Ручной листогиб своими руками: чертеж
Где берут детали из металла различных форм? Ответ — покупают готовыми либо изготавливают самостоятельно. Готовые металлические детали намного дороже себестоимости металлического листа, а чтобы изготовить их самостоятельно, нужен специальный станок. Листогибочный станок можно изготовить своими руками, имея в наличии некоторые инструменты, материалы и, конечно, те самые «золотые руки». Видео и чертежи, представленные в нашей статье, тоже вам пригодятся.
Не проще ли купить листогиб?
Наиболее насущный вопрос – цена листогибочного станка. Стоимость заводского листогибочного оборудование высока. Целесообразна такая затрата только в случае, если вы приобретаете такой станок для заработка, в противном случае он себя не окупит.
Кроме того, большая часть станков такого плана рассчитана на то, чтобы гнуть листы шириной до 3 м. Универсальным такой агрегат не назовешь, во-первых, он войдет не в любой гараж, во-вторых, механический привод неудобен для тонких работ, а гидравлика сложна и дорогостояща. В-третьих, затраты энергии для изготовления небольших деталей не оправдают себя.
В-третьих, затраты энергии для изготовления небольших деталей не оправдают себя.
Остается лишь вариант с ручным приводом, который можно изготовить своими руками!
Простейший станок-листогиб своими руками
Сооружение самодельного ручного листогиба сэкономит ваши деньги и будет настоящей находкой всякий раз, когда нужно иметь дело с листовым железом. Благо в интернете можно найти самые разные чертежи с описаниями. Все предлагаемые модели разные, но можно найти общее в конструкции всех вариантов любого листогибочного станка:
- Прижим;
- Обжимной пуансон;
- Ручка-рычаг;
- Основания.
Кстати, все детали вовсе не обязательно изготавливать из металла, можно использовать и дерево. Прочности древесины достаточно, чтобы обработать тонкие алюминиевые или железные листы. Обычная древесина для этого, конечно, мягковата, лучше брать твердые породы вроде дуба, ясеня, ореха и т.д. Но на крайний случай простейшего гаражного листогиба подойдет и сосновый материал.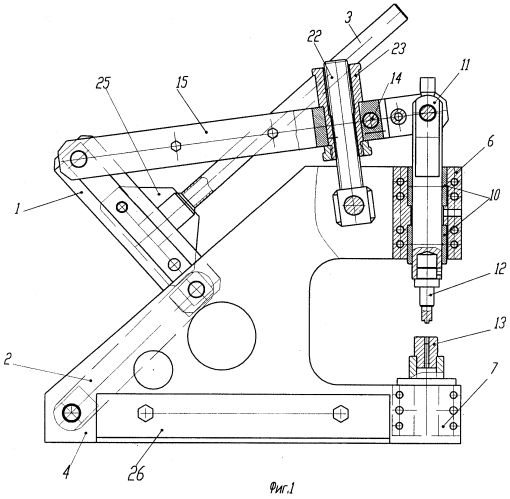
За основу возьмите представленные чертежи:
- Укрепляем дерево металлическими уголками или листами металла;
- Где потребуется настоящая прочность, так это петли для станка, при помощи которых двигается его сгибающее звено;
- Если сгибающее звено будет приличного размера, то вам не понадобится даже утяжеляющая рама, чтобы оказывать нужное давление на тонкий металлический лист;
- Обжимной пуансон следует фиксировать барашковыми гайками, главное, положить под них шайбы;
- Для работы с листами разной толщины можно сделать заготовки нескольких пуансонов, у которых пазы разной толщины;
- Чтобы гнуть металлические листы под 90 градусов, нужно оборудовать ограничительную поверхность с наклоном около 5 градусов. Иначе идеально прямой угол сделать будет невозможно.
Секрет! Чтобы делать точные изгибы, нужно в предполагаемом месте изгиба сделать надпил, который будет направлять процесс в нужное русло.
Ручной листогиб для толстых листов своими руками
Для изготовления деталей из тонколистового металла сгодиться и самый простой вариант из дерева и минимума металлических элементов. Тогда как для обработки толстых листов нужны будут мощные швеллеры и уголки. Элементы конструкции те же что и в предыдущем листогибе: основание, прижим, рычаг и обжимной паунсон.
Материалы
Материал для ручного листогиба:
- Для основания подойдет швеллер №6,5 или №8;
- Для прижима берем швеллер №5;
- Для пуансона нужен уголок №5 с максимально толстыми стенками;
- Для ручки-рычага подойдет арматура диаметром в 15 мм;
- Прут в 10 мм, листовой металл для «щечек».
Хотя конструкция по своему принципу не отличается от первого варианта, тут не обойтись без сварочного аппарата.
Последовательность работ
Приступаем к выполнению работ:
- Пуансон нужно сделать примерно на 5 мм короче, нежели основа;
- Отверстия для болтов в прижиме высверливаются четко по оси, на расстоянии 30 см от краев;
- Из арматуры выгибается ручка-рычаг в виде скобы.
 Ручку нужно приварить к уголкам с двух концов;
Ручку нужно приварить к уголкам с двух концов; - На концах заготовок для пуансона и основания нужно выполнить фаску параметрами 7*45° . Фаску делается по ребру для того, чтобы можно было приварить оси из прута в 10 мм к пуансону;
- Привариваем прут к пуансону таким образом, чтобы его ось совпала с ребром уголка;
- Завершительный этап – это приваривание «щечек» из листовой стали. Но для начала нужно вычислить их точное расположение. Для этого производиться проверочная сборка – пуансон и основание зажимают в тиски так, чтобы рабочая часть пуансона (из уголка) и стенка основания (из швеллера) находились в одной плоскости, но с зазором в 1 мм при помощи, например, картонного листа;
- Щечки накидываются на оси пуансона и точечно прихватываются сварочным аппаратом. Теперь проводим тестовую гибку какого-нибудь тонкого листа металла. В это время производится регулировка положения щечек относительно основания – теперь их можно приварить капитально;
- В основании просверлите отверстия около 8,5 мм при помощи заготовки с отверстиями как направляющей и нанесите резьбу М10. В эти отверстия будут завинчены зажимные болты, на которые надеваются гайки и сразу же привариваются к основанию;
- Теперь болты вывинчиваются и вставляются в более широкие (10,5мм) отверстия прижима. На них снизу надеваются и привариваются гайки-ограничители. Чтобы их было удобнее использовать, выполните на головках болтов «барашки» или воротки.
 Ручку нужно приварить к уголкам с двух концов;
Ручку нужно приварить к уголкам с двух концов; В эти отверстия будут завинчены зажимные болты, на которые надеваются гайки и сразу же привариваются к основанию;
В эти отверстия будут завинчены зажимные болты, на которые надеваются гайки и сразу же привариваются к основанию;Окончательная обработка деталей
Некоторые рекомендуют просто пройтись по прижиму напильником или, что еще более диковинно, болгаркой. Однако вы должны осознавать, что такая обработка плоскости прижима не даст идеальной точности – допустимая неровность этого элемента всего 0,2 мм. Напильником такой точности не достичь, а при некачественной обработке ваши листы после гибки будут волнистыми.
Для домашнего пользования это еще сгодится, но если вы решили профессионально выполнять какие-либо работы, то это недопустимо. Выход один – отдать прижим на фрезеровку, но делать это нужно после окончательной сборки.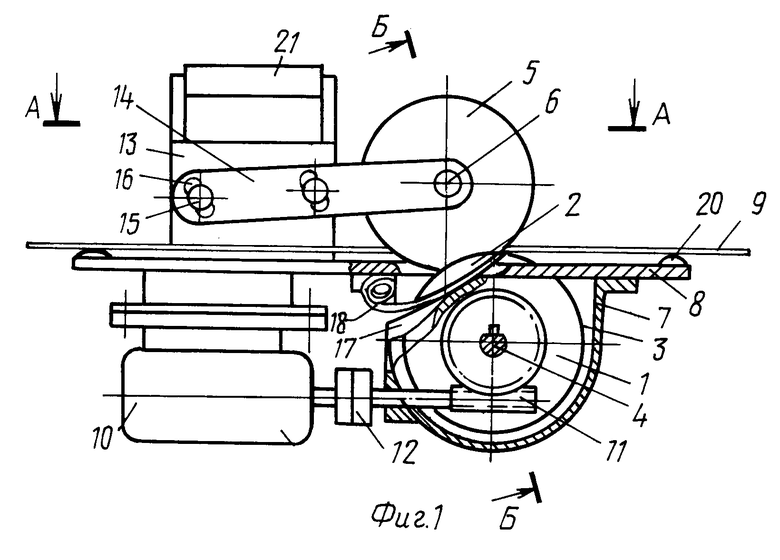 Когда все нюансы, которые могли проявиться, уже проявились, тогда фрезеровка действительно поможет все выровнять все до приличного результата.
Когда все нюансы, которые могли проявиться, уже проявились, тогда фрезеровка действительно поможет все выровнять все до приличного результата.
Как видите, в условиях гаража можно выполнить замечательные ручные листогибочные станки. Выбирайте вариант, который вам нужен, и сделайте своими руками простой станок для тонкого металла либо более серьезный станок из швеллеров и уголков для работы с толстыми листами. Чертежи с пошаговым описанием и мастер-класс на видео вам помогут. Советуем вам нагревать листы в местах изгиба, чтобы работы происходила еще более быстро и легко.
- Назад
- Вперёд
Самодельный листогиб
В этой публикации представлена разработка самодельного листогиба, которую построил блогер канала ютуб Горячий мастер. В своем видеоуроке мастер покажет листогиб собственного производства, разработанный для обработки рулонов с бесконечным листовым железом. Он сквозной и через него можно протянуть сколько угодно длинную ленту крашеного металла. Использовать данный станок можно для гибки оцинкованного железа и другого металла толщиной до 2 миллиметров. Если толщина составляет 2 миллиметра, то длина сгиба бы не может быть больше 30-40 сантиметров.
Использовать данный станок можно для гибки оцинкованного железа и другого металла толщиной до 2 миллиметров. Если толщина составляет 2 миллиметра, то длина сгиба бы не может быть больше 30-40 сантиметров.
Необычные инструменты в этом китайском магазине.
Чертежи для данного листогиба были найдены в интернете.
Представленные станок изготовлен из швеллеров и уголков. Уголки сварены в короб. Это рабочий узел. Прижимная планка сделана также из сваренных между собой уголков в короб. Зажим листа осуществляется с 2 сторон, на которых установлены прижимные винты. Однако, как показал опыт, достаточно ограничиться одной стороной. Между рабочими органами, в которые зажимается лист, установленны клапанные пружины для того, чтобы прижимная планка свободно поднималась, когда происходит ослабление зажима.
В поворотном механизме установленные шарниры. Угол поворота более 90 градусов. Рукоять изготовлена из каленого прута в укороченном виде и не мешает передвигаться рабочему. Железный лист можно устанавливать как спереди со стороны работника, так и с противоположной стороны. Рычаг расположен горизонтально, что создает дополнительные удобства, когда рабочему не требуется наклоняться вниз, чтобы захватить рукоять. Кроме этого, поверхность, создаваемые рукоятью, можно использовать для подачи в станок листа. При желании можно установить на рычаг дополнительный столик, создав ровную рабочую поверхность.
Рукоять изготовлена из каленого прута в укороченном виде и не мешает передвигаться рабочему. Железный лист можно устанавливать как спереди со стороны работника, так и с противоположной стороны. Рычаг расположен горизонтально, что создает дополнительные удобства, когда рабочему не требуется наклоняться вниз, чтобы захватить рукоять. Кроме этого, поверхность, создаваемые рукоятью, можно использовать для подачи в станок листа. При желании можно установить на рычаг дополнительный столик, создав ровную рабочую поверхность.
Противоположный зажим не должен быть быстрым регулируемым, это может быть простая гайка, которую иногда можно поворачивать для регулировки зазора.
Товары для изобретателей Ссылка на магазин.
Как происходит работа на данном листогибе.
После того, как лист зажат, поднимается рычаг и легким движением происходит загиб. Изменением угла наклона рукояти можно регулировать глубину загиба. Если нужно загнуть полный угол, то, соответственно, рычаг поднимается больше. Получается совершенно ровной и прямой изгиб. Если изгиба осуществляется с запасом, то получается еще более ровно. Работа не занимает много времени.
Получается совершенно ровной и прямой изгиб. Если изгиба осуществляется с запасом, то получается еще более ровно. Работа не занимает много времени.
Сзади располагается столик, которого железо подается, на нём удобно отрезать лишнее.
Станок разбирается например можно снять столик. Весь листогиб разбирается на части, поэтому его легко переносить. В разобранном виде он легко помещается в багажнике автомобиля Волга.
Пояснения по конструкции листогиба
Электроника для самоделок вкитайском магазине.
Отдельные узлы листогиба с комментариями. Станок давно эксплуатируется в мастерской и показал очень хорошие результаты. Самый основной деталью является зажим. Это то устройство, которое прижимает лист железа к основанию. Чем качественнее и точнее это делать, чем лучше и ровнее будет изгиб. Зажим делается из сваренных между собой уголков.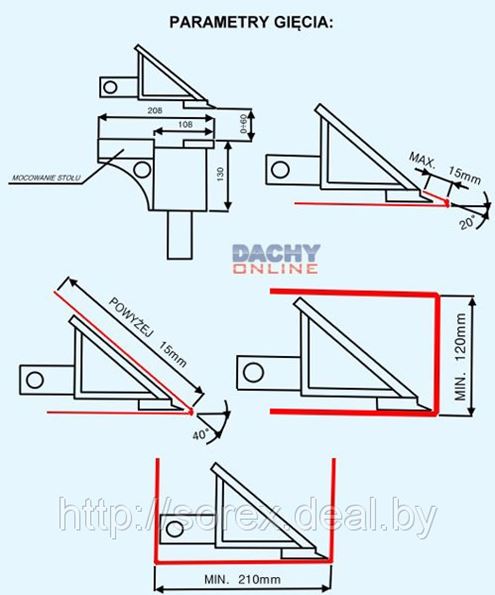
Рабочий стол или основание листогиба состоит из одной детали. Это швеллер. Чем длиннее заготовки, тем мощнее должен быть этот швеллер. В данном случае его длина составляет 1,5 метра. Если вы планируете гнуть заготовки в 1,5 раза больше, то швеллер должен быть установлен в два раза мощнее.
Вся основная работа происходит при помощи гибочной планки. К ней приварен массивный гибочный рычаг. Гибочная планка установлена на шарниры, которые особым образом врезаны. Она производит непосредственный гиб железа на нужный угол.
Рекомендуется гибочную планку вместе с рычагом ориентировать так, чтобы она располагалась горизонтально. В таком случае рычаг должен находиться на уровне пояса. На многих заводских листогибах рычаг свешивается вниз вертикально, что создает большие неудобства при работе. Приходится наклоняться и каждый раз поднимать его снизу. От уровня груди толкать гораздо удобнее, что особенно значимо при больших объемах работы.
Подъемное прижимное устройство это набор пружин от головки блока легкового автомобиля, вместе с шайбами, кольцами, чтобы отцентрировать все это устройство на резьбовой шпильки. Она не только прижимает прижимную планку, но и поднимает ее в то положение, когда верхняя гайка барашка отжата на нужный уровень подъема. Если вы оставляете гайку барашка, то планка поднимается и находится на некоторой высоте. Петли — шарниры это обычные гаражные шарниры. Шарнир должен встать в канавку до самой своей оси. Ось должна возвышаться от основания не более чем на 2 миллиметра. Уровень прижима регулируется барашком, который затягивается на шпильке, прижимая планку к листу железа. Под барашком находится гайка, к которой приварена проволока на 6 мм, образующая рычаг.
Она не только прижимает прижимную планку, но и поднимает ее в то положение, когда верхняя гайка барашка отжата на нужный уровень подъема. Если вы оставляете гайку барашка, то планка поднимается и находится на некоторой высоте. Петли — шарниры это обычные гаражные шарниры. Шарнир должен встать в канавку до самой своей оси. Ось должна возвышаться от основания не более чем на 2 миллиметра. Уровень прижима регулируется барашком, который затягивается на шпильке, прижимая планку к листу железа. Под барашком находится гайка, к которой приварена проволока на 6 мм, образующая рычаг.
Указанная форма рычага выверена большим количеством выполненных работ с его помощью. На шпильку одевается большая гайка, которая свободная, не по резьбе. Далее одевается шайба от головки блока. Ни в коем случае не следует ставить мелкой резьбой наверх. Нужно учесть, что если сделать рычаг отходящим от гайки горизонтально, то он будет мешать работать с некоторыми видами заготовок. Поэтому лучше сделать форму, показанную на видео. Если сделать маховик с двумя ручками, как показано на некоторых чертежах, кто такая форма будет мешать заправлять заготовку и вынимать ее.
Если сделать маховик с двумя ручками, как показано на некоторых чертежах, кто такая форма будет мешать заправлять заготовку и вынимать ее.
Длина шпильки должно быть выверена. Необходимо сделать так, чтобы резьба полностью умещалась при отвернутом барашке в верхнее максимальное положение. Чтобы в прижимную планку могли войти пальцы и ладони хотя бы до половины. Какой высоты уровень подъема прижимной планки необходим.
Чертежи листогиба
Можно ли с помощью листогиба сделать коробку?
Предположим, имеется обрезок оцинковки, из которого и нужно сделать коробочку. Скептики считают, что это не под силам на данном приспособлении. Однако, это не так, если использовать данную модель. Причем, при её максимальной длине, равной ширине рабочего станка. А высота бортов практически не ограничивается совершенно ничем.
А высота бортов практически не ограничивается совершенно ничем.
Сначала посмотрите на видео, как будет происходить весь процесс. Далее мастер объясняет теорию этого для больших коробок.
Самое главное, правильно сделать разметку будущего изделия. Будем считать, что условно нам нужна коробочка с бортами в 5 сантиметров.
Для этого мы должны отложить на 5 сантиметров от каждого угла. Когда уже метки готовы, мы соединяем их с ранее отмеченными метками для того, чтобы проще было и точнее сделать необходимые на надрезы и не вырезать всё, а немного оставить для того, чтобы загнуть, заклепать или точечной сваркой заварить.
Когда разметка готова, нам необходимо сделать разрезы. Так как всё будет сделано на электроконтактной сварке, целесообразно оставить выпуски. То есть мастер оставляет предположительные линии реза. Выделенные части останутся на заготовке, то есть они не уйдут в отходы. А заштрихованные части пойдут в отход.
Еще пример разработки
Самодельный листогиб сделан из черного металла. Основание — швеллер на 12, к нему приварен шарнир, труба на 16. В гибочную валку врезан прут. Все это было приварено. Рычаг сделан усиленной конструкции. Гибочная балка сделана из 75 уголка. Половина полки обрезана. Прижимная балка выполнена из 75 уголка и усилена с одной стороны 50-м. Сделан дополнительный упор, так как балка посередине выгибалась. По краям проушина из 75 уголка, болт, пружины от клапанов. Сделан примитивный эксцентрик.
Основание — швеллер на 12, к нему приварен шарнир, труба на 16. В гибочную валку врезан прут. Все это было приварено. Рычаг сделан усиленной конструкции. Гибочная балка сделана из 75 уголка. Половина полки обрезана. Прижимная балка выполнена из 75 уголка и усилена с одной стороны 50-м. Сделан дополнительный упор, так как балка посередине выгибалась. По краям проушина из 75 уголка, болт, пружины от клапанов. Сделан примитивный эксцентрик.
Эскиз Изгиб листового металла | IronCAD Tutorial
Extrude
Spin
Sweep
Loft
Thread
Thicken
Custom Hole
Feature
Quick Block
Quick Pick Shapes
Blend Edges
Chamfer Edges
Draft Faces
Деталь оболочки
Булева переменная
Разделение
Растянутая деталь/сборка
Ребро
Обрезка
Тиснение
Modify
Pattern Pattern
Scale Body
Зеркальная функция
Transform
Move Face
Match Face
Offset Face
Delete Face
Redit Face Radius
Split Faces
Direct EDIT
. Плоскость X-Y
Плоскость X-YЭскиз
Полилиния
Две точки
Осевая линия
Прямоугольник
Окружность
Дуга
Эллипс
BSpline
Text
Formula
Point
Project
Construction
Drawing
Move
Rotate
Scale
Offset
Mirror
Linear Pattern
Fillet
Extend
Split
Trim
Clear Duplicate
Find Gap
Modify
Smart Dimension
Constraints
Constraints
3D
Curve
Extract Curve
Intersection Curve
Formula Curve
Projection Curve
Iso-Parametric Curve
Projection Combine Curve
Wrap Curve
Bridge Curve
3D Curve
Trim/Split 3D Curves
Объединить кривые
3D Curve Edit
3D Curve Edit
Spin Surface
Sweep Surface
Loft Surface
Mesh Surface
Ruled Surface
Extract Surface
Plane Surface
Surface
Solidify
Sew
Fillet Surface
Extend Surface
Offset Surface
Trim
Untrim Surface
Patch Surface
Merge Surface
Surface Edit
Сборка
Разборка
Создание
Импорт геометрии
Экспорт детали
Термоусадочная пленка
Разъединение
Экспорт дерева сборки
Операции
Режим механизма
Анализ
Проектный анализ
Статистика
Проверка интерференции
Проверка
Проверка
Triball
Ограничение позиционирования
позиционирование
.
Вставить деталь/сборку
Открыть деталь/сборку
Сохранить деталь/сборку
Сохранить как деталь/сборку
Save All As External
Unlink (External)
External File Operations
Unfold Sheetmetal
Refold Sheetmetal
Unfold/Fold
Create Loft
Sketched Bend
Cut Sheetmetal
Forming Tool
Bend Notch
Изгиб с вырубкой
Изгиб с раскрытием
Изгиб с повторным складыванием
Операции
Снятие напряжения с угла
Добавить закрытый
Добавить скос
Разрыв угла
Углы
Сплошная/поверхностная плоская рисунок с грани
Преобразование в листовую часть
Сплошная часть в листовую часть
Сплошная/поверхность
Triball
Pattern
Зеркальная функция
TRIM
Сплошная сплошная/поверхность
.
TriBall
Ограничения позиционирования
Сопряжение и выравнивание Позиционирование
Фиксировано в родительском элементе
Позиционирование
Режим механизма
Анализ
Проектный анализ
Статистика
Проверка вмешательства
Проверка
Инспекция
Подавление
Ghost
Shrink Wrap
Координатные системы
. Convert to Solid
Convert to Solid
Group
Group Child
Move Anchor
Reset Sizebox
Section Part/Assembly
Найти в браузере сцены
Свойства формы
Zebra Stripes
Импорт.
Текстура
Рельефы
Декаль
SmartPaint
Рендеринг
Сейчас
Вставка света
Edit Camera
Rendering
Background
Realistic
Fog
Exposure
Render
SmartMotion
Editor
On
Play
Stop
Rewind
Mechanism Motion
—– ————–
Добавить новый путь
Вставить ключ
Следующий путь
Экспорт анимации
Анимация
Smart Dimension
По горизонтали
Radial
Angular
Measurement
Text Annotations
Cosmetic Weld
Cosmetic Thread
Dimension
Text
Text
Paste
Cut
Copy
Clear
Edit
Scene Browser
Браузер каталогов
Базовая плоскость
SmartDimensions
Связанные экземпляры (все)
Таблица параметров
Дисплей
Units
Handle Snapping
Coordinate System
Default Size and Density
Format
New
Open
AutoHide
Save
Catalog Sets
Catalogs
Window
New Window
Cascade
Плитка
Упорядочить значки
Горизонтальное разделение
Удалить вид
Окно
Обучение для начинающих
2D-чертежи и DXF-файлы
DWG лазерный станок с ЧПУ
Создание списков вырезов.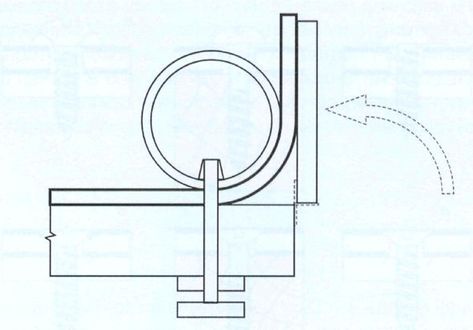 Спецификация материалов. Список деталей для изготовления.
Спецификация материалов. Список деталей для изготовления.
2D Размеры.
Рисование шаблонов изображений. Откройте изображение.
Список материалов. Шаблон.
Правописание
Выравнивание.
Автоматическое определение размеров. Размеры.
Дополнительная геометрия
Таблицы отверстий.
КАХА Проект. 2D рисунок. МКБ.
Каталоги и модули
Пункт. Параметрический. Упаковка. Нефаб.
Модульный. Точки крепления. Умная сборка.
НЕФАБ. Упаковка. Упаковка. Поддон. Параметры. Умная сборка. Умная сборка.
Свойства взаимодействия. Переместить якорь.
Каталог гибких форм.
Модульный. Умная сборка. eBehaviour
Параметрический дизайн. Параметры. Пушпульные параметры. Параметры сайзбокса.
Ручки. Тяни-Толкай. Размер коробки.
Вырезанные детали. Срез сборки. Отверстие через несколько частей. Вырежьте две (2) детали. Вырежьте три (3) детали.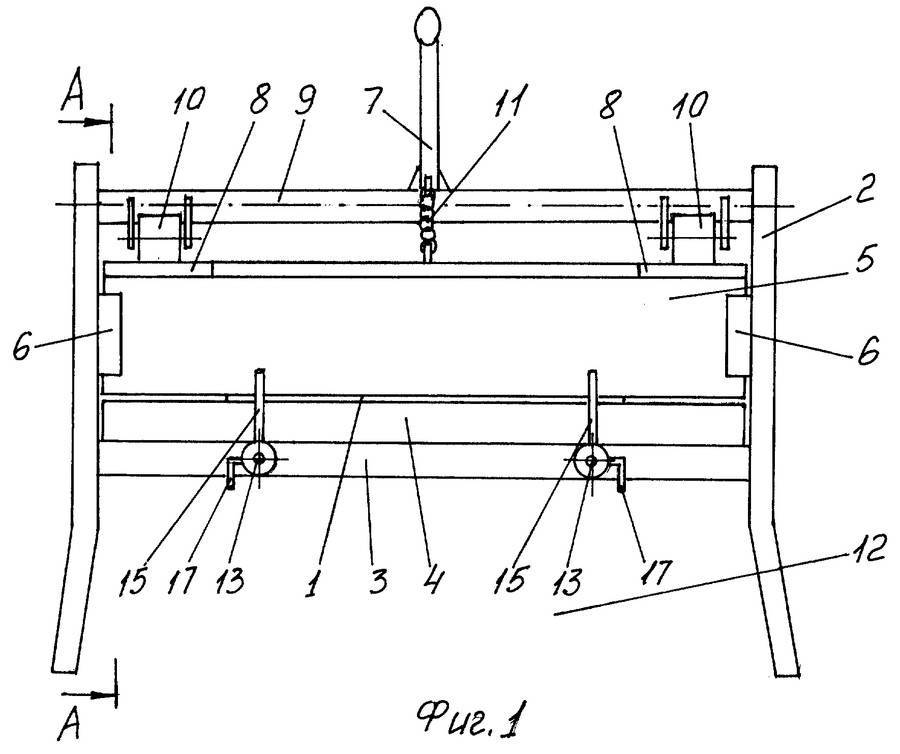
Каталог свойств Smart Paint
Каталог. Каталоги. Перетащите. Перетащите вебинар. Перетащите вебинар.
библиотека
Перетаскивание. Перетаскивания.
умное поведение умная сборка умная сборка
Повторное использование. Существующие или импортированные модели.
Конструкционная сталь
лестничные перила лестничные перила лестничное ограждение
Custom Steel Extrude Custom Extrude
Стальная крышка стальная конструкционная крышка
Листовой металл
Импортный листовой металл.
Превратить в листовой металл. Рвать. Сгибать.
Округление до квадрата. воздуховод
Преобразование импортированной детали в листовой металл. Преобразование листового металла. Листовой металл.
Разгрузка изгиба. Согнуть выемку. Изгиб вырезается.
Набросанный изгиб. Изгиб из плоскости. Складывать.
Вырезать, развернуть.
Stocktbl Tooltbl Tooltable Стол для инструментов Stocktable
Перфорация Штамп Листовой металл
Kfactor K-фактор k-фактор. Калибр. Код. Минимальный радиус изгиба. Свойства запаса. Разрешение.
Калибр. Код. Минимальный радиус изгиба. Свойства запаса. Разрешение.
Нажать на паз. Проверить. Листовой металл.
Форма. Пресс для листового металла.
Презентация
Цитата. Свойства запроса. Цены.
Цвет Цвет Текстура Рельефная наклейка Прозрачная краска Окружающая среда Металлик Металл Дерево Древесина Пластик Стекло
Цвет фона. Изображение. HDRI. Скайбокс. Кубическая карта.
Тень. Окклюзия окружающей среды. Размышления.
Скорость вращения графики
Наклейка. ударяться. текстура.
Аннотации. Примечания.
Аннотация. Делиться.
взорвался. ключевой выстрел.
Свет. Вставить свет. Направленный свет. Прожектор. Районный свет. Точечный свет.
Составление. Конфигуратор. Легкий формат. Легкая модель. ИП.
SmartPaint Smart Paint Transparent Clear
Рендеринг. Вариант рендеринга. Глобальное просветление. Суперсэмплинг.
Рендер.
Анализ и тестирование
Цитата.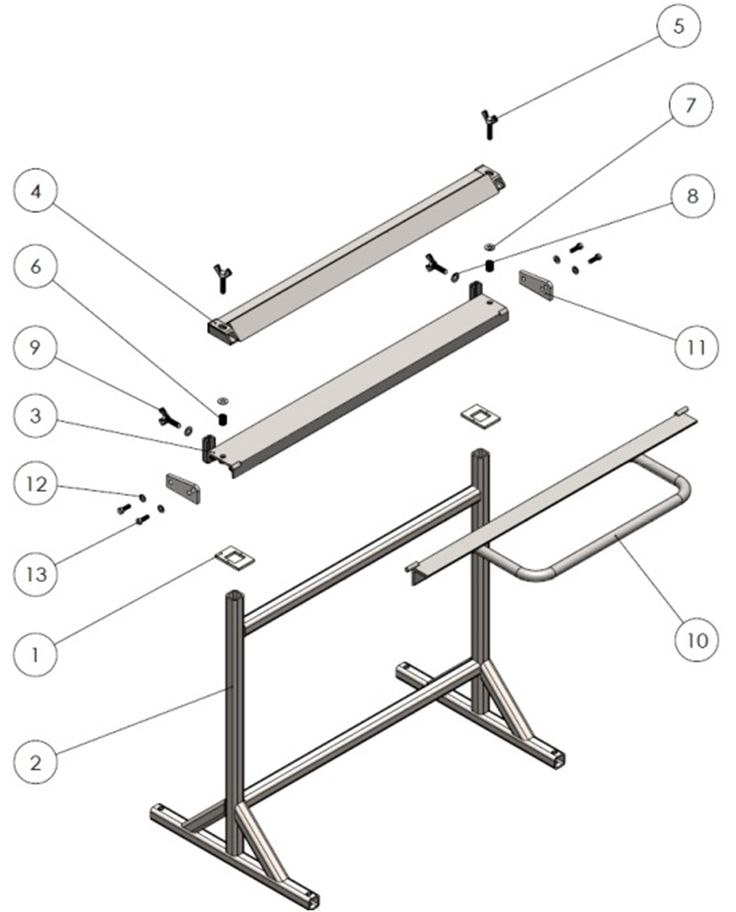 Свойства запроса. Цены.
Свойства запроса. Цены.
Механизм. Движение. Физика. Моделирование.
Измерение площади. Длина кривой. Длина дуги. Площадь поверхности. Минимальное расстояние. Максимальное расстояние.
Моменты инерции. Момент инерции. (l_xy, l_yz, l_zx). Плотность вещества.
Плесень. Молдинг.
Измерение площади. Область. Кривая измерения. Измерьте край. Измерение края. Измерение кривой.
Фикс. Заблокировано. Ограничение. Моделирование.
Эскиз сгиба листового металла
Создайте деталь из листового металла, нарисовав линии сгиба на плоском листе.
Предыдущий
Tidigare
Nästa övning
Следующее руководство
В этом руководстве используется надстройка Mechanical Add-on , щелкните здесь, чтобы загрузить ее.
Для этого руководства требуется надстройка MultiPhysics Add-on , щелкните здесь, чтобы загрузить ее.
Загрузите 3D-файлы, используемые в этом курсе
Для этого учебного пособия требуется надстройка KeyShot , щелкните здесь, чтобы загрузить ее.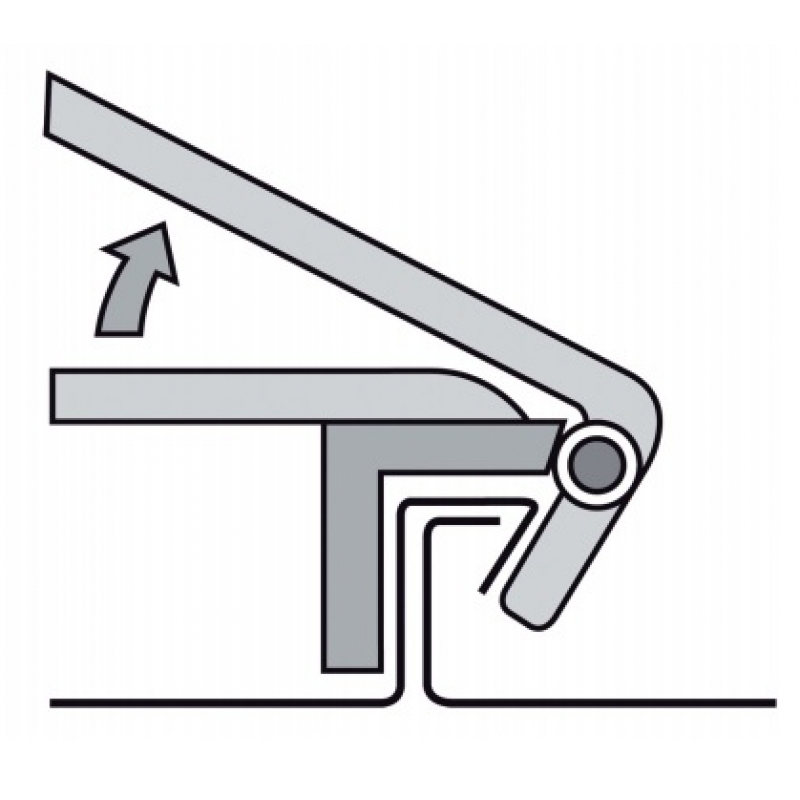
Щелкните здесь, чтобы загрузить учебные файлы, используемые в этих примерах.
Загрузить 3D-файлы, используемые в этом курсе
Добавление к Övningsfiler
Добавление к Övningsfiler
Эскиз сгиба листового металла
Создайте деталь из листового металла, нарисовав линии сгиба на плоском листе.
Предыдущий
Тидигаре
Nästa övning
Следующий Учебник
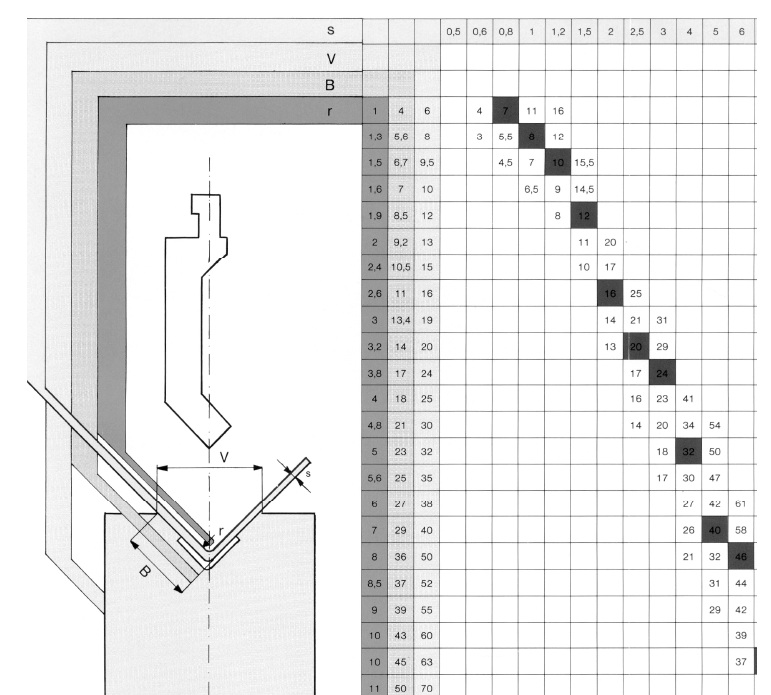
Как понять чертеж гибки листового металла
Чертежи обработки гибки являются незаменимой информацией в отрасли обработки гибки листового металла.
Операторы могут выполнить гибку более эффективно, только работая в соответствии с чертежами гибки.
1. Как посмотреть чертеж гибки листового металла перед обработкой? После получения чертежа гибки сначала посмотрите на строку заголовка, которая содержит важную информацию, такую как перспектива, спецификации материалов, модели продуктов, названия материалов, кодирование материалов, пропорции, единицы измерения и другую важную информацию.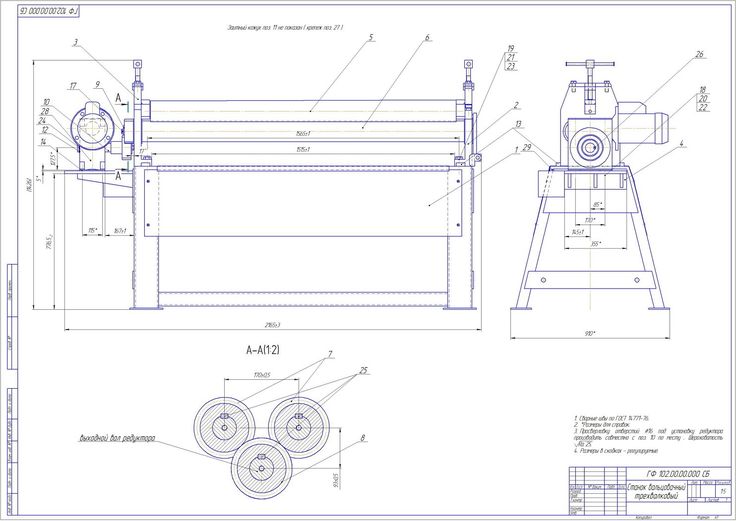
Перед гибкой убедитесь, что чертежи соответствуют изгибаемой заготовке.
Глядя на чертежи гибки, вы должны сначала определить, является ли это первой перспективой или третьей перспективой. Как правило, он делится на эти два типа. Как правило, в кадре есть символы.
2. Другие моменты, на которые следует обратить внимание при просмотре чертежей
Свяжитесь с нами
Как правило, первая перспектива является стандартом чертежа. Нужно только посмотреть правила проекции.
Если чертежи с третьего ракурса, то нужно смотреть с какой стороны отмечены на чертеже. Например, когда вы смотрите на изображения слева, поместите его слева, а изображения, которые вы видели справа, поместите справа.
Не пропустите локальный вид или часть лица.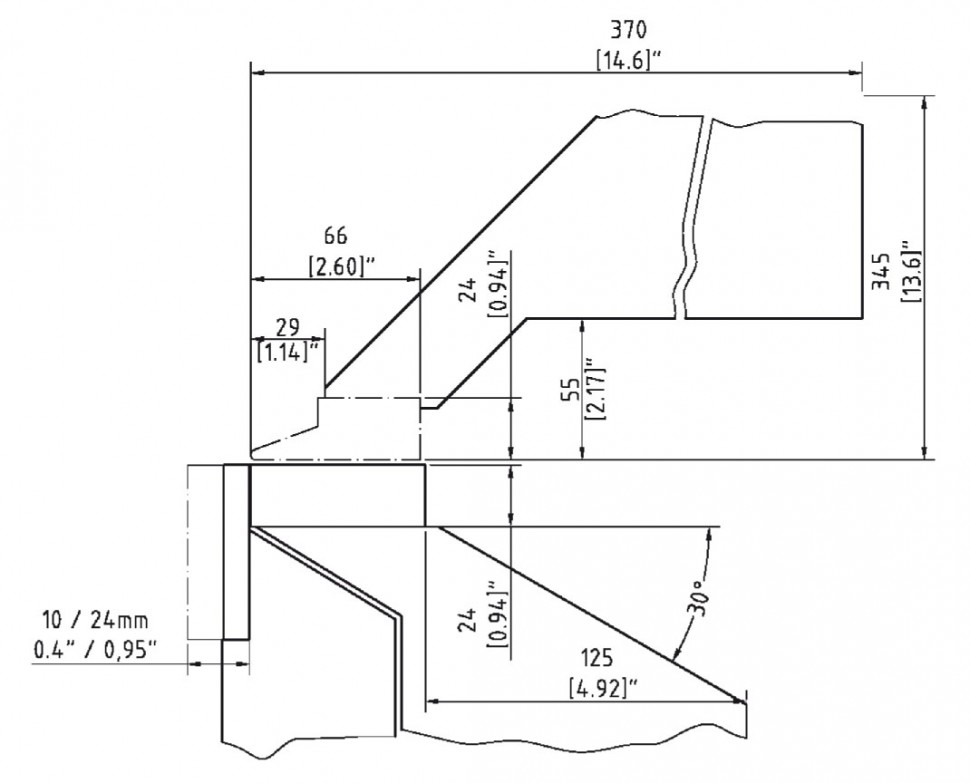 Углы гибочных чертежей должны быть видны.
Углы гибочных чертежей должны быть видны.
Схематическая диаграмма не так хороша, как три вида. Большинство из них представлены линиями или толстыми линиями. Как правило, вам нужно только различать вниз или складывать его вверх.
Поместите гибочную заготовку в соответствии с основным видом, обратите внимание на рисунок или заусенцы, чтобы облегчить направление.
При этом легко проверить правильность чертежей гибки.
Это зависит от того, изогнут ли чертеж гибки обработки листового металла, является ли он сплошным или точечным.
Сплошная линия относится к той части, которую можно увидеть, т. е. изгибающейся вверх. Пунктирная линия относится к невидимой части, то есть к наклону вниз.
Многие чертежи гибки обработки листового металла выпускаются из программного обеспечения 3D. Поэтому иногда линия изгиба врезается в пунктирную линию. Это делает нас неспособными видеть, нужно ли нам наклониться вверх или наклониться вниз. На этот раз нам нужно сопоставить вид сбоку, чтобы увидеть направление изгиба.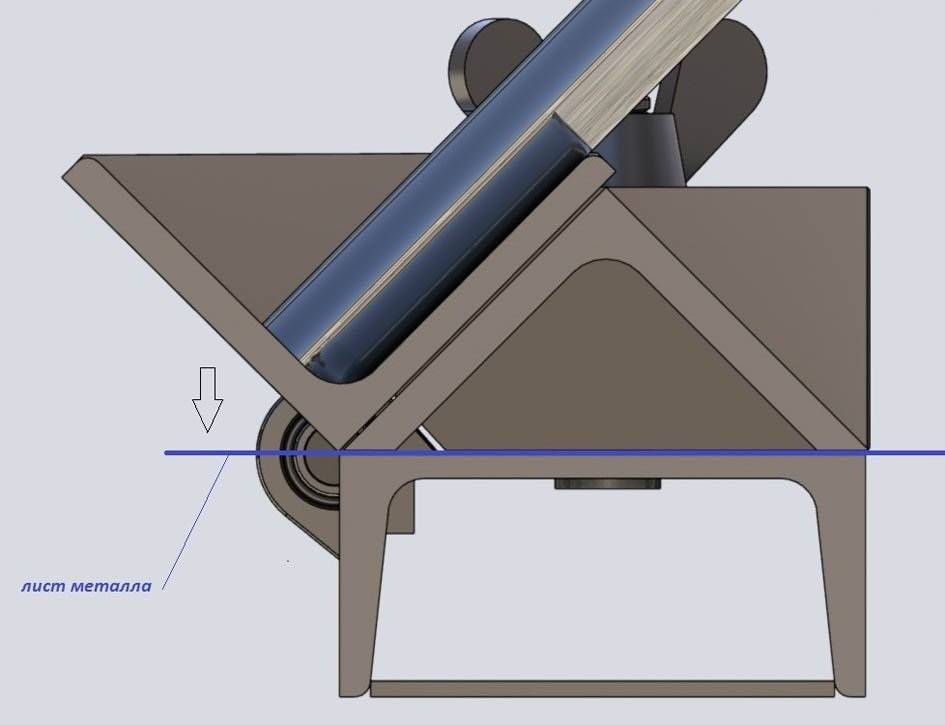
Когда вы смотрите на чертежи гибки, вы можете четко понять чертежи в соответствии с правилами проектирования.
Если это чертеж обработки листового металла третьего ракурса, необходимо указать, какая сторона указана на чертеже.
Просмотр чертежей гибки не только зависит от целого, но и не может игнорировать локальные виды или разрезы.
Из-за структуры продукта его нельзя отобразить в трех представлениях, поэтому необходимо использовать локальные представления. Углам рисунка также необходимо уделить внимание, а это значит, что весь рисунок изгиба находится в центре внимания, и ему нужно уделить достаточно внимания.
Также необходимо обратить внимание на какие материалы и толщину. Нижняя матрица листогибочного пресса должна быть отрегулирована в соответствии с толщиной листа. Это можно увидеть в строке заголовка. Не забудьте определить, соответствуют ли чертежи гибки заготовке.
Направление заусенцев является одним из правильных способов проверки чертежей гибки.