Токарный станок с ЧПУ модели STL-160
Каталог » Токарные станки » Токарные станки с ЧПУ » Токарный станок с ЧПУ модели STL-160
| Станок токарный с ЧПУ модели STL-160 предназначен для высокопроизводительной токарной обработки малоразмерных деталей типа «вал», «винт», «фланец», «втулка», «ниппель», «штуцер» и т.д. из различных конструктивных материалов в условиях мелкосерийного и серийного производства. Станок является проверенным временем решением для высокоточной обработки. |
КОНСТРУКТИВНЫЕ ОСОБЕННОСТИ
Станина, шпиндельная бабка, задняя бабка и каретка станка
представляют собой литые корпусные детали. По линейным осям станка установлены
направляющие качения. Все направляющие защитные кожухи телескопической защиты.
Система смазки станка – централизованная от станции импульсной смазки. Станок укомплектован
гидравлическим 3-х кулачковым патроном фирмы «Kitagawa» диаметром 165 мм с
отверстием диаметром 42 мм и полым гидроцилиндром, что позволяет использовать
станок для обработки деталей из прутковой заготовки.
Станок в базовом варианте имеет следующие управляемые линейные
оси:
Ось Х – поперечное перемещение суппорта.
Ось Z – продольное перемещение
суппорта.
Технические характеристики станка модели STL-160
|
Основные параметры |
|
|
|
Максимальная длина обрабатываемого изделия, мм |
200 |
|
|
Максимальный диаметр обрабатываемой заготовки мм: |
над станиной |
200 |
|
над суппортом |
170 |
|
|
|
|
|
|
Класс точности станка по ГОСТ 8-82 |
В |
|
|
Длина станины, мм |
1140 |
|
|
Ширина станины, мм |
800 |
|
Габаритные размеры станка, мм: |
2200х1600х1800 |
|
|
Вес станка, кг: |
2500 |
|
|
Перемещение по осям |
|
|
|
Величина перемещения по оси Х, мм |
110 |
|
|
Диаметр х шаг винта ШВП оси Х, мм |
25 x 10 |
|
|
Величина перемещения по оси Z, мм |
230 |
|
|
Диаметр х шаг винта ШВП оси Z, мм |
25 x 10 |
|
|
Максимальное значение скорости рабочих подач по осям X/ Z, мм/мин |
10 000 / 10 000 |
|
|
Максимальное значение скорость холостого хода по осям X/ Z, мм/мин |
30 000 / 30 000 |
|
|
Тип датчика обратной связи в приводе перемещения по осям X/ Z |
Абсолютный энкодер |
|
|
Шпиндельная бабка |
|
|
|
Конец шпинделя |
A2-5” |
|
|
Отверстие в шпинделе, мм |
42 |
|
|
Пределы частот вращения шпинделя, об/мин |
40 – 4000 |
|
|
Тип ременной передачи привода главного движения |
Ремень поликлиновой |
|
|
Диаметр переднего подшипника, мм |
80 |
|
|
Размер патрона |
165 |
|
|
Диаметр отверстия в патроне, мм |
45 |
|
|
Макс. |
25 |
|
|
Механизм зажима кулачков |
Гидравлический |
|
|
Задняя бабка |
|
|
|
Перемещение бабки, мм |
140 |
|
|
|
Ручной |
|
|
Ход пиноли, мм |
70 |
|
|
Диаметр пиноли, мм |
70 |
|
|
Конус пиноли |
Морзе 3 |
|
|
Механизм поджима пиноли |
Гидравлический |
|
|
Револьверная головка |
BTP-63 |
|
|
Тип инструментального диска |
TD -63-8-20 |
|
|
Количество инструментов |
8 |
|
|
Макс. |
20 х 20 |
|
|
Макс. размер расточной оправки, мм |
32 |
|
|
Характеристика системы управления SIEMENS |
|
|
|
Тип системы управления |
Sinumerik 828D basic T |
|
|
Число координат всего |
3 |
|
|
Управляемых одновременно |
2 |
|
|
Ввод данных |
С клавиатуры |
|
|
Техническая характеристика электрооборудования |
|
|
|
Характеристика питающей цепи: |
380 В, 50 Гц |
|
|
Напряжение местного освещения, В |
220 |
|
|
Мощность двигателя гл. |
5,5 |
|
|
Мощность насоса подачи СОЖ, кВт |
0,2 |
|
 диаметр прутка, мм
диаметр прутка, мм размер державки резца, мм
размер державки резца, мм движения, кВт
движения, кВтПримечание: характеристики, указанные в скобках, являются опциональными
ДОПОЛНИТЕЛЬНЫЕ ОПЦИИ
|
№ п/п |
Наименование |
|
1. |
Стартовый комплект из 4 блоков для расточного инструмента, 6 переходных
втулок для расточных резцов (Ø8, 10, 12, 16, 20, 25 мм), 2 оправок для
торцового инструмента и 3 переходных втулок МТ1, МТ2, МТ3. |
|
2. |
Транспортер стружкоуборочный с баком сбора стружки |
|
3. |
Устройство подачи прутка магазинного типа для прутка макс. диаметром 25 мм |
|
4. |
Цанговый патрон размера A-40 без цанг |
|
5. |
Шпиндель с максимальной частотой вращения 6000 об/мин. (Примечание: указанную опцию рекомендуется использовать на станках, оснащенных цанговыми патронами и не рекомендуется для станков с трехкулачковыми патронами, поскольку производитель не дает гарантию по условиям работы подшипников SKF на указанной максимальной частоте вращения при использовании трехкулачковых патронов) |

ОПИСАНИЕ СИСТЕМЫ УПРАВЛЕНИЯ “SIEMENS SINUMERIK 828” c функцией “SHOP TURN”
«ShopTurn» — это ПО
управления и программирования для токарных станков с одним суппортом,
обеспечивающее удобное управление станком и простое программирование деталей, позволяет
осуществить быстрый переход от чертежа к изделию. «ShopTurn» – комплексное
решение на базе СЧПУ для токарной технологии в цеховых условиях. При этом «ShopTurn»
поддерживает такие опции станка, как оси С, оси Y и встречный шпиндель. «ShopTurn»
имеет наглядное и удобное для пользователя управление инструментом. Для этой
функции необходима интеграция в программу PLC станка.
«ShopTurn» – комплексное
решение на базе СЧПУ для токарной технологии в цеховых условиях. При этом «ShopTurn»
поддерживает такие опции станка, как оси С, оси Y и встречный шпиндель. «ShopTurn»
имеет наглядное и удобное для пользователя управление инструментом. Для этой
функции необходима интеграция в программу PLC станка.
«ShopTurn» поддерживает 3 различных метода программирования:
- Программы в G−кодах, создаваемые на внешних устройствах, к примеру, импортированные из систем CAD/CAM.
- Программы в G−кодах, создаваемые непосредственно на станке. При программировании G−кодов доступны все технологические циклы.
- Программы рабочих операций, создаваемые непосредственно на станке (поставляется как опция).
|
|
Программирование
детали осуществляется очень просто, так как для этого существует графическая
поддержка и не требуются знания G−кодов. Индивидуальные циклы обработки могут быть выполнены без необходимости создания программы ЧПУ. |
 «ShopTurn» показывает программу в
наглядной технологической карте и представляет отдельные циклы и элементы
контура в динамической графике. Функция «Manual Machine» обеспечивает
выполнение рабочих функций, таких как токарная обработка с промежуточным
переключением.
«ShopTurn» показывает программу в
наглядной технологической карте и представляет отдельные циклы и элементы
контура в динамической графике. Функция «Manual Machine» обеспечивает
выполнение рабочих функций, таких как токарная обработка с промежуточным
переключением.
ОСОБЕННОСТИ ПО “SHOP TURN”
- Наглядное представление программы рабочих операций (опция).
- Простое использование для токарных функций, выполняемых вручную.
- Динамический графический ввод для элементов контура и циклов.
- Мощный контурный вычислитель для ввода свободного контура.
- Автоматическое генерирование движений подвода и отвода в зависимости от позиции инструмента и типа обработки.
- Возможность размещения
собственных циклов и изображений пользователя.


Семь преимуществ станков с ЧПУ и одна причина выбрать станок с ручным управлением на машиностроительное предприятие.
- Преимущества металлообрабатывающих станков с ЧПУ по сравнению с универсальными.
- 1. Высокая точность.
- 2. Экономичность.
- 3. Производственная гибкость.
- 4. Повышение производительности.
- 5. Уменьшение затрат на режущий инструмент.
- 6. Менее жесткие требования к квалификации персонала.
- 7. Безопасность труда
- Подведем итоги
- Преимущество от “Инкор” – короткие сроки поставки.

Авторы: Главный технолог ООО “Инкор” Ванюков Андрей Сергеевич,
инженер технолог ООО “Инкор” Смирнов Дмитрий Сергеевич
Современные тенденции металлообработки диктуют необходимость эксплуатации станков с числовым программным управлением на более высоких скоростях резания и подачи. Это крайне важно для сохранения конкурентоспособности на мировом рынке. Кроме того, сегодня широко используются трудные для обработки материалы, а значит критически важно внедрение современных технологии резания, в частности, режущего инструмента с большой линейкой, а также соответствующих методов программирования.
Металлообрабатывающие станки с ЧПУ применяют для множества технологических операций: фрезерования, точения и т.д. Такие станки применяются в автомобильной, нефтегазовой, даже в космической промышленности и на более скромном уровне, например, в частных мастерских.
Несмотря на очевидные достоинства станков с ЧПУ многие токари, фрезеровщики, технологи и прочие мастера со стажем до сих пор побаиваются такого вида оборудования. Некоторые считают, что затраты на эти станки выше, а значит и окупаться будут очень долго. Однако ситуация почти полностью противоположна таким представлениям. Станки с ЧПУ более выгодны, так как позволяют ускорить обработку деталей, автоматизировать производство, повысить точность обработки, брать более сложные заказы в работу и т.д. Рассмотрим преимущества металлообрабатывающих станков с ЧПУ по сравнению с универсальным подробнее.
Преимущества металлообрабатывающих станков с ЧПУ по сравнению с универсальными.
1. Высокая точность.
Устройства с ЧПУ с идеальной точностью обрабатывают самые мелкие детали первичных заготовок. Именно благодаря компьютерному программному обеспечению (ПО) подобные машины способны осуществлять резку, формировку и обработку исходного материала с такой высочайшей скоростью и точностью, которой никак не достигнуть традиционным способом обработки. В отличие от ручных ЧПУ-устройства изготавливают детали любой сложности и геометрии. Например, на рис. 1,2,3 показаны детали сложной геометрии, которые проблематично изготовить на универсальном оборудовании. Точность сохраняется при многократном запуске, что позволяет значительно сократить количество сырьевых отходов. (см. рис. 4,5)
Рисунки 1, 2, 3
Рис. 4 Рис. 5
2. Экономичность.
Работа металлообрабатывающих станков с ЧПУ осуществляется с применением разнообразного программного обеспечения, совместимого с различными операционными системами (ОС). При этом от сотрудника не требуется обязательного нахождения рядом со станком, оператор может управлять оборудованием удалённо, что ускоряет процесс. Один оператор может одновременно обслуживать до 4 станков, а при применении робота (в условиях высокой серийности) затраты на ФОТ уходят практически в ноль.
При этом от сотрудника не требуется обязательного нахождения рядом со станком, оператор может управлять оборудованием удалённо, что ускоряет процесс. Один оператор может одновременно обслуживать до 4 станков, а при применении робота (в условиях высокой серийности) затраты на ФОТ уходят практически в ноль.
Немаловажный аспект состоит в значительной оптимизации затрат на режущий инструмент. При работе на обычном фрезерном станке оператору необходимо время от времени увеличивать скорость подачи. Нередко случается, что сотрудник в силу усталости или недостатка профессионализма непреднамеренно увеличивает эту скорость. Следствием этого является износ режущей кромки, отлетание пластинки, врезание фрезы в стол либо в саму заготовку. На ЧПУ-оборудовании такая ситуация полностью исключена, так как скорость резания заранее задаётся программно, и не может быть изменена в процессе работы, а все возможные перемещения инструмента установлены ещё на стадии первичного программирования. Следовательно, нежелательное врезание фрезы исключено. См. рис. 6,7.
Следовательно, нежелательное врезание фрезы исключено. См. рис. 6,7.
Рис 6. послойное фрезерование Рис 7. чистовая обработка
3. Производственная гибкость.
Применяя на производстве станки с ЧПУ, Вы обеспечите наиболее простой переход от изготовления одной детали к созданию принципиально другой. Этот переход осуществляется путём выбора соответствующей программы из списка, хранящегося в памяти ЧПУ. Операция замены может быть осуществлена неограниченное количество раз. В универсальных станках скорости перемещения по разным осям и их соотношение регулируются механическими передачами, используется единый привод. Из этого следует, что если токарный станок изначально ориентирован на функционирование в метрической системе, то обработка по дюймовым размерам на нём не представляется возможной. В конструкции современных станков с ЧПУ для каждого ходового винта предусмотрен свой привод с шаговым либо с частотно регулируемым двигателем. Это позволяет нарезать нестандартные виды резьбы или создавать детали со сложными криволинейными поверхностями. (См. рис. 8)
Это позволяет нарезать нестандартные виды резьбы или создавать детали со сложными криволинейными поверхностями. (См. рис. 8)
Рис 8. Пример детали, обрабатываемой на станке с ЧПУ
4. Повышение производительности.
Важнейшим плюсом является способность ЧПУ-машин работать в режиме 24/7 без остановки. Беспрецедентно высокий уровень производительности металлообрабатывающих станков с программным управлением обуславливается не только уменьшением числа простоев, но и возможностью точного расчёта периода обработки и увеличения загрузки оборудования. Параметры заготовки и инструмента, сообщенные управляющей программе, позволяют исключить этап разметки из цикла. Все операции на ЧПУ станках могут выполняться с одной базы, появляется возможность отказаться от переустановки заготовки в процессе. Это положительно влияет и на производительность, и на точность обработки. На ручном оборудовании отсутствует возможность повторяемости подобной операции или совмещения токарной и фрезерной операции.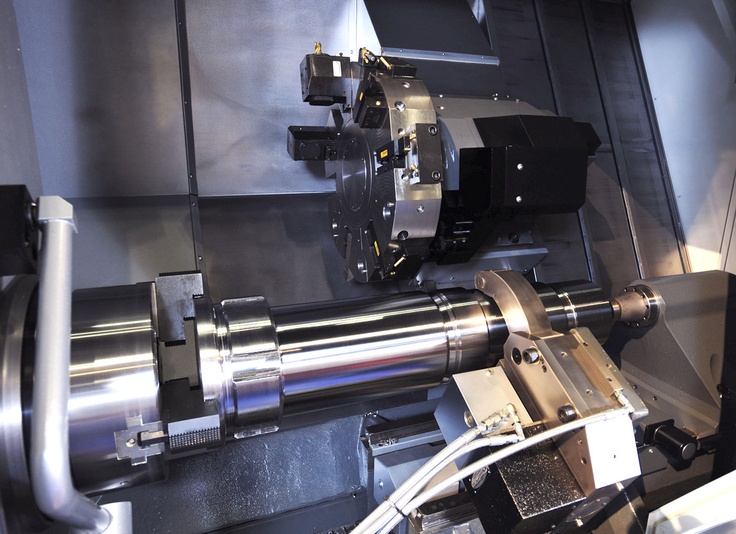 Кроме того, использование станков с ЧПУ позволяет уменьшить загрузку рабочего персонала. Всего один человек сможет обслуживать 2 и более станков с ЧПУ в зависимости от загрузки. Также один станок с ЧПУ заменяет 2 и более универсальных станков, что позволяет сократить штат рабочих мест, занимаемую площадь производства, потребление электроэнергии и уменьшить расходы другими способами. (См рис. 9)
Кроме того, использование станков с ЧПУ позволяет уменьшить загрузку рабочего персонала. Всего один человек сможет обслуживать 2 и более станков с ЧПУ в зависимости от загрузки. Также один станок с ЧПУ заменяет 2 и более универсальных станков, что позволяет сократить штат рабочих мест, занимаемую площадь производства, потребление электроэнергии и уменьшить расходы другими способами. (См рис. 9)
Рис. 9 Обработка детали с одной базы
5. Уменьшение затрат на режущий инструмент.
При использовании универсального оборудования порой приходится прибегать к применению фасонного инструмента при выполнении сложной геометрии деталей, а на станках ЧПУ достаточно всего одного инструмента (резца либо фрезы). Это гораздо эффективнее, производительнее и дешевле.
Для станков на ручном управлении в зависимости от целей производства часто становится необходимым приобретение дополнительной оснастки такой, как копировальное устройство, конусные линейки и т. д., а на станках с ЧПУ все уже встроено и дополнительная оснастка не нужна. (См рис. 10)
д., а на станках с ЧПУ все уже встроено и дополнительная оснастка не нужна. (См рис. 10)
Рис. 10
6. Менее жесткие требования к квалификации персонала.
Для обработки сложных деталей на универсальном станке требуются квалифицированные рабочие: токарь или фрезеровщик высокого разряда (4-6). Немаловажно найти сотрудника не только с внушительным опытом работы, но и с удовлетворительными личностными качествами. А как Вы понимаете, очень сложно найти достаточное количество таких специалистов в наше время. Для станка с ЧПУ достаточно одного оператора и наладчика. Высокая квалификация не обязательна, любой сотрудник сможет быстро ознакомиться с программой. Оператору станков с программным управлением не нужно обтачивать детали вручную. Вся работа здесь сводится всего к нескольким действиям, а именно:
-
следить за работой станка;
-
вводить соответствующие управляющие команды;
-
следить за состоянием режущего инструмента;
-
подавать заготовку и извлекать готовую деталь.

То есть задача будет состоять только в том, чтобы контролировать процесс и своевременно помещать деталь в камеру, да и то не всегда. Оператор станков с ЧПУ без труда может следить за несколькими станками одновременно, а токарь или фрезеровщик, какова бы ни была его квалификация, сможет обслуживать лишь один универсальный станок.
7. Безопасность труда
На станках с ЧПУ в большинстве случаев работа осуществляется в полностью закрытой зоне с дополнительными датчиками на дверях. Это исключает возможность нахождения сотрудника в зоне обработки, поэтому риск травмирования персонала сводится к минимуму.
На рис. 11 и 12 показаны станки с ЧПУ с закрытой зоной обработки
Рис. 11
Токарный обрабатывающий центр FOCUS CNC FBL-250Y
Рис. 12
Фрезерный обрабатывающий центр EXTRON SU-85A
Подведем итоги
Из всего вышесказанного можно сделать следующий вывод: станки с ЧПУ в долгосрочной перспективе более выгодны в финансовом смысле, так как позволяют:
-
обрабатывать любые, даже самые мелкие детали заготовок, с беспрецедентно высокой точностью;
-
оптимизировать затраты на режущий инструмент и ускорить процесс производства;
-
увеличить экономичность: сократить штат рабочих мест, занимаемую площадь производства, расход электроэнергии и т.
д.
 д.
д.
Рис. 13 Обрабатывающий центр CNC-Takang
Однако при определенных особенностях производства целесообразность приобретения станков с ЧПУ не так очевидна. Например, в случае мелкосерийного, штучного производства и особенно в ремонтных цехах, где основной задачей является ремонт деталей, а не серийный выпуск. Если приходится изготавливать большое количество разнообразных деталей или ремонтировать и восстанавливать разнообразные узлы, то нецелесообразно под каждую деталь разрабатывать программу для станка ЧПУ, в таких случаях лучше отдавать предпочтение станкам с ручным управлением.
Преимущество от “Инкор” – короткие сроки поставки.
ООО “Инкор” специализируется на обрабатывающих центрах с ЧПУ, но именно для таких нестандартных проектов в ассортименте компании присутствует оборудование с ручным управлением. Естественно, все оборудование точечного, нестандартного спроса поставляется под заказ. И тут мы вправе обозначить еще одно преимущество станков с ЧПУ: самые востребованные модели известных производителей Focus CNC, EXTRON, HONOR SEIKI, FEMCO, SINO, CNC TAKANG и другие азиатские и европейские бренды можно в короткие сроки приобрести со склада “ИНКОР”, что позволит оперативно, без длительных простоев, оборудовать производство.
И тут мы вправе обозначить еще одно преимущество станков с ЧПУ: самые востребованные модели известных производителей Focus CNC, EXTRON, HONOR SEIKI, FEMCO, SINO, CNC TAKANG и другие азиатские и европейские бренды можно в короткие сроки приобрести со склада “ИНКОР”, что позволит оперативно, без длительных простоев, оборудовать производство.
По вопросам поставок связывайтесь любым удобным способом с отделом оборудования ООО “Инкор” или заполните форму ниже.
Двойной шпиндель
Двойной шпиндель
Решение «Done-In-One» для многоцелевых деталей
СРАВНИТЕЛЬНАЯ ТАБЛИЦА РАБОЧЕЙ ОБЛАСТИ ТОКАРНОГО СТАНКА HAASРАЗМЕР ПАТРОНА | ВМЕСТИМОСТЬ БАР | РАБОЧИЙ КОНВЕРТ | ВАРИАНТЫ АВТОМАТИЗАЦИИ
- Дюйм
- Метрическая система
Делайте еще больше
Токарная обработка с двумя шпинделями в сочетании с осью Y, осью C и приводным инструментом позволяет выполнять несколько операций за один установ, сокращая количество операций с деталями и повышая точность.
РАЗМЕР ПАТРОНА
РАЗМЕР ПАТРОНА
Синхронизация шпинделей с помощью G199В этом совете дня Haas Марк объясняет, как синхронизировать шпиндели на двухшпиндельном токарном станке Haas. Вы узнаете, как передавать детали с главного шпинделя на вспомогательный шпиндель, как ориентировать патроны и как обеспечить соответствие скорости каждого шпинделя. Подробное пошаговое объяснение Марка в сочетании с отличной анимацией и крупным планом шпинделей поможет вам синхронизировать шпиндели в кратчайшие сроки!
ДВОЙНОЙ ТОКАРНЫЙDS-30Y
Двухшпиндельный токарный станок с ЧПУ с осью Y и максимальной производительностью 18″ x 23″
ТОЛЬКО CNY
Узнать больше Сборка и цена
Сверление на токарном станке: ВСЕ, ЧТО ВАМ НЕОБХОДИМО ЗНАТЬ
Марк покажет вам все, что вам нужно знать, чтобы сверлить на токарном станке Haas. Независимо от того, есть ли у вас стандартный 2-осевой токарный станок, двухшпиндельный токарный станок или даже токарный станок с приводным инструментом, Марк упрощает процесс и объясняет все коды G и M, которые вам когда-либо понадобятся.
Как установить ПРИВОДНЫЕ ИНСТРУМЕНТЫ
Правильная установка приводных инструментов на токарном станке может быть непростой задачей. Марк проведет вас через процесс с помощью пошагового руководства, которое ответит на все ваши вопросы.
РЕВЕРЛЬНАЯ РЕВОШКА HAAS BMT65
Зачем перемещать токарные детали на фрезерный станок для вторичных операций, если их можно полностью обработать на токарном станке Haas с револьверной головкой BMT65 и приводным инструментом? Система BMT65 обеспечивает повышенную производительность резания, более длительный срок службы инструмента и лучший зазор инструмента.
DS-30Y РЕЗКА
Посмотрите на станок Haas DS-30Y в действии, когда он режет деталь, которую мы продемонстрировали на нашем последнем мероприятии HaasTec в октябре 2017 года.
Слова могут рассказать очень многое. Посмотрите эту галерею фотографий, чтобы увидеть свой станок Haas со всех сторон.
ПОСМОТРЕТЬ ГАЛЕРЕЮ
От самого удобного в отрасли управления до нашей жесткой револьверной головки BMT65 с приводными инструментами и широкого выбора инструментов — мы позволяем вам настроить вашу машину так, чтобы она работала на вас. Ведь вы лучше всех знаете, что вам нужно. Узнайте больше обо всем, что может предложить Haas.
Ведь вы лучше всех знаете, что вам нужно. Узнайте больше обо всем, что может предложить Haas.
Изучение функций
Готовы создать свой новый токарный центр Haas?
Давайте найдем подходящую машину для вашего магазина и сделаем ее индивидуальной, добавив опции и функции, которые вам подходят.
НАЧАТЬ
Файлы cookie
Для правильной работы этого сайта мы иногда размещаем на вашем устройстве небольшие файлы данных, называемые куки. Большинство крупных веб-сайтов также делают это.
Что такое файлы cookie?
Файл cookie — это небольшой текстовый файл, который веб-сайт сохраняет на вашем компьютере или мобильном устройстве, когда вы посещаете сайт. Это позволяет веб-сайту запоминать ваши действия и предпочтения (например, логин, язык, размер шрифта и другие параметры отображения) в течение определенного периода времени, поэтому вам не нужно повторно вводить их каждый раз, когда вы возвращаетесь на сайт или переходить с одной страницы на другую.
Посмотреть уведомление о конфиденциальности и файлах cookie
Токарные станки с ЧПУ и токарные центры
Станки с ЧПУ
Токарные станки с ЧПУ и токарные центры Doosan постоянно поднимают планку производительности, производительности и надежности… все это помогает объяснить их неизменную популярность. От горизонтальных токарных станков с ЧПУ Doosan с одной револьверной головкой до токарных станков с ЧПУ с раздвижной головкой Doosan — существует станок, отвечающий вашим требованиям.
Найдите свой идеальный продуктТокарные станки с ЧПУ
Почему выбирают токарные станки с ЧПУ и токарные центры?
Токарные станки с ЧПУ и токарные центры являются неотъемлемой частью многих процессов производства компонентов.
Станки предназначены для производства высокоточных сложных деталей со сложными характеристиками и широко используются для обработки компонентов аэрокосмической, нефтегазовой, электроэнергетической, автомобильной, медицинской промышленности с высокой точностью и жесткими требованиями к чистоте поверхности.
Размер станка (т. е. диаметр патрона и прутка, длина станины, расстояние между центрами и т. д.) определяет размер обрабатываемого компонента. А интегрированные технологии и дополнительные оси (например, приводной инструмент, вспомогательные шпиндели, измерение в процессе, ось C и ось Y и т. д.) расширяют возможности токарных станков и токарных центров , позволяя выполнять точную обработку деталей за короткое время. меньше настроек.
Стоимость одной детали также может быть снижена за счет автоматизации (т. е. интеграции устройств подачи прутка, коботов и систем SYNERGi), что позволяет машинам работать без присмотра… днем, ночью и в выходные дни.
Серия станков
- Коробчатая направляющая
- Мощные шпиндели с высоким крутящим моментом
- Двойной конвейер для стружки
- Устройство смены инструмента с сервоприводом
- Диаметр стержня до 35 мм
- Вместимость до 27 инструментов
- Экономичный, универсальный и надежный
- Верхняя и нижняя револьверные головки: положение 12/8
- Доступны модели с длинной станиной и приводным инструментом
- Патрон до 10 дюймов/76 мм
- Функция оси Y (+/- 60 мм)
- Мощность приводного инструмента до 5,5 кВт/5000 об/мин
- Шпиндели 18,5 кВт/3500 об/мин
- Максимальная длина обточки до 170 мм
- Максимальный диаметр токарной обработки до 360 мм
- Доступны модели портальных погрузчиков
- Патрон 10″/12″ / диаметр прутка 76 мм
- Приводной инструмент (7,5 кВт/5000 об/мин)
- Ход оси Y 105 мм
- Доступны модели с длинной кроватью
- Патрон 12″ / диаметр прутка 102 мм
- Приводные инструменты (7,8 кВт/5000 об/мин)
- Ход по оси Y 130 мм
- Доступны модели с длинной кроватью
- Шпиндели с высоким крутящим моментом
- Возможность фрезерования (7,5 кВт/4000 об/мин)
- Максимальная длина обработки до 3150 мм
- Размер патрона — 380–610 мм
- Максимальный диаметр поворота — 550 мм
- Макс. длина обточки — 2050 мм
 длина обточки — 2050 мм
длина обточки — 2050 мм- Мощные шпиндели с высоким крутящим моментом (45 кВт/1800 об/мин)
- Максимальная длина поворота: до 5 метров
- Возможность фрезерования (9 кВт/3000 об/мин)
- Доступны модели с осью Y (+/-100 мм)
- Шпиндели с высоким крутящим моментом (45 кВт/1500 об/мин)
- Приводные инструменты (11 кВт/3000 об/мин)
- Патрон 32″
- Шпиндели с высоким крутящим моментом 45 кВт/750 об/мин
- Максимальная длина поворота до 5 метров
- Приводные инструменты (11 кВт/3000 об/мин)
- Максимальный диаметр поворота: 1000 мм
- Максимальная длина поворота: 2040 мм
- Шпиндель: 75 кВт/до 500 об/мин (двухступенчатый редуктор)
- Отверстие шпинделя: до 560 мм
- Возможность нарезания резьбы с произвольной скоростью
- Патрон 6”/8”/10″
- Шпиндель мощностью до 18,5 кВт/6000 об/мин
- Диаметр стержня 51/65 мм
- Доступны модели контршпинделя и приводного инструмента
- Управление Fanuc или Siemens
- Макс. размер патрона — 255 мм
- Максимальный диаметр поворота — 376 мм
- Макс. длина токарной обработки — 610 мм
 размер патрона — 255 мм
размер патрона — 255 мм- Конструкция машины высокой жесткости
- Высокая производительность резки
- Компактный, эффективный дизайн и конфигурация
- Интегрированные системы термокомпенсации и охлаждения
- Высокоскоростные мощные шпиндели
- Фрезерный шпиндель 5,5 кВт/5000 об/мин
- Размер патрона 10″
- Вместимость прутка 76 мм
- Управление Fanuc или Siemens
- Коробчатая направляющая
- Патрон 8″, 10″ или 12″
- Диаметр прутка 65 мм, 76 мм или 102 мм
- Приводные инструменты (5,5 кВт/5000 об/мин)
- Управление Fanuc или Siemens
- Патрон 8″ / диаметр прутка 65 мм
- Приводной инструмент (7,5 кВт/5000 об/мин)
- Ход оси Y 105 мм
- Доступны модели с длинной кроватью
- Размер колес: до 24″
- Макс. диаметр поворота: 650 мм
- Шпиндель: до 37 кВт/2500 об/мин
 диаметр поворота: 650 мм
диаметр поворота: 650 мм- Размер колеса: до 28″
- Макс. диаметр поворота: 711 мм
- Шпиндель: 55 кВт/2000 об/мин
- Двойные револьверные головки с сервоприводом
- Шпиндель 22 кВт/3000 об/мин
- 12-дюймовый патрон
- Максимальная длина заготовки: 461 мм
- Главный шпиндель 37 кВт/2000 об/мин
- 15-дюймовый патрон
- Максимальная длина поворота: 750 мм
- Размер патрона — 1010 мм
- Макс. диаметр обточки — 1100 мм
- Максимальная высота детали — 1000 мм
 диаметр обточки — 1100 мм
диаметр обточки — 1100 мм- Шпиндель 75 кВт/200 об/мин
- Максимальный диаметр поворота 2500 мм
- Максимальная длина обточки 1900 мм
- Шпиндель 75 кВт/200 об/мин
- Максимальный диаметр поворота 2500 мм
- Максимальная длина обточки 1900 мм
- Шпиндель 45 кВт/300 об/мин
- Максимальный диаметр поворота 2000 мм
- Максимальная длина обточки 1800 мм
- Шпиндель 45 кВт/300 об/мин
- Максимальный диаметр поворота 2000 мм
- Максимальная длина обточки 1800 мм
- Шпиндель 45 кВт/300 об/мин
- Максимальный диаметр поворота 1600 мм
- Максимальная длина обточки 1250 мм
- Шпиндель 45 кВт/400 об/мин
- Максимальный диаметр поворота 1600 мм
- Максимальная длина обточки 855 мм
- Шпиндель 45 кВт/400 об/мин
- Максимальный диаметр поворота 1600 мм
- Максимальная длина обточки 950 мм
- Шпиндель 45 кВт/400 об/мин
- Максимальный диаметр поворота 1600 мм
- Максимальная длина обточки 950 мм
- Шпиндель 45 кВт/300 об/мин
- Максимальный диаметр поворота 1600 мм
- Максимальная длина обточки 1250 мм
- Шпиндель 45 кВт/600 об/мин
- Максимальный диаметр обработки 1250 мм
- Максимальная длина обточки 750 мм
- Шпиндель 45 кВт/600 об/мин
- Максимальный диаметр обработки 1250 мм
- Максимальная длина обточки 750 мм
- Патрон 32 дюйма
- Шпиндель 60 кВт/850 об/мин
- Максимальный диаметр поворота 1100 мм
- Патрон 32 дюйма
- Шпиндель 60 кВт/850 об/мин
- Максимальный диаметр обработки 1100 мм
- 24-дюймовый патрон
- Шпиндель 45 кВт/1800 об/мин
- Максимальный диаметр токарной обработки 900 мм
- 24-дюймовый патрон
- Шпиндель 45 кВт/1800 об/мин
- Максимальный диаметр обточки 900 мм
- 15-дюймовый патрон
- Шпиндель 37 кВт/2000 об/мин
- Максимальный диаметр поворота 830 мм
- 15-дюймовый патрон
- Шпиндель 37 кВт/2000 об/мин
- Максимальный диаметр обработки 830 мм
- 12-дюймовый патрон
- Шпиндель 22 кВт/3000 об/мин
- Максимальный диаметр обработки 496 мм
- 12-дюймовый патрон
- Шпиндель 22 кВт/3000 об/мин
- Максимальный диаметр обточки 496 мм
- 12-дюймовый патрон
- Шпиндель 22 кВт/3000 об/мин
- Максимальный диаметр обработки 496 мм
об/мин к об/мин
кВт к кВт
об/мин к об/мин
кВт к кВт
Часто задаваемые вопросы
С первого взгляда может быть трудно определить разницу между токарным станком с ЧПУ и токарным центром с ЧПУ, поскольку они выполняют одни и те же задачи. Обе машины могут вращать материал, разрезая его для создания желаемой формы, и обе предлагают автоматизированное решение. Тем не менее, токарный центр с ЧПУ идет на шаг дальше, чем токарный станок с ЧПУ, потому что он может предложить автоматическую смену инструмента, вращающиеся инструменты и многое другое.
Обе машины могут вращать материал, разрезая его для создания желаемой формы, и обе предлагают автоматизированное решение. Тем не менее, токарный центр с ЧПУ идет на шаг дальше, чем токарный станок с ЧПУ, потому что он может предложить автоматическую смену инструмента, вращающиеся инструменты и многое другое.
Проще говоря, токарный станок с ЧПУ — это модернизация токарного станка с ЧПУ.
Идеальный инструмент для вас зависит от типа вашего производства. Токарный станок с ЧПУ подходит для небольших производственных циклов простых деталей, таких как штифты и втулки. Этот станок — отличный выбор, если вы хотите выполнить быстрый ремонт, поскольку его легко настроить и запустить из программы ЧПУ или вручную.
Токарный станок с ЧПУ предпочтителен для производства и удаления материала. Токарный центр с ЧПУ немного сложнее настроить по сравнению с токарным станком с ЧПУ, и вы можете управлять им только через контроллер. Тем не менее, этот выбор может выполнять гораздо больше автоматизированных задач с большей скоростью, чем токарный станок с ЧПУ.