чертежи и видео — Обзоры оборудования для бизнеса
Изготавливать предметы холодной ковки не трудно. Нужно лишь приобрести хорошее оборудование из качественной стали, например, такое:
Кроме покупки ручного оборудования для холодной ковки многие задаются вопросом о самостоятельном изготовлении станков. Идея может оказаться удачной, если у вас есть опыт работы с металлическими заготовками, чертежами, качественным материалом для изготовления станков. В пользу самостоятельного изготовления станков для холодной ковки могут выступать и небольшие финансовые затраты на такое производство. Это позволит вам открыть свой бизнес в небольшом помещении, гараже, рядом с домом.
Для последующей работы необходим ряд станков, на которых вы будете скручивать металлические заготовки под углом, волной, улиткой, завитком, сердечком, изготавливать элементы фонарик и т.д. Чаще всего это несколько станков — улитка, гнутик, твистер, волна, объемная, фонарик. Остановимся подробнее на описании станка Твистер для холодной ковки металла и его изготовлении своими руками.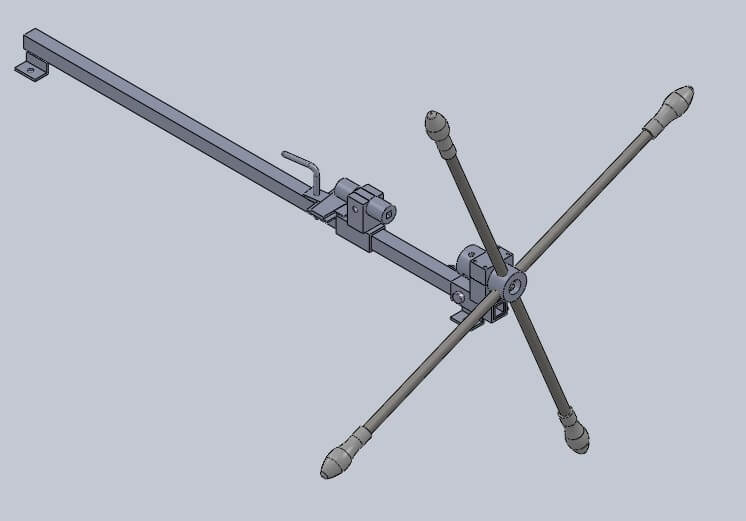
Станок твистер необходим для того, чтобы делать загиб металлической детали вдоль оси. Вот такие детали получаются на ручном станке твистер:
Также с помощью станка Твистер можно делать заготовки «Фонарик» и «Шишка»:
В данном видеоролике представлен универсальный станок для холодной ковки, который может выполнять и функцию скручивания прутка. Оборудование получилось легким и удобным в работе:
Следующее оборудование для производства «корзинок» из четырех заготовок методом скручивания, также может применяться для торсировки металлического прутка. Для работы на таком станке используются пруток металлический диаметром 6 или 8 мм, квадрат 6*6 или 8*8 мм. для изготовления «корзинок». Для торсировки применяют полосу 20*4 мм, квадрат 16*16 мм.
В данном видео вы увидите ручной станок для ковки, сделанный умельцем без токарных работ.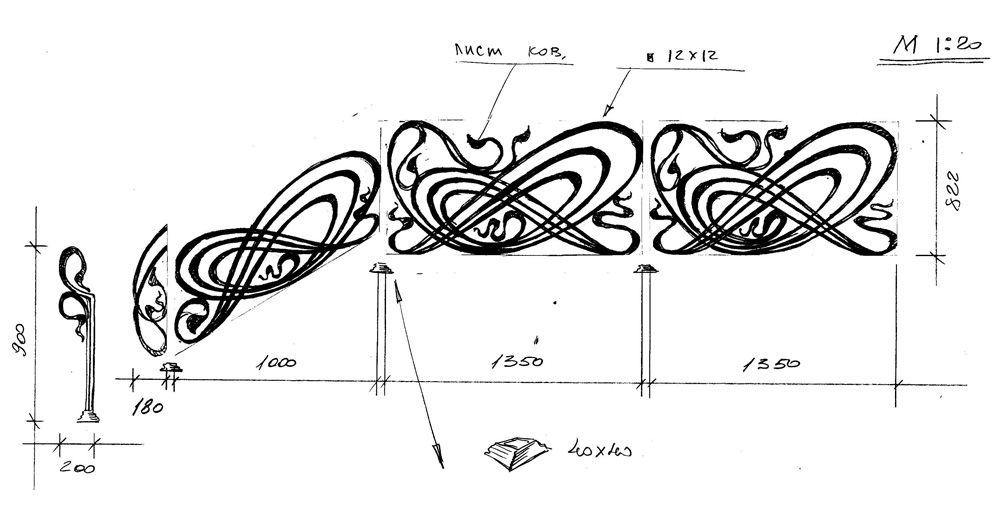 Самодельное оборудование для ковки позволяет изготавливать «шишки», «фонарики», «корзинки». Для производства понадобится металлические пруты, уголки, трубки для вращения и скрутки.
Самодельное оборудование для ковки позволяет изготавливать «шишки», «фонарики», «корзинки». Для производства понадобится металлические пруты, уголки, трубки для вращения и скрутки.
Станок для холодной ковки своими руками: чертежи приспособлений
Содержание статьи:
Для изготовления кованых изделий применяют два метода — холодная и горячая обработка. Первый способ отличается низкой трудоемкостью, но предусматривает наличие специального инструмента. В большинстве случаев можно изготовить станок для холодной ковки своими руками, руководствуясь стандартными чертежами.
Принципы холодной ковки металлов
Самодельный станок для холодной ковки
Для производства металлических кованых изделий необходимо обеспечить процесс их контролируемой деформации. При этом следует учитывать структуру материала, его технические и эксплуатационные свойства.
Принцип холодной ковки основан на воздействии внешних факторов на кристаллическую решетку материала. Она состоит из зерен неправильной формы. В результате искажения структуры, которое выполняет станок для холодной ковки, происходит уплотнение и изменение конфигурации заготовки. Так как одним из условий является сохранение свойств детали — необходимо подобрать чертежи для производства станков.
Особенности холодной ковки металла, требования к приспособлениям для этого:
- возможна обработка только низкоуглеродистых сталей, которые обладают высокой степенью пластичности;
- в качестве заготовок используются прутки различных сечений;
- предварительный расчет размеров конечных изделий. В процессе их производства необходим постоянный контроль за геометрическими параметрами;
- использование различных станков для формирования нужной конфигурации.
В настоящее время для художественной обработки металлов методом холодной ковки используется ряд специальных инструментов. Часть из них можно сделать самостоятельно. Но для этого необходимо предварительно изучить чертежи и специфику производства.
Часть из них можно сделать самостоятельно. Но для этого необходимо предварительно изучить чертежи и специфику производства.
Кованые изделия могут выполнять несколько функций одновременно — эстетическую и эксплуатационную. Это относится к заградительным конструкциям различной конфигурации, например, волна.
Улитка для холодной ковки
Чертеж улитки для холодной ковки
Чертеж станка «улитки» можно адаптировать для производства конкретного типа изделия художественной ковки. Для этого необходимо знать следующие параметры:
- минимальный и максимальный радиус кривизны заготовки;
- геометрические параметры и форма исходного материала;
- планируемая производительность.
Для массового производства необходимо сделать станок для ковки с электроприводом.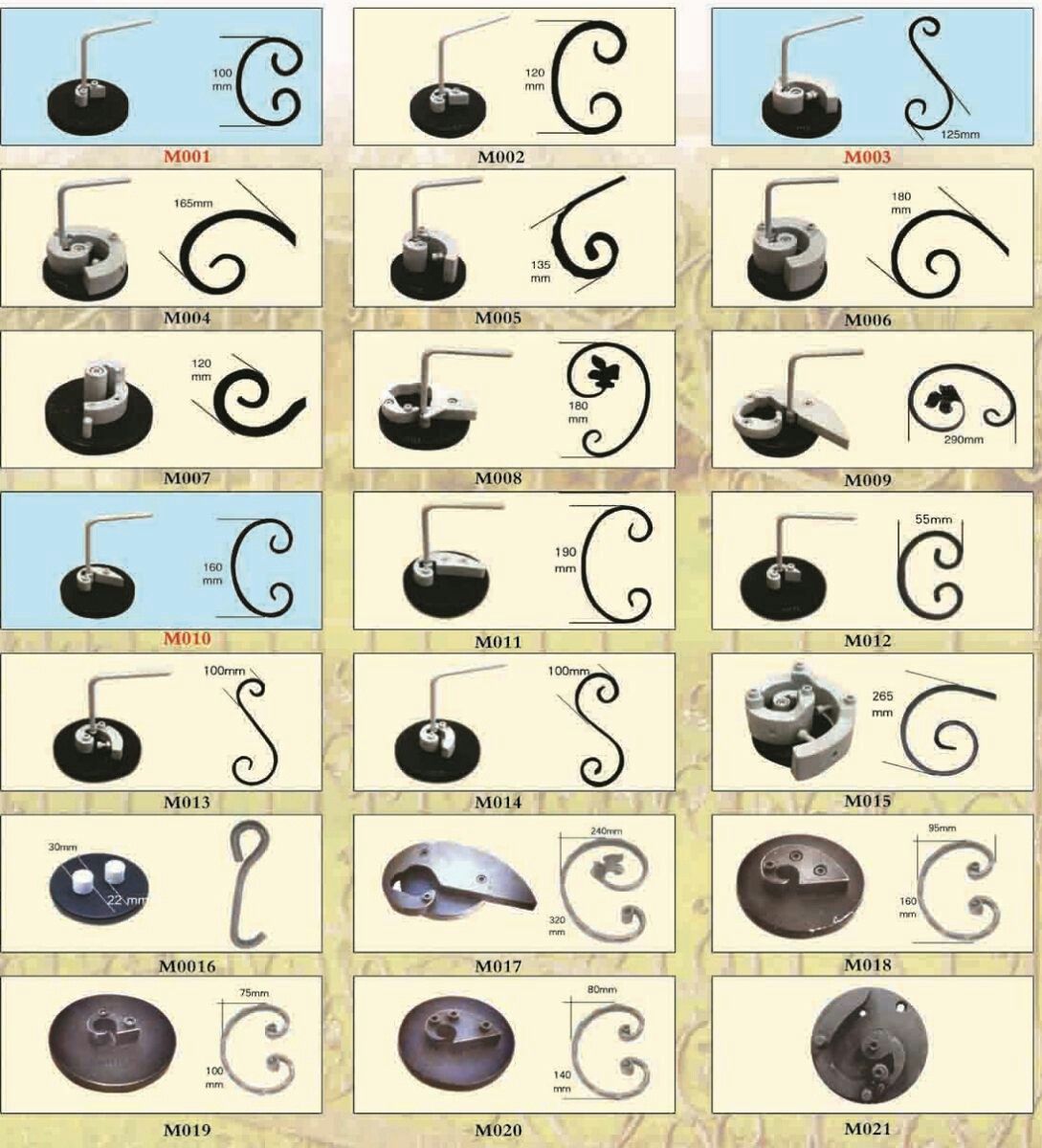 Если же планируется работа в домашних условиях — подойдут ручные модели.
Если же планируется работа в домашних условиях — подойдут ручные модели.
В качестве основы для проектирования улитки необходимо использовать стальной лист толщиной не менее 3 мм. Это позволит гнуть прутки большого сечения.
Гнутик для холодной ковки
Гнутик для холодной ковки
Для формирования различных углов необходим ручной гнутик – одно из самых требуемых приспособлений для холодной ковки металла. Он состоит из стальной пластины, на которой находятся два опорных вала и движущийся упор.
Заготовка помещается между опорными валами и клином. Последний имеет механизм смещения по направлению к упорам. В результате этого действия происходит худ. обработка стального прута. Таким способом можно изготовить кованые изделия различной формы.
Особенности применения гнутика, необходимые для корректного составления его чертежа:
- предварительный расчет угла деформации;
- в конструкции можно предусмотреть дополнительную гибочную часть.
 Для этого следует установить еще один вращающий вал;
Для этого следует установить еще один вращающий вал; - монтажный узел для крепления к столу.
 Для этого следует установить еще один вращающий вал;
Для этого следует установить еще один вращающий вал;Для производства гнутика необходимо применять инструментальную сталь. Это объясняется большими нагрузками во время эксплуатации. Дополнительно на нем можно собирать элементы типа «волна», но для этого следует модернизировать исходный чертеж.
Минимальный и максимальный радиус изгиба для худ. ковки необходимо рассчитать исходя из геометрических параметров заготовки.
Твистер для холодной ковки
Схема твистера для художественной ковки
Современную художественную ковку сложно представить без элементов, имеющих форму шнека. Для производства подобных худ. деталей предназначен твистер — самодельный станок для холодной ковки.
Особенностью этого инструмента является раскручивание прутика вдоль оси. Конструктивно чертеж станка состоит из двух частей — фиксирующей и подвижной. Деталь крепится между ними и с помощью поворотной ручки выполняется ее информация.
Эксплуатационные качества приспособления:
- расчет рычага давления для минимизации усилий по производству заготовок;
- возможность изменения расстояния между фиксирующими элементами инструмента. Это позволит изготовить детали различной длины;
- следует учитывать, что формирование спирали происходит со стороны фиксации.
Благодаря твистеру можно сделать кованые элементы для оконных решеток, стальных заграждений и т.д.
Это основной перечень станков для холодной ковки. Но кроме них применяется различное оборудование, предназначенное для создания по-настоящему худ. изделий.
В видеоматериале показаны примеры станков для холодной ковки металлов в домашних условиях:
Устройства для холодной ковки: чертежи, необходимые инструменты
Внимание каждого привлекают изящные витые узлы на перилах железных лестниц, а также ажурные металлические ограды.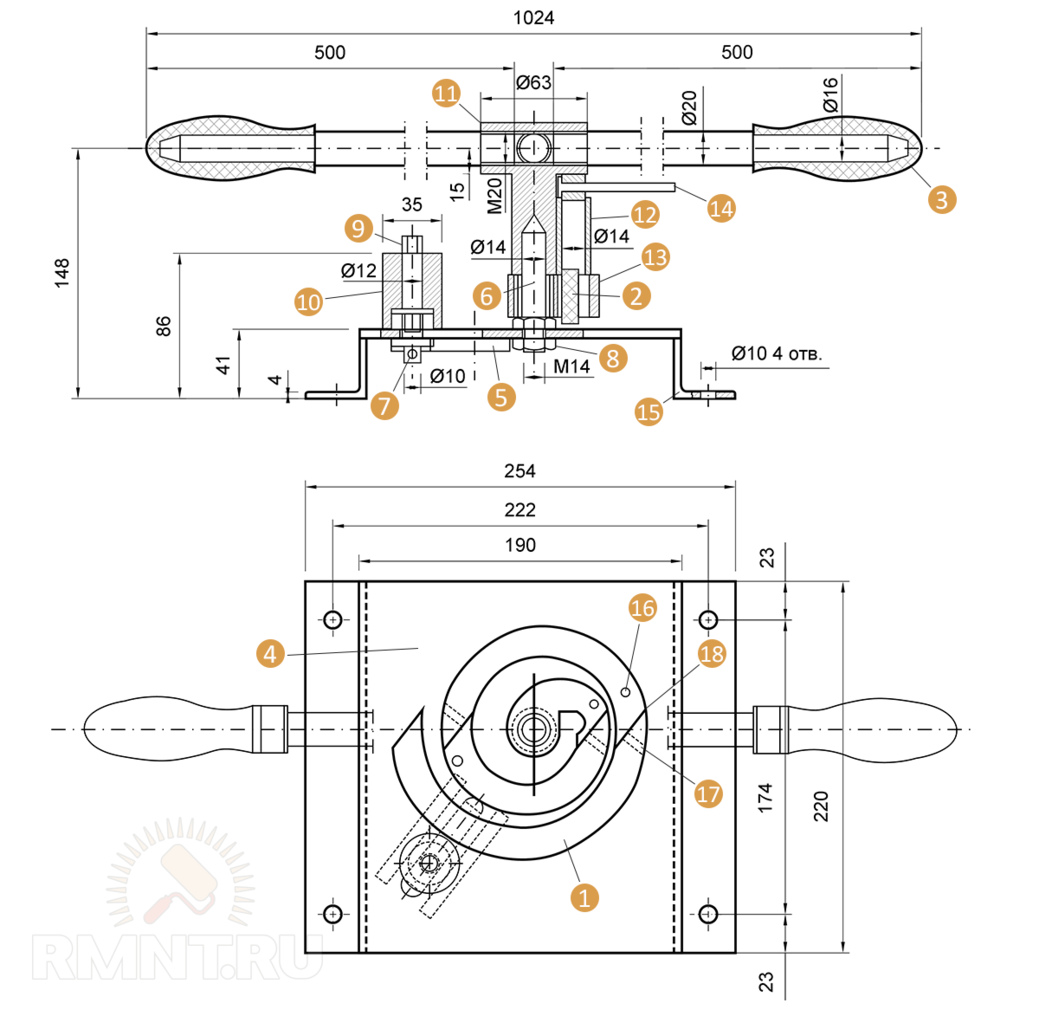 При этом не все имеют представление о том, что такие приспособления и предметы изготавливаются методом холодной ковки.
При этом не все имеют представление о том, что такие приспособления и предметы изготавливаются методом холодной ковки.
При желании можно без труда научиться воплощать в металле такую красоту. Для этого достаточно иметь в наличии специализированные станки и обладать минимальными навыками работы с материалом.
Особенности холодной ковки
Механическое сгибание металлического прута с помощью специализированных станков, в результате которого ему придается задуманная заранее форма, называется холодной ковкой. Такие манипуляции могут осуществляться на станках как вручную с помощью рычагов, так и благодаря функционированию электромоторов. Кроме всего прочего, с помощью холодной ковки могут сгибаться трубы небольшого диаметра, выполняться витые ограды, а также украшаться жилые сооружения, украшения беседок, фонарей, изготавливаться металлические скамейки, решетки, ворота, а также балконы, лестницы и даже мебель.
Начать собственное производство можно, всего лишь освоив несложный метод холодной ковки. На начальном этапе понадобится приобрести специальное оборудование или же сделать приспособления для холодной ковки собственными руками.
На начальном этапе понадобится приобрести специальное оборудование или же сделать приспособления для холодной ковки собственными руками.
Оборудование и инструменты
Для того чтобы своими руками изготовить кованое изделие, нужно иметь в наличии следующие приспособления:
- фонарик;
- твистер;
- глобус;
- улитку;
- волну;
- гнутик.
Из всех перечисленных выше приспособлений, самым главным считается гнутик, так как именно благодаря ему осуществляется изменение формы металла. Основной его функцией является изгиб детали под определенным углом. Улитка необходима для свивания детали в спирали. Фонарик используют для сгибания деталей, а волна предназначена для выполнения волнообразно выгнутых элементов.
Все инструменты, используемые для ковки изделий, очень просты в применении и с их эксплуатацией без труда сможет разобраться каждый желающий.
Преимущества станков для холодной ковки
Чтобы под механическим воздействием металл принял требуемую форму, используется метод холодной ковки. Лучше всего для таких целей подходит мягкий материал. Методу холодной ковки в основном отдается предпочтение, если требуется создавать большое количество идентичных элементов.
Лучше всего для таких целей подходит мягкий материал. Методу холодной ковки в основном отдается предпочтение, если требуется создавать большое количество идентичных элементов.
Еще одним неоспоримым преимуществом данного способа воздействия на металл является то, что в процессе создания не требуется наличие высочайшего мастерства. Если сравнивать холодную ковку с горячей, то она отличается следующими неоспоримыми достоинствами:
- быстрой воспроизводимостью;
- низкой стоимостью;
- высокой скоростью изготовления;
- прочностью покрытия;
- отсутствием нагрева элементов.
Несмотря на то что кованые изделия, выполненные с помощью холодной ковки, имеют множество преимуществ, есть у них и определенные недостатки. Основными из них считаются простота форм и необходимость использования громоздкого и разнообразного оборудования.
Назначение и разновидности станков
Основным предназначением любого станка является облегчение ручного труда человека. Для того чтобы осуществить ковку по холодному типу, можно использовать различное оборудование. В таком случае значительно снижаются физические усилия мастера, а также выполняются следующие действия:
Для того чтобы осуществить ковку по холодному типу, можно использовать различное оборудование. В таком случае значительно снижаются физические усилия мастера, а также выполняются следующие действия:
- изгиб профиля под требуемым углом;
- продольное скручивание заготовок;
- изготавливаются завитки или спирали.
При использовании приспособлений для холодной ковки получаются специфические детали, которые позволяют выстраивать их в определенной комбинации и создавать художественное полотно. Все станки, предназначенные для данного способа обработки металла, подразделяются на две категории: специализированные и универсальные.
Можно ли сделать станок собственными руками?
Приобрести приспособление для холодной ковки можно только в специализированном магазине или же сделать заказ в Интернете. В таком случае весь процесс приобретения напрямую зависит от платежеспособности покупателя. Если же свободных финансов нет или отсутствует желание тратить немаленькие деньги, то в таком случае можно без труда изготовить станок собственными руками.
Можно обойтись и без станка, только в таком случае понадобится приложить максимум усилий для того, чтобы достичь желаемого результата. Соорудить приспособление для холодной ковки можно в двух вариантах:
- простом;
- универсальном.
Что касается первого, то в таком случае речь идет о тисках. Универсальная модель дополнена определенными элементами (такими как корзинка или фонарь).
Устройство станков
Все без исключения приспособления, предназначенные для холодной ковки, обладают определенными особенностями и параметрами. Для того чтобы начать заниматься этим не только увлекательным, но и прибыльным делом, требуется иметь представление о том, для чего используется каждый станок. В работе мастера применяют следующие виды приспособлений:
- Гибочные станки. Служат для изменения размеров изгибов и волн. Сгибать на таком станке можно прутья диаметром до 16 миллиметров.
- Твистер – агрегат, оснащенный специализированным шаблоном, непосредственно к которому придавливается обрабатываемый металл. При этом давление на него должно быть очень большим, так как именно от этого напрямую зависит эффективность работы.
- Основание с проставками создано для выполнения узоров совершенно любой вариации. Подобные механизмы имеют очень простую конструкцию.
 При этом давление на него должно быть очень большим, так как именно от этого напрямую зависит эффективность работы.
При этом давление на него должно быть очень большим, так как именно от этого напрямую зависит эффективность работы.Как собрать станок своими руками?
Перед тем как собирать приспособление для холодной ковки своими руками, требуется позаботиться о том, чтобы его основание было достаточно прочным. Только в таком случае результат оправдает ожидания. В качестве опоры могут использоваться швеллеры или двутавры, которые предварительно свариваются между собой. Также рекомендуется обязательно к опоре прикрепить лапы из аналогичного профиля и только после этого можно приниматься за изготовление остальных узлов.
Станок «Улитка»
Если появилось желание самостоятельно изготовить станок, то в таком случае «Улитка» будет одной из самых оптимальных конструкций. Для того чтобы все сделать правильно, требуется в первую очередь иметь представление об особенностях работы станка. Если мастер поймет суть процесса, то в таком случае конструирование не вызовет никаких затруднений. С помощью чертежа, приспособления для холодной ковки своими руками изготавливаются сравнительно просто. Самое главное – следовать всем рекомендациям и внимательно осуществлять все этапы.
Если мастер поймет суть процесса, то в таком случае конструирование не вызовет никаких затруднений. С помощью чертежа, приспособления для холодной ковки своими руками изготавливаются сравнительно просто. Самое главное – следовать всем рекомендациям и внимательно осуществлять все этапы.
В первую очередь необходимо позаботиться о наличии прочного каркаса. Не рекомендуется изготавливать его из деревянных брусьев, так как он не сможет выдержать длительных нагрузок. Самым оптимальным вариантом считается использование толстостенной трубы, металлических уголков или швеллеров.
Из металлической плиты необходимо вырезать в форме круга две столешницы. Именно этот элемент приспособления для холодной ковки металла будет принимать на себя основную часть нагрузки, поэтому на его качестве ни в коем случае нельзя экономить.
Также стоит позаботиться о наличии других необходимых деталей, к которым относится рычаг и вал. Изготовить вал на самодельное приспособление для холодной ковки можно из толстостенной трубы необходимого диаметра.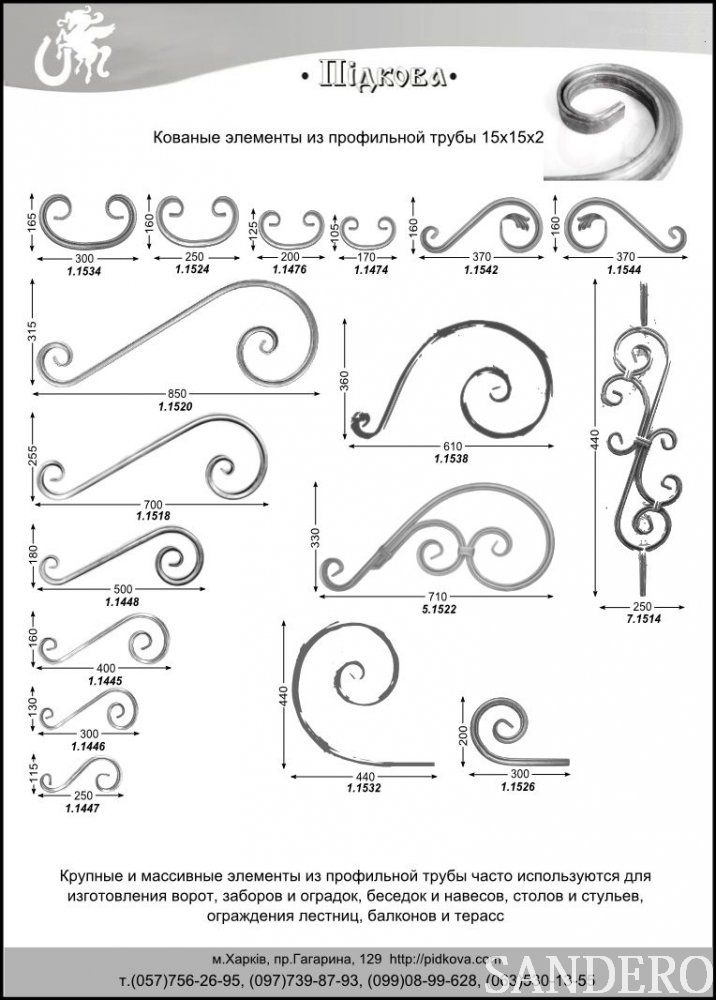 Непосредственно к нему крепится с помощью кольца рычаг, который вращается вокруг него. Дополнительно на рычаг требуется установить ролик для сгибания прутьев.
Непосредственно к нему крепится с помощью кольца рычаг, который вращается вокруг него. Дополнительно на рычаг требуется установить ролик для сгибания прутьев.
Как только все необходимые элементы будут готовы, можно приступать непосредственно к сборке станка. Все действия выполняются в следующей последовательности:
- сначала устанавливается каркас таким образом, чтобы до него обеспечивался беспрепятственный доступ со всех сторон;
- далее ножки станка бетонируются или закрепляются;
- затем к каркасу приваривается основная столешница;
- устанавливается главный вал и приваривается столешнице;
- элемент укрепляется специальными треугольниками и на него надевается вращающийся рычаг.
- после этого устанавливается верхняя столешница и приваривается к основному валу;
- завершается сборка монтажом на столешницу сегментов улитки.
Как только сборка приспособления для холодной ковки своими руками будет полностью завершена, проводится пробное сгибание. Эта операция делается в обязательном порядке.
Эта операция делается в обязательном порядке.
Торсионный станок
Для одноосного продольного скручивания можно сделать приспособление для холодной ковки торсионного типа. Для основания в таком случае необходимо подготовить двутавр или швеллер.
После этого к нему нужно присоединить с помощью сварки железную полоску, на которую будут непосредственно установлены тиски для зажима. Они надежно закрепляются с помощью четырех болтов. Следующим этапом является наваривание на тиски рифленых пластин и установка направляющих роликов. К последним присоединяется зажимной узел, который обеспечивает подвижность заготовки.
Далее изготавливается специальная ручка, служащая для проворачивания подвижной части зажима. После завершения всех работ и полной сборки станка, он обязательно проверяется на прочность и работоспособность. Только после этого окончательно закрепляется на опорной раме.
Станок «Гнутик»
Чтобы каждое изделие было качественно изготовлено, станки и приспособления для холодной ковки в мастерской должны быть различных видов. Для формирования угла необходим «Гнутик». Он собирается из специальной стальной пластины, на которой закрепляется рычаг и два опорных вала. Изготовить такое приспособление для холодной ковки металла своими руками довольно просто.
Для формирования угла необходим «Гнутик». Он собирается из специальной стальной пластины, на которой закрепляется рычаг и два опорных вала. Изготовить такое приспособление для холодной ковки металла своими руками довольно просто.
Если было принято решение заниматься формованием изделий, то обязательно следует позаботиться о наличии станка под названием «Гнутик». Изготовить ее довольно просто. Достаточно четко следовать чертежу приспособления для холодной ковки. Также важно использовать инструментальную сталь.
Станок «Волна»
Согласно фото, приспособление для холодной ковки «Волна», состоит из закрепленных на рабочей столешнице пары стальных дисков с осью вращения.
Управляется он методом изменения расстояния между дисками. В процессе обработки прутка происходит формирование узора, затем он снимается и процесс осуществляется с другой стороны.
Станок-пресс
Для формирования наконечников прутьев необходимо иметь в наличии пресс. Для изготовления такого приспособления для холодной ковки металла своими руками нужно заказать шестерни, валы, валки и подшипниковые втулки. Все эти элементы приобретаются в магазине.
Все эти элементы приобретаются в магазине.
Агрегат функционирует в результате вращения штанги с грузами и отведения назад до упора винтового бойка.
Нюансы изготовления
Несмотря на то что множество станков, предназначенных для холодной ковки, сравнительно просто конструируются, перед их созданием рекомендуется ознакомиться с информацией и всеми нюансами изготовления. Это нужно сделать для того, чтобы в процессе сборки не возникло никаких непредвиденных обстоятельств, которые могут негативным образом сказаться на качестве изделия.
Перед тем как приступить непосредственно к конструированию станка для холодной ковки, необходимо составить чертеж, в котором будут в мельчайших деталях определены все особенности будущего приспособления. После того как схема будет готова, требуется приобрести и подготовить все необходимые детали. Только после этого можно приступать к сборке.
Перед изготовлением станка нужно подготовить станину для того, чтобы все детали для конструирования располагались под рукой. Все параметры нужно точно просчитать, чтобы приспособления не мешали друг другу. Для изготовления станины специалисты рекомендуют использовать только прочный материал.
Все параметры нужно точно просчитать, чтобы приспособления не мешали друг другу. Для изготовления станины специалисты рекомендуют использовать только прочный материал.
Особенности соединения и покраски деталей
Как только изготовление приспособлений для холодной ковки будет завершено, можно приступать непосредственно к выполнению художественных элементов.
После изготовления деталей, их следует соединить между собой. Сделать это можно несколькими способами. Нередко элементы соединяются методом сварки. После фиксации и остывания образовавшаяся окалина стачивается.
Гораздо более красивым методом соединения считается использование хомутов, которые представляют собой проштампованные полоски металла. Как только все элементы будут зафиксированы между собой, осуществляется их окраска. Для этого используются кузнечные эмали или краски для металла на акриловой основе.
Можно также использовать и порошковые составы, но технология будет относительно дорогой. Перед тем как нанести эмаль на поверхность, последняя должна быть тщательно подготовлена. Нельзя наносить состав на ржавчину и грязь. Поверхность должна быть обезжирена и не иметь коррозии. Только в этом случае эмаль продержится максимально долго на самодельном инструменте и защитит его от воздействия влаги.
Нельзя наносить состав на ржавчину и грязь. Поверхность должна быть обезжирена и не иметь коррозии. Только в этом случае эмаль продержится максимально долго на самодельном инструменте и защитит его от воздействия влаги.
Подводим итоги
Перед тем как приступить к созданию художественных изделий из металла, нужно позаботиться о наличии всех инструментов и приспособлений для холодной ковки. Все работы должны выполняться осторожно и внимательно. Только в таком случае можно добиться идеального результата.
В большинстве случаев изготовить станки для холодной ковки намного выгоднее собственными руками. Эти приспособления играют важную роль и необходимы для производства качественных изделий. Это объясняется тем, что далеко не каждый элемент представляется возможным обработать с помощью ручных приспособлений, да и стоимость большинства станков является достаточно высокой, даже в том случае когда речь идет о самых элементарных агрегатах.
Многие мастера предпочитают самостоятельно изготавливать станки, которые помогают сделать довольно оригинальные изделия. В таком случае все в большей степени зависит от опыта мастера и его желания. Если принято решение собственными руками сконструировать станок, важно все действия выполнять в определенной последовательности, тогда результат превзойдет все ожидания.
В таком случае все в большей степени зависит от опыта мастера и его желания. Если принято решение собственными руками сконструировать станок, важно все действия выполнять в определенной последовательности, тогда результат превзойдет все ожидания.
Станок для холодной ковки своими руками: видео, фото, чертежи
Сделать станки для холодной ковки можно из подручных материалов.
Так как универсальные приспособления от производителей имеют достаточно высокую стоимость, собственноручно выполненный станок для холодной ковки металла станет отличным решением для людей, занимающихся изготовлением кованых изделий.
Сегодня металлические конструкции с уникальным дизайном и смелыми архитектурными формами применяют для обустройства домов в коттеджных поселках.
Фигурно изогнутые кованые элементы ворот, заборов и калиток вносят непривычный образ в ландшафтный дизайн усадьбы.
На предложенных фото можно увидеть, какой необычный художественный вид создают металлоконструкции.
Какие детали можно выполнить на станке для холодной ковки
Холодная ковка, в отличие от горячей технологии, проста и безопасна. Этот процесс не требует применения раскаленного металла и точного соблюдения рабочей температуры.
Сделать станок для холодной ковки своими руками можно специально для изготовления определенного типа деталей.
Фото:
Также самодельный станок позволит решать самые разнообразные задачи, поэтому он будет просто универсальный.
С помощью самодельного станка удастся добиться идеальной геометрии элементов металла для индивидуальной дизайнерской идеи и сделать самому оригинальные детали с узором.
В процессе холодной декоративной ковки, как правило, применяют мягкий металл — это могут быть никелевые и магниевые сплавы, сталь, медь или латунь.
В остальном ассортимент производимых изделий на станке будет ограничиваться только фантазией и возможностью мастера.
По желанию, своими руками можно сделать ажурные элементы для лестниц, ворот и ограждений.
Использование декоративных деталей позволит украсить камины и мангалы, красиво оформить наружные стены дома и беседку, сделать оригинальные треноги для цветов, как на фото.
Фото:
Виды оборудования для холодной ковки
Существующие виды станков могут эксплуатироваться с участием электрического двигателя или ручной силы.
Первый вариант приспособления дает возможность выполнять работу быстрее, чем ручные станки, но при этом требует от мастера определенных навыков.
Кузнечные станки для ковки разделяют на типы:
- улитка – станок с отдельными снимающимися деталями или цельнолитой — он используется при выполнении спиралевидных отдельных частей;
- универсальное приспособление – применяют для резки, клепки и приданий объема изделию;
- гнутик – с его помощью можно сделать дуговую гибку металла или изгибание деталей под определенным углом;
- приспособление для формирования колец;
- твистер – позволяет выполнить загиб изделия вдоль оси;
- пресс – для образования матричного отпечатка на изделии;
- волна – для получения из металлических прутьев волнообразных элементов.
Изготовление станка «Улитка»
Далее в статье рассмотрим чертежи, фото и видео материалы, с помощью которых станет намного проще сделать в домашних условиях станок для холодной ковки.
Используя нижеприведенный список инструментов и металлических деталей, можно собрать станок цельной улитки.
Видео:
Для работы понадобятся:
- металлические прутья;
- листы и полосы из стали;
- профильная стальная труба;
- сварка, плоскогубцы, болгарка.
Чертежи и пошаговая схема, а также просмотр тематического видео, позволит получить качественное приспособление с нужными параметрами:
- Используя лист бумаги, нанесите на него изображение спирали с тремя витками. Далее сверьте размеры так, чтобы в результате армированный прут с диаметром 10 мм помещался в резьбу;
- С помощью болгарки вырежьте из стального листа две пластины. Первая должна иметь параметры 100х100 мм, вторая – 130х130 мм;
- Возьмите 3-х см прут и три стальные полосы. Края срезов всех используемых деталей нужно зачистить наждаком, чтобы избавиться от заусениц;
- Плоскогубцами выполните изгиб стальных полос по шаблону, в результате у вас появятся три спиральных детали с разной длиной;
- С помощью сварки все элементы станка приваривают по схеме, сварочные работы рекомендуется проводить качественно, так как именно от них будет зависеть срок эксплуатации инструмента;
- Стальная труба приваривается в последнюю очередь снизу в центре станка.
 Первая должна иметь параметры 100х100 мм, вторая – 130х130 мм;
Первая должна иметь параметры 100х100 мм, вторая – 130х130 мм;В результате проведенных работ должно получиться оборудование для холодной ковки металла, как на фото.
Трубогибочный станок
Если при оформлении каких-либо элементов интерьера с нарезанием профильных труб трудностей никто не испытывает, то при необходимости выполнить их изгиб, наоборот, все усложняется.
Качественно и быстро провести такую работу позволят специальный гибочные станки для труб, которые заранее можно сделать своими руками.
Чертежи для изготовления данного вида оборудования могут применяться разные, в зависимости от того, какие материалы будут использоваться в работе.
Собрать станок производственного типа для холодной ковки металла, как на фото, на первый взгляд сложно.
Но если мастер, работая с металлом, уже успел набраться опыта, для него нет ничего невозможного. Главное подобрать прочную устойчивую основу под будущую конструкцию.
Например, это может быть массивный металлический стол, выполненный на основе труб или профиля.
Так как сгибание металла будет происходить за счет присутствующих в конструкции валов, необходимо подобрать три таких элемента.
Каждый из них представляет собой металлический цилиндр с толстыми стенками и осью вращения. Два цилиндра фиксируются немного выше стола, а третий – центральный, помещается над ними.
От расстояния двух крайних цилиндров зависит, под каким углом будет осуществляться изгиб трубы.
Чтобы иметь возможность изменять при необходимости положение цилиндров, нужно в чертежи конструкции внести дополнения в виде стопперов и роликов, которые позволят сделать эту часть регулируемой.
После того как цилиндры зафиксированы, необходимо организовать для них систему передачи вращения.
С этой целью используют цепной механизм от старого автомобиля, который можно отыскать на рынке запчастей.
Лучше, если механизм будет укомплектован шестернями, если нет, тогда их придется покупать отдельно.
Шестерни монтируют на два крайних цилиндра и натяжитель, помещенный ниже валов, в центре. Затем один из крайних цилиндров оснащается ручкой, с целью создания вращающего усилия.
Станок для холодной ковки металлических изделий готов. Дополнить вышеизложенный материал подробностями поможет следующее видео.
Видео:
Как изготовить станок торсион
Станок для холодной ковки изделий типа торсион используют для закручивания металлических спиралей в виде змейки.
Вручную работать таким приспособлением тяжело, поэтому, чаще всего для изготовления торсиона применяют чертежи с электрическими вариантами станков.
Для того чтобы правильно собрать торсион, предлагаем просмотреть видео и ознакомиться с нижеизложенным руководством.
Видео:
Инструменты и материалы для сборки станка:
- стальной лист;
- двутавровая балка;
- тиски и крепежные элементы;
- редуктор, электромотор, цепь;
- болгарка;
- сварка.
Схема последовательности действий:
- За основу будет служить двутавровая балка, к одной стороне которой необходимо приварить стальной лист;
- Затем к стали крепят тиски, приваривают и фиксируют болтами с гайками;
- Чтобы при натяжении металлическое изделие не выскакивало из станка, к тискам снизу и сверху крепят пластины;
- Другую сторону двутавровой балки оснащают роликами, на которые, впоследствии, монтируется платформа;
- На поверхность полученной конструкции крепятся другие тиски с подвижными основными элементами. При этом обе конструкции, расположенные по краям двутавра, должны будут располагаться на одном уровне;
- Далее конструкция оснащается стальной ручкой, выполненной из прута, за счет ее вращения будет загибаться изделие;
- Используя болты, соединяют понижающий редуктор и двигатель. Обод штурвала оснащается цепью;
- Конструкция закрывается стальным кожухом.
В результате проведенных действий получается станок с двумя блоками — подвижным и неподвижным.
Чертеж кондуктора для холодной ковки
Станки для холодной ковки своими руками.
Начало холодной ковки самодельными станками.
Холодная ковка своими руками требует два обязательных действия – пресс и гнутье. Для совершения всех этих действий придавать определенную температуру для металла нет необходимости, но все равно необходимо провести термообработку.
Чтобы сконструировать что-то своими руками, уже не обязательно иметь специальные станки для художественной ковки, теперь можно создать станки для ковки металла в домашних условиях. Но без опыта работы с такими инструментами все равно не справиться. Чтобы вся работа была успешной, нужно пользоваться металлами определенной толщины.
Самодельный станок для холодной ковки запросто можно использовать для создания конструкций, которые будут значительно прочнее, нежели те, которые были изготовлены штамповкой. Кованые изделия своими руками получаться высококачественными, когда будет все сделано верно и без ошибок, ведь исправить их очень сложно. После нескольких работ, благодаря полученному опыту, можно начать делать превосходные конструкции, используя самодельные станки и приспособления для холодной ковки.
При изготовлении большого количества одинаковых металлических конструкций лучшего всего воспользоваться чертежами, приготовленными заранее. Чертежи на станки для холодной ковки своими руками заготавливаются заблаговременно. В некоторых случаях деталь лучше будет прогревать, чтобы избавиться от дефектов в последующем. Тем, кто не так давно начал использовать самодельные станки для холодной ковки для начала стоило бы продумать план работ, а так же приобрести необходимые навыки. Не лишней тут будет помощь различных видео уроков в сети интернет, а так же специальных курсов.
Самодельный станок для холодной ковки.
Компоненты станка и необходимые инструменты.
Станок для ковки своими руками состоит из определенных устройств. Среди которых обязательно должны быть:
Этими приспособлениями пользоваться лучше всего. Улитка для холодной ковки своими руками понадобиться для сплетения стальных прутьев. Можно ознакомиться с фото, чтобы лучше разглядеть конструкцию и пример деталей. Кузнечное оборудование для холодной ковки металла отыгрывает важную роль в работе. Основным инструментом во время работу будет гнутик. Это весьма простой элемент.
Изготавливаем станок.
Чтобы обработать трубы с шестигранным и круглым сечением используют «волну». «Фонариком» сгибают металлические прутья, а твистер чем-то на него похож, весьма удобное преспособление. Глобусом делается большая дуга из профильных прутьев.
Станки холодной ковки в большей мере выгоднее всего сделать самому, ведь далеко не все можно обработать ручными инструментами, а цена за станок для художественной ковки очень высока. Когда мастер за счет своих навыков с помощью своего оборудование создаст конструкцию, она будет неповторимой и особенной, пускай в чем-то и будет не такой качественной, как заводская. При изготовлении большого количества деталей, правильно будет создать кодуктор на электромоторе. Это облегчает процесс работы.
Станок холодной ковки своими руками должен быть приспособлен для таких видов работ, как гибка, закручивание и вытяжка.
В процессе вытяжки конструкция приобретает определённую форму. Поэтому она должна пройти через пресс, после чего сечения первостепенного материала станет меньше. Под гибкой подразумевается создание гнута в нужном угле. Для этого понадобятся шаблоны. Фото чертежей кованных изделий своими руками приготавливается заранее из которого и будет сделан шаблон. К стальной пластине прикрепляется завитушка, а сам лист закрепляется в держателе станка. В конце заготовке размещается прорезь, другой же конец закрепляется на месте. Используя рычаг, происходит влияние на окончание конструкции, которое необходимо провести по каждому изгибу пластины, которая используется как шаблон.
Видео самодельного станка по загибанию балясин.
Станки для холодной ковки своими руками.
Многие опытные изготовители собственноручно собирают несложные механизмы, которые позволяют создавать уникальные конструкции. На это влияет стаж работы. Чертежи на станки для холодной ковки своими руками можно в достаточном количестве найти в интернете, как и фото изделий холодной ковки, которые можно получить в итоге. Фотография такого оборудования позволяет выполнить мастеру чертеж с нуля, если у него есть опыт.
Можно рассмотреть станок «Улитка». Используя его можно создавать различные спирали или волны. Для создания такого станка нужно иметь чертежи на станок для холодной ковки своими руками такого типа, а так же делать все в соответствии с технологией. Рабочая поверхность должна состоять из листового металла. 4 мм толщины будет достаточно. Размеры устанавливаются исходя из габарита детали. Для придания форму необходим листовой металл в толщину 3 мм и в виде полос. Он выгибается по шаблону плоскогубцами и получается спираль.
Для создания нормального процесса работы нужно хорошо зафиксировать один из концов детали. В этом поможет прут, равный ширине полос. Чтобы зафиксировать рабочую площадку нужно будет использовать верстак. Основная цель всего – придать максимальной неподвижности детали, потому что во время холодной ковки нужно приложить большие усилия.
Перед началом изготовления любого станка для холодной ковки, инструментами для ручной работы нужны шаблоны, эскизы и различные чертежи, в том числе и чертеж на оборудование для холодной ковки своими руками.
Придать более хорошую точность разметке можно за счет миллиметровой бумаги. Нужно нарисовать на ней спираль, где будут увеличиваться витки в радиусе. Между ними нужно должным образом соблюдать равную дистанцию. Такое условие будет обязательным только для создания симметричных узоров.
Конструирование станка.
Для создания любого станка можно использовать несколько вариантов на выбор – разборный, монолитный или сплошной. По все длине бедующего станка рекомендуется приварить маленькие прутки. На рабочей площадке для этого стоит просверлить специальные дырки. Требуется хорошо закрепить концы деталей, которые будут выгибаться.
Такой способ ковки очень популярен у новичков кузнечного дела.
Используя станок для холодной ковки металла, сделанного своими руками, неопытный мастер сможет изготовить кованые балконные козырьки, поручни для лестниц, различные решетки для окон, заборы, многочисленную мебель для дома, ограждения, различные кованые аксессуары и предметы декора, которые дополняют интерьер помещений, на подобии решеток под камины. Это хороший вариант для начинающих специалистов.
Коллекция чертежей станков для холодной ковки.
Чертеж для улитки с лемехом.
На чертеже представлено устройство гибочной улитки с лемехом и правила работы с ним.
Чертеж станка улитка с лемехом.
Подробный чертеж станка улитки.
Чертеж станка улитки.
Чертеж устройство для гибки “Хомута”.
Чертеж приспособления Гнутик.
Видео кузнечного оборудования холодной ковки для малого бизнеса.
Один из способов украшения участков — использовать кованные изделия. Очень декоративно смотрятся заборы, скамейки, беседки, перила для лестницы и другие подобные сооружения. Причем в большинстве случаев данные изделия не есть ковка в ее традиционном понимании. Чаще всего это сделано не в кузне и не при помощи молотка и наковальни, а при помощи некоторых устройств, которые позволяют создавать из металлических полос и квадратных прутков самые различные узоры и изделия. Для изготовления подобных изделий потребуются станки для холодной ковки. Часть из них можно сделать своими руками другую проще купить.
Какие вообще устройства используются
Для холодной ковки характерны различные завитки, изгибы, витые прутки и т.п. Почти под каждый вид делают на отдельном приспособлении — определенном станке. Привод у них может быть ручной, а может — электрический. Для небольших объемов «для себя» применяют ручные станки для холодной ковки. Они хоть и не особо производительны, но намного проще в изготовлении. Если необходимо ставить изготовление «на поток» делают аналогичные устройства, но уже с электромоторами. В этом случае работать физически почти не нужно, но сложность изготовления приспособления возрастает в разы. В нашем материале поговорим о ручных станках для холодной ковки.
Какие же устройства используют:
- Торсионные. С их помощью четырехгранные прутки или полосы металла скручивают в продольном направлении. Получается витые столбики, которые называют еще торсионами.
Так выглядит торсион и одноименный станок
Так делают «фонарик»
Приспособление для холодной ковки улитка — для формирования завитков
Для изгиба в любом месте и на любой угол — гнутики (гибочные станки)
Станок «Волна» — для формирования соответствующего рельефа
Станки для оформления концов прутков. В данном случае — гусиная лапка
Для начинающего мастера наиболее актуальный станок для холодной ковки — улитка. Только с его помощью можно сделать множество интересных вещей — начиная от забора и калитки и заканчивая скамейкой и другими подобными изделиями. На втором месте по степени необходимости торсионный станок. Он добавляет разнообразия в детали. Все остальные можно приобретать или делать по мере совершенствования и набора мастерства.
Самодельные «Улитки»
По сути это модернизированный гибочный станок (трубогиб), но эти усовершенствования позволяют легко делать завитки из довольно толстых прутков (сечением до 10-12 мм) и повторять их с высокой степенью точности.
Один из самодельных станков для холодной ковки
Конструкций эти станки для холодной ковки имеют несколько, но проще всего в реализации вариант с круглым столом, имеющем центральную ножку. К ножке подвижно закреплен рычаг с роликами на подшипниках на конце. Они облегчают процесс гибки.
Поверхность стола можно сделать из стального листа толщиной от 10 мм и больше. Для ножки можно использовать любую толстостенную круглую трубу. Важно сделать конструкцию устойчивой, так как будут прилагаться боковые усилия, потому нужны боковые стойки, распорки, а также устойчивое основание.
Чертеж станка для холодной ковки «Улитка»
Рычаг проще делать из квадратной трубы с толстой стенкой — не меньше 2-3 мм. Сечение трубы 25*40 мм или около того. Крепление рычага к ножке можно сделать на подшипнике, а можно просто взять небольшой кусок толстостенной трубы большего диаметра, надеть ее на ножку, а снизу приварить полосу-упор — чтобы рычаг вниз не падал. Вариант с подшипником дает более легкое движение, но при наличии смазки и второй вариант рабочий.
Вариант крепления рычага
Важна еще форма рычага. Рычаг двойной, верхняя часть — рабочая, нижняя — опорная. Везде где есть соединения желательно доварить усиление, так как усилия значительные.
Рычаг должен быть надежным, с усилением
На столе закрепляется оправка или кондуктор — форма, по которой сгибаются завитки. Делают их разного диаметра — чтобы можно было делать разные по диаметру завитки. Такие оправки могут быть сборными — для формирования большего количества изгибов. В каждом таком образце должны быть стержни, которые устанавливаются в отверстия в столе. Так этот шаблон фиксируется. Также его форма должна быть разработана с таким учетом, чтобы конец прутка в ней хорошо фиксировался.
Вариант кондукторов для улитки
Часто оправки вытачивают из металлического круга подходящего диаметра при помощи болгарки, но есть варианты из металла с наваренными на него стальными пластинами, изогнутыми соответствующим образом.
Как сделать подобный станок для холодной ковки — в следующем видео. Там же неплохо описан способ доведения концов заготовки до приличного состояния — обычные необработанные края смотрятся очень грубо. Для их обработки есть специальное оборудование, но, как оказалось, можно справится и без него.
Торсионный станок
Как уже говорили эти станки для холодной ковки позволяют сделать на прутке продольные изгибы. Это относительно несложная конструкция. Основная задача — закрепить неподвижно один конец прутка, ко второму приделать рычаг, при помощи которого можно будет скручивать заготовку.
В качестве основы подойдет обрезок профилированной трубы с толстой стенкой (не менее 3 мм). Фиксатор можно сварить из тех же прутков, оставив квадратный просвет нужного диаметра. Можно использовать зажим для троса подходящего размера (можно найти в магазине такелажа). Любой из этих упоров приваривается к основанию.
Держатель для троса — отличный фиксатор для прутка
Далее надо каким-то образом обеспечить захват и кручение второй части заготовки. Можно это сделать при помощи двух подшипниковых узлов. Внутрь вставляется труба подходящего диаметра, с одной стороны к ней приваривается ручка — конструкция напоминает букву «Т». С другой стороны в трубе делают фиксатор: сверлят четыре отверстия, в них вваривают гайки под 12 или 14 болты. В результате получается неплохой фиксатор — болты закручивают после того, как вставили пруток.
Дальше — дело техники — рычагом наворачиваем нужное количество витков. Нельзя сказать, что эта работа для слабаков, но при большом рычаге все не так уж и сложно.
Еще более простой станок для изготовления торсионов методом холодной ковки в следующем видео.
Видео про самодельные приспособления и станки для холодной ковки
ШАБЛОНЫ СПИРАЛИ ДЛЯ ИЗГОТОВЛЕНИЯ КОНДУКТОРА “УЛИТКА” – ПРИСПОСОБЛЕНИЯ ХОЛОДНОЙ КОВКИ: 13 комментариев
Спасибо за ранее удачи в делах
доброго дня! на андроид как скачать, в каком формате
Здравствуйте! Шаблоны спирали, как и все чертежи для скачивания на моем сайте, в формате jpg. Они запакованы в архив zip. Вам на андроиде необходимо распаковать архив и открыть шаблоны, как обычные фотографии. Если не получиться – сообщите, что-нибудь придумаем!
“>
Станок для холодной художественной ковки своими руками: чертеж, инструкция и видео
А давайте-ка сначала разберемся с горячими и холодными ковками, штамповками, гибками и прочими гнутиками. Чтобы затем с чувством и толком решить, нужен ли вам станок для холодной ковки, и если нужен, то какой именно.
Расставим понятия по теме «ковка» по правильным местам и приведем в порядок план своих дальнейших действий. Ковка металла своими руками – дело нешуточное, подойдем к этому вопросу со всей ответственностью.
Может быть, вам нужен пуансон? Главные понятия
Вы уже, наверное, заметили, что на нашем сайте мы очень любим указывать на что-нибудь неправильное. Сейчас тоже себе не изменим: понятие «холодная ковка» в привычном значении в корне неверное, читайте внимательно, разъясняем.
Сначала что такое ковка: это обработка металлов, нагретых до ковочной температуры, то есть, до температуры, когда металл становится мягким и поддается деформации. Кузнечное дело – это все про ковку – с молотом, наковальней, кузнечным горном и могучими бородатыми кузнецами кожаных фартуках.
Кузнечная продукция – дело эксклюзивное и недешевое. И, в общем-то, уже экзотическое, если исключить штамповку, которая производится автоматически и в огромных объемах.
Штамповка – выдавливание или деформация металла с помощью штамповочного пресса со специальной матрицей – насадкой на конце. Это он и есть – пуансон, который делается из самой высокопрочной стали. Штамповка бывает горячей с нагревом металлов до ковочной температуры и холодной – без какого-либо нагрева. За примером холодной штамповки далеко ходить не нужно – это все металлические банки для напитков.
Виды станков для ковки.
Подбираемся, наконец, к работе с металлами холодным способом – без нагревания. Вопрос: можно ли деформировать металл без нагрева? Ответ: да, можно. Единственный способ – механический. Называется он не очень серьезным словом – наклепыванием или наклепом. Для этого вам придется до одури бить молотом по металлу, пока его структура не начнет значительно меняться.
Этот процесс как раз и является холодной ковкой – механическая деформация металлических заготовок с помощью механических ударов молотом. Если вы решите заняться ковкой наклепыванием, то заранее передаем привет вашим родным и соседям – их ждут серьезные испытания.
Ну а если серьёзно, то любители холодной ковки методом наклепывания есть, мы пожелаем им успеха и пойдем дальше – к псевдо – холодной ковке, как ее привыкли называть.
Механическую деформацию металлов с помощью различных станков без разогревания правильнее называть гнутьем металлов, потому что в этом методе обработки металлов мастера гнут металлические прутья. Больше они ничем не занимаются – только гнут. Другой вопрос – как и куда гнут, по какой оси, но все это – художественные аспекты металлического гнутья, на которых мы тоже остановимся, но попозже.
Самое главное – в дальнейшем мы будем называть этот процесс холодной ковкой – так, как это делается во всех источниках, чтобы не было путаницы. Просто теперь мы разбираемся в методах и понимаем, в чем суть так называемой «холодной ковки».
Кстати, нужен ли вам пуансон? Красивое ведь слово. Вы ведь не будете заниматься промышленной штамповкой металлических заготовок? А вот художественная ковка своими руками – вполне реальная возможность в домашних условиях. Там есть даже легкая штамповка вместе с пуансонами… Разбираемся дальше.
Чертежи станка с ручным приводом
Рисунок 3. Чертеж ножки основания улитки.
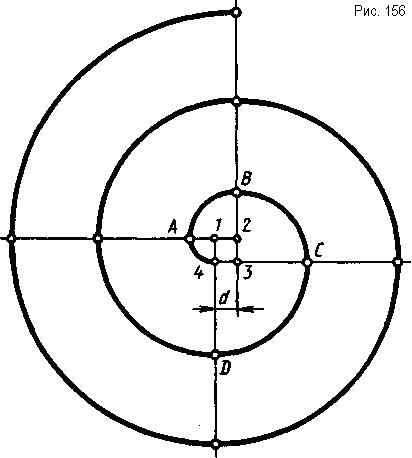
Станок, согласно данному чертежу (рис.1), смонтирован на основании, которое представляет собой плиту прямоугольной формы размерами 220х190 см.
Эта плита толщиной 5 мм имеет два отверстия. Одно из них круглое, диаметром 14 мм, для оси вала, а второе – овальное, шириной от 6 мм ближе к оси вала до 7 мм дальше от оси (рис.2). Это основание приварено к двум ножкам, которые имеют отверстие для их крепления (рис.3).
Ось вала имеет конусовидный конец. Она крепится намертво к основанию двумя гайками М14.
На ось свободно надевается приводная ось, которая имеет головку с двумя взаимоперпендикулярными сквозными резьбовыми каналами (рис.4).
В эти каналы закручиваются ручки.
К нижней поверхности основания приварены параллельные направляющие полозья (2 шт.) вдоль продолговатого отверстия.
Рисунок 4. Чертеж оси улитки.
Спиралевидный элемент (собственно улитка) сборный. Он состоит из 4 элементов, соединенных между собой шарнирно штифтами, продетыми сквозь проушины (рис.5).
Каждый соединительный штифт сегмента улитки имеет рифленую головку.
Дуговидные проушины имеют отверстия под соединительный штифт. Они приварены к концам сегментов. Величина изгиба улитки регулируется специальными корректирующими винтами, которые ввинчены в соединительный конец каждого из трех сегментов так, что упираются в торец предыдущего сегмента.
Каждый корректирующий винт на одной торцевой поверхности имеет прорезь под плоскую отвертку.
Центральный сегмент улитки представляет собой эксцентрик с отверстием для приводной оси, первой частью спиралевидного элемента и фиксирующим вырезом. Фиксирующий вырез представляет собой эксцентрическое полукруглое углубление в первой части сегмента радиусом 7 мм, центр которого находится на расстоянии 8 мм от центра детали. Толщина центрального сегмента, как и других сегментов, составляет 25 мм.
Рисунок 5. Чертеж сегмента улитки.
Эксцентрик с рифленой нижней частью, в поперечный канал головки которого вставлен барашек, уставляется внутрь направляющей. Последняя выставляется соосно с полукруглым вырезом приводной оси, а затем приваривается.
В продольное отверстие основания вставлен ползун, который прижимается снизу к основанию. Ползун вырезами фланца свободно входит между направляющими полозьями.
В верхнюю часть ползуна вкручена ось ролика, которая имеет шестигранную головку.
На ось ролика свободно надет сам ролик.
Таким образом ролик может занимать положение вдоль продолговатого отверстия основания и фиксируется в любом таком положении наворачиванием оси ролика на ползун.
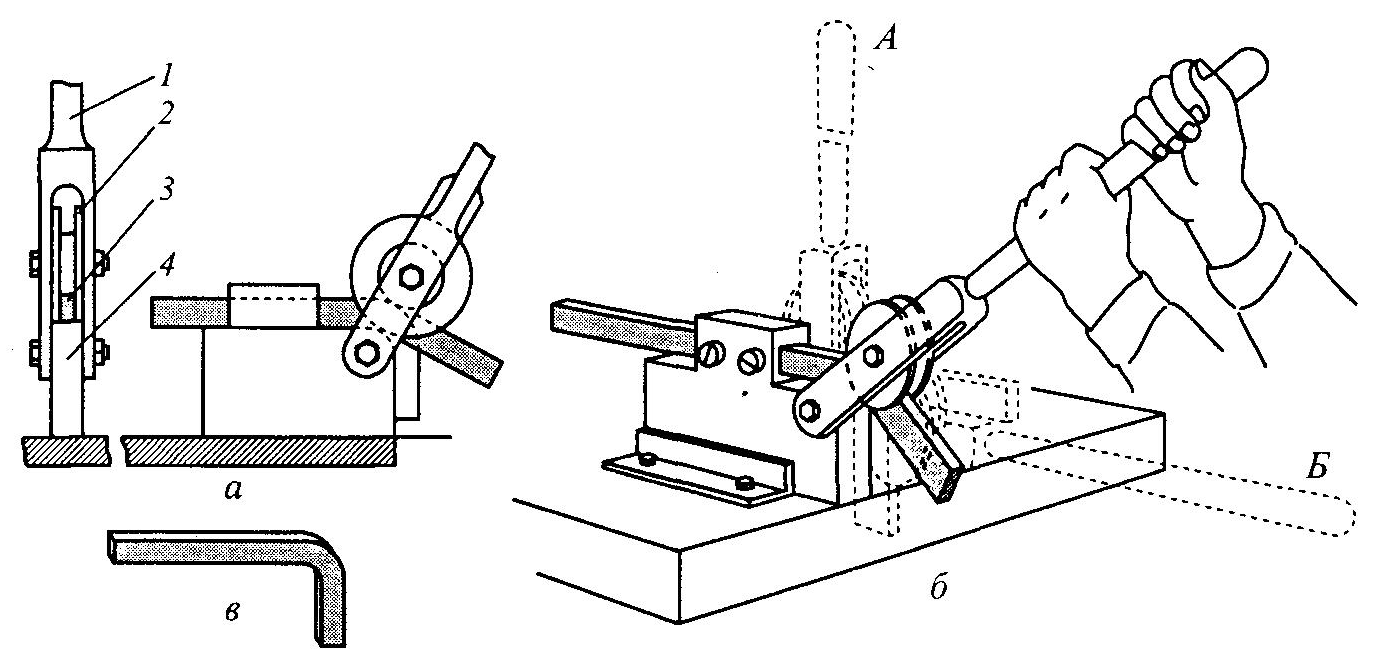
Работа с данным устройством довольно проста. Для начала вставляется конец прута или полосы в углубление приводной оси. Поворачивая эксцентрик, используя барашек, заготовка зажимается между его нижним концом и стенками углубления. Для этого ролик подводится к заготовке, ось ролика наворачивается гаечным ключом на 12 на ползун, зажимая его. Заготовка укладывается между эксцентриком центрального сегмента улитки и роликом.
Далее поворачивают приводной ось по ходу движения часовой стрелки, наматывая заготовку поверх центрального сегмента. Когда заготовка намотана до конца центрального сегмента, к ней, используя соединительный штифт, присоединяется второй сегмент. Ролик при этом отодвигается в новое положение.
И так далее изгибается до придания заготовки нужной формы. Для снятия полученного изделия со станка барашком поворачивается эксцентрик и отпускается конец заготовки. Подняв приводную ось с эксцентриком и всей улиткой, последние вынимаются из изготовленной спирали.
Уже давно люди научились изготавливать из металла изделия изящной формы. Это могут быть витиеватые фонари, козырьки, элементы каминов, кованая мебель, навесы и ограждения. До недавнего времени создавались такие изделия в процессе кропотливой и сложной работы кузнеца.
На сегодняшний день на рынке появилось современное оборудование, с помощью которого можно создавать кованые конструкции без нагрева металла. Преимущество ручной холодной ковки в том, что теперь для работ с металлом необязательно владеть какой-то сложной технологией и прилагать физические усилия. Будет достаточно знать, как работает оборудование, и как правильно его использовать.
Виды станков холодной ковки
Рассуждаем логически и по пунктам. Руками вы металл не погнете, как ни старайтесь. Холодная ковка своими руками производится только с помощью специальных станков. В них все дело. Это первый пункт. Одним станком не обойтись, их целая пачка. Это второй пункт. Некоторые из них можно сделать своими руками.
Если вы решитесь, вам понадобятся чертежи для станков холодной ковки. Сколько и каких станков нужно иметь, чтобы делать то, что вам нужно и нравится, зависит от того, что нужно и нравится. Именно так и в таком порядке.
Берем прут. Есть только два варианта согнуть его:
- Вдоль оси, чтобы прут стал напоминать витой шнур.
- Поперек оси в виде различных завитков, волн и изгибов.
Разновидности инструментов для ковки.
Все станки для холодной ковки делятся на четыре группы по такому же принципу:
- Торсионные станки, делающие продольную винтовую крутку прутьев и различные филаменты, которые мы разберем ниже.
- Твистеры для формирования завитков и спиралей с узкой серединкой.
- Гибочные станки для волн и зигзагов.
- Штамповочные станки для расплющивания концов прутьев в виде лапок, хомутиков и других узорчиков.
Твистеры
С давних времен мастера кузнечного дела производили завитки по оправочному шаблону посредством рожкового захвата-рычага. Метод этот малоэффективен, однако дает возможность без особого труда и больших временных затрат создавать различные гибочные оправки из обыкновенной металлической полоски. Упорный рычажный рог не позволяет шаблону сдвигаться под давлением детали. Рог обвода должен быть скользящим с фиксированием. Обработка будет протекать более медленно, однако с большей точностью.
Еще одно самодельное приспособление для фасонного сгибания – это крепкая доска со штырями опоры. Ими могут служить обыкновенные болты. Обрабатывать возможно полоску до шести миллиметров. Все зависит от вашей физической силы. Сгибают полоску «на глазок». Процесс довольно медленный, однако возможно создавать самые разные узоры.
Какой станок самый нужный?
Станок для холодной ковки своими руками: какой самый нужный и с какого начать? Однозначного ответа на этот вопрос нет, это вы должны решить сами. А чтобы решение было грамотным, пройдемся по основным видам станков, чтобы иметь представление об их функциональных возможностях и, главное, методах изготовления своими руками.
Следует помнить, с какими материалами вам придется работать в процессе холодной ковки: это металлические прутья или прутки с диаметром не больше 14-ти мм, квадраты и полосы с толщиной примерно от 3-х до 6-ти мм с шириной не более 25-ти мм.
Полный джентльменский набор станков в мастерскую для полноценной работы будет выглядеть следующим образом:
- твистер с улитками для получения спиралей различных радиусов;
- гнутик для изгибов дуг и деталей под различными углами;
- волна для выгнутых деталей и обработки металлических труб;
- глобус для получения больших дуг из профилей;
- фонарик для сгибания деталей;
- объемник.
Совсем не обязательно иметь все это сразу. Работу вполне можно начинать, имея два станка из первых двух пунктов – твистер и гнутик. У ковки своими руками есть великолепное преимущество: можно выбирать, что делать и с чего начинать. Начнем обзор с самого популярного станка – твистера или знаменитой улитки.
Станок «Улитка» своими руками
Некоторые домашние умельцы изготавливают ручное оборудование для холодной ковки самостоятельно. Используя приведенные в интернете чертежи можно довольно легко собрать станок «Улитка».
Необходимые инструменты и металлические детали:
- стальные полосы и листы;
- прутья из металла;
- профильная стальная труба;
- болгарка;
- плоскогубцы;
- сварка.
В первую очередь на лист бумаги необходимо нанести чертеж спирали с тремя витками. После этого нужно сверить размеры с тем, чтобы в резьбу помещался армированный прут диаметром в 10 мм. Теперь можно приступать к изготовлению станка.
- Из стального листа болгаркой вырезается пластины: 130х130 мм и 100х100 мм.
- Далее срезы трех стальных полос и трехсантиметрового прута зачищаются наждаком.
- По шаблону с помощью плоскогубцев стальные полосы загибаются так, чтобы получились три спирали разной длины.
- Все элементы станка привариваются по схеме.
- Внизу в центре инструмента приваривается стальная труба.
Сварочные работы должны быть выполнены качественно, так как именно от них зависит срок эксплуатации станка.
Делаем улитку с рычагом
Чертеж станка для ковки.
Перед тем, как приступить к практической части работы, нужно подготовиться теоретически. Речь идет о расчетах и чертеже станка и деталей к нему. Точных размеров вам никто не даст, ведь это самостоятельное конструирование.
Многое будет зависеть от наличия у вас сходных материалов, масштабов будущих работ по холодной ковке, габаритов помещения, где вы собираетесь работать и многих других факторов. Главное – принципы, которые нужно понять, чтобы выполнить самодельный станок холодной ковки своими руками – самый удобный вариант для вас и только для вас.
Вот что нужно собрать перед тем, как приступить к сборке:
- металлические плиты или полотно для столешницы толщиной не менее 4-х мм;
- металлическая круглая труба для стойки или каркаса;
- металлический прут;
- подшипники разного калибра;
- дрель;
- сварочный аппарат;
- ножовка по металлу;
- болты м8.
Базовые части
Базовых частей у твистера всего четыре. К их подготовке и, самое главное, монтажу уделить особое внимание:
- каркас или стойка;
- столешница;
- основной вал;
- рычаг.
Стойка
Только из металла, никаких деревянных брусьев. Ставим на продуманном месте, чтобы у вас был доступ к станку с любой стороны. У станка будут сильнейшие нагрузки, поэтому самым оптимальным вариантом может быть толстостенная труба или металлический уголок.
Лучше всего стойку забетонировать прямо в пол, это будет надежно. Внешне такая конструкция может напоминать табуретку. Как можно крепче – вот главный принцип производства стойки для столешницы. Поэтому металлические детали соединять лучше сваркой.
Столешница
Самодельный станок для ковки.
Важнейшая часть станка, которую лучше сделать из металлической плиты с приличной толщиной, желательно не меньше 5-ти мм. В производстве станков для ковки своими руками нельзя экономить на толщине металла, ведь столешница и другие базовые элементы будут принимать на себя огромную нагрузку.
Форма предпочтительнее в виде круга. Таких столешниц нужно сделать две: вторая нужна для сгибания прутков и размещения улиток.
Основной вал
Из этой же металлической плиты нарезать четыре прямоугольных треугольника с равными сторонами. Треугольники приварить к низу конструкции, а их основание – в центре окружности. Другой вариант вала – не из треугольников, а из трубы с толстыми стенками подходящего диаметра. Крепить либо болтами, либо сваркой.
Рычаг или рукоятка
И снова «как можно крепче»: рычаг прикрепить к валу кольцом, чтобы он вращался вокруг него. Ролик для сгибания прикрепить на верхней столешнице. Очень важно правильно рассчитать длину рычага, которая зависит от диаметра круга столешницы. Один прут должен быть примерно равен этому диаметру, второй прут – длиннее.
Подшипники крепятся к рычагу в его конце, это делается для большей свободы в направлениях движения рычага. Элементы рычага и фиксированные треугольники крепятся специальной круглой гайкой с большим диаметром.
Навесные детали
Здесь будьте внимательны, вам нужно выбрать степень сложности или, если можно так сказать, «художественности». У нас с вами три варианта.
- Улитка простая статичная
Самый простой и поэтому самый примитивный с художественной точки зрения вариант. Вы наносите чертеж улитки, то есть спирали прямо на столешницу.
Ни в коем случае не игнорируем требование в чертежах – холодная ковка любит точность и продуманность во всем.
Затем вырезаете из металлических толстых полос сегменты с повторением рисунка улитки и как можно прочнее привариваете их перпендикулярно к столешнице. Просто, но вовсе не гениально: на этой намертво приваренной улитке вы сможете делать лишь одинаковые простейшие изгибы без всякого полета творческой мысли.
Станок для гибки металла.
Впрочем, все зависит от того, что вы собираетесь ковать. Если, например, у вас в планах длинный кованый забор с незатейливым рисунком, то улитка простая статичная станет самым оптимальным вариантом.
- Разборная улитка из съемных частей
Сразу скажем, что это самый популярный вариант среди самодеятельных мастеров. На столешницу так же наносится контуры улиток. Вдоль этого контура сверлятся отверстия с резьбой. Сегменты улитки из металлических полос готовятся по картонным шаблонам, в них тоже сверлятся точно такие же совпадающие отверстия, что на столешнице.
Сегменты не привариваются, а крепятся болтами или цилиндрическими упорами. Главное преимущество – возможность гнуть спиралевидные детали с разными радиусами и разным количеством оборотов.
- Модульная система с разными улитками
Вариант с самой большой художественной свободой ковки своими руками: вместо сегментов с упорами здесь используются съемные модули с разными улитками – и по форме, и по размерам. Модули готовятся на отдельных металлических площадках, на которых сегменты приварены.
Конечно, с таким станком нужно хорошенько повозиться, но эта овчинка выделки стоит: вы сможете ковать настоящие металлические кружева. Все зависит от ваших планов: простой забор или кружевная беседка в саду?
Как сделать станок торсион?
Для такого инструмента холодной ковки подготовьте:
- листовую сталь;
- тиски;
- болгарку;
- крепежи — гайки с болтами;
- понижающий редуктор;
- электродвигатель;
- цепь;
- сварочный аппарат;
- двутавр.
Чтобы быстро собрать станок, придерживайтесь следующей последовательности действий:
- Возьмите в качестве основы двутавр.
- Приварите с одной стороны к нему стальной лист.
- К нему закрепите тиски — приварите и закрепите болты с гайками.
- К тискам приварите пластины сверху и снизу — это исключит выскальзывание металла при натяжении.
- С другой стороны двутавра закрепите ролики, а на них установите платформу.
- Сверху на этой конструкции установите и закрепите еще одни тиски, но с подвижной центральной частью.
- Сверьте, чтобы оба узла по разные стороны двутавра располагались на одной высоте.
- Приделайте ручку из стальных прутков — обод, прокручиванием которой вы и будете загибать металл.
- Соедините асинхронный двигатель с понижающим редуктором болтами.
- С обратной стороны рабочего узла — обода штурвала, торсиона протяните цепь.
- Закройте ее кожухом из стали.
Важно! В результате такой работы у вас получится станок с 2-мя блоками, один из которых неподвижный, второй — подвижный.
Видео
В этом видео наглядно показана конструкция торсиона к собранном виде и принцип работы на таком станке. Внимательно ознакомьтесь с ним, чтобы облегчить себе работу.
Делаем торсионный станок
Торсионная обработка принципиально другая – это винтовое скручивание прутьев вдоль. Этот станок совсем несложный для изготовления своими руками. Главное в нем – обеспечить крепкую фиксацию двух концов металлического прута, от этого зависит успех винтового скручивания.
В одном конце прут должен крепко держаться, в другом – с помощью рычага вращаться. Составные части торсиона – металлическая цилиндрическая заготовка из профилированной трубы и два крепежных элемента с фиксирующим устройством. Их можно выполнить из подшипниковых узлов.
В фиксаторах ввариваются гайки для болтов, которые закручиваются, чтобы удержать металлический прут.
Если в ваших планах есть пункт «накачать бицепсы и трицепсы», обязательно сделайте торсионный станок и начните скручивать прутья вручную. Торсионная ковка не для слабых, у вас появится великолепная мускулатура верхнего плечевого пояса. Но так или иначе, рычаг для вращения лучше сделать длиннее, так будет легче.
Гнутики, фонарики, волны и другие станки
Как видите, все остальные виды станков для холодной ковки мы собрали в одном маленьком разделе. Откуда к ним такое неуважение в отличие от улитки и торсиона, о которых мы рассказывали в отдельных разделах? Ответ будет честным в виде совета:
Если вы решили сделать кузнечный станок своими руками, остановите свой выбор на двух станках: улитке и торсионе. Во-первых, они абсолютно необходимы с функциональной точки зрения, во-вторых, они достаточно просты для самостоятельного исполнения.
Виды холодной ковки.
Остальные станки типа фонарика или волны можно соорудить намного позже, когда вы поймете, что холодная ковка – это ваше, и когда у вас в голове появятся конкретные творческие планы.
Но есть третий станок после улиток и торсиона, без которого начать холодную ковку не получится. Это гибочный станок. Внешне он кажется самым простым из всех, да и функция у него – самая, казалось бы, простая: гнуть прутья под определенным градусом или делать волны разного размера.
Гибочный станок не нужно делать своими руками, его лучше купить в готовом виде по двум важным причинам:
- Клинья и ролики, с помощью которых меняются размеры изготавливаемых элементов, должны быть выточены с соблюдением идеальных размеров. В домашних условиях это сделать практически невозможно.
- Гибочные станки стоят совсем недорого, так что требование экономии бюджета будет выполняться.
Имея в своем распоряжении три самых нужных станка – самостоятельно сделанные улитки и торсион и купленный гибочный станок – можно приступать к холодной ковке практически любой сложности. Осталось решить еще один небольшой вопрос.
Методика создания
Данная процедура выполняется поэтапно, и алгоритм действий будет следующим:
- Перед тем как сделать улитку для холодной ковки, следует подготовка, в рамках которой создается чертеж на бумаге и шаблон будущей конструкции. На этом же этапе следует определиться с тем, какого размера материалы будут обрабатываться с помощью самодельного инструмента: чем больше диаметр прутьев, которые будут служить заготовками, тем шире должен быть шаг станка. Размеры последнего всегда превышают диаметр заготовок.
- Рабочая поверхность: станок для холодной ковки имеет площадку, которая делается из листа металла, толщина его составляет 4-5 мм минимум. Площадь самой поверхности зависит от размеров деталей, которые предстоит обрабатывать, поскольку при проведении холодной ковки улитка должна оставаться в таком положении, чтобы работать с ее помощью было удобно и безопасно.
- Для создания формы можно взять металлический лист от 3 мм в толщину, чтобы с готовым приспособлением оказалось легче работать. Края заготовки желательно зафиксировать, для этого в устройстве есть прижимные валы. Кроме того, в качестве закрепляющего элемента может служить обрезанный прут, который равен по длине полоске заготовки. Важно, чтобы фиксация материала была надежной, поскольку удержать его вручную, когда работает станок для холодной ковки, физически невозможно.
Основные детали станка можно собрать в течение нескольких часов, если пользоваться подробным чертежом и инструкцией. Самодельная улитка для работ холодной ковки может иметь монолитную или сборно-разборную систему: выбор зависит от предпочтений мастера и времени, которое он готов затратить на создание. Сборные модели особенно актуальны, если мастерская оборудована на время; если же помещение обустроено на постоянной основе, имеет смысл сконструировать монолитное устройство. Сама улитка может быть сделана из следующих материалов:
- Толстый металлический пруток. Его сгибают в нужном положении с необходимым числом витком и крепят к рабочему столу посредством сварки.
- Металлический лист, из которого вырезают сегменты и крепят к поверхности на болты.
При необходимости работать с различными заготовками и создавать детали, отличающиеся формой и числом завитков, можно собрать рабочую поверхность, на которой будет несколько приспособлений, позволяющих выпустить предметы нужного типа.
Чертежи оборудования для холодной ковки: как сделать такое оборудование
Станок для холодной художественной ковки своими руками: чертеж, инструкция и видео
Самодельный станок для холодной ковки может пригодиться, если вам нравиться мастерить и вы не прочь сделать своими руками что-то красивое для загородной усадьбы, домашнего интерьера, для подарков близким и родным людям или просто для души.
Величественный внешний вид изделий, сделанных способом ковки, манит изящными линиями и завораживает взоры. Издревле, во всех лучших домах, можно было непременно увидеть такие украшения, как металлические ажурные завитушки. Да и сегодня, когда разработано огромное количество всевозможных материалов и технологий, кованые изделия не потеряли своей актуальности.
Изделия, изготовленные с помощью ковки, используются в дизайне наряду со стеклянными, пластиковыми и иными элементами декора. Ковка металла происходит холодным или горячим способом.
Для выполнения процесса горячей ковки нужно выполнить множество особых условий, потому ей очень сложно заниматься в домашних условиях. Более доступным способом является художественная холодная ковка.
Научиться ей намного проще, а при желании можно сделать самодельные станки для холодной ковки своими руками.
Процесс холодной ковки
При холодном варианте ковки потребуется два основных процесса:
Чтобы провести данные мероприятия, не нужно сообщать металлу какую-то температуру. Но определенная термообработка все-таки должна происходить между этапами работ.
Необязательно иметь в своем распоряжении полноценные станки для художественной ковки, часто любители изготавливают инструменты своими руками. С помощью самодельного оборудования можно придавать заготовкам всевозможные причудливые формы.
Нужно только обзавестись определенными навыками работы. Поэтому готовьтесь к тому, что для того, чтобы согнуть требуемую фигуру, будут необходимы чертежи и немалые усилия.
Выполнение работ возможно только с использованием сырья необходимой толщины.
Изделия, которые получаются с помощью самодельного станка для холодной ковки, намного крепче тех, которые выполняются или отливаются с помощью штамповки.
Так происходит за счет того, что металлические прутья, которые проходят через оснастку, прессуются вместе с приданием им необходимой формы. При этом способе ковки нужно не допускать ошибок, так как они практически не исправляемы.
С приобретением навыков вы сможете создавать своими руками привлекательные и замечательные изделия.
С помощью самодельного станка для холодной ковки, можно изготавливать такие изделия, как:
- элементы вроде балконных козырьков, поручней для лестницы;
- решетки на окна;
- ограды и заборы;
- мебель для дома – столы, стулья, кровати;
- элементы, которые используются в дизайне дома: обрешетки каминов, треноги для цветов.
Во время горячей ковки мастеру необходимо не только отдельное помещение, но и оборудование для кузнечного дела, а также специальные условия. При холодном способе нет необходимости предварительно разогревать заготовку, а непосредственно процесс выходит намного экономичней.
При обработке большой партии однотипных изделий своими руками все можно сделать при помощи трафаретов и чертежа. Так удается значительно уменьшить трудозатраты и сократить время изготовления.
Иногда детали необходимо нагреть, прогревание делают на участках стыков, чтобы не было кривизны.
Новичкам рекомендуется перед выполнением работ тщательно продумать план изготовления, нелишним будет видео урок и выполнить чертеж будущего изделия.
Инструменты и оборудование
Ручной станок для выполнения холодной ковки включает ряд элементов. Необходимые приспособления, которые понадобятся для работы:
- твистер;
- улитка;
- гнутик;
- волна;
- глобус;
- фонарик.
Многие названия покажутся забавными, но это довольно удобные для самодельного использования приспособления.
Главным инструментом для работы будет гнутик, который используется для изменения формы металла. Его функция — изгиб детали под необходимым углом или изгиб дуг с различным радиусом.
Улитка используется, как правило, для свивания в спирали стальных прутов. Это оснастка для сгибания прутков, полос, трубок, квадратов и профилей до формы спирали, изделий с различными формами и радиусом. Во время использования этого инструмента можно не ограничивать в радиусе создаваемую спираль и сделать ту величину, которая требуется.
Инструмент «фонарик» необходим для сгибания металлических деталей. С помощью него обрабатывают металлические прутки, сечение которых менее 30 мм, или квадратные профили сечением менее 16 мм.
https://www.youtube.com/watch?v=P0_BY3qVDwM
При помощи такого устройства, как волна, делают волнообразно выгнутые элементы. Применяют его и для обработки труб, которые имеют шестигранное или круглое сечение.
Твистер похож чем-то на фонарик. При помощи этих двух инструментов можно выкручивать прутья вокруг оси.
С помощью глобуса можно выполнить большую дугу из профильного прута толщиной до 12 мм. Причем концы заготовки также плавно сгибаются.
Этот инструмент для холодной ковки абсолютно не сложный, поэтому зачастую можно увидеть и самодельный. Заводскому он почти ни в чем не уступает.
Станки для ковки
Зачастую при работе, сделать станки для холодной ковки своими руками представляется гораздо целесообразней. Так как не каждый элемент можно полноценно обработать с помощью лишь ручного оборудования для ковки. Да и цена этого оборудования довольно большая, даже когда речь идет о простейшем станке улитке.
Если домашний умелец сделает какое-то изделие на самостоятельно изготовленном кондукторе, то вещь будет уникальной, хотя по некоторым параметрам и будет уступать той, которая сделана в заводских условиях. Если планируется делать большое количество деталей с помощью холодной ковки, то лучше всего сделать кондуктор с электромотором. Так вы облегчите себе рабочий процесс.
Полезным будет предусмотреть изготовление на станке основных видов работ – вытяжки, гибки и закручиваний. Эти устройства можно объединить во время создания кондуктора своими руками.
Во время вытяжки изделию придается определенная форма. Для чего ее нужно пропустить через валики или пресс, причем сечение исходного сырья уменьшится.
Процесс гибки состоит в том, что деталь гнут под требуемым углом. Выполнить эту операцию можно с помощью шаблонов. Они делаются таким образом: подготавливается чертеж изделия, по которому после делается шаблон.
На стальную пластину приварите завитушку, после этот лист крепится на станке в держателе. Окончание заготовки устанавливают в прорезь, второй конец фиксируется.
С помощью рычага происходит воздействие на один конец изделия, которое нужно протащить по всем изгибам пластины, используемой в роли шаблона.
Часто мастера сами собирают простые устройства, с помощью которых можно изготавливать довольно оригинальные изделия. Тут все зависит от опыта мастера. Рассмотрим одну из таких самодельных моделей, чтобы понять сам принцип.
Станок «Улитка» для ковки своими руками
С помощью этого станка домашние мастера выполняют всевозможные кольца и спирали, завитушки, волны. Чтобы сделать этого рода станок, нужно действовать согласно чертежам и технологии, которая включает в себя ряд этапов.
Прежде чем делать любые приспособления, ручные инструменты или станки для художественной ковки, требуется выполнение графических изображений, шаблонов, эскизов, чертежей будущего приспособления.
Чтобы более точно получилась разметка, лучше всего пользоваться миллиметровой бумагой. Нарисуйте на ней спираль, у которой постепенно увеличивается радиус витков. Между витками нужно соблюдать одинаковый шаг. Нужно сказать, что это условие необходимо соблюдать только в случаях, если нужна симметричность узоров, как правило, делают не более 4 шт.
Также учитывайте и то, какие будут заготовки, с которым нужно работать. Дистанцию между витками нужно сделать так, чтобы она немного превышала диаметр металлических прутьев, иначе сложно будет доставать из станка готовое изделие.
Для рабочей поверхности будет необходимо листовое железо. Толщина в четыре миллиметра вполне хватит. Определение размеров происходит на основании габаритов необходимых деталей. Чтобы сделать форму, потребуется листовой металл в виде полос толщиной три миллиметра. С этим материалом можно работать с помощью ручных инструментов. Его просто выгибают по шаблону в спираль с помощью плоскогубцев.
Чтобы создать полноценный процесс работы, необходимо сделать надежную фиксацию одного конца изделия. Тут понадобится кусок прута, который равен ширине полос. Для фиксации рабочей площадки потребуется верстак. Часто в роли стойки используют кусок толстостенной трубы. Главное – обеспечить максимальную фиксацию, так как при холодной ковке усилия прилагаются довольно большие.
Сборка станка
Чтобы сделать любой станок для холодной ковки, существует множество вариантов. Можно его изготовить разборным, монолитным или сплошным. При монолитной конструкции устройство целиком или части «Улитки» привариваются к площадке.
По длине конструкции можно приварить небольшие кусочки прутков с расстоянием 5-6 см, в рабочей площадке для них нужно сделать специальные отверстия. Не забывайте тщательно крепить концы изделий, которые будете выгибать.
Холодная ковка является особенно популярной среди начинающих в кузнечном деле.
Для изготовления изделий этим способом не нужно ни хорошо оборудованной мастерской (можно обойтись гаражом или сараем), ни обладания большим опытом, не нужны особые знания о поведении металлов.
Что касается приспособлений, то все необходимые станки и инструменты можно изготавливать своими руками в домашних условиях.
Источник: https://stanok.guru/stanki/kovochnoe-ustroystvo/stanok-dlya-holodnoy-kovki-svoimi-rukami-chertezh-i-video.html
Улитка для холодной ковки: как сделать своими руками и чертежи для изготовления самодельного станка
Для холодной ковки нужны несколько видов станков, это всем известно.
Какой из них идет под номером один, то есть самый важный? Без которого холодная ковка не получится? Ответ один: только улитка для холодной ковки.
Если разобраться, то имея в арсенале лишь этот станок, можно создавать чудесные кованые изделия из металлических завитков – от простых в исполнении до настоящих ажурных художественных произведений.
К счастью, улитки для холодной ковки относятся к станкам, которые можно сделать своими руками без потери качества изделий.
Как она работает, и какой она бывает
По своей сути – это деформация металлических прутков в виде их загиба. Чтобы пруток деформировался без нагрева, его нужно жестко фиксировать к шаблону станка. Такой станок не для слабых рук: прокрутка и деформация производятся с помощью ручного усилия.
Улитка для ковки — чертеж.
Станок может работать в виде двух разных конструкций:
- Самая простая опция – приваренный шаблон к основанию. Это монолитный кондуктор с единственным вариантом завитка в форме шаблона.
- Вариант, дающий больше разнообразия в завитках – несколько модулей с завитками разного диаметра, которые крепятся на одно основание.
Ручной привод также может быть представлен в разных опциях:
- Рычагом может быть любое подходящее приспособление.
- Рычаг, который прикреплен к станине и приводится в движение подвижным подшипником.
- В конструкциях посложнее применяются целых три рычага, которые вращают ось и прикрепленный к ней кондуктор.
Как сделать улитку для холодной ковки, какую опцию выбрать – проще или сложнее? Выбор зависит опять-таки от целесообразности, иными словами — от ваших производственных планов: что вы собираетесь делать, с какой производительностью и в каком количестве?
Начинаем с простого: монолитная улитка
Что такое работа мастера, и чем она отличается от остальных работ? Мастер делает любую, даже самую простую работу с чувством, толком и… удовольствием. Какое может быть удовольствие при самостоятельном производстве примитивного станка?
А вот какое – четко структурированные запланированные этапы работы:
- Чертеж с продуманными размерами, который можно нанести на бумагу, а можно прямо на основание кондуктора. Все размеры должны быть точно соблюдены, вплоть до соответствия толщина металлической полосы толщине контура формы на чертеже. Кстати, минимальная толщина должна быть не менее 3-х мм. Расстояние между витками также должно быть достаточным, чтобы между ними вмещался пруток для деформации. Если, скажем, размер вашего прутка 10 мм, то самым оптимальным будет расстояние между витками 12 — 13 мм.
- Основание станка должно быть достаточно массивным, вырезать его нужно из стали толщиной не меньше 4-х мм. Форму лучше делать круглую, диаметр круга должен быть больше диаметра улитки. Чаще всего размер основания делают около 70-ти мм.
- Для изготовления завитка металлическая полоса должна быть немного тоньше, чем для основания: достаточно будет 3-х мм. Если есть возможность, заготовку нужно прокалить, чтобы она лучше деформировалась и поддавалась обработке.
- Форму завитка из стальной полосы нужно приварить к основанию, которое, в свою очередь, крепко зафиксировать на станине. Не забывайте, что ваш станок должен будет выдерживать очень серьезные нагрузки, поэтому не жалейте сил и времени на максимальную прочность и массивность всех его элементов и, самое главное, крепости их соединения. Для этого, например, шаблон можно дополнительно зафиксировать на станине тисами. Тисы будут захватывать отрезок бруса, который нужно приварить к обратной стороне основания.
Разнообразие завитков: съемные конструкции
Модульная улитка отличается от монолитной одним: вместе намертво приваренного стального шаблона в основании наносятся отверстия для крепления разных шаблонов. Для такого станка нужно сделать такое же основание на массивной станине и несколько съемных модулей.
Такой тип станка для холодной ковки состоит из следующих частей:
- прямоугольное основание из толстого металлического листа, толщина от 4-х до 10-ти мм;
- разборный шаблон, может состоять из нескольких частей на шарнирных штифтах;
- вращающийся вал;
- приводной рычаг для вращения вала.
Такую улитку крепить к основанию нужно с помощью фиксации через просверленные отверстия в разных положениях. Сборные части завитков на основании меняются, в результате чего завитки получают разную кривизну. Крутизна дуги также регулируется специальными винтами на соединительных шарнирах.
Честно говоря, такую «шарнирную» опцию самостоятельно сделать очень и очень непросто. Чаще всего мастера поступают следующим образом: покупают готовые штампы, которые крепят на станину с основанием.
Не игнорируем чертежи! Можно, конечно, нанести без всяких расчетов рисунок завитка прямо на основание – «не париться». Так часто поступают новички. Но если вы претендуете называться мастером и хотите сделать улитку для холодной ковки своими руками высокого качества, вам придется делать чертежи с расчетами размеров и других параметров.
Чертежи пригодятся вам не только в процессе изготовления станка. Они станут чрезвычайно полезным подспорьем в расчете материалов, на которые вам так или иначе придется потратиться. Предварительные чертежи изделий помогут вам рассчитать, например, количество и стоимость металлических прутьев.
Холодная ковка на улитке остается самым популярным видом работ по металлу серди любителей. Вместе с тем этим ремеслом вполне можно заниматься профессионально. И если для хобби вам будет достаточно самодельного станка, то для профессиональной ковки вам в итоге понадобится инструмент помощнее. Удачи вам в начале большого пути.
Источник: https://tutsvarka.ru/kovka/ulitka-dlya-holodnoj-kovki
Холодная ковка, станки и чертежи своими руками
Станки для ковки являются хорошим инструментом для художественных и творческих людей, у которых есть желание создать что-то красивое и индивидуальное в своем доме, чтобы подчеркнуть интерьер, а может сделать хороший подарок своими руками для важных людей. Существует два способа ковки металла.
Чтобы сковать что-то способом горячей ковки необходимо произвести множество приготовлений и действий, поэтому дома проще всего ручная ковка дается, пользуясь способом холодной ковки.
Период обучения такому процессу не занимает много времени, к тому же есть реальная возможность сконструировать станок своими руками.
Станки для холодной ковки своими руками.
Начало холодной ковки самодельными станками
Холодная ковка своими руками требует два обязательных действия – пресс и гнутье. Для совершения всех этих действий придавать определенную температуру для металла нет необходимости, но все равно необходимо провести термообработку.
Чтобы сконструировать что-то своими руками, уже не обязательно иметь специальные станки для художественной ковки, теперь можно создать станки для ковки металла в домашних условиях. Но без опыта работы с такими инструментами все равно не справиться. Чтобы вся работа была успешной, нужно пользоваться металлами определенной толщины.
Самодельный станок для холодной ковки запросто можно использовать для создания конструкций, которые будут значительно прочнее, нежели те, которые были изготовлены штамповкой.
Кованые изделия своими руками получаться высококачественными, когда будет все сделано верно и без ошибок, ведь исправить их очень сложно.
После нескольких работ, благодаря полученному опыту, можно начать делать превосходные конструкции, используя самодельные станки и приспособления для холодной ковки.
При изготовлении большого количества одинаковых металлических конструкций лучшего всего воспользоваться чертежами, приготовленными заранее. Чертежи на станки для холодной ковки своими руками заготавливаются заблаговременно.
В некоторых случаях деталь лучше будет прогревать, чтобы избавиться от дефектов в последующем. Тем, кто не так давно начал использовать самодельные станки для холодной ковки для начала стоило бы продумать план работ, а так же приобрести необходимые навыки.
Не лишней тут будет помощь различных видео уроков в сети интернет, а так же специальных курсов.
Самодельный станок для холодной ковки.
Компоненты станка и необходимые инструменты
Станок для ковки своими руками состоит из определенных устройств. Среди которых обязательно должны быть:
- гнутик;
- улитка;
- волна;
- глобус;
- твистер;
- фонарик;
Этими приспособлениями пользоваться лучше всего. Улитка для холодной ковки своими руками понадобиться для сплетения стальных прутьев. Можно ознакомиться с фото, чтобы лучше разглядеть конструкцию и пример деталей. Кузнечное оборудование для холодной ковки металла отыгрывает важную роль в работе. Основным инструментом во время работу будет гнутик. Это весьма простой элемент.
Изготавливаем станок.
Чтобы обработать трубы с шестигранным и круглым сечением используют «волну». «Фонариком» сгибают металлические прутья, а твистер чем-то на него похож, весьма удобное преспособление. Глобусом делается большая дуга из профильных прутьев.
Станки холодной ковки в большей мере выгоднее всего сделать самому, ведь далеко не все можно обработать ручными инструментами, а цена за станок для художественной ковки очень высока.
Когда мастер за счет своих навыков с помощью своего оборудование создаст конструкцию, она будет неповторимой и особенной, пускай в чем-то и будет не такой качественной, как заводская. При изготовлении большого количества деталей, правильно будет создать кодуктор на электромоторе. Это облегчает процесс работы.
Станок холодной ковки своими руками должен быть приспособлен для таких видов работ, как гибка, закручивание и вытяжка.
В процессе вытяжки конструкция приобретает определённую форму. Поэтому она должна пройти через пресс, после чего сечения первостепенного материала станет меньше. Под гибкой подразумевается создание гнута в нужном угле. Для этого понадобятся шаблоны.
Фото чертежей кованных изделий своими руками приготавливается заранее из которого и будет сделан шаблон. К стальной пластине прикрепляется завитушка, а сам лист закрепляется в держателе станка. В конце заготовке размещается прорезь, другой же конец закрепляется на месте.
Используя рычаг, происходит влияние на окончание конструкции, которое необходимо провести по каждому изгибу пластины, которая используется как шаблон.
Видео самодельного станка по загибанию балясин
Станки для холодной ковки своими руками
Многие опытные изготовители собственноручно собирают несложные механизмы, которые позволяют создавать уникальные конструкции. На это влияет стаж работы.
Чертежи на станки для холодной ковки своими руками можно в достаточном количестве найти в интернете, как и фото изделий холодной ковки, которые можно получить в итоге.
Фотография такого оборудования позволяет выполнить мастеру чертеж с нуля, если у него есть опыт.
Можно рассмотреть станок «Улитка». Используя его можно создавать различные спирали или волны. Для создания такого станка нужно иметь чертежи на станок для холодной ковки своими руками такого типа, а так же делать все в соответствии с технологией.
Рабочая поверхность должна состоять из листового металла. 4 мм толщины будет достаточно. Размеры устанавливаются исходя из габарита детали. Для придания форму необходим листовой металл в толщину 3 мм и в виде полос.
Он выгибается по шаблону плоскогубцами и получается спираль.
Для создания нормального процесса работы нужно хорошо зафиксировать один из концов детали. В этом поможет прут, равный ширине полос. Чтобы зафиксировать рабочую площадку нужно будет использовать верстак. Основная цель всего – придать максимальной неподвижности детали, потому что во время холодной ковки нужно приложить большие усилия.
Перед началом изготовления любого станка для холодной ковки, инструментами для ручной работы нужны шаблоны, эскизы и различные чертежи, в том числе и чертеж на оборудование для холодной ковки своими руками.
Придать более хорошую точность разметке можно за счет миллиметровой бумаги. Нужно нарисовать на ней спираль, где будут увеличиваться витки в радиусе. Между ними нужно должным образом соблюдать равную дистанцию. Такое условие будет обязательным только для создания симметричных узоров.
Станок для холодной ковки.
Конструирование станка
Для создания любого станка можно использовать несколько вариантов на выбор – разборный, монолитный или сплошной. По все длине бедующего станка рекомендуется приварить маленькие прутки. На рабочей площадке для этого стоит просверлить специальные дырки. Требуется хорошо закрепить концы деталей, которые будут выгибаться.
Такой способ ковки очень популярен у новичков кузнечного дела.
Используя станок для холодной ковки металла, сделанного своими руками, неопытный мастер сможет изготовить кованые балконные козырьки, поручни для лестниц, различные решетки для окон, заборы, многочисленную мебель для дома, ограждения, различные кованые аксессуары и предметы декора, которые дополняют интерьер помещений, на подобии решеток под камины. Это хороший вариант для начинающих специалистов.
Коллекция чертежей станков для холодной ковки
Чертеж для улитки с лемехом
На чертеже представлено устройство гибочной улитки с лемехом и правила работы с ним.
Чертеж станка улитка с лемехом.
Подробный чертеж станка улитки.
Чертеж станка улитки.
Чертеж устройство для гибки «Хомута»
Чертеж устройств холодной ковки для гибки хомутаЧертеж устройств холодной ковки для гибки хомута
Чертеж приспособления Гнутик
Так схематически выглядит Гнутик.Чертеж для создания Гнутика.
Видео кузнечного оборудования холодной ковки для малого бизнеса
Источник: https://1builder.ru/xolodnaya-kovka-stanki-i-chertezhi-svoimi-rukami.html
Свой станок для холодной ковки и чертеж своими руками
instrument.guru > Металлообработка > Свой станок для холодной ковки и чертеж своими руками
Cтанки для холодной ковки пригодятся тем, кто любит мастерить и разбирается в таком оборудовании. Многие используют станки при создании усадеб, интерьера и подарков.
Изделия, сделанные с помощью холодной ковки, используют как украшения вместе с другими элементами декора. Чтобы заниматься холодной ковкой, нужно прилагать много усилий. Этим трудно заниматься дома.
Самым легким способом считается художественная холодная ковка.
Чтобы сделать нормальное изделие своими руками, нужны будут инструменты и чертежи. Эти вещи уменьшают затраты и сокращают время изготовления. В некоторых случаях детали нагревают, чтобы на стыках не было кривизны. Перед созданием самодельного станка холодной ковки нужно заняться проектированием. Чтобы сделать точную разметку, нужно использовать миллиметровую бумагу.
Вначале нужно нарисовать спираль, которая будет постепенно увеличиваться, соблюдая при этом симметричность узоров.
Дистанцию витков нужно размещать так, чтобы она была больше диаметра прутьев и можно было взять из станка сделанное изделие. При создании рабочей поверхности нужно использовать листовое железо.
Размеры определяют с помощью основания габаритов и использованных деталей. Чтобы создать форму, нужен листовой металл в виде полос.
Перед началом работы всем начинающим нужно ознакомиться с видеоматериалами о холодной ковке оборудования своими руками.
Инструменты и материалы для холодной ковки:
- твистер;
- улитка;
- гнутик;
- волна;
- глобус;
- фонарик.
Самым важным приспособлением для работы всегда был гнутик. Он используется при изменении формы металла. Главная функция гнутика — изгиб детали под разными углами.
Улитка применяется для манипуляций в спирали. Она является оснасткой для сгибания различных изделий, профилей и т.д. При работе с этим инструментом можно не ограничивать спираль в радиусе и сделать нужную величину.
Фонарик необходим для сгибания материала из металла. С помощью фонарика обрабатывают прутки из металла. Благодаря приспособлению волна можно создавать волны и выгнутые куски. Применяют волну при обработке труб с круглым сечением.
Твистер имеет схожесть фонариком. При его помощи можно выкручивать прутья.
Глобус помогает создать большую дугу из профиля с толщиной до 12 мм. В конце заготовки тоже сгибаются. Это самый легкий инструмент и его довольно часто делают своими руками.
Станок для холодной ковки своими руками, чертежи
По размеру конструкции можно приварить маленькие кусочки прутков с расстоянием 5-6 см. В конструкции нужно сделать отдельные отверстия. Если лень разбираться, как правильно собрать станок для холодной ковки, всегда можно посмотреть обучающее видео.
При возведении кондуктора своими руками нужно обратить внимание на виды основных работ: вытяжки, гибки и закручивания. Все эти механизмы можно объединить в одно. Во время вытяжки для изделия создается нужная форма. Лучше всего изделие пропустить через валики или пресс, из-за этого сечение исходного сырья может уменьшиться.
Основной процесс гибки состоит из того, чтобы деталь гнули под определенным углом. Выполнить эту операцию можно с использованием шаблона.
Это делается следующим образом:
- подготовка чертежа;
- создание шаблона по чертежу;
- приваривание завитушки на стальную пластину;
- лист нужно крепить на станке в держателе;
- установление прорези и окончательная фиксация.
При создании шаблона специальный шов нужно проводить с внешней стороны, чтобы он в последующем не мешал при эксплуатации материала.
Виды станков для холодной ковки
Существует несколько видов станков для холодной ковки:
- твистеры — создают плоские спирали и узкие завитки;
- торсионные станки — помогают получить винтовую крутку и части из больших спиралей: корзины, фонари, луковицы;
- станки для штамповки и концы прутьев разливают в специальные наконечники для фасовки. Создают различные хомуты, для соединения деталей рисунка или узора. После пытаются сделать мягкую волну для поверхности;
- гибочные станки бывают разных видов: нажимные, протяжные, комбинированные. С помощью первых видов можно получить волны и зигзаги. При помощи вторых получают кольца, завитки, спирали. Последние помогают получить все виды изделий.
Как сделать станок для ковки своими руками?
Из-за того, что станки для холодной ковки имеют высокую стоимость, а цены зависят от производителей, многие люди прибегают к созданию таких станков своими руками.
При создании самодельного станка « Улитка » понадобится следующее:
- прутья из металла;
- стальные листы в виде полосок;
- специальная труба;
- сварка, плоскогубцы, болгарка.
Основная схема для создания станка:
- возьмите обычный листок, нанесите на него рисунок спирали, проверьте размеры для резьбы;
- при помощи болгарки, нужно сделать два отдельных листа из пластины;
Первая с параметрами 100х100 мм и вторая 130х130 мм.
- возьмите прут и полосы из стали, почистите края срезов от заусениц;
- плоскогубцами создайте изгиб стальных полос по схеме;
- приварить элементы;
- приварите стальную трубу снизу.
Вот весь несложный процесс по созданию станка для ковки из разных материалов.
Чертежи для создания станка можно использовать совершенно разные, все зависит от материалов, использованных в работе.
Как создать свой ковкий станок торсион? Этот станок используют при закручивании спиралей в виде змейки, созданных из металла.
Инструменты для создания:
- стальной лист;
- балка;
- тиски и элементы для крепежа;
- редуктор, цепь или электромотор;
- болгарка;
- сварка.
Схема действий при создании станка для холодной ковки:
- за основу берется балка, к которой приваривают стальной лист;
- к стали прикрепить тиски, потом приварить и зафиксировать болтами с гайками;
- прикрепить пластины к тискам, чтобы ваш материал не выходил из станка;
- вторую сторону балки укрепляют роликами, на которые ставится платформа;
- на поверхность нужной конструкции ставят тиски с подвижными элементами;
- конструкция оснащается специальной ручкой из стали, сделанной из прута. Благодаря вращению ручки, изделие будет загибаться;
- болты берут для соединения редуктора и двигателя;
- закрываем конструкцию кожухом.
Вот основные способы создания самодельных станков своими руками. Главное — это желание и усиленная работа, тогда все получится. Оборудование и приспособления для работ по холодной ковке можно купить в любом специализированном магазине.
Источник: https://instrument.guru/metalloobrabotka/svoj-stanok-dlya-holodnoj-kovki-i-chertezh-svoimi-rukami.html
Самостоятельное изготовление станка для холодной ковки – Школа по утеплению дома
ГлавнаяТрубы для отопленияСамостоятельное изготовление станка для холодной ковки
31.01.2017
Очень популярными благодаря своей красоте и изысканности давно стали изделия из металла, сделанные при помощи ковки. Такие декоративные элементы достаточно дорогостоящие и не всегда есть возможность заказать себе все желаемые украшения в интерьер или загородный дом.
Но, помимо горячего вида ковки, которая нужна для того, чтобы создавать металлические декоративные конструкции, есть холодная ее разновидность.
Последний вариант можно реализовать самостоятельно, для этого понадобиться соорудить станок для холодной ковки своими руками, после чего можно будет приступить к реализации всех задумок и идей.
Станок для ходолной ковки своими руками
Разновидности станков
В основном все приспособления, которые предназначены для изготовления деталей из металла при помощи ковки холодного типа характеризуются ручным приводом.
По принципу электропривода работают немногие из них, хотя соорудить такую конструкцию можно с каждым из приспособлений.
Единственный вопрос относительно привода – это целесообразность, потому как затраты на энергоресурс, который питает агрегат и сложность процесса установки механизма могут не оправдывать себя, если соотносить их с количеством выполняемой работы и ее регулярностью.
В таблице указаны все приспособления, которые работают за счет привода ручного типа, относящиеся к процессу холодной ковки.
| Устройство | Краткое описание |
| Твистер | При помощи такого устройства происходит закручивание металла, формирование спиралей и завитков, имеющих узкую сердцевину. |
| Станки торсионного типа | При помощи такого станка происходит закручивание прутов винтового типа, а также возможно изготовление спиралей большой величины и филаментов (корзинок, фонариков и луковиц). |
| Инерционно-штамповочные станки | Предназначаются для того, чтобы изготавливать соединительные части меду декоративными составляющими, делать узорные наконечники и различный мелкий рисунок и рельеф. |
| Станки для гибки | Существует несколько разновидностей таких станков: нажимного, протяжного и комбинированного типов. Первая разновидность нужна для того, чтобы получать волнообразные изгибы или зигзагообразно изогнуть прут. Протяжная разновидность востребована, когда необходимо изготовить кольцо, завиток или спираль, имеющую широкую сердцевину. Используя комбинированную разновидность можно соорудить любой из перечисленных элементов. |
Видео по изготовлению станока для холодной ковки своими руками
Отличия холодной ковки
Существует такое понятие как «штамповка», которое иногда путают с холодным типом ковки. Сама же холодная ковка имеет 2 принципа, по которому может происходить этот процесс. В таблице указаны различия процессов.
| Процесс | Описание |
| Штамповка | Процесс штамповки можно описать как выдавливание определенных фигур при помощи пуансона, который работает при высоком уровне давления. Примером процесса штамповки служит алюминиевая банка. Нагрев металла при этом не используется. Возможность применить такую технологию дома вряд ли возможно, поскольку невозможно создать для этого необходимые условия. |
| Холодный тип ковки (наклепывание) | Такая разновидность холодной ковки, по сути, есть наклеп, а именно проводится в процессе определенное число ударов очень большой силы, что позволяет структуре металл изменяться и становиться необходимых параметров по размеру и форме. Такая манипуляция проводится при помощи молота, который также можно соорудить своими руками. |
| Холодный тип ковки (гнутье) | Иная разновидность – это гнутье. При такой технологии металл по структуре остается прежний, не меняя своих характеристик. Этот тип ковки возможен для использования дома, для него лишь нужно заняться созданием станка для холодной ковки своими руками. |
Ковкой холодного типа, которая проводится по принципу гнутья заниматься довольно просто, особенно если имеется специальное оборудование стационарного типа, которое облегчает существенно процесс. Преимуществом такой разновидности является и то, что собрать практически любой станок для холодной ковки своими руками можно без больших затрат на это.
Источник: https://v-teplo.ru/stanok-dlya-holodnoj-kovki.html
Как изготовить красивые изделия методом холодной ковки
Человеку, неравнодушному к кованым изделиям, можно только позавидовать. У него есть все необходимое для воплощения самых смелых проектов оформления.
Приспособления для изготовления элементов холодной ковки можно приобрести в готовом виде или изготовить своими руками, но в том или ином случае, вы можете быть уверенны, что работать с ними будет удобно и просто.
При этом большой физической силы не потребуется, все что нужно, это нажимать на нужные кнопки и поворачивать своевременно специальные рычаги.
Единственное, что нужно помнить, это то, что изготовление кованых изделий холодным способом требует соблюдения строгих правил и последовательности.
Другими словами, холодная ковка — это поэтапный технологический процесс, при котором происходит деформация металлических заготовок, в зависимости от нужного проекта.
Чтобы иметь большее представление об этой работе, необходимо разобраться, каких видов бывает ковка, как называются популярные кованые элементы и как выглядит изготовление кованых изделий своими руками.
Виды холодной ковки
При изготовлении металлических изделий можно выделить 7 видов холодной ковки. Это своего рода этапы создания элементов, которые нужно выполнять при работе с заготовками.
Самым главным этапом является ковка заготовок из металла. Это самый большой, ответственный, сложный и серьезный процесс, поэтому к нему нужно отнестись очень внимательно. Холодная ковка может быть нескольких видов:
- Осадка — она выполняется под высоким давлением. Это нужно для того, чтобы увеличить заготовку по бокам, за счет уменьшения ее высоты.
- Протяжка — этот этап выполняется путем нагревания металлической детали с последующей обработкой ее молотком. Это нужно для того, чтобы уменьшить площадь поперечного сечения за счет увеличения длины металлического прута.
- Прошивка — этот этап подразумевает проделывание отверстий внутри заготовки. При выполнении такой работы можно получить отверстия разного диаметра и длины. Она бывает открытой и закрытой.
- Штамповка — на этом этапе происходит пластичная деформация металла, что приводит к изменению формы или размера заготовки. Штамповка может быть объемной или листовой. При первом варианте работы выполняются под давлением. В этом случае деталь нагревается и подвергается прессованию до нужных размеров. Этот метод больше подходит для производственных масштабов, когда нужно изготовить большую партию одинаковых элементов. Листовая штамповка отличается от первого варианта тем, что детали производят из листового железа. Этот метод подходит для изготовления мелких или средних деталей, при этом они будут отличаться высоким качеством и прочностью.
- Прессование — на этом этапе происходит повышение плотности металлической заготовки и изменение ее формы, за счет высокого давления. Прессование может быть прямым и обратным. При прямом способе происходит выдавливание металлических заготовок через различные отверстия, что приводит к получению различных прутьев, труб и профилей. При обратном прессовании металлические изделия располагают в специальном формуляре, при этом давление подается в обратном направлении.
- Волочение — это процесс протягивания металла, только уже прессованного, через специальную матрицу. При этом способе обработки можно получить различные фасонные профиля, проволоку или тонкие трубы.
- Прокатка — это заключительный этап обработки, при котором задействован закон силы трения. При трении специальных валиков о металлическую поверхность происходит деформация заготовки. Прокатка может быть нескольких видов, в зависимости от способа вращения валиков:
- продольная — при которой вращение валиков происходит в разные стороны. Это приводит к постепенному обжиманию и удлинению металлической детали. Таким способом производится листовое и ленточное железо;
- поперечная — при которой движение валиков происходит в одном направлении. Это приводит к деформации заготовки в поперечном направлении. Этим методом изготовлены цилиндрические шестеренки с накатными зубцами;
- винтовая — при которой расположение валиков выполнено под углом друг к другу. В этом случае заготовка проходит одновременно два валика с поступательным и вращательным движением, что позволяет получить небольшой зазор, в который и попадает металл. Таким способом получают трубные заготовки, «гильзы».
Приспособления для холодной ковки
Изготовление кованых изделий холодным способом предусматривает использование нескольких приспособлений или станков. Как было сказано выше, их можно приобрести, или изготовить своими руками, но для начала, давайте разберемся, какие детали можно получить при помощи различных станков.
- Улитка — такой механизм применяется в том случае, если металлической заготовке нужно придать спиралевидную форму. В большинстве случаев такой механизм крепят на стальную толстую плиту либо делают съемной. Сама плита должна быть достаточно прочной, а допустимая ее толщина не должна быть меньше 4 мм.
Как работать с механизмом улитка, можно посмотреть на предложенном видео:
- Универсальный механизм — он позволяет выполнять несколько функций, резку, клепку и формирование металлических изделий. Кстати, такое устройство легко можно собрать своими руками, что в значительной степени сэкономит ваш бюджет.
- Гнутик — такой механизм позволяет создать дуговую деформацию металлической детали. Но здесь нужно провести точные расчеты и замеры, чтобы не ошибиться с радиусом изгиба.
- Твистер — механизм этого плана позволяет сгибать заготовку по продольной оси уже готового изделия. Принцип действия такого механизма заключается в том, чтобы изогнуть изделие, зажав его с одной и другой стороны. При этом вращающаяся рукоятка позволит произвести скручивание детали.
- Волна — механизм такого плана позволяет получать волнообразные детали из металлических заготовок. На таком станке принято изготавливать решетки «Боярские» или «Волна».
- Штамповый пресс — название говорит само за себя. Такой механизм позволяет наносить на металлические детали штампы с различными резными элементами. В арсенале каждого мастера должны быть несколько таких штампов, тогда и готовые изделия будут более разнообразными. Принцип его действия очень прост, под действием давления на металлических элементах остаются четкие отпечатки с шаблонов.
- Механический узел — этот механизм позволяет изгибать металлические прутья в круг. При этом диаметр таких изделий может быть разным. Поэтому в арсенале мастеров такое приспособление незаменимо.
Холодная ковка своими руками, пошаговая инструкция и советы специалистов
Как это ни странно, но кованые изделия можно изготовить даже в домашних условиях. Конечно, они не будут столь вычурными, как элементы горячим способом изготовления, но в качестве декоративного оформления им нет равных. Все что вам нужно, это несколько приспособлений, описанных выше, материалы и самое главное, желание. Остальное — это соблюдение технологии.
Процесс изготовления состоит из нескольких этапов:
- Первое, что вам нужно сделать, это нарисовать эскиз будущего изделия. Если вы только учитесь, попробуйте соорудить что-то элементарное, и только потом беритесь за большие объемы. Что касается эскиза, то на нем нужно отразить все нюансы будущей конструкции, рисунок, нужные детали и размеры. Здесь же продумайте, сможете ли вы выполнить задуманные элементы на вашем оборудовании? Каждый механизм предназначен для выполнения одной функции, но не всех сразу.
- Второе, о чем нужно подумать, это как правильно рассчитать материал. Если вы задумали изготовить подставку для цветов из элементов холодной ковки, то нужно подготовить железную трубу и металлические полосы, а для ворот или забора перечень материалов будет намного шире.
- Теперь можно приступать к изготовлению самих деталей. Для этого возьмите подходящий механизм и заготовку и выполните нужное количество кованых элементов.
После изготовления всех деталей можно начинать собирать задуманную композицию. Для крепления лучше использовать сварку, но и переусердствовать с ней не стоит, чтобы не повредить более мелкие элементы.
Финальным этапом будет обработка готового изделия, которая подразумевает шлифовку и покраску готовой композиции.
Если вы взялись за изготовление кованых элементов холодным способом, то вы наверно изучили рынок цен и оценили ваши финансовые возможности.
Если нет, то сначала обратите внимание на стоимость материалов, необходимого оборудования и способы обработки готового изделия. Но в любом случае изделие, изготовленное своими руками, стоит всех затрат.
А снизить их можно на оборудовании, если изготовить его своими руками.
Источник: http://guru-remonta.ru/obshhie-voprosy/holodnaja-kovka.html
Холодная штамповка | MachineMfg
Холодная штамповка – это общий термин для обработки пластмасс, такой как холодная штамповка, холодная экструзия и холодная высадка.
Холодная штамповка – это процесс штамповки при температуре ниже температуры рекристаллизации материала, и это штамповка при температуре ниже температуры восстановления.
Ковка при производстве заготовок без нагрева называется холодной ковкой.
Материалы для холодной штамповки – это в основном алюминий и некоторые сплавы, медь и некоторые сплавы, низкоуглеродистая сталь, среднеуглеродистая сталь и низколегированная конструкционная сталь с меньшим сопротивлением деформации и хорошей пластичностью при комнатной температуре.
Холодные поковки имеют хорошее качество поверхности и высокую точность размеров, которые могут заменить некоторые процессы резания.
Холодная ковка позволяет упрочнить металл и повысить прочность детали.
ОпределениеХолодная штамповка, также известная как холодная объемная штамповка, представляет собой производственный процесс и метод обработки.
Это в основном то же самое, что и процесс холодной штамповки.
Процесс холодной штамповки также состоит из трех элементов: материалов, форм и оборудования.
Только материалы в процессе штамповки – это в основном листы, а материалы в процессе холодной штамповки – в основном диски или проволока.
Базовая концепцияХолодная ковка относится к формованию различного объема, выполняемой при температуре ниже температуры рекристаллизации металла.
Согласно теории металлографии, температура рекристаллизации различных металлических материалов различна; температура рекристаллизации = 0,3 ~ 0,5 температуры плавления.
Температура плавленияT приведена в следующей таблице:
| Металл | Мин. Температура рекристаллизации / ℃ | Металл | Мин. Температура рекристаллизации / ℃ |
| Железо (Fe) и медь | 360 ~ 450 | Олово (Sn) | 0 |
| Медь (Cu) | 200 ~ 270 | Свинец (Pb) | 0 |
| Алюминий (Al) | 100 ~ 150 | Вольфрам (Вт) | 1200 |
Из цифр в таблице известна самая низкая температура рекристаллизации металлического железа и неметалла.
Даже при комнатной или нормальной температуре формовку свинца и олова нельзя назвать холодной ковкой, а горячей штамповкой.
Однако формовку железа, меди и алюминия при нормальной температуре можно назвать холодной ковкой.
Форма холоднокованых деталей становится все более сложной, от первоначальных ступенчатых валов, винтов, гаек и трубопроводов до деталей сложной формы.
Типичный процесс шлицевого вала: принудительное нажатие на стержневую часть – промежуточную часть высадки – сжимающую шлицевую часть;
Основной процесс шлицевой втулки: предотвращение сдавливания чашеобразной части – нижняя часть выполнена в форме кольца – втулка сжимается.
Технология холодной экструзии цилиндрических шестерен также успешно применяется в производстве.
Помимо черных металлов, все большее распространение получает холодная экструзия медных сплавов, магниевых сплавов и материалов из алюминиевых сплавов.
Введение в процессХолодная прецизионная ковка – это (почти) процесс формирования сетки.
Детали, изготовленные этим методом, обладают высокой прочностью и точностью, а качество поверхности хорошее.
В настоящее время общее количество холодных поковок, используемых в обыкновенной иномарке, составляет 40 ~ 45 кг, а общее количество зубчатых деталей – более 10 кг.
Вес холоднокованой шестерни может достигать более 1 кг, а точность профиля зуба может достигать 7-го уровня.
Непрерывные технологические инновации стимулировали развитие технологии холодной экструзии.
С 1980-х годов специалисты по точной ковке в стране и за рубежом начали применять теорию раздельной ковки для холодной штамповки прямозубых и косозубых шестерен.
Основной принцип раздельной ковки заключается в создании разделенного или разделенного канала для материала в формовочной части заготовки или пресс-формы.
В процессе ковки, когда материал заполняет полость, часть материала течет в разделенный или разделенный канал.
Применение технологии раздельной ковки позволило производить высокоточные шестерни небольшого размера и без резки, чтобы быстро выйти на промышленный уровень.
Для экструзионных изделий с отношением длины к диаметру 5, таких как поршневые пальцы, можно использовать холодную экструзию для однократного формования путем аксиального разделения остаточной массы в осевом направлении, при этом пуансон обладает хорошей стабильностью.
Для формования плоских цилиндрических зубчатых колес холодная экструзия продукта также может быть достигнута с помощью радиальных остаточных блоков.
Окклюзионная ковка представляет собой экструзию металла в одном или противоположном направлении за один или два штампа в закрытой матрице для получения прецизионной ковки почти чистой формы без заусенцев.
Для некоторых прецизионных деталей автомобилей, таких как планетарные и полуосевые шестерни, звездообразные втулки, поперечные подшипники и т. Д., Если используется метод резки, не только коэффициент использования материала очень низок (менее 40% в среднем), но и также высоки затраты на рабочую силу и время, а стоимость производства чрезвычайно высока.
Зарубежные страны используют технологию окклюзионной ковки для производства этих поковок с сеткой, что устраняет большую часть обработки резанием и значительно снижает стоимость.
Поделиться – это забота!
Как это работает – холодное формование позволяет производить крепеж и многое другое
Сегодняшний мировой архив обработки: Январь 2008 г., Vol. 4, выпуск 01
Детали без стружки
«Холодная высадка – это, по сути, заливка материала в матрицу и удар по ней», – сказал один отраслевой эксперт.В отличие от горячей ковки, где металл нагревается перед формованием, или литья, где металл плавится и затвердевает, холодная высадка и другие методы холодной штамповки вызывают деформацию металла при комнатной температуре. Хотя в 1794 году в США был выдан патент на «холодную головку» (на самом деле заклепочную машину), холодная штамповка стала практичной технологией производства после Второй мировой войны.
Типичный метод с использованием одной матрицы и двух пуансонов широко используется при производстве деталей с головками, особенно крепежных деталей. Первый удар сочетает частичную высадку головки (конусность) с выдавливанием хвостовика.Затем второй удар завершает форму головы. (Иллюстрации любезно предоставлены Capenter Technology Corporation.)
Матрица и пуансон
Современные машины для холодной штамповки, также называемые жатками или формовщиками деталей, имеют от одной до семи станций штамповки напротив ряда пуансонов, установленных на салазках, которые обычно перемещаются горизонтально. Распространенным типом, используемым для изготовления болтов или винтов, является насадка с одним штампом и двумя ударами, аналогичная показанному в примере. У этого есть одна матрица, которая представляет собой диаметр стержня формируемого болта или винта.По материалу матрицы один за другим наносят удары двумя разными пуансонами.
Крупный план пуансонов в многополюсной жатке. (Reed & Prince Manufacturing Corporation. Фото Джин Батлер.)
Существует предел того, насколько сильно вы можете деформировать материал одним ударом, поэтому для создания правильной геометрии головки часто необходимы два удара, – сказал Стив Коупленд, вице-президент по продажам и маркетингу Reed Machinery, Inc. Вустер, штат Массачусетс. Первый удар делает форму тюльпана.Затем механизм переключения перемещает первый пуансон и устанавливает второй на место. Второй пробойник дает окончательную форму головы. После второго удара выбивающий штифт выталкивает деталь из матрицы. На жатке с несколькими штампами есть передаточная стойка с пальцами, которые захватывают деталь и перемещают ее от одной станции штампа к другой. При необходимости механизм переноса может повернуть деталь на 180 градусов, чтобы следующий удар попал в другой конец детали.
Матрица и пуансон
Форма металлической заготовки, наиболее часто используемой при холодной штамповке, – это «проволока», диаметр которой может составлять полдюйма или более.Он поставляется в больших бухтах, удобных для подачи в машины, производящие много деталей в минуту. Когда металл сжимается внутри штампа, важно ввести в штамп только правильное количество материала, часто в пределах плюс-минус один процент или даже меньше. Слишком мало материала не заполнит матрицу, что приведет к плохой детали. Слишком большое количество материала может привести к деформации детали или появлению заусенцев, которые необходимо удалить. Избыток материала может вызвать раскол матрицы при ударе пуансона. Машины для холодной штамповки предназначены для отрезания проволоки определенной длины, но диаметр проволоки также должен быть точным.Чтобы обеспечить это, многие магазины проводят окончательную вытяжку проволоки от 3 до 10 процентов, прежде чем она будет разрезана и сформирована, чтобы получить хороший, жесткий допуск на диаметр, сказал Кевин Хьюз, специалист по изделиям из проволоки, Carpenter Technology Corporation, Рединг, Пенсильвания.
Больше не только крепежные детали
Изначально для изготовления головок крепежа применялась холодная высадка. Кусок проволоки удерживался на месте, и удар по одному его концу вызывал растекание части материала или «грибовидную форму», создавая головку для крепежа без необходимости обработки большого количества материала для формирования стержня.После формирования головки нити можно было обрезать или накатывать. Этот процесс не только быстро сформировал застежку, но и позволил эффективно использовать материал, давая очень мало отходов или вообще не оставляя их.
Пример детали, переведенной с винтовой обработки на холодную штамповку. Первоначально обрабатывалась плоскость на правой стороне хвостовика и просверлялось отверстие. На детали, подвергнутой холодной штамповке, формируется плоскость и создается отверстие путем обратной экструзии. Формовщик деталей с несколькими головками производит их со скоростью 140 штук в минуту.(Фотография любезно предоставлена Reed & Prince Manufacturing Corporation.)
Помимо крепежа, многие виды деталей сложной формы можно изготавливать путем холодной штамповки. Машины можно назвать «заголовками», но они делают гораздо больше, чем просто заголовок.
Инструмент может быть разработан для выдавливания материала. Когда пуансон попадает в каждую станцию, он вдавливает материал вперед в матрицу, создавая суженную секцию, конус или хвостовик. Или пуансон может давить на материал в пределах штампа, так что материал выдавливается назад над пуансоном, создавая стенки отверстия.Кроме того, в инструмент можно встроить формы и контуры для создания шлицев, зубьев шестерен и других элементов.
Высаживание, другой термин для обозначения заголовка включает образование выпуклости в цилиндрической части, а также формирование головки на одном конце.
Используя сложную оснастку, производящую комбинации осадки и экструзии, когда пуансон ударяет по каждой станции, станок для холодной штамповки может изготавливать сложные детали. Допуски на размеры и качество поверхности могут соперничать с теми, которые достигаются при механической обработке, в зависимости от цеха и точности инструмента.
Таким образом, холодная штамповка позволяет изготавливать детали почти чистой формы, используя минимум материала, с жесткими допусками и со скоростью десятки или сотни в минуту. Кроме того, холодногнутые детали демонстрируют отличную прочность, поскольку материал принимает свою окончательную форму, а не режется, как при механической обработке.
Однако все это добро не дается даром. Затраты на оснастку для холодной штамповки могут быть значительными: от 5000 до 25000 долларов за набор инструментов, в зависимости от сложности геометрии детали.Время разработки и настройки для обработки холодногнутых деталей часто измеряется неделями, что намного больше, чем на программирование и настройку той же детали на токарном станке с ЧПУ или обрабатывающем центре. Для небольших партий холодное формование может оказаться неэффективным.
Какие количества экономичны? Это зависит от цеха холодной штамповки. Компания Reed & Prince регулярно заказывает около 1000 специальных больших шурупов по дереву, используемых в Атлантик-Сити для ремонта дощатого настила, и постоянно производит много миллионов маленьких штифтов с точными канавками и накаткой в год.Другие источники рекомендуют количество в сотни тысяч или миллионы.
Buchanan Metal Forming, Inc., Бьюкенен, штат Мичиган, – это предприятие по холодной ковке, которое производит более крупные детали, в основном от одного до 20 фунтов. диапазон. По словам Криса Таппера, президента и генерального директора компании, для его процесса рентабельные объемы производства могут варьироваться от минимум пары тысяч до максимум 250 000 деталей.
Сравнение холодной штамповки и механической обработки
Обработанная деталь начинается с куска материала, достаточно большого, чтобы вместить желаемую деталь.Затем вы отсекаете все, что вам не нужно. Это производит стружку, которая является бесполезным материалом. Резка также может нарушить зернистую структуру металла.
Однако при холодной штамповке материал используется очень эффективно. Он также имеет тенденцию производить очень прочные детали, поскольку материал принимает желаемые формы, сохраняя свою зернистую структуру. А холодная штамповка производит детали быстро – десятки или сотни деталей в минуту.
Некоторые обрабатываемые детали, производимые в больших количествах, особенно небольшие круглые детали, такие как детали, изготовленные на винтовых станках, могут быть более экономичны при холодной штамповке.По словам Джеймса Ричардсона, президента Reed & Prince Manufacturing Corporation, экономия может быть больше или равна 50 процентам. Если деталь, полученная методом холодной штамповки, может заменить сборку, состоящую из нескольких частей, экономия может быть еще более значительной.
Таким образом, холодная штамповка часто рассматривается как прямой конкурент механической обработке. Однако механический цех иногда может использовать преимущества холодной штамповки, имея заготовку для детали, подвергнутую холодной штамповке до почти чистой формы, а затем выполняя чистовую механическую обработку. Это позволяет сэкономить на материальных затратах и времени обработки.И Ричардсон из Reed & Prince, и Тэппер из Buchanan Metal Forming сообщили, что у них есть клиенты из механических цехов, которые заказывают заготовки холодной штамповки.
В Buchanan Metal Forming Тэппер обнаруживает, что иногда механические мастерские приходят к нему с деталями, которые особенно сложно обработать, например, с внутренним зубчатым колесом или шлицем в глухом отверстии. «Один клиент, у которого было самое высокотехнологичное формовочное оборудование, раньше занимал пять минут, чтобы вырезать внутреннюю шлицевую шпонку», – сказал Таппер. «Этот клиент смог сократить это время до двух с половиной минут.Мы сделали это за шесть секунд ». Бьюкенен холодно формирует заготовку для клиента, который затем обрабатывает ее. На чертеже изображена холоднокованая заготовка с внутренним шлицем. Пунктирная линия указывает на окончательно обработанную поверхность.
Большинство компаний по холодной штамповке будут работать со своими клиентами в механических цехах, чтобы определить правильный материал и геометрию для заготовок, которые будут подвергаться чистовой обработке.
Материалы для холодной штамповки
Лучшим материалом для холодной штамповки детали может быть не тот материал, который вы использовали бы для ее обработки.Компания по холодной штамповке или поставщик материалов могут вместе с вами определить правильный сплав для вашей детали при холодной штамповке. «Расход материала и пластичность – очень важные вопросы», – сказал Хьюз. Знание поведения материалов может стать решающим фактором между успешным переходом к холодной штамповке и неудачным экспериментом. Специалисты по холодному формованию проконсультируют вас, и вы должны быть открыты для их рекомендаций. Например, любое содержание серы в металле может отрицательно повлиять на процесс заголовка.Свойства, которые сера придает легирующему сплаву, повышают вероятность разрушения материала в процессе холодной штамповки. Таким образом, такой материал, как нержавеющая сталь Тип 303, не подойдет. Однако 302 HQ (качество заголовка) было бы идеальным. Материал должен быть как можно более мягким, после финишной обработки заказывать отжиг.
Еще одна вещь, на которую следует обращать внимание на материал для холодной штамповки, – это высокое отношение предела текучести к пределу прочности. По словам Хьюза, это позволит вам выполнить больше холодных работ до того, как деталь сломается.
Детали холоднокованые. (Фото любезно предоставлено Buchanan Metal Forming, Inc.)
Тот же старый принцип, новые продукты
Современная технология холодной штамповки далеко ушла от простого процесса холодной высадки, который используется в производстве крепежных изделий более ста лет. В то время как холодная штамповка все еще «берет кусок металла и ударяет по нему молотком», теперь этот процесс позволяет экономично производить сложные прецизионные детали в больших количествах.
Кузнечно-прессовые машины – обзор
2.4 Измерение и контроль технического состояния станков и кузнечного оборудования
В настоящее время КМТ все чаще применяется при анализе и корректировке формы после установки инструмента на кузнечный агрегат, а также для оценка технического состояния кузнечных машин и устройств. На большинстве кузнечных заводов проверки машин выполняются в соответствии с конкретным графиком проверки. Каждой машине назначена определенная периодичность проверки, например дважды в год.Более того, графики проверок создаются таким образом, чтобы не нарушать производственные графики. В случае ковочных прессов очень важно точно измерить такие элементы, как: столы, направляющие, направляющие и т. Д., Что трудно выполнить традиционными методами из-за их большого размера и массы. Использование для этой цели современных устройств, таких как мобильная измерительная рука, позволяет проводить такие измерения непосредственно в производственном цехе, без необходимости демонтажа.Такие решения сокращают время проверки, и, таким образом, данная машина может вернуться к работе намного раньше, тогда как в случае обнаружения неисправности необходимые ремонтные работы могут быть выполнены немедленно [5,6,7,20, 38,45].
Фиг. 14 и 15 представлены изображения отдельных элементов кривошипного пресса Massey 25MN, которые подверглись капитальному ремонту. Последняя заключалась в замене ползуна, коленчатого вала ползуна, подшипника и нижней пластины ползуна на новые элементы, а также в регенерации верхнего соединителя и рабочего клинового стола пресса.
Рис. 14. (а) вид верхней части пресса с зубчатым колесом на валу шестерни, (б) стол прессового клина – новый (после закалки) и (в) изношенный эксцентриковый вал и новый вал перед финишная обработка эксцентриковым подшипником.
Рис. 15. (a) Нижний соединительный элемент – после регенерации, (b) задняя задняя часть с каналами для смазки – новый, (c) нижняя скользящая пластина – новая и (d) нижний скользящий соединитель – после регенерации.
На рис. 14 показано изображение чугунного корпуса отремонтированного пресса, столешницы и коленчатого вала, а на рис.15 представлены элементы соединителя. Последний устанавливается между валом и ползуном. Он включает подшипник вала из бронзы (рис. 15в).
Масса пресса в сборе 171 тонна. Все элементы были измерены перед их сборкой, с целью сверки с эксплуатационной документацией и рабочими чертежами. Далее, после сборки, этих элементов были произведены контрольные замеры. Заключительный этап заключался в испытаниях приемки, а также в измерениях, связанных, в основном, с плоскостностью и параллельностью стола, прямолинейности направляющих и салазок пресса (тех элементов, которые можно было измерить), а также в анализе деформаций. колонн корпуса пресса при ковке (рис.16).
Рис. 16. Приемные измерения: (а) прямолинейность направляющих скольжения, (б) анализ плоскостности стола, (в) измерения деформаций корпуса пресса с использованием измерительной системы и тензодатчиков.
Для этого использовалась измерительная рука, интегрированная со сканером, а также измерительно-контрольная система, оснащенная компьютером реального времени (Compact Rio) с преобразователями сигналов и комплектом кондиционеров, а также специально смонтированными тензометрическими мостами. на колоннах в рабочей зоне.
Контрольно-измерительные системы, которые все чаще используются в кузнечных агрегатах, обеспечивают возможность непрерывного мониторинга выбранных параметров промышленных производственных процессов (измерение, архивирование и расширенный анализ коррелированных величин). Их основная цель – глубокий анализ процессов промышленной ковки (силы ковки, распределение деформации, температура инструментов и преформ), которые улучшают работу прессов и срок службы инструментов).
63S Высокоскоростной станок для холодной штамповки болтов
Описание
Область применения
Автоматический многопозиционный ковочный станок с холодным болтом – это один из видов специализированных станков с высокой эффективностью и автоматизацией среди кузнечных машин. Техника холодной штамповки и автоматические машины холодной штамповки используются для производства различных видов болтов, винтов, заклепок, специальных деталей и гаек в области производства крепежных изделий. Благодаря преимуществам самого оборудования для холодной штамповки и превосходству техники холодной штамповки, машина для холодной штамповки также широко используется в различных отраслях народного хозяйства для производства крепежных деталей и нестандартных деталей для промышленности авиационных пароходов, машин, железнодорожного транспорта, автомобиль, мотоцикл, велосипед, швейная машина, строительство, мебель, легкая промышленность и предметы первой необходимости и т. д.
Изделия могут изготавливаться на станке холодной штамповки болта 63С
Фланцевые болты, болты с головкой под торцевой ключ, болты с шестигранной головкой, крепеж и болты, винты с шестигранной головкой, центральные болты пружины, винты с головкой под шестигранник, болты с квадратной головкой, сплошные заклепки, установочные винты с квадратной головкой, гусеничные болты с анкерной головкой, U-образные болты, болты с ребристой шейкой, болты с буртиком, болты с винтовой резьбой, болты с гильзой конструкции, удлиненные болты, винты привода стопорных болтов, колесные болты, болты с Т-образной головкой, болты с фланцем, рым-болты, скобы, гусеничные болты, колесные болты, винты с шестигранной головкой, автомобильные крепежные детали ,так далее.
Основные характеристики:
- Тормозная система с пневматическим сцеплением была разработана для работы с малым током, а также для «толчкового», «одноходового» и «непрерывного хода». За исключением «толчкового движения», машина всегда будет останавливаться в заднем положении главного ползуна при работе в самом большом пространстве.
- Два типа передаточной системы на выбор клиента: поворотного типа (стандартное оснащение) и универсального типа (опция), оснащенная пневматическим захватом, она может упростить выполнение операций и более устойчива, когда машина работает на высокой скорости. Главный двигатель
- оснащен датчиком регулировки скорости, системой управления ПЛК, компьютерной автоматической системой человеко-машинного интерфейса (опционально), это оборудование значительно облегчает заказчику регулировку размеров нестандартных продуктов.
- Подающее колесо и система когтей приводятся в движение цилиндром, коготь может растягиваться автоматически при возврате назад, чтобы уменьшить истирание и шум. Подача материала и остановка подачи материала контролируются двумя захватами, система подачи материала оснащена устройством для предотвращения обратного хода материала.
- Совершенная система контроля: проверка и устранение короткого материала, проверка низкого давления масла и давления воздуха, плавающая система проверки системы передачи, система остановки при перегрузке и небольшая нагрузка для защиты токарного станка и штампов и продления их срока службы.
- Когда заказчик готовится отрегулировать винт боковой резки, ему нужно только отрегулировать положение станции бокового кулачка, тогда он сможет достичь цели боковой резки. Когда заготовки не нуждаются в боковой резке, клиент может сбросить ее, чтобы добиться перехода от боковой резки к прежней станции.
- Станина токарного станка из усиленного материала, удлиненная конструкция главного и вспомогательного ползуна и ползун типа «pedrailtype», впервые принятый на внутреннем рынке, обеспечивает сборку в условиях «нулевого пространства», которая обеспечивает точность движения главного ползуна и увеличивает срок службы штампов.
- В основных частях всех типов машин применена строгая процедура литья и утилизации отжига, чтобы гарантировать твердость и точность стали.
- Станция для круглой резки обеспечивает меньший диаметр срезаемого материала, чем диаметр заготовки, что также может обеспечить точную резку под прямым углом.
- Стопор для автоматического определения размера материала может регулировать точность размера материала во время работы машины.
- Синхронизированная система выталкивания P.K.O делает выбор формовочной техники гибким.
- Перемещение и режущие кулачки передаточных пальцев рассчитываются с помощью профессионального компьютерного программного обеспечения, чтобы сделать машину стабильной в состоянии высокоскоростной ковки.
- В электрической системе доступен импортный преобразователь, поэтому его легко запустить с помощью бесступенчатого регулируемого привода. ПЛК также используется для автоматического контроля рабочего режима первого с функциями сигнализации неисправности и отображения неисправностей.
Сенсорный экран и система числового управления человеко-машинного диалога являются дополнительными для удовлетворения требований заказчика, они используются для установки длины резьбовой трубы заднего выбивки, длины барьера и длины подачи, это удобно для быстрой замены штампа. Эта система имеет емкость памяти 99 мнемонических модулей для удовлетворения требований быстрой замены штампа.
Основные технические параметры
| Модель | Агрегат | 63S |
| Ковочная станция | НЕТ. | 3 |
| Усилие ковки | кг | 38 000 |
| Максимальный диаметр обрезки. | мм | Φ8 |
| Максимальная длина обрезки | мм | 80 |
| Производительность (болт) | шт / мин | 160–260 |
| P. K. O. ход | мм | 12 |
| К.О. ход | мм | 65 |
| Ход поршня | мм | 110 |
| Мощность главного двигателя | кВт | 11 |
| Габаритные размеры.Отрезной штамп | мм | Φ30 * 45 л |
| Габаритные размеры. Штампа штампа | мм | Φ40 * 90 л |
| Габаритные размеры. Главной матрицы | мм | Φ50 * 85 л |
| Шаг матрицы | мм | 60 |
| Прибл. вес | т | 9 |
| Применимый размер болта | мм | 3-6 |
| Длина хвостовика заготовки | мм | 10-65 |
Приложение I Принадлежности для машины холодной штамповки болтов 63S
1.Один набор пробных инструментов
2. Один набор стандартных ручных инструментов.
3. Один комплект стандартных запчастей.
4. Один комплект сцепления
5. Один комплект панели управления
6. Один комплект двигателя переменного тока
7. Система регулировки скорости преобразователя.
8. Полное покрытие
9. Устройство защиты обратной подачи
10. Один комплект операторской стойки (Покупатель устанавливает соединение на заводе Покупателя)
11. Внутренняя лампа
12. Один комплект предохранительного устройства
1. Пневматический датчик
2 . Безмасляный датчик
3. KO & П.К.О. Детектор поломки предохранительного штифта
4. Детектор конца материала
5. Детектор перегрузки двигателя (включая смазку, охлаждающую жидкость и двигатели вентилятора)
6. Детектор короткой подачи
7. Детектор нехватки давления воздуха
8. Смазка. Детектор нехватки масла
9. Двуручный блок управления для бега трусцой
13. Два комплекта электрического, рабочего и технического обслуживания на английском языке.
14. Следующие расходные материалы для машинного чертежа будут предоставлены Продавцом.
a) Стопорный винт штампа
b) Стопорный винт пуансона
c) P.К.О. Рычаг
d) Усилитель пробойника для всех станций
e) Чертеж кулачка обрезки
f) K.O. Чертеж стержня
g) Все чертежи предохранительных болтов
h) Чертеж храпового колеса
i) Чертеж передаточного рычага
j) Чертеж правильных роликов
k) Полный набор электрических чертежей
l) Чертежи штампов и пуансонов
Приложение II Основные характеристики машины для холодной штамповки болтов 63S
1. Материал корпуса машины: высококачественный чугун HT300 тайваньской инвестиционной фабрики.
2. Материал главного суппорта: ковкий чугун QT600 Тайваньской инвестиционной фабрики.
3. Материал главного вала крана Поковка из легированной стали 42CrMo с азотированием.
4. Основные кулачки, ролики и направляющая пластина скольжения изготовлены из материала SKD-II с вакуумной закалкой всего тела.
5. Захватная пластина изготовлена из аэро твердого алюминия с твердым анодированием.
6. Корпус основной матрицы изготовлен из ковочной легированной стали 42CrMo.
7. В медных гильзах используется фосфорная бронза PBC-2.
8. В нижней части переднего и заднего крыла главного ползуна используется вставленная сверхмощная медная пластина (материал PBC-2) с самосмазкой.
Drop Forging Часто задаваемые вопросы
Canton Drop Forge стремится предоставлять нашим клиентам подробную информацию о нашем процессе ковки. Ниже приведены ответы на некоторые часто задаваемые вопросы, которые помогут вам принять решение о партнерстве с Canton Drop Forge.
Что такое ковка?
Ковка – один из старейших известных процессов металлообработки, включающий формование металла с использованием локализованных сжимающих сил. Силы обычно передаются с помощью молотка или пресса. Ковку часто классифицируют в зависимости от температуры, при которой она выполняется: холодная ковка, которая является одним из видов холодной обработки, теплая ковка или горячая ковка. Для последних двух металл нагревается в газовой или индукционной печи, но остается в твердом состоянии. Кованые детали могут иметь вес от менее килограмма до сотен метрических тонн.Ковка была сделана кузнецами на протяжении веков; К традиционным кузнечным изделиям относились посуда, скобяные изделия, ручные инструменты, холодное оружие и тому подобное. Кованые детали со времен промышленной революции широко использовались в оборудовании и машинах везде, где компонент требует высокой прочности и прочности. Эти поковки обычно требуют дальнейшей обработки, например механической обработки, для получения готовой детали.
Почему ковка лучше других процессов?
См. Нашу статью «Почему ковка».
Какой процесс ковки мы используем?
Canton Drop Forge использует большие паровые молоты для производства деталей с закрытыми и открытыми штампами.
Какие виды металлов мы выковываем?
Canton Drop Forge производит ковку самых разных металлов, включая углеродистые и легированные стали, нержавеющие стали, стали авиационного качества, титан и суперсплавы, такие как Waspaloy, A-286 и 718.
Каковы ограничения по размеру кованой детали?
CDF может выковывать детали весом до 3500 # с.
Для каких отраслей мы производим детали?
См. Разделы рынков ковки
Что такое поток зерна?
См. Глоссарий терминов по ковке.
Как мне запросить расценки?
Вы можете запросить расценки через наш веб-сайт, отправив электронное письмо одному из наших сотрудников отдела продаж или позвонив по телефону 330-477-4511 и запросив отдел продаж.
Должен ли я при запросе расценки на штамповку по индивидуальному заказу предоставить размеры готовой машины или мне нужно добавить дополнительный материал для очистки?
Готового чертежа станка достаточно для предложения, однако CDF может запросить модель нестандартной поковки, которая будет представлена до производства, если таковая имеется.В большинстве случаев CDF создает чертеж поковки, который необходимо согласовать до производства деталей.
Машины для холодной высадки, Машины для холодной штамповки, Машины для холодной высадки, Используемое оборудование
- Болтмейкеры
- Прогрессивные и многопозиционные машины холодной штамповки
- 1 кубик 1 удар
- 1 кубик 2 удар
- 2 Умри 2 Удар
- 2 Die 3 Удар
- 2 Die 4 Удар
- Заголовки для гвоздей
- Открыть Die
- Экструзионные машины
- Заголовки стержней
- Полутрубчатые, полнотрубные и заклепочные головки
Отображать: 2884140196Всего
Сортировать по: Рекомендуемые товары Название Цена (по возрастанию) Цена (по убыванию) Артикул
- Страницы:
- 1
- 2
- 3
- >>
- >
- 0.07 Омега Модель 00 Мини
24195
Больше информации В наличии - 0.118-дюймовый высокоскоростной заголовок Ayase AS-OOH DSSD
25374
Больше информации В наличии - 1-дюймовая станция National 1000 3-Die 4
26198
Больше информации В наличии - 1 “Национальный BM-24 S1 Boltmaker
26186
Больше информации В наличии
- 1/2 “Джерн Яо JBF 19B5S
26366
Больше информации В наличии - Ручная подача Manville DSOD 1/2 дюйма
26391
Больше информации В наличии - 1/2 дюйма National 3-Die Progressive
26068
Больше информации В наличии - 1/2 “Waterbury No.4 Заголовок передачи 2D4B
26163
Больше информации В наличии
- 1/4 дюйма Carlo Salvi RF / 780 / SV, высокоскоростной, длинноходный
26394
Больше информации В наличии - Высокоскоростной шаровой заголовок Hilgeland Ch2KK 1/4 ”
26110
Больше информации В наличии - 1/4 “National 45 High Speed Long Stroke
26332
Больше информации В наличии - 1/4 “Национальный высокоскоростной DSSD
25756
Больше информации В наличии
- 1/4 “Нет.246-C Manville DSOD с длинным ходом
23743
Больше информации В наличии - 1/4 “Sacma SP11 High Speed
25725
Больше информации В наличии - 1/4 “Уотербери” Уотербери ”
22146
Больше информации В наличии - 1/4 дюйма Waterbury Farrel No.10
23527
Больше информации В наличии
- 1/8 дюйма Carlo Salvi PSV DSSD
25764
Больше информации В наличии - 1/8 “Itami Model NST-3
25331
Больше информации В наличии - 1/8 “Itami Model NST-3
25842
Больше информации В наличии - 1/8 дюйма National 25 DSSD
25760
Больше информации В наличии
- 1/8 “National 25 DSSD (набор для SSSD)
25753
Больше информации В наличии - 1/8 “National Kayser DSSD
25759
Больше информации В наличии - 1-1 / 8 “Jern Yao Model 36B4S 4 Die 5 Station
24649
Больше информации В наличии - 24-мм кубик National 245 FC 5
25713
Больше информации В наличии
- 3/16 “Карло Сальви 243 TR
26206
Больше информации В наличии - 3/16 “Национальный DSSD
26311
Больше информации В наличии - 3/16 “Национальный M56 Kayser DSSD
25761
Больше информации В наличии - 3/16 “SACMA SP-01
25492
Больше информации В наличии
- Страницы:
- 1
- 2
- 3
- >>
- >
Рабочий контекст | Процент самых популярных ответов | ||||
|---|---|---|---|---|---|
| Личные беседы – Как часто вам приходится проводить личные беседы с отдельными лицами или группами, выполняющими эту работу? | |||||
| Продолжительность стандартной рабочей недели – Количество часов, обычно отработанных за одну неделю. | |||||
| Давление времени – Как часто эта работа требует от работника соблюдения строгих сроков? | |||||
| Звуки и уровни шума отвлекают или вызывают дискомфорт – Как часто эта работа требует работы, связанной со звуками и уровнями шума, которые отвлекают или вызывают дискомфорт? | |||||
| Стоять стоя – Сколько эта работа требует стоять? | |||||
| Работа с рабочей группой или командой – Насколько важно работать с другими членами группы или команды на этой работе? | |||||
| Контакты с другими – Насколько эта работа требует от работника контакта с другими людьми (лицом к лицу, по телефону или иным образом) для ее выполнения? | |||||
| Влияние решений на коллег или результаты компании – Какие результаты обычно имеют ваши решения для других людей, имиджа, репутации или финансовых ресурсов вашего работодателя? | |||||
| Тратьте время, используя руки, чтобы обращаться с объектами, инструментами или элементами управления или чувствовать их, контролировать или ощущать их – Насколько эта работа требует использования рук для управления, контроля или ощущения объектов, инструментов или элементов управления? | |||||
| Ответственный за здоровье и безопасность других – Насколько велика ответственность за здоровье и безопасность других на этой работе? | |||||
| В открытом транспортном средстве или оборудовании – Как часто эта работа требует работы в открытом транспортном средстве или оборудовании (например,г., трактор)? | |||||
| Темп, определяемый скоростью оборудования – Насколько важно для этой работы, чтобы темп определялся скоростью оборудования или механизмов? (Это не относится к постоянной занятости на этой работе.) | |||||
| Важность точности или точности – Насколько важно быть очень точным или высокоточным при выполнении этой работы? | |||||
| Очень высокая или низкая температура – Как часто эта работа требует работы при очень высоких (выше 90 F градусов) или очень низких (ниже 32 F градусов) температурах? | |||||
| Свобода принятия решений – Насколько свобода принятия решений без присмотра дает вакансия? | |||||
| Ответственность за результаты и результаты – Насколько работник несет ответственность за результаты работы и результаты других работников? | |||||
| Получены незначительные ожоги, порезы, укусы или укусы – Как часто при выполнении этой работы требуется воздействие незначительных ожогов, порезов, укусов или укусов? | |||||
| Частота принятия решений – Как часто от работника требуется принимать решения, которые влияют на других людей, финансовые ресурсы и / или имидж и репутацию организации? | |||||
| В помещении, без контроля окружающей среды – Как часто эта работа требует работы в помещении в неконтролируемых условиях окружающей среды (например,г., склад без тепла)? | |||||
| Координировать или руководить другими – Насколько важно координировать или руководить другими в выполнении рабочих действий в этой работе? | |||||
| Физическая близость – В какой степени эта работа требует, чтобы работник выполнял рабочие задачи в непосредственной близости от других людей? | |||||
| Важность повторения одних и тех же задач – Насколько важно повторение одних и тех же физических упражнений (например,g., ключевые записи) или умственной деятельности (например, проверка записей в бухгалтерской книге) снова и снова, без остановки, для выполнения этой работы? | |||||
| Тратить время на повторяющиеся движения – Насколько эта работа требует повторяющихся движений? | |||||
| Последствия ошибки – Насколько серьезным обычно будет результат, если рабочий допустит ошибку, которую нелегко исправить? | |||||
| Структурированная и неструктурированная работа – В какой степени эта работа структурирована для работника, а не позволяет ему определять задачи, приоритеты и цели? | |||||
| Проводите время на ходьбе и беге – Насколько эта работа требует ходьбы и бега? | |||||
| Воздействие загрязняющих веществ – Как часто эта работа требует работы, подвергающейся воздействию загрязняющих веществ (таких как загрязняющие вещества, газы, пыль или запахи)? | |||||
| Общение с неприятными или сердитыми людьми – Как часто работник должен иметь дело с неприятными, сердитыми или невежливыми людьми в рамках требований к работе? | |||||
| Частота конфликтных ситуаций – Как часто возникают конфликтные ситуации, с которыми сотрудник должен сталкиваться на этой работе? | |||||
| Степень автоматизации – Насколько автоматизирована работа? | |||||
| Уровень конкуренции – В какой степени эта работа требует от работника конкуренции или осведомленности о давлении со стороны конкурентов? | |||||
| Стесненное рабочее место, неудобные позы – Как часто эта работа требует работы в стесненном рабочем месте, требующей попадания в неудобное положение? | |||||
| Телефон – Как часто вы разговариваете по телефону на этой работе? | |||||
| Публичные выступления – Как часто вам приходится выступать публично на этой работе? | |||||
| Воздействие вибрации всего тела – Как часто эта работа требует воздействия вибрации всего тела (например,г., работать отбойным молотком)? | |||||
| Чрезвычайно яркое или недостаточное освещение – Как часто эта работа требует работы в условиях очень яркого или недостаточного освещения? | |||||
| Письма и заметки – Как часто работа требует письменных писем и служебных записок? | |||||
| Потратьте время на сгибание или скручивание тела – Насколько эта работа требует сгибания или скручивания вашего тела? | |||||
| В помещении, с контролем окружающей среды – Как часто эта работа требует работы в помещении в условиях с контролем окружающей среды? | |||||
| Работа в опасных условиях – Как часто эта работа требует воздействия опасных условий? | |||||
| Проводите время на коленях, приседании, наклоне или ползании – Насколько эта работа требует вставания на колени, приседания, наклона или ползания? | |||||
| Проводите время сидя – Сколько на этой работе нужно сидеть? | |||||
| Работа с внешними клиентами – Насколько важно работать с внешними клиентами или общественностью в этой работе? | |||||
| Тратьте время на поддержание или восстановление баланса – Насколько эта работа требует сохранения или восстановления баланса? | |||||
| Электронная почта – Как часто вы используете электронную почту на этой работе? | |||||
| В закрытом транспортном средстве или оборудовании – Как часто эта работа требует работы в закрытом транспортном средстве или оборудовании (например,г., машина)? | |||||
| На открытом воздухе, в неблагоприятных погодных условиях – Как часто эта работа требует работы на открытом воздухе, в любых погодных условиях? | |||||
| Носите специализированное защитное или защитное оборудование, такое как дыхательные аппараты, ремни безопасности, костюмы полной защиты или радиационная защита – Насколько эта работа требует ношения специального защитного или защитного оборудования, такого как дыхательный аппарат, ремни безопасности, костюмы полной защиты , или радиационная защита? | |||||
| Работать на высоких постах – Как часто эта работа требует пребывания на высоких постах? | |||||
| На открытом воздухе, под прикрытием – Как часто эта работа требует работы на открытом воздухе под прикрытием (например,г., конструкция с крышей, но без стен)? | |||||
| Поднимитесь по лестницам, лесам или столбам – Насколько эта работа требует подъема по лестницам, подмосткам или столбам? | |||||
| Работа с физически агрессивными людьми – Как часто эта работа требует, чтобы работник имел дело с физической агрессией агрессивных людей? | |||||
| Графики работы – Насколько регулярны графики работы для этой работы? |
| ||||
| Воздействие радиации – Как часто эта работа требует воздействия радиации? | |||||
| Вы подвержены болезням или инфекциям – Как часто эта работа требует контакта с болезнями / инфекциями? | |||||
| Воздействие опасного оборудования – Как часто эта работа требует воздействия опасного оборудования? | |||||
| Носите обычное защитное или защитное снаряжение, такое как защитная обувь, очки, перчатки, средства защиты слуха, каски или спасательные жилеты – Насколько эта работа требует ношения обычного защитного снаряжения, такого как защитная обувь, очки, перчатки , каски или спасательные жилеты? |