ к ценным отраслевым ресурсам благодаря полному доступу к цифровому изданию The FABRICATOR .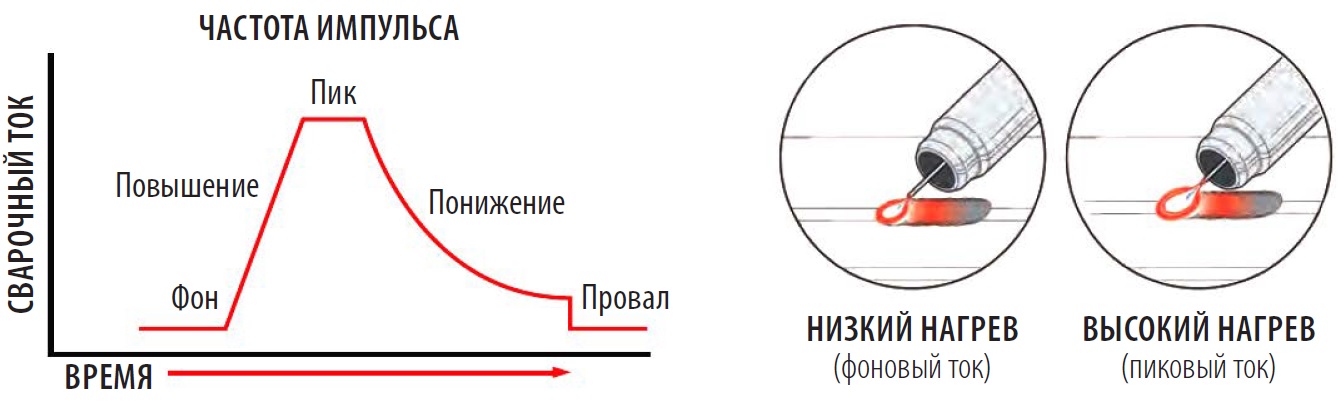
Удобный доступ к ценным отраслевым ресурсам благодаря полному доступу к цифровой версии СВАРОЧНИК .
Удобный доступ к ценным отраслевым ресурсам благодаря полному доступу к цифровому изданию The Tube & Pipe Journal .
Получите полный доступ к цифровому изданию журнала STAMPING Journal , который обслуживает рынок штамповки металлов последними технологическими достижениями, передовым опытом и отраслевыми новостями.
Удобный доступ к ценным отраслевым ресурсам благодаря полному доступу к цифровой версии The Fabricator en Español .
- Подкастинг
Как два брата из Чикаго прошли путь от нулевого опыта производства до создания бизнеса по проектированию и строительству…
- Актуальные статьи
1
Алюминий и т. д.: Объяснение номеров серий алюминия для обозначения литого сплава , Часть II
2
Президент AWS 2023
3
Система Miller XMT 650 ArcReach позволяет операторам изменять процессы, полярность механизма подачи проволоки
4
Автоматизированная сварка сварки сварки Pemamek.

Профилегибочная мастерская мирового уровня
- 18–19 апреля 2023 г.
- Elgin, IL
Журнал штамповки на ежегодной конференции 2023
- 13 июня 2023 г.
- Novi, Mi
Все отраслевые события
Alyin of Hellid история сварки алюминия? Является ли
Heliarc заварка все еще жизнеспособным вариантом для сварки алюминия? Почему мы не видим много Газовая сварка или сварка штучным электродом алюминия в промышленности?A: Пытаясь ответить на эти вопросы, я также попытаюсь прояснить некоторые используемые термины и определения.
- Гелиаруговая сварка — это старое традиционное название, иногда используемое и сегодня, для процесса дуговой сварки вольфрамовым электродом в среде защитного газа (GTAW) . Этот же процесс сварки часто называют, особенно в Европе, процессом сварки вольфрамовым инертным газом (TIG).
 Этот же процесс сварки часто называют, особенно в Европе, процессом сварки вольфрамовым инертным газом (TIG).
Этот же процесс сварки часто называют, особенно в Европе, процессом сварки вольфрамовым инертным газом (TIG). Процесс GTAW довольно часто является подходящим вариантом для сварки алюминия. Он был разработан в 1944 (см. рис. 1) и до сих пор широко используется для успешной сварки алюминиевых сплавов. Некоторые из сварных швов самого высокого качества, используемых в критических областях, таких как сварные швы труб с полным проплавлением на криогенных сосудах под давлением, почти всегда выполняются с помощью этого процесса сварки. Переменный ток (AC) используется для большинства приложений, но постоянный ток (DC) используется для некоторых специализированных приложений. Процесс GTAW был разработан раньше, чем процесс дуговой сварки металлическим газом (GMAW), и какое-то время использовался для сварки алюминия любой толщины и типа соединения. С тех пор процесс GTAW был заменен процессом дуговой сварки металлическим газом (GMAW) для многих применений сварки алюминия, в первую очередь из-за повышенной скорости процесса GMAW для сварки более толстых профилей. Тем не менее, GTAW по-прежнему занимает важное место в отрасли сварки алюминия. GTAW с переменным током (AC) и защитным газом из чистого аргона в настоящее время чаще всего используется для сварки более тонких алюминиевых листов (до ¼ дюйма), а также в тех случаях, когда эстетика является наиболее важной. Переменный ток (AC) является наиболее распространенным методом дуговой сварки алюминия вольфрамовым электродом в среде защитного газа. Сбалансированная дуга переменного тока обеспечивает очищающее действие для большинства применений и примерно равномерно распределяет тепло дуги между электродом и основным материалом. Источники питания GTAW для сварки переменным током, которые позволяют регулировать баланс между полярностями, позволяют пользователю выбирать либо улучшенную очистку дуги, либо более широкие возможности проплавления. Для более специализированных применений мы можем найти GTAW, используемый в отрицательном режиме электрода постоянного тока (DCEN). Этот метод обеспечивает концентрацию дуги около 80 % тепла на основном материале и около 20 % на электроде.
Тем не менее, GTAW по-прежнему занимает важное место в отрасли сварки алюминия. GTAW с переменным током (AC) и защитным газом из чистого аргона в настоящее время чаще всего используется для сварки более тонких алюминиевых листов (до ¼ дюйма), а также в тех случаях, когда эстетика является наиболее важной. Переменный ток (AC) является наиболее распространенным методом дуговой сварки алюминия вольфрамовым электродом в среде защитного газа. Сбалансированная дуга переменного тока обеспечивает очищающее действие для большинства применений и примерно равномерно распределяет тепло дуги между электродом и основным материалом. Источники питания GTAW для сварки переменным током, которые позволяют регулировать баланс между полярностями, позволяют пользователю выбирать либо улучшенную очистку дуги, либо более широкие возможности проплавления. Для более специализированных применений мы можем найти GTAW, используемый в отрицательном режиме электрода постоянного тока (DCEN). Этот метод обеспечивает концентрацию дуги около 80 % тепла на основном материале и около 20 % на электроде. Это приводит к относительно глубокому и узкому проплавлению сварного шва, а также к очень незначительной очистке дуги во время операции сварки. Этот метод сварки, обычно используемый с защитным газом из чистого гелия, позволяет сваривать материалы гораздо большей толщины (до 1 дюйма) и чаще всего используется при автоматической шовной сварке. Третий режим GTAW – положительный электрод постоянного тока (DCEP). При использовании этого метода около 20 % тепла выделяется на опорной плите и 80 % на электроде. Мы создаем отличное очищающее действие, но очень поверхностное проникновение. Вероятно, это наименее используемый метод GTAW.
Это приводит к относительно глубокому и узкому проплавлению сварного шва, а также к очень незначительной очистке дуги во время операции сварки. Этот метод сварки, обычно используемый с защитным газом из чистого гелия, позволяет сваривать материалы гораздо большей толщины (до 1 дюйма) и чаще всего используется при автоматической шовной сварке. Третий режим GTAW – положительный электрод постоянного тока (DCEP). При использовании этого метода около 20 % тепла выделяется на опорной плите и 80 % на электроде. Мы создаем отличное очищающее действие, но очень поверхностное проникновение. Вероятно, это наименее используемый метод GTAW.
- Газовая сварка — это нестандартный термин для процесса кислородно-газовой сварки (OFW) . Это был один из первых способов сварки алюминия. На рис. 2 показана фляга армии США. Сваренная по технологии OFW и датированная 1918 годом, эта фляга, вероятно, использовалась во время «Великой войны» (1 st World War) и была сварена примерно за 25 лет до разработки процессов сварки в среде инертного газа (GTAW и GMAW).

Газокислородная сварка представляет собой процесс газовой сварки. Он достигает коалесценции за счет использования тепла пламени кислородно-топливного газа и, для алюминия, активного флюса для удаления оксида и защиты сварочной ванны. В прошлом с помощью этого процесса сваривались очень толстые соединения, но чаще всего он применялся для листового металла. Одна из проблем этого процесса сварки заключается в том, что флюс, используемый во время процесса, является гигроскопичным, что означает, что он поглощает влагу из окружающей атмосферы. Во влажном состоянии флюс вызывает коррозию алюминия. Поэтому после сварки флюс необходимо удалить, чтобы свести к минимуму вероятность коррозии. Поскольку трудно быть уверенным, что все следы флюса удалены, часто приходилось заканчивать операцию погружением в кислоту, чтобы нейтрализовать любые остатки флюса. Другие недостатки использования этого процесса для сварки алюминия заключаются в том, что механическая прочность, как правило, ниже, а зоны термического влияния шире, чем при дуговой сварке. Сварка практична только в плоском и вертикальном положениях, а деформация может быть очень большой. Большинство проблем вызвано коррозионным флюсом и чрезмерным подводом тепла, связанным с этим процессом. Процесс кислородно-газовой сварки широко использовался для сварки алюминия до разработки процесса сварки в среде инертного газа, но сегодня его применение ограничено.
Сварка практична только в плоском и вертикальном положениях, а деформация может быть очень большой. Большинство проблем вызвано коррозионным флюсом и чрезмерным подводом тепла, связанным с этим процессом. Процесс кислородно-газовой сварки широко использовался для сварки алюминия до разработки процесса сварки в среде инертного газа, но сегодня его применение ограничено.
- Сварка штучными электродами — это нестандартный термин для Дуговая сварка металлическим электродом в среде защитного газа (SMAW)
До разработки процесса сварки в среде инертного газа (GTAW и GMAW) дуговая сварка алюминия в основном ограничивалась дуговым процессом с защитным металлом (SMAW), иногда называемым процессом ручной дуговой сварки металлическим электродом (MMA). В этом процессе сварки используется сварочный электрод с флюсовым покрытием. Электроды представляют собой прямые отрезки алюминиевого стержня, покрытые флюсом. Флюс растворяет оксид алюминия как на основном сплаве, так и на стержне во время сварки, что необходимо, если должна произойти коалесценция.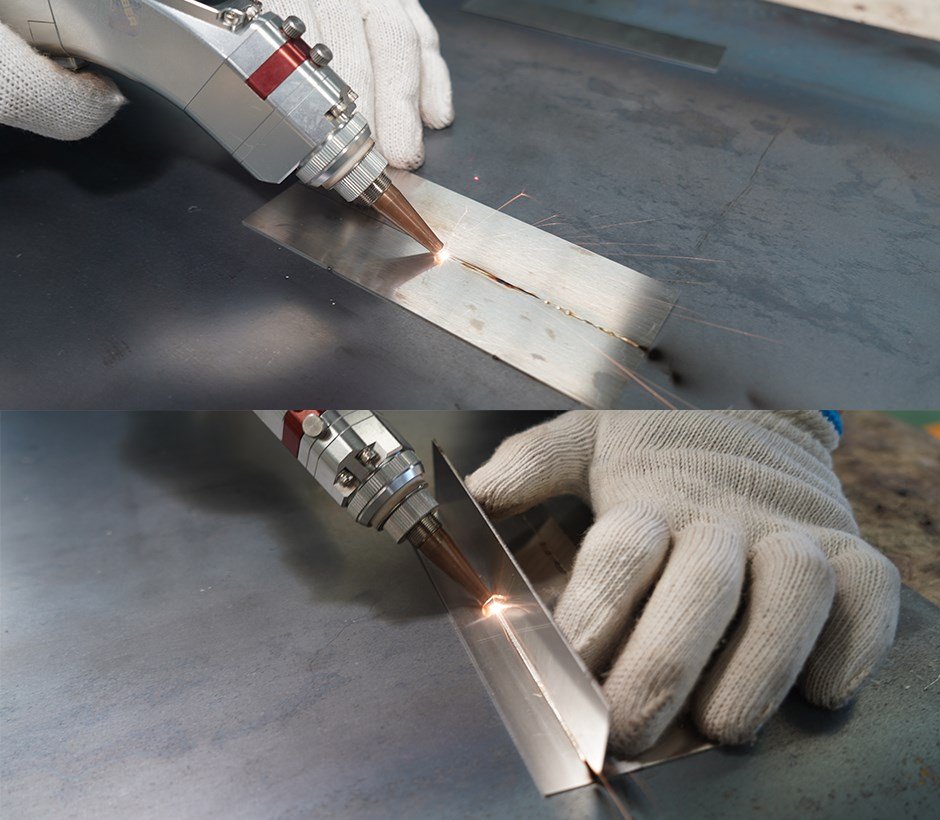 Некоторые компоненты флюса испаряются в дуге с образованием защитных газов, которые помогают стабилизировать дугу и защитить ее и сварочную ванну от окружающей атмосферы. Одной из основных проблем этого процесса сварки была коррозия, вызванная захватом флюса, особенно в угловых сварных швах, где флюс мог задерживаться за сварным швом и способствовать коррозии с обратной стороны сварного шва. Другая проблема заключалась в том, что сварные швы, полученные в результате этого процесса, склонны к большой пористости. Не существует электродов для основных сплавов с высоким содержанием магния, и электроды, оказавшись на воздухе, начинают поглощать влагу флюсом, что в конечном итоге вызывает коррозию алюминиевого сердечника и создает чрезмерные проблемы с пористостью. Вскоре выяснилось, что этот процесс не очень подходит для сварки алюминия. Существующие нормы и стандарты сварки алюминиевых конструкций не признают этот процесс сварки пригодным для промышленной сварки.
Некоторые компоненты флюса испаряются в дуге с образованием защитных газов, которые помогают стабилизировать дугу и защитить ее и сварочную ванну от окружающей атмосферы. Одной из основных проблем этого процесса сварки была коррозия, вызванная захватом флюса, особенно в угловых сварных швах, где флюс мог задерживаться за сварным швом и способствовать коррозии с обратной стороны сварного шва. Другая проблема заключалась в том, что сварные швы, полученные в результате этого процесса, склонны к большой пористости. Не существует электродов для основных сплавов с высоким содержанием магния, и электроды, оказавшись на воздухе, начинают поглощать влагу флюсом, что в конечном итоге вызывает коррозию алюминиевого сердечника и создает чрезмерные проблемы с пористостью. Вскоре выяснилось, что этот процесс не очень подходит для сварки алюминия. Существующие нормы и стандарты сварки алюминиевых конструкций не признают этот процесс сварки пригодным для промышленной сварки.
Заключение :
Несомненно, прорыв в области алюминия как свариваемого конструкционного материала произошел с введением в 1940-х годах процессов сварки в среде инертного газа. С внедрением сварочного процесса, в котором используется инертный газ для защиты расплавленного алюминия во время сварки, стало возможным выполнять высококачественные, высокопрочные сварные швы на высоких скоростях и во всех положениях без использования коррозионных флюсов.
С внедрением сварочного процесса, в котором используется инертный газ для защиты расплавленного алюминия во время сварки, стало возможным выполнять высококачественные, высокопрочные сварные швы на высоких скоростях и во всех положениях без использования коррозионных флюсов.
Рис 1. 1944 -1994 реклама, посвященная 50-летию Heliarc (торговое название, используемое для процесса сварки GTAW/TIG, которое иногда используется до сих пор). Крупный прорыв в алюминии как конструкционном свариваемом материале.
Рис. 2. Эта фляга армии США, сваренная методом OFW и датированная 1918 годом, примерно за 25 лет до разработки процессов сварки GMAW/MIG и GTAW/TIG в среде инертного газа.
Какие алюминиевые сплавы лучше всего подходят для сварки?
Алюминий и его сплавы чрезвычайно популярны для широкого спектра применений. Тем не менее, существует распространенное заблуждение, что алюминий не может быть эффективно соединен с помощью обычных процессов сварки, как стальные сплавы.
Многие думают, что у них нет другого выбора, кроме как соединить алюминиевые детали с помощью механических креплений, таких как заклепки, но на самом деле все сложнее. Есть некоторые нюансы, когда речь идет о сварке алюминия.
В этой статье вы получите общее представление о том, насколько поддаются сварке алюминий и его сплавы. Вы также узнаете о методах сварки и о шести лучших алюминиевых сплавах для сварки. Эта информация поможет вам определить, можно ли сваривать алюминиевое изделие.
Содержание
Насколько поддается сварке алюминий?
Квадратные алюминиевые профили, вваренные в раму
Вообще говоря, свариваемость алюминия (свариваемость) варьируется в зависимости от серии сплавов. Он может варьироваться от «очень хорошо» до «не поддается сварке обычными методами дуговой сварки». Тем не менее, большинство алюминиевых сплавов можно сваривать в правильных условиях и при соблюдении надлежащих мер предосторожности.
Из-за его физических и химических свойств методы сварки алюминия отличаются от других металлов. Таким образом, эту практику должны выполнять только профессионалы, специально обученные сварке алюминия.
Таким образом, эту практику должны выполнять только профессионалы, специально обученные сварке алюминия.
Два свойства особенно усложняют сварку алюминия.
- Оксидный слой на его поверхности
- Теплопроводность алюминия
Давайте поговорим о каждом из этих свойств.
Оксидный слой
Одной из мер предосторожности, которую должны соблюдать сварщики при работе с алюминием, является подготовка или очистка поверхности, которую они собираются сваривать. Алюминий естественным образом образует на своей поверхности слой оксида, что вызывает проблемы.
Этот оксидный слой устойчив к коррозии — желательное качество в большинстве случаев — но материал твердый. Его температура плавления почти в три раза выше, чем у алюминия. Таким образом, если оксид алюминия не будет полностью удален, он может создать загрязнения в соединении, что приведет к пористости и трещинам.
Теплопроводность
Следует также помнить, что алюминий имеет гораздо более высокую теплопроводность, чем сталь. И хотя его температура плавления ниже, чем у стали, вам нужно приложить больше тепловой энергии к сварному шву.
И хотя его температура плавления ниже, чем у стали, вам нужно приложить больше тепловой энергии к сварному шву.
Одним из способов борьбы с высокой теплопроводностью в некоторых соединениях является предварительный нагрев алюминия. Опытные сварщики делают это, чтобы предотвратить прожоги на более тонких алюминиевых участках и на более толстых материалах, чтобы обеспечить достаточное проплавление сварного шва.
Методы сварки алюминия
Человек, использующий сварочный аппарат TIG для изготовления алюминиевой рамы
Лучший метод сварки конкретного алюминиевого изделия зависит от различных факторов. Это может быть толщина материала, назначение детали и свариваемые сплавы.
Вообще говоря, двумя наиболее распространенными методами сварки алюминия являются сварка в среде инертного газа (MIG) и сварка вольфрамовым электродом в среде инертного газа (TIG). Для этих процедур обученный специалист должен подобрать соответствующий состав присадочного металла. Они будут принимать во внимание различные факторы, такие как:
- Свариваемость основного металла
- Требования к механическим свойствам
- Коррозионная стойкость
- Анодирующие покрытия
Существуют таблицы, помогающие выбрать соответствующие присадочные металлы для многих алюминиевых сплавов.
Сварка трением с перемешиванием (FSW) — это еще один тип сварки, который можно использовать в некоторых случаях для создания очень высокопрочных сварных швов. В отличие от методов дуговой сварки, которые мы упоминали, он включает использование высокоскоростного вращающегося цилиндрического инструмента для размягчения и смешивания алюминия.
К сожалению, СТП может не подходить для всех случаев, так как требует специальной настройки оборудования и позволяет сваривать только стыковые соединения.
Для сварки алюминия можно использовать несколько других методов сварки, например лазерную сварку (LBW). Однако в большинстве отраслей они менее распространены.
Свариваемость различных серий сплавов
Квадратные экструдированные алюминиевые трубы
Хотя свариваемость различных алюминиевых сплавов различается, вы определенно можете увидеть закономерности в их свариваемости, которые различаются в зависимости от их основных легирующих элементов или серий марок.
Сплавы серий 2XXX и 7XXX обладают очень высокой прочностью и часто используются в аэрокосмической и авиационной промышленности. Но эти сплавы иногда называют «несвариваемыми».
Большинство сплавов этой серии чрезвычайно склонны к горячему растрескиванию из-за содержания в них меди или цинка. Однако термин «несвариваемый» вводит в заблуждение, поскольку некоторые из этих сплавов действительно можно сваривать. Но сварщик должен принять особые меры предосторожности, чтобы обеспечить хорошее качество сварки.
Сплавы, принадлежащие к серии 6XXX, обладают хорошей свариваемостью, если используются соответствующие методы для предотвращения их склонности к растрескиванию. Они не такие прочные, как сплавы 2ХХХ и 7ХХХ, но обладают другими превосходными физическими свойствами. Сплавы серии 6XXX часто используются в сварочных работах, несмотря на трудности.
Сплавы серии 4XXX обычно используются в качестве присадочного материала для сварки других алюминиевых сплавов, включая сплавы серии 6XXX.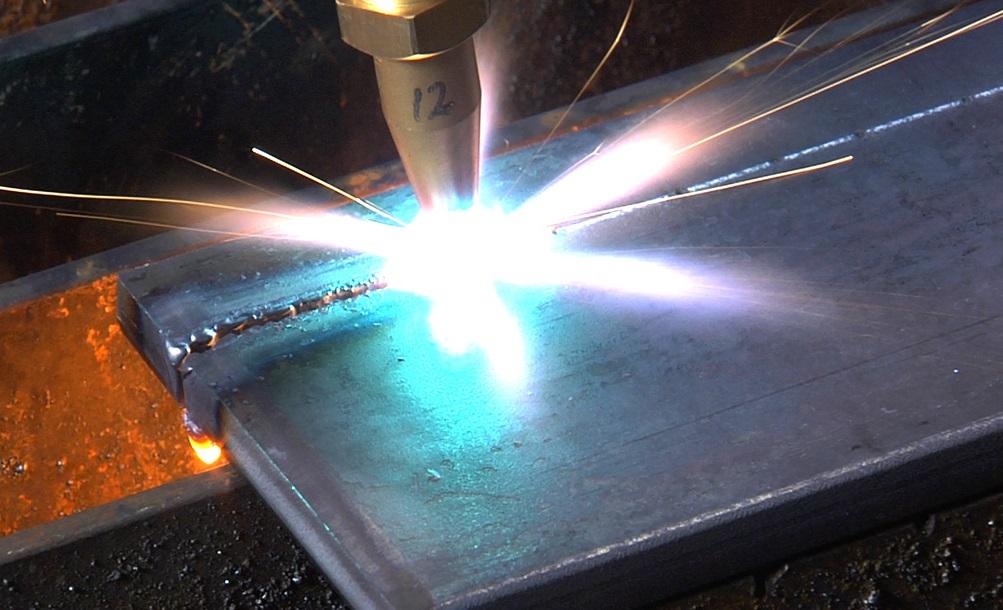 Содержание в них кремния значительно снижает их температуру плавления и позволяет им улавливать некоторые легирующие компоненты других термообрабатываемых сплавов.
Содержание в них кремния значительно снижает их температуру плавления и позволяет им улавливать некоторые легирующие компоненты других термообрабатываемых сплавов.
Наконец, остальные сплавы серий 1XXX, 3XXX и 5XXX обычно демонстрируют свариваемость от хорошей до отличной, хотя только сплавы серии 5XXX обычно используются для применений, требующих структурной целостности.
6 Распространенные алюминиевые сплавы для сварки
В следующей таблице показаны некоторые наиболее часто свариваемые алюминиевые сплавы.
| Обозначение сплава | Преимущества | Недостатки | Общие приложения |
|---|---|---|---|
| 3003 | Очень популярный сплав общего назначения. Отличная формуемость и свариваемость | Не особенно сильный. | Обработка листового металла, штамповка, топливные баки, кухонная утварь, электроника. |
| 5052 | Прочнее, чем 3003. Хорошая свариваемость и отличная коррозионная стойкость. | Не подлежит термообработке. | Сосуды под давлением, резервуары, гидравлические трубки, приборы, морское оборудование. |
| 5083 | Высокая эффективность сварки и очень высокая прочность соединения. Хорошая коррозионная стойкость. | Не подлежит термообработке. | Буровые установки, резервуары и морские компоненты, криогенные установки. |
| 5454 | Прочность от средней до высокой, отличная свариваемость. | Не рекомендуется для облицовки. | Применения в условиях высоких температур, например, для перевозки автоцистерн с горячим асфальтом и самосвальных кузовов, а также для некоторых емкостей для хранения химикатов, таких как перекись водорода. |
| 6061 | Хороший универсальный сплав. | Не лучший рейтинг в какой-либо конкретной области. | Конструкционные и сварные узлы, вагоны, трубопроводы, самолеты, автомобильные детали. |
| 6063 | Средняя прочность и хорошая коррозионная стойкость, свариваемость и обрабатываемость. | Плохая обрабатываемость. | Прессованные детали, такие как перила из труб, мебель, архитектурное, медицинское оборудование. |
Вывод: можно ли сваривать мой алюминиевый продукт?
Роботизированный сварочный аппарат
Если процесс формирования требует сварки вашего алюминиевого изделия, есть большая вероятность, что вы сможете это сделать! За некоторыми исключениями, такими как многие представители серий 2XXX и 7XXX, алюминиевые изделия можно соединять с помощью соответствующих методов сварки.
В дополнение к ручной сварке вы также можете использовать роботизированную сварку для своего проекта. Роботизированная сварка обеспечивает более высокую точность сварки, согласованность и большую производительность. В Gabrian мы используем роботизированные сварочные установки для некоторых наших клиентов, занимающихся экструзией алюминия.
Если вам нужна помощь в изготовлении вашего следующего изделия из алюминия или требуется помощь в обработке, свяжитесь с нашей командой специалистов по обслуживанию. Вы также можете ознакомиться с нашими линиями алюминиевого проката и изделий из экструдированного алюминия, чтобы узнать, как мы можем удовлетворить ваши производственные потребности.
Преодоление распространенных проблем при сварке алюминия | Производство и металлообработка
Перейти к содержимому
СОВЕТЫ ДЛЯ СВАРКИ
By Kodi Welch
Часто считается, что алюминий плохо поддается сварке. На самом деле сварка алюминия отличается от сварки других материалов, но это не должно быть сложнее.
Надлежащая очистка и хранение, контроль подводимого тепла и уменьшение разбрызгивания являются важными факторами, которые следует учитывать при сварке алюминия.
Оптимизация результатов сварки алюминия требует понимания материала и его характеристик. Знание некоторых передовых методов сварки алюминия может сэкономить вам время и деньги, а также обеспечить качество сварных швов.
ШЕСТЬ ОБЫЧНЫХ ПРОБЛЕМ АЛЮМИНИЯ
Вот шесть распространенных проблем, с которыми могут столкнуться сварщики при сварке алюминия, и несколько советов по их устранению.
- Плохая подача проволоки: Проблемы с подачей проволоки часто возникают при сварке MIG, поскольку алюминиевая проволока имеет низкую столбчатую прочность. Подачу алюминиевой проволоки иногда сравнивают с проталкиванием мокрой лапши через соломинку. Гнездование птиц или запутывание проволоки между приводным роликом и вкладышем является трудоемкой и дорогостоящей проблемой. Обгорание также может произойти, когда проволока перестает подавать. Предотвращение этих проблем начинается с правильной настройки оборудования и установки гильз пистолета. Это также может помочь использовать самый большой диаметр проволоки, который является практичным для применения. Процесс импульсной сварки часто позволяет использовать проволоку диаметром на один размер больше при тех же настройках силы тока, что и проволока меньшего диаметра, что помогает уменьшить проблемы с подачей без увеличения подвода тепла.
- Прожоги: При сварке алюминия слишком сильный нагрев может вызвать проблемы. Установка слишком высоких параметров сварки или слишком низкая скорость перемещения являются частыми причинами избыточного подвода тепла. Слишком сильный нагрев может привести к прожогу, особенно на тонком алюминии. Это может потребовать, чтобы алюминий тонкой толщины работал с большей скоростью, чем сталь. При сварке TIG уменьшите силу сварочного тока или добавьте больше стержня присадочного материала (путем увеличения диаметра стержня или увеличения его длины при каждом добавлении). Это помогает охладить сварочную ванну.
- Непровар или непровар: Непровар часто наблюдается в начале сварного шва, тогда как непровар обычно возникает на концах сварного шва. Проблемы с плавлением и проплавлением сварного шва могут быть связаны с используемым процессом, присадочными металлами или параметрами. Сварка алюминия с теми же параметрами, которые вы бы использовали для сварки низкоуглеродистой стали, может привести к проблемам с плавлением или проплавлением. Использование присадочных металлов меньшего размера также может привести к недостаточному проникновению в корень, как и слишком малое количество тепла. Увеличение напряжения или скорости подачи проволоки может помочь решить проблемы со сваркой. Поскольку алюминий проводит тепло намного быстрее, чем сталь, он склонен к неплавлению в начале сварки, пока в сварку не будет вложено достаточно энергии. Некоторое сварочное оборудование решает эту проблему, автоматически увеличивая ток в начале сварки, а затем уменьшая его, чтобы избежать слишком большого накопления тепла. Если не удалить оксиды с поверхности основного материала, это также может привести к несплавлению и непровару, поскольку оксид может плавиться при более высокой температуре, чем основной материал.
- Непостоянный профиль валика: Несмотря на то, что вы не можете получить постоянный профиль валика, если у вас есть проблемы с подачей проволоки (упомянутые выше), правильная техника также играет роль в хорошем профиле валика. Рекомендуется использовать стрингерную бусину. Взбивание или обратное сшивание замедляют скорость движения и увеличивают тепловложение, что может привести к недостаточному проплавлению или сплавлению. Следует использовать методы проталкивания, сохраняя при этом постоянный размер и форму сварочной ванны. Сварочная дуга должна находиться на передней кромке ванны, так как если дуга падает обратно в ванну, это может привести к проблемам с непроваром.
- Пористость: Распространенная головная боль для многих сварщиков алюминия, пористость чаще всего вызвана отсутствием надлежащей очистки основного материала или использованием слишком холодных параметров сварки. Использование импульсного процесса MIG вместо процесса короткого замыкания может уменьшить пористость алюминия. Пористость также может быть вызвана недостатком защитного газа, поэтому обязательно проверьте неправильные настройки на оборудовании; отверстие в футеровке пистолета или шланге горелки; или ветер сдувает защитный газ. Одним из признаков проблем с защитным газом является очень черный и закопченный сварной шов.
- Деформация и деформация: Если вы испытываете деформацию или деформацию при сварке алюминия, это часто связано с подводом тепла и техникой. Снизьте подводимое тепло, сваривая на максимально возможных скоростях перемещения. Сведите к минимуму методы плетения и взбивания и используйте параметры сварки, а не технику, для контроля размера и текучести лужи.
УЛУЧШЕНИЕ РЕЗУЛЬТАТОВ ПРИ СВАРКЕ АЛЮМИНИЯ
Решение общих проблем, связанных с алюминием, часто сводится к пониманию различных свойств материала. Следование рекомендациям по выбору оборудования и расходных материалов, а также по технике сварки также может помочь вам добиться лучших результатов при сварке алюминия.