применение, способы сварки, технология и режим
Электрозаклепками называют точечные швы, которые выполняются сварочной дугой при помощи плавящегося или неплавящегося электрода. Сварка таким способом широко применяется в промышленности, она является высокопроизводительной и удобной в сборке конструкций больших габаритов, например, когда осуществляется обшивка пассажирских вагонов.Сварка электрозаклепками
Применение
Сварка электрозаклепками используется для того, чтобы:
- соединить тонколистовую обшивку с рамами, которые выполнены из профильного проката. Так как из-за крупных габаритов конструкции невозможно применить контактный способ точечной сварки.
- образовалось соединение из пакета элементов.
- приварить шпильки.
Как осуществляется сварка?
Разработанная С.А. Егоровым, сварка электрозаклепками, как правило, организовывается с помощью плавящегося стального электрода под слоем флюса. Она выполняется двумя способами.- В первом случае сварочной дугой проплавляется верхняя деталь. Применяется, когда металлический лист тонкий (меньше 2 мм).
- Второй метод основывается на предварительно подготовленном отверстии, выполненное сверлением или прокалыванием.
Экономичней оказался первый способ, когда сварка металла электрозаклепками происходит без отверстия в верхней детали.
Также сварка электрозаклепками может осуществляться с помощью стального электрода под флюсом без предварительного сверления отверстия в верхнем листе толщиной до 12 мм. Это становится возможным благодаря применению силы сварочного тока в 4590 — 5000 А и использованию электродной проволоки диаметром 14 — 16 мм.
Но все же сварка деталей, у которых толщина более 2 мм без подготовленного отверстия, как правило, нецелесообразна. Ведь тогда применяются большие сварочные токи и электроды больших диаметров, что заканчивается образованием очень большой головки электрозаклепки, тогда как диаметр ее стержня мал.
Если элементы толщиной больше 2 мм, то необходимость в сверлении или прокалывании отверстия приводит к ограничению области применения электрозаклепочных швов.
Использование неплавящегося электрода при сварке электрозаклепками позволяет создавать швы без усиления, при этом получается большая глубина проплавления металла, по сравнению с применением плавящегося электрода. Листы толщиной по 6 мм и более можно сваривать неплавящимся гра-фитированным электродом с помощью постоянного тока, который применяется в диапазоне от 400 — 700 А. Графитированная масса марки А, выпущенная Московским заводом электродов, применяется как электродный материал. Чтобы защитить шов при сварке можно использовать флюс или разнообразные защитные газы.
Техника и режимы сварки
Электрозаклепки ставятся с помощью подачи сварочной проволоки и без нее. В первом случае проволоку направляют в зону сварки, завершается процесс после того, как заданное количество проволоки расплавилось. Это происходит при помощи реле времени или механического прерывателя. Без проволоки осуществляется процесс так: в процессе горения дуги она не подается, так как закреплена в токоподводящем мундштуке. Дуга продолжает гореть до естественного обрыва, ведь ее длина и напряжение меняются.Лунки выплавляются с помощью электрозаклепочника без флюса, когда величина тока составляет 1800 — 2000 А. Чтобы начать процесс нужно электрозаклепочник установить таким образом, чтобы сварочная проволока образовывала с вертикалью угол 15-20 градусов, а у сварочной проволоки торец соответствовал центру будущей точки. Результатом недолгого горения дуги станет выплескивание расплавленного металла ее дутьем на кромку лунки. Лишний металл удаляют с помощью зубила и молотка.
Инженер И.И. Каховский осуществил соединение электрозаклепками с ручной подачей проволоки. Чтобы проволока плавно опускалась по мере ее плавления, нужно ее направлять и одновременно быстро поворачивать в обе стороны, производя движения вокруг ее оси. Ее диаметр может быть прежним и не зависеть от диаметра отверстия в верхней детали.
Чтобы выбрать режим и технику сварочных работ нужно учесть следующие моменты:
- В зависимости от марки применяемого флюса находится его расход и глубина провара.
- Электрозаклепки могут получиться разного размера, на это влияет скорость подачи проволоки.
- Если слой флюса небольшой, то электрозаклепки вздуваются.
- В электрозаклепках образуется пористость, причинами ее могут быть ржавчина, окалина или влажный флюс.
Шланговые полуавтоматы пригодятся для целесообразной работы, ведь тогда для проплавления верхнего слоя понадобится значительно меньшая величина сварочного тока. При их задействовании важнейшим параметром режима сварки становится время горения дуги, определяющее качество электрозаклепок. Поэтому электрическая схема полуавтомата должна базироваться на реле, чтобы дозировать время прохождения тока.
Если режим и технику сварочной работы не соблюдать, то это чревато дефектами в электрозаклепочных соединениях. Причинами их образования являются:
- При сварке без направления проволоки непроваренные кромки получаются, если диаметр отверстия больше диаметра проволоки на 1-3 мм.
- Если нижний элемент не проварен, то это возможно при малом токе, если диаметр проволоки мал, при недостаточном сжатии соединяемых элементов, ослаблении контактов цепи.
- Верхняя часть бывает прожженной в случае сильного сжатия сварочных элементов или когда повышена величина тока.
- Если плохо сжаты свариваемые поверхности, то возникают трещины в ядре электрозаклепки.
- На поверхности и в сечении электрозаклепки образуются поры от соединения элементов, которые не очищены от ржавчины, влаги, грязи, а также если применяется влажный или замусоренный флюс.
- Выплеск металла на поверхность или на края электрозаклепки происходит в том случае, если применяется засоренный шлаковой коркой флюс или когда зашлакован конец проволоки или токоподводящий мундштук.
- Если в зону сварки засыпано недостаточное количество флюса, тогда возникает вздутие головки электрозаклепки.
- Электрозаклепка, в которой образуется недостаточная высота головки, получается в результате зазора между соединяемыми поверхностями.
- Слишком большая высота электрозаклепки возникает, когда флюс содержит много мелких частиц, а также при недостаточной величине тока для конкретного диаметра проволоки.
Высокая работоспособность электрозаклепочных соединений наблюдается при ударной и знакопеременной нагрузках, по сравнению со сплошными швами. На металле малой толщины можно осуществить контроль качества по внешнему виду с обеих сторон.
Оцените статью: Поделитесь с друзьями!stanok.guru
Соединение металла электрозаклепками
Сварка электрозаклепками широко применяется в промышленности для соединения конструкций из тонкого листового металла. Для бытовых целей чаще всего проще варить обычным швом, но бывают исключения. Точечная сварка может понадобиться при самостоятельном кузовном ремонте автомобиля, при обшивке стальными листами фургонов, павильонов и т.д. Однако на фоне малой популярности такого способа сварки с ним мало кто знаком, поэтому стоит рассмотреть его подробней.Сварка с предварительной подготовкой отверстия
Начинающему сварщику для получения необходимого опыта стоит начать делать электрозаклепки с предварительным просверливанием отверстия в верхнем листовом металле. При приваривании стали толщиной 3 мм его диаметр должен составлять 6-9 мм.

Электрод прикладывается к нижней заготовке через отверстие в верхнем листе. Если используется тонкая сталь, то его розжиг стоит начать с центра, после чего медленно смещаться и продолжать наплавление металла у края, двигаясь по кругу вверх. На толстом металле при большом отверстии разжигать электрод нужно у края, а при движении по кругу иногда смещаться к центру.


Чтобы получить надежную заклепку, нужно соблюдать несколько правил:
- Для быстрого разогрева нижней заготовки, на сварочном аппарате лучше установить ток 110А.
- Ставить как минимум 2 заклепки, чтобы предотвратить выкручивание соединяемых деталей.
- Плотно сжимать тонкие заготовки между собой, чтобы предотвратить прожиг верхнего металла;
- Чем выше сечения металла, тем нужен больший диаметр отверстия под установку заклепки.
- Заклепка ставится за один раз без пауз. Благодаря этому весь шлак соберется сверху и его можно будет сбить, получив аккуратный грибок.
Установка электрозаклепки прожигом без отверстия
Имея некоторый опыт в сварке швом можно сразу попробовать ставить электрозаклепки без сверления верхнего листа. Этот способ подходит для точечной приварки тонких листов. Электрод приставляется к месту соединения и удерживается до момента появления характерного звука прожига верхней детали. Как только лист прогорит нужно медленно поднять электрод, наплавляя металл, чтобы закрыть полученное отверстие.

Ставя электрозаклепки на тонком металле можно использовать рутиловые электроды. На более серьезных заготовках лучше подойдет основное покрытие. Если сделано хотя бы 2 заклепки, то соединенные детали будет невозможно разорвать в любом направлении воздействия. Варить заклепками быстрее и экономичней в плане расхода электродов, поэтому способ действительно полезный.


Смотрите видео
sdelaysam-svoimirukami.ru
Электрозаклепка или сварка через отверстие
§ 38. Сварка электрозаклепками
Точечные швы в сварном соединении, выполненные сварочной дугой плавящимся или неплавящимся электродом, называют электрозаклепками (рис. 55).
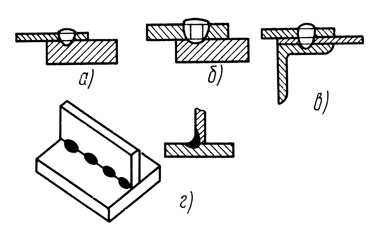
Рис. 55. Соединения электрозаклепками: а — без отверстия в верхнем листе, б — с предварительно пробитым элементом, в — сварка двух листов с профильным элементом, г — угловое соединение
Сварка электрозаклепками получила широкое применение в промышленности благодаря высокой производительности и удобству в сборке крупногабаритных конструкций, например обшивка пассажирских вагонов.
Сварка электрозаклепками применяется для соединения тонколистовой обшивки с рамами из профильного проката, где из-за крупных размеров конструкции затруднено применение контактной точечной сварки; для образования соединений из пакета элементов; для приварки шпилек.
Сварка электрозаклепками обычно осуществляется плавящимся стальным электродом под слоем флюса (разработана С. А. Егоровым).
Сварка выполняется с проплавлением верхней детали сварочной дугой или через отверстие, предварительно подготовленное сверлением или прокалыванием. Экономично применять сварку металла электрозаклепками без отверстия в верхнем элементе.
Возможно осуществление сварки электрозаклепками стальным электродом под флюсом с проплавлением верхнего листа толщиной до 12 мм, без предварительного сверления отверстия в нем. Это достигается применением силы сварочного тока в 4500 — 5000 А и электродной проволоки диаметром 14 — 16 мм.
Однако сварка элементов толщиной более 2 мм без прокола отверстия большей частью нецелесообразна, так как применение больших сварочных токов и электродов больших диаметров приводит к образованию чрезмерно крупной головки электрозаклепки при малом диаметре ее стержня.
Необходимость сверлить или прокалывать отверстия в верхнем элементе толщиной больше 2 мм ограничивает область применения электрозаклепочных швов.
Сварка электрозаклепками неплавящимся электродом позволяет получать швы без усиления и с большей глубиной проплавления металла, чем сварка плавящимся электродом. Неплавящимся графитированным электродом можно сваривать листы толщиной каждый 6 мм и более постоянным током 400 — 700 А. В качестве электродного материала рекомендуется графитированная масса марки А Московского электродного завода. Защитой металла шва при сварке могут служить флюс или различные защитные газы.
Электрозаклепка
Сварка электрозаклепками обычно выполняется в соединениях внахлестку, втавр, а также угловых. Основной трудностью сварки подобных соединений является обеспечение плотного прилегания поверхностей свариваемых деталей. Для предупреждения вытекания расплавленного флюса и металла зазор не должен превышать 1 мм. Сварка может сопровождаться подачей электрода в процессе сварки или без его подачи до естественного обрыва дуги. В первом случае используют обычные полуавтоматы для сварки под флюсом, во втором — специальные элек-трозаклепочники. [46]
Сварка электрозаклепками происходит за счет сквозного про-плавления верхнего листа при небольшой его толщине и частичного проплавления ( на глубину 1 5 — 2 5 мм) нижнего листа или полки элемента каркаса. Для получения высокопрочного сварного соединения необходимо плотное прилегание поверхностей свариваемых элементов в местах постановки электрозаклепок. Кроме того, поверхность в месте сварки должна быть тщательно очищена от краски, ржавчины, влаги и грязи. Способом проплавления верхнего листа легко свариваются соединения, у которых верхний лист имеет толщину до 3 мм. У более толстых верхних листов предварительно делаются отверстия в месте постановки электрозаклепок. [48]
Сварку электрозаклепками под флюсом производят двумя способами: проплавлением верхней детали дугой ( для тонколистовых конструкций) и через отверстия, предварительно просверленные или пробитые в верхней детали. Здесь более приемлема сварка электрозаклепками плавящимся электродом в среде СОа, которая обеспечивает по сравнению со сваркой под флюсом большие глубины проплавления и устойчивость дуги, позволяет сваривать более толстый металл. [49]
Сварка электрозаклепками имеет ряд преимуществ. К ним относится прежде всего простота сварочного оборудования. Электрозаклепочники могут быть изготовлены силами заводов, применяющих сварку электрозаклепками. Повышение производительности при сварке электрозаклепками может быть достигнуто за счет применения многоэлектродных установок. При сварке электрозаклепками резко снижается величина деформаций свариваемых элементов. Это в большинстве случаев исключает последующую трудоемкую операцию — правку после сварки. Электрозаклепки более пластичны, чем сварные точки, выполненные контактной сваркой. [50]
Сварка электрозаклепками дает возможность соединять элементы значительной толщины, не требуя для этого мощных и дорогих сварочных машин. Благодаря достаточно высокой прочности и пластичности электрозаклепочные соединения могут успешно конкурировать с клепаными соединениями во многих ответственных конструкциях. [51]
Соединения электрозаклепками , выполненные тонкой проволокой, достаточно прочны. Например, разрушающая нагрузка на срез соединения деталей толщиной 1 5 мм составляет 300 — 350 кг. [52]
Соединения электрозаклепками рациональны при толщине верхнего листа не более 5 мм. [53]
Сварка электрозаклепками заключается в том, что сварочная дуга горит под слоем флюса между неподвижным электродом и изделием, проплавляет верхний лист и сваривает его с нижним. Дуга горит до естестзенного обрыва. По этому методу можно приварить листы толщиной до 8 мм, а при большей толщине сварку выполняют через отверстие в верхнем листе. Диаметр отверстия должен превышать диаметр электрода не менее чем на 2 — 6 мм. [54]
Сварку электрозаклепками и точками применяют для выполнения нахл есточных тавровых, угловых и стыковых соединений на металле толщиной более 0 5 мм со швами, расположенными во всех пространственных положениях. В отдельных случаях при сварке металла большой толщины в нижнем положении используют проволоку до 0 4 мм. [55]
Соединения электрозаклепками ( рис. 38, к) применяют в нахлесточных и тавровых соединениях. При помощи электрозаклепок получают прочные, но не плотные соединения. При толщине верхнего листа до 6 мм его можно предварительно не просверливать, а проплавлять дугой, горящей под флюсом или в защитном газе, при этом можно применять и неплавящиеся электроды. [57]
Сварка электрозаклепками применяется для соединения тонколистовой обшивки с рамами из профильного проката, где из-за крупных размеров конструкции затруднено применение контактной точечной сварки; для образования соединений из пакета элементов; для приварки шпилек. [59]
Сварка электрозаклепками неплавящимся электродом позволяет получать швы без усиления и с большей глубиной проплавления металла, чем сварка плавящимся электродом. [60]
Сварку такого вида применяют для выполнения нахлесточных тавровых, угловых и стыковых соединений на металле толщиной >0,5 мм со швами, расположенными во всех пространственных положениях. При сварке на токах до 350 А целесообразно использовать проволоки Ø 0,8—1,4 мм, на больших токах — проволоки Ø 1,6—2 мм. В отдельных случаях при сварке металла большой толщины в нижнем положении используют проволоку до Ø 4 мм.
При сварке электрозаклепками металла толщиной >1,5 мм в вертикальном и потолочном положениях и толщиной >6 мм в нижнем положении рекомендуется делать отверстия в верхнем листе. В остальных случаях отверстия в верхнем листе не делают. Требования к качеству сборки обычно такие же, как при сварке швов большой длины. Стабильность начала процесса оказывает большое влияние на качество сварки точками и электрозаклепками. При сварке проволоками до Ø 1,6 мм начало процесса осуществляют путем подачи электродной проволоки под напряжением к изделию. Для улучшения начала сварки процесс следует начинать на малом вылете электрода.
— При сварке точками и электрозаклепками следует использовать специальные приемы зажигания дуги. Например, при автоматической сварке целесообразно начинать процесс при пониженной скорости подачи электродной проволоки и повышенной скорости нарастания тока в сварочной цепи, а после зажигания дуги переходить на рабочий режим. При этом важно, чтобы переход на рабочий режим сварки происходил после зажигания дуги. Для этого в сварочную аппаратуру вводят спаренные датчики напряжения и тока, которые подают сигнал на переключение режима сварки.
— На глубину проплавления точки наиболее эффективно влияет сварочный ток. С его повышением увеличиваются диаметр и усиление точки. Сварку следует выполнять на токе, максимально допустимом для данной толщины металла. Напряжение дуги оказывает влияние на форму точки. При недостаточном напряжении в центре точки образуется углубление, а при завышенном — бугорок. Оптимальное напряжение зависит от сварочного тока и диаметра электрода. При сварке точки глубина проплавления растет в первый период горения дуги. В дальнейшем глубина проплавления растет незначительно. увеличивается только усиление.
Сварку металла толщиной до 2 мм обычно выполняют без изменения тока в процессе сварки точки. При этом путем выбора напряжения можно получить хорошее формирование точки с достаточной глубиной и шириной проплавления. При большей толщине металла рекомендуется выполнять сварку с изменением сварочного тока. После начала сварки точки силу тока увеличивают, а в конце уменьшают и одновременно повышают напряжение. Это обеспечивает глубокое проплавление, хорошую форму электрозаклепки и позволяет регулировать термический цикл при сварке. Для увеличения сечения проплавления и прочности электрозаклепки сварку рекомендуют выполнять с круговым перемещением электрода, а иногда делать отверстия в верхнем листе.
Прочность отдельной точки зависит от толщины металла и сечения электрозаклепки. Работоспособность электрозаклепочных и точечных соединений при знакопеременной и ударной нагрузках в ряде случаев выше, чем соединений, выполненных сплошными швами. Контроль качества электрозаклепок на металле малой толщины осуществляют по их внешнему виду с обеих сторон. При нарушении газовой защиты, превышении зазоров в соединении, наличии большого загрязнения листов и использовании ржавой проволоки в электрозаклепках образуются поры. Трещины в электрозаклепках и точках появляются в основном при сварке высокоуглеродистых сталей и при повышенных режимах сварки.
Волченко В.Н. Сварка и свариваемые материалы. том 2
mytooling.ru
Сварка элеткрозаклепками в домашних условиях » Изобретения и самоделки
Сварка электрозаклепками как правило применяется на производстве для соединения деталей из тонкого листового металла. В домашних условиях этот метод применяется редко ввиду сложности, чаще делается сварной шов. Точечная сварка может стать необходимостью при ремонте кузова машины, при обшивке различных конструкций листами металла и т.п. Есть важные хитрости, которые надо знать при сварке электрозаклепками в домашних условиях.

Установка электрической заклепки с подготовкой отверстия
Неопытному сварщику для начала следует делать электрозаклепки с просверливанием отверстия в верхнем листе. При приваривании стали толщиной 3 мм его диаметр должен составлять 6-9 мм.

Электрод прикладывается к нижней заготовке через отверстие в верхнем листе. Если используется тонкая сталь, то его розжиг стоит начать с центра, после чего медленно смещаться и продолжать наплавление металла у края, двигаясь по кругу вверх. На толстом металле при большом отверстии разжигать электрод нужно у края, а при движении по кругу иногда смещаться к центру.


Чтобы получить надежную заклепку, нужно соблюдать несколько правил:
- Для быстрого разогрева нижней заготовки, на сварочном аппарате лучше установить ток 110А.
- Ставить как минимум 2 заклепки, чтобы предотвратить выкручивание соединяемых деталей.
- Плотно сжимать тонкие заготовки между собой, чтобы предотвратить прожиг верхнего металла;
- Чем выше сечения металла, тем нужен больший диаметр отверстия под установку заклепки.
- Заклепка ставится за один раз без пауз. Благодаря этому весь шлак соберется сверху и его можно будет сбить, получив аккуратный грибок.
Электрозаклепка методом прожига без отверстия
Имея опыт в сварке швом можно ставить электрозаклепки без сверления верхнего листа. Этот способ подходит для точечной приварки тонких листов. Электрод приставляется к месту соединения и удерживается до момента появления характерного звука прожига верхней детали. Как только лист прогорит нужно медленно поднять электрод, наплавляя металл, чтобы закрыть полученное отверстие.

Ставя электрозаклепки на тонком металле можно использовать рутиловые электроды. На более серьезных заготовках лучше подойдет основное покрытие. Если сделано хотя бы 2 заклепки, то соединенные детали будет невозможно разорвать в любом направлении воздействия. Варить заклепками быстрее и экономичней в плане расхода электродов, поэтому способ действительно полезный.


Смотрите видео
izobreteniya.net
Соединения электрозаклепками – Энциклопедия по машиностроению XXL
| Рис. 8. Швы соединений внахлестку а — точечный б — с круглым отверстием (электрозаклепка). |  |
Стыковой шов – сварной шов стыкового соединения. Угловой шов -сварной шов углового, нахлесточного или таврового соединений. Прорезной шов (рис. 1.6) получается в результате полного проплавления верхнего, а иногда и последующих листов, и частичного проплавления нижнего листа (детали). Частным случаем прорезного шва является точечный или пробочный шов (электрозаклепка – при дуговой сварке) (рис. [c.12]
Автоматическую дуговую сварку под флюсом применяют для выполнения стыковых, угловых, тавровых и нахлесточных соединений (рис. 4.9), а также соединений электрозаклепками в соответствии с основными положениями на сборочно-сварочные операции при использовании соответствующих сварочных материалов. Сварка выполняется как на переменном, так и на постоянном токе обратной полярности с применением сварочных подвесных головок и/или сварочных тракторов. [c.300]
Однако для сварки тавровых соединений электрозаклепками необходима дополнительная технологическая операция — отбор-товка стенки, и, кроме того, в ряде случаев, например в местах соединения диафрагмы с поясом пролетных балок мостовых кранов, уменьшается жесткость соединения за счет появления эксцентриситет е от оси электрозаклепки до стенки (рис. 94), [c.170]
Соединение электрозаклепками (рис. 7) дает прочные, но неплотные швы и применяется в различных металлоконструкциях. Сварные швы различаются [c.27]
Прочность образцов точечной сварки, а также соединений электрозаклепками считается удовлетворительной, если разрушение происходит па основному металлу или с вырывом основного металла. [c.165]
Прорезные и пробочные соединения. Прорезные соединения представляют собой щель шириной, равной (2—4)6 и длиной до 256, вырезанную в одной из деталей с последующей сваркой угловым швом по периметру прорези (см. рис. 15.8). Эти соединения применяют, когда требуется улучшить скрепление элементов соединения внахлестку или для уменьшения длины шва. Изготовление прорезей усложняет работу, поэтому применение прорезных швов допускается в особых случаях. В пробочных соединениях (электрозаклепках) отверстия в обеих деталях заливаются металлом (см. рис. 15.9). Применяются они обычно не как силовые. [c.427]
Соединения электрозаклепками (рис. 7) дают прочные (но не плотные) швы, применяются в различных металлоконструкциях. При сварке электрозаклепками в верхнем [c.24]
Соединения электрозаклепками могут выполняться с пробивкой отверстий в верхнем ф сварных электроза-ЛИСТе или же без пробивки по- клепочных соединений. [c.11]
Области применения и преимущества электрозаклепочных соединений. Соединения электрозаклепками нашли широкое распространение на некоторых заводах сельскохозяйственного [c.12]
Соединения электрозаклепками, выполненные тонкой проволокой, достаточно прочны. Например, разрушающая нагрузка на срез соединения деталей толщиной 1,5 мм составляет 300— 350 кг. [c.127]
Соединения электрозаклепками рациональны при толщине верхнего листа не более 5 мм. [c.53]
В значительном большинстве случаев соединения электрозаклепками являются связующими и рабочих усилий не передают. Расчет прочности электрозаклепок, участвующих в передаче усилий, производится аналогично расчету прочности точечных соединений при контактной сварке. [c.54]
Проплавные электрозаклепки можно получить также сваркой пистолетами в струе аргона. Соединения электрозаклепками, в [c.44]
Соединения электрозаклепками (рис. 38, к) применяют в нахлесточньк и тавровых соединениях. При помощи электрозаклепок получают прочные, но не плотные соединения. Верхний лист пробивается или просверливается, а отверстие заваривается так, чтобы был частично проплавлен нижний лист (или профиль). При толщине верхнего листа до 6 мм его можно предварительно не просверливать, а проплавлять дугой, горящей под флюсом или в защитном газе, при этом можно применять и неплавящиеся электроды. [c.42]
В условиях, близких к соединениям, выполненным точечной контактной сваркой, находятся соединения электрозаклепками. [c.315]
Соединение электрозаклепками показано на рис. 12, в. С помощью электрозаклепок получают прочные, но не плотные соединения. Верхний лист просверливается и отверстие заваривается так, чтобы был захвачен нижний лист. При автоматической сварке под флюсом верхний лист, если его толщина невелика, предварительно не просверливается и он проплавляется сварочной дугой. [c.29]
Для глухих соединений рекомендуются наиболее простые сварные конструкции с электрозаклепками, а для деталей, выполненных из несвари-вающихся материалов, — штифтовые соединения. [c.317]
| Рис. 5. Примеры обозначений а — днустороНЕШЙ шов стыкового соединения со скосом одной кромки, выполняемый электроду говой ручной сваркой при монтаже 6 — односторонний шов стыкового соединения без скоса кромок, на остающейся подкладке, выполняемый сваркой нагретым газом с присадкой (для изделий из винипласта или полиэтилена) в – двусторонний шов таврового соединения без скоса кромок, прерывистый с шахматным расположением, выполняемый плектродуговой сваркой в защитных газах по замкнутой линии катет шва 6, / 50, t = 100 мм г — двусторонний шов углового соединения без скоса кромок, выполняемый автоматической сваркой под флюсом по замкнутой линии д — односторонний шов внахлестку, выполняемый дуговой сваркой алюминия по незамкнутой линии катет [пва 5 мм е — шов, выполняемый контактной роликовой электросваркой шаг шва 6 мм ж — шов соединения внахлестку с двумя электрозаклепками диаметром 11 мм. |  |
По балке длиной 0,8 м, жестко заделанной одним концом, перемещается сосредоточенный груз Р, расположенный в плоскости симметрии поперечного сечения. Поперечное сечение балки составлено из гнутого швеллера профиля 160 X 40 X 3 мм и двух вертикальных листов сечением 200 X 5 мм, соединенных между собой электрозаклепками (см. рисунок). Диаметр электрозаклепки d = [c.133]
Кроме соединений сплошным сварным швом, часто применяют прерывистый шов, а также электрозаклепки (рис. 145). [c.180]
Некоторые специфические особенности процесса сварки под флюсом (глубокий провар, жидкотекучесть металла сварочной ванны и др.), дают возможность осуществлять виды соединений, недоступные для ручной сварки (соединение прорезными швами, электрозаклепками и др.). [c.187]
Одиночные сварные точки соединения внахлестку, выполняемые дуговой сваркой под флюсом. Диаметр электрозаклепки 11 мм. Выпуклость (усиление) должна быть снята. [c.28]
Кроме этих видов швов в нахлесточных соединениях можно использовать так называемые электрозаклепки. Такое со- [c.11]
Сущность и техника сварки электрозаклепками. Сварная точка образуется за счет теплоты неподвижной дуги, обеспечивающей сквозное проплавление верхнего листа и сквозное или частичное проплавление нижнего. В зону дуги и сварочной ванны подают защитные газы или их смеси. В отличие от контактной дуговая сварка возможна при одностороннем подходе к месту соединения, что не ограничивает размеры изделия. Сварка электрозаклепок возможна вольфрамовым электродом на углеродистых, коррозионно-стойких сталях и титановых сплавах. Из-за недостаточной очистки поверхности алюминиевых сплавов катодным распылением их сварка этим способом затруднена. [c.140]
При сварке в среде СО а глубина проплавления на 20—30% больше, чем при сварке под флюсом в тех же условиях. Соединения, полученные сваркой электрозаклепками в среде Oj, по статической прочности не уступают соединениям со сплошными и прерывистыми швами, [25, 26]. [c.169]
Внедрение в производство сварки электрозаклепками в среде Oj затрудняется из-за отсутствия опытных данных по прочности соединений при действии переменных нагрузок. Имеются лишь ограниченные сведения по выносливости соединений с электрозаклепками, выполненными под слоем флюса, ручной дуговой сваркой и в среде Oj. [c.169]
mash-xxl.info
Сварка и применение электрозаклепок |
 Электрозаклепками называют точечные швы, которые выполняются сварочной дугой при помощи плавящегося или неплавящегося электрода. Сварка таким способом широко применяется в промышленности, она является высокопроизводительной и удобной в сборке конструкций больших габаритов, например, когда осуществляется обшивка пассажирских вагонов.
Электрозаклепками называют точечные швы, которые выполняются сварочной дугой при помощи плавящегося или неплавящегося электрода. Сварка таким способом широко применяется в промышленности, она является высокопроизводительной и удобной в сборке конструкций больших габаритов, например, когда осуществляется обшивка пассажирских вагонов.
Сварка электрозаклепками
Применение
Сварка электрозаклепками используется для того, чтобы:
Как осуществляется сварка?
 Разработанная С.А. Егоровым, сварка электрозаклепками, как правило, организовывается с помощью плавящегося стального электрода под слоем флюса. Она выполняется двумя способами.
Разработанная С.А. Егоровым, сварка электрозаклепками, как правило, организовывается с помощью плавящегося стального электрода под слоем флюса. Она выполняется двумя способами.
Экономичней оказался первый способ, когда сварка металла электрозаклепками происходит без отверстия в верхней детали.
Также сварка электрозаклепками может осуществляться с помощью стального электрода под флюсом без предварительного сверления отверстия в верхнем листе толщиной до 12 мм. Это становится возможным благодаря применению силы сварочного тока в 4590 — 5000 А и использованию электродной проволоки диаметром 14 — 16 мм.
Но все же сварка деталей, у которых толщина более 2 мм без подготовленного отверстия, как правило, нецелесообразна. Ведь тогда применяются большие сварочные токи и электроды больших диаметров, что заканчивается образованием очень большой головки электрозаклепки, тогда как диаметр ее стержня мал.
Если элементы толщиной больше 2 мм, то необходимость в сверлении или прокалывании отверстия приводит к ограничению области применения электрозаклепочных швов.
Использование неплавящегося электрода при сварке электрозаклепками позволяет создавать швы без усиления, при этом получается большая глубина проплавления металла, по сравнению с применением плавящегося электрода. Листы толщиной по 6 мм и более можно сваривать неплавящимся гра-фитированным электродом с помощью постоянного тока, который применяется в диапазоне от 400 — 700 А. Графитированная масса марки А, выпущенная Московским заводом электродов, применяется как электродный материал. Чтобы защитить шов при сварке можно использовать флюс или разнообразные защитные газы.
Техника и режимы сварки
Электрозаклепки ставятся с помощью подачи сварочной проволоки и без нее. В первом случае проволоку направляют в зону сварки, завершается процесс после того, как заданное количество проволоки расплавилось. Это происходит при помощи реле времени или механического прерывателя. Без проволоки осуществляется процесс так: в процессе горения дуги она не подается, так как закреплена в токоподводящем мундштуке. Дуга продолжает гореть до естественного обрыва, ведь ее длина и напряжение меняются.
Лунки выплавляются с помощью электрозаклепочника без флюса, когда величина тока составляет 1800 — 2000 А. Чтобы начать процесс нужно электрозаклепочник установить таким образом, чтобы сварочная проволока образовывала с вертикалью угол 15-20 градусов, а у сварочной проволоки торец соответствовал центру будущей точки. Результатом недолгого горения дуги станет выплескивание расплавленного металла ее дутьем на кромку лунки. Лишний металл удаляют с помощью зубила и молотка.
Инженер И.И. Каховский осуществил соединение электрозаклепками с ручной подачей проволоки. Чтобы проволока плавно опускалась по мере ее плавления, нужно ее направлять и одновременно быстро поворачивать в обе стороны, производя движения вокруг ее оси. Ее диаметр может быть прежним и не зависеть от диаметра отверстия в верхней детали.
Чтобы выбрать режим и технику сварочных работ нужно учесть следующие моменты:
- В зависимости от марки применяемого флюса находится его расход и глубина провара.
- Электрозаклепки могут получиться разного размера, на это влияет скорость подачи проволоки.
- Если слой флюса небольшой, то электрозаклепки вздуваются.
- В электрозаклепках образуется пористость, причинами ее могут быть ржавчина, окалина или влажный флюс.
Шланговые полуавтоматы пригодятся для целесообразной работы, ведь тогда для проплавления верхнего слоя понадобится значительно меньшая величина сварочного тока. При их задействовании важнейшим параметром режима сварки становится время горения дуги, определяющее качество электрозаклепок. Поэтому электрическая схема полуавтомата должна базироваться на реле, чтобы дозировать время прохождения тока.
Если режим и технику сварочной работы не соблюдать, то это чревато дефектами в электрозаклепочных соединениях. Причинами их образования являются:
Высокая работоспособность электрозаклепочных соединений наблюдается при ударной и знакопеременной нагрузках, по сравнению со сплошными швами. На металле малой толщины можно осуществить контроль качества по внешнему виду с обеих сторон.
Источник
stroymaster-base.ru
Большая Энциклопедия Нефти и Газа, статья, страница 4
Электрозаклепка
Cтраница 4
Сварка электрозаклепками обычно выполняется в соединениях внахлестку, втавр, а также угловых. Основной трудностью сварки подобных соединений является обеспечение плотного прилегания поверхностей свариваемых деталей. Для предупреждения вытекания расплавленного флюса и металла зазор не должен превышать 1 мм. Сварка может сопровождаться подачей электрода в процессе сварки или без его подачи до естественного обрыва дуги. В первом случае используют обычные полуавтоматы для сварки под флюсом, во втором – специальные элек-трозаклепочники. [46]
Сварка электрозаклепками происходит за счет сквозного про-плавления верхнего листа при небольшой его толщине и частичного проплавления ( на глубину 1 5 – 2 5 мм) нижнего листа или полки элемента каркаса. Для получения высокопрочного сварного соединения необходимо плотное прилегание поверхностей свариваемых элементов в местах постановки электрозаклепок. Кроме того, поверхность в месте сварки должна быть тщательно очищена от краски, ржавчины, влаги и грязи. Способом проплавления верхнего листа легко свариваются соединения, у которых верхний лист имеет толщину до 3 мм. У более толстых верхних листов предварительно делаются отверстия в месте постановки электрозаклепок. [48]
Сварку электрозаклепками под флюсом производят двумя способами: проплавлением верхней детали дугой ( для тонколистовых конструкций) и через отверстия, предварительно просверленные или пробитые в верхней детали. Здесь более приемлема сварка электрозаклепками плавящимся электродом в среде СОа, которая обеспечивает по сравнению со сваркой под флюсом большие глубины проплавления и устойчивость дуги, позволяет сваривать более толстый металл. [49]
Сварка электрозаклепками имеет ряд преимуществ. К ним относится прежде всего простота сварочного оборудования. Электрозаклепочники могут быть изготовлены силами заводов, применяющих сварку электрозаклепками. Повышение производительности при сварке электрозаклепками может быть достигнуто за счет применения многоэлектродных установок. При сварке электрозаклепками резко снижается величина деформаций свариваемых элементов. Это в большинстве случаев исключает последующую трудоемкую операцию – правку после сварки. Электрозаклепки более пластичны, чем сварные точки, выполненные контактной сваркой. [50]
Сварка электрозаклепками дает возможность соединять элементы значительной толщины, не требуя для этого мощных и дорогих сварочных машин. Благодаря достаточно высокой прочности и пластичности электрозаклепочные соединения могут успешно конкурировать с клепаными соединениями во многих ответственных конструкциях. [51]
Соединения электрозаклепками, выполненные тонкой проволокой, достаточно прочны. Например, разрушающая нагрузка на срез соединения деталей толщиной 1 5 мм составляет 300 – 350 кг. [52]
Соединения электрозаклепками рациональны при толщине верхнего листа не более 5 мм. [53]
Сварка электрозаклепками заключается в том, что сварочная дуга горит под слоем флюса между неподвижным электродом и изделием, проплавляет верхний лист и сваривает его с нижним. Дуга горит до естестзенного обрыва. По этому методу можно приварить листы толщиной до 8 мм, а при большей толщине сварку выполняют через отверстие в верхнем листе. Диаметр отверстия должен превышать диаметр электрода не менее чем на 2 – 6 мм. [54]
Сварку электрозаклепками и точками применяют для выполнения нахл есточных тавровых, угловых и стыковых соединений на металле толщиной более 0 5 мм со швами, расположенными во всех пространственных положениях. В отдельных случаях при сварке металла большой толщины в нижнем положении используют проволоку до 0 4 мм. [55]
Соединения электрозаклепками ( рис. 38, к) применяют в нахлесточных и тавровых соединениях. При помощи электрозаклепок получают прочные, но не плотные соединения. При толщине верхнего листа до 6 мм его можно предварительно не просверливать, а проплавлять дугой, горящей под флюсом или в защитном газе, при этом можно применять и неплавящиеся электроды. [57]
Сварка электрозаклепками применяется для соединения тонколистовой обшивки с рамами из профильного проката, где из-за крупных размеров конструкции затруднено применение контактной точечной сварки; для образования соединений из пакета элементов; для приварки шпилек. [59]
Сварка электрозаклепками неплавящимся электродом позволяет получать швы без усиления и с большей глубиной проплавления металла, чем сварка плавящимся электродом. [60]
Страницы: 1 2 3 4 5
www.ngpedia.ru