Шаг 2.Что нужно для пайки
Что нужно для пайки
Каждый новичек спросит а что дальше, радиодетали и их виды мы прошли.Следущим уроком вы узнате что нужно и пригодится для пайки.Основные инструменты.
Паяльник
Паяльники это основный инструмент нужный для работы радиолюбителю.Им и производится пайка,расплавка олова(припоя)
Они бывают разной мощностью,выше мощность-выше температура и скорость нагрева.
Лучше всего брать паяльник мощностью не ниже 60 Вт
Питается паяльник в основном от сети 220 В,но будут статьи где будут разобраны самодельные паяльники нужные для пайки микросхем
Припой(олово) для пайки
Припоем называется метал в основном на основе олова служащий для спаивания металлов,у которых температура плавления выше чем у олова.
Продается припой в основном в виде проволочки
 Ну какой брать с флюсом или нет в разных ситуациях по разному.
Ну какой брать с флюсом или нет в разных ситуациях по разному.Олово можно купить тоже в любом радиомагазине
Канифоль.Флюс для пайки.
Применяется канифоль для лужения элементов в радиотехнике.Для этого если нам нужно спять будь то или дорожку с деталью, или два провода вместе.Без канифоле неполучится.Элемент пайки например провод покрывают с помощью паяльника расплавленым канифолем,или флюсом.Главное что бы покрылся тонким слоем.А затем уже покрытый канифолью проводник покрывают оловом.И можно смело их спаивывать
Купить канифоль или флюс можно в любом радиомагазине.
Так же бывает и самодельная канифоль
Что бы сделать канифоль своими руками нам нужно
1.Найти сосновую смолу и собрать её
2.Сосновую смолу переплавить на огне,и залить в какую нить форму.
3.После того как она остынет,все,можно пользоватся.У вас вполне пригодная для пайки канифоль
Что нужно для паяния
В статьях для начинающих разбирали уже и как обозначаются радиодетали, и как определить выводы микросхем. Но а теперь коснемся вопроса, что нужно для паяния, так как он всегда актуальный.
Но а теперь коснемся вопроса, что нужно для паяния, так как он всегда актуальный.
Паяльник
Первое что нам понадобиться, это конечно же паяльник.Оптимальный вариант и по цене и по мощности, это паяльник мощностью 60 Вт.
Канифоль
Канифоль, в идеале — проволочный припой, который представляет из себя намотанную на катушку, длинную, тонкую оловянную трубку, похожую на проволоку, в полости которой находится канифоль.
Т.е. при пайке, в этом случае, нам не нужно, как по-старинке, опускать жало паяльника, то в канифоль, то в припой, а все это происходит одновременно в одной точке. Об этом подробнее чуть ниже…
Приобрести все необходимые компоненты можно в ближайшем магазине радиотоваров.
Если у Вас не паяльная станция, которая изначально готова к пайке сразу же после включения, а обычный паяльник, то перед работой (особенно если он новый) его нужно специальным образом подготовить — залудить, иначе паять не будет. Что это такое «залудить», сейчас разберём.
Что это такое «залудить», сейчас разберём.
Берём напильник и прикладываем плашмя к срезу жала паяльника. Теперь точим в той же плоскости, периодически посматривая на жало, до тех пор, пока оно не станет плоским, гладким и блестящим.
После этого разогретое жало опускаем в канифоль и сразу в припой (в олово). Прилипать припой к жалу почти не будет, поэтому сразу же после этой процедуры прикладываем жало к небольшой дощечке, желательно природного происхождения (не ДСП) лучше еловой или кедровой (смолянистой), но в принципе сойдёт и любая, только возиться придется дольше.
Итак, повторяем эту процедуру (канифоль → припой → дощечка) до тех пор, пока подготовленный предварительно напильником срез жала из жёлто – с переливом сизого цвета разогретой меди, не станет серебристым и блестящим от покрывающего его равномерно припоя. Вот это и называется «залудить», в данном случае паяльник.
Примерно так должно выглядеть залуженное жало паяльника.
Теперь мы будем учиться припаивать проводок (предварительно его, залудив) к латунной жестянке, тоже залудив её с начала.
Окунаем жало паяльника в канифоль, потом в припой, и сразу же, плоскостью жала параллельно плоскости подносим вплотную к нашей латунной подопытной, не дав испариться канифоли, прижимаем, потом притираем, елозим, в общем – лудим. Если канифоль испарилась или растеклась, процесс повторяем, и постепенно, постепенно наша жестянка покрывается качественно налипшим на неё припоем. Если материал чистый или без сильных окислов, то подобное лужение происходит быстро.
Если используется проволочный припой, то прислоняем жало паяльника к жестянке, а к точке их контакта подносим кончик проволочного припоя, стараясь больше прикасаться к залуженной части паяльника, и трём ею об эту часть, чтобы олово с канифолью обогатило собою место контакта.
Как залудить провод? Теперь лудим проводок. Аккуратно снимаем изоляцию ровно настолько, чтобы нам хватило места для пайки, и для расположения термоусадочной трубки, (или другого изолятора) чтобы потом не возникло каких-нибудь «коротышей» (коротких замыканий)…
Аккуратно снимаем изоляцию ровно настолько, чтобы нам хватило места для пайки, и для расположения термоусадочной трубки, (или другого изолятора) чтобы потом не возникло каких-нибудь «коротышей» (коротких замыканий)…
Провод лудить проще, т.к. обычно, под изоляцией металл чистый, не окисленный. Его мы окунаем в канифоль, приложив сверху него жало разогретого паяльника и по-потихоньку вытаскиваем провод из под паяльника наружу, после того, как канифоль расплавится и задымится. Это делается, как наверное поняли, для того, чтобы расплавленная канифоль обволокла контактную часть провода. Теперь обогащаем жало паяльника припоем, коснувшись олова, подносим жало к налипшей на проводке канифоли.
Если провод медный и чистый – лужение произойдёт сразу же.
Если нет, то придется, возможно, операцию повторить или воспользоваться вместо канифоли паяльной пастой – специальным химическим веществом, (типа паяльной кислоты, если кто знаком) позволяющей лудить, к примеру, даже железо.
Так выглядит паяльная паста.
Как припаять провод?Есть у нас залуженная подопытная латунная жестянка и залуженный проводок, которые теперь мы обязаны соединить, запечатлеть разогретым припоем и потом остудить, чтобы навсегда сохранить их электрическую связь, что мы и делаем, поднеся залуженную часть провода к залуженной части жестянки.
К месту их контакта подносим обогащённое припоем жало паяльника так, чтобы припой качественно обволок залуженные части припаиваемых деталей. Этому будет способствовать участвующая в процессе канифоль. Если что-то не ладится — окунайте в неё. После того, как детали оказались в расплавленном припое, постарайтесь их больше не шевелить. Можно слегка подуть на место пайки, пока блеск припоя слегка не потемнеет, что будет свидетельствовать о затвердевании пайки.
Всё, поздравляю! У Вас получилось.
Пинцет
Во время пайки не стоит забывать что все элементы подвергаются высокой температуре.
Что бы избежать ожогов,и достичь наибольшего комфорта, мы пользуемся пинцетом.
Все что нужно для пайки
Что нужно для паяния
В статьях для начинающих разбирали уже и как обозначаются радиодетали, и как определить выводы микросхем. Но а теперь коснемся вопроса, что нужно для паяния, так как он всегда актуальный.Паяльник
Первое что нам понадобиться, это конечно же паяльник.Оптимальный вариант и по цене и по мощности, это паяльник мощностью 60 Вт.
Канифоль
Канифоль, в идеале — проволочный припой, который представляет из себя намотанную на катушку, длинную, тонкую оловянную трубку, похожую на проволоку, в полости которой находится канифоль.
Т.е. при пайке, в этом случае, нам не нужно, как по-старинке, опускать жало паяльника, то в канифоль, то в припой, а все это происходит одновременно в одной точке. Об этом подробнее чуть ниже…
Приобрести все необходимые компоненты можно в ближайшем магазине радиотоваров.
Если у Вас не паяльная станция, которая изначально готова к пайке сразу же после включения, а обычный паяльник, то перед работой (особенно если он новый) его нужно специальным образом подготовить — залудить, иначе паять не будет. Что это такое «залудить», сейчас разберём.
Как залудить паяльник?Берём напильник и прикладываем плашмя к срезу жала паяльника. Теперь точим в той же плоскости, периодически посматривая на жало, до тех пор, пока оно не станет плоским, гладким и блестящим.
После этого разогретое жало опускаем в канифоль и сразу в припой (в олово). Прилипать припой к жалу почти не будет, поэтому сразу же после этой процедуры прикладываем жало к небольшой дощечке, желательно природного происхождения (не ДСП) лучше еловой или кедровой (смолянистой), но в принципе сойдёт и любая, только возиться придется дольше.
Итак, повторяем эту процедуру (канифоль → припой → дощечка) до тех пор, пока подготовленный предварительно напильником срез жала из жёлто – с переливом сизого цвета разогретой меди, не станет серебристым и блестящим от покрывающего его равномерно припоя.
Примерно так должно выглядеть залуженное жало паяльника.
Теперь мы будем учиться припаивать проводок (предварительно его, залудив) к латунной жестянке, тоже залудив её с начала.
Окунаем жало паяльника в канифоль, потом в припой, и сразу же, плоскостью жала параллельно плоскости подносим вплотную к нашей латунной подопытной, не дав испариться канифоли, прижимаем, потом притираем, елозим, в общем – лудим. Если канифоль испарилась или растеклась, процесс повторяем, и постепенно, постепенно наша жестянка покрывается качественно налипшим на неё припоем. Если материал чистый или без сильных окислов, то подобное лужение происходит быстро.
Если используется проволочный припой, то прислоняем жало паяльника к жестянке, а к точке их контакта подносим кончик проволочного припоя, стараясь больше прикасаться к залуженной части паяльника, и трём ею об эту часть, чтобы олово с канифолью обогатило собою место контакта.
Теперь лудим проводок. Аккуратно снимаем изоляцию ровно настолько, чтобы нам хватило места для пайки, и для расположения термоусадочной трубки, (или другого изолятора) чтобы потом не возникло каких-нибудь «коротышей» (коротких замыканий)…
Провод лудить проще, т.к. обычно, под изоляцией металл чистый, не окисленный. Его мы окунаем в канифоль, приложив сверху него жало разогретого паяльника и по-потихоньку вытаскиваем провод из под паяльника наружу, после того, как канифоль расплавится и задымится. Это делается, как наверное поняли, для того, чтобы расплавленная канифоль обволокла контактную часть провода. Теперь обогащаем жало паяльника припоем, коснувшись олова, подносим жало к налипшей на проводке канифоли.
Если провод медный и чистый – лужение произойдёт сразу же.
Если нет, то придется, возможно, операцию повторить или воспользоваться вместо канифоли паяльной пастой – специальным химическим веществом, (типа паяльной кислоты, если кто знаком) позволяющей лудить, к примеру, даже железо.
Так выглядит паяльная паста.
Как припаять провод?Есть у нас залуженная подопытная латунная жестянка и залуженный проводок, которые теперь мы обязаны соединить, запечатлеть разогретым припоем и потом остудить, чтобы навсегда сохранить их электрическую связь, что мы и делаем, поднеся залуженную часть провода к залуженной части жестянки.
К месту их контакта подносим обогащённое припоем жало паяльника так, чтобы припой качественно обволок залуженные части припаиваемых деталей. Этому будет способствовать участвующая в процессе канифоль. Если что-то не ладится — окунайте в неё. После того, как детали оказались в расплавленном припое, постарайтесь их больше не шевелить. Можно слегка подуть на место пайки, пока блеск припоя слегка не потемнеет, что будет свидетельствовать о затвердевании пайки.
Всё, поздравляю! У Вас получилось.
Пинцет
Во время пайки не стоит забывать что все элементы подвергаются высокой температуре.
Что бы избежать ожогов,и достичь наибольшего комфорта, мы пользуемся пинцетом.
Пайка проводов паяльником: как сделать правильно
Один из самых надежных способов соединения проводов — пайка. Это процесс при котором пространство между двумя проводниками заполняется расплавленным припоем. При этом температура плавления припоя должна быть ниже температуры плавления соединяемых металлов. В домашних условиях чаще всего используется пайка паяльником — небольшим устройством, работающим от электричества. Для нормальной работы мощность паяльника должна быть не менее 80-100 Вт.
Что нужно для пайки паяльником
Кроме самого паяльника нужны будут припои, канифоль или флюсы, желательно иметь подставку. Еще в процессе работы может потребоваться небольшой напильник и маленькие пассатижи.
Чаще всего приходится паять медные провода, например, на наушниках, при ремонте бытовой техники и т.д.
Канифоль и флюсы
Чтобы получить хорошее соединение проводов, необходимо их очистить от загрязнений, в том числе и от оксидной пленки. Если моно-жилы еще можно очистить вручную, то многожильные проводники нормально зачистить не удастся. Их обычно обрабатывают канифолью или флюсом — активными веществами, которые растворяют загрязнения, в том числе и оксидную пленку.
Если моно-жилы еще можно очистить вручную, то многожильные проводники нормально зачистить не удастся. Их обычно обрабатывают канифолью или флюсом — активными веществами, которые растворяют загрязнения, в том числе и оксидную пленку.
И канифоль и флюсы работают неплохо, только флюсами пользоваться проще — можно окунуть кисточку в раствор и быстро обработать провода. В канифоль надо проводник положить, затем разогреть его паяльником, чтобы расплавленное вещество обволокло всю поверхность металла. Недостаток использования флюсов — если они остаются на проводах (а они остаются), постепенно разъедают прилегающую оболочку. Чтобы этого не случилось, все места пайки надо обработать — смыть остатки флюса спиртом.
Припои и флюсы для пайки паяльником медных проводов
Канифоль считается универсальным средством, а флюсы можно подбирать в зависимости от металла, который собираетесь паять. В случае с проводами это медь или алюминий. Для медных и алюминиевых проводов берут флюс ЛТИ-120 или буру. Очень неплохо работает самодельный флюс из канифоли и денатурированного спирта (1 к 5), кроме того его просто сделать своими руками. В спирт добавить канифоль (лучше пыль или очень мелкие ее кусочки) и встряхивать до растворения. Потом этим составом можно обрабатывать проводники и скрутки перед пайкой.
Очень неплохо работает самодельный флюс из канифоли и денатурированного спирта (1 к 5), кроме того его просто сделать своими руками. В спирт добавить канифоль (лучше пыль или очень мелкие ее кусочки) и встряхивать до растворения. Потом этим составом можно обрабатывать проводники и скрутки перед пайкой.
Припои для пайки паяльником медных проводов используют ПОС 60, ПОС 50 или ПОС 40 — оловянно-свинцовые. Для алюминия больше подходят составы на основе цинка. Наиболее распространенные — ЦО-12 и П250А(из олова и цинка), марки А (цинк и олово с добавлением меди), ЦА- 15 (цинк с алюминием).
Удобно пользоваться припоем с канифолью
Очень удобно пользоваться припоями, в состав которых входит канифоль (ПОС 61). В этом случае отпадает необходимость в предварительной обработке каждого проводника в канифоли отдельно. Но для качественной пайки паяльник надо иметь мощный — 80-100 Вт, который может быстро разогреть до необходимых температур место пайки.
Вспомогательные материалы
Для того чтобы нормально паять паяльником провода нужны еще:
- Подставка.
 Может быть она из металла полностью или на деревянной/пластиковой подставке закрепленные металлические держатели для паяльника. Также удобно, если есть небольшая металлическая коробочка для канифоли.
Может быть она из металла полностью или на деревянной/пластиковой подставке закрепленные металлические держатели для паяльника. Также удобно, если есть небольшая металлическая коробочка для канифоли.Паять паяльником удобнее с подставкой самодельной и фабричной — не очень важно
Так надо затачивать жало паяльника
Пассатижи — для того чтобы придерживать провода
Для смывки флюса может потребоваться спирт, для изоляции — изолента или термоусадочные трубки различных диаметров. Вот и все материалы и инструменты, без которых пайка паяльником проводов невозможна.
Процесс пайки электропаяльником
Вся технология пайки паяльником проводов может быть разделена на несколько последовательных этапов. Все они повторяются в определенной последовательности:
- Подготовка проводников. При пайке проводов они освобождаются от изоляции. После этого с них механическим путем удаляется оксидная пленка. Можно использовать небольшой кусок наждачной бумаги с мелким зерном.
 Металл должен блестеть и быть светлым.
Металл должен блестеть и быть светлым. - Лужение. Разогревают паяльник до температуры плавления канифоли (при прикосновении начинает активно плавится). Берут проводник, подносят к куску канифоли, прогревают паяльником так, чтобы вся зачищенная часть провода оказалась погруженной в канифоль. Затем на жало паяльника берут каплю припоя и разносят его по обработанной части проводника. Припой быстро растекается, покрывая тонким слоем провод. Чтобы он распределялся быстрее и равномернее, провод немного поворачивают. После лужения медные проводники теряют красноту, становясь серебристыми. Так обрабатывают все провода, которые надо будет припаивать
 Металл должен блестеть и быть светлым.
Металл должен блестеть и быть светлым.Вот, собственно и все. Таким же образом можно спаять два или более провода, можно припаять провод к какой-то контактной площадке (например, при пайке наушников — провод припаять можно к штекеру или к площадке на наушнике) и т.п.
После того, как закончили паять паяльником провода и они остыли, соединение необходимо изолировать. Можно намотать изоленту, можно надеть, а потом разогреть термоусадочную трубку. Если речь идет об электропроводке, обычно советуют сначала навернуть несколько витков изоленты, а сверху надеть термоусадочную трубку, которую прогреть.
Можно намотать изоленту, можно надеть, а потом разогреть термоусадочную трубку. Если речь идет об электропроводке, обычно советуют сначала навернуть несколько витков изоленты, а сверху надеть термоусадочную трубку, которую прогреть.
Отличия технологии при использовании флюса
Если используется активный флюс, а не канифоль, процесс лужения изменяется. Очищенный проводник смазывается составом, после чего прогревается паяльником с небольшим количеством припоя. Далее все как описано.
Пайка скрутки с флюсом — быстрее и проще
Есть отличия и при пайке скруток с флюсом. В этом случае можно каждый провод не лудить, а скрутить, затем обработать флюсом и сразу начинать паять. Проводники можно даже не зачищать — активные составы разъедают оксидную пленку. Но вместо этого придется места пайки протирать спиртом — чтобы смыть остатки химически агрессивных веществ.
Особенности пайки многожильных проводов
Описанная выше технология пайки подходит для моножил. Если провод многожильный, есть нюансы: перед лужением проводки раскручивают чтобы можно было все окунуть в канифоль. При нанесении припоя надо следить чтобы каждый проводок был покрыт тонким слоем припоя. После остывания, провода снова скручивают в один жгут, дальше можно паять паяльником как описано выше — окунув жало в припой, прогревая место спайки и нанося олово.
При лужении многожильные провода надо «распушить»
Можно ли паять медный провод с алюминиевым
Соединение алюминия с другими химически активными металлами напрямую делать нельзя. Так как медь — химически активный материал, то медь и алюминий не соединяют и не паяют. Дело в слишком разной теплопроводности и разной токопроводимости. При прохождении тока алюминий нагревается больше и больше расширяется. Медь греется и расширяется значительно меньше. Постоянное расширение/сужение в разной степени приводит к тому, что даже самый хороший контакт нарушается, образуется токонепроводящая пленка, все перестает работать. Потому медь и алюминий не паяют.
Если возникает такая необходимость соединить медный и алюминиевый проводники, делают болтовое соединение. Берут болт с подходящей гайкой и три шайбы. На концах соединяемых проводов формируют кольца по размеру болта. Берут болт, надевают одну шайбу, затем проводник, еще шайбу — следующий проводник, поверх — третью шайбу и все фиксируют гайкой.
Берут болт с подходящей гайкой и три шайбы. На концах соединяемых проводов формируют кольца по размеру болта. Берут болт, надевают одну шайбу, затем проводник, еще шайбу — следующий проводник, поверх — третью шайбу и все фиксируют гайкой.
Алюминиевый и медный проводники паять нельзя
Есть еще несколько способов соединить алюминиевую и медную линии, но пайка к ним не относится. Прочесть о других способах можно тут, но болтовое — наиболее простое и надежное.
Как правильно пользоваться паяльником с канифолью: учимся паять
Какие бы новшества ни предлагал современный рынок инструментов для ремонта радиотехники, паяльник остаётся одним из самых надёжных и безопасных устройств.Процесс пайки проводов и микросхем считается эффективным, поскольку благодаря ему можно добиться максимально прочного соединения между проводами и мелкими деталями.
Достичь такого результата помогает добавление в область контакта специального материала — припоя, имеющего более низкую температуру плавления, чем у соединяемых деталей.
Таким образом, пайка при помощи паяльника представляет собой воздействие определённой температуры на разные металлические поверхности для их прочного и качественного соединения. Однако перед тем, как приступить к работе с паяльником, вначале следует разобраться в правилах пайки и прочих тонкостях данного процесса.
Что нужно для пайки паяльником
Чтобы что-то припаять, вначале необходимо подготовить все необходимые для данного процесса инструменты.
- Разумеется, потребуется сам паяльник. Для работы в домашних условиях оптимальным вариантом будет паяльник с мощностью от 15 до 30 ватт. Выбор мощности прибора напрямую зависит от того, что именно планируется паять. Для простых деталей подойдёт паяльник с минимальной или средней мощностью, в то время как для более профессиональной пайки наиболее практичным будет прибор в 40 ватт.
- Обязательно потребуется припой, который очень важно грамотно подобрать. Основная функция припоя состоит в создании неразъёмного соединения в процессе пайки. В настоящее время существует несколько типов припоя, которые предназначены для решения различных задач (медные, серебряные, оловянные, свинцовые и т. д. ). Однако для запайки контактов в микросхеме или для обычного соединения проводов вполне подойдёт канифоль. Использовать её в электротехнике не рекомендуется, поскольку кислоты, которые содержатся в канифоли, могут попросту разрушить контакты и уничтожить сложные части схемы. Следует помнить, что только правильно подобранный припой способен обеспечить наилучшее соединение деталей.
- При работе с паяльником для чистки и залуживания «жала» прибора потребуется использовать флюс — специальная смесь органического или неорганического происхождения, необходимая для удаления с наконечника инструмента частиц кислот, выделяемых припоем. Флюс бывает в виде порошка, жидкости или пасты. Несмотря на огромный выбор разных флюсов, самым универсальным и наиболее эффективным считается флюс, изготовленный из канифоли.
- Чтобы с максимальным удобством и комфортом можно было пользоваться паяльником, следует подготовить для него специальную подставку. Поскольку прибор имеет очень высокую температуру нагрева, чтобы не прожечь вещи или предметы обязательно нужно подготовить подставку, выдерживающую высокие температуры.
- Потребуется напильник. Чтобы процесс запаивания проходил просто, необходимо заточить и очистить наконечник паяльника напильником. Главное, чтобы «жало» инструмента было ровным и не имело признаков нагара.
- Также для работы с прибором понадобятся тиски или пассатижи — с их помощью можно чётко фиксировать провода или платы, направлять их в нужное положение в процессе запаивания. Если этих инструментов не оказалось под рукой, на крайний случай можно воспользоваться пинцетом.
- По окончании работы с инструментом нужно будет воспользоваться спиртом, при помощи которого можно смыть следы флюса.
 Основная функция припоя состоит в создании неразъёмного соединения в процессе пайки. В настоящее время существует несколько типов припоя, которые предназначены для решения различных задач (медные, серебряные, оловянные, свинцовые и т. д. ). Однако для запайки контактов в микросхеме или для обычного соединения проводов вполне подойдёт канифоль. Использовать её в электротехнике не рекомендуется, поскольку кислоты, которые содержатся в канифоли, могут попросту разрушить контакты и уничтожить сложные части схемы. Следует помнить, что только правильно подобранный припой способен обеспечить наилучшее соединение деталей.
Основная функция припоя состоит в создании неразъёмного соединения в процессе пайки. В настоящее время существует несколько типов припоя, которые предназначены для решения различных задач (медные, серебряные, оловянные, свинцовые и т. д. ). Однако для запайки контактов в микросхеме или для обычного соединения проводов вполне подойдёт канифоль. Использовать её в электротехнике не рекомендуется, поскольку кислоты, которые содержатся в канифоли, могут попросту разрушить контакты и уничтожить сложные части схемы. Следует помнить, что только правильно подобранный припой способен обеспечить наилучшее соединение деталей.
Имея под рукой все необходимые инструменты, можно приступать к работе с паяльником.
Как правильно паять паяльником с канифолью
Канифоль обладает такими уникальными качествами, как лёгкость растворения в различных органических соединениях, например, ацетон или спирт. В процессе нагревания данное вещество может расщеплять сложные химические соединения наподобие меди, олова или свинца. Поэтому правильное использование канифоли способствует уменьшению вероятность растекания вещества, разрушению оксидного покрытия, а также качественному лужению припаиваемых элементов.Также нужно учесть, что чем тоньше окажется наконечник паяльника, тем проще будет с ним работать, особенно если дело касается припайки очень тонких проводков и деталей. Поэтому если он ещё не наточен, это следует сделать перед тем, как приступить к работе.
Описание процесса
- Вначале следует подготовить рабочее пространство, где планируется проводить запайку деталей. Для этого нужно открыть форточку, поскольку испарения, которые идут от припоя, сильно загрязняют воздух. Также следует взять любую губку, хорошенько смочить в воде и разместить как можно ближе к паяльнику. Ну, а чтобы не запачкать рабочее место каплями припоя, лучше всего поверхность, на которой предстоит работать, застелить плотным картоном или иным аналогичным покрытием.
- Под рукой обязательно должна находиться подставка для прибора.
- Затем нужно подключить паяльник в розетку и нагреть его. В процессе нагревания прибора может пойти специфический запах и заметный дым — это нормально. Прибор будет готов к использованию сразу же после того, как жало полностью накалится, а дым и неприятный аромат испарятся.
- После того как инструмент прокалился, его следует отключить. Это необходимо для того чтобы провести предварительную чистку жала от грязи и налёта. Чистить инструмент лучше всего пока он горячий. Для этого можно использовать подготовленную губку или тряпочку.
- Затем нужно снова включить паяльник и дать ему тщательно прогреться.
- После очистки и нагрева инструмента следует провести процесс лужения наконечника паяльника — покрытие жала лёгким слоем припоя, в данном случае — канифоли. Благодаря этой нехитрой манипуляции существенно увеличится теплообмен между деталями, которые предназначены для пайки.
- Далее необходимо наконечник нагретого прибора на некоторое время окунуть в канифоль, чтобы на жало набралось немного припоя. Следует чуть-чуть подождать, пока припой нагреется и начнёт размягчаться.
- Излишки канифоли можно снять при помощи картона или другого подручного инструмента.
- Если планируется паять одну медную деталь, то достаточно будет одного лужения — нужно один раз прикоснуться к канифоли, после этого приложить кончиком паяльника с припоем к рабочей поверхности и немного подождать, пока проводок не покроется припоем. В результате данных манипуляций начнёт дымиться канифоль, а припаиваемые детали обтекут расплавленным веществом.
- Для того чтобы качественно припаять две детали, их также необходимо по отдельности залудить, то есть, покрыть припоем. Следует помнить, что процесс лужения — это обязательная процедура, без которой не удастся качественно припаять нужные детали.
- После завершения работы с паяльником, пока он ещё не остыл, необходимо удалить остатки припоя. Для этого жало инструмента нужно просто протереть влажной тряпочкой, а лучше губкой, смоченной в спирте или любом другом составе, предназначенном для этих целей.
 Также следует взять любую губку, хорошенько смочить в воде и разместить как можно ближе к паяльнику. Ну, а чтобы не запачкать рабочее место каплями припоя, лучше всего поверхность, на которой предстоит работать, застелить плотным картоном или иным аналогичным покрытием.
Также следует взять любую губку, хорошенько смочить в воде и разместить как можно ближе к паяльнику. Ну, а чтобы не запачкать рабочее место каплями припоя, лучше всего поверхность, на которой предстоит работать, застелить плотным картоном или иным аналогичным покрытием. Благодаря этой нехитрой манипуляции существенно увеличится теплообмен между деталями, которые предназначены для пайки.
Благодаря этой нехитрой манипуляции существенно увеличится теплообмен между деталями, которые предназначены для пайки.
Особых сложностей при работе с инструментом возникнуть не должно. Чтобы всё прошло гладко, лучше всего предварительно поупражняться в работе с канифолью на деталях, которые не жалко будет потом выкинуть. Ведь опыт всегда приходит с практикой.
Спаивание проводов
Для того чтобы правильно припаять медные провода при помощи канифоли, необходимо соблюсти определённую последовательность действий.
- Вначале подготовить провода. Для этого концы проводов, которые нужно припаять, предстоит хорошенько зачистить от изоляции. Все сращиваемые между собой проводки, как правило, изолируются посредством специальной термоусадочной трубки. Если такая трубка присутствует, то её нужно обрезать при помощи острого ножа таким образом, чтобы длина выходила на 2−7 мм за пределы всех швов. Изоляционное покрытие должно быть около двух сантиметров с каждой стороны соединяемых проводов. Оголённые концы проводов необходимо обжечь, чтобы полностью освободить от изоляции.
- Затем соединяемым концам проводов нужно обеспечить качественное механическое соединение. Для этого два конца провода перекручиваются между собой так, чтобы их центры плотно пересекались друг с другом. После этого конец одного провода следует скрутить вдоль длины кабеля. Туже самую манипуляцию следует проделать и со вторым концом другого провода.
- Затем нужно поставить нагреваться паяльник, чтобы вначале залудить провода, а затем прогреть их. Для этого нагретый паяльник опускается в канифоль и берётся немного припоя, после чего прибором проводится пару-тройку раз по концам провода. В ходе лужения провод следует поворачивать и прогревать, что поможет обеспечить равномерное покрытие канифолью.
- По окончании работы готовый провод следует заизолировать. Для этого надо обратно одеть термоусадку на уже припаянные провода. Это поможет не только прикрыть соединение, но и нагреть его, благодаря чему спаянный провод будет прочным и гибким.
 Изоляционное покрытие должно быть около двух сантиметров с каждой стороны соединяемых проводов. Оголённые концы проводов необходимо обжечь, чтобы полностью освободить от изоляции.
Изоляционное покрытие должно быть около двух сантиметров с каждой стороны соединяемых проводов. Оголённые концы проводов необходимо обжечь, чтобы полностью освободить от изоляции. Для этого надо обратно одеть термоусадку на уже припаянные провода. Это поможет не только прикрыть соединение, но и нагреть его, благодаря чему спаянный провод будет прочным и гибким.
Для этого надо обратно одеть термоусадку на уже припаянные провода. Это поможет не только прикрыть соединение, но и нагреть его, благодаря чему спаянный провод будет прочным и гибким.Как видно, особых трудностей с запаиванием проводов при помощи канифоли, не возникает. Главное — не забыть залудить провод и проверить качество спайки. В случае необходимости лужение нужно повторить несколько раз до тех пор, пока провода прочно не соединятся припоем.
Важные советы
Разобравшись в том, как пользоваться паяльником, следует учесть несколько рекомендаций по работе с данным инструментом.
- Перед началом работы для осуществления качественной спайки деталей всегда нужно чистить наконечник инструмента. Нужно понимать, что только благодаря жалу паяльника усиливается теплопроводность и качество соединения. Для чистки можно использовать влажную губку. После зачистки наконечник прибора следует сразу же окунуть в канифоль, чтобы он покрылся тонким слоем припоя, который не даёт оксидному налёту мешать качественной спайке деталей.
- Первыми паять всегда нужно мелкие и тонкие детали, поскольку наконечник прибора в начале его использования будет максимально тонким и точным.
- Перед тем как паять детали, необходимо их поверхность тщательно очистить от грязи и кислоты. Зачистка поверхности припаиваемых предметов производится при помощи острого инструмента — наждачки или обычного ножа. Делается до тех пор, пока поверхность проводов заметно не посветлеет. После чего контакты залуживают и соединяют при помощи припоя.
- Если необходимо припаять какую-то деталь без использования паяльника, можно использовать канифоль, предварительно растворённую в спирте. Полученную смесь можно наносить на нужную поверхность при помощи любого тонкого инструмента, например, отвертки.
- Максимально качественной спайки можно добиться при использовании припоя с канифолью.
- Чтобы правильно и плотно припаять провода и прочие детали при помощи припоя, вначале необходимо прогреть паяльником места соединения.
- Главная ошибка многих заключается в плохом прогреве паяльника. Если такое случается, детали плохо соединяются. Поэтому перед тем как начать пользоваться инструментом, его нужно хорошенько нагреть.
- Однако сильный перегрев паяльника с максимальной мощностью тоже может негативно сказаться на качестве работы. Нужно понимать, что существуют разные температурные режимы, предназначенные для конкретного вида работ.
- Температура пайки — очень важный нюанс. Например, для запаивания различных микросхем температура должна быть не более 250 градусов. А вот для того чтобы соединить радиодетали, потребуется нагрев паяльника более 300 градусов.
- При работе с электроприбором следует соблюдать технику безопасности. Для этого нужно убедиться в том, что форточка открыта, а розетка исправна. Обусловлено это тем, что при работе с припоем выделяются вредные химические элементы, негативно сказывающиеся на здоровье. Что касается исправности розетки, то это тоже очень важный момент — в процессе сильного перегрева нередко возникают возгорания. Поэтому рабочее место нужно сперва подготовить и обезопасить, а уже после этого приступать к работе.

 Если такое случается, детали плохо соединяются. Поэтому перед тем как начать пользоваться инструментом, его нужно хорошенько нагреть.
Если такое случается, детали плохо соединяются. Поэтому перед тем как начать пользоваться инструментом, его нужно хорошенько нагреть. Поэтому рабочее место нужно сперва подготовить и обезопасить, а уже после этого приступать к работе.
Поэтому рабочее место нужно сперва подготовить и обезопасить, а уже после этого приступать к работе.Если взять на заметку эти маленькие хитрости, то процесс запаивания деталей пройдёт быстро, а главное, качественно.
Подводя итоги
Паяльник — это универсальный инструмент, при помощи которого можно оперативно соединить разорвавшиеся провода или контакты, а также быстро отремонтировать микросхему или соединить лёгкие металлические поверхности.
Простота эксплуатации прибора позволяет любому мужчине научиться им пользоваться в кратчайшие сроки.
И что немаловажно: для работы с паяльником не требуется наличие каких-либо профессиональных навыков.
Как пользоваться паяльником: рассказ о том, как правильно паять провода
Есть много способов, которые с успехом применяются для сращивания проводов, однако самым эффективным из них остается всем известная пайка. Только она гарантирует полную неразъемность соединений, испытывающих постоянную повышенную нагрузку. Начинающим домашним электрикам и радиолюбителям может показаться, что этот процесс до неприличия элементарен. Те мастера, кому часто приходится работать с прибором (как на работе, так и дома), мыслят по-другому. Такие люди считают, что умение хорошо паять сродни искусству. Поэтому перед началом каких-либо практических занятий лучше поинтересоваться, как пользоваться паяльником наиболее эффективно, как правильно паять провода. Даже минимальные знания помогут быстрее освоиться с новыми навыками.
Начинающим домашним электрикам и радиолюбителям может показаться, что этот процесс до неприличия элементарен. Те мастера, кому часто приходится работать с прибором (как на работе, так и дома), мыслят по-другому. Такие люди считают, что умение хорошо паять сродни искусству. Поэтому перед началом каких-либо практических занятий лучше поинтересоваться, как пользоваться паяльником наиболее эффективно, как правильно паять провода. Даже минимальные знания помогут быстрее освоиться с новыми навыками.
Паяльник и его задачи
Пайка — соединение металлических контактов при помощи расплава (свинец и олово), обладающего электролитическими (токопроводящими) свойствами. Отличие этой операции от сварки в том, что ни один соединяемый элемент в процессе не плавится: припой, используемый в качестве, имеет более низкую температуру плавления, чем у металлических проводников. После застывания расплава образуется неразъемное контактное соединение.
Приборы, используемые в домашних условиях, — электрические паяльники. Выбор устройства зависит от того, какие работы мастер планирует выполнять в будущем:
Выбор устройства зависит от того, какие работы мастер планирует выполнять в будущем:
- для пайки электронных элементов будет достаточно небольшой мощности — 40-60 Вт;
- если толщина спаиваемых деталей не более 1 мм, то хватит 80-100 Вт;
- элементы, имеющие стенки до 2 мм, требуют уже тяжелой артиллерии — инструмента мощностью выше 100 Вт.
Чтобы иметь возможность выполнять почти любые подобные работы в бытовых условиях, домашнему мастеру лучше приобрести сразу два разных прибора — первый и второй, более мощный ни к чему: лучше, если пайкой толстостенных деталей будет заниматься опытный человек-«паяльник».
Составы и дополнительные инструменты
Необходимо приобрести еще несколько вспомогательных материалов. В это список входит:
- Припой, о котором уже упоминалось вскользь. Для соединения медных проводов оптимальны оловянно-свинцовые припои ПОС-40, ПОС-50 либо ПОС-60, где цифры — процент содержания олова, так как свинец добавляют только для удешевления. Для пайки алюминиевых контактов — сплавы на основе цинка: ЦА-15 (цинк + алюминий), марки А (цинк, медь, олово), ЦО-12, П250А (цинк +олово).
- Флюс. Он используется для очистки проводов от различных загрязнений, а также от оксидной (окисной) пленки. Цель флюса — обеспечение хорошей адгезии (сцепления) припоя с поверхностью. Чаще в этой роли используют канифоль или смеси с ней (глицерин, спирт, цинк): например, ЛТИ-120. Для серебра, нержавеющей стали применяют кислотные (активные) флюсы, но их остатки необходимо смывать спиртом.
 Для пайки алюминиевых контактов — сплавы на основе цинка: ЦА-15 (цинк + алюминий), марки А (цинк, медь, олово), ЦО-12, П250А (цинк +олово).
Для пайки алюминиевых контактов — сплавы на основе цинка: ЦА-15 (цинк + алюминий), марки А (цинк, медь, олово), ЦО-12, П250А (цинк +олово).Есть еще паяльные пасты, в составе их два главных компонента — припой и флюс. Смесь наносят на деталь, затем ее прогревают жалом паяльника. Цель использования — пайка в труднодоступных местах, при поверхностном монтаже SMD компонентов.
Для нормальной работы с паяльником потребуется:
- подставка, которая имеет две металлические опоры — для корпуса и рукоятки;
- напильник для заточки или очистки жала;
- миниатюрные пассатижи либо пинцет с термоусадочной трубкой — для удерживания быстро и сильно нагревающихся проводов;
- спирт для удаления остатков флюса, тряпка для снятия припоя;
- наждачная бумага (надфиль) для очистки проводников;
- термоусадочные трубки разных диаметров и/либо изолента для проводников.

Подготовка к работе
Перед тем как пользоваться паяльником, лучше изучить все неявные моменты, которые сделают работу удобной и безопасной. Первая забота — организация рабочего места. Главное требование — его близость к розетке, чтобы в случае необходимости выключить прибор из электросети можно было бы почти мгновенно.
Про удобную подставку, позволяющую быстро брать в руки и класть прибор обратно, уже было написано. Ее можно изготовить самостоятельно, используя в качестве основания дерево либо текстолит. М-образные стойки обычно делают из стальной проволоки, альтернатива — пруток, чей диаметр составляет 4-5 мм.
Удобную работу «паяльщика» трудно представить без маленьких емкостей для канифоли, припоя. Лучший вариант — довольно широкие, но невысокие баночки, изготовленные из металла. Их рекомендуют закрепить на подставке под паяльник.
Проводники
Их освобождают от изоляции (30-50 мм или больше, если диаметр провода велик), затем механически удаляют окисную пленку. Зачищают поверхности, используя наждачную бумагу, до появления блеска. При сильном загрязнении металла провода пользуются растворителем. Для обработки стальных деталей берут на вооружение паяльную кислоту.
Зачищают поверхности, используя наждачную бумагу, до появления блеска. При сильном загрязнении металла провода пользуются растворителем. Для обработки стальных деталей берут на вооружение паяльную кислоту.
Неидеальное состояние инструмента требует предварительной подготовки, так как пользоваться паяльником, если кончик жала потерял форму, нельзя. Рабочий участок сначала осматривают. При обнаружении изъянов — наплывов либо выемок — первоначальную форму (скос 45°) восстанавливают напильником.
Далее жало паяльника лудят — покрывают припоем. Делают операцию так:
- сначала прибор разогревают до рабочей температуры;
- одну сторону кончика сначала помещают в канифоль, потом в припой;
- лишний припой, не выключая инструмент, стирают тряпкой, альтернатива — протирание плоскости о деревянную поверхность;
- аналогичным образом подготавливают вторую сторону паяльника.
Если рабочий участок имеет один скос, залуживают только его.
Пайка
Теперь о том, как пользоваться паяльником по прямому назначению: как правильно паять провода.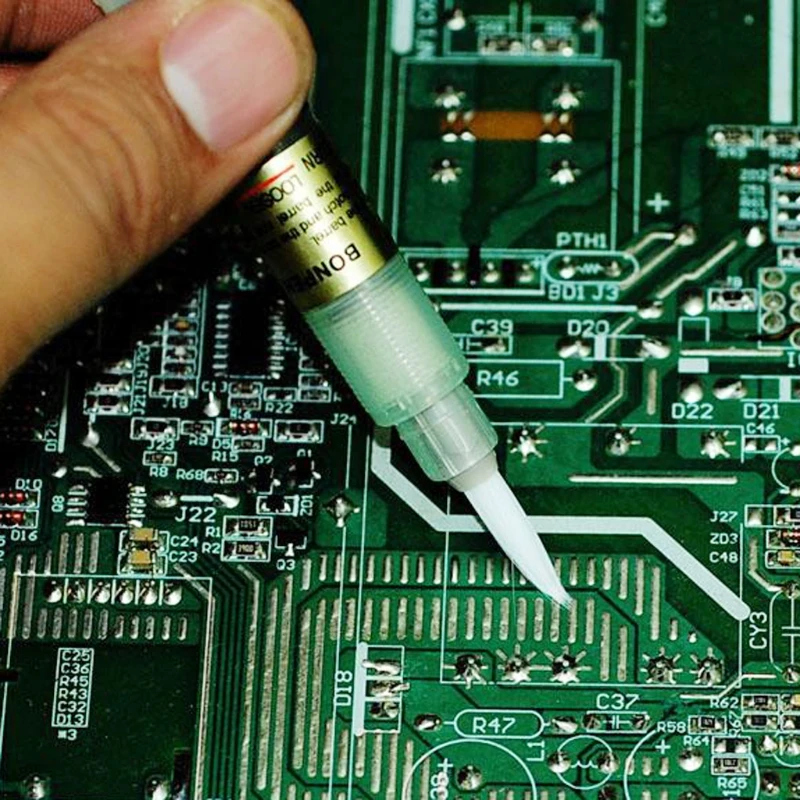 Сам процесс прост, но для лучшего результата необходимо познакомиться с несколькими условиями. После включения бытового инструмента в сеть, обычно ждут около 5 минут, за этот период он нагревается до оптимальной температуры, позволяющей канифоли закипеть, а расплаву стать однородным.
Сам процесс прост, но для лучшего результата необходимо познакомиться с несколькими условиями. После включения бытового инструмента в сеть, обычно ждут около 5 минут, за этот период он нагревается до оптимальной температуры, позволяющей канифоли закипеть, а расплаву стать однородным.
Нормой считают температуру в 240-280°. При недостаточном нагреве флюс только слегка размягчится, а олово чуть-чуть оплавится. Припой в таком состоянии использовать нельзя. Перегрев тоже приведет к «катастрофе»: флюс будет шипеть и плеваться, а расплав потеряет пластичность. В такой ситуации паяльник отключают от сети, дают ему время на охлаждение.
Лужение
Когда достигнута температура плавления канифоли, зачищенную, подготовленную часть проводника укладывают на кусок, затем нагревают паяльником до тех пор, пока весь провод не погрузится в канифоль полностью. После этого на жало берут каплю припоя, быстро распределяют его по проводу, который немного поворачивают. «Готовый» медный проводник избавляется от «предательской» красноты — становится серебристым. Аналогичным образом поступают со всеми деталями, предназначенными для пайки.
Аналогичным образом поступают со всеми деталями, предназначенными для пайки.
Основная работа
Подготовленные проводники плотно соединяют. В некоторых случаях целесообразнее делать скрутку. Взяв на жало припой, его с небольшим усилием прижимают к проводам, которые рукой удерживают вместе. Когда растекшийся припой покрывает все место соединения, операцию считают успешно завершенной, однако паяльник не убирают, дожидаясь остывания припоя. Для ускорения этого процесса, который занимает всего 3-4 секунды, на него рекомендуют дуть. Если толщина припоя не устраивает, то жалом переносят еще одну каплю.
Последний этап — изоляция места соединения. После того как проводники остыли, на них наматывают изоленту. Кто хочет большей надежности, те надевают термоусадочную трубку, которую потом разогревают. Если работы касались электропроводки, то используют комбинированную защиту — сразу оба варианта: после наматывания ленты на нее надевают термоусадку.
Скрутка
Для обеспечения большей надежности соединения рекомендуют предварительно скручивать концы проводников. Расплав наносят таким образом, чтобы он попадал в зазоры между ними. Пайку деталей встык не приветствуют по понятным причинам: такое соединение не может похвастаться прочностью. Если надо припаять провод к середине другого, то конец первого обматывают вокруг второго, крайний случай при недостаточной длине — формирование петли.
Расплав наносят таким образом, чтобы он попадал в зазоры между ними. Пайку деталей встык не приветствуют по понятным причинам: такое соединение не может похвастаться прочностью. Если надо припаять провод к середине другого, то конец первого обматывают вокруг второго, крайний случай при недостаточной длине — формирование петли.
Особенности пайки
Они есть, если использовать другие составы и более сложные провода.
- Операция с флюсом. В случае активной смеси провода предварительно не очищают от оксидной пленки, ее «съест» кислота. Их смазывают флюсом, затем нагревают паяльником, на который берут небольшое количество припоя. В последующих действиях различий с «неувядаемой классикой» почти нет, если не считать протирания мест пайки ваткой со спиртом. Простая операция уничтожит остатки агрессивного состава.
- Многожильные проводники. Здесь перед лужением все элементы раскручивают, чтобы была возможность погрузить их в канифоль. При нанесении припоя очень внимательно следят за всеми проводками, так как на каждом обязан быть его тонкий слой. Перед пайкой их снова скручивают вместе, а затем действуют описанным выше способом.
- Союз меди и алюминия. Их в одну телегу впрячь не можно: в этом случае пайка невозможна. Причина — «несовместимость характеров»: разная степень теплопроводности, электропроводности. Этот союз неизбежно приведет к расставанию — нарушению контакта. Выход есть. Он, самый надежный и простой, показан на фото.
 Перед пайкой их снова скручивают вместе, а затем действуют описанным выше способом.
Перед пайкой их снова скручивают вместе, а затем действуют описанным выше способом.У любого человека может возникнуть необходимость в подобной операции. Ответы на вопросы о том, как пользоваться паяльником и как правильно паять провода, несложны для понимания. Все, что нужно для успеха — хороший инструмент, качественные материалы и то, что скоро придет, — опыт, который нужно «нажить».
Как происходит весь процесс «live», можно посмотреть в этом видеоролике:
Как научиться паять паяльником с нуля
Любому начинающему радиолюбителю, так или иначе связанным с электроникой, приходится решать задачу, как научиться паять паяльником с нуля.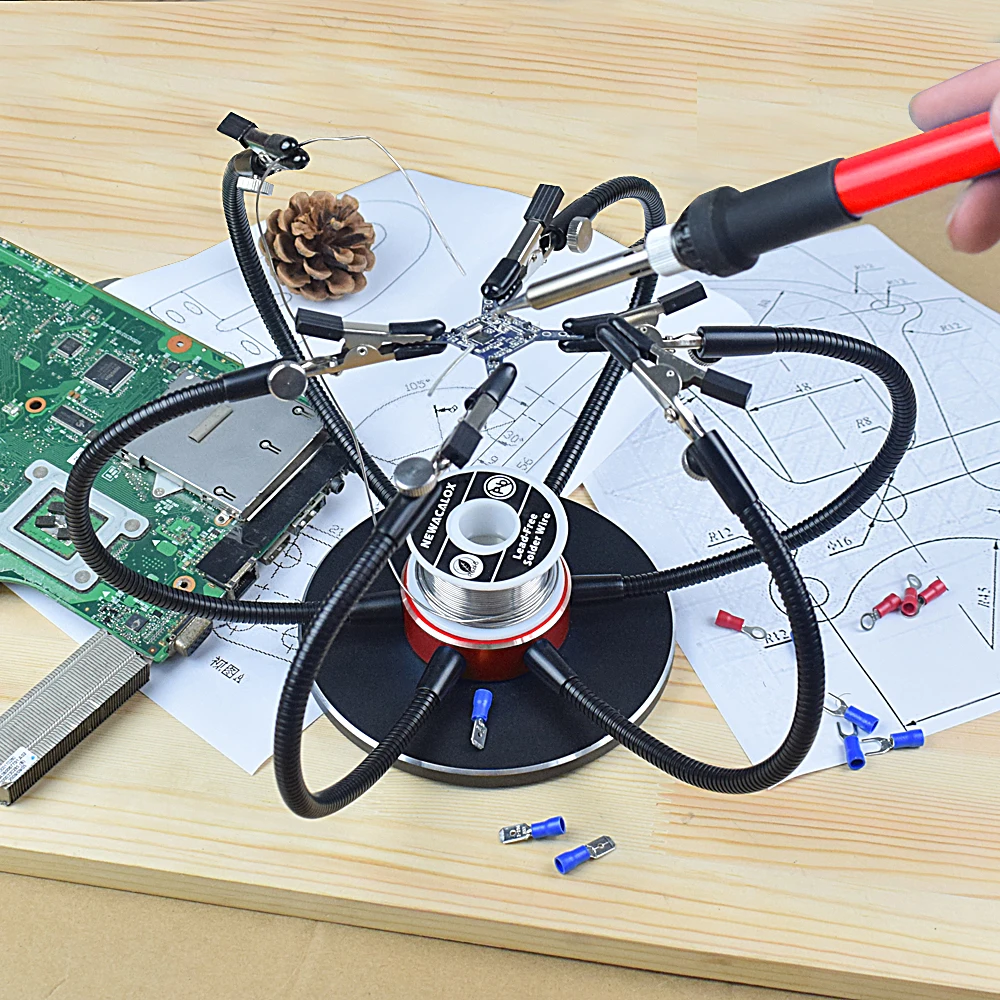 На первый взгляд в этом нет ничего сложного, но, это распространенное заблуждение всех начинающих электронщиков, поскольку без практических навыков невозможно обеспечить надежное и качественное соединение методом пайки.
На первый взгляд в этом нет ничего сложного, но, это распространенное заблуждение всех начинающих электронщиков, поскольку без практических навыков невозможно обеспечить надежное и качественное соединение методом пайки.
Что такое пайка и в чем суть процесса
Конечным результатом пайки является соединение между собой двух металлических элементов. Сам процесс спаивания обеспечивается независимым металлом с гораздо более низкой температурой плавления. Именно этот металл выполняет функцию припоя.
Каждый способ пайки основывается на принципе прогрева металлических элементов в точке соединения. Температура прогрева должна превышать температуру, при которой плавится металл, используемый для припоя. В подобном режиме металл припоя, будучи расплавленным, свободно затекает в промежутки и щели между деталями, проникая частично даже в саму металлическую структуру. После застывания в данном месте происходит образование механической связи и электрического контакта.
Существует два основных условия, без соблюдения которых решение задачи, как правильно паять будет просто невозможно:
- В точке спаивания элементы должны быть максимально чистыми. Соединение с поверхностью осуществляется на молекулярном уровне, и даже небольшая грязь или пленка окисла значительно снизит надежность контакта. Вполне возможно, что детали вообще не соединятся.
- Соблюдение температурного режима, о котором говорилось ранее. В случае недостаточной разницы температур, кристаллическая решетка припоя не сможет нормально сформироваться из-за термической усадки во время застывания.
Медь и ее сплавы хорошо соединяются традиционными припоями. Они годятся для стали, алюминия и других металлов. Единственным серьезным ограничением считается пайка крупных металлических деталей из-за невозможности их прогрева до нужных температур.
Чаще всего припой состоит из оловянно-свинцового сплава, в котором может содержаться различное количество олова. Процент содержания отображается в маркировке, например, ПОС-40 или ПОС-60. От этого показателя зависит и температура плавления, составляющая для первого припоя – 235 градусов, а для второго – 183 градуса. Еще ниже температура плавления припоя ПОСВ-33, состоящего из олова, свинца и висмута. Для соединения алюминиевых деталей требуются специальные припои с высокой температурой плавления.
Еще ниже температура плавления припоя ПОСВ-33, состоящего из олова, свинца и висмута. Для соединения алюминиевых деталей требуются специальные припои с высокой температурой плавления.
Другим важным компонентом являются флюсы, с помощью которых металлические поверхности очищаются от окисей в виде пленок. Наибольшее распространение получила канифоль, защищающая нагретый металл от соприкосновения с воздухом.
Выбор флюсов и припоев
Поскольку качество соединений при пайке во многом зависит от правильного выбора флюсов и припоев, эти материалы следует рассмотреть более подробно. В настоящее время существует большое количество этих компонентов, подходящих практически для всех видов пайки.
Основной функцией флюсов является протравливание металлических деталей, удаление оксидной пленки и последующая защита поверхности от коррозии. Покрытие флюсом гарантирует ее чистоту, хорошее смачивание и растекание олова.
Флюсы подбираются в соответствии с металлами и сплавами, которые требуется соединить. В состав любого флюса входят металлические соли, щелочи и кислоты, активно реагирующие на повышение температуры. В связи с этим, существует условное деление этих материалов на два типа.
В состав любого флюса входят металлические соли, щелочи и кислоты, активно реагирующие на повышение температуры. В связи с этим, существует условное деление этих материалов на два типа.
Первый из них является активным, его основой служат соляная, хлорная и другие неорганические кислоты. Их агрессивное воздействие на металл требует быстрой смывки по окончании работы. Это единственный недостаток таких флюсов, зато с их помощью можно соединять практически любые металлы. Они выпускаются в жидком виде и считаются более удобными для нанесения. В них добавляются спирт или глицерин, которые полностью испаряются при нагревании.
Второй тип флюсов состоит из канифоли и применяется для соединения цветных металлов. Для стальных деталей они считаются менее эффективными. По окончании работы канифоль необходимо смыть, поскольку со временем она вызывает коррозию и становиться проводников электротока при длительном нахождении во влажной среде.
Припой для работы подбирается легче. В основном используются соединения из свинца и олова с маркировкой ПОС. Процент содержания олова обозначается цифрами, идущими после букв. Большее содержание олова в припое обеспечивает более высокую механическую прочность и электропроводность соединений. Одновременно снижается и температура плавления припоя с высокой долей олова. Добавление свинца нормализует застывание и не дает олову растекаться.
Процент содержания олова обозначается цифрами, идущими после букв. Большее содержание олова в припое обеспечивает более высокую механическую прочность и электропроводность соединений. Одновременно снижается и температура плавления припоя с высокой долей олова. Добавление свинца нормализует застывание и не дает олову растекаться.
Некоторые современные припои выпускаются без свинца (БП), вместо которого добавляется цинк или индий. Они отличаются более высокой температурой плавления, но соединения получаются более прочными и устойчивыми к коррозии. И, наоборот, существуют припои из легких сплавов, способные растекаться, начиная от 90-110 градусов. С их помощью выполняется соединение компонентов, обладающих повышенной чувствительностью к перегреву.
Выбор паяльника
Существует несколько типов паяльников, используемых в домашних условиях. Они рассчитаны на разное напряжение и могут работать от 12, 220 и 380 вольт.
Мощность того или иного паяльника выбирается исходя из выполняемых работ:
- Пайка электронных деталей и компонентов – 40-60 Вт.
- Детали, толщиной до 1 мм – 80-100 Вт.
- Элементам, толщиной 2 мм требуется мощность 100 Вт и более.

Как правило, у домашних мастеров имеется два паяльника – малой и средней мощности, способные решать практически все задачи. Обучение можно проходить на любом из них. Толстостенные детали рекомендуется паять на профессиональном оборудовании.
Подготовка к пайке
При самом первом подключении паяльника к сети, он будет обязательно дымить. В этот момент происходит выгорание заводской смазки. После того как выделение дыма прекратится, паяльник надо выключить и дать ему остыть. Затем перед тем как паять, нужно выполнить заточку жала.
Жало паяльника изготовлено в виде стержня цилиндрической формы. Материалом служит медный сплав. Фиксация осуществляется прижимным винтом. В большинстве случаев жало идет без заточки, и поэтому его следует подготовить. Изменить форму можно с помощью молотка, напильника или наждачной бумаги.
ля каждого типа работ необходима своя конфигурация кончика:
- Форма плоская или в виде лопатки придается путем сплющивания. Плоская угловая заточка может потребоваться для соединения массивных деталей.
- Заточка в форме острого конуса или пирамидки требуется для того чтобы припаять мелкие детали.
- Менее острый конус нужен для спаивания толстых проводников и больших деталей.
 Плоская угловая заточка может потребоваться для соединения массивных деталей.
Плоская угловая заточка может потребоваться для соединения массивных деталей.При отсутствии защитного покрытия жало инструмента необходимо подвергнуть лужению. На поверхность рабочей части наносится тонкий слой олова. Эта процедура выполняется во время первого включения, когда уже нет выделения дыма. После того как инструмент готов – учимся паять.
Способы пайки деталей и компонентов
Пайка проводов считается самой легкой процедурой. В растворенный флюс окунаются концы каждого провода, после чего по ним необходимо пройтись паяльником, жало которого также хорошо смочено флюсом.
Во время самого лужения весь лишний припой рекомендуется стряхивать. В процессе соединения постепенно формируется скрутка. Она прогревается, а все свободное место заполняется оловом.
В другом случае концы вымачиваются во флюсе, а пайка производится сразу же, без лужения. Данный способ часто применяется в соединениях тонких проводников или много проволочных жил. При хорошем флюсе и мощном паяльнике обеспечивается качественное и надежное соединение.
Данный способ часто применяется в соединениях тонких проводников или много проволочных жил. При хорошем флюсе и мощном паяльнике обеспечивается качественное и надежное соединение.
Работа с электроникой значительно сложнее. Здесь уже требуются определенные знания и практические навыки. Однако, несложные действия по ремонту схемы может выполнить и начинающий мастер:
- Элементы выводов с ножками перед тем как паять, нужно зафиксировать воском или пластилином в своих отверстиях. На другой стороне платы паяльник нужно плотно прижать к выводу для его прогрева. Далее в это место вставляется тонкий припой в виде проволочки с флюсом. Олова требуется совсем немного, главное, чтобы оно со всех сторон равномерно затекало в лунку.
- Если отверстие слишком большое и ножки в нем болтаются, это место нужно смочить небольшим количеством флюса. Далее олово подносится к ножке и стекает по ней, после чего лунка равномерно заполняется.
Как правильно паять паяльником с припоем и канифолью
Если в советское время существовала игра для школьников, сутью которой было спаять «на коленке» радиоэлектронную микросхему самому, что они успешно делали, то сейчас многих вопрос о том, как правильно пользоваться паяльником, ставит в затруднительное положение. Хотя научиться паять паяльником не так уж сложно и, освоив основы для «чайников», можно будет самостоятельно проводить несложные работы, не обращаясь к специалистам.
Хотя научиться паять паяльником не так уж сложно и, освоив основы для «чайников», можно будет самостоятельно проводить несложные работы, не обращаясь к специалистам.Пайка паяльником
Для того чтобы начать пайку, необходимо подготовить рабочее место и необходимый инструмент. Независимо от вида предполагаемых работ, к рабочему месту предъявляются следующие требования:
- Наличие хорошего освещения позволит не только с комфортом работать, но и заметить небольшие огрехи в спаянных деталях, что затруднительно при недостатке света;
- Отсутствие легковоспламеняющихся предметов;
- Свободное рабочее пространство, на котором можно легко разместить спаиваемую деталь;
- Наличие вентиляции сделает работу не только комфортнее, но и безопаснее, вдыхание расплавленной канифоли отрицательно сказывается на дыхательной системе;
- Увеличительное стекло дает возможность работать даже с маленькими деталями и тонкими проводами;
- Простая подставка решает проблему с размещением нагретого паяльника.

Следующим этапом подготовки будет выбор инструмента, и перед новичком всегда встает вопрос, что нужно для пайки паяльником.
Выбор паяльника
Основой качественной пайки является прогревание металлических деталей до температуры спаивания, соответственно, для каждого вида работ рекомендуется использовать паяльники разных мощностей:
- Для пайки радиодеталей и микросхем лучше всего использовать паяльник мощностью не более 60 Ватт, в противном случае можно перегреть деталь или просто расплавить ее;
- Детали толщиной до 1 мм будут лучше прогреваться при использовании инструмента мощностью 80−100 Ватт;
- Детали со стенкой до 2 мм требуют больших мощностей и определенного опыта в работе, поэтому в данной статье пайка таких деталей рассматриваться не будет.
 Выпускаются также модели с медным жалом, которое можно заточить или с помощью молотка придать любую нужную форму. Серьезным минусом таких наконечников является необходимость постоянно их лудить, чтобы на поверхности не появлялась пленка окиси, мешающая приставать припою. Также производители выпускают более дорогостоящий вариант с никелированным покрытием, но оно боится перегрева и требует бережного обращения.
Выпускаются также модели с медным жалом, которое можно заточить или с помощью молотка придать любую нужную форму. Серьезным минусом таких наконечников является необходимость постоянно их лудить, чтобы на поверхности не появлялась пленка окиси, мешающая приставать припою. Также производители выпускают более дорогостоящий вариант с никелированным покрытием, но оно боится перегрева и требует бережного обращения.Что еще нужно для пайки
Помимо самого паяльника для пайки необходимо следующее:
- припой;
- канифоль;
- паяльные кислоты или флюсы.

Канифоль используется для подготовки поверхности к нанесению припоя. Припой с канифолью распределяется равномерно, при отсутствии последней скатывается в капли, а к некоторым поверхностям вообще не пристает.
Паяльная кислота, или флюс необходима для подготовки контактов к спаиванию. Новичку следует знать, что флюс для каждого спаиваемого материала отличается, и нельзя применять кислоту для пайки алюминия на медном проводе, иначе припой просто не ляжет.
Технология пайки
Основой любой пайки является качественное прогревание спаиваемых деталей с последующим закреплением их с помощью припоя. Технологически можно выделить два вида пайки: с использованием флюса или с канифолью.
Пайка с канифолью
Научиться паять паяльником с канифолью сложнее, но, овладев этим умением, возможно будет выполнить 90 процентов работ.Рассмотрим на примере пайки провода к плате. Сначала необходимо прогреть провод, для этого жало нагретого паяльника прикладываем плоскостью (лучше, если это будет жало в форме отвертки), максимально прижимая. Через несколько секунд провод с прижатым к нему жалом опускается в канифоль, которая, закипая, равномерно распределится по всем жилам провода. Так провод подготовлен к нанесению припоя. Жалом паяльника берем небольшую часть припоя и тонким слоем наносим его на провод. При этом не должно получиться никаких капель или незатронутых участков, в идеале получается тот же провод, но в олове.
Сначала необходимо прогреть провод, для этого жало нагретого паяльника прикладываем плоскостью (лучше, если это будет жало в форме отвертки), максимально прижимая. Через несколько секунд провод с прижатым к нему жалом опускается в канифоль, которая, закипая, равномерно распределится по всем жилам провода. Так провод подготовлен к нанесению припоя. Жалом паяльника берем небольшую часть припоя и тонким слоем наносим его на провод. При этом не должно получиться никаких капель или незатронутых участков, в идеале получается тот же провод, но в олове.
Очищаем жало паяльника с помощью металлической губки или тряпочки и, коснувшись жалом канифоли, проводим пальником по плате, при этом остается тончайший слой канифоли на поверхности. Поверхности подготовлены. Обеспечивая максимальный контакт провода и платы, прижимаем к проводу жало с тонким слоем припоя и несколько раз «поглаживаем» место спайки паяльником для лучшего прогрева. После этого даем остыть и проверяем контакт на прочность.
 youtube.com/embed/m6RrfC5RJs4″/>
youtube.com/embed/m6RrfC5RJs4″/>
Если пайка проведена правильно, то поверхность блестит, и соединение имеет максимальную прочность. Если же поверхность будет выглядеть матовой и рыхлой, значит, правила пайки паяльником были нарушены и соединение не такое прочное. Но в некоторых случаях и такой результат устраивает.
Пайка с флюсом
Для пайки с флюсом нужно всего лишь взять флюс, окунуть в него кисточку и нанести на спаиваемую поверхность. После этого можно наносить припой или сразу паять. Несмотря на кажущуюся простоту, работа с кислотой имеет много нюансов:
- Для каждого материала существует свой флюс и они не взаимозаменяемы, а в некоторых случаях даже дают противоположный эффект;
- Нельзя использовать слишком активные флюсы на микросхемах, поскольку они могут прожечь металл дорожки;
- Если после работы не удалить флюс с поверхности или сделать это неправильным реагентом, он будет продолжать разрушать металл;
- Медное жало паяльника, особенно если оно остро заточено, разрушается под воздействием кислоты, и приходится постоянно его подтачивать.

Помимо знаний, работа с паяльником требует аккуратности и точности, а, научившись паять простые детали, нетрудно будет переходить к пайке более тонких плат микросхем, или, наоборот, толстых проводов, различных элементов, страз, а впоследствии даже припаять между собой пластины.
как это делается. Несколько советов
Пайка известна каждому человеку. И что бы результат соответствовал ожиданиям, необходимо соблюсти несколько важных правил.
Что вы узнаете
Что такое пайка: особенности процесса
Пайка — процесс, при котором соединяются одни металлы при помощи других, из более легкоплавких. Происходит это при высокой температуре (180 — 300°С) путём введения между деталями припоя (сплав свинца и олова), у которого более низкая температура плавления. В результате его затвердения, образуется прочный, неразъёмный и хорошо электропроводимый материал. Нагрев производится при помощи паяльника. Существуют различные виды паяльников, припоев и флюсов.
Существуют различные виды паяльников, припоев и флюсов.
Для домашнего использования лучше всего приобрести самый обычный паяльник с напряжением в 220В и мощностью 40Вт.
Обычно поверхности металлов покрываются слоем оксида, и перед пайкой, их необходимо зачищать. Но поверхности вновь могут окислиться. Что бы этого не происходило, и поверхность расплавленного припоя была более текучей, используют флюс.
Самый распространённый вид флюса — канифоль. Она состоит из смол хвойных деревьев и обладает янтарно-жёлтым цветом. Благодаря ей, место пайки не подвергается коррозии и не пропускает утечку электрического тока.
Пайка и выбор паяльника
Чтобы правильно выбрать паяльник, предлагаю ознакомиться с его видами:
- Паяльник от 3 до 10 Вт — для микросхем;
- От 20-40 Вт — бытовой вариант, подойдёт например для радиотехники;
- От 60 до 100 Вт — для пайки толстых проводов;
- От 100 до 250 Вт — для крупных предметов, например, радиатора.

Паяльник лучше всего выбирать со встроенным термодатчиком.
Техника безопасности
Пайка — это небезопасный процесс, и перед тем как его начать нужно обязательно соблюсти все правила техники безопасности.
- Перед началом работ наденьте хорошие защитные очки — это застрахует от попадания припоя в глаза;
- Паяльник можно держать только за ручку;
- Нагретый паяльник не должен касаться изоляции питающего провода, так как это может привести к короткому замыканию, и, как следствие, — к пожару;
Рекомендую примотать провод паяльника изолентой к ручке — тогда будет меньше риска его соприкосновения с горячей поверхностью
- Перегревать паяльник также нельзя — проверяем это коснувшись канифоли — должен появиться легкий дымок;
- Позаботьтесь о подставке для паяльника — они есть в продаже;
- При пайке электронных устройств, провода питания должны быть отсоединены. К примеру, электронная схема может быть выключена, но соединена с заземлением. И если корпус паяльника не заземлён, или имеет слабую изоляцию, то это может привести к возникновению дуги на несколько кВ;
- Не вдыхайте пары при пайке — они вредны для организма. До и после работ проветривайте комнату. Использовать для этого лучше технические помещения;
- Тщательно моем руки и лицо после работ. Проводить их лучше в одежде с длинным рукавом.
 И если корпус паяльника не заземлён, или имеет слабую изоляцию, то это может привести к возникновению дуги на несколько кВ;
И если корпус паяльника не заземлён, или имеет слабую изоляцию, то это может привести к возникновению дуги на несколько кВ;Технология пайки
- Жало после покупки паяльника обычно обрабатывается напильником для придания ему формы двугранного угла (30-45 градусов). Включаем его в розетку и оставляем на полчаса. Затем проходимся по нему напильником, снимая окалину.
- За это время очищаем рабочую поверхность от всех загрязнений до блеска. Удаляем все коррозионные корочки при помощи напильника, ножа, или скребков.
- Покрываем жало флюсом. Макаем его в канифоль и греем. После того, как оно покрылось ей, сразу же убираем. Также рекомендую использовать специальные флюс-пасты. Берите понемногу, без излишка.
- Подготовленную поверхность закрепляем в неподвижном состоянии (пассатижами, тисками, пинцетом, механической скруткой), а затем лудим, то есть равномерно наносим расплавленный припой к обеим сторонам. Обычно это ПОС -10, ПОС -30, ПОС — 40, ПОС-50, ПОС-61.
- Наносится слой флюса, чтобы избежать окисления под нагревом.
- Для получения сплава хорошего качества, наносится ещё один слой припоя.
 Обычно это ПОС -10, ПОС -30, ПОС — 40, ПОС-50, ПОС-61.
Обычно это ПОС -10, ПОС -30, ПОС — 40, ПОС-50, ПОС-61.5 правил для хорошего результата
- Для получения качественного результата необходимо следить за равными температурами спаиваемых поверхностей. То есть, недостаточно нагреть одну поверхность, и приложить её к другой. При низком нагреве жала припой только немного размягчится, но не расплавится. При высоком — будет чрезмерное выпаривание припоя.
- Если что-то не получилось с первого раза — нужно дать остыть деталям! Нельзя на них дуть, и остужать искусственно. Время подбирается путём эксперимента. Желательно сначала потренироваться на чём-нибудь, например, на медных проводах, прежде чем приступать к основной работе.
- Флюс наносится непосредственно перед самой пайкой. На 1 каплю припоя достаточно лишь чуть-чуть коснуться канифоли.
- Жало прикладываем к месту пайки всей лопаткой!
- Припой должен быть распределён равномерно по всей поверхности. А жало хорошо очищенным от окислов.
 А жало хорошо очищенным от окислов.
А жало хорошо очищенным от окислов.Только практика поможет научиться хорошо паять. Соблюдайте технику безопасности, и не бойтесь экспериментировать!
Автор статьи: Vsevolod B.
Всей семьёй занимаемся обустройством нового дома, ремонтом, осваиваем огородничество, занимаемся садоводством. На практике используем разные подходы и технологии, информацией о которых готовы делиться и обсуждать.
Металл для паяльника. Что нужно для паяния. Процедура пайки включает такие шаги как
Пайка паяльником относится к наиболее распространенным и простым способам пайки, однако она имеет два существенных ограничения. Во-первых, паяльником можно паять только низкоплавкими (мягкими) припоями, а во-вторых, им нельзя (или, во всяком случае, затруднительно) паять массивные детали с большим теплоотводом – из-за невозможности прогреть их до температуры плавления припоя. Последнее ограничение преодолевают, подогревая паяемую деталь внешним источником тепла – газовой горелкой, электрической или газовой плитой или каким-то иным способом, – но это усложняет процесс пайки.
Перед тем как паять паяльником, нужно обзавестись всем необходимым. К основным инструментам и материалам, без которых пайка невозможна, относится сам паяльник, припой и флюс.
Паяльники
В зависимости от способа нагрева паяльники бывают “обычными”-электрическими (со спиральным или керамическим нагревателем), газовыми (с газовой горелкой), термовоздушными (тепло передается воздушным потоком), индукционными. Массивные молотковые паяльники могут разогреваться не только электроэнергией, но и по старинке – открытым пламенем.Как пользоваться таким паяльником, можно узнать из описаний технологии жестяных работ, именно там они использовались чаще всего. В наше время обычно пользуются электрическими паяльниками в силу их доступности и удобства пользования. Но первые паяльники нагревались на открытом пламене.
Основным параметром, по которому подбирается паяльник, является его мощность, определяющая величину теплового потока, передающегося к паяемым деталям. Для пайки электронных компонентов используются приборы мощностью до 40 Вт. Тонкостенные детали (с толщиной стенки до 1 мм) требуют мощности 80-100 Вт.
Для пайки электронных компонентов используются приборы мощностью до 40 Вт. Тонкостенные детали (с толщиной стенки до 1 мм) требуют мощности 80-100 Вт.
Для деталей с толщиной стенки 2 мм и более понадобятся паяльники мощностью выше 100 Вт. Такими являются, в частности, молотковые электрические паяльники, потребляющие до 250 Вт и выше. К самым энергоемким паяльникам относится, например, молотковый паяльник Ersa Hammer 550 мощностью 550 Вт. Он способен нагреваться до температуры 600°C и предназначен для паяния особо массивных деталей – радиаторов, деталей машин. Но у него неадекватная цена.
Помимо массивности детали, на необходимую мощность паяльника влияет и теплопроводность паяемого металла. С ее увеличением мощность прибора и температуру его нагрева необходимо увеличивать. При пайке паяльником деталей из меди он должен быть нагрет сильнее, чем при пайке такой же по массе детали, но изготовленной из стали. К слову сказать, при работе с изделиями из меди может возникать ситуация, когда из-за высокой теплопроводности металла, при паянии будет происходить распайка мест, выполненных ранее.
Припои
При пайке электрическими паяльниками применяются низкотемпературные оловянно-свинцовые (ПОС-30, ПОС-40, ПОС-61), оловянно-серебряные (ПСр-2, ПСр-2.5) или иные припои и чистое олово. К недостаткам припоев, содержащих свинец, относится вредность последнего, к достоинствам – лучшее качество пайки, чем у бессвинцовых припоев. Для паяния пищевой посуды применяется чистое олово.Флюсы
Принято считать, что хорошо паяются олово, серебро, золото, медь, латунь, бронза, свинец, нейзильбер. Удовлетворительно – углеродистые и низколегированные стали, никель, цинк. Плохо – алюминий, высоколегированные и нержавеющие стали, алюминиевая бронза, чугун, хром, титан, магний. Однако, не оспаривая этих данных, можно утверждать – нет плохо паяемого металла, есть плохая подготовка детали, неправильно подобранный флюс и неверный температурный режим.Подобрать при пайке нужный флюс – значит решить главную проблему пайки. Именно качество флюса определяет в первую очередь паяемость того или иного металла, легкость или трудность самого процесса пайки и прочность соединения. Флюс должны соответствовать материалу паяемых изделий – своей способностью разрушать его окисную пленку.
Флюс должны соответствовать материалу паяемых изделий – своей способностью разрушать его окисную пленку.
Кислые (активные) флюсы, например “Паяльную кислоту” на основе хлорида цинка, нельзя использовать при пайке электронных компонентов, так как они хорошо проводят электрический ток и вызывают коррозию, однако, из-за своей агрессивности, они очень хорошо подготавливают поверхность и поэтому незаменимы при пайке металлических конструкций, и чем химически более стоек металл нем активнее должен быть флюс. Остатки активных флюсов нужно обязательно тщательно удалять после завершения пайки.
Эффективными флюсами для пайки стали являются водный раствор хлористого цинка, паяльные кислоты на его основе, флюс ЛТИ-120. Можно использовать и другие, более сильные флюсы, которых на рынке предостаточно.
Основное отличие пайки паяльником нержавеющих сталей от пайки углеродистых и низколегированных состоит в необходимости применения более активных флюсов, требующихся для разрушения химически стойких окислов, которыми покрыты нержавеющие стали. Что касается чугуна, то его нужно паять высокотемпературной пайкой, а, следовательно, электрический паяльник для этой цели не подходит.
Что касается чугуна, то его нужно паять высокотемпературной пайкой, а, следовательно, электрический паяльник для этой цели не подходит.
Для нержавейки применяют ортофосфорную кислоту. Хорошо справляются с химически стойкой окисной пленкой и специализированные флюсы, такие, например, как Ф-38.
Для оцинкованного железа можно применять состав, содержащий канифоль, этиловый спирт, хлористый цинк и хлористый аммоний (флюс ЛК-2).
Вспомогательные материалы и приспособления
Без некоторых приспособлений и материалов, используемых при пайке, можно обойтись, но их наличие делает работу значительно удобнее и комфортнее.Подставка для паяльника служит для того, чтобы нагретый паяльник не касался стола или других предметов. Если она не идет в комплекте с паяльником, ее приобретают отдельно или делают самостоятельно. Простейшую подставку можно изготовить из тонкого листа жести, вырезав в нем пазы для укладки инструмента.
Влажной вискозной или поролоновой губкой , уложенной в гнездо для предотвращения выпадения, гораздо удобней очищать кончик паяльника, чем обычной тряпочкой. Для этих же целей может служить и латунная стружка.
Для этих же целей может служить и латунная стружка.
Удалять излишки припоя с поверхности деталей можно с помощью специального отсоса или оплетки. Первый внешним видом и конструкцией напоминает шприц, оснащенный пружиной. Перед использованием его нужно взвести, утопив головку штока. Поднеся носик к расплавленному припою, пружину спускают, надавив на кнопку спуска. В результате излишек припоя втягивается внутрь съемной головки.
Представляет собой плетенку из офлюсованных тонких медных проводков. Приложив ее конец к припою и прижав сверху паяльником, благодаря капиллярным силам можно как промокашкой собрать в ней весь лишний припой. Кончик оплетки, напитанный припоем, просто отрезается.
Очень полезным является приспособление, называемое третьей рукой (Third-Hand Tool). При работе с паяльником иногда катастрофически “не хватает рук” – одна занята самим паяльником, другая – припоем, а нужно ведь еще держать в определенном положении паяемые детали. “Третья рука” удобна тем, что ее зажимы можно легко устанавливать в любом положении друг относительно друга.
“Третья рука” удобна тем, что ее зажимы можно легко устанавливать в любом положении друг относительно друга.
Держатель для пайки “Третья рука”
Паяемые детали нагреваются до высокой температуры, прикоснувшись к ним можно обжечься. Поэтому желательно иметь различные зажимные устройства, позволяющие манипулировать нагретыми деталями – плоскогубцы , пинцеты , зажимы .
Подготовка паяльника к работе
При первом включении паяльника в сеть он может начать дымить. Ничего страшного в этом нет, просто выгорают масла, использованные для консервации паяльника. Нужно просто проветрить помещение.Перед использованием паяльника нужно подготовить его наконечник. Подготовка зависит от его исходного вида. Если наконечник выполнен из непокрытой меди, его кончик можно отковать в виде отвертки, это уплотнит медь и придаст ей повышенную устойчивость от износа. Можно и просто заточить на наждаке или напильником, придав ему необходимую форму – в виде острого или усеченного конуса с различным углом, четырехгранной пирамиды, углового скоса с одной стороны. Для предохранения меди от окисления используются металлические покрытия из никеля. Если паяльник имеет такое покрытие, то ковать и затачивать его нельзя во избежание повреждения покрывающего слоя.
Существует унифицированный ряд форм наконечников, но можно, разумеется, использовать любую форму, подходящую для конкретной работы.
При пайке массивных деталей площадь соприкосновения паяльника с деталью должна быть максимальной – для обеспечения лучшей передачи тепла. В этом случае наилучшей считается угловая заточка круглого стержня (2 на фото выше). Если предполагается паять мелкие детали, то подойдет острая конусная (4), ножевая или иные формы с малыми углами.
Инструкции по работе с паяльником, имеющем медное жало без покрытия, содержат одно обязательное требование – лужение “жала” нового паяльника с целью его защиты от окисления и износа. Причем делать это следует при первом же нагреве, не мешкая. Иначе “жало” покроется тонким слоем окалины, и припой не захочет прилипать к нему. Это можно сделать разными путями. Прогреть паяльник до рабочей температуры, прикоснуться “жалом” к канифоли, расплавить на нем припой и растереть последний о деревяшку. Или протереть нагретый наконечник тряпкой, смоченной раствором хлористого цинка, расплавить на него припой и куском нашатыря или каменной поваренной соли растереть его по наконечнику. Главное, чтобы в итоге этих операций рабочая часть наконечника была полностью покрыта тонким слоем припоя.
Необходимость залудить жало вызвана тем, что флюс постепенно разъедает, а припой растворяет жало. Из-за потери формы приходится регулярно затачивать жало, и чем активнее флюс те чаще, порой по нескольку раз в день. У никелированных жал никель закрывает доступ к меди, защищая её, но такие жала требуют бережного обращения, боятся перегрева, и не факт, что производитель сделал достаточно качественное покрытие, за которое требует переплаты.
Подготовка деталей к пайке
Подготовка деталей к пайке предполагает выполнение одних и тех же операций независимо от того, какого вида (низкотемпературная или высокотемпературная) выполняется пайка, и какой источник нагрева (электрический или газовый паяльник, газовая горелка, индуктор или что-то иное) используется.Прежде всего, это очистка детали от загрязнений и обезжиривание. Здесь нет никаких особых тонкостей – нужно с помощью растворителей (бензина, ацетона или прочих) очистить деталь от масел, жиров, грязи. Если имеется ржавчина, ее нужно удалить любым подходящим механическим способом – с помощью наждачного круга, проволочной щетки или наждачной бумаги. В случае высоколегированных и нержавеющих сталей желательно обработать соединяемые кромки абразивным инструментом, поскольку окисная пленка этих металлов особенна прочна.
Температура пайки
Температура нагрева паяльника – важнейший параметр, от температуры зависит качество пайки. Недостаточная температура проявляет себя тем, что припой не растекается по поверхности изделия, а ложится комком, несмотря на подготовку поверхности флюсом. Но даже если пайка внешне и получилась (припой расплавился и растекся по стыку), паяное соединение получается рыхлым, матовым по цвету, имеет низкую механическую прочность.Температура пайки (температура паяемых деталей) должна на 40-80°C превосходить температуру плавления припоя, а температура нагрева наконечника – на 20-40°C температуру пайки. Последнее требование обуславливается тем, что при соприкосновении с паяемыми деталями температура паяльника будет снижаться из-за отвода тепла. Таким образом, температура нагрева наконечника должна превосходить температуру плавления припоя на 60-120°C. Если используется паяльная станция, то необходимая температура просто устанавливается регулятором. При использовании паяльника без регулирования температуры, оценивать ее фактическое значение, при использовании в качестве флюса канифоли, можно по поведению канифоли при прикосновении паяльника. Она должна вскипать и обильно выделять пар, но не сгорать мгновенно, а оставаться на наконечнике в виде кипящих капель.
Перегрев паяльника также вреден, он вызывает сгорание и обугливание флюса до момента активации им поверхности спая. О перегреве свидетельствует темная пленка окислов, возникающая на припое, находящемся на кончике паяльника, а также то, что он не удерживается на “жале”, стекая с него.
Техника пайки паяльником
Существует два основных способа пайки паяльником:- Подача (слив) припоя на паяемые детали с кончика паяльника.
- Подача припоя непосредственно на паяемые детали (на площадку).
При любом способе необходимо прежде подготовить детали к пайке, установить и закрепить их в исходном положении, разогреть паяльник и смочить место спая флюсом. Дальнейшие действия отличаются в зависимости от того, какой способ используется.
При подаче припоя с паяльника, на нем расплавляют некоторое количество припоя (чтобы удерживалось на кончике) и прижимают “жало” к паяемым деталям. При этом флюс начнет вскипать и испаряться, а расплавленный припой переходит с паяльник на спай. Движением наконечника вдоль будущего шва обеспечивают распределение припоя по стыку.
Припоя на желе может быть достаточно если жало просто приобрело металлический блеск. Если форма жала заметно изменилась, значит припоя слишком много.
При подаче припоя непосредственно на спай, паяльником вначале разогревают детали до температуры пайки, а затем подают припой на деталь или в стык между паяльником и деталью. Расплавляясь, припой будет заполнять стык между паяемыми деталями. Выбирать, как именно паять паяльником – первым или вторым способом – следует в зависимости от характера выполняемой работы. Для мелких деталей лучше подходит первый способ, для крупных – второй.
К основным требованиям качественной пайки относятся:
- хороший прогрев паяльника и паяемых деталей;
- достаточное количество флюса;
- ввод нужного количества припоя – ровно столько, сколько требуется, но не больше.
Вот несколько советов о том, как правильно паять паяльником.
Если припой не течет, а размазывается, значит температура деталей не достигла нужных значений, нужно увеличить температуру нагрева паяльника либо взять прибор помощнее.
Не нужно вносить слишком много припоя. Качественная пайка предполагает наличие в спае минимально достаточного количества материала, при котором шов получается слегка вогнутым. Если припоя оказалось слишком много, не нужно стараться его куда-то пристроить на стыке, лучше удалить отсосом или оплеткой.
О качестве спая говорит его цвет. Высокое качество – спай имеет яркий блеск. Недостаточная температура делает структуру спая зернистой, губчатой – это однозначный брак. Пережженный припой выглядит матовым и имеет пониженную прочность, что в некоторых случаях может быть вполне допустимо.
При использовании активных (кислотных) флюсов нужно обязательно смывать после пайки их остатки – каким-нибудь моющим средством или обычным щелочным мылом. В противном случае нельзя дать гарантии, что через некоторое время соединение не будет разрушено коррозией от оставшихся кислот.
Лужение
Лужение – покрытие поверхности металла тонким слоем припоя – может быть как самостоятельной, конечной операцией, так и промежуточным, подготовительным этапом пайки. Когда это подготовительный этап, успешное лужение детали в большинстве случаев означает, что самая трудная часть паяльной работы (соединение припоя с металлом) сделана, припаять облуженные детали друг к другу обычно уже не составляет особого труда.Лужение проводов . Лужение кончиков электропроводов – одна из самых частых операций. Ее осуществляют перед припайкой проводов к контактам, спаиванием между собой или для обеспечения лучшего контакта с клеммами при подсоединении с помощью болтов. Из облуженного многожильного провода удобно сделать колечко, обеспечивающее удобство при креплении к клемме и хороший контакт.
Провода могут быть одножильными и многожильными, медными и алюминиевыми, покрытыми лаком или нет, чистыми новыми или закисленными старыми. В зависимости от этих особенностей и различается их облуживание.
Проще всего лудить одножильный медный провод. Если он новый, то не покрыт окислами и лудится даже без зачистки, нужно просто нанести на поверхность провода флюс, нанести на нагретый паяльник припой и поводить по проводу паяльником, слегка поворачивая при этом провод. Как правило, лужение проходит без проблем.
Если же проводник не хочет лудиться – из-за наличия лака (эмали) – помогает обычный аспирин. Знание о том, как паять паяльником с помощью таблетки аспирина (ацетилсалициловая кислота) в некоторых случаях может оказаться очень полезным. Нужно положить ее на дощечку, прижать к ней проводник и прогреть его в течение нескольких секунд паяльником. При этом таблетка начинает плавиться, и образующаяся кислота разрушает лак. После этого провод обычно лудится легко.
Если нет аспирина, убрать с поверхности проводника мешающий лужению лак помогает и хлорвиниловая изоляция от электропроводов, которая при нагревании выделяет вещества, разрушающие лаковое покрытие. Нужно прижать паяльником проводок к кусочку изоляции и несколько раз протащить его между изоляцией и паяльником. После чего облудить провод в обычном порядке. При зачистке от лака при помощи наждачной бумаги или ножа нередки надрезы и обрывы тонких жил провода. При зачистке путём обжига, провод может потерять прочность и легко сломаться.
Следует учитывать, что расплавленный полихлорвинил и аспирин выделяют в воздух вредные для здоровья вещества.
Ещё, для покрытых лаком (эмалью) проводов можно приобрести специальный флюс, удаляющий лак.
Новый многожильный медный провод лудится также легко, как и одножильный. Единственная особенность состоит в том, чтобы вращать его в ту сторону, при которой проводки будут скручиваться, а не раскручиваться.
Старые провода могут быть покрыты окислами, препятствующими лужению. Справиться с ними поможет та же таблетка аспирина. Нужно расплести проводник, положить его на аспирин и прогреть несколько секунд паяльником, двигая проводником взад-вперед – и проблема облужения исчезнет.
Для лужения алюминиевого провода потребуется специальный флюс – например, тот, который так и называется “Флюс для пайки алюминия”. Этот флюс является универсальным и подходит также для пайки металлов с химически стойкой окисной пленкой – нержавеющей стали, в частности. При его использовании нужно только не забыть после очистить соединение от остатков флюса во избежание коррозии.
Если при лужении проводов на них образовался избыток прибоя, убрать его можно, расположив провод вертикально концом вниз и прижав к его концу нагретый паяльник. Лишний припой стечет с провода на паяльник.
Лужение большой поверхности металла
Лужение поверхности металла может понадобиться для защиты его от коррозии или для последующей припайки к нему другой детали. Даже если лудится совсем новый лист, который внешне выглядит чистым, на его поверхности всегда могут находиться посторонние вещества – консервирующая смазка, различные загрязнения. Если же лудится лист, покрытый ржавчиной, то он тем более нуждается в очистке. Поэтому лужение всегда начинается с тщательной очистки поверхности. Ржавчина зачищается наждачной шкуркой или металлической щеткой, жиры и масла убираются бензином, ацетоном или иным растворителем.Затем кисточкой или другим инструментом, соответствующем флюсу, на поверхность листа, наносится флюс (это может быть не пастообразный флюс как на фото ниже, а, например, раствор хлористого цинка или другой активный флюс).
Паяльник с относительно большой плоской поверхностью жала разогревается до необходимой температуры и на поверхность детали наносится припой. Желательно чтобы мощность паяльника была около 100 Вт или выше.
Затем паяльник прикладывать к припою на детали наибольшей плоскостью и держится в таком положении. Время нагрева детали зависит от ее размеров, мощности паяльника и площади контакта. О достижении необходимой температуры свидетельствует вскипание флюса, плавление припоя и растекание его по поверхности. Постепенно припой распределяется по поверхности.
После лужения поверхность металла очищается от остатков флюса спиртом, ацетоном, бензином, мыльной водой (в зависимости от химического состава флюса).
Если припой не растекается по поверхности металла, то это может быть из-за плохой очистки поверхности перед лужением, плохого прогрева металла (по причине недостаточной мощности паяльника, маленькой площади контакта, недостаточного времени прогрева металла детали), грязного наконечника паяльника. Ещё причиной может быть неправильный выбор флюса или припоя.
Лужение может осуществляться путем нанесения (слива) припоя с паяльника и распределением его “жалом” по поверхности, или подачей припоя непосредственно на площадку – припой плавится от прикосновения к разогретому металлу детали.
Пайка листового металла внахлест
При ремонте кузовов автомашин, всевозможных жестяных работах возникает необходимость в пайке листового металла внакладку. Спаивать листовые детали наложением друг на друга можно двумя способами, – предварительно облудив их, или используя паяльную пасту, содержащую припой и флюс.В первом случае перекрывающиеся зоны деталей после механической зачистки и обезжиривания предварительно лудят. Затем части соединения прикладываются друг к другу облуженными поверхностями, фиксируются зажимными устройствами и прогреваются с помощью паяльника с разных сторон до температуры плавления припоя. Свидетельством удачной пайки является вытекание расплавившегося припоя из зазора.
При втором способе, после подготовки деталей, контактная зона одной из детали покрывается паяльной пастой. Затем детали фиксируют в нужном положении, стягивают зажимами и, как и в первом случае, прогревают шов паяльником с двух сторон.
При покупке паяльной пасты, нужно обращать внимание на её назначение, т.к. многие паяльные пасты предназначены для пайки электроники и не содержат активных флюсов позволяющих паять сталь.
При использовании содержания данного сайта, нужно ставить активные ссылки на этот сайт, видимые пользователями и поисковыми роботами.
Как правильно паять?
Прежде чем начать рассматривать вопрос: ”Как правильно паять?” Нужно обозначить одно но…
Пайка бывает разная . Нужно понимать, что существует большая разница в методике пайки здоровенного резистора мощностью 2 Ватта на обычную печатную плату и, например, микросхемы BGA на многослойную плату сотового телефона.
Если в первом случае можно обойтись простейшим электрическим паяльником мощностью 40 Ватт, твёрдой канифолью и припоем, то во втором случае потребуется применение таких приборов, как термовоздушная станция, безотмывочный флюс, паяльная паста, трафареты и, возможно, станция нижнего подогрева плат.
Как видим, разница существенная.
В каждом конкретном случае нужно выбирать тот метод пайки, который является наиболее подходящим для конкретного вида монтажа . Так для пайки микросхем в планарном корпусе лучше применять термовоздушную пайку, а для монтажа обычных выводных резисторов, крупногабаритных электролитических конденсаторов стоит применять контактную пайку электрическим паяльником.
Рассмотрим простейшие правила обычной контактной пайки.
Для начала начинающему радиолюбителю вполне достаточно освоить обычную контактную пайку простейшим и самым дешёвым электрическим паяльником с медным жалом.
Сперва необходимо приготовить минимальный наборчик для пайки и паяльный инструмент. О том, как подготовить электрический паяльник к работе уже рассказывалось в статье о подготовке и уходе за паяльником .
Многие считают, что для пайки лучше использовать паяльник с невыгораемым жалом. В отличие от медного, невыгораемое жало не требует периодического затачивания и лужения, так как на его поверхности не образуются углублений – раковин.
Выгоревшее жало паяльника
(для наглядности медное жало предварительно обработано напильником).
На фото видно, что край медного жала неровный, а образовавшиеся углубления заполнены застывшим припоем.
Невыгораемое жало у широко распространённых паяльников, как правило, имеет конусообразную форму. Такое жало не смачивается расплавленным припоем, то есть с его помощью на жало нельзя брать припой. При работе таким паяльником припой к месту пайки доставляется с помощью тонкого проволочного припоя.
Понятно, что использовать припой в кусочках или стержнях при пайке паяльником с невыгораемым жалом затруднительно и неудобно. Поэтому тем, кто хочет научиться паять, лучше начинать свою практику с обычного электрического паяльника с медным жалом. Недостатки его использования легко компенсируются такими удобствами, как лёгкость использования припоев в любом исполнении (проволочном, стержневом, кусковом и т.п), возможность изменения формы медного жала.
Электрический паяльник с медным жалом удобен тем, что с его помощью можно легко дозировать количество припоя, которое необходимо донести к месту пайки.
Чистота спаиваемых поверхностей.
Первое правило качественной пайки – это чистота спаиваемых поверхностей. Даже у новых радиодеталей, купленных в магазине, выводы покрываются окислами и загрязнениями. Но с этими незначительными загрязнениями, как правило, справляется флюс, который применяют в процессе пайки. Если же видно, что выводы радиодеталей или медные проводники сильно загрязнены или покрыты окислом (зеленоватого или тёмно-серого цвета), то перед пайкой их нужно очистить либо перочинным ножом, либо наждачной бумагой.
Особенно это актуально, если при сборке электронного устройства применяются радиодетали, бывшие в употреблении. На их выводах обычно образуется тёмный налёт. Это окисел, который будет препятствовать пайке.
Лужение.
Перед пайкой поверхность выводов необходимо залудить – покрыть тонким и ровным слоем припоя. Если обратить внимание на выводы новых радиодеталей, то в большинстве случаев можно заметить, что их выводы и контакты залужены. Пайка лужёных выводов происходит быстрее и качественнее, так как отпадает необходимость в предварительной подготовке выводов к пайке.
Чтобы залудить медный проводник для начала удаляют с его поверхности изоляцию и очищают от загрязнений, если таковые имеются. Затем нужно обработать поверхность пайки флюсом. Если в качестве флюса применяется кусковая канифоль, то медный провод можно положить на кусок канифоли и коснуться провода хорошо прогретым жалом паяльника. Предварительно на жало паяльника необходимо взять немного припоя.
Далее движением вдоль провода распределяем расплавленный припой по поверхности проводника, стараясь как можно лучше и равномернее прогреть сам проводник. При этом кусковая канифоль плавиться и начинает испаряться под действием температуры. На поверхности проводника должно образоваться ровное покрытие оловянно-свинцовым припоем без комочков и катышков.
Расплавившаяся канифоль способствует уменьшению поверхностного натяжения расплавленного припоя и улучшает смачиваемость спаиваемых поверхностей. Благодаря флюсу (в данном случае – канифоли) обеспечивается равномерное покрытие проводника тонким слоем припоя. Также флюс способствует удалению загрязнений и предотвращает окисление поверхности проводников во время прогрева их паяльником.
Прогрев жала паяльника до рабочей температуры.
Перед началом пайки необходимо включить электрический паяльник и подождать, пока его жало хорошо прогреется и температура его достигнет значения 180 – 240 0 C.
Так как у обычного паяльника нет индикации температуры жала, то судить о достаточном нагреве жала можно по вскипанию канифоли.
Для проверки нужно кратковременно коснуться кусочка канифоли нагретым жалом. Если канифоль плохо плавиться и медленно растекается по жалу паяльника, то он ещё недогрет. Если же происходит вскипание канифоли и обильное выделение пара, то паяльник готов к работе.
В случае пайки недогретым паяльником, припой будет иметь вид кашицы, будет быстро застывать, а поверхность паяного контакта будет иметь шероховатый вид с тёмно – серым оттенком. Такая пайка является некачественной и быстро разрушается.
Качественный паяный контакт имеет характерный металлический глянец, а его поверхность ровная и блестит на солнце.
Также при пайке различных радиодеталей стоит обращать внимание на площади спаиваемых поверхностей. Чем больше площадь проводника, например, медной дорожки на печатной плате, тем мощнее должен быть паяльник. При пайке происходит теплопередача и кроме самого места пайки происходит и побочный прогрев радиодетали или печатной платы .
Если от места пайки происходит существенный теплоотвод, то маломощным паяльником невозможно хорошо прогреть место пайки и припой очень быстро остывает, превращаясь в рыхлую субстанцию. В таком случае нужно либо дольше нагревать спаиваемые поверхности (что не всегда возможно или не приводит к желаемому результату), либо применять более мощный паяльник.
Для пайки малогабаритных радиоэлементов и печатных плат с плотным монтажом лучше использовать паяльник мощностью не более 25 Ватт. Обычно в радиолюбительской практике используются паяльники мощностью 25 – 40 Ватт с питанием от сети переменного тока 220 вольт. При эксплуатации электрического паяльника стоит регулярно проверять целостность изоляции сетевого шнура , так как в процессе работы нередки случаи её повреждения и случайного оплавления разогретыми частями паяльника.
При запаивании либо выпаивании радиодетали с печатной платы желательно следить за временем пайки и ни в коем случае не перегревать печатную плату и медные дорожки на её поверхности свыше 280 0 C.
Если произойдёт перегрев платы, то она может деформироваться в месте нагрева, произойдёт расслоение или вздутие, отслоятся печатные дорожки в месте нагрева.
Температура свыше 240-280 0 C является критической для большинства радиоэлементов. Перегрев радиодеталей во время пайки может вызвать их порчу.
При спайке деталей очень важно жёстко их зафиксировать. Если этого не сделать, то любая вибрация или смещение нарушит качество пайки, так как припою требуется несколько секунд для того чтобы затвердеть.
Для того чтобы качественно производить пайку деталей “на весу” и избежать смещения или вибрации во время остывания паяного контакта можно использовать приспособление, которое в быту радиолюбителей называется “третья рука ”.
“Третья рука”
Такое нехитрое устройство позволит не только легко и без особых усилий производить пайку деталей, но и избавит от ожогов, которые можно получить, если придерживать детали во время пайки рукой.
“Третья рука” в работе
Меры безопасности при пайке.
В процессе пайки довольно легко получить пусть и небольшой, но ожог. Чаще всего ожогам подвергаются пальцы и кисти рук. Причиной ожогов, как правило, является спешка и плохая организация рабочего места.
Нужно помнить, что в процессе пайки не стоит прикладывать больших усилий к паяльнику. Нет смысла давить им на печатную плату в надежде быстрого расплавления паяного контакта. Нужно дождаться, когда температура в месте пайки достигнет необходимой . В противном случае возможно соскальзывание жала паяльника с платы и случайное касание раскалённым металлом пальцев рук или ладони. Поверьте, ожоговые раны очень долго заживают !
Также стоит держать глаза подальше от места пайки. Нередки случаи, что при перегреве печатная дорожка на плате отслаивается с характерным вспучиванием, что ведёт к разбрызгиванию мельчайших капелек расплавленного припоя. Если есть защитные очки, то стоит применить их. Как только будет получен достаточный опыт пайки, то от защитных очков можно отказаться.
Производить пайку желательно в хорошо проветриваемом помещении. Пары свинца и канифоли вредны для здоровья. Если нет возможности проветривать помещение, то стоит делать перерывы между работой.
В мире, насыщенном электротехническими металлическими изделиями, умение обращаться с электрическим паяльником и качественно паять всегда могут пригодиться. Известные преимущества пайки различных по размеру деталей позволяют самостоятельно восстанавливать отдельные образцы бытовой техники (телевизионные приёмники, например), ремонтировать различную домашнюю утварь, паять изделия из меди, латуни, серебра.
Прежде чем освоить правильные приёмы обращения с припоями и паяльником в домашних условиях, следует пройти специальный курс, предполагающий обучение пайке и всему, что предшествует этой процедуре. Можно обучаться самостоятельно, но при освоении работы с ювелирными изделиями, сложными электронными схемами, без опытного наставника не обойтись.
С точки зрения организации процесса, пайка металлов с использованием специальных припоев – это набор достаточно простых по своему содержанию операций. Однако, несмотря на кажущуюся лёгкость, правильно паять с первого раза сможет не каждый. При первом знакомстве возникают некоторые затруднения, связанные с отсутствием чёткого представления о том, что и в какой последовательности нужно делать.
- необходимо правильно выбрать основной рабочий инструмент, которым предстоит паять;
- следует побеспокоиться об изготовлении удобной и функциональной подставки, подготовить место, где придется паять большую часть времени;
- обучающийся должен запастись подходящими расходными материалами, без которых не обходится ни одна подобная процедура (припой, жидкий или пастообразный флюс).
И, наконец, начинающий пользователь должен освоить основные технологические приёмы пайки, предполагающие определённую последовательность целенаправленных действий.
Паять можно электрическим паяльником, газовой горелкой или паяльной лампой. Платы, микросхемы принято паять специальными фенами, термостанциями, обеспечивающими равномерный разогрев. Выбор того или иного типа инструмента и подставки или держателя для него определяется температурными условиями, при которых предполагается проводить рабочие операции.
Следующее по порядку требование предполагает подготовку обязательных компонентов, позволяющих правильно спаять любое металлическое соединение. К ним принято относить различные виды припоя, флюсовые добавки и специальные жидкости для пайки, необходимые для улучшения её качества (канифоли и спиртовые составы для лужения).
Все составляющие процесса обязательно подбираются под конкретные условия формирования паяного соединения и с учётом особенностей используемых деталей.
Основные рабочие процедуры
Технологическая карта или схема «правильной» пайки посредством паяльника предполагает следующий порядок проведения операций.
Прежде чем непосредственно паять, поверхности подлежащих пайке предметов очищают от сильных загрязнений и коррозионных наслоений, после чего их следует зачистить до характерного блеска.
После этого места спайки деталей обрабатываются ранее подготовленным флюсом, посредством которого удаётся улучшить условия растекания припоя по поверхности контакта.
Затем контактная площадка или зона пайки подвергаются защитному лужению, сущность которого состоит в нанесении на них расплавленного до жидкого состояния припоя. При этом расходный материал равномерно растекается по поверхности деталей, которые надо паять, и обеспечивает образование надёжного термического соединения.
При подготовке деталей под лужение предпочтение отдаётся пастообразным флюсам, которые удобно наносятся и легко смываются. Перед обработкой и пайкой детали предварительно соединяют посредством механической скрутки или сжатия пассатижами.
После фиксации на них снова наносится флюс, а затем место контакта прогревается с одновременным введением в него прутка припоя (его состав может отличаться от того материала, что использовался для лужения).
Научиться правильно паять своими руками невозможно, если не научиться лудить жало паяльника. Для лужения рабочий наконечник после полного прогрева паяльника следует с усилием прижать к любой покрытой фольгой поверхности и потереть им по расплавленной канифоли с припоем.
Эту операцию следует повторять до тех пор, пока на гранях медного острия не появится характерная плёнка из припоя, обеспечивающая хорошую адгезию с любым металлом.
Вопрос как правильно надо паять, приходит вместе с заинтересованностью о том, для чего же нужна пайка, и что можно сделать с ее помощью. Это раньше паяли преимущественно кастрюли и самовары, а сегодня паять можно и высокотехнологичные вещи.
Возможности пайки
Возможностей для того, чтобы воспользоваться своим умением правильно паять металлические детали и изделия более чем достаточно. Этим способом осуществляется множество сборочных и ремонтных операций. Вот несколько особо важных из них:
- можно паять медные трубки, входящих в состав внутренних магистралей теплообменников и холодильных установок;
- паять элементы различных электронных схем;
- проводить ремонт, пайку ювелирных украшений, очков;
- фиксировать твердосплавные режущие пластины на держателях металлообрабатывающего инструмента;
- в быту пайкой также нередко пользуются при необходимости крепления плоских деталей из меди на металлизированных поверхностях листовых заготовок;
- умение качественно лудить поверхности может пригодиться для защиты элементов металлоконструкций от коррозии.
На начальном этапе обучения искусству пайки рекомендуется использовать самые простые схемы электронных устройств.
Кроме того, посредством рассматриваемого процесса можно спаять детали из разнородных по структуре металлов, а также уплотнять различные виды жёстких соединений.
Виды паяльных операций
Разнообразие методов пайки объясняется множеством различных факторов, определяющих качество и эффективность её проведения. К таким факторам относятся не только вид паяльного приспособления и тип припоя, который используют в процессе работы, но также и технологические особенности формирования шва. Для поверхностного монтажа деталей на плату надо научиться правильно пользоваться паяльной маской.
В любом случае, чтобы правильно паять, необходимо знать температуру плавления металла, с которым предстоит работать. Она влияет на выбор инструмента пайки, а также флюсов и припоя. В соответствии с указанным параметром припойные материалы подразделяют на легкоплавкие (до 450 градусов) и тугоплавкие (более 450 градусов).
Выбор припоя
Лёгкоплавкие припои применяют в обычных условиях, не требующих особой прочности соединяемых элементов. С их помощью можно собирать электронные схемы или паять малогабаритные ювелирные изделия.
В ходе этих операций детали сплавляются жидким оловом, в котором в качестве добавки присутствует свинец.
Правда, в последние время распространяются бессвинцовые припои. При выборе типа нагревательного инструмента в этом случае предпочтение отдаётся электрическим паяльникам с рабочими мощностями от 25-ти до нескольких сот ватт.
При необходимости паять изделия из тугоплавких металлов, эксплуатируемых в экстремальных с точки зрении температуры и деформации условиях, потребуются так называемые «твёрдые» припои. Этот тип паяльных составов приготавливается на основе чистой меди с добавками цинка или другого химически активного металла. Тугоплавкие медно-цинковые припои рекомендуются к применению при необходимости сочленения деталей, работающих в условиях высоких статических нагрузок.
С их помощью можно паять изделия из латуни и других медных сплавов, в которых содержание меди не превышает 68-ми процентов. Для соединения стальных заготовок и деталей в качестве припоя чаще всего берётся чистая медь или отдельные виды латуни.
Подводя итого, отметим, что для того, чтобы научиться правильно паять различные по структуре металлические детали недостаточно одного лишь желания. Овладеть в совершенстве известными приёмами правильной пайки можно лишь после того, как будут изучены все сопутствующие этому процессу вопросы.
К числу последних следует отнести выбор нагревательного инструмента, грамотный подход к подбору расходных материалов, а также строгое соблюдение установленного порядка проведения паяльных процедур.
Всё это позволит исключить возможные ошибки при работе с расплавленными припоями и получить надёжное и прочное соединение.
Какие бы новшества ни предлагал современный рынок инструментов для ремонта радиотехники, паяльник остаётся одним из самых надёжных и безопасных устройств.
Процесс пайки проводов и микросхем считается эффективным, поскольку благодаря ему можно добиться максимально прочного соединения между проводами и мелкими деталями.
Достичь такого результата помогает добавление в область контакта специального материала – припоя, имеющего более низкую температуру плавления, чем у соединяемых деталей.
Таким образом, пайка при помощи паяльника представляет собой воздействие определённой температуры на разные металлические поверхности для их прочного и качественного соединения. Однако перед тем, как приступить к работе с паяльником, вначале следует разобраться в правилах пайки и прочих тонкостях данного процесса.
Что нужно для пайки паяльником
Чтобы что-то припаять, вначале необходимо подготовить все необходимые для данного процесса инструменты.
Имея под рукой все необходимые инструменты, можно приступать к работе с паяльником .
Как правильно паять паяльником с канифолью
Канифоль обладает такими уникальными качествами , как лёгкость растворения в различных органических соединениях, например, ацетон или спирт. В процессе нагревания данное вещество может расщеплять сложные химические соединения наподобие меди, олова или свинца. Поэтому правильное использование канифоли способствует уменьшению вероятность растекания вещества, разрушению оксидного покрытия, а также качественному лужению припаиваемых элементов.
Также нужно учесть, что чем тоньше окажется наконечник паяльника, тем проще будет с ним работать, особенно если дело касается припайки очень тонких проводков и деталей. Поэтому если он ещё не наточен, это следует сделать перед тем, как приступить к работе.
Описание процесса
Особых сложностей при работе с инструментом возникнуть не должно. Чтобы всё прошло гладко, лучше всего предварительно поупражняться в работе с канифолью на деталях, которые не жалко будет потом выкинуть. Ведь опыт всегда приходит с практикой.
Спаивание проводов
Для того чтобы правильно припаять медные провода при помощи канифоли, необходимо соблюсти определённую последовательность действий.
Как видно, особых трудностей с запаиванием проводов при помощи канифоли, не возникает. Главное – не забыть залудить провод и проверить качество спайки. В случае необходимости лужение нужно повторить несколько раз до тех пор, пока провода прочно не соединятся припоем.
Разобравшись в том, как пользоваться паяльником, следует учесть несколько рекомендаций по работе с данным инструментом.
Если взять на заметку эти маленькие хитрости , то процесс запаивания деталей пройдёт быстро, а главное, качественно.
Подводя итоги
Паяльник – это универсальный инструмент , при помощи которого можно оперативно соединить разорвавшиеся провода или контакты, а также быстро отремонтировать микросхему или соединить лёгкие металлические поверхности.
Простота эксплуатации прибора позволяет любому мужчине научиться им пользоваться в кратчайшие сроки.
И что немаловажно: для работы с паяльником не требуется наличие каких-либо профессиональных навыков.
Процесс пайки сам по себе не сложен – подготавливаем детали, обрабатываем флюсом, разогреваем, добавляем припой в зоне пайки. Но, как и в любом деле есть свои нюансы, которые необходимо знать, чтобы получить качественный результат.
Что представляет собой процесс спаивания
Пайка выполняется, когда необходимо соединить две детали.
Перед процессом необходимо подготовить компоненты: очистить от грязи и удалить оксидную пленку в месте спаивания, так как наличие даже небольших загрязнений или окисления помешает надежной стыковке материалов.
При выборе припоя нужно руководствоваться правилом – температурный режим плавления припоя должен быть ниже температуры плавления элементов, которые планируется соединить.
Порядок действий в технологии пайки:
Поверхности деталей необходимо зачистить от грязи, ржавчины, окисной пленки и пр., так, чтобы появился блеск основного металла. Для удаления окисления и его предотвращения в дальнейшем необходимо покрыть детали в месте соединения флюсом. Нанести его можно кисточкой тонким слоем.
Альтернативой второму этапу может быть вариант обработки, называемый лужение. Используется в основном для обработки проводов. Зачищенный провод кладется на канифоль, прогревается паяльником, провод необходимо поворачивать, чтобы он весь оказался в расплавленной канифоли, далее наносится тонкий слой расплавленного припоя, который на химическом уровне соединяется с основным металлом (можно взять капельку припоя непосредственно паяльником и нанести на деталь).
Детали соединяют механически: к примеру, при работе с проводами нужно сделать скрутку; выводные элементы на плате фиксируются пластилином, воском или термоклеем, другие детали можно зажать пассатижами или тисками.
Наносится дополнительно флюс, чтобы избежать окисления при нагреве. Разогретым паяльником наносится припой.
Для легкости понимания прилагаем фото-инструкцию, как правильно паять.
Виды паяльников
В быту распространены сетевые паяльники, работающие от напряжения 220 В.
Профессионалы отдают предпочтение паяльным станциям. Основной их плюс – наличие термостата, благодаря которому стабильно обеспечивается заданная температура.
В случае с сетевыми паяльниками, температура определяется по канифоли или флюсу, когда паяльник готов к работе они начинают хорошо кипеть, но до горения доводить не стоит.
Для домашнего пользования можно приобрести два паяльника с малой (40-60 Вт) и средней мощностью (100 Вт). Маломощный паяльник предназначен для спаивания деталей в электронике.
Расходники
Флюс
Это смесь для снятия окисления с металлических деталей перед процессом спаивания. Обработка флюсом позволяет лучше растечься припою по месту стыка и защитить его от коррозии при нагревании. Флюс можно встретить в виде жидкости, пасты и порошка. Наносить, конечно, удобнее жидкий флюс.
Флюсами могут быть канифоль, нашатырь, кислоты борная и ортофосфорная, таблетки обычного аспирина.
В продаже легко найти флюс для любого вида работы, и как правило, на этикетке уже указано, как и для каких материалов его использовать. Это позволяет не заниматься самодеятельностью, а использовать уже подготовленную смесь, что позволит избежать сюрпризов в виде нагара.
Канифоль – популярный флюс, отличается приятным запахом при нагревании, не токсична. Как паять паяльником с канифолью: можно взять сразу жидкий вариант канифоли, он удобнее. Если же имеем дело с твердой канифолью, то сначала нужно расплавить ее паяльником и жалом нанести ее на место спаивания.
Канифоль подходит для пайки медных проводников, радио- и электроэлементов, хорошо ведет себя с золотом и серебром. Остатки канифоли после пайки нужно убрать, чтобы предупредить коррозию металла.
Спирто-канифольный флюс (сокращенно СКФ) – это канифоль со спиртом в пропорциях один к трем. Применяется в тех же случаях, что и обычная канифоль. Удобнее в использовании за счет жидкого состояния.
Припой
Припой имеет меньшую температуру плавления, чем материал соединяемых элементов, поэтому в горячем виде он обволакивает соединение, а после остывания две детали становятся единым целым. При какой температуре паять зависит от химического состава деталей и выбранного припоя.
Сплавы, используемые как припои:
- олово+свинец
- кадмий
- никель
- серебро и пр.
На рынке чаще всего встречаются свинцово-оловянные припои ПОС. После аббревиатуры ПОС следует цифровое значение, которое указывает на количество олова. Чем оно выше, тем больше олова, что положительно отражается на прочности и электропроводности будущего соединения.
Эта подсказка позволит разобраться, как правильно паять оловом, в качестве флюса обычно выбирается канифоль (наиболее удобный вариант – оловянная проволока внутри которой уже присутствует канифоль).
Свинец идет в качестве регулятора процесса застывания, так как олово без этого вспомогательного элемента растрескается и покроется иглами. Свинец может быть заменен индием или цинком (бессвинцовые припои).
Для алюминия нужно будет выбрать специализированные флюс (Ф-61А, Ф-34А) и припой (есть разные варианты).
Жала паяльника
Практически все жала делаются из меди, бывают с покрытием и без. Хромированные и никелированные жала более жаростойкие, долговечные и не подвержены окислению.
Жала без покрытия требуют постоянной зачистки, так как окислившись они перестают качественно работать (припой не прилипает). А в ходе чистки жало довольно быстро стачивается.
Выбор формы жала зависит от поставленной задачи, но универсальными считаются в форме шила и лопаточки.
Завершение работы
После того как работа с паяльником завершена, необходимо очистить жало от припоя, и можно уже выключить паяльник. Горячее жало нужно ввести в твердую канифоль и подождать остывания, вынуть жало, излишки канифоли стекут и уже полностью остывший паяльник можно убрать на место.
Вооружившись хорошими теоретическими знаниями, как правильно паять паяльником, на практике можно добиться успехов в этом деле.
что необходимо для пайки, можно ли припаивать провода к аккумулятору
Иногда, собирая даже самую простую схему, которая получает энергию от батареек, приходится так исхитряться, что волосы встают дыбом. А всё ради того, чтобы провода плотно касались полюсов батареек. Каких только чудес не выдумали домашние кулибины. Некоторым достаточно обычной клейкой ленты, а другие изобретают целые прижимные приспособления.
Но, как ни крути, всё это не делает контакт идеальным, что сильно сказывается на функциональности схемы. Иногда провода перестают «контачить» или прилегают не очень плотно — от этого в работе наблюдаются перебои. Чтобы таких ситуаций не возникало, надёжней будет попросту взять паяльник и пайкой закрепить провод на полюсах элементов питания.
Содержание статьи
Что необходимо для пайки
Чтобы надёжно припаять провода к батарейкам, понадобится запастись некоторыми инструментами.
Задача по припайке к полюсам элементов питания будет несколько сложней, нежели просто два проводка спаять между собой, поэтому нужно следовать рекомендациям, описанным далее. А тем временем соберём всё то, что понадобится:
- Паяльник. Его жало должно быть чистым, а чтобы его очистить, нужен напильник или наждачная бумага.
- Остро заточенный нож. Чтобы избавить провода от оплётки.
- Флюс или канифоль. Чтобы особо не думать, в качестве флюса используем паяльную кислоту.
- Кисточка. Для удобного нанесения флюса.
- Припой.
Как припаять провод к разным типам батареек
Несмотря на то что батарейки все вроде и похожи между собой, но в каждом конкретном случае имеются собственные тонкости по припаиванию.
Припаиваем к обычной батарейке
Как же припаять провод к полторавольтовой батарейке? Всё очень просто, если нужный инструмент лежит наготове. Для успеха нужно придерживаться следующей последовательности действий:
- Прежде чем включать паяльник, проверьте его жало. Если на нём имеется окалина, то её следует счистить. Это легко сделать наждачной бумагой либо напильником. Очищать нужно до тех пор, пока не засверкает металл.
- Подключаем паяльник к сети и кладём его на подставку. Нужно немного подождать, пока он нагреется. Проверить температуру можно по припою. Если на касание жала припой отвечает плавлением, то паять можно.
- Для того чтобы получить качественный припой, не будем ждать, пока нагревается паяльник, а возьмём да и обработаем место на батарейке, куда будет подпаян провод. Берём кисточку и обрабатываем. Это нужно для того, чтобы припой лучше держался, так как материал батарейки плохо приспособлен для подобных операций. Не стоит забывать про обработку кончиков проводов. Если кисточки нет, её может заменить любая спичка. Нам достаточно капнуть каплю кислоты, чтобы осуществить обработку.
- Как только нанесёте кислоту, возьмите горячий паяльник и капните припой на полюс. Аналогично делаем и с проводами.
- Если используете канифоль, то первым делом нужно пролудить поверхность, а провод зачистить от лака. Но можно гарантировать практически на сто процентов, что прочность пайки с канифолью намного хуже.
- Если не удалось найти кислоту, а в хозяйстве имеется только канифоль, батарейку нужно зачистить, канифоль будет играть роль флюса. Её следует нанести на поверхность элемента, после чего паяльником берём припой и места, где будут крепиться провода залуживаем. Не забудьте залудить и провод.
- Если правильно лудить, то на элементе питания будет образована довольно крепкая плёнка, на неё и следует паять.
- Провод нужно прижать к уже прошедшей обработку батарейке, после чего паяльником взять припой и провести пайку. Стараемся не шевелить проводом, чтобы он лежал неподвижно на своём месте, тогда получится накрепко припаять.
- После застывания припоя аналогично действуем и на другом полюсе элемента.
Теперь проводки надёжно припаяны.
Как припаять провод к «кроне»
Что делать, если нужно припаять к элементу «крона»? По сути, никаких отличий в процессе припаивания между обычной батарейкой и «кроной» нет. Различие лишь в том, что контакты «кроны» вынесены на верхнюю крышку и располагаются рядом друг с другом. Имеются следующие тонкости:
- Обрабатывать кислотой нужно противоположные контакты. На этих местах и будут припаяны провода.
- Если использовать канифоль, то лудить нужно противоположные стороны контактов. Почему именно так? Таким образом мы избежим возможность замыкания.
- Контакты «кроны» сделаны очень неудобными в плане пайки. В своей верхней части они расширяются, и чтобы хорошо пролудить и пропаять, необходим паяльник с очень тонким жалом.
Сам же процесс припаивания весьма прост. Кислотой нужно обработать сами контакты, а также провода, после чего прикладываем провод к контакту. Набрав на остриё паяльника припой, капаем его на провод и разглаживаем. Собственно, на этом всё.
Квадратные батарейки на 4,5 вольта
К данным элементам провода совсем легко припаивать. Их контакты довольно длинные и гибкие, что облегчает задачу по их лужению. Да и паять намного быстрее и проще. Главное — обеспечить неподвижность проводов в процессе.
Справка. По сути, и держать провод не нужно, достаточно намотать его на контакт, а уж потом припаять его.
Можно ли припаивать провода к аккумулятору
Батареи аккумуляторного типа лучше и не пытаться паять — если нужда заставляет, проще сделать для них контейнер, который будет позволять контактам батареек, качественно прилегать к его контактам. Аккумуляторные батареи изготавливают из такого материала, который при пайке ведёт себя намного хуже, чем в случае с литиевыми элементами.
Но если уж совсем «невмоготу» и всё-таки нужно припаять, то делается это так же, как и в случае с литиевыми батарейками. Единственное, что нужно использовать флюс, а не канифоль. И паять нужно очень быстро, чтобы как можно меньше касаться паяльником полюсов. Аккумуляторы очень «не любят», когда их сильно нагревают.
Подпишитесь на наши Социальные сети
Ручная пайка доработка, ремонт и прототипирование
Доработка с использованием ручного труда и ремонт печатных узлов востребованы практически каждым производителем радиоэлектронной аппаратуры и используется в задачах, где применение автоматизированного способа сборки ограничено в силу ряда причин.
Минимизация стоимости и времени доработки (ремонта) печатных узлов, а также обеспечение при этом высокой надежности устройства являются первостепенными задачами для данного этапа.
Ручные сборочные операции при полной сборке изделия оправданы только для производства пилотных и тестовых изделий, когда вопрос о цене и повторяемости не стоит. К тому же ручная пайка это очень затратный по времени технологический процесс, сопряженный с большой вероятностью ошибки оператора (человеческий фактор). Так же этот процесс не является полностью безвредным для оператора, поскольку приходится взаимодействовать сотней химических соединений, некоторые из которых могут негативно воздействовать организм человека.
Применение современных эффективных решений позволяет минимизировать расход технологических материалов, уменьшить трудоемкость пайки, и в то же самое время обеспечить высокое качество сборки и высокую надежность радиоэлектронного устройства.
Практические рекомендации
Выбор трубчатого припоя
Применение трубчатых припоев содержащих флюс, не требующий отмывки, решает проблему необходимости удалять остатки жидких флюсов, которые при пайке могут не полностью подвергнуться термообработке. Уже много лет во всем мире выпускают и используют припои, содержащие флюс внутри проволоки припоя. Это удобно и позволяет увеличить производительность ручной пайки и в какой-то мере повторяемость результата. При этом процесс ручного монтажа становится значительно чище, поскольку флюса расходуется столько – сколько необходимо.Трубчатые припои изготавливаются методом экструзии – это известная и отработанная технология, которая при наличии современного оборудования полностью исключает пробелы во флюсе в трубчатом припое, а также способна гарантировать точное количество флюса по всей длине припоя.
Сплавы для трубчатых припоев используются такие же как для паяльных паст. Мировые лидеры в производстве технологических маетариалов изготавливают сплав для производства трубчатых припоев очень высокого качества с малым количеством примесей и указывают сплав и количество примесей в сертификатах на конкретную партию припоя.
Табл. 1. Сплавы, используемые для производства трубчатых припоев
Тип сплава по J-STD-006 Состав припоя Температура плавления, °C Sn62
Sn62/Pb36/Ag2
179
Sn63
Sn63/Pb37
183
SAC 305
Sn96,5/Ag3/Cu0,5
220-217
В таблице приведены наиболее популярные сплавы, используемые в трубчатых припоях как свинцовые, так и бессвинцовые.
При выборе сплава при доработке и ремонте главное придерживаться правила – паять припоем наиболее близким, желательно тем же, которым была произведена изначальная пайка. Если это трудно выяснить лучше, используя оплетки для выпайки полностью удалить остатки старого припоя и провести пайку новым.
Выбор флюсаФлюсы, используемые в трубчатых припоях по своей основе аналогичны жидким флюсам. Перед началом серийного применения нового типа флюса рекомендуется провести испытания на растекаемость флюса, коррозионное воздействие остатков флюса и изменение поверхностного сопротивления изоляции после пайки. Методы испытаний приведены в стандарте IPC-TM-650. При выборе типа флюса следует руководствоваться требованиями стандарта IPC/ANSI-J-STD-004 («Требования к флюсам для пайки»), а также учитывать:
- Конструктивные особенности и назначение электронной техники;
- Требования заказчика к внешнему виду изделий – отмывать или не отмывать остатки флюса после пайки;
- Необходимость влагозащиты и возможность применения влагозащитных материалов без удаления остатков флюса;
- Активность флюса, достаточную для обеспечения хорошей очистки и смачивания паяемых поверхностей припоем. Чем выше пригодность к пайке компонентов и печатных плат, тем менее активный флюс можно использовать.
В процессе пайки флюсы обеспечивают растворение оксидов и сульфидов, защиту паяемых поверхностей от повторного окисления, снижение поверхностного натяжения припоя. Более подробно типы флюсов описаны в части «Пака волной Выбор флюса»
Меры безопасностиТабл. 2. Вредные составляющие в трубчатых припоях:
Модифицированная канифоль или синтетическая канифоль
Изредка может стать причиной раздражения при контакте с кожей и вдыхании паров, личная непереносимость.
Канифоль
При очень продолжительном и постоянном контакте с парами вызывает астму.
Свинец в припое
Высокая концентрация паров свинца (при температурах пайки свыше 500°С) может вызывать слабость, тошноту, судороги
При работе с трубчатыми припоями рекомендуется:
- Содержать рабочее место в чистоте.
- Применять вытяжную вентиляцию для удаления паров флюса из зоны пайки.
- Использовать защитные очки или маски для защиты глаз от воздействия паров флюса при пайке
- Избегать перегрева выше 500°С (происходит образование паров свинца).
Трубчатые припои поставляются намотанными на пластиковые катушки стандартного размера весом 500 грамм. Основные популярные диаметры припоев 0,5мм, 0,8мм, 1мм и 1,5мм. Другие диаметры поставляются на заказ.
При транспортировке и хранении рекомендуется избегать сильных локальных нагревов катушек припоя, что может привести к разжижению флюса и его стеканию – появления областей с плохой паяемостью из-за обеденного количества флюса.
Основные рекомендации по выбору трубчатого припоя для ремонта и доработки
- Выбирайте сплав припоя аналогичный сплаву, которым производилась основная пайка или максимально близкий;
- Выбирайте флюс с технологически совместимой основой с флюсом, которым производилась основная пайка;
- Желательно использовать трубчатый припой того же производителя, что флюс которым производилась основная пайка – максимальная совместимость основ флюса зачастую встречается именно у одного производителя;
- Если вам неизвестно какой использовался флюс при основной пайки изделия перед ремонтом или доработкой рекомендуется максимально удалить остатки старого флюса;
- Выбирайте трубчатый припой в соответствии с размерами паяемого вывода и жала паяльника.
Рекомендации по ручной пайке, доработки и ремонту
Подготовка к работе:Температура жала паяльника.
Оптимальная температура жала и требуемая мощность при ручной пайке зависят от конструкции паяльника и выполняемой задачи. При работе с бессвинцовыми трубчатыми припоями, имеющими температуру плавления в пределах 217 – 227°С, минимальная температура жала паяльника должна составлять 300°С. В процессе пайки необходимо избегать избыточно высокой температуры жала и чрезмерного времени пайки. Для большинства задач при работе с традиционными и бессвинцовыми припоями оптимальная температура жала паяльника составляет 315 – 370°С. В некоторых случаях хорошие результаты могут быть получены при кратковременном (до 0,5 секунд) нагреве с повышенной температурой жала 340-420°С
Рекомендуемая последовательность работыПри работе с многоканальными трубчатыми припоями пайка осуществляется с двух рук. Для того чтобы при пайке получить наилучшие результаты, рекомендуется использовать следующий процесс(см. Рис. 1.):
1) Поднесите жало паяльника к рабочей поверхности. Жало паяльника должно соприкосаться одновременно с контактной площадкой платы и выводом компонента, для того чтобы прогреть обе паяемые поверхности. Избыток припоя на жале, нанесенного во время лужения, будет помогать процессу теплопередачи путем увеличения площади контакта между контактной площадкой и выводом. Необходимо не более секунды, чтобы прогреть соответствующим образом обе поверхности.
2) Поднесенный в это время к месту соединения с противоположной от жала паяльника стороны пруток трубчатого припоя позволит образовать галтель припоя. Для этого необходимо около 0,5 секунды.
ВНИМАНИЕ. Если припой подавать непосредственно на жало паяльника, активные компоненты флюса будут преждевременно выгорать, и его эффективность резко уменьшается. Не подавайте избыточное количество припоя на паяное соединение. Это может привести к увеличению количества остатков флюса и ухудшению внешнего вида изделия. Рекомендуется выбирать диаметр прутка припоя равным половине диаметра жала паяльника.
Рис. 1. Рекомендуемая последовательность работы3) Удалите припой от паяемого соединения и затем удалите жало паяльника.
Весь процесс пайки должен занимать от 0,5 до 2,0 секунд на одно паяное соединение в зависимости от массы, температуры и конфигурации жала паяльника, а также паяемости поверхностей. Избыточное время или температура могут, во-первых, истощать флюс до смачивания припоя, что может привести к увеличению количества остатков, во-вторых, увеличивают хрупкость паяного соединения.
Возможные проблемы и методы решенияРазбрызгивание. Высокая скорость нагрева. Подавайте пруток припоя на разогретые контактные поверхности (вывод компонента и КП), не подавайте трубчатый припой на жало паяльника.
Матовые паяные соединения. Длительный контакт жала паяльника с паяным соединением после отвода прутка припоя из зоны пайки.
Остатки после пайки в виде нагара.
Произвести очистку жала паяльника и губки или заменить жало паяльника.
Избыточные остатки флюса вокруг паяного соединения.
- Большой диаметр трубчатого припоя. Используйте припой меньшего диаметра.
- Избыточная подача трубчатого припоя в место пайки.
- Низкая температура пайки. Используйте паяльник большей мощности или увеличите температуру пайки.
Печатные платы и компоненты.
Чистота поверхности печатных плат и компонентов является одним из важнейших факторов, влияющих на процесс пайки. Оксиды и другие поверхностные загрязнения существенно ухудшают смачиваемость припоем и передачу тепла от жала паяльника к паяемым поверхностям, увеличивая время пайки. Печатные платы с длительным сроком хранения для улучшения паяемости могут быть подвергнуты предварительной очистке с помощью специальных растворителей.
Рекомендации по очистке оборудования
Жало паяльника может быть разной формы и размера для наилучшего контакта и передачи тепла к паяемым поверхностям. Жало паяльника должно быть облужено, для этого может быть использован трубчатый припой. Однако, процесс лужения зависит в значительной степени от состояния жала. Если жало в плохом состоянии, его необходимо предварительно очистить с помощью смоченной водой специальной губки, входящей в состав паяльной станции. Для очистки сильно окисленных жал паяльников можно использовать пасту для очистки и лужения наконечников: Tip Activator.
Паста для очистки и лужения жал пальников Tip ActivatorОблуживатель жал, предназначен для быстрой и эффективной очистки и восстановления окисленных рабочих жал паяльников, которые не могут быть очищены с помощью губок, салфеток и перелужены с применением трубчатых припоев.
Отличительные особенности
- Некоррозионный материал
- Не содержит свинец
- Применим как для бессвинцовых, так и для стандартных процессов пайки
- Малое количество остатков на жале паяльника после облуживания
- Неабразивный материал, но прекрасно удаляет нагар
- Произведен из высоко чистых материалов
Аккуратно погрузите жало паяльника в облуживатель или покатайте по поверхности пасты. Пары, выделяющиеся при данной операции, химически нейтральны и некоррозионны.
Минимальная температура жала 220°С.
Максимальная температура жала 450°С.
После обработки жала паяльника облуживателем, его следует очистить от остатков флюса с помощью влажной губки и заново облудить трубчатым припоем.
Завершение работыДля обеспечения длительного срока службы жала паяльника после окончания работы необходимо его облудить. Для этой цели удобно использовать трубчатый припой: оберните несколько витков припоя вокруг кончика жала и нагрейте его.
Рекомендации по удалению остатков флюса
Так как при ручной пайке используют трубчатые припои, а иногда еще и добавляют жидкие флюсы, остатки на печатном узле достаточно велики и неэстетичные. Отмывка печатных узлов нужна для удаления остатков флюсов после пайки, которые в процессе эксплуатации электронной аппаратуры могут оказать негативное воздействие на надежность печатных узлов. Так же отмывка может, вызвана требованиями к внешнему виду печатных узлов после пайки и необходимость, впоследствии, нанести влагозащитное покрытие.
При ремонте используется больше флюса из-за необходимости сначала демонтировать компоненты – поэтому отмывка становится более актуальна.
В основном при данной технологии используют ручные методы отмывки, часто применяя спирто-бензиновую смесь. Она обладает крайне низкой эффективностью – плохо удаляются остатки флюсов с низким содержанием твердых веществ, не удаляются ионные водорастворимые компоненты (остатки активаторов, минеральные соли, остатки травильных растворов и электролитов).
Эффективную отмывку печатных узлов после пайки от всех типов загрязнений могут обеспечить только промывочные жидкости, специально разработанные для этих целей.
Достаточно часто для отмывки после ручной пайки используют автоматизированное оборудование отмывки, которое рассчитано на использование специальных промывочных жидкостей.
Для ручной отмывки используйте промывочную жидкость Vigon EFM – она себя эффективно показала со всеми указанными трубчатыми припоями производства компании Indium.
Таб. 3. Рекомендации Zestron по удалению остатков флюсов Indium после оплавления
Паяльные пасты Indium
Vigon®
Zestron®
A201
(20%)
А250
(30%)
А300
(33%)
US
(30%)
Fa+
Indium CW-501
n
+
+
+
0
Indium CW-802
+
+
+
+
+
Indium CW-807
n
+
+
+
+
Indium CW-207
+
+
+
+
+
Indium CW-301
n
+
+
+
n
+ – легко удаляется при стандартных режимах;
0 – удаляется, необходим подбор режимов;
n – нет данных, испытания не проводились;
– – не удаляется.
Инструменты и оборудование для любителей электроники DIY
Когда вы входите в область электроники, изучения теории недостаточно. Вы должны применить это на практике и извлечь уроки из реального приложения. В электронике придется регулярно заниматься проектами. А чтобы проводить практические эксперименты или даже создавать прототипы, вы должны быть готовы с помощью правильных инструментов. Но есть много инструментов и оборудования, которые вы можете использовать для своих электронных проектов! В этой статье мы рассмотрим самые важные из них.
Большинство стандартных инструментов можно приобрести в местном магазине оборудования или в магазине товаров для дома. В связи с модификацией и развитием другие инструменты и оборудование являются уникальными и предлагаются только в специализированном магазине. Многие электронные компоненты имеют крошечные размеры, поэтому для начала вам потребуется надлежащее хранение и идентификация.
Пошли!
Паяльник
Перво-наперво, иметь паяльник просто необходимо. С его помощью вы можете собрать свои компоненты для схемы, которую вы делаете.Пайка – это метод соединения металлических частей вместе, который включает плавление металла, называемого припоем или свинцом, в промежутках между металлическими компонентами.
Паяльник подает тепло для расплавления припоя, так что он течет в промежутки между соединенными компонентами или деталями. Когда расплавленный припой затвердевает, между деталями образуется прочное соединение. Он состоит из нагреваемого металлического наконечника и изолированной ручки. Помимо сборки или сборки элементов, паяльник может использоваться при ремонте и установке.
При использовании этого инструмента необходимо соблюдать особые меры предосторожности, поскольку он вызывает нагревание и при использовании без надлежащего ухода можно получить травму. Вы также можете разрушить некоторые компоненты в цепи, если не будете достаточно осторожны. Всегда помните о требованиях безопасности.
Паяльная станция
Паяльная станция – это станция управления вашим паяльником. С его помощью вы можете настроить желаемую температуру. Паяльная станция состоит из элементов управления, паяльников, подставки и пинцета для распайки.Это оборудование используется в электротехнике и электронике. Обычно необходимо иметь паяльную станцию в лаборатории электроники.
Чтобы избежать частой замены жала паяльника и перенастройки температуры пайки, некоторые паяльные станции используют несколько паяльников одновременно, чтобы сделать процесс более быстрым и удобным.
Средство для удаления припоя
Поскольку вы можете спаивать элементы или компоненты вместе, вы также можете их демонтировать. И такое действие называется распайкой.Это удаление припоя и деталей с печатной платы или печатной платы. Инструменты, необходимые в этом процессе, – это съемники припоя, которые могут помочь при поиске и устранении неисправностей, ремонте и замене. Просто будьте осторожны при использовании этого инструмента, чтобы избежать возможного повреждения любого из компонентов и даже самой схемы.
Для демонтажа всегда можно воспользоваться паяльником. Однако существуют и другие инструменты для удаления припоя. Это пинцеты для распайки, также называемые горячими пинцетами, пистолетами с горячим воздухом, инфракрасными нагревателями и насосами для распайки или присосками для припоя.
Набор прецизионных отверток
Прецизионные отвертки обычно идут в комплекте, и ими пользуются в основном ювелиры. Отвертки – это инструменты, которые могут быть ручными или электрическими, используемыми для установки и удаления. У обычной отвертки есть ручка и стержень. У некоторых ручных отверток есть сменные наконечники, которые могут быть очень полезны при изготовлении поделок.
Существует множество отверток, которые вы можете найти в вашем местном оборудовании, а также в Интернете. Они могут быть разных типов и размеров.Отличие от обычных заключается в точности наконечников каждого драйвера.
Важно использовать правильный тип и размер, чтобы избежать возможного повреждения винта или изгиба вала в процессе затяжки. Таким образом, лучше всего выбрать наконечник, сделанный точно по размеру. Когда вы работаете с небольшими сложными устройствами, этот набор отверток идеально подходит для работы.
Набор плоскогубцев
Как и в случае с отвертками, существует множество плоскогубцев, используемых для различных целей.Они также бывают разных типов и размеров. Плоскогубцы – это ручной инструмент, используемый для надежного удержания вещей. У него есть челюсти, которые плотно сжимают любой объект, когда вы нажимаете на две ручки. Плоскогубцы можно использовать для гибки и сжатия широкого спектра материалов.
Набор прецизионных плоскогубцев пригодится при работе в ограниченном пространстве. Они играют важную роль в резке, манипулировании или работе в целом с более мелкими и более сложными или тонкими материалами. У них обычно есть маленькие и узкие губки, чтобы уменьшить или затянуть чувствительные компоненты на печатных платах.Этим пользуются и ювелиры.
Кусачки для проволоки
В электронике известно, что вам придется иметь дело с проводкой. Манипулирование проводками означает, что вам придется их обрезать. Кусачки используются для резки меди, алюминия, стальной проволоки и т. Д. Они также могут поставляться с изолированными ручками, чтобы защитить вас от ударов при работе с кабелями.
Кусачки для проволоки – диагональные. Эти резцы имеют пересекающиеся губки, которые режут проволоку под определенными углами, в отличие от симметричных резцов.Это позволяет обрезать шнур очень близко к его основанию. Электрики или техники обычно называют эти типы резаков резцами заподлицо. Кусачки необходимы при работе с электронными проектами.
Инструмент для зачистки проводов
Щипцы для зачистки проводов снимают изоляцию с электрических кабелей, чтобы установить контакт. Эти портативные инструменты также бывают ручного и автоматического типов. С помощью этого инструмента вы можете легко зачистить провода, не повредив ни одной детали. Использование приспособлений для зачистки проводов сэкономит ваше время и провода.
Выбирая инструмент для зачистки проводов, убедитесь, что он имеет удобный захват, чтобы вы могли аккуратно удалить изоляцию с проводов, сохраняя при этом сам кабель в целости и сохранности.
Пистолет для горячего клея
Горячий клеевой пистолет – это всегда вопрос в первую очередь у новичков в электронике. Можно ли использовать горячий клей при работе со схемами? Ну да. Горячий клей – это форма термопластичного клея, сформированная в виде цилиндрической палочки, загруженной в клеевой пистолет. Горячий клей – это изоляционный материал, который может помочь исправить или даже защитить вашу схему, и он не создает паразитных проводящих путей или коротких замыканий.
Однако не используйте горячий клей для термочувствительных компонентов, если вы не хотите повредить их. Кроме того, вы определенно не хотите использовать его на пластиковых деталях, так как он может деформироваться или расплавиться из-за тепла. Вы можете использовать горячий клей для прочных пассивных компонентов, таких как резисторы, керамические конденсаторы и катушки. Всегда будьте осторожны при работе с нагретым материалом. Лучше перестраховаться, чем сожалеть!
Очистители печатных плат / контактов
Со временем ваши печатные платы или печатная плата могут запылиться, поэтому для поддержания нормальной работы потребуется их очистка.Среди возможных способов очистки печатной платы – использование пищевой соды, дистиллированной воды или даже сжатого воздуха. Но наиболее распространенным является использование изопропилового спирта или специальных чистящих средств. Некоторые очистители контактов быстро испаряются из-за своего состава, поэтому не оставляют следов.
Изопропиловый спирт – бесцветное, легковоспламеняющееся химическое соединение с сильным запахом, используемое в основном в медицинских целях. Это химическое соединение является отличным очистителем печатных плат, поскольку оно быстро испаряется и стоит недорого.Он также содержит меньше химикатов по сравнению с другими чистящими средствами для печатных плат. В целях безопасности лучше использовать перчатки и очки, так как вы используете их осторожно.
К специализированным очистителям относится ультразвуковой очиститель. Это самый быстрый и эффективный способ очистки печатной платы. Он удаляет флюс, грязь, пыль и другие мелкие частицы, которые со временем накапливаются на вашей печатной плате. Это также минимизирует ток смачивания пары контактов. Однако специализированное чистящее средство может быть более дорогим, чем изопропиловый спирт.На ваш выбор, просто убедитесь, что это подходящие средства для очистки печатных плат или контактов.
Термоусадочные трубки
Термоусадочные трубки – это термоусадочная пластмасса, изготовленная из различных термопластов. Среди его применений – изоляция проводов и защита многожильных и одножильных проводов, соединений и клемм в электромонтажных работах. Он также полезен для ремонта, герметизации и устранения неисправностей, поскольку он позволяет создавать барьеры между кабелями и агрессивными химическими веществами.
Термоусадочные трубки бывают разных цветов.Хотя цвета не имеют большого значения, вы можете использовать его для легкой идентификации ваших проводов.
Паста для теплоотводов
Паста для теплоотвода используется для соединения компонента с механическим теплоотводом. Ее также называют термопастой, термопастой или термопастой. Хотя паста для теплоотвода не обладает теплопроводностью металлов, улучшение по сравнению с воздухом повысит термочувствительность. Однако термопаста на основе металла может быть электропроводной и емкостной; если какой-либо поток попадет на цепи, это может привести к неисправности и повреждению.
В отличие от термоклея, термопаста не увеличивает механической прочности соединения между источником тепла и радиатором. Он используется для улучшения теплового взаимодействия между различными компонентами, например, для заполнения промежутка между ЦП (центральным процессором) или другими тепловыделяющими компонентами.
Поворотный инструмент (Dremel)
Роторные инструменты – это ручные электроинструменты с вращающимся наконечником. Эти инструменты совместимы с различными насадками для различных задач, от шлифования до резки, что делает его очень универсальным.Вращающиеся инструменты лучше всего подходят для домашнего ремонта. Они также используются в деревообработке и хобби. Вращающиеся инструменты используют круговое движение, что делает их идеальными для точной работы и обработки мягких материалов.
Dremel – американская марка электроинструментов, известная в первую очередь своими вращающимися инструментами. Концепция Dremel основана на высокой скорости, а не на высоком крутящем моменте обычной дрели. Он может выполнять сверление, шлифование, заточку, резку, чистку, полировку, шлифование, фрезерование, резьбу и гравировку.Доступны как модели с батарейным питанием, так и проводные.
Свёрла и сверла
Сверла – это электрические инструменты, которые в основном используются для сверления отверстий или забивания крепежных деталей. Хотя он различается по скорости, мощности и размерам, он используется в деревообрабатывающих и металлических работах, производстве станков, строительстве и коммунальных проектах. На рынке доступны как ручные, так и беспроводные типы батарей.
Теперь, когда вы пользуетесь сверлами, вам нужны сверла.Они бывают разных размеров и форм, что позволяет создавать отверстия различного типа в различных материалах. Сверла прикреплены к сверлу, которое позволяет прорезать любые заготовки, как правило, вращением. Чтобы работа выполнялась быстро, необходимо правильно выбрать сверло.
Тиски для скамьи
Настольные тиски – это механическое устройство, используемое для удержания объекта во время работы с ним. Тиски имеют две параллельные губки, одна неподвижная, а другая подвижная, с резьбой и выходом с помощью винта и рычага.Есть много видов тисков; деревообработка, инженерные станки, вакуумные, трубные и др.
Настольные тиски необязательно прикреплять к верстаку – если рабочая поверхность устойчива, тиски можно прикрепить либо непосредственно к поверхности, либо сбоку. Скамейки различаются по прочности, долговечности и применению. Настольные тиски для тяжелых и средних нагрузок обычно используются на промышленных предприятиях.
Руки помощи
Руки помощи – это изящные инструменты, которые скрепляют компоненты при пайке или сборке проектов.У него есть увеличительное стекло, кусачки, которые удерживают детали на месте, и регулируемое приспособление, используемое в поделках. Как и другие инструменты, это сэкономит ваше время и позволит избежать многих трудностей, особенно при удерживании вещей вместе.
Использование вспомогательных рук, особенно при пайке, очень важно при работе со схемами в электронике. Приобретая этот инструмент, убедитесь, что у него прочное основание или подставка.
Увеличительное стекло
Увеличительное стекло необязательно, но очень полезно.Увеличительное стекло – это выпуклая линза, которую используют для получения увеличенного изображения объекта. Они полезны при попытке увидеть этикетки на компонентах или при поиске сломанных паяных соединений. Таким образом, они обычно присутствуют в электронных и электрических лабораториях.
Мультиметр
Мультиметр – это электронный измерительный прибор с множеством функций; следовательно, он также называется мультитестером. Обычно эти функции включают возможность измерения напряжения, тока и сопротивления.Этот измерительный инструмент необходим для поиска и устранения неисправностей из-за его способности выполнять измерения с высокой степенью точности. Это устройство с положительным и отрицательным индикатором – полезный инструмент, который помогает пользователям от простых тестов, обнаружения неисправностей до сложной диагностики. Электрики, инженеры и даже студенты считают необходимым иметь при себе мультиметр. Мультиметры бывают аналоговыми и цифровыми. Они доступны с широким спектром функций и цен.
Источник переменного тока
Источник переменного тока необходим для работы вашей схемы.Батарея – это пример источника питания. Теперь, в экспериментах и тестах, лучше всего использовать регулируемый источник питания, который может обеспечивать диапазон напряжений и токов.
Источники переменного тока всегда присутствуют в электрических или электронных лабораториях. Иметь его выгодно.
Осциллограф
Осциллографыиспользуются для проверки, обслуживания и ремонта электронных схем. Осциллографы могут обнаруживать электронные и цифровые сигналы и отображать их в удобном для чтения виде на мониторе.Это лучший способ устранить любые проблемы в ваших цепях.
Осциллографымогут обнаруживать синусоидальные, пилообразные и прямоугольные волны. Форма волны может быть проанализирована на предмет таких свойств, как амплитуда, частота, время нарастания, временной интервал, искажение и другие.
Генератор сигналов
Генераторы сигналов – это электронные устройства, генерирующие электронные сигналы. Эти генерируемые сигналы используются в качестве стимула для электронных измерений, обычно используемых при проектировании, тестировании, устранении неисправностей и ремонте электронных или электроакустических устройств.
Генераторы сигналовбывают разных типов для разных целей и приложений. Он включает в себя генераторы функций, генераторы радиочастотных и микроволновых сигналов, генераторы основного тона, генераторы сигналов произвольной формы, генераторы цифровых последовательностей и генераторы частот. Большинство из них находится в лабораториях электротехники и электроники.
Функциональный генератор обычно представляет собой электронное испытательное оборудование или программное обеспечение, используемое для генерации различных типов электрических сигналов в широком диапазоне частот.Некоторые из наиболее распространенных форм сигналов, создаваемых генератором функций, – это синусоидальная волна, прямоугольная волна, треугольная волна и пилообразная форма. Эти сигналы могут быть повторяющимися или однократными.
Итак, вот вы где! Подготовьте эти инструменты и оборудование, когда начнете свои собственные электрические и электронные проекты.
Пайка: наличие правильных инструментов имеет значение
Чтобы создать прочную физическую связь между двумя металлами, важно иметь подходящие паяльные инструменты для различных типов пайки и температур.
, , Потсангбам, июль, ,
Наличие правильных инструментов, безусловно, имеет решающее значение при выполнении проектов в области электроники. Помимо плавного и безопасного выполнения работы, это значительно увеличивает скорость работы. Когда дело доходит до процессов пайки для проектов электроники, многие полагают, что все, что нам нужно, – это хороший паяльник и припой. Но правильные инструменты могут иметь огромное значение – они могут облегчить процесс пайки и улучшить качество работы.
Основные инструменты для пайки
Несмотря на то, что вы можете многое сделать с помощью паяльника, приобретение нескольких дополнительных инструментов значительно упростит задачу. Фактически, эти инструменты предназначены для упрощения процесса пайки.
Вот несколько основных инструментов для пайки, которые помогут выполнять задачи с комфортом.
Паяльник: Это самый важный инструмент для пайки. Его эффективность зависит от размера, стиля и мощности наконечников.Мощность определяет, насколько быстро нагревается паяльник. При пайке тепло передается от жала паяльника к паяльному соединению. Благодаря высокой мощности наконечнику легче поддерживать высокую температуру. А с помощью сменных наконечников вы можете выбрать тот, который подходит для вашего типа пайки.
Паяльные стойки: Паяльные стойки необходимы для поддержания чистоты паяльного жала и, конечно же, из соображений безопасности. Паяльник нагревается через определенное время; поэтому важно хранить его в надежном месте, чтобы избежать пожара.Вместо того, чтобы балансировать на краю рабочего стола, подставка надежно удерживает горячий утюг.
Кусачки: Они удобны для отрезания длинных ножек компонентов и зачистки провода. Их также называют электронными фрагментами, кусачками по диагонали, кусачками заподлицо, кусачками и т. Д. Размер выбранного кусачка важен и должен зависеть от типа работы, для которой он требуется. Кусачки меньшего размера рекомендуются для работы с печатной платой, а более крупные – для общей проводки.
Плоскогубцы с тонкими головками: Их тоже следует выбирать в соответствии с предполагаемым типом работы – меньшие по размеру для общих работ с печатными платами, а большие для тяжелых работ.
Присоски для припоя (насосы для припоя): Это механические вакуумные насосы, используемые для удаления припоя из паяного соединения. Паяное соединение необходимо нагреть, чтобы расплавить припой, а затем вакуумный насос откачивает излишки припоя. Это дает возможность переделывать.
Пинцет: Они используются, чтобы избежать ожогов при пайке. Они также используются для размещения компонентов на печатной плате.
Фитиль для припоя: Фитиль для припоя – еще один инструмент для удаления небольшого количества припоя.Он изготовлен из медных нитей, которые впитывают припой из паяного соединения. Он используется для удаления небольшого количества припоя, оставшегося на большом паяном соединении, когда паяльная присоска не работает.
Руки помощи: Они удерживают компоненты вместе во время пайки, оставляя руки свободными для выполнения работы. В руки помощи входят всевозможные модели с разными аксессуарами и функциями. Некоторые из них оснащены встроенными светодиодами, увеличительным стеклом, держателем паяльника, гибкими руками и многим другим.
Зажим для печатной платы: Имеется множество различных стилей. Один тип, который особенно полезен, имеет пластину и заднюю часть из вспененного материала, которую можно разместить поверх компонентной стороны платы. Это удерживает компоненты на месте во время пайки.
Мат для пайки: Чтобы не повредить стол во время пайки, можно использовать такой коврик. Он термостойкий, а также имеет небольшие отсеки для размещения компонентов электроники или винтов при разборке приборов.
Виды пайки
Существует два стандартных типа пайки – пайка мягким припоем и пайка твердым припоем. У каждого свои процессы, требующие разных инструментов.
Мягкая пайка: В случае мягкой пайки паяльником можно нагреть металл, температура должна быть ниже 400 ° C (752 ° F). Металлы припоя обычно представляют собой сплавы (часто содержащие свинец) с температурой плавления ниже 350 ° C. В этом процессе пайка используется для соединения небольших сложных деталей с низкими температурами плавления.Если процесс пайки проводится при высокой температуре, он повреждает компоненты.
Пайка твердым припоем: Пайка твердым припоем выполняется при гораздо более высокой температуре, когда припой имеет высокую температуру плавления выше 450 ° C (840 ° F). В этом процессе твердый припой соединяет две детали металла, расширяясь в поры детали, открытые высокой температурой.
Важность технического обслуживания
Регулярное техническое обслуживание имеет решающее значение для продления срока службы паяльника и других подобных инструментов.Инструменты требуют постоянной очистки, чтобы работать быстро и эффективно.
Не допускайте загрязнения паяльника и жала. Примеси могут переходить от наконечника припоя к паяному соединению при каждом прикосновении. Когда паяльник нагревается, часто очищайте жало с помощью средства для чистки жала и влажной губки или бумажного полотенца. Это следует делать до и после обработки каждого паяного соединения. Помните: грязный паяльник приведет к ужасным паяным соединениям.
Кроме того, когда паяльник горячий, его наконечник необходимо «залудить» припоем, чтобы он стал блестящим и чистым, а также для удаления шлаков и канифоли.Лужение также помогает предотвратить окисление. Чтобы залудить жало, нагрейте паяльник, а затем смажьте жало припоем. Ваш наконечник должен быть хромированным или серебристым.
Правила техники безопасности
Как и все электрические или механические устройства, с паяльными инструментами следует обращаться с особой осторожностью, чтобы избежать несчастных случаев. Паяльник и жало часто достигают чрезвычайно высоких температур, составляющих 93 ° C (200 ° F и выше), что является опасным, если с ним не обращаться с осторожностью и осторожностью.Ниже перечислены некоторые меры предосторожности, которые следует учитывать при работе с паяльным оборудованием:
- Паяльник нельзя держать на одном месте в течение длительного времени. В противном случае это приведет к повреждению чувствительных компонентов или сгоранию печатной платы. Паяйте быстро, чтобы компоненты или дорожки не оставались горячими слишком долго.
- Никогда не касайтесь жала паяльника. Он очень горячий и может вызвать серьезные ожоги.
- Горячий утюг или жало нельзя опускать в холодную воду или любую другую жидкость, если вы спешите их охладить.
- Легковоспламеняющиеся или взрывоопасные материалы не должны храниться рядом с зоной пайки.
- Когда паяльник не используется, ставьте его на подставку. Никогда не делайте ошибку, кладя его на верстак, это опасно.
- Всегда отключайте паяльник от сети по окончании его использования. Это поможет предотвратить окисление и подгорание наконечника.
- Всегда работайте на чистой поверхности и в хорошо вентилируемом рабочем месте.
На что следует обратить внимание при покупке паяльных инструментов
Одна из самых важных вещей – использовать припой хорошего качества.При низком качестве припоя загрязнения скапливаются на кончике паяльника, что затрудняет передачу тепла. Следовательно, это влияет на паяные соединения, которые со временем становятся слабыми. Также важно правильно выбрать тип и состав припоя.
При выборе паяльного жала всегда следует отдавать предпочтение маленькому жало. Наконечники должны быть взаимозаменяемыми. Рекомендуется купить несколько дополнительных насадок, чтобы они были удобны при замене, что случается довольно часто.
Для паяльника лучше выбрать один с более высокой мощностью (предпочтительно от 20 до 50 Вт), который может поддерживать стабильную температуру в течение более длительных периодов времени. Это связано с тем, что кончик паяльника быстро остывает, поскольку тепло передается припою и соединениям.
Некоторые паяльные инструменты, имеющиеся на рынке
Изделие: Паяльный насос Soldron с металлическим корпусом; Производитель: Vimla Engineering
Этот экономичный демонтажный насос с цельнометаллическим корпусом поставляется со сменным термостойким силиконовым наконечником.Этот продукт имеет хорошие возможности демонтажа из-за сильного всасывания и прочной конструкции.
Основные характеристики:
- прочный
- Устойчивость к высоким температурам
- Высокоэффективный для распайки
Контактная информация: www.soldron.com
Продукт: WE1010; Производитель: Weller
WE1010 – последнее предложение в линейке Efficiency компании. Эта 70-ваттная станция предназначена для производственных предприятий в области электротехники, электроники и автомобилестроения.Он также подходит для работ по монтажу кабеля, а также для образовательных и хобби-проектов.
Основные характеристики:
- ESD-безопасный одноканальный блок питания мощностью 70 Вт, который, по заявлению компании, на 40 процентов мощнее обычных 50-ваттных станций той же категории; имеет хорошее время восстановления.
- Эргономичный паяльник мощностью 70 Вт с защитой от электростатических разрядов – WEP 70 с термостойким силиконовым кабелем. Для смены наконечника не требуются дополнительные инструменты.
- Поставляется с новым усиленным упором безопасности под названием PH70.Легко использовать, с двухслойной губкой. Наконечники
- можно менять, когда утюг горячий, благодаря пластиковой гайке с накаткой на ручке без дополнительных инструментов.
- Температурная стабильность: 2 ° C (+/- 4 ° F)
- Интуитивная навигация: современный корпус с ЖК-дисплеем и тремя простыми в использовании кнопками; один специальный переключатель для меню и совершенно новых функций программного обеспечения.
- Режим ожидания: станция автоматически отключается до заданной температуры, когда она не используется.Значительная экономия энергии и расходных материалов, таких как наконечники / стволы.
- Автоматическое понижение температуры: автоматическое восстановление температуры при использовании, экономия времени.
- Защита паролем: все настройки могут быть защищены паролем.
- Простота калибровки: встроенная функция калибровки и смещения. Совместимость наконечников
- : Станция совместима с проверенными временем наконечниками Weller ET со многими геометрическими вариантами, такими как долото, круглое, коническое и крыло чайки.
- Самое главное, эта станция является конкурентоспособной по цене, предлагая высокую рентабельность инвестиций из-за низкой стоимости наконечников и расходных материалов.
Контактная информация: www.weller-tools.com
Изделие: оплетка для демонтажа припоя без флюса; Производитель: Chemtronics
Его геометрически точная плетеная конструкция обеспечивает максимальное капиллярное действие и способность пайки. Он оптимизирует теплопередачу через оплетку в паяное соединение, что приводит к более быстрому впитыванию влаги.
Основные характеристики:
- Может быть покрыт любым типом флюса
- Обеспечивает постоянный тип флюса на протяжении всего производственного процесса
- Обеспечивает быструю и безопасную распайку
- 3.Катушки 048 м упакованы в антистатические катушки, рассеивающие статическое электричество
Приложения:
- Для использования с указанным типом флюса на протяжении всего производственного процесса
Технические характеристики:
- MIL-F-14256 F
- NASA-STD-8739.3 Паяные электрические соединения
- DOD-STD-883E, метод 2022
- ANSI / IPC J STD-004
Контактная информация: www.chemtronics.com
Товар: Ручная паяльная станция помощи; Производитель: Elenco
У этой универсальной станции есть три руки помощи. Они надежно захватывают обрабатываемую деталь, помещая ее под увеличительное стекло для определенных применений. Эта станция предлагает надлежащую поддержку, поскольку у нее есть большие зажимы из крокодиловой кожи. Он оснащен светодиодной подсветкой, которая помогает работать даже на плохо освещенных станциях.
Основные характеристики:
- База очень устойчивая.
- Увеличительное стекло имеет длинную гибкую шейку.
- В комплект входят две катушки и паяльник.
Контактная информация: www.elenco.com
Изделие: Паяльник 8 ватт / 230 вольт; Производитель: Noel
Этот паяльник мощностью 8 Вт используется для высокоточной и уникальной пайки. Он очень острый и используется там, где пайка должна выполняться очень тщательно.
Основные характеристики:
- Усовершенствованный нагревательный элемент
- Бита с медным покрытием высокого качества
- Быстро достигает рабочей температуры
- Постоянная температура наконечника
- Слаботочная утечка
- Заглушка двухжильная формованная
- Прочная ручка из АБС-пластика для комфорта
Контактная информация: www.noelindia.com
Сураб Тивари, менеджер по продажам Weller, делится своими взглядами на текущие методы пайки, включая основные используемые инструменты, последние тенденции, рыночный сценарий и многое другое.
Важность наличия необходимых инструментов для пайки
Правильные инструменты для пайки играют очень важную роль в процессе пайки, поскольку они упрощают работу оператора. Важно, чтобы механическая и электронная прочность паяного соединения была достигнута с помощью подходящих инструментов.Следующие инструменты необходимы для лучших практик пайки:
- Станция : Паяльная станция с регулируемой температурой, мощностью в соответствии с требованиями приложения, с точностью +/- 9 ° C и стабильностью +/- 2%. Стык быстро спаивается при нужной температуре.
- Изящный паяльник : Он должен иметь мощность, соответствующую применению и новейшим технологиям. Комфорт оператора при удерживании и использовании паяльного пистолета очень важен.
- Наконечники : Экономичные наконечники различных типов, такие как долото, конические или круглые, подходящих размеров, обеспечивают комфорт оператора. Наконечники крыльев чайки лучше всего подходят для пайки плавным припоем.
- Подставка для пайки: Она должна подходить для конкретного паяльника и поставляться с условиями влажной и сухой чистки; Стойка с функцией stop-and-go снижает окисление жала, и на нее легко помещать паяльник после использования.
- Принадлежности , такие как прецизионные ножи, плоскогубцы, съемники, приспособления для удаления припоя, пистолеты, насосы и т. Д., Помогают в процессе пайки.Специальные инструменты от EREM (швейцарского производителя точных ручных инструментов) позволяют пользователям легко резать и удерживать компоненты.
- Good Микропинцет упрощает демонтаж компонентов micro SMD.
- Система отвода: Опасные газы, образующиеся при пайке, удаляются, очищая воздух и избегая проблем со здоровьем.
Последние тенденции в паяльных инструментах
Ручная пайка стала очень важной, поскольку платы становятся меньше из-за увеличения плотности компонентов на платах, а также использования микросхем с шариковой решеткой (BGA) и четырехканальных плоских безвыводных микросхем (QFN).
Для решения этой проблемы используются новые технологии отопления.
- Патронные наконечники / активные наконечники: Наконечники со встроенными нагревательными элементами и интеллектуальными датчиками используются для удовлетворения высоких требований к теплу, например, при выполнении микроспайки / демонтажа под микроскопом.
- Визуальный контроль процесса: Интеллектуальные датчики со светодиодом для работы в режиме ожидания.
- Точность измерения температуры и время отклика: Возросла потребность в высокой точности температуры и быстром времени отклика (сверхбыстрое повышение температуры после пайки / отвод тепла).
- Теперь с интеллектуальными паяльными станциями возможны различные функции – обнаружение инструмента, интеграция с процессом отслеживания, вывод робота, встроенная память параметров, порт USB для обновления прошивки, гибкость для выравнивания потенциалов, возможность интеграции с такими аксессуарами, как вытяжные устройства, нагревательные пластины и т. Д. компьютеры и др.
- Интеллектуальное энергосбережение: Эта функция требуется почти всем производственным подразделениям для экономии энергии и затрат на расходные материалы.
- Интеллектуальные форсунки с двусторонним / четырехсторонним подогревом для DIP и других пакетов.
Жалюзи для обслуживания / безопасности паяльных инструментов
Обслуживание паяльной станции играет важную роль в продлении срока службы станций / расходных материалов. Поскольку соответствие ROHS теперь является обязательным, температурные требования для пайки повысились почти на 50–70 ° C.
Оптимальная температура: Станция должна использоваться при оптимальной температуре – не выше, чем требуется для процесса.
Использование активатора наконечника: Окисление наконечника можно в значительной степени контролировать с помощью активатора наконечника
Использование режима ожидания: Режим ожидания увеличивает срок службы наконечника / расходных материалов за счет понижения температуры наконечника до более низкой, чем заданная температура, когда он не используется.
Использование сухой чистки / латунной ваты: Использование латунной ваты вместо влажной губки приводит к увеличению срока службы наконечника, если последнее не является технологическим требованием.Регулярная замена / чистка латунной ваты также очень важна.
Использование пластин для предварительного нагрева: Некоторые платы, требующие очень высокой температуры, можно припаять к пластинам с предварительным нагревом, чтобы сократить время пайки и продлить срок службы жала.
Советы по покупке
В разных секторах есть разные требования – например, производственные подразделения нуждаются в паяльных станциях с точной температурой и точностью, но могут не нуждаться во многих функциях, которые не используются регулярно.Рентабельность инвестиций является основной проблемой для производственных единиц, где стоимость станции и чаевых очень важны. Для приложений НИОКР важны время отклика, точность и многие другие встроенные функции. В частности, очень важна интеграция с процессом / отслеживаемость. Стоимость, конечно, является вторым по важности фактором. В общем, всегда нужно искать поставщика с широким ассортиментом продукции и с очень хорошей репутацией на рынке.
Сценарий индийского рынка
Индия – это быстрорастущий рынок электроники, и спрос на качественные паяльные продукты растет, как и осведомленность клиентов о технологиях пайки.Теперь покупатели требуют качественной продукции и понимают преимущества одноразового вложения в хорошую паяльную станцию, а не то, что время от времени ее заменяют. Не менее важны сервисные и дистрибьюторские сети. В связи с тем, что многие новые компании EMS открывают свои заводы в Индии и растущий спрос на электромобили, оборудование для производства солнечной энергии, аэрокосмические и оборонные приложения и т. Д., Ожидается, что в будущем спрос на паяльные инструменты будет расти.
Основы пайки механической клавиатуры и полезные советы! – Киблог
Одна из самых пугающих вещей при увлечении кастомной механической клавиатурой – это научиться паять (по крайней мере, для нас, людей, не занимающихся электричеством). У вас есть все, что вам нужно … теперь вам просто нужно собрать все воедино.
Для многих любителей пайки пайка – это все удовольствие от создания собственной клавиатуры, но в то же время это может быть очень утомительным процессом (особенно если вы раньше ничего не паяли). Когда я начинал, я перепаял целые платы, испортил печатные платы и потратил впустую кучу материалов, так как у меня не было ресурса или способа изучить . Надеюсь, это руководство поможет предотвратить некоторые из этих головных болей и потерь.
Это руководство предназначено специально для пайки механических переключателей клавиатуры на печатную плату, но если вы наткнулись на мой сайт в Google или где-либо еще, эти же методы применимы к любой базовой пайке сквозных отверстий (также ДОБРО ПОЖАЛОВАТЬ!).
Если вы ищете только рекомендации по паяльному инструменту, пожалуйста, прочтите мой обзор для некоторых предложений: Лучшее паяльное оборудование для сборки вашей механической клавиатуры.
Раскрытие информации: На этой странице так много ссылок на действительно классные вещи; давай поговорим о них.Некоторые из этих ссылок являются партнерскими ссылками , что означает, что если вы нажмете на них и что-то купите, Keeblog может заработать крошечные комиссионные без каких-либо дополнительных затрат для вас. При этом вы можете быть уверены, что Keeblog никогда не будет когда-либо рекомендовать что-то, что либо непроверено, либо имеет проблемы. Я буду рекомендовать только то, что, по моему мнению, , , хорошее. Так что заранее спасибо, если вы решите щелкнуть!
Безопасность прежде всего!Вы будете работать с ГОРЯЧИМ утюгом и расплавленной оловянной проволокой. Важно принять необходимые меры предосторожности для обеспечения вашей безопасности. Никто не хочет выглядеть придурком, но я рекомендую надеть что-нибудь, чтобы защитить глаза и укрыть лицо от испарений. При пайке всегда рекомендуется соблюдать следующие меры безопасности:
- Припой в хорошо вентилируемом помещении .
- Носить защитное снаряжение: Очки / очки, перчатки, длинные рукава.
- Держите рабочую станцию чистой и незагроможденной.
- Приобретите подставку для паяльника . Вот хороший, доступный сейчас на Amazon, со средством для очистки чаевых:
- Размер: длина 186 х ширина 84 мм.
- Применимые модели: FX-600, FX-601, PRESTO, DASH
- Вес: 380 г.
- HAKKO Corporation – всемирно известная компания по сварке продуктов с проверенными решениями.
- Импортируется в Японию
Также важно защитить вашу печатную плату от статического электричества . В частности, в холодную погоду и / или когда в воздухе меньше влажности, статический заряд может стать риском, так как он может повредить вашу печатную плату. Я лично испытал ужас разрушения печатной платы Clueboard и необратимого повреждения встроенного светодиода (скользя по ковровому покрытию, как дурак). Вы можете предотвратить статическое электричество, заземлив себя резиновым заземляющим ковриком.
Комплект паяльного коврика Bertech ESD, ширина 18 дюймов, длина 24 дюйма, толщина 0,06 дюйма, синий, включает браслет и шнур заземления, соответствует требованиям RoHS и REACH (собрано в США)- СИЛЬНАЯ ПОДКЛАДКА ДЛЯ РАБОЧЕГО СТАНЦИЯ: Разработанный для сборки электронных устройств, этот заземляющий коврик обеспечивает отличную стойкость к маслам, жирам, наиболее распространенным растворителям, горячим припоям и паяльникам; поставляется с браслетом, зажимом «крокодил» и шнуром заземления.
- ПРОЧНЫЙ МАТЕРИАЛ: Изготовлен из двухслойной резины, обладающей антистатическими свойствами; верхний – синий слой резины, рассеивающий статическое электричество, ламинированный с черным проводящим нижним слоем резины
- НАЗНАЧЕНИЕ: для использования в аэрокосмической сборке, производстве электроники, ремонте электроники, волоконной оптике, больницах, медицинских сборках и пайке в условиях высоких температур установка
- ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ: Мат равен 0.06 дюймов в толщину, 18 дюймов в ширину и 24 дюйма в длину с сопротивлением заземления и межточечного соединения 1 x 10e3–10e5
- ПЕРВАЯ БЕЗОПАСНОСТЬ: Bertech – ведущий поставщик продуктов для электростатического разряда (ESD), каптонных лент и кроватки для пальцев; мы также производим индивидуальные комплекты для удовлетворения особых требований наших клиентов
Что понадобится для пайки механической клавиатуры
Как упоминалось во вступлении, я ранее писал обзор некоторых замечательных покупок, если у вас еще нет паяльного оборудования.Вы можете увидеть рекомендации здесь. Вот что вам понадобится для начала:
- PCB / Keyboard Kit
- Switches (Все согласны с тем, что Switches Matter )
- Паяльник (Вот некоторые рекомендации
Комплект паяльника Anbes Электроника, Сварочный инструмент с регулируемой температурой 60 Вт, 5 паяльных наконечников, демонтажный насос, подставка для паяльника, пинцет
Комплект паяльной станции LONOVE – паяльная станция 60 Вт 194 ℉ -896 ℉ Регулируемая температура, светодиодный дисплей, функция сна, переключатель C / F, 2 руки помощи, 5 дополнительных наконечников для пайки и 1 провод для пайки
Комплект паяльника – паяльник с регулируемой температурой 60 Вт, паяльная проволока, пинцет, подставка для паяльника, набор паяльных наконечников, демонтажный насос, фитиль для припоя, термоусадочные трубки [110 В, вилка для США]
Комплект паяльника Anbes Электроника, Сварочный инструмент с регулируемой температурой 60 Вт, 5 жало паяльника, демонтажный насос, подставка для паяльника, пинцет
Комплект паяльной станции LONOVE – паяльная станция 60 Вт 194 ℉ -896 ℉ Регулируемая температура, светодиодный дисплей, функция сна, переключатель C / F, 2 руки помощи, 5 дополнительных наконечников для пайки и 1 провод для пайки
Комплект паяльника – паяльник с регулируемой температурой 60 Вт, паяльная проволока, пинцет, подставка для паяльника, набор паяльных наконечников, демонтажный насос, фитиль для припоя, термоусадочные трубки [110 В, вилка для США]
Бестселлер No.1 MAIYUM 63-37 Проволока для припоя с сердечником из оловянно-свинцовой канифоли для электрической пайки (0,8 мм 50 г)- √ Свинцовый припой с оловянным проводом: высококачественный припой с канифольным сердечником
- √ Параметры: припой олово 63% – Свинец 37% (Sn63-Pb37)
- √ Содержание флюса 1,8% дюймов) , вес брутто 50 грамм (0,11 фунта), подходящий размер для кармана
- √ Низкая температура плавления: 361F / 183C.легко паяется, плавно течет, пайка быстрая и прочная точка пайки.
- √ Области применения: очень хорошая пайка, особенно для печатных плат, DIY, ремонт дома, ремонт кабеля / ТВ / радио / стерео / игрушек и других электрических устройств и т. Д.
- Насос для распайки и / или медный фитиль
Если вы не уверены, какое паяльное оборудование приобрести, ознакомьтесь с моими рекомендациями!
Коммутаторыможно приобрести у многих различных поставщиков, включая Amazon и специализированные сайты, такие как NovelKeys.Если вы ищете что-то необычное, ZealPC хорошо известен в хобби своими лучшими коммутаторами (а у них есть что-то для всех!).
Посетите ZealPC для получения переключателей и стабилизаторов премиум-класса! Почему важны хорошие методы пайки?Прежде всего, поддержание аккуратности и чистоты печатной платы предотвращает сбои электроники, такие как короткое замыкание, которые потенциально могут повредить клавиатуру. Короткое замыкание может потенциально привести к необратимому повреждению вашей печатной платы, поэтому вам следует проявить особую осторожность, чтобы убедиться, что на ней нет случайных пятен припоя или излишков флюса, а плата является как можно более чистой.
Если при пайке происходит неаккуратная пайка и происходит короткое замыкание, повреждение может варьироваться от необратимо поврежденных светодиодов (светодиоды, установленные на печатной плате, которые трудно заменить!), И ключевых входов, которые перестают отвечать на запросы ( Это очень важно, чтобы понять вас, когда ваш ребенок не работает. не набираю ).
Еще одно преимущество наличия хороших навыков пайки при работе с настраиваемой механической клавиатурой заключается в том, что чистая пайка упрощает перепродажу вашей платы, когда вы хотите продать или обменять свою клавиатуру в сообществе (например, в местах, подобных Reddit’s r / mechmarket).Люди предпочитают иметь более чистую печатную плату для работы, и очень часто новый владелец захочет заменить переключатели по своему усмотрению.
Да, переключатели имеют значение. Вот подробная статья о коммутаторах, если вы хотите узнать свои предпочтения: Switches Matter
Основы пайкиПайка – простая задача, хотя и может показаться однообразной. Когда вы работаете с голой печатной платой, важно сохранять сосредоточенность, потому что, как упоминалось ранее, вы будете работать с ГОРЯЧИМ утюгом и расплавленной оловянной проволокой .Крайне важно соблюдать меры безопасности не только для предотвращения травм, но и для предотвращения повреждения набора клавиатуры, который вы купили на свои кровно заработанные деньги.
Во-первых, вы захотите очистить свою рабочую зону. Лучше всего иметь свободную рабочую зону размером не менее 1 x 2 дюйма, чтобы у вас было достаточно рабочего места.
Убедитесь, что у вас есть ВСЕ детали. Последнее, что вам нужно, – это оставить горячий паяльник включенным, пока вы пробираетесь через ящик с расходными материалами. Никогда не оставляйте горячий утюг без присмотра!
Вы можете прикрепить все переключатели к печатной плате перед пайкой, если переключатели установлены на печатной плате и печатная плата поддерживает это. Установленные на печатной плате переключатели будут иметь дополнительные пластиковые ножки, которые можно установить непосредственно на совместимую печатную плату для большей устойчивости. Не все печатные платы и переключатели поддерживают это.
В большинстве наборов механической клавиатуры на заказ используется система переключателей на пластине для лучшего выравнивания. Вы также можете сначала прикрепить переключатели к пластине и положить печатную плату на выводы переключателя, убедившись, что все медные выводы видны через сквозные отверстия на печатной плате.Не волнуйтесь, если некоторые переключатели упадут с плиты! Не все пластины имеют плотное прилегание, и возможно, что некоторые из них выпадут перед пайкой. По мере того, как вы работаете по всем направлениям и закрепляете переключатели, вы увидите большую стабильность.
Как правильно держать паяльник и провод.
Вам нужно держать паяльник как ручку, чтобы он оставался устойчивым. Если ваши руки дрожат, как у меня, вы можете попробовать использовать мизинец в качестве якоря, как показано на рисунке ниже справа. Хотя использование мизинцевого якоря не самое удобное, оно прочнее, и я ловлю себя на том, что переключаюсь на этот захват в тех областях, где требуется немного больше плавности.Обычно лучше всего держать паяльник на доминирующей руке. Хотя это может показаться очевидным, важно помнить, что паяльник нагревает и направляет металл. Не выделяет металл. Помните об этом, чтобы приспособиться к различным движениям, которые вы будете выполнять, удерживая ручку пера, так как это может потребовать некоторого привыкания.
Другой рукой держите паяльный провод, как показано ниже.Этот провод будет плавиться, когда вы подадите его к паяльнику в сквозное отверстие на печатной плате. Всегда безопаснее сохранять достаточное расстояние между кончиками пальцев и горячим утюгом. То, как вы держите припойную проволоку, также может зависеть от того, покупаете ли вы трубку или рулон припоя. Вот выдержка из этой статьи:
“… (припой в трубках) можно держать как ручку, а на конце трубки есть отверстие, через которое можно пропустить припой. Это обеспечивает большую стабильность и удерживает кончики пальцев подальше от горячего утюга.«
Теперь все вместе…
Обратите внимание на длину провода от кончиков пальцев. Всегда безопаснее использовать проволоку длиной 1–3 дюйма.Паяльные переключатели на печатную плату механической клавиатуры
Теперь, когда вы знаете, как правильно и безопасно удерживать оборудование, в этом разделе вы узнаете, как на самом деле припаять переключатели к печатной плате. Подводя итог каждому шагу, фактическая пайка состоит из нагрева, подачи проволоки и перехода к следующему переключателю.Вы обнаружите, что можете войти в «ритм», как только начнете.
Примерно после каждых 5 переключений ИЛИ, когда вы видите, что ваш припойный наконечник начинает окисляться, необходимо его очистить. Вы можете использовать влажную губку, которая обычно входит в комплект для пайки, или средство для чистки латунной проволоки. Я рекомендую использовать очистители для латунных проводов, так как их намного проще использовать и очищать после завершения пайки. Правильный уход за паяльными наконечниками не только гарантирует, что они служат дольше, но и является мерой безопасности, поскольку сильно окисленные паяльные наконечники неравномерно распределяют тепло.
В идеальном случае проволока для пайки должна оставлять небольшой «вулкан» или «гору» вокруг вывода переключателя / компонента. Хорошо запаянное сквозное отверстие не будет иметь видимого пространства между отверстием и выводом. Вот для сравнения изображение, нарисованное плохо, но без усилий:
Очистка после пайки
Последний и наиболее часто игнорируемый этап процесса пайки – очистка платы от остатков флюса. Если вы используете правильный паяльный провод (без свинца), то вокруг готовых сквозных отверстий под пайку наверняка останутся остатки флюса.Эти небольшие «лужи» флюса по своей природе не вредны и не помешают вам использовать плату, но чрезмерное количество может со временем повредить компоненты вашей печатной платы. По этой причине лучше всего удалять любые остатки влажным ватным тампоном или губкой, поскольку большая часть флюса растворима в воде. Естественно, вы захотите убедиться, что все высохло, прежде чем собрать остальную часть клавиатуры и подключить ее.
Избыточный остаток флюса не окажет заметного воздействия, но в конечном итоге сведет к минимуму любые возможные короткие замыкания.Также приятно знать, что все «под капотом» выглядит так же великолепно, как и снаружи.
Вот пример печатной платы с большим количеством остаточного флюса, которую можно немного почистить:
Удаление припояУдаление припоя – также чрезвычайно полезный навык в хобби с механической клавиатурой. Обычно, если вы продаете или покупаете подержанную клавиатуру, предыдущий владелец уже установил свои собственные переключатели на плату.Механические переключатели клавиатуры являются одним из основных вариантов настройки клавиатуры и во многом зависят от личных предпочтений пользователя. Из-за этого любители очень часто хотят демонтировать выключатели предыдущего владельца и заменить их своими собственными.
Эта задача может быть даже более монотонной и утомительной, чем пайка, если у вас нет подходящих инструментов и / или техники. Есть много способов распайки, некоторые из которых более разрушительны, а некоторые более эффективны, чем другие. Я расскажу только о методах, которые наилучшим образом сохранят ваши компоненты. , потому что нестандартные печатные платы и переключатели могут быть дорогими, и вы захотите спасти их, когда это возможно.
Использование пистолета для удаления припоя: рекомендуется!
Безусловно, использование демонтажного пистолета является наиболее эффективным и чистым методом удаления припоя с печатной платы механической клавиатуры (или любой другой печатной платы!). Самая большая причина, по которой большинство энтузиастов нестандартных мехов используют демонтажный пистолет , а не , связана с ценой, поскольку они могут быть очень дорогими.Из-за высокой цены его обычно не стоит покупать, если вы не планируете углубляться в хобби и модифицировать, покупать и продавать много клавиатур.
Работа демонтажного пистолета проста: включение, нагрев и всасывание. Подобно паяльнику, есть нагревательный элемент, который плавит припой на сквозном отверстии печатной платы. После расплавления вам просто нужно нажать на спусковой крючок, чтобы включить всасывание, и переместить наконечник пистолета для удаления припоя, чтобы извлечь расплавленный припой.
Также хорошо дополнить работу по очистке медным фитилем. В следующем разделе будет показано, как медный фитиль используется для удаления припоя с помощью фитиля. Помните, что это также можно сделать с помощью нагревательного элемента демонтажного пистолета, если есть какой-либо жесткий остаточный припой.
Использование медного фитиля для удаления припоя
Медный фитиль для припоя также является отличным способом снятия припоя с клавиатуры. Перед покупкой пистолета для демонтажа я использовал медный фитиль исключительно для быстрого демонтажа.При правильном применении использование только медного фитиля может дать наилучшие результаты при демонтаже переключателей и компонентов с любой печатной платы. Правильную технику немного сложно описать словами, поэтому я оставлю это замечательному видео на YouTube, созданному Скоттом Хиллом:
Я бы порекомендовал держать рядом кусачки, чтобы отрезать использованный фитиль. Вот несколько ссылок на то, что я использую и всегда держу под рукой:
Hakko-CHP-170 Micro Cutter – Красный- Устройство для резки заподлицо с микропроцессором для мягкой проволоки имеет 8-миллиметровые губки с угловой головкой для резки заподлицо на калибрах до 16 (1.3 мм) медь и мягкая проволока
- 21 градус
- Конструкция из термообработанной углеродистой стали 2,5 мм обеспечивает прочность и долгий срок службы
- Прецизионные отверстия и поверхности обеспечивают плавное перемещение, а пружина возвращает инструмент в открытое положение для снижения утомляемости оператора
- Нескользящие рукоятки типа «дельфин» с изогнутой передней кромкой обеспечивают комфорт и контроль, а поверхности Parkerized предотвращают блики и повышают коррозионную стойкость
- Удаляет в четыре раза больше припоя, чем обычный фитиль, и извлекает припой намного быстрее, чем фитили на основе флюсов типа R
- Оставшиеся остатки не содержат галогенидов и не проводят ток, поэтому их не нужно удалять с платы
- Фитиль из 100% меди имеет тонкую оплетку, способствующую сильному капиллярному действию и вытягиванию излишков припоя
- Доступен со стандартными или антистатическими катушками
Насос для демонтажа припоя a.к.а. Присоска для припоя
Самый простой и утомительный метод распайки… но все же эффективный. Стартовые наборы для пайки часто поставляются с насосом для удаления припоя, который использует подпружиненное всасывание для быстрого удаления нагретого припоя. Хотя операция проста, она может разочаровать, если вы не активируете плунжер достаточно быстро, а припой уже достаточно остыл, чтобы остаться в сквозном отверстии.
Процесс использования присоски для припоя для удаления припоя с печатной платы прост, но если вы планируете удалить все переключатели с механической клавиатуры, будьте готовы потратить на это немало времени.Это может быть полезно, если у вас ограниченный бюджет, и его можно использовать вместе с медным припоем.
Я предпочитаю демонтажный насос другим инструментам использовать демонтажный насос только в том случае, если я действительно не забочусь о ремонте печатной платы и хочу оставить только компоненты. Хорошим примером этого является неисправная печатная плата, но замечательные механические переключатели ZealPC, которые на очень , которые стоит утилизировать. Вы можете быстро использовать демонтажный насос, чтобы удалить припой , достаточно припоя , чтобы сохранить ваши переключатели.
СвязанныеРекомендуемые паяльные инструменты | Keebio Documentation
Итак, вы хотите создать клавиатуру, но не уверены, что именно вам понадобится? Не волнуйтесь, вот список рекомендуемых инструментов для пайки. Рядом с некоторыми из этих предметов есть звездочка (★), так как это те, которые есть у Кибио.
The Essentials #
Как минимум, вам понадобятся эти предметы для сборки клавиатур, которые предлагает Keebio:
- Паяльник
- Припой
- Промывочные фрезы
Паяльник #
Пайка с контролируемой температурой железо рекомендуется.Несмотря на то, что вы можете обойтись без температурного контроля, для новичка очень легко сжечь контактные площадки на печатной плате из-за нестабильных температур и слишком горячего железа. Приличный паяльник с регулируемой температурой ненамного дороже обычного.
Вот список некоторых из предлагаемых:
Встроенный паяльник и станции горячего воздуха #
Если вы планируете в будущем поработать с SMD-компонентами, иметь станцию горячего воздуха – это здорово, а иногда и нет. стоил намного дороже обычного утюга.
Припой #
Избегайте бессвинцовой пайки, если у вас нет большого опыта. Бессвинцовый припой требует высоких температур, и для тех, кто начинает пайку, его использование часто приводит к холодным соединениям и / или перегреву контактных площадок. Свинцовый припой – это нормально, и большинство людей все равно им пользуется. Не экономьте на припое!
Диаметр: 0,031 дюйма подходит для общего использования. Для компонентов SMD меньшего размера рекомендуется 0,020 дюйма.
Соотношение олово / свинец: 63/37 или 60/40 – хорошие соотношения.63/37 означает 63% олова, 37% свинца.
Резаки заподлицо #
Вам понадобятся резаки заподлицо для обрезки выводов диодов, выводов резисторов и выводов разъемов Pro Micro.
Дополнительно #
Вот некоторые дополнительные элементы, которые могут пригодиться во время сборки:
- Очиститель паяльного жала
- Присоска для припоя и фитиль
- Пинцет
- Монтажный провод
- Руки помощи / Держатель печатной платы
- Держатель катушки с припоем
- Флюс
Очиститель / тоник для наконечников #
Можно использовать влажную губку для очистки наконечника, но шарик из латунной проволоки очищает лучше и не снижает температуру наконечника паяльника.Настоятельно рекомендуется.
Tinner для наконечников: можно использовать один раз в начале сеанса пайки вместо лужения припоем, помогает восстановить наконечники
Solder Sucker and Wick #
В какой-то момент вы обязательно испортите сборку, и вы ‘ нам понадобится способ удалить этот припой. Настоятельно рекомендуется купить какую-нибудь присоску для припоя, фитиль не так важен.
Пинцет #
Если вы собираетесь выполнять какие-либо работы SMD, вам понадобится пинцет для обработки всех этих мелких деталей.
Монтажный провод #
Необходим для крепления светодиодной ленты RGB, с использованием ее в качестве перемычек или проводки вручную. Рекомендуемый калибр провода – от 22 до 28 AWG, убедитесь, что он сплошной, а не многожильный. Также рекомендуется использовать несколько цветов.
Руки помощи / держатель печатной платы #
Мультиметр #
Никаких конкретных рекомендаций, главное, для чего вы, вероятно, будете использовать его, это проверка целостности, так что иметь один, который издает звуковой сигнал, хорошо (у большинства мультиметров есть опция звукового сигнала). Бесплатные / дешевые от Harbour Freight сделают свою работу.
Мат для пайки #
Хорошо защищает поверхность, на которой вы работаете.
Держатель катушки с припоем #
Лучше, чем просто оставить катушку с припоем на боку.
Флюс №
Улучшает прилипание припоя. Обычно флюс в припое прекрасно подойдет, но иногда это может помочь.
* Как партнер Amazon, Кибио может получать комиссию от соответствующих покупок. *
SparkFun Education – How To Library – How to Solder
Введение
Пайка – один из самых фундаментальных навыков, необходимых для работы в мире электроники.Они сочетаются друг с другом, как горох и морковь. И хотя можно изучать и создавать электронику без необходимости брать в руки паяльник, вы скоро обнаружите, что с помощью этого простого навыка открывается целый новый мир. Мы в SparkFun считаем, что пайка должна быть в арсенале каждого. Мы считаем, что в мире все более технологической среды важно, чтобы люди повсюду могли не только понимать технологии, которые они используют каждый день, но также иметь возможность создавать, изменять и исправлять их.Пайка – один из многих навыков, которые позволят вам это сделать.
В этом руководстве мы рассмотрим основы пайки через сквозные отверстия – также известной как пайка со сквозными отверстиями (PTH), обсудим необходимые инструменты, рассмотрим методы правильной пайки и покажем вам, откуда вы можете пойти. там. Мы также обсудим доработку, относящуюся к пайке через отверстие, и дадим вам несколько советов и приемов, которые сделают починку любого элемента электроники простым делом.Это руководство предназначено как для новичков, так и для экспертов. Если вы никогда раньше не прикасались к утюгу или хотите немного освежиться, в этом руководстве каждый найдет что-то для себя.
Рекомендуемая литература
Как уже говорилось ранее, вы можете изучать и собирать электронику, не касаясь паяльника. Если вы хотите узнать больше о теории электроники перед тем, как научиться паять, мы рекомендуем начать с некоторых из этих руководств:
Если вы хотите узнать больше о создании схем, не прибегая к паяльнику, ознакомьтесь с нашим руководством по созданию макетов без пайки:
Наконец, мы будем опираться на некоторые предыдущие руководства, поэтому рекомендуется, чтобы вы прочитали и поняли эти предметы, прежде чем двигаться дальше в этом руководстве:
Что такое припой?
Перед тем, как научиться паять, всегда полезно узнать немного о припое, его истории и терминологии, которая будет использоваться при его обсуждении.
Припой , как слово, можно использовать двумя разными способами. Припой, , существительное , относится к сплаву (веществу, состоящему из двух или более металлов), который обычно представляет собой длинную тонкую проволоку в катушках или трубках. Припой, глагол , означает соединение двух металлических частей в так называемое паяное соединение . Итак, паяем припоем!
Проволока для припоя продается в катушке (слева) и в трубке (справа).Они бывают как свинцовыми, так и бессвинцовыми.
Свинцовый припой против бессвинцового припоя – краткая история
Одна из самых важных вещей, о которых следует помнить, когда дело доходит до припоя, заключается в том, что традиционно припой состоял в основном из свинца (Pb), олова (Sn) и нескольких других металлов. Этот припой известен как припой с выводами . Как стало известно, свинец вреден для человека и может привести к отравлению свинцом при воздействии больших количеств. К сожалению, свинец также является очень полезным металлом, и он был выбран в качестве основного металла для пайки из-за его низкой температуры плавления и способности создавать отличные паяные соединения.
Поскольку известно о вредных последствиях пайки с выводами свинца, некоторые ключевые лица и страны решили, что лучше больше не использовать этилированные припои. В 2006 году Европейский Союз принял Директиву об ограничении использования опасных веществ ( RoHS ). Эта директива, сформулированная просто, ограничивает использование свинцового припоя (среди других материалов) в электронике и электрическом оборудовании. При этом использование бессвинцового припоя стало нормой в производстве электроники.
Бессвинцовый припой очень похож на свинцовый аналог, за исключением того, что, как следует из названия, он не содержит свинца. Вместо этого он состоит в основном из олова и других металлов в следовых количествах, таких как серебро и медь. Этот припой обычно помечается символом RoHS, чтобы потенциальные покупатели знали, что он соответствует стандарту.
Выбор подходящего припоя для работы
Когда дело доходит до производства электроники, лучше всего использовать бессвинцовый припой, чтобы обеспечить безопасность ваших продуктов.Однако когда дело касается вас и вашей электроники, выбор припоя остается за вами. Многие люди по-прежнему предпочитают использовать этилированный припой из-за его превосходной способности действовать как соединительный агент. Тем не менее, другие предпочитают безопасность функциональности и выбирают бессвинцовые. SparkFun продает обе разновидности, чтобы люди могли сделать этот выбор сами.
Бессвинцовый припой не лишен недостатков. Как уже упоминалось, свинец был выбран потому, что он лучше всего подходит для таких ситуаций, как пайка.Когда вы убираете свинец, вы также лишаетесь некоторых свойств припоя, которые делают его идеальным для того, для чего он был предназначен – для соединения двух металлических частей. Одно из таких свойств – температура плавления. Олово имеет более высокую температуру плавления, чем свинец, поэтому для достижения текучести требуется больше тепла. И хотя олово выполняет свою работу, иногда ему требуется небольшая помощь. Многие варианты бессвинцовых припоев имеют так называемый сердечник из флюса . На данный момент просто знайте, что флюс – это химический агент, который способствует растеканию бессвинцового припоя.Хотя можно использовать бессвинцовый припой без флюса, это значительно упрощает достижение тех же эффектов, что и при использовании свинцового припоя. Кроме того, из-за дополнительных затрат на изготовление бессвинцового припоя он иногда может быть дороже, чем свинцовый припой.
Помимо свинцового или бессвинцового припоя, при выборе припоя следует учитывать ряд других факторов. Во-первых, помимо свинца и олова существует множество других составов припоя. Посетите страницу пайки в Википедии, чтобы ознакомиться с обширным списком различных типов.Во-вторых, припой бывает разной толщины или ширины. При работе с небольшими компонентами часто лучше использовать очень тонкий кусок припоя – чем больше число, тем меньше калибр. Для крупных компонентов рекомендуется использовать более толстую проволоку. Наконец, припой, помимо проволоки, бывает и в других формах. Приступая к пайке поверхностным монтажом, вы увидите, что паяльная паста является предпочтительной формой. Однако, поскольку это руководство по пайке через отверстие, паяльная паста не рассматривается подробно.
Покупка припоя
SparkFun предлагает катушки с припоем разных размеров, как со свинцовыми, так и с бессвинцовыми припоями.Если вам нужно достаточно для одного проекта или запасы на предстоящую зиму, у SparkFun есть то, что вам нужно.
Посмотреть варианты пайки на SparkFun.com
Теперь, когда вы знаете, как выбрать лучший припой для работы, давайте перейдем к инструментам и дополнительной терминологии.
Паяльники
Есть много инструментов, которые помогают при пайке, но ни один из них не является более важным, чем паяльник.По крайней мере, вам понадобится хотя бы утюг и немного припоя для выполнения поставленной задачи. Паяльники бывают разных факторов, от простых до сложных, но все они работают примерно одинаково. Здесь мы обсудим детали утюга и различные типы утюгов.
Анатомия паяльника
Вот основные части, из которых состоит паяльник.
- Жала для паяльника – Ни один утюг не обходится без жала.Наконечник – это часть железа, которая нагревается и позволяет припою течь вокруг двух соединяемых компонентов. Хотя припой будет прилипать к наконечнику при нанесении, распространенное заблуждение состоит в том, что наконечник переносит припой. Наконечник фактически передает тепло, повышая температуру металлических компонентов до точки плавления припоя, и припой соответственно плавится. Большинство утюгов дают вам возможность поменять наконечник, если вам нужно заменить старый наконечник или если вам нужно перейти на другой тип наконечника.Наконечники бывают разных размеров и форм, чтобы соответствовать любому компоненту.
Несколько типов насадок. Слева направо: кончик конуса (также известный как кончик копыта), два конических кончика разной ширины и кончик долота.
Замена наконечника – это простой процесс, который состоит из либо отвинчивания палочки, либо простого надавливания и вытягивания наконечника.
- Жезл – Жезл – это часть утюга, которая удерживает наконечник.Это тоже часть, которой занимается пользователь. Палочки обычно изготавливаются из различных изоляционных материалов (таких как резина), чтобы предотвратить передачу тепла наконечника наружу палочки, но они также содержат провода и металлические контакты, которые передают тепло от основания или выхода к наконечнику. . Эта двойная роль нагрева и предотвращения ожогов делает высококачественные палочки очень ценными.
Две разновидности жезлов. Обратите внимание, как наконечники ввинчиваются в палочку, обеспечивая взаимозаменяемость.У некоторых жезлов есть наконечники, которые просто вдавливаются и вынимаются без каких-либо крепежных механизмов.
Некоторые утюги состоят из просто жезла, который подключается к розетке. Эти утюги настолько просты, насколько это возможно, и в них нет никаких элементов управления для изменения температуры. В этих утюгах нагревательный элемент встроен прямо в трубку.
Простой паяльник, состоящий только из палочки. Некоторые из этих утюгов не имеют сменных наконечников.
- База – Основа паяльника – это блок управления, который позволяет регулировать температуру. Палочка прикрепляется к основанию и получает тепло от внутренней электроники. Существуют аналоговые базы, на которых есть циферблат, который контролирует температуру, и есть цифровые базы, на которых есть кнопки для установки температуры и дисплей, который сообщает вам текущую температуру. Некоторые основания даже имеют дополнительные функции, такие как тепловые профили, которые позволяют быстро изменять количество тепла, подаваемого на наконечник для пайки различных компонентов.
Два варианта основания паяльника. Слева цифровая база с кнопками управления и цифровым дисплеем. Справа аналоговая база, которая использует циферблат для контроля температуры.
База обычно состоит из большого трансформатора и нескольких других управляющих электронных устройств, которые позволяют безопасно изменять температуру наконечника.
Внутренности основания паяльника
- Подставка (подставка) – подставка для утюга (часто называемая подставкой) – это то, что служит для размещения утюга, когда он не используется.Подставка может показаться тривиальной, но оставлять без присмотра утюг на столе или верстаке представляет собой потенциальную опасность: он может вас обжечь или, что еще хуже, обжечь стол и вызвать пожар. Опять же, они могут быть такими же простыми, как металлическая подставка, или могут быть сложными, предлагая функцию автоматического отключения, которая снижает температуру наконечника, когда палочка помещается в подставку. Это поможет предотвратить износ насадки со временем.
Различные типы железных опор.Обратите внимание, что некоторые позволяют использовать обычную губку, а другие – латунную.
- Латунная губка – Во время пайки ваш наконечник будет склонен к окислению , что означает, что он станет черным и не захочет принимать припой. В припоях, особенно в бессвинцовых припоях, есть примеси, которые имеют тенденцию накапливаться на кончике вашего железа, вызывая это окисление. Вот тут-то и пригодится губка. Время от времени следует тщательно очищать наконечник, удаляя этот налет.Традиционно для этого использовалась настоящая влажная губка. Однако использование влажной губки может значительно сократить срок службы наконечника. Если протереть наконечник прохладной влажной губкой, наконечник имеет тенденцию расширяться и сжиматься при изменении температуры. Это расширение и сжатие приведет к износу наконечника и иногда к образованию отверстия сбоку наконечника. Если в наконечнике есть отверстие, его нельзя паять. Таким образом, латунные губки стали стандартом для очистки наконечников. Латунные губки вытягивают излишки припоя с наконечника, позволяя наконечнику сохранять свой текущий уровень нагрева.Если у вас нет латунной губки, лучше использовать обычную губку, чем ничего.
Латунная губка. Если на вашей железной подставке нет места для латунной губки, вы можете купить ее с собственным основанием.
Покупка паяльника
От паяльных станций до беспроводных – в SparkFun есть паяльник, соответствующий вашим потребностям.
Наши рекомендации:
Пайка первого компонента
Давайте применим все эти инструменты в действии.В этом первом видео рассказывается об основах пайки вашего первого компонента – заголовков!
Резюме
Это действительно так просто! Следуйте простым правилам Дэйва, чтобы каждое паяное соединение было надежным.
- Будьте осторожны при обращении с горячим утюгом
- Используйте третьи руки или тиски, чтобы удерживать платы во время пайки
- Поставьте утюг на хороший средний огонь (325-375 градусов C)
- Если вы видите дым от припоя, уменьшите нагрев
- Лужите наконечник припоем перед каждым соединением, чтобы подготовить соединение
- Используйте сторону наконечника (или зону наилучшего восприятия), а не самый наконечник утюга
- Нагрейте площадку и деталь, которую нужно припаять, равномерно и одновременно
- Снимите припой, затем утюг
- Хорошее паяное соединение должно выглядеть как вулкан или поцелуй Херси, а не клубок или комок
Мы также составили эту биграмму, чтобы помочь вам лучше понять, что делает хорошее паяное соединение.
Щелкните, чтобы увеличить изображение.
Расширенные методы и устранение неполадок
Когда вы освоите основы создания хороших паяных соединений, пора изучить некоторые из более продвинутых методов ПТГ, которые вы можете использовать. В этом видео рассматривается использование флюса, снятие перемычек припоя, демонтаж компонентов, а также некоторые другие советы и рекомендации.
Вот еще несколько советов по пайке PTH:
Удаление припоя часто может быть лучшим способом научиться паять.Есть много причин для демонтажа детали: ремонт, модернизация, утилизация и т. Д. Многие методы, используемые в видео, помогают в процессе демонтажа.
Существует еще один метод удаления припоя из сквозных отверстий, который мы называем методом щелчка.
Если вы не уверены, что созданное паяное соединение обеспечивает электрическое соединение, вы можете использовать мультиметр для проверки целостности цепи.
Очистка
При работе с бессвинцовым припоем флюс имеет тенденцию попадать повсюду, будь то флюс в припое или внешний флюс, нанесенный пользователем. Флюс может со временем разъедать печатную плату и компоненты, поэтому полезно знать, как очистить печатные платы, чтобы на них не было остатков флюса. Самый простой способ очистить доску – использовать небольшую щетку (зубные щетки отлично подходят) и немного изопропилового спирта. Если вы паяете несколько плат, возможно, придется чистить их партиями.Для этого мы рекомендуем мультиварку, наполненную дистиллированной водой. Дистиллированная вода защищает ваш контур от других загрязнений и загрязнений.
Нет необходимости чистить вашу плату на 100%, однако это значительно увеличит срок службы вашей схемы. Для получения дополнительной информации о чистке печатной платы щелкните здесь.
% PDF-1.2 % 182 0 объект > эндобдж xref 182 1289 0000000016 00000 н. 0000026134 00000 п. 0000028028 00000 п. 0000028246 00000 п. 0000048216 00000 н. 0000048405 00000 п. 0000049071 00000 п. 0000049253 00000 п. 0000049814 00000 п. 0000050271 00000 п. 0000050452 00000 п. 0000050643 00000 п. 0000050666 00000 п. 0000054304 00000 п. 0000054327 00000 п. 0000057271 00000 п. 0000057294 00000 п. 0000059811 00000 п. 0000059834 00000 п. 0000062634 00000 п. 0000062657 00000 п. 0000065420 00000 п. 0000065443 00000 п. 0000067791 00000 п. 0000067814 00000 п. 0000070369 00000 п. 0000070392 00000 п. 0000073190 00000 п. 0000073269 00000 п. 0000073448 00000 п. 0000073627 00000 п. 0000073806 00000 п. 0000073985 00000 п. 0000074164 00000 п. 0000074346 00000 п. 0000074528 00000 п. 0000074710 00000 п. 0000074892 00000 п. 0000075074 00000 п. 0000075257 00000 п. 0000075439 00000 п. 0000075621 00000 п. 0000075803 00000 п. 0000075985 00000 п. 0000076167 00000 п. 0000076349 00000 п. 0000076532 00000 п. 0000076714 00000 п. 0000076896 00000 н. 0000077079 00000 п. 0000077261 00000 п. 0000077443 00000 п. 0000077625 00000 п. 0000077808 00000 п. 0000077990 00000 п. 0000078172 00000 п. 0000078355 00000 п. 0000078537 00000 п. 0000078719 00000 п. 0000078902 00000 п. 0000079084 00000 п. 0000079263 00000 п. 0000079445 00000 п. 0000079624 00000 п. 0000079806 00000 п. 0000079985 00000 п. 0000080168 00000 п. 0000080347 00000 п. 0000080529 00000 п. 0000080708 00000 п. 0000080890 00000 п. 0000081072 00000 п. 0000081255 00000 п. 0000081438 00000 п. 0000081620 00000 н. 0000081803 00000 п. 0000081985 00000 п. 0000082168 00000 п. 0000082350 00000 п. 0000082533 00000 п. 0000082716 00000 н. 0000082899 00000 н. 0000083082 00000 п. 0000083265 00000 н. 0000083448 00000 п. 0000083631 00000 п. 0000083815 00000 п. 0000083998 00000 п. 0000084181 00000 п. 0000084364 00000 п. 0000084547 00000 п. 0000084730 00000 н. 0000084914 00000 п. 0000085100 00000 п. 0000085283 00000 п. 0000085469 00000 п. 0000085652 00000 п. 0000085838 00000 п. 0000086021 00000 п. 0000086207 00000 п. 0000086391 00000 п. 0000086577 00000 п. 0000086760 00000 п. 0000086946 00000 п. 0000087129 00000 п. 0000087315 00000 п. 0000087499 00000 н. 0000087685 00000 п. 0000087868 00000 п. 0000088054 00000 п. 0000088237 00000 п. 0000088423 00000 п. 0000088606 00000 п. 0000088792 00000 п. 0000088975 00000 п. 0000089161 00000 п. 0000089344 00000 п. 0000089530 00000 п. 0000089713 00000 п. 0000089899 00000 н. 00000
00000 п. 0000000000 п. 00000 00000 п. 00000 00000 п. 00000 00000 п. 00000
00000 п. 0000000000 н. 00001
00000 н. 0000100000 н. 00001
00000 н. 0000100000 н. 00001
00000 н. 00001
- 00000 н.
00001 00000 н.
0000191515 00000 н.
0000191700 00000 н.
0000191889 00000 н.
0000192075 00000 н.
0000192260 00000 н.
0000192441 00000 н.
0000192629 00000 н.
0000192815 00000 н.
0000193000 00000 н.
0000193185 00000 н.
0000193375 00000 н.
0000193561 00000 н.
0000193745 00000 н.
0000193929 00000 н.
0000194119 00000 н.
0000194305 00000 н.
0000194491 00000 н.
0000194677 00000 н.
0000194866 00000 н.
0000195052 00000 н.
0000195238 00000 н.
0000195423 00000 н.
0000195612 00000 н.
0000195798 00000 н.
0000195984 00000 н.
0000196167 00000 н.
0000196357 00000 н.
0000196543 00000 н.
0000196728 00000 н.
0000196913 00000 н.
0000197103 00000 н.
0000197289 00000 н.
0000197474 00000 н.
0000197660 00000 н.
0000197850 00000 н.
0000198036 00000 н.
0000198221 00000 н.
0000198406 00000 н.
0000198595 00000 н.
0000198780 00000 н.
0000198964 00000 н.
0000199150 00000 н.
0000199339 00000 н.
0000199524 00000 н.
0000199710 00000 н.
0000199892 00000 н.
0000200082 00000 н.
0000200268 00000 н.
0000200454 00000 н.
0000200640 00000 н.
0000200830 00000 н.
0000201016 00000 н.
0000201201 00000 н.
0000201386 00000 н.
0000201576 00000 н.
0000201761 00000 н.
0000201946 00000 н.
0000202132 00000 н.
0000202322 00000 н.
0000202508 00000 н.
0000202693 00000 н.
0000202878 00000 н.
0000203067 00000 н.
0000203253 00000 н.
0000203438 00000 н.
0000203621 00000 н.
0000203811 00000 н.
0000204003 00000 н.
0000204187 00000 н.
0000204372 00000 н.
0000204559 00000 н.
0000204745 00000 н.
0000204930 00000 н.
0000205116 00000 н.
0000205302 00000 н.
0000205490 00000 н.
0000205674 00000 н.
0000205859 00000 н.
0000206045 00000 н.
0000206230 00000 н.
0000206418 00000 н.
0000206602 00000 н.
0000206787 00000 н.
0000206972 00000 н.
0000207158 00000 н.
0000207344 00000 н.
0000207529 00000 н.
0000207714 00000 н.
0000207898 00000 н.
0000208086 00000 н.
0000208268 00000 н.
0000208455 00000 н.
0000208639 00000 н.
0000208824 00000 н.
0000209008 00000 н.
0000209194 00000 н.
0000209380 00000 н.
0000209567 00000 н.
0000209752 00000 н.
0000209937 00000 н.
0000210120 00000 н.
0000210305 00000 н.
0000210490 00000 н.
0000210678 00000 н.
0000210862 00000 н.
0000211047 00000 н.
0000211232 00000 н.
0000211417 00000 н.
0000211603 00000 н.
0000211788 00000 н.
0000211973 00000 п.
0000212157 00000 н.
0000212342 00000 н.
0000212527 00000 н.
0000212712 00000 н.
0000212898 00000 н.
0000213082 00000 н.
0000213267 00000 н.
0000213449 00000 н.
0000213634 00000 н.
0000213817 00000 н.
0000214004 00000 н.
0000214188 00000 п.
0000214373 00000 п.
0000214557 00000 н.
0000214742 00000 н.
0000214928 00000 н.
0000215115 00000 н.
0000215300 00000 н.
0000215484 00000 н.
0000215668 00000 н.
0000215853 00000 п.
0000216038 00000 н.
0000216226 00000 н.
0000216410 00000 н.
0000216594 00000 н.
0000216778 00000 н.
0000216962 00000 н.
0000217148 00000 н.
0000217337 00000 н.
0000217522 00000 н.
0000217707 00000 н.
0000217890 00000 н.
0000218075 00000 н.
0000218264 00000 н.
0000218454 00000 п.
0000218638 00000 н.
0000218822 00000 н.
0000219007 00000 н.
0000219191 00000 п.
0000219379 00000 п.
0000219568 00000 н.
0000219752 00000 н.
0000219936 00000 н.
0000220121 00000 н.
0000220307 00000 н.
0000220492 00000 н.
0000220677 00000 н.
0000220868 00000 н.
0000221054 00000 н.
0000221237 00000 н.
0000221420 00000 н.
0000221605 00000 н.
0000221791 00000 н.
0000221976 00000 н.
0000222167 00000 н.
0000222352 00000 п.
0000222535 00000 н.
0000222720 00000 н.
0000222906 00000 н.
0000223091 00000 н.
0000223276 00000 н.
0000223466 00000 н.
0000223651 00000 п.
0000223835 00000 н.
0000224020 00000 н.
0000224206 00000 н.
0000224392 00000 н.
0000224578 00000 н.
0000224768 00000 н.
0000224954 00000 н.
0000225139 00000 н.
0000225324 00000 н.
0000225509 00000 н.
0000225694 00000 п.
0000225877 00000 н.
0000226068 00000 н.
0000226253 00000 н.
0000226438 00000 н.
0000226622 00000 н.
0000226807 00000 н.
0000226993 00000 н.
0000227179 00000 н.
0000227370 00000 п.
0000227555 00000 н.
0000227740 00000 н.
0000227926 00000 н.
0000228111 00000 п.
0000228296 00000 н.
0000228480 00000 н.
0000228669 00000 н.
0000228855 00000 н.
0000229041 00000 н.
0000229227 00000 н.
0000229413 00000 н.
0000229598 00000 н.
0000229788 00000 н.
0000229974 00000 н.
0000230156 00000 н.
0000230339 00000 н.
0000230524 00000 н.
0000230709 00000 н.
0000230899 00000 н.
0000231084 00000 н.
0000231269 00000 н.
0000231450 00000 н.
0000231636 00000 н.
0000231818 00000 н.
0000232009 00000 н.
0000232194 00000 н.
0000232379 00000 н.
0000232565 00000 н.
0000232750 00000 н.
0000232941 00000 н.
0000233125 00000 н.
0000233310 00000 н.
0000233495 00000 н.
0000233681 00000 п.
0000233867 00000 н.
0000234056 00000 н.
0000234241 00000 п.
0000234425 00000 п.
0000234610 00000 н.
0000234796 00000 н.
0000234986 00000 н.
0000235172 00000 п.
0000235358 00000 п.
0000235543 00000 п.
0000235729 00000 н.
0000235913 00000 н.
0000236104 00000 н.
0000236289 00000 н.
0000236475 00000 н.
0000236657 00000 н.
0000236842 00000 н.
0000237033 00000 п.
0000237218 00000 н.
0000237404 00000 н.
0000237589 00000 н.
0000237780 00000 н.
0000237962 00000 н.
0000238147 00000 н.
0000238332 00000 н.
0000238517 00000 н.
0000238707 00000 н.
0000238891 00000 н.
0000239076 00000 н.
0000239262 00000 н.
0000239448 00000 н.
0000239639 00000 н.
0000239825 00000 н.
0000240010 00000 н.
0000240196 00000 н.
0000240386 00000 п.
0000240572 00000 н.
0000240758 00000 н.
0000240941 00000 п.
0000241127 00000 н.
0000241318 00000 н.
0000241504 00000 н.
0000241690 00000 н.
0000241874 00000 н.
0000242059 00000 н.
0000242243 00000 н.
0000242434 00000 н.
0000242619 00000 н.
0000242805 00000 н.
0000242989 00000 н.
0000243175 00000 н.
0000243360 00000 н.
0000243550 00000 н.
0000243735 00000 н.
0000243917 00000 н.
0000244102 00000 н.
0000244287 00000 н.
0000244478 00000 н.
0000244661 00000 н.
0000244847 00000 н.
0000245032 00000 н.
0000245222 00000 н.
0000245404 00000 н.
0000245589 00000 н.
0000245772 00000 н.
0000245957 00000 н.
0000246140 00000 н.
0000246331 00000 п.
0000246513 00000 н.
0000246699 00000 н.
0000246884 00000 н.
0000247070 00000 н.
0000247262 00000 н.
0000247447 00000 н.
0000247633 00000 н.
0000247818 00000 н.
0000248003 00000 н.
0000248189 00000 н.
0000248381 00000 н.
0000248566 00000 н.
0000248752 00000 н.
0000248938 00000 н.
0000249122 00000 н.
0000249310 00000 п.
0000249494 00000 н.
0000249679 00000 н.
0000249864 00000 н.
0000250051 00000 н.
0000250237 00000 н.
0000250422 00000 н.
0000250608 00000 н.
0000250790 00000 н.
0000250978 00000 н.
0000251164 00000 н.
0000251349 00000 н.
0000251534 00000 н.
0000251723 00000 н.
0000251908 00000 н.
0000252093 00000 н.
0000252279 00000 п.
0000252465 00000 н.
0000252653 00000 н.
0000252835 00000 н.
0000253019 00000 н.
0000253204 00000 н.
0000253389 00000 н.
0000253580 00000 н.
0000253766 00000 н.
0000253952 00000 н.
0000254138 00000 н.
0000254324 00000 н.
0000254514 00000 н.
0000254699 00000 н.
0000254885 00000 н.
0000255070 00000 н.
0000255255 00000 н.
0000255436 00000 н.
0000255627 00000 н.
0000255812 00000 н.
0000255998 00000 н.
0000256183 00000 н.
0000256372 00000 н.
0000256558 00000 н.
0000256743 00000 н.
0000256928 00000 н.
0000257113 00000 н.
0000257304 00000 н.
0000257490 00000 н.
0000257676 00000 н.
0000257861 00000 н.
0000258046 00000 н.
0000258237 00000 н.
0000258422 00000 н.
0000258609 00000 н.
0000258794 00000 н.
0000258979 00000 н.
0000259165 00000 н.
0000259356 00000 н.
0000259542 00000 н.
0000259728 00000 н.
0000259914 00000 н.
0000260097 00000 н.
0000260285 00000 п.
0000260470 00000 н.
0000260655 00000 н.
0000260840 00000 н.
0000261026 00000 н.
0000261213 00000 н.
0000261398 00000 н.
0000261584 00000 н.
0000261770 00000 н.
0000261956 00000 н.
0000262142 00000 н.
0000262326 00000 н.
0000262514 00000 н.
0000262699 00000 н.
0000262885 00000 н.
0000263070 00000 н.
0000263255 00000 н.
0000263440 00000 н.
0000263627 00000 н.
0000263812 00000 н.
0000263998 00000 н.
0000264183 00000 п.
0000264369 00000 н.
0000264554 00000 н.
0000264742 00000 н.
0000264928 00000 н.
0000265114 00000 н.
0000265300 00000 н.
0000265486 00000 н.
0000265668 00000 н.
0000265857 00000 н.
0000266043 00000 н.
0000266229 00000 н.
0000266413 00000 н.
0000266598 00000 н.
0000266796 00000 н.
0000266985 00000 п.
0000267170 00000 н.
0000267355 00000 н.
0000267541 00000 н.
0000267727 00000 н.
0000267914 00000 н.
0000268102 00000 н.
0000268287 00000 н.
0000268473 00000 н.
0000268659 00000 н.
0000268845 00000 н.
0000269033 00000 н.
0000269219 00000 н.
0000269405 00000 н.
0000269591 00000 н.
0000269777 00000 н.
0000269964 00000 н.
0000270152 00000 н.
0000270338 00000 п.
0000270523 00000 п.
0000270706 00000 н.
0000270892 00000 н.
0000271081 00000 н.
0000271266 00000 н.
0000271452 00000 н.
0000271637 00000 н.
0000271822 00000 н.
0000272009 00000 н.
0000272196 00000 н.
0000272381 00000 н.
0000272567 00000 н.
0000272753 00000 н.
0000272939 00000 н.
0000273127 00000 н.
0000273313 00000 н.
0000273499 00000 н.
0000273686 00000 н.
0000273872 00000 н.
0000274059 00000 н.
0000274244 00000 н.
0000274429 00000 н.
0000274615 00000 н.
0000274802 00000 н.
0000274988 00000 н.
0000275178 00000 н.
0000275363 00000 н.
0000275549 00000 н.
0000275733 00000 н.
0000275920 00000 н.
0000276111 00000 н.
0000276297 00000 н.
0000276483 00000 н.
0000276684 00000 н.
0000276870 00000 н.
0000277060 00000 н.
0000277245 00000 н.
0000277431 00000 н.
0000277617 00000 н.
0000277804 00000 н.
0000277995 00000 н.
0000278181 00000 н.
0000278367 00000 н.
0000278553 00000 н.
0000278739 00000 н.
0000278930 00000 н.
0000279117 00000 н.
0000279304 00000 н.
0000279490 00000 н.
0000279677 00000 н.
0000279867 00000 н.
0000280053 00000 н.
0000280238 00000 п.
0000280421 00000 н.
0000280611 00000 н.
0000280798 00000 н.
0000280985 00000 н.
0000281172 00000 н.
0000281362 00000 н.
0000281548 00000 н.
0000281735 00000 н.
0000281921 00000 н.
0000282111 00000 п.
0000282298 00000 н.
0000282484 00000 н.
0000282671 00000 н.
0000282861 00000 н.
0000283047 00000 н.
0000283233 00000 н.
0000283419 00000 п.
0000283609 00000 н.
0000283795 00000 н.
0000283981 00000 н.
0000284165 00000 н.
0000284356 00000 п.
0000284543 00000 н.
0000284729 00000 н.
0000284915 00000 н.
0000285105 00000 н.
0000285291 00000 н.
0000285476 00000 н.
0000285663 00000 н.
0000285853 00000 п.
0000286040 00000 н.
0000286227 00000 н.
0000286413 00000 н.
0000286603 00000 н.
0000286790 00000 н.
0000286977 00000 н.
0000287164 00000 н.
0000287354 00000 н.
0000287541 00000 н.
0000287727 00000 н.
0000287910 00000 п.
0000288101 00000 п.
0000288287 00000 н.
0000288473 00000 н.
0000288660 00000 п.
0000288851 00000 н.
0000289038 00000 н.
0000289224 00000 н.
0000289410 00000 п.
0000289600 00000 н.
0000289787 00000 н.
0000289972 00000 н.
00002 00000 н.
00002
- 00000 н.
00002 00000 н.
00002
00000 н. 00002
00000 н. 0000200000 н. 00002
00000 н. 0000291483 00000 н. 0000291670 00000 н. 0000291856 00000 н. 0000292038 00000 н. 0000292229 00000 н. 0000292416 00000 н. 0000292603 00000 н. 0000292788 00000 н. 0000292973 00000 н. 0000293163 00000 п. 0000293350 00000 н. 0000293536 00000 н. 0000293722 00000 н. 0000293907 00000 н. 0000294097 00000 н. 0000294284 00000 н. 0000294470 00000 н. 0000294655 00000 н. 0000294841 00000 н. 0000295031 00000 н. 0000295217 00000 н. 0000295403 00000 н. 0000295589 00000 н. 0000295775 00000 н. 0000295965 00000 н. 0000296152 00000 н. 0000296337 00000 н. 0000296522 00000 н. 0000296703 00000 н. 0000296892 00000 н. 0000297079 00000 п. 0000297266 00000 н. 0000297452 00000 н. 0000297636 00000 н. 0000297826 00000 н. 0000298012 00000 н. 0000298199 00000 н. 0000298384 00000 н. 0000298569 00000 н. 0000298759 00000 н. 0000298946 00000 н. 0000299132 00000 н. 0000299318 00000 н. 0000299503 00000 н. 0000299694 00000 н. 0000299881 00000 н. 0000300067 00000 н. 0000300252 00000 н. 0000300437 00000 п. 0000300625 00000 н. 0000300812 00000 н. 0000300998 00000 н. 0000301184 00000 н. 0000301367 00000 н. 0000301556 00000 н. 0000301743 00000 н. 0000301929 00000 н. 0000302114 00000 п. 0000302300 00000 н. 0000302487 00000 н. 0000302674 00000 н. 0000302859 00000 н. 0000303045 00000 н. 0000303231 00000 н. 0000303419 00000 н. 0000303606 00000 н. 0000303796 00000 н. 0000303981 00000 н. 0000304165 00000 н. 0000304350 00000 н. 0000304536 00000 н. 0000304722 00000 н. 0000304908 00000 н. 0000305094 00000 н. 0000305281 00000 п. 0000305467 00000 н. 0000305655 00000 н. 0000305841 00000 н. 0000306027 00000 н. 0000306210 00000 н. 0000306393 00000 н. 0000306576 00000 н. 0000306759 00000 н. 0000306939 00000 н. 0000307119 00000 н. \ SRtn = WO7 / Ɂŗ # rSn [o} ;? 瓋dx ך ~ i] ; b43syG5 £ K ɼP ܳ9 HIǿ} j27YOQ (DT {G ܈ + lzv “‘; c IQ24’YJ |’ Nxp7 $ ̴ 輣 = c {tT = -9lH ޏ Ӣm ٰ SkylнRJɴPeR ર Ӈ., ‘@! D $$ MulHύ7N * FKh د Mh @ Q \ e5. \ /> Dԕ ݴ N “a} E} GMOODw, & 1 + v ۽ IAinewwH 䔲 0Kv9Lԣ ޭ B; JD ۀ LQ, F, DҐ0Te; p + eXb1
0 Инструменты для пайки
Единственный инструмент, который необходим для пайки, – это паяльник. и немного припоя. Однако доступно множество принадлежностей для пайки (дополнительную информацию см. В разделе «Принадлежности для пайки»).
Для разных паяльных работ потребуются разные инструменты и разные температуры тоже. Для работы с печатной платой вам понадобится более тонкий наконечник, припой более низкой температуры и более мелкого сорта.Вы также можете использовать увеличительное стекло. Аудиоразъемы, такие как XLR, потребуют больший наконечник, более высокая температура и более толстый припой. Зажимы и держатели также удобны при пайке аудиокабелей.
Паяльники
Там При выборе паяльника следует учитывать несколько моментов.
- Мощность
- регулируемая или фиксированная температура
- источник питания (электрический или газовый)
- переносной или настольный
Не рекомендую паяльные пистолеты, так как они не имеют контроля температуры. и может стать слишком жарко.Это может привести к повреждению печатных плат, оплавление изоляции кабеля и даже повреждение разъемов.
Мощность
Важно понимать, что более высокая мощность не обязательно имею ввиду более горячий паяльник. Утюги с более высокой мощностью просто обладают большей мощностью доступны, чтобы справиться с большими суставами. Утюг с низкой мощностью не может удерживать его температура на большом суставе, так как он может терять тепло быстрее, чем он может разогреваться.Следовательно, соединения меньшего размера, такие как печатные платы требуется утюг меньшей мощности – около 15-30 Вт будет нормально. Аудио разъемам нужно что-то побольше – рекомендую не менее 40 Вт.
Температура
Там много дешевых, маловаттных утюгов без контроля температуры. Большинство из них подходят для базовой пайки, но если вы собираетесь делать много, возможно, вы захотите рассмотреть возможность пайки с переменной температурой утюг.У некоторых из них просто есть кнопка ускорения на ручке, которая полезен для больших стыков, другие имеют термостатический контроль, поэтому вы можете варьировать температуру наконечника.
Если у вас есть утюг с регулируемой температурой, вы должны начать примерно с 315-345 ° C (600-650 ° F). Однако вы можете захотеть увеличить это – Я предпочитаю около 700-750 ° F. Используйте температуру, которая позволит вы должны выполнить соединение за 1–3 секунды.
Мощность
Мост паяльники питаются от сети – 110/230 В переменного тока или настольные паяльные станции, которые преобразуются в низковольтный постоянный ток. Так же доступно работают от аккумулятора и на газе. Они отлично подходят для набора инструментов, но вам понадобится вилка для вашей скамейки. Газовые паяльники проигрывают их тепло в ветреную погоду легче, чем хорошее мощность утюга с питанием от сети.
Переносимость
Самые дешевые паяльники необходимо подключать к сети. Этот в большинстве случаев нормально, но если поблизости нет розетки, вам понадобится другое решение. Газовые и аккумуляторные паяльники ответ здесь. Они полностью портативны, их можно брать и использовать. почти везде. Они могут быть не так эффективны при нагревании, как хороший утюг высокой мощности, но они могут избавить вас от многих хлопот раз.
Если у вас есть стенд, вам следует рассмотреть возможность использования паяльной станции. Обычно это паяльник и демонтажный паяльник с жаропрочным подставки, регулируемый обогрев и место для чистящей салфетки. Хороший припой станция будет надежной, точной по температуре и с ряд советов под рукой, он может выполнить любую задачу пайки, которую вы пытаетесь с этим.
Припой
наиболее часто используемый тип припоя – канифольный стержень.Канифоль флюсовая, который очищается при пайке. Другой тип припоя – кислотный сердечник. и если у вас нет опыта пайки, вам следует придерживаться канифоли. стержневой припой. Кислотный припой сердечника может быть непростым делом, и его лучше избегать новичок.
Канифольный припой сердечника бывает трех основных типов – 50/50, 60/40 и 63/37. Эти числа представляют количество олова и свинца, присутствующих в припой, как показано ниже.
Тип припоя
% олово
% Свинец
Температура плавления (° F)
50/50
50
50
425
60/40
60
40
371
63/37
63
37
361
Подойдет любой канифольный припой для сердечников общего назначения.