Сварочный инвертор своими руками: схема, видео — Asutpp
Конструктор и знаменитый ученый Юрий Негуляев в свое время изобрел практически незаменимое устройство – сварочный инвертор. Предлагаем рассмотреть, как своими руками сделать сварочный инвертор с применением импульсного трансформатора и мощных MOSFET транзисторов.
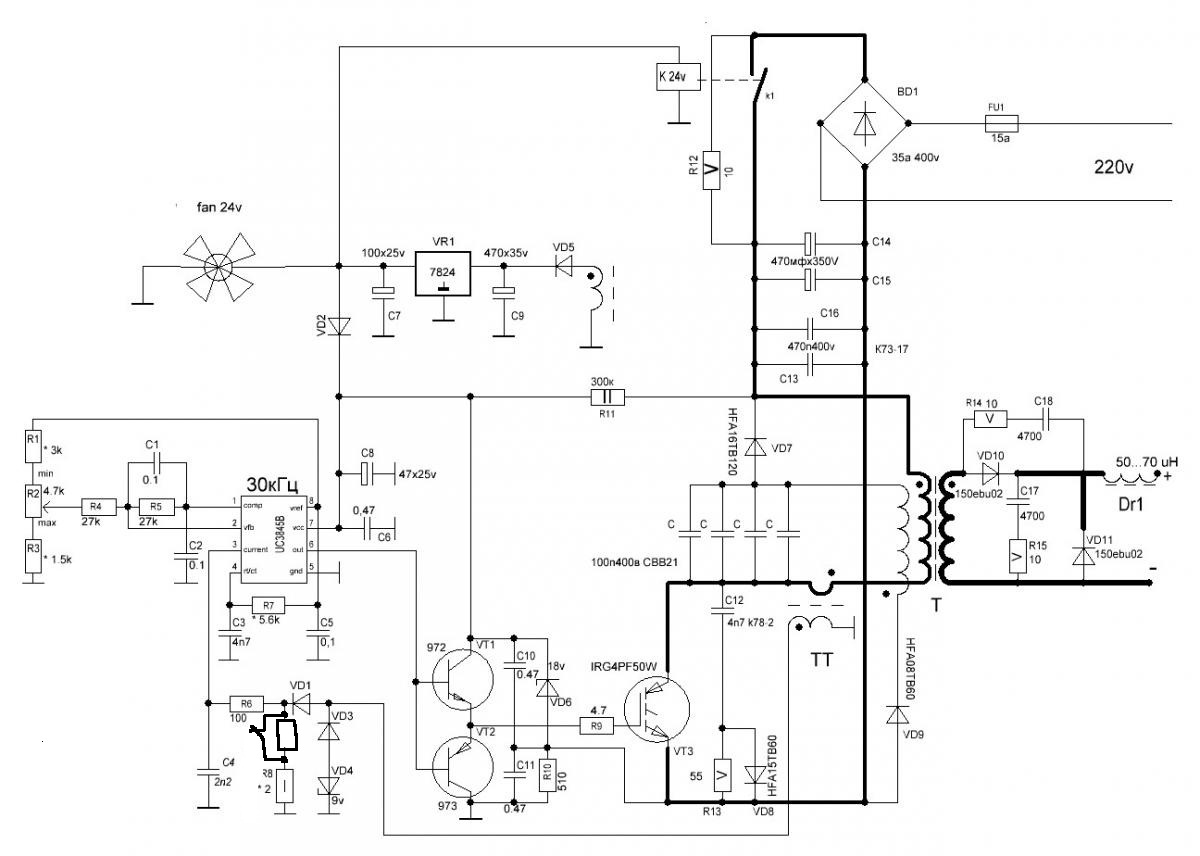
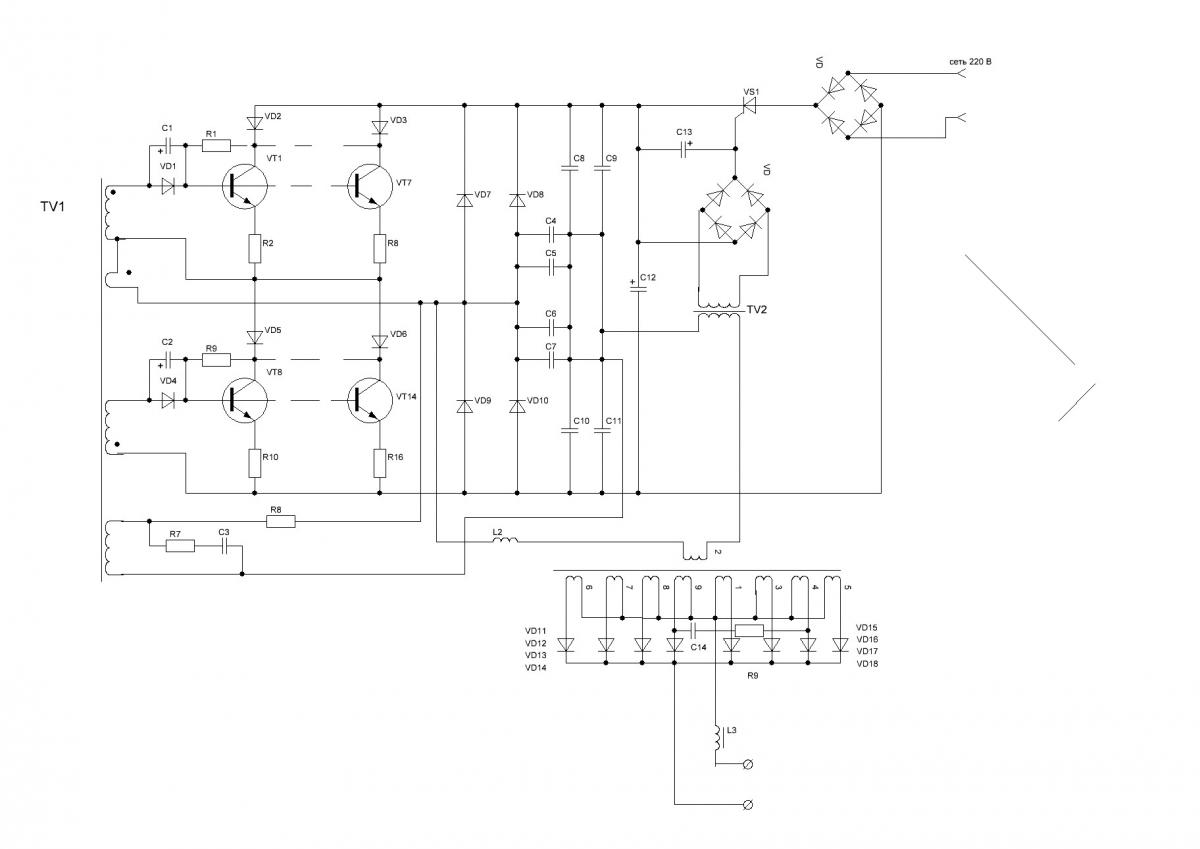
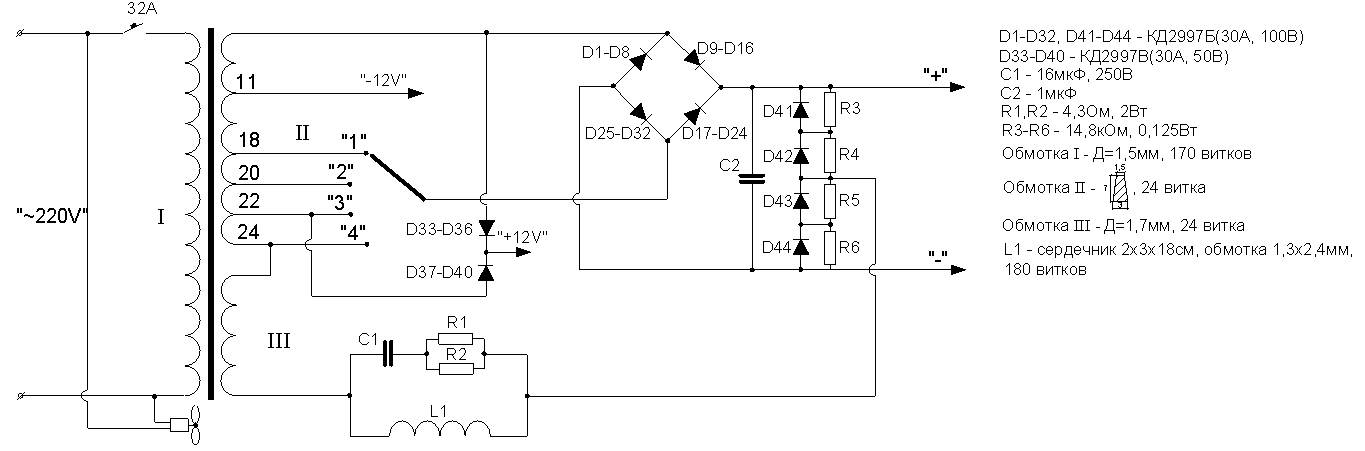
Самая важное при конструировании или ремонте покупного или самодельного инвертора — его принципиальная электрическая схема. Её мы для изготовления своего инвертора взяли именно из проекта Негуляева.
Принципиальная электрическая схема сварочного инвертораИзготовление трансформатора и дросселя
Для работы нам понадобится следующее оборудование:
- Ферритовый сердечник.
- Каркас для трансформатора.
- Медная шина или провод.
- Скоба для фиксации двух половинок сердечника.
- Термостойкая изоляционная лента.
Для начала нужно запомнить простое правило: обмотки наматываются только на полную ширину каркаса, при такой конструкции трансформатор становится более устойчив к перепадам напряжения и внешним воздействиям.
Качественный импульсный трансформатор наматывается медной шиной или пучком проводов. Алюминиевые провода такого же сечения не способны выдержать достаточно большую плотность тока в инверторе.
В этом варианте исполнения трансформатора, вторичную обмотку нужно наматывать в несколько слоев, по принципу бутерброда. Пучок проводов сечением 2 мм, скрученных вместе, будет служить вторичной обмоткой. Они должны быть изолированы друг от друга, например, лаковым покрытием.
Кольца обмотокМежду первичной и вторичной обмоткой изоляции должно быть в два или три раза больше, чтобы на вторичную обмотку не попало сетевое напряжение, которое в выпрямленном виде составляет 310 вольт. Для этого лучше всего подходит фторопластовая термостойкая изоляция.
Трансформатор можно выполнить и не на стандартном сердечнике, применив для этих целей 5 трансформаторов от строчной развертки неисправных телевизоров, объединенных в один общий сердечник. Так же необходимо помнить и про воздушный зазор между обмотками и сердечником трансформатора, это облегчает его охлаждение.
Важное замечание, бесперебойная работа устройства напрямую зависит не только от величины постоянного тока, но и от толщины провода вторичной обмотки трансформатора. То есть, если намотать обмотку толще, чем 0,5 мм, мы получим скин-эффект, который не очень хорошо сказывается на режиме работы и тепловых характеристиках трансформатора.
Так же на ферритовом сердечнике изготавливается и трансформатор тока, который после будет закреплен на положительном силовом проводе, выводы с этого трансформатора приходят на плату управления для отслеживания и стабилизации выходного тока.
Для уменьшения пульсации на выходе аппарата и меньшему количеству выбросов помех в сеть питания используется дроссель. Его так же наматывают на ферритовом каркасе произвольного исполнения, проводом или шиной, толщина которого соответствует толщине провода вторичной обмотки.
Конструкция сварочного аппарата
Рассмотрим, как в домашних условиях сконструировать достаточно мощный импульсный сварочный инвертор.
Если повторять конструкцию по системе Негуляева, то транзисторы прикручиваются к радиатору специально вырезанной для этого пластиной, таким образом улучшается передача тепла от транзистора к радиатору. Между радиатором и транзисторами необходимо проложить термопроводящую, не пропускающую ток прокладку. Это обеспечивает защиту от короткого замыкания между двух транзисторов.
Выпрямительные диоды крепятся к алюминиевой пластине толщиной 6 мм, крепление осуществляется таким же способом, как и крепление транзисторов. Их выходы соединяться между собой неизолированным проводом сечением 4 мм. Следует соблюдать осторожность, провода не должны соприкасаться.
Дроссель к основанию сварочного аппарата крепится железной пластиной, размеры которой повторяют форму самого дросселя. Для уменьшения вибрации, между дросселем и корпусом прокладывают резиновый уплотнитель.
Видео: сварочный инвертор своими руками
Все силовые проводники внутри корпуса инвертора нужно развести в разные стороны, иначе существует возможность короткого замыкания. Вентилятор охлаждает несколько радиаторов одновременно, каждый из которых предназначен для своей части схемы. Такая конструкция позволяет обойтись всего одним вентилятором, установленным на задней стенке корпуса, что значительно экономит место.
Для охлаждения самодельного сварочного инвертора можно использовать вентилятор от компьютерного корпуса, он оптимально подходит как по габаритам, так и по мощности. Так как вентиляция вторичной обмотки играет большую роль, это следует учитывать при его расположении.
Вес такого инвертора будет колебаться от 5 до 10 кг, при этом его сварочный ток может быть в пределах от 30 до 160 ампер.
Инвертор из компьютераКак настраивать работу инвертора
Сделать самодельный сварочный инвертор, это не так уж и сложно, тем более что это почти полностью бесплатное изделие, если не считать расходы на некоторые детали и материалы.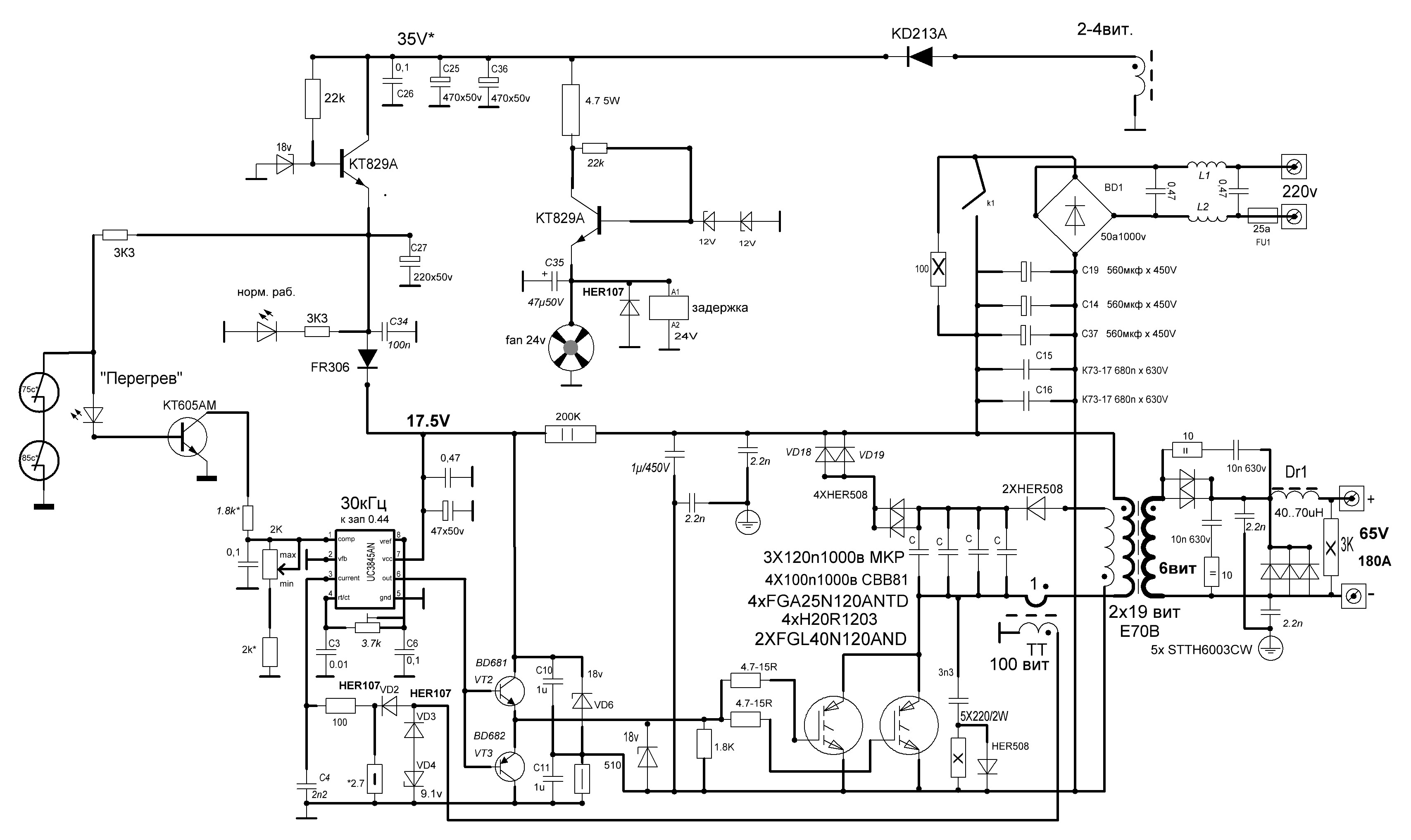 Но для настройки собранного устройства может понадобиться помощь специалистов. Как это можно сделать самому?
Но для настройки собранного устройства может понадобиться помощь специалистов. Как это можно сделать самому?
Инструкция облегчающая самостоятельную настройку сварочного инвертора:
- Для начала нужно подать сетевое напряжение на плату инвертора, после чего блок начнет издавать характерный писк импульсного трансформатора. Также напряжение подается на охлаждающий вентилятор, это не даст перегреваться конструкции и работа аппарата будет намного стабильнее.
- После того, как силовые конденсаторы полностью зарядились от сети, нам нужно замкнуть токоограничивающий резистор в их цепи. Для этого нужно проверить работу реле, убедившись, что напряжение на резисторе равно нулю. Помните, если провести подключение инвертора без токоограничивающего резистора, то может случиться взрыв!
- Применение такого резистора значительно уменьшает скачки тока во время включения сварочного аппарата в сеть 220 вольт.
- Наш инвертор способен вырабатывать ток свыше 100 ампер, это значение зависит от конкретной схемы, примененной в разработке.
 Узнать данное значение не сложно при помощи осциллографа. Нужно замерить периодичность поступающих импульсов на трансформатор, они должны составлять соотношения 44 и 66 процентов.
Узнать данное значение не сложно при помощи осциллографа. Нужно замерить периодичность поступающих импульсов на трансформатор, они должны составлять соотношения 44 и 66 процентов. - Режим сварки, проверяется непосредственно на блоке управления, подключив вольтметр к выходу усилителя оптрона. Если инвертор маломощный, среднее амплитудное напряжение должно составлять около 15 вольт.
- Затем проверяется правильность сборки выходного моста, для этого на вход инвертора подается напряжение 16 вольт от любого подходящего блока питания. На холостом ходу блок потребляет ток около 100 мА, это необходимо учитывать при проведении контрольных замеров.
- Для сравнения можно проверить работу промышленного инвертора. При помощи осциллографа измеряют импульсы на обоих обмотках, они должны соответствовать друг другу.
- Теперь необходимо проконтролировать работу сварочного инвертора с подключенными силовыми конденсаторами. Меняем напряжение питания с 16 вольт на 220 вольт, подключая аппарат непосредственно к электрической сети. При помощи осциллографа, подключенного к выходным MOSFET транзисторам, контролируем форму сигнала, она должна соответствовать испытаниям на пониженном напряжении.
 Узнать данное значение не сложно при помощи осциллографа. Нужно замерить периодичность поступающих импульсов на трансформатор, они должны составлять соотношения 44 и 66 процентов.
Узнать данное значение не сложно при помощи осциллографа. Нужно замерить периодичность поступающих импульсов на трансформатор, они должны составлять соотношения 44 и 66 процентов.Видео: сварочный инвертор на ремонте.
Сварочный инвертор – это очень популярный и необходимый аппарат, в любой деятельности, как на промышленных предприятиях, так и в домашнем хозяйстве. Кроме того, за счет применения встроенного выпрямителя и регулятора тока, с помощью такого сварочного инвертора можно добиться лучших результатов сварки по сравнению с результатами, которых можно достичь при пользовании традиционными аппаратами, трансформаторы которых выполнены из электротехнической стали.
Сборка самого простого сварочного инвертора своими руками, схемы и рекомендации
Собрать самодельный инверторный сварочный аппарат по силам даже домашнему мастеру, не обладающему глубокими познаниями в электротехнических процессах.
Основным требованием является соблюдение технологии монтажа, соответствие схеме и понимание принципа работы устройства.
Если своими руками создать инвертор, то его параметры и производительность не станут значительно разниться с заводскими моделями, но экономия может получиться приличная.
Простой самодельный аппарат инверторного типа позволит качественно осуществлять сварочные операции. Даже инвертор с простой схемой позволяет работать с электродом от 3 до 5 мм и дугой до 1 см.
Характеристики
Подобный сварочник для домашнего применения может обладать следующими параметрами:
- Уровень напряжения – 220 вольт.
- Входная сила тока – 32 ампера;
- Выходная сила тока – 250 ампер.
Для бытового применения подходит инвертор, который функционирует от бытовой электросети 220 В. Если есть необходимость, то возможно собрать более мощное устройство, работающее от 380 В. Он отличается более высокой производительностью по сравнению с однофазным сварочным инверторным аппаратом.
Особенности функционирования
Для начала необходимо разобраться, как функционирует инвертор. По сути, он является компьютерным блоком питания. В нем можно наблюдать преобразование электроэнергии в такой последовательности:
- Входное переменное напряжение трансформируется в постоянное.
- Потребляемый ток частотой 50 Гц преобразовывается в высокочастотный.
- Снижается выходное напряжение.
- Выходной ток выпрямляется, требуемая частота сохраняется.
Трансформаторные сварочные аппараты обладают чувствительным весом и размерами. За счет значительной силы тока в них можно осуществлять дуговое сваривание. Для повышения силы тока и понижения напряжения вторичная обмотка предполагает наличие меньшего количества витков, а сечение провода увеличивается. В итоге трансформаторный сварочник тяжел и габаритен.
Для повышения силы тока и понижения напряжения вторичная обмотка предполагает наличие меньшего количества витков, а сечение провода увеличивается. В итоге трансформаторный сварочник тяжел и габаритен.
Инверторный же принцип позволяет снизить эти показатели в разы. Схема подобного аппарата предполагает повышение частоты до 60-80 кГц, что способствует снижению его габаритов и веса.
Чтобы реализовать подобное преобразование применяются силовые полевые транзисторы. Они сообщаются меж собой именно с этой частотой.
Питает их постоянный ток, поступающий от выпрямляющего устройства, в качестве которого применяется диодный мост. Значение напряжения выравнивают конденсаторы.
После транзисторов ток передается к понижающему трансформатору. Он представляет собой небольшую катушку. Малые размеры трансформаторной катушки инвертора обеспечены частотой, многократно увеличенной полевыми транзисторами. В итоге получаются аналогичные с трансформаторным аппаратом характеристики, но со меньшим весом и размером.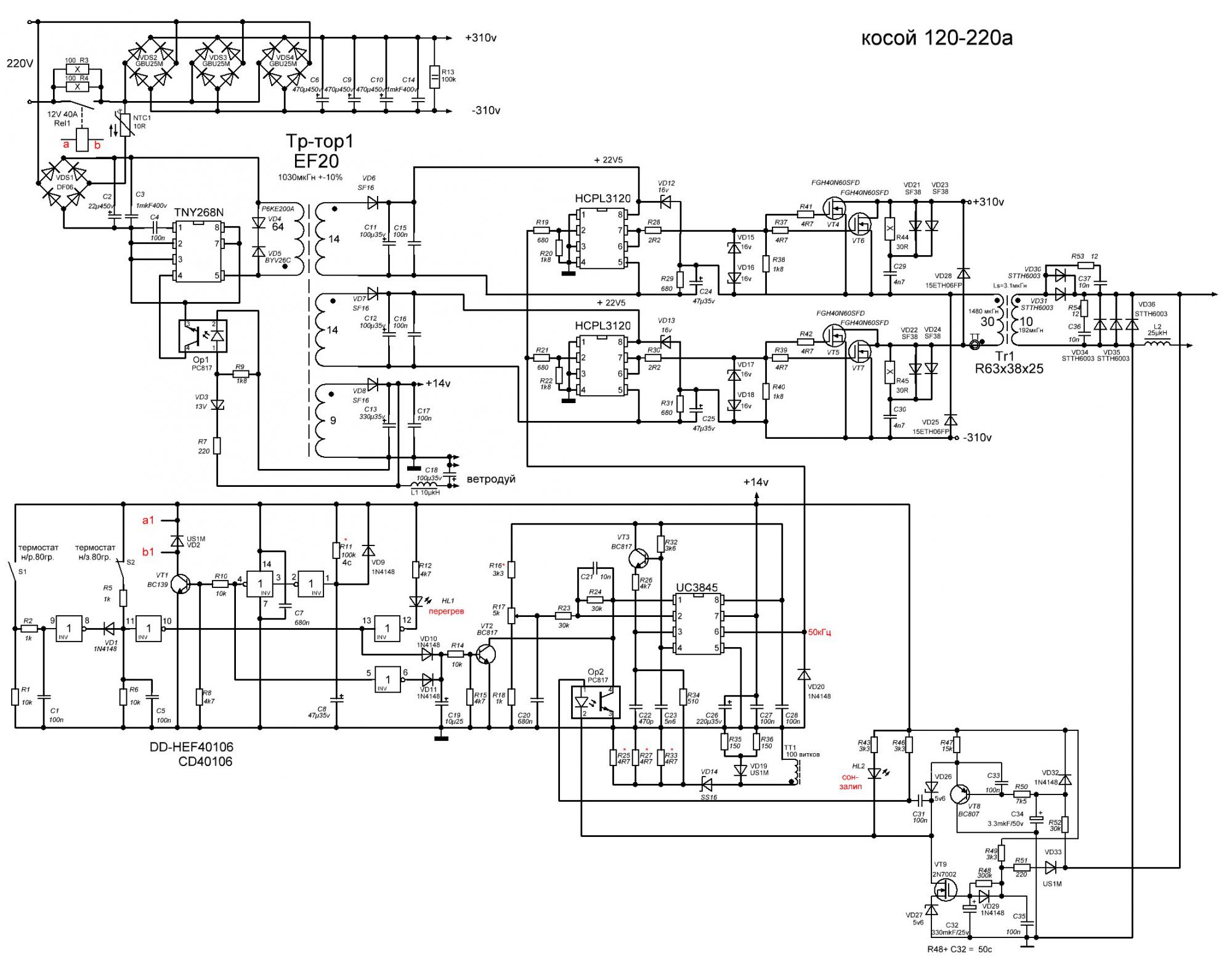
Что необходимо для сборки
Чтобы создать подобную самоделку необходимо учитывать характеристики схемы, т. е. потребляемое напряжение и ток. Выходной силы тока в 250 ампер достаточно для создания прочного шва. Чтобы реализовать задумку потребуются следующие детали:
- Трансформатор.
- Первичная обмотка (100 витков с проводом ⌀ 0,3 мм).
- 3 обмотки. В наружной: 20 витков, ⌀ 0,35 мм. В средней: 15 и ⌀ 0,2. Во внутренней 15 и ⌀ 1 мм.
Помимо этого, до начала сборки инвертора необходимо приготовить инструменты и элементы для разработки электронных схем. Потребуются:
- Отвертки;
- Паяльник;
- Нож;
- Ножовка по металлу;
- Крепеж;
- Электронные элементы;
- Медные провода;
- Термобумага;
- Электротехническая сталь;
- Стеклоткань;
- Текстолит;
- Слюда.
Схемы
Принципиальная электрическая схема инвертора – один из наиболее ответственных моментов при проектировании или ремонте инверторного аппарата.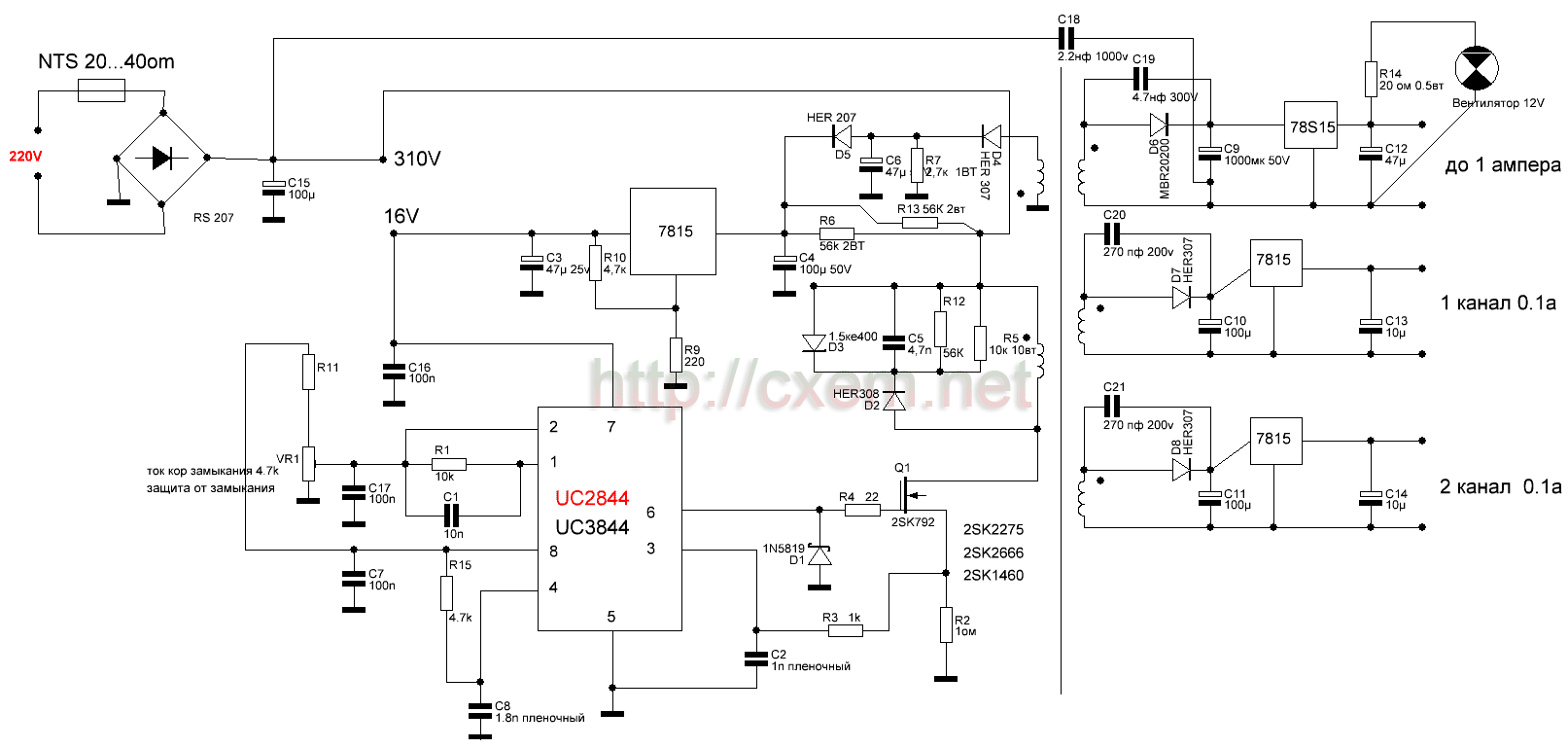 Поэтому рекомендуем сначала подробно изучить варианты, а потом приступать к их реализации.
Поэтому рекомендуем сначала подробно изучить варианты, а потом приступать к их реализации.
Список радиоэлементов
Силовая часть
Блоку питания отводится одна из ведущих ролей в инверторном аппарате. Он представляет собой трансформатор, который намотан на феррите. Он обеспечивает стабильное понижение напряжения и повышение значения тока. Необходимо 2 сердечника Ш20х208 2000 нм.
Для создания термоизоляции между обмотками инвертора применяется термобумага. Чтобы свести к минимуму отрицательное воздействие при постоянных перепадах напряжения в электросети, обмотка должна проводится по всей ширине сердечника.
Для обмотки трансформатора специалисты рекомендуют применение медной жести, имеющую ширину 40 мм и толщину 0,3 мм. Ее нужно обернуть в термобумагу 0,05 миллиметров (кассовая лента).
Специалисты объясняют это тем, что во время сварки высокочастотный ток вытесняется на поверхность толстых проводов, а сердцевина не задействуется и выделяется много тепла. Поэтому обычные проводники не подходят.
Поэтому обычные проводники не подходят.
Исключить подобный эффект можно при помощи проводников со значительной поверхностной площадью.
Аналогом медной жести, который допускается использовать, является провод ПЭВ с сечением 0,5-0,7 мм. Он является многожильным с воздушными зазорами между жилами, что позволяет уменьшить нагревание.
Эту рекомендацию необходимо обязательно учитывать, так как нагреву подвержен не ферритовый стержень, а непосредственно провода обмотки. Именно по этой причине так важна вентиляция инвертора.
После создания первичного слоя в этом же направлении наматывается экранирующий провод со стеклотканью. Этот провод (подобного диаметра) обязан полностью перекрыть стеклоткань. Таким же образом необходимо действовать и с другими обмотками трансформатора. Их необходимо изолировать друг от друга при помощи указанных выше изоляторов.
Чтобы напряжение от трансформатора к реле было на уровне 20 – 25 вольт, необходимо правильно выбрать резисторы. Главной задачей питающего блока инвертора является изменение переменного тока в постоянный. Реализует это диодная мостовая схема типа «косой мост».
Главной задачей питающего блока инвертора является изменение переменного тока в постоянный. Реализует это диодная мостовая схема типа «косой мост».
В работе диоды инверторного аппарата будут греться. Поэтому их необходимо размещать на радиаторе. Допускается применять радиаторы от компьютеров. Благо они сейчас широко распространены и недороги. Потребуется 2 радиатора. Верхний элемент моста фиксируется на одном, а нижняя – на втором. При этом при монтаже первого необходимо использовать прокладку из слюды, а во втором случае – термопасту.
Выход диодного моста – в том же направлении, что и выход транзисторов. Использовать провода длиной не более 15 см. Основа инверторного блока – транзисторы. Мост требуется отделять от блока питания листом металла, который впоследствии прикрепляется к корпусу.
Монтаж диодов на радиаторе
Инверторный блок
Основной задачей этого узла инвертора является трансформация выпрямленного тока в высокочастотную переменную составляющую. Исполнять эту функцию призваны силовые транзисторы, открывающиеся и закрывающиеся на высокой частоте.
Исполнять эту функцию призваны силовые транзисторы, открывающиеся и закрывающиеся на высокой частоте.
Создавать преобразовывающий узел инверторного аппарата лучше не с одним транзистором помощнее, а с использованием нескольких более слабых. За счет этого стабилизируется частота тока и минимизируется шумовой эффект во время сварки.
В схеме инвертора должны присутствовать конденсаторы. Соединяются в последовательной цепи. Выполняют 2 основные задачи:
- Минимизируют резонансные выбросы блока питания.
- Снижают потери транзисторного блока, возникающие после включения. Объясняется это тем, что транзистор открывается скорее. Скорость закрытия заметно меньше. При этом происходит потеря тока и нагреваются ключи в транзисторном блоке.
Система охлаждения
Силовые элементы преобразователя во время сварки будут значительно нагреваться. Это может быть причиной поломки. Для исключения этого помимо упомянутых выше радиаторов следует применять вентилятор, исключающий перегрев и обеспечивающий стабильное охлаждение.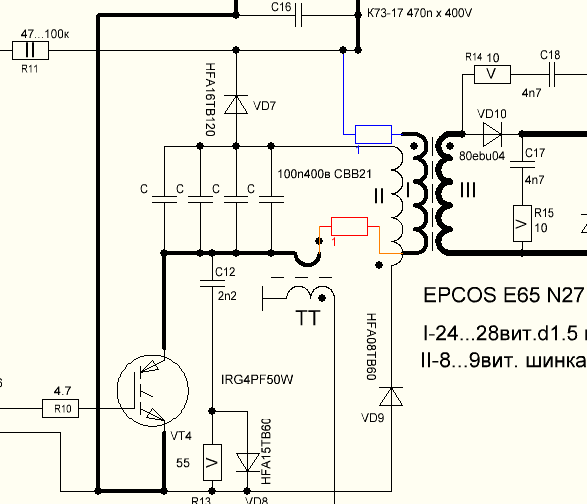
Одного вентилятора достаточной мощности может быть достаточно. Однако при использовании элементов старого ПК, то может потребоваться до 6 штук, 3 из которых необходимо размещать возле трансформатора.
Чтобы полностью защитить самодельный инвертор от перегрева можно задействовать датчик температуры. Его следует смонтировать на наиболее греющийся элемент с радиатором. Элемент сможет отключить питание при достижении определенной температуры, а индикация сигнализировать о критическом уровне.
Для эффективной и стабильной работы системы вентиляции инвертора необходимо обеспечить постоянный правильный забор воздуха. Для этого отверстия, по которым будет забираться воздух, не должны ничем перекрываться. В корпусе инвертора следует предусмотреть достаточное количество отверстий. При этом размещать их нужно на противоположных поверхностях корпуса.
Управление
При размещении электронных плат аппарата возможно применять фольгированный текстолит с толщиной 0,5 – 1 миллиметр.
Чтобы обеспечить автоматическое управление работой инверторной сварки следует купить и смонтировать ШИМ-контроллер. Он будет стабилизировать силу сварного тока и уровень напряжения. Для удобного управления в лицевой части размещаете все органы управления и точки подключения.
Корпус
После создания главных элементов инверторной сварки можно приступать к подготовке корпусных деталей. При планировании нужно учитывать ширину трансформатора, так как он должен беспрепятственно размещаться в корпусе.
Исходя из этого размера следует добавить примерно 70% пространства для остальных деталей. Защитный кожух возможно сделать из листового железа, толщиной 0,5-1 миллиметра. Соединение элементов можно проводить при помощи сварки, болтов.
Более изысканным вариантом будет цельная конструкция из выгнутых исходных материалов. Обязательны ручки и крепления для ремня, чтобы переносить аппарат.
При разработке инвертора нужно учесть возможность простой разборки для доступа к внутренним компонентам, чтобы их легко отремонтировать.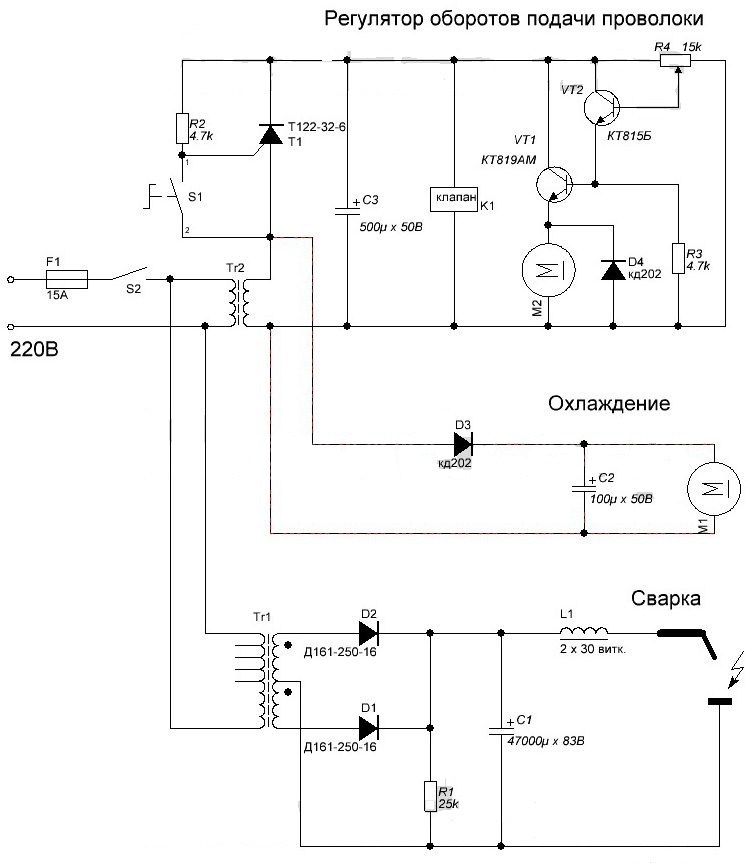 Лицевая сторона также должна содержать:
Лицевая сторона также должна содержать:
- Переключатель силы тока;
- Кнопка, которой аппарат будет включаться/отключаться;
- Световые элементы индикации;
- Разъемы для подключения кабелей.
Заводские инверторы окрашиваются порошковым красителем. В быту можно использовать обычную краску. Нанести покрытие стоит для исключения появления ржавчины.
Подключение
Собранный сварочный аппарат нужно подключать в электросеть. При подключении к розетке следует предусмотреть наличие предохранителя или автоматического выключателя. Для защиты на входе в инвертор можно установить автоматический выключатель на 25 ампер.
Если точка подключения удалена, то можно использовать удлинитель.
Включение аппарат происходит по стандартной схеме – с помощью кнопки «вкл/откл». Должна загореться индикация, обычно для этого используется зеленый светодиод.
Производить подключение к сети необходимо проводом, имеющим сечение минимум 1,5 мм2. Однако оптимальным сечением будет провод 2,5 мм2.
Однако оптимальным сечением будет провод 2,5 мм2.
Перед включением аппарата в электросеть следует проверить наличие изоляции всех высоковольтных элементов от корпусных деталей.
Проверка работоспособности
После проведения всех работ по сборке и отладке необходимо осуществить проверку работоспособности созданного инвертора.
По рекомендациям специалистов необходимо провести проверку силы тока и напряжения аппарата с использованием осциллографа.
Нижняя петля по напряжению должна составлять до 500 вольт, не превышая значения в 550 В. Если все конструктивные требования соблюдены, то уровень напряжения будет составлять 330 – 350 вольт.
Но этот метод доступен не всегда, ведь не у каждого дома имеется свой подобный измерительный прибор.
Зачастую проверка проводится в действии непосредственно сварщиком. Для этого проводится создание пробного шва с полным выгоранием электрода. По окончанию пробного сваривания нужно проверить температуру на трансформаторе. Если она зашкаливает, то в схеме имеются какие-то недоделки и следует все перепроверить.
Если она зашкаливает, то в схеме имеются какие-то недоделки и следует все перепроверить.
Если температура силового блока в норме, то можно провести еще 2-3 пробных захода. После этого проверить температуру радиаторов. Они также могут перегреваться. Если после двух – трех минут они приходят в норму, то можно смело продолжать работу.
Настройка инвертора – полезные советы
Процедура сборки аппарата не отличается сложностью. Наиболее важным этапом является настройка инверторного аппарата. Может быть, что придется обратиться за помощью к специалисту.
1. Для начала нужно подключить 15 вольт к ШИМ с одновременным подключением одного конвектора. Так можно снизить нагрев и шумность во время работы.
2. Чтобы замыкать резистор нужно подключать реле. Оно подключается при окончании зарядки конденсаторов. За счет этого можно значительно снизить колебания напряжения во время подключения к электросети 220 вольт. Без резистора при прямом подключении возможен взрыв.
3. Проверить срабатывание реле замыкания резистора спустя пару секунд после подачи тока к плате ШИМ. Проконтролировать наличие на плате импульса прямоугольной формы, после отработки реле.
Проверить срабатывание реле замыкания резистора спустя пару секунд после подачи тока к плате ШИМ. Проконтролировать наличие на плате импульса прямоугольной формы, после отработки реле.
4. Подача питания 15 вольт на мост для проверки его работоспособности и правильности сборки. Сила тока должна быть не выше 100 мА на холостом ходу.
5. Проверка корректности размещения фаз. Применять осциллограф. На мостовую схему от конденсаторов через лампу подается 200 вольт с нагрузкой 200 Вт. На ШИМ выставляется частота 55 кГц. Подсоединяется осциллограф, проверяется форма сигнала и уровень напряжения (не более 350 вольт).
Для определения частоты аппарата следует медленно понижать частоту ШИМ до тех пор, пока на ключе IGBT не произойдет небольшой заворот. Полученное значение частоты нужно разделить на 2 и прибавить частоту перенасыщения. В итоге получится рабочее колебание частоты трансформатора.
Трансформатор аппарата не должен издавать никаких шумов. При их наличии необходимо проверять полярность.
 К диодному мосту можно подключать питание для теста через подходящую бытовую технику. К примеру, подойдет чайник, имеющий мощность 3000 Вт.
К диодному мосту можно подключать питание для теста через подходящую бытовую технику. К примеру, подойдет чайник, имеющий мощность 3000 Вт.Идущие к ШИМ проводники нужно выполнять короткими. Их требуется скручивать и размещать дальше от источника помех.
6. Постепенно повышается ток при помощи резистора. При этом необходимо прислушиваться к инвертору и контролировать значения на осциллографе. На нижнем ключе не должно быть более 500 вольт. Среднее значение – 340. Если присутствуют шумы, то возможна поломка IGBT.
7. К свариванию приступать после 10 секунд. Проверяются радиаторы, если не нагрелись, то работу продлевать еще на секунд 20. После повторной проверки сваривание может продолжаться от одной минуты и дольше.
Безопасность
Все проводимые операции, за исключением проверки работоспособности, необходимо проводить исключительно на обесточенном оборудовании. Каждый элемент рекомендуется заранее проверить, чтобы после установки он не вышел из строя из-за перенапряжения. Основные правила электробезопасности также обязательны к выполнению.
Основные правила электробезопасности также обязательны к выполнению.
Таким образом сделать самодельную инверторную сварку по силам практически каждому. Предложенное описание должно помочь разобраться во всех нюансах. Если изучить видео уроки и фото материалы, то собрать устройство не составит труда.
Источник: https://oxmetall.ru/svarka/kak-sobrat-invertornyj-svarochnyj-apparat
Как собрать простой сварочный аппарат в домашних условиях — рекомендации по созданию устройства своими руками
В любой мастерской по обработке металла очень удобно работать, если под рукой есть сварочный аппарат. С его помощью можно надежно соединять металлические детали или конструкции, вырезать отверстия, а то и просто разрезать заготовки в нужном месте.
Такой полезный инструмент можно сделать своими руками, главное, во всем хорошенько разобраться, а мастерство делать красивый и надежный шов, придет с опытом.
Переменный выходной ток
Дома, на даче, на производстве чаще всего встречаются именно такие аппараты. Многие фото сварочного оборудования показывает, что оно сделано своими руками.
Многие фото сварочного оборудования показывает, что оно сделано своими руками.
Самые главные составляющие для такого аппарата – это провод для двух обмоток и сердечник для них. Фактически – это трансформатор для понижения напряжения.
Размеры провода
Аппарат будет довольно хорошо работать при напряжении на выходе 60 вольт и током до 160 ампер. Расчеты показывают, что для первичной обмотки нужно взять медный провод сечением 3, а лучше 7 квадратных миллиметров. Для алюминиевого провода сечение должно быть больше в 1,6 раза.
Изоляцию проводов необходимо использовать тканевую потому, что провода в процессе работы сильно нагреваются и пластик просто расплавится.
Укладывать первичную обмотку нужно очень тщательно и аккуратно потому, что она имеет много витков и находится в зоне высокого напряжения. Желательно, чтобы провод был без разрывов, но если нужной длины нет под рукой, то куски необходимо надежно соединить и спаять.
Вторичная обмотка
Для вторичной обмотки можно брать медь, а можно алюминий. Провод может быть как одножильным, так и состоящим из нескольких проводников. Сечение от 10 до 24 квадратных миллиметров.
Провод может быть как одножильным, так и состоящим из нескольких проводников. Сечение от 10 до 24 квадратных миллиметров.
- Очень удобно наматывать катушку отдельно от сердечника, например на деревянную заготовку, а потом набирать пластины из трансформаторной стали в готовую, надежно изолированную обмотку.
Многожильный провод
Как сделать многожильный провод подходящего сечения для сварочного аппарата? Есть такой способ. На расстоянии 30 метров (больше или меньше, в зависимости от расчетов) надежно крепятся два крюка. Между ними натягивается нужное количество тонкого провода, из которого будет составлен многожильный проводник. Потом один конец снимается с крюка и вставляется в электродрель.
На малых оборотах пучок проводов равномерно закручивается, его общая длина будет несколько уменьшаться. Концы провода зачистить (отдельно каждую жилу), залудить и хорошенько пропаять. Затем изолировать весь провод, желательно изоляционным материалом на текстильной основе.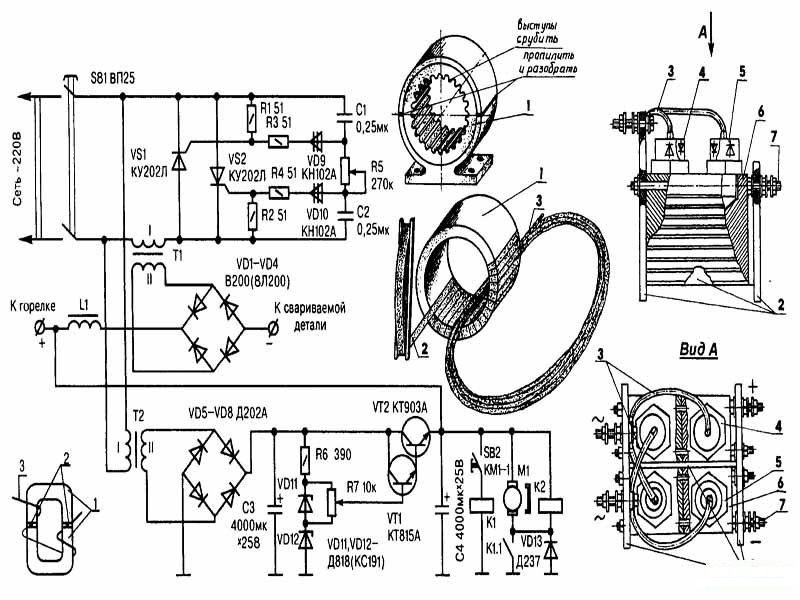
Сердечник
Хорошие характеристики показывают самодельные сварочные аппараты на основе сердечников из трансформаторной стали. Они набираются из пластин толщиной 0,35-0,55 миллиметров.
Важно правильно подобрать размер окна в сердечнике, чтобы в него поместились обе катушки, и площадь в разрезе (его толщина) была 35-50 квадратных сантиметров. По углам готового сердечника устанавливаются болты, а гайками все плотно стягивается.
Первичная обмотка состоит из 215 витков. Для возможности регулирования сварочного тока готового аппарата можно сделать выводы от намотки на 165 и 190 витках.
Все контакты крепятся на пластине из изоляционного материала и подписываются. Схема такова: чем больше витков катушки, тем больше ток на выходе. Вторичная обмотка состоит из 70 витков.
Инвертор
Своими руками можно собрать еще один сварочный прибор – это инвертор. У него есть ряд положительных отличий от трансформатора. Самое первое, что бросается в глаза, – его небольшой вес.
Всего несколько килограммов. Можно работать, не снимая аппарат с плеча. Затем, рабочий постоянный ток, это позволяет создавать более аккуратный шов, да и дуга не так скачет.
Проще работать начинающим сварщикам.
Детали для сборки такого аппарата продаются в магазинах и на рынке. Необходимо лишь знать маркировку. Особого внимания требует качество транзисторов потому, что они находятся в самой напряженной области конструкционной схемы инвертора. Для охлаждения прибора используют принудительную вентиляцию в виде охлаждающих радиаторов и вытяжных вентиляторов.
Таким образом, если составить каталог самодельных сварочных аппаратов, то получится длинный список из трансформаторов различной конструкции, инверторов, сварочных полуавтоматов и автоматов. Такие приборы позволяют работать с чугуном и сталью, алюминием и медью, нержавейкой и тонким листовым железом.
Надежность и долговечность их работы зависит от точности расчетов, наличия материалов, деталей, правильности сборки, а также от соблюдения правил безопасности на всех этапах создания и эксплуатации подобных приборов.
Фото сварочного аппарата в домашних условиях
- Также рекомендуем просмотреть:
Помогите сайту, поделитесь в соцсетях 😉
Источник: https://instrumentgid.ru/kak-sobrat-prostoj-svarochnyj-apparat-v-domashnix-usloviyax/
Сварочный инвертор своими руками: расчет параметров и подбор материалов
Изготовление сварочного инвертора в домашних условиях – очень увлекательное дело, особенно для любителей самоделок. При этом можно и не иметь глубочайших электротехнических знаний, просто делать все строго в определенном порядке. К тому же, не будет лишним понять принцип работы такого устройства.
- Основной смысл в том, чтобы собирать все самому – это приличная экономия средств, если основные показатели аппарата будут приблизительно такими же, как у тех, что предлагает торговая сеть.
Да и внешне самодельный сварочный инвертор, может не отличаться от заводского. Работу можно будет проводить, применяя электроды 3-5 миллиметров в диаметре при дуге до 10 миллиметров.
Основные данные
Собственноручно собранный по простой схеме сварочный инвертор сможет иметь данные вполне приличного устройства:
- напряжение на входе 220 вольт;
- на входе ток 32 ампера;
- на выходе ток 250 ампера.
Обычно используют напряжение 220 вольт, но можно сделать аппарат и для напряжения 380 вольт. Трехфазные аппараты имеют несколько выше показатели.
Сборка блока питания
Монтаж начинается с намотки трансформатора, его функция – это обеспечение стабильным напряжением следующих за ним деталей. Для его изготовления используют феррит Ш 7х7 (можно Ш 8х8), на который наматывают разные по количеству витков обмотки: сто, пятнадцать, пятнадцать и двадцать, соответственно 0,3; 1; 0,2 и 0,3 миллиметров.
- Для снижения вредного влияния возможного перепада сетевого напряжения, кольца провода необходимо класть на всю ширину катушки.
Первичную обмотку надо изолировать стеклотканью и намотать экран из провода 0,3 мм. Он должен покрыть всю ширину каркаса, а направление витков – совпадать с предыдущей обмоткой.
Он должен покрыть всю ширину каркаса, а направление витков – совпадать с предыдущей обмоткой.
Последовательность работы с остальными обмотками такая же. На выходе должно быть от 20 до 25 вольт. Его можно отрегулировать подбором деталей. Синусоидальный ток преобразуется в постоянный с помощью диодов, соединенный, как «косой мост», а для охлаждения необходимо подобрать радиаторы, возможно, со старого компьютера.
Один охладитель закрепляется к верхним частям деталей и изолируется слюдяной прокладкой. Второй – к нижней части моста и крепится с использованием термопасты.
Выводы диодного моста направляются туда же, куда будут выходить и контакты транзисторов, что работают как преобразователи. Длина проводов, которые соединяют мост и транзисторы – не больше 15 сантиметров. Блок питания и инверторный блок разделяются металлической пластиной, приваренной к основанию.
Монтаж силового блока
Этот блок представляет собой трансформатор, что снижает U и увеличивает ток. Для его изготовления нужна пара сердечников Ш 20х208. Для изоляции их друг от друга модно использовать бумагу.
Для его изготовления нужна пара сердечников Ш 20х208. Для изоляции их друг от друга модно использовать бумагу.
Намотка выполняется полоской из меди, ширина которой 40 миллиметров, а толщина – 0,25 миллиметров. Для прокладки витков можно использовать бумагу хорошего качества, а вторичную обмотку формируют, перекладывая фторопластовую полосу.
- Монтировать понижающий трансформатор, используя толстый провод, не надо потому, что ток, имея высокую частоту, проходит по поверхности проводника и тот не нагревается внутри.
Нагрев деталей аппарата нужно уменьшать принудительным охлаждением. Для этой цели подойдет вентилятор из системного блока компьютера.
Сборка инверторного блока
Чтобы сделать сварочный инвертор своими руками необходимо перейти к следующему этапу – монтажу инверторного блока. Так, как этот узел преобразовывает ток из постоянного в переменный, нужны мощные транзисторы, которые будут то открываться, то закрываться, создавая высокую частоту.
- В инструкцию для изготовления простого инвертора можно включить схему инверторного блока.
- Есть смысл этот блок монтировать с применением нескольких транзисторов, чтобы частота была более стабильной и при выполнении сварки аппарат меньше гудел.
Корпус
Пошаговая сборка инвертора своими руками предусматривает подбор надежного корпуса для такого изделия. Для этой цели вполне подойдет старый системный блок от компьютера (чем древнее, тем лучше потому, что в нем толще металл). Можно самому изготовить коробку из листового металла, а внизу использовать гетинакс в пол сантиметра или больше.
Различные виды самодельных сварочных инверторов имеют общую черту – это управление работой аппарата. На передней панели устанавливают выключатель, ручку регулировки сварочного тока, контакты для проводки, контрольные лампы.
Таким образом, чтобы обзавестись таким нужным в домашней мастерской аппаратом, не обязательно покупать готовый инвертор. Можно изучить необходимую теорию, приобрести детали и самому собрать сварку, которая будет надежно работать.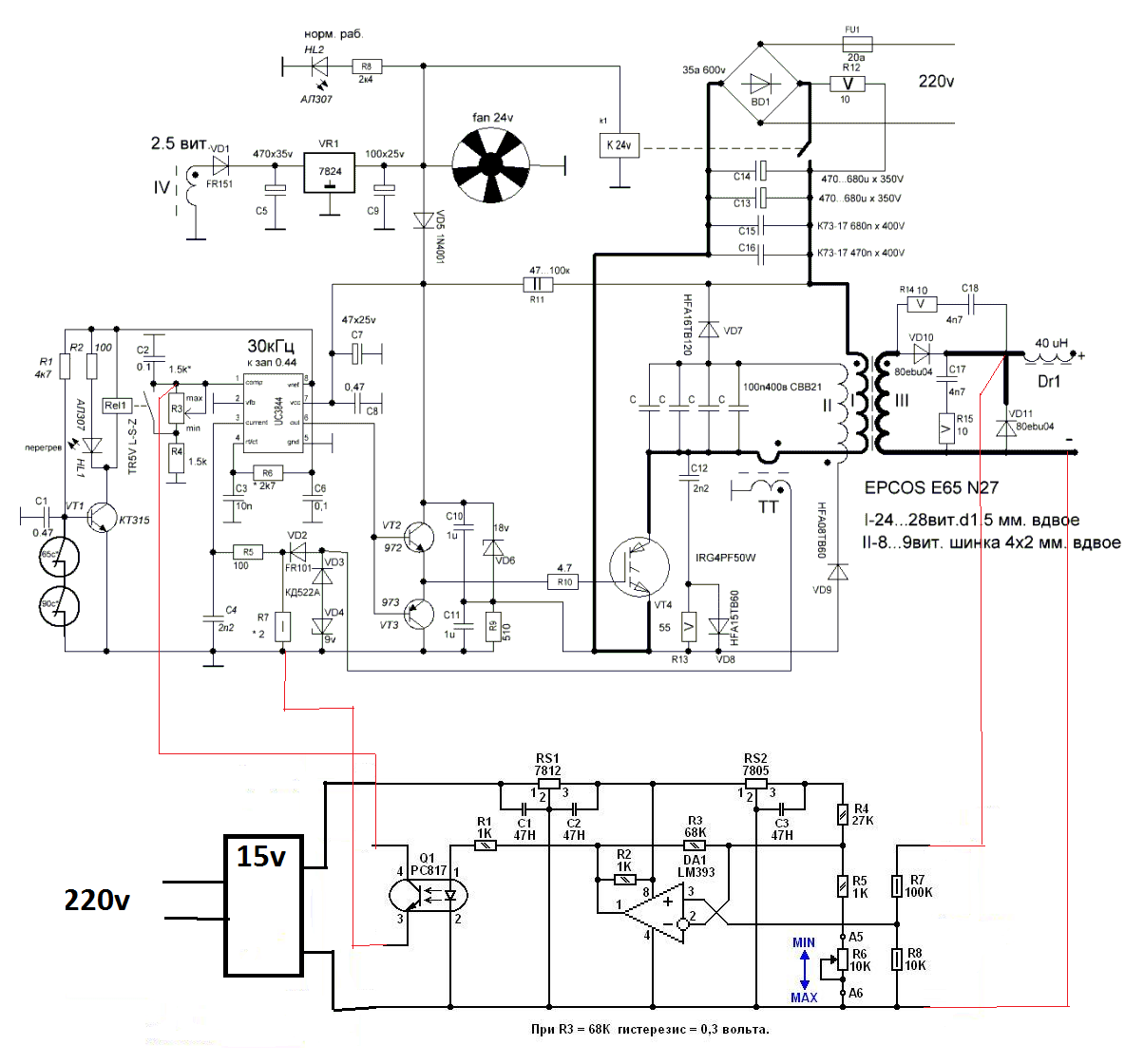
Фото сварочного инвертора своими руками
Источник: https://tytmaster.ru/svarochnyj-invertor-svoimi-rukami/
Самый простой сварочный инвертор
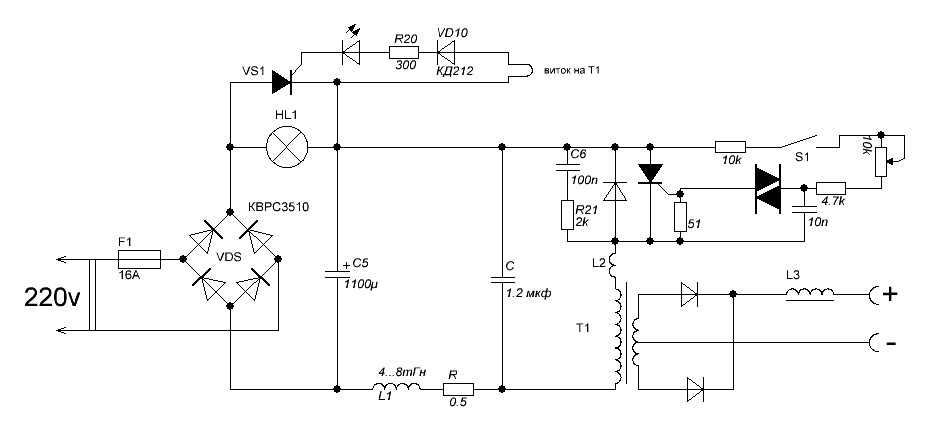
Сварочный инвертор был разработан на популярном форуме человеком под ником тимвал, ветка до сих пор очень активна. Именно эта схема популярна по причине простоты. Мой вариант сварочного инвертора рассчитан на ток всего в 100 ампер, это мало, но для моих задач больше не нужно.
- Схема представляет из себя однотактный прямоходовый инвертор всего на одном IGBT транзисторе IRG4PC50KD.
- Инвертор состоит из нескольких частей:
- Входной выпрямитель с накопительными конденсаторами и системой плавного пуска;
- Системы управления с драйвером на основе комплементарной пары составных транзисторов средней мощности;
- Силовая часть состоящая из IGBT транзистора и трансформатора;
- Выходная часть, состоящая из дросселя с выпрямителем.
- Сетевое напряжение выпрямляется входным диодным мостом KBPC3510
- и сглаживается ёмкими электролитами.
- Важно заметить, что питание в начальный момент времени поступает не напрямую, а через балластный резистор R12, это нужно для плавной зарядки конденсаторов, иначе бросок тока может вывести из строя входной диодный мост и выбить автоматы.
- Одновременно питание от конденсаторов через другой балластный резистор R11 поступает на линию питания микросхемы ШИМ.
- Сердцем схемы является ШИМ контроллер UC3844,
- который работает на частоте около 30кГц, сигнал с микросхемы сначала поступает на драйвер, выполненный на транзисторах VT2 и VT3, а затем на силовой транзистор VT4.
- Напряжение на конденсаторах растет, растет и питание микросхемы и как только оно дойдет до порогового значения, для UC3844 оно составляет около 16 вольт, микросхема начнет вырабатывать управляющие импульсы, что приведет к запуску всего инвертора.
Во вторичных обмотках трансформатора появиться напряжение, это приведет к тому, что сработает силовое реле К1 и своими контактами замкнёт балластный резистор R12, и сетевое напряжение будет поступать напрямую на схему.![]() Планый запуск длиться всего пару секунд. После плавного запуска инвертор будет работать в штатном режиме. Выходное напряжение инвертора около 60 вольт, этого достаточно для нормального розжига дуги.
Планый запуск длиться всего пару секунд. После плавного запуска инвертор будет работать в штатном режиме. Выходное напряжение инвертора около 60 вольт, этого достаточно для нормального розжига дуги.
- Если во время сварки вращать регулятор ограничения тока (резистор R3), моментально сработает система обратной связи (цепь, состоящая из токового трансформатора ТТ, диодов VD2-VD4, резисторов R5 и R7, конденсатора С4).
- Токовый трансформатор намотан на тороидальном ферритовом сердечнике небольших размеров, он имеет две обмотки, первичная — всего один виток и вторичная.
- Силовой трансформатор выполнен на сердечнке EPCOS E55/28/25 феррит №87.
- Сердечник был без каркаса, поэтому его пришлось сделать самому из мтеклотекстолита.
- Трансформатор имеет 4 обмотки:
- сетевая;
- вторичная силовая;
- фиксирующая;
- обмотка самозапитки для системы управления.
- В моём варианте обмотка самозапитки не используется, взамен применен небольшой импульсный источник питания на 24 вольта с током 1-1,5 Ампера.
- Начала всех обмоток на схеме указаны точками, я советую промаркировать начало намотки, например одевая на обмотку красную термоусадку, чтобы потом не гадать где начала, а где концы намоток.

В самом начале мотается сетевая обмотка, но не полностью, а по частям. В моем случае для намотки этой обмотки был использован провод диаметром 1,20мм 25 витков. Провод нужно уложить равномерно, виток к витку.
Затем обмотка изолируется, но перед этим заливается эпоксидной смолой. Смола будет заполнять все пустоты. Т.к. из-за сильных магнитных полей в трансформаторе будут образоваться вибрации и изоляция провода со временем может пострадать, а со смолой обмотка будет полностью неподвижной.
Ставим изоляцию каптоновым термостойким скотчем и мотаем остальную часть первичной обмотки. Количество витков, провод и направление намотки тоже самое.
Опять все заливаем смолой, а поверх ставим изоляцию. Позже, уже на плате концы этих обмоток соединяются параллельно.
После мотаем фиксирующую обмотку, диаметр провода 0,5мм. Количество витков 25-26, то есть тоже самое, что и в случае первичной обмотки. Эта обмотка намотана так, чтобы провод попадал между витками первичной обмотки.
Фиксирующая обмотка равномерно растянута по всему каркасу. Аналогичным образом поступаем и с этой обмоткой, смола, изоляция.
К стати ранее я ставил изоляцию в 2-3 слоя, а после намотки фиксирующей обмотки изоляция нужна более серьезная, слоя 4-5.
Ну и наконец силовая обмотка, самая трудоемкая. Ее можно намотать медной шиной либо что еще лучше — лентой.
Наиболее эффективно работает литцендрат — провод, который состоит из большого количества параллельных тонких изолированных друг от друга проводов, такая намотка делается для минимизации влияния скин эффекта.
Но при частотах в 30кГц, этот эффект не столь ощутимый, поэтому при большом желании можно взять пару тройку медных проводов большого диаметра, но такой провод очень трудно уложить, поэтому мой выбор остановился на литцендрате.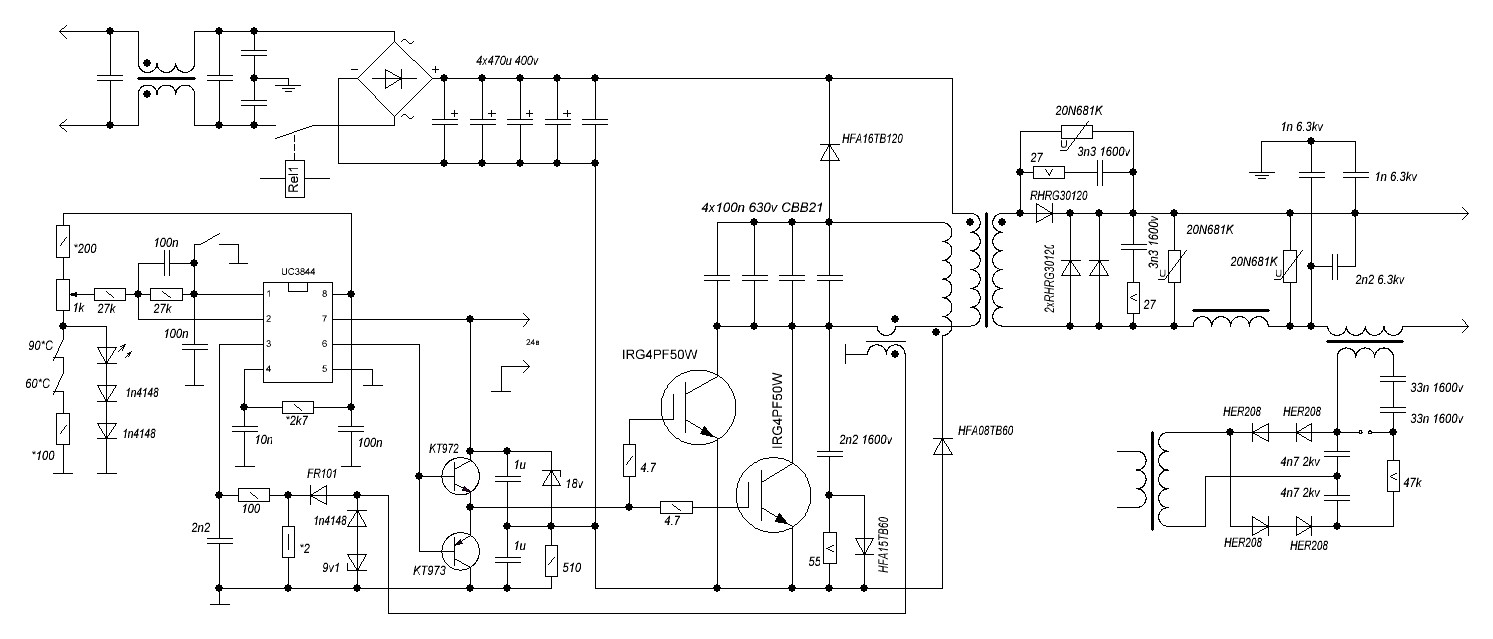
Обмотка состоит из 100 параллельных жил провода 0,5мм. Скручиваем все это дело дрелью и покрываем дополнительной изоляцией, опят же каптоновый скотч.
Количество витков всего 9, по расчетам этого хватит для того, чтобы напряжение холостого хода инвертора было в районе 60 вольт. После намотки её так же следует залить смолой.
Схема однотактная и между половинками сердечника нужен немагнитный зазор. В моем случае для получения необходимого зазора под всеми кернами были установлены прокладки, обычный чек от банкомата.
- Далее трансформатор собирается, половинки сердечника надежно стягиваются, можно даже приклеить.
Трансформатор тока. Ферритовое колечко,проницаемость может быть от 1500 до 3000. Размеры моего кольца R18х8х6. Важно, чтобы оно было ферритовым, схожие кольца можно найти в некоторых импульсных блоках питания, они стоят по входу в качестве дросселя и на них как правило две обмотки. Желто-белые, зелено-синие кольца не подойдут, материал там иной.
Сначала сердечник изолируют, в моем случае каптноновым скотчем, затем мотают вторичную обмотку. Провод в лаковой изоляции, диаметр может быть от 0,25 до 0,5мм. Количество витков в моем случае 76.
Далее обмотку нужно изолировать, можно просто залить эпоксидной смолой. Первичная обмотка — один виток из двух параллельных жил провода 1,20мм идущий к силовому трансформатору.
Выходной выпрямитель классический для этой топологии. Два диода прямой и замыкающий, притом замыкающий нужен более мощный, но можно не заморачиватся и сразу воткнуть два диода типа 150EBU04 на 150 ампер с обратным напряжением 400 вольт. Диоды из этой линейки как правило применяют именно в сварочных инверторах. Диоды обязательно нужны ультра быстрые. Можно применить диодные сборки STTh30003.
В каждом корпусе два независимых друг от друга ультра быстрых диода, каждый на 100 Ампер с обратным напряжением 300 вольт. Они даже лучше, чем 150EBU04 т.к. площадь подложки у них гораздо больше и толще. Соединение винтовое, что очень удобно.
Соединение винтовое, что очень удобно.
Дроссель. Тут все не так однозначно и по факту дроссель довольно критичен Чем больше его индуктивность, тем хорошо будет зажигаться дуга даже при малых токах. По схеме дроссель на 40мкГн, его хватит, но уверенный розжиг дуги я получил при токах от 30 ампер и в принципе этого хватит.
Честно сказать для дросселя пробовал разные материалы — алсифер, неизвестные кольца которые по всей видимости применяются в качестве фильтра в частотных преобразователях и наконец сердечник набранный из трансформаторных пластин.
Наилучшим решением является применение сердечников из порошкового железа, они специально созданы для работы в качестве дросселя, но кольцо нужно приличных размеров, и их найти не так уж и просто и стоят они приличных денег. В итоге по совету коллеги Тимура, который ранее собирал данный сварочник, мой выбор остановился на пакете из железных трансформаторных пластин.
Фишка в том, что сердечник фактически невозможно загнать в насыщение, то есть можно увеличить индуктивность и получить уверенный розжиг дуги при сварочных токах хоть 5 ампер, я понимаю, что на таких токах никто не варит, но все же.
Пакет собирал из того что было, в итоге сердечник получился с размерами 86х30х17мм. Пластины обмотал каптоноым скотчем, затем бумажный и намотал обмотку. Обмотка к сожалению алюминиевая, да медь лучше, но алюминиевый был в наличии. Обмотка намотана в три ряда, каждый ряд по 10-12 витков.
После намотки каждого ряда обмотку покрывал лаком в несколько слоев и ставил изоляцию из ткани. Итоговая индуктивность дросселя около 80мкГн. Недостаток такого дросселя — большие размеры и вес, но в моем случае все получилось достаточно компактно, и даже умудрился зафиксировать его на плате.
Выводы дросселя были обжаты медными луженными клеммами, ключевое слово луженными иначе такое соединение долго не проработает, будет перегреваться и окисляться.
Входная часть. Диодный мост взят готовый, сборка KBPC3510, мост на 35 ампер, обратное напряжение 1000 вольт, устанавливается на радиатор.
- Силовое реле в схеме плавного пуска с катушкой 24 вольта, рассчитан на ток в 15-30 реальных ампер, если сварочник планируете на токи более 120 ампер, то реле желательно использовать именно 30-и амперное.
Входные электролитические конденсаторы на 450 вольт, в моем случае 2штуки по 470мкФ, желательно установить три, хуже не будет. Подбирайте конденсаторы от хорошего производителя с минимально возможным внутренним сопротивлением.
- Ограничительный резистор по входу желательно взять на 10 ватт, сопротивление от 10 до 30 Ом.
- Диоды VD7, VD8 и VD9 в схеме преобразователя нужны ультра быстрые, именно на тот ток и напряжение, которые по схеме.
Сборку конденсаторов я заменил одним, емкостью 0,33мкФ, конденсатор специального назначения созданный для работы в импульсных схемах, такие применяют в индукционных нагревателях. Обычные пленочные конденсаторы ставить сюда крайне не желательно.
- Микросхема ШИМ у меня установлена на панельку для беспаячного монтажа, после полной наладки микросхему обязательно нужно запаять на плату.
- Силовые дорожки на плате просто залудить и усилить припоем не достаточно, нужно их армировать медным проводом.
НАЛАДКА
Обязательно разряжайте входные конденсаторы перед началом наладочных работ!
Подаем сначала напряжение 24 вольт для управления, сетевое питания в тот момент отключено. Проверяем сигнал на затворе IGBT транзистора, к стати во время наладки можно использовать полевые транзисторы, я к примеру ставил IRF840, он слабый, но наладить схему можно. Транзистор обязательно должен быть установлен на радиаторе.
Проверяем сигнал на затворе IGBT транзистора, к стати во время наладки можно использовать полевые транзисторы, я к примеру ставил IRF840, он слабый, но наладить схему можно. Транзистор обязательно должен быть установлен на радиаторе.
Проверяем наличие управляющих импульсов на затворе полевого ключа относительно массы питания, импульсы должны быть примерно с заполнением 45-47%, частототой около 30кГц, если они есть, то все нормально идем далее.
Первый запуск схемы делаем через страховочную лампу накаливания на 100 ватт. Схему управления желательно питать от отдельного внешнего источника питания на 24 вольта, отлично подходит лабораторный блок питания, притом родную систему питания можно исключить, повторюсь это только во время наладочных работ.
Нагрузочный резистор в схеме обратной связи по току заменяем на 10-и омный 1-2 ватт, это нужно, чтобы была возможность наладить схему при малых выходных токах.
Подключаем силу, то есть втыкаем вилку в розетку, лампа на момент вспыхнет, т.
 к. конденсаторы в начальный момент заряжаются достаточно большим током. Проверяем напряжение на выходе инвертора, оно должно быть около 60 вольт, напомню, что это напряжение холостого хода без выходной нагрузки. Регулятор тока ставим в минимальное положение.
к. конденсаторы в начальный момент заряжаются достаточно большим током. Проверяем напряжение на выходе инвертора, оно должно быть около 60 вольт, напомню, что это напряжение холостого хода без выходной нагрузки. Регулятор тока ставим в минимальное положение.Нагружаем инвертор, например нихромовой спиралью или лампочкой, нагрузку сначала даем небольшую, затем постепенно увеличиваем до тех пор, пока не сработает ограничение тока, то есть длительность управляющих импульсов резко не уменьшиться.
Притом схема должна реагировать на вращение переменного резистора, длительность импульсов должна плавно меняться в зависимости от положения ползунка переменного резистора. Если этого не происходит, меняем местами концы вторичной обмотки трансформатора тока.
Далее меняем страховочную лампу на более мощную (около 300 ватт).
Можно воткнуть более мощный полевой транзистор либо IGBT, но помните, что у нас по прежнему схема не до конца налажена.
Сопротивление нагрузочного резистора можно уменьшить раза в два и повторяем то же самое, только на более больших токах.
Можно попробовать инвертор на короткое замыкание при малых значениях тока, на этом этапе мы уже понимаем, что собрали сварку и можно разжечь небольшую дугу.
Если регулировка тока происходит в штатном режиме, то все сделано правильно. Помним о том, что инвертор без охлаждения и долго не балуемся.
Сейчас нам нужно привести инвертор в нормальное состояние. Только на этом этапе, после полной наладки схемы устанавливаем силовой IGBT транзистор. Радиаторы охлаждения целесообразно взять от процессоров ПК, они довольно добротные.
Выходной выпрямитель у меня без изолирующей прокладки, термопаста имеется.
А вот радиатор с силовым транзистором и одним из быстродействующих диодов, находятся на втором радиаторе и они обязательно должны быть изолированы теплопроводящей изоляционной прокладкой.
Силовой трансформатор, дроссель и радиаторы нужно надежно зафиксировать. Трансформатор и дроссель достаточно затянуть пластиковыми хомутами, можно дополнительно приклеить их к плате.
- Радиаторы же желательно прикрутить к плате и обеспечить изоляцию друг от друга, чтобы они ни в коем случае не соприкасались во время вибраций или падений.
- Очень важным моментом является охлаждение, не экономьте на вентиляторах, ставьте мощные высокооборотистые большого диаметра.
- Правильно собранная схема во время работы не должна издавать свистов и шумов, если есть подобного рода проблемы, скорее всего проблема в трансформаторе, неправильный зазор, неверное количество витков или неправильная фазировка.
Проверим напряжение холостого хода, видим,что оно около 60 вольт, притом если нагрузка отсутствует вращая регулятор выходное напряжение не меняется. Ток потребления системы управления на холостом ходу от источника 24 вольта всего 80мА, с учетом тока потребления катушки реле.
Нагружаем инвертор для проверки системы ограничения тока. Нагрузкой служит мощный реостат, сопротивление выставлено меньше пол ома. Ток должен регулироваться достаточно плавно. Выставляем минимальный ток и попробуем зажечь дугу. Берём двух миллиметровый электрод и попробуем поварить на токах около 50-70 Ампер.
Выставляем минимальный ток и попробуем зажечь дугу. Берём двух миллиметровый электрод и попробуем поварить на токах около 50-70 Ампер.
Видео по сборке и наладке сварочного инвертора:
С уважением — АКА КАСЬЯН
Источник: http://vip-cxema.org/index.php/home/raznoe/428-samyj-prostoj-svarochnyj-invertor
Сварочный инвертор самодельный – разбираем схемы самодельных сварочных аппаратов
Сварочный инвертор, также называемый сварочным аппаратом, некогда был изобретен достаточно известным ученым Юрием Негуляевым и с тех пор стал практически незаменимым прибором. Сварочный инвертор самодельный – это достаточно простая идея для тех, кто имеет хотя бы минимальное представление о сварке.
Мы предлагаем вам разобраться в некоторых тонкостях того, как сделать собственными руками полуавтоматический инвертор на транзисторах и тиристорах.
Конструирование сварочного аппарата
Разумеется, существуют различные схемы самодельных сварочных аппаратов. Они являются источником дальнейшей конструкции, будь она самодельной или же покупной. Мы будем рассматривать классическую схему, принадлежащую Негуляеву, которая лежит в основе всех последующих доработок.
Они являются источником дальнейшей конструкции, будь она самодельной или же покупной. Мы будем рассматривать классическую схему, принадлежащую Негуляеву, которая лежит в основе всех последующих доработок.
В конструкции провод не должен быть опоясанным термоизолирующим материалом. Самодельная сварка может быть создана на основе простенькой дюралюминиевой плиты размером в 6 мм, к которой уже, согласно схеме, присоединяются все необходимые провода и проводники, отдающие тепло.
С помощью достаточно мощного вентилятора, которым может послужить радиатор автомобиля, обдуваются и радиаторы выпрямительных диодов, и резонансный дроссель. Помимо этого, дроссель должен быть прижат к основанию с помощью прокладочного уплотнителя.
Дроссельный прибор, без которого ваш сварочный инвертор самодельный никогда не заработает, проще всего изготовить из шести медных сердечников. Их можно достать из старых трансформаторов строчной работы или же телевизоров старого образца. В крайнем случае – их можно приобрести. Что касается применяемых в схеме диодов, их проще прижать к инверторной схеме и подвести к ним стабилизаторы напряжения или уплотнители изоляции.
Что касается применяемых в схеме диодов, их проще прижать к инверторной схеме и подвести к ним стабилизаторы напряжения или уплотнители изоляции.
Вентилятор сможет охлаждать несколько мостов, при этом, будучи огражденным от каждого системой изоляции. Такой вариант конструкции будет способствовать тому, что транзисторы будут охлаждаться без дополнительного присоединения к мостам или радиатору.
Вторичную обмотку, при необходимости, можно вывести на ферритовые цилиндры. Так как вентиляция вторичной обмотки в данном случае играет большую роль, необходимо отметить возможное резонансное напряжение.
Работа с проводниками
Расположение проводников выполняется так, как это рекомендуют схемы самодельных сварочных аппаратов. В данном случае важно лишь то, чтобы они не контачили между собой, иначе это вызовет серьезный сбой в работе всей схемы. Также рекомендуется проводить монтаж силового моста. Как правило, для этого применяют провод из меди не толще 2 мм, возможно, даже без изоляции.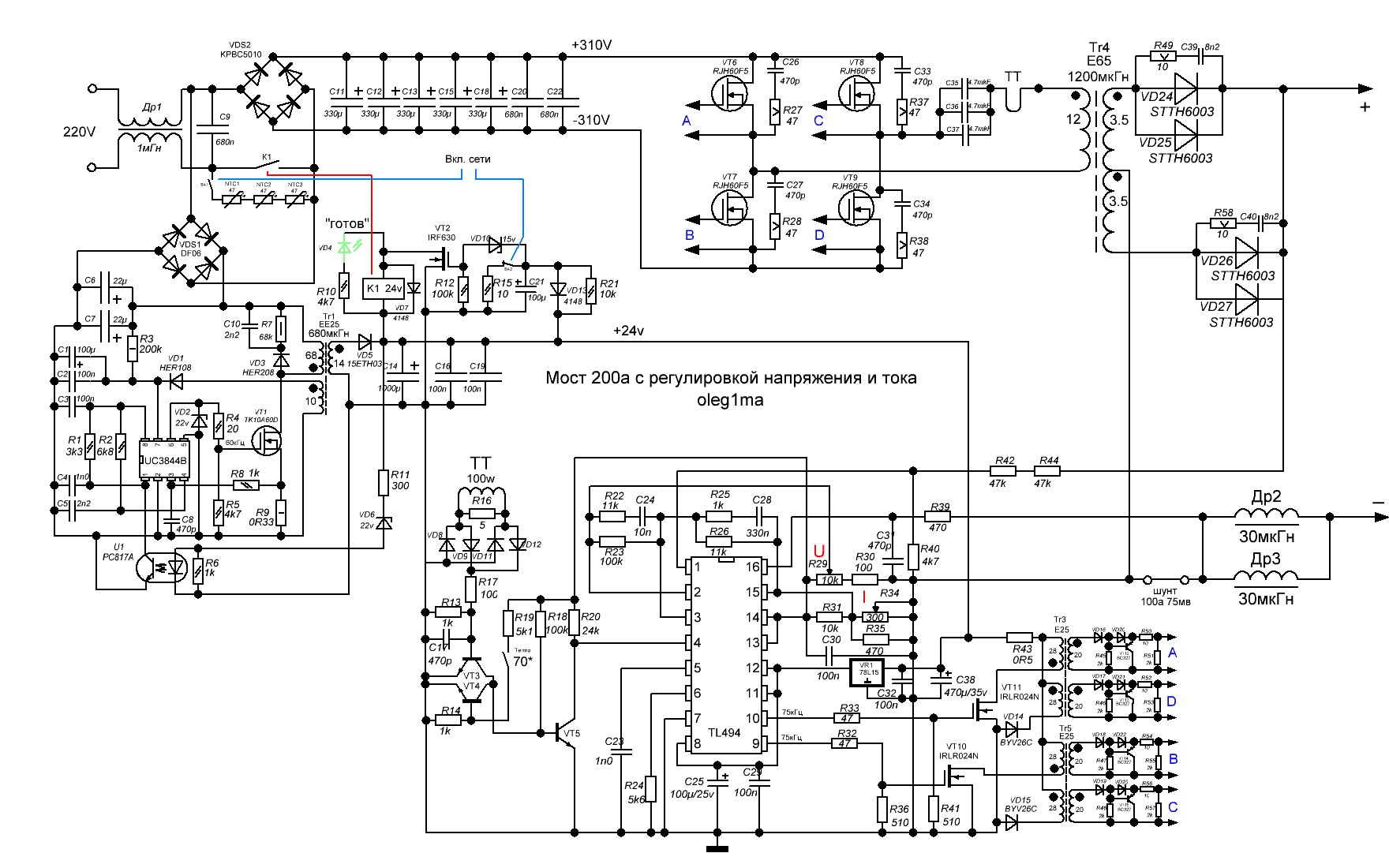
Его необходимо обмотать обыкновенными нитками в два-три слоя после лужения. Для крепления рекомендуются изолирующие элементы, которые смогут принять на себя часть нагрузки транзисторов. Их можно прижать к применяемому радиатору. Элементы можно устанавливать, применяя дюралюминиевые пластины. Так как они закручиваются небольшими болтами, это удобно, если у вас запланирована маленькая и практичная самодельная сварка.
Как изготовить импульсный инвертор?
Руководствуясь различными схемами, необходимо запомнить простое правило: при создании трансформатора обмотка должна охватывать всю доступную ширину каркаса, так как это предотвратит возможные повреждения конструкции. Для создания понадобятся подходящие варианты уплотнителей, трансформаторный преобразователь, жестянка из меди, изоляция.
В этом варианте вторичную обмотку накладывают в несколько слоев. Посредством токового трансформаторного аппарата отдельные кольца прикрепляются к первичной и вторичной обмотке, как это указано в вашей схеме, после того как дроссель будет намотан на ферритный сердечник.
Для охлаждения можно взять старый радиатор от стационарного компьютера, так как он максимально подходит по критериям энергопотребления и мощности. Если вам необходим действительно устойчивый трансформатор, который составит основу импульсного инвертора, для обмотки рекомендуется применять медную ленту, поскольку алюминиевые элементы неустойчивы к переменному току.
Важным является еще один момент: работа такого бесперебойного устройства зависит не только от величины переменного или постоянного тока, но и от толщины провода. Если при сборе будет использована обмотка больше, чем половина миллиметра, возможно возникновение обратного эффекта, который отрицательно скажется на работоспособности других бытовых приборов в сети.
Такой самодельный инвертор весит в среднем около 8 килограмм, при этом, он будет располагать достаточной пропускной способностью.
Поделитесь со своими друзьями в соцсетях ссылкой на этот материал (нажмите на иконки):
Схемы самодельных сварочных инверторов
После того, как появились сварочные инверторы в широкой продаже, и пользователи оценили их достоинства, наступила эра самодельных устройств инверторного типа.
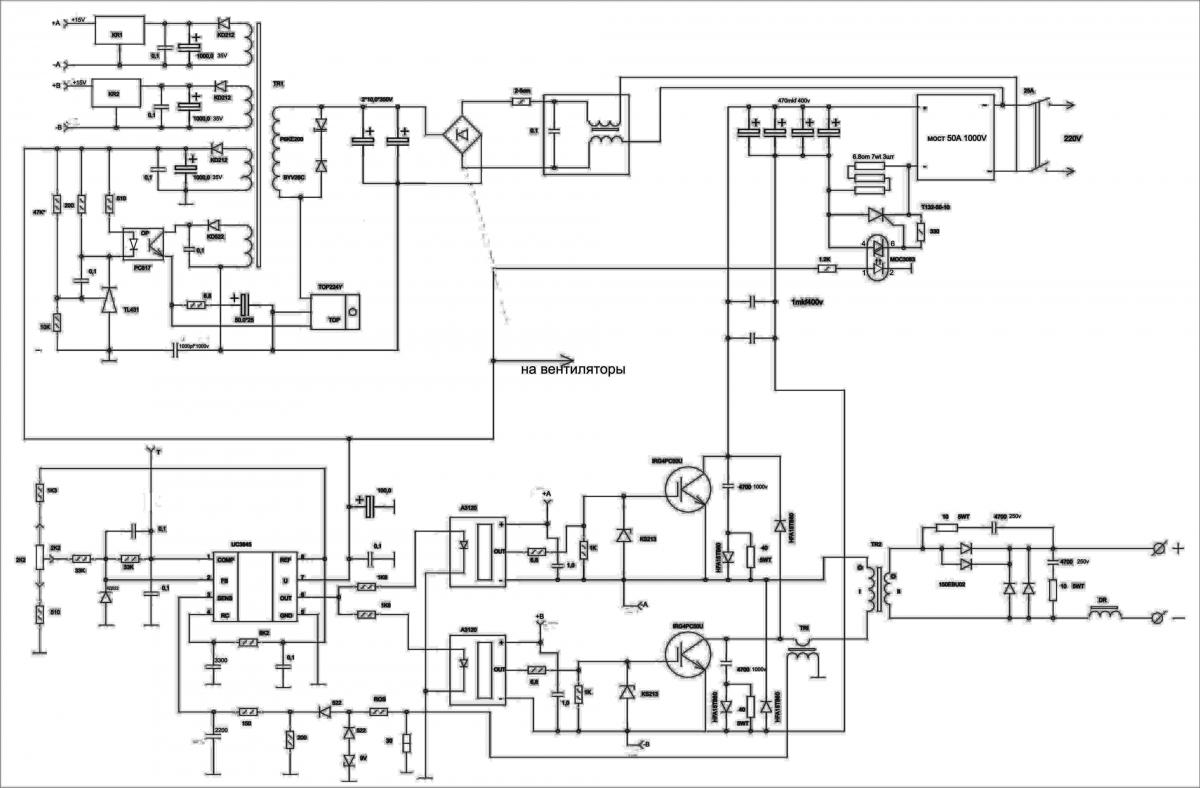
Прежде всего, следует отметить, что самодельные устройства выполняются по классической блок-схеме всех инверторных сварочных преобразователей, см. схему 1.
Два выпрямительных устройства на входе и на выходе соответствуют двойному преобразованию тока в инверторном модуле. Постоянный ток от входного выпрямителя (блок питания инвертора) преобразуется в ток высокой частоты. На выходе с инвертора переменный ток преобразуется в постоянный с характеристиками соответствующими сварочному процессу.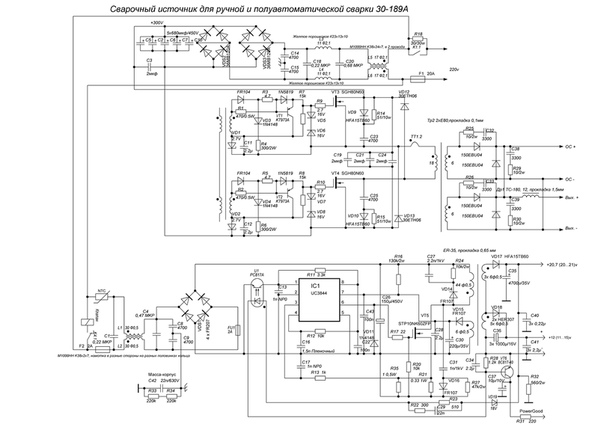
Схемы самодельных сварочных инверторов выполняются по трем классическим принципам управления по мостовому принципу в двухполярном и однополярном исполнении:
Схема. 2-1. Инверторный модуль, выполненный по двухполярному принципу работы, полный мост. Двухполярные импульсы подаются на парные ключевые транзисторы, закрывающие и открывающие электрическую цепь. На каждую пару силовых транзисторов подается половинное напряжение. Подобная схема называется двухтактной.
Схема 2-2. Полумостовая двухтактная схема инверторного модуля. По сравнению с полным мостом отличается повышенным потреблением тока. В качестве ключей используются два транзистора, которые работают по двухтактной схеме. На каждый из транзисторов, работающих по отдельности, подается половина входного напряжения. В схеме возможно использование группы транзисторов взамен одного мощного.
Схема. 2-3. Схема «косого» полумоста представляет собой однотактный принцип работы инвертора. Ключевые транзисторы «косого» моста работают парой с однополярными импульсами. Энергия закрытия сбрасывается в емкость через диоды. Подмагничивание магнитопровода трансформатора считается основным недостатком подобной схемы инверторного модуля.
Энергия закрытия сбрасывается в емкость через диоды. Подмагничивание магнитопровода трансформатора считается основным недостатком подобной схемы инверторного модуля.
Элементная база в каждой из представленных схем выбирается в зависимости от требуемой мощности устройства, и возможностей любителей делать все своими руками.
Читайте также
Cамодельный сварочный инвертор из доступных деталей своими руками
Инверторная сварка быстро вошла в рабочую сферу мобильных бригад и отдельных специалистов, выполняющих заказы по вызову. Наличие такого сварочного аппарата полезно и каждому хозяину в гараже или частном доме. Компактные размеры устройства, малый вес и высокие показатели качества шва, выгодно выделяют его на фоне крупных трансформаторов. К сожалению, магазинная цена позволяет не всем стать владельцем этого оборудования. Но для тех, кто умеет работать своими руками выход есть — это самодельный сварочный инвертор. Какие инструменты и материалы понадобятся для его создания? Как собрать основные узлы? Что включается в обслуживание и ремонт самодельного устройства?
Реалистичные ожидания
Решая создать аппарат из сподручных деталей, доступный по цене, и пригодный для сварки дома или на небольших заказах, следует осознавать реальность результата. Самодельный инверторный сварочный аппарат значительно проигрывает во внешнем виде перед магазинными аналогами. Для солидного частного предпринимателя, специализирующегося на проводке отопления, установке ограждений, металлических дверей и иных услуг, такой агрегат будет выглядеть не авторитетно.
Самодельный инверторный сварочный аппарат значительно проигрывает во внешнем виде перед магазинными аналогами. Для солидного частного предпринимателя, специализирующегося на проводке отопления, установке ограждений, металлических дверей и иных услуг, такой агрегат будет выглядеть не авторитетно.
Но простой сварочный инвертор своими руками отлично подойдет для личных нужд в частном доме, или работах в гараже. Такой аппарат будет способен потреблять 220V от сети, преобразовывать их в 30V, а силу тока увеличивать до 200А. Этого вполне достаточно для работы электродами диаметром 3 и 4 мм. Качество шва будет лучше громоздкого трансформатора, поскольку переменный ток преобразуется в постоянный, и затем обратно в переменный, но с высокой частотой.
Такие инверторы сгодятся для сварки забора, ворот, собственного отопления, дверей. Его удобно переносить, и даже варить с ним, повесив на плечо. Если новичок будет усердно тренироваться, смотреть видео и пробовать на практике накладывать швы, то станет возможным сварка тонких листов стали.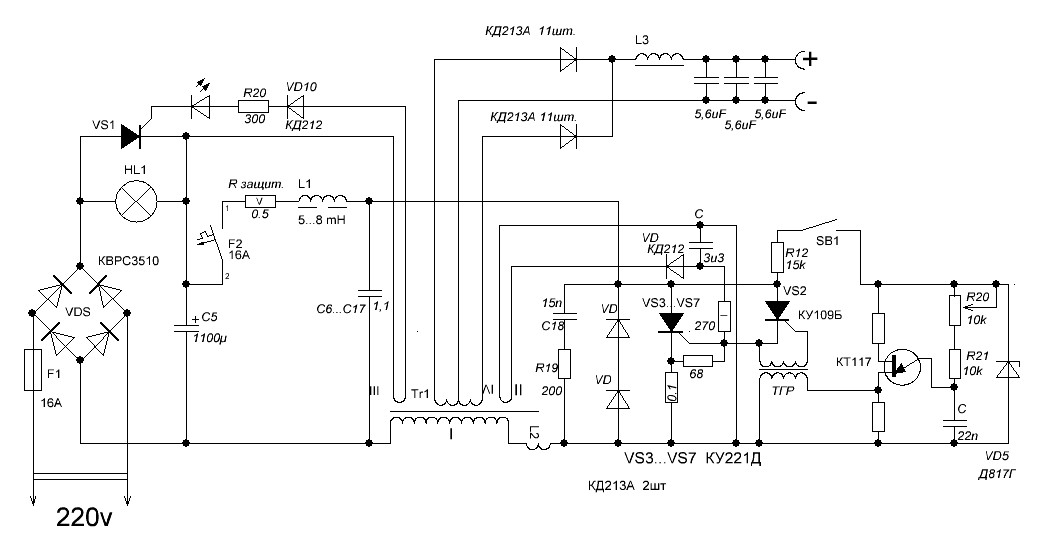 Впоследствии можно усовершенствовать схемы сварочных инверторов, своими руками добавив в них механизм подачи проволоки, барабанное крепление и газовые клапана, чтобы получился полуавтомат. Возможна и переделка под аргоновую сварку.
Впоследствии можно усовершенствовать схемы сварочных инверторов, своими руками добавив в них механизм подачи проволоки, барабанное крепление и газовые клапана, чтобы получился полуавтомат. Возможна и переделка под аргоновую сварку.
Необходимые детали и инструменты
Для создания инверторного сварочного аппарата своими руками не обойтись без похода в магазин или на рынок. Собрать его абсолютно бесплатно, из предметов в гараже, невозможно. Но итоговая стоимость будет в три раза дешевле покупки готовой продукции. В сварочниках и их создании применяются:
- набор отверток;
- нож;
- пассатижи;
- паяльник, для изготовления электрической платы;
- дрель, для отверстий под переключатели и вентиляцию;
- ножовка;
- листовой металл под корпус;
- болты и саморезы;
- приборы и кнопки на панель;
- конденсаторы, транзисторы и диоды;
- медная шина для обмотки;
- провода для соединения всех узлов;
- элементы для сердечника;
- изоляционная бумага и изолента;
- силовые и рабочие кабеля.
Перед тем, как приступить к созданию сварочного инвертора своими руками, схема которого уже должна быть распечатана на бумаге, стоит посмотреть несколько видео от специалистов о пошаговой сборке. Это поможет увидеть наглядно с чем придется столкнуться, и сравнить результат. Далее предоставляется поэтапная инструкция о том, как сделать сварочный инвертор своими руками. Допускаются некоторые отклонения и вариации, в зависимости от того, какой мощности аппарат необходим на выходе, и какие подручные материалы имеются в наличии.
Трансформатор
Электрическая составляющая инвертора начинается с трансформатора. Он отвечает за понижение напряжения до рабочего уровня, безопасного для жизни, и повышения силы тока, до величины способной плавить металл. Прежде всего необходимо выбрать материал для сердечника. Это могут быть заводские стандартные пластины или самодельный каркас из листового железа. Видео в сети помогает увидеть главный принцип этой конструкции, независимо от используемых вариантов.
Сварочные трансформаторы лучше мотать из медной шины, поскольку оптимальные характеристики — это достаточная ширина и небольшое сечение. Такие параметры позволят задействовать все физические ресурсы материала. Но если такой шины нет, то можно воспользоваться проводом другого сечения. Все это влияет на степень нагрева изделия во время работы.
Трансформатор мотается вручную и состоит из двух частей: первичной и вторичной обмоток. Для инвертора своими руками подойдет:
- Феррит 7 х 7. Первичную обмотку создают из провода ПЭВ 0.3 мм, который наматывают ровно, виток к витку, 100 оборотов.
- Следующий слой — это изолирующая бумага. Подойдет лента от кассового аппарата или стеклоткань. Первая сильно темнеет при нагреве, но сохраняет свои свойства.
- Вторичную обмотку наносят в несколько уровней. Первым идет ПЭВ 1.0 мм в 15 оборотов. Поскольку витков мало, их следует распределить по всей ширине равномерно. Их покрывают лаком и слоем бумаги.
- Второй уровень состоит из ПЭВ 0. 2 мм в 15 оборотов, с последующей изоляцией, аналогичной предыдущим слоям.
- Заключительный уровень изготавливается из ПЭВ 0.35 в 20 оборотов. Изолировать слои можно и второпластовой лентой.
 2 мм в 15 оборотов, с последующей изоляцией, аналогичной предыдущим слоям.
2 мм в 15 оборотов, с последующей изоляцией, аналогичной предыдущим слоям.Корпус
Когда главный элемент инвертора своими руками создан, можно заняться изготовлением корпуса. Ориентироваться можно на ширину трансформатора, чтобы он свободно помещался внутри. От его размеров стоит рассчитать еще 70% требуемого места под остальные детали. Защитный кожух можно собрать из листа стали 0.5 — 1.0 мм. Углы можно соединить сваркой, болтами, или сделать цельными стороны на гибочном станке (что потребует дополнительных расходов). Понадобится предусмотреть ручку или крепление под ремень для переноса инвертора.
Создавая корпус стоит предусмотреть легкую разборку и доступ к основным элементам в случае ремонта. Необходимо сделать отверстия на лицевой стороне под:
- переключатели силы тока;
- кнопку питания;
- световые диоды, сигнализирующие о включении;
- разъемы под кабеля.
Магазинные сварочные инверторы красятся порошковым покрытием. В домашнем производстве подойдет обычная краска. Традиционными цветами для сварочных аппаратов являются красный, оранжевый и синий.
Охлаждение
В корпусе нужно просверлить достаточно отверстий для вентиляции. Желательно, чтобы они находились в противоположных сторонах напротив друг друга. Понадобиться и вентилятор. Им может стать кулер из старого компьютера. Устанавливать его нужно работой на вытяжку горячего воздуха. Приток холодного производится через отверстия. Разместить кулер стоит максимально близко к трансформатору, — самому горячему элементу устройства.
Преобразование тока
Схема сварочного инвертора обязательно включает диодный мост. Он отвечает за изменение напряжения в постоянное. Пайка диодов осуществляется по схеме «косого моста». Эти элементы тоже подвержены нагреву, поэтому крепить их следует на радиаторы, которые доступны в старых системных блоках. Для их поиска можно обратиться в ремонтные мастерские по компьютерам.
Два радиатора размещаются по краям диодного моста. Между ними и диодами необходимо установить прокладки из термопласта или другого изолятора. Выводы направляются к контактным проводам транзисторов, которые отвечают за возврат тока в переменный, но с повышенной частотой. Соединенные вместе провода должны иметь длину 150 мм. Трансформатор и диодный мост рекомендуется разделять внутренней перегородкой.
В схеме инвертора обязательно наличие конденсаторов, с последовательным соединением. Они отвечают за уменьшение резонанса трансформатора и минимизацию потерь в транзисторах. Последние открываются быстро, а закрываются медленно. При этом появляются потери тока, которые конденсаторы компенсируют.
Сборка и укомплектовка
После создания всех составляющих устройства можно переходить к сборке. На основание крепится трансформатор, диодный мост, электронная схема управления. Происходит соединение всех проводов. На наружную панель фиксируются:
- переключатели резистора;
- кнопка включения;
- световые индикаторы;
- ШИМ-контроллер;
- разъемы под кабеля.

Держатель и зажим для массы лучше купить готовые, потому что они более безопасные и удобные. Но возможно изготовить держатель и самостоятельно, из стальной проволоки диаметром 6 мм. Когда все детали установлены и подключены, можно приступать к проверке аппарата. Меряется исходное напряжение. При 15V оно не должно показывать выше 100А. Осциллографом тестируется диодный мост. После, испытывается временная пригодность к работе, путем слежения за нагревом радиаторов.
Ремонт своими руками
Для длительной и бесперебойной работы инвертор важно правильно обслуживать. Для этого следует раз в два месяца выполнять продувку от пыли, предварительно сняв кожух. Если аппарат перестал работать, можно самостоятельно выполнить ремонт, посмотрев видео в сети основных поломок и способов устранения.
Что проверяется в первую очередь:
- Напряжение на входе. Если оно отсутствует или недостаточно по величине, то устройство работать не будет.
- Предохранители. При скачке сгорают защитные элементы или срабатывает отключение автоматом.
- Температурный датчик. При повреждении блокирует работу последующих узлов.
- Клеммы контактов и паяные соединения. Разрыв цепи прекращает движение тока и рабочие процессы.
 При скачке сгорают защитные элементы или срабатывает отключение автоматом.
При скачке сгорают защитные элементы или срабатывает отключение автоматом.Изучив схемы обычных инверторов, и приобретя необходимые детали, а также просмотрев обучающие видео, можно собрать качественный аппарат для сварки, который очень пригодится хорошему хозяину.
Поделись с друзьями
1
0
0
0
Сварочный инвертор своими руками: конструкция, характеристики
Домашнее хозяйство требует наличия определенных инструментов. Сварочные работы производятся с использованием инвертора, который широко востребован в обиходе. Изготовить сварочный инвертор своими руками не составит особого труда и финансовых вложений, достаточно иметь небольшие познания электрики, чтения чертежей. Качественный инвертор на рынке стоит не малых денег, а более доступные аналоги могут не соответствовать требуемым параметрам.
Качественный инвертор на рынке стоит не малых денег, а более доступные аналоги могут не соответствовать требуемым параметрам.
Характеристики самодельного инвертора и материалы для его сборки
Для эффективной работы устройства понадобиться использовать качественные материалы. Некоторые части возможно применить от старых блоков питания или найти на разборках радиодеталей. Основные технические характеристики устройства:
- Потребляемое напряжение составляет 220 Вольт.
- На входе сила тока не менее 32 ампер.
- Сила тока, производимая аппаратом – 250 А.
Схема сборки сварочного инвертора
Основная схема сварочного инвертора состоит из блока питания, дросселей, силового блока. Для изготовления устройства понадобятся инструменты и детали:
- Комплект отверток для демонтажа и дальнейшей сборки.
- Паяльник, необходим для соединения электронных элементов.
- Нож и полотно по металлу для изготовления правильной формы конструкции.
- Кусок металла толщиной 5-8 мм для формирования корпуса.
- Саморезы или болты с гайками для крепления.
- Платы для электронных схем.
- Медные изделия в виде проводов, служат для обмотки трансформатора.
- Стеклоткань либо текстолит.
В домашнем обиходе пользуется популярностью самодельный сварочный инвертор однофазного типа, сделанный своими руками.
Сварочный инвертор однофазного типа
Такой инвертор питается от бытовой сети 220 В, бывают случаи, когда необходимо изготовить устройство, питание которого происходит от трехфазной сети 380 В. Такие аппараты отличаются повышенной эффективностью и мощностью, используются при массовых работах.
Что нужно для сборки инвертора
Основной задачей сварочного инвертора является преобразование силы тока, достаточной для использования в хозяйстве. Работа электродом производится на расстоянии 1 см для получения прочного шва. Изготовление самодельного сварочного инвертора происходит по плану, в соответствие со схемой.
Первично изготавливается блок питания, для его составляющих понадобиться:
- Трансформатор, имеющий сердечник из ферритного материала.
- Обмотка трансформатора с минимальным количеством витков – 100 шт., сечением 0,3 мм.
- Вторичная обмотка изготавливается из трех частей, внутренняя состоит из 15 витков с сечением провода 1 мм, средняя с таким же количеством витков сечением 0,2 мм, наружный слой 20 завитий диаметром не менее 0,35 мм.
Самодельный инвертор необходимо изготавливать в соответствие с требуемыми характеристиками. Для стабильной, устойчивой к перепадам напряжения работы, обмотки используются на полной ширине каркаса. Алюминиевые провода не способны обеспечить достаточную пропускную способность дуги, имеют нестабильный теплоотвод. Качественный аппарат изготавливается с медной шиной.
Качественный аппарат изготавливается с медной шиной.
Изготовление трансформатора и дросселя
Основной задачей трансформатора является преобразование напряжения высокочастотного тока при достаточной его силе. Сердечники могут быть использованы модели Ш20×208, в количестве двух штук. Зазор между деталями возможно обеспечить своими руками, используя обычную бумагу. Обмотка производится своими руками, медной полосой шириной 40 мм, толщина должна быть не менее 0,2 мм. Теплоизоляция достигается с использованием термоленты кассового устройства, она демонстрирует хорошую износостойкость и прочность.
Как сделать трансформатор для инвертора
Использование медного провода при обмотке сердечника недопустимо, т.к. он вытесняет силу тока на поверхность устройства. Для отвода излишнего тепла используется вентилятор или кулер от компьютерного блока питания, а также радиатор.
Инверторный блок отвечает за пропускную способность электрической дуги путем использования транзисторов и дросселей.
Для стабильного хода процесса сварки рекомендуется использовать несколько транзисторов в параллельной цепи, чем один более мощный элемент.
За счет этого происходит стабилизация тока на выходе, при процессе инверторной сварки своими руками, устройство издает меньше шума.
Самодельный дроссель
Конденсаторы, соединённые последовательно отвечают за несколько функций:
- Резонансные выбросы минимизируются.
- Потери ампер из-за конструктивных особенностей транзисторов, которые открываются намного быстрее, чем закрываются.
Самодельный трансформатор как основа для инвертора
Трансформаторы сильно нагреваются, за счет большого объема проходящего тока. Для контроля температуры используются радиаторы и вентиляторы. Каждый элемент монтируется на радиаторе из теплоотводящего материала, если имеется возможность установить один мощный кулер, то это сократит время сборки и упростит конструкцию.
Конструкция сварочного аппарата
Основой для аппарата является корпус, возможно использовать системный блок от компьютера формата АТХ, рекомендуется поискать на разборках более старые модели, так как металл использовался толще и качественнее. Также подходит металлическая канистра, при этом случае необходимо вырезать отверстия для вентиляции, установить дополнительные крепления.
Также подходит металлическая канистра, при этом случае необходимо вырезать отверстия для вентиляции, установить дополнительные крепления.
Устройство сварочного инвертора
Ферритовый материал используется для обмотки трансформатора блока питания своими руками. Намотка проволоки на сердечник производится по всей ширине, это даст возможность улучшить производительность устройства, устранить перепады напряжения. Медная проволока применяется в самодельном сварочном инверторе, марки ПЭВ-2, стеклотканью изолируется первичная обмотка.
Функция силового блока состоит в понижении силы тока.
Трансформаторы устанавливаются с зазором, между ними прокладывается газетная бумага. Витки наматываются своими руками в несколько слоев первичной обмотки, затем в три слоя накладывается вторичная обмотка. Для защиты от короткого замыкания используется прокладка, не пропускающая ток.
Для предостережения от короткого замыкая отводятся силовые проводники в разные стороны, для охлаждения используют вентилятор.
Как настраивать работу инвертора
Сборка сварочного инвертора не требует особых усилий при наличии необходимых инструментов, материалов. Расходы на изделие, выполненное своими руками минимальны за счет использования не дорогих изделий.
Настройка устройства для правильной работы зачастую требует помощи специалистов, но ее можно выполнить своими руками при соблюдении требований.
- Напряжение подается на инверторную плату, вентилятор охлаждения в первую очередь. Такой подход исключит перегрев системы и заблаговременный выход из строя.
- На зарядку силовых конденсаторов отводится немного времени, после этого производится замыкание резистора в цепи. Проверка реле происходит на выходе из резистора, напряжение должно соответствовать нулевому показателю. Токоограничивающий резистор необходим для безопасного использования инвертора, без его применения может произойти возгорание аппарата.
- Осциллографом измеряется поступающие импульсы тока на трансформатор, соотношение должно быть 66 к 44 процентам.
- Процесс сварки инвертором, сделанным своими руками проверяется вольтметром, подключенным к оптрону на выходе его усилителя.
- К выходному мосту подается напряжение силой 16 вольт, для этого используется подходящий блок питания. При работе на холостом ходу, потребляемый ток составляет около 100 мА.

Проверка производится с кратковременных процессов сварки. При выполнении сварки до 10 секунд необходимо контролировать температуру инвертора, если трансформаторы не сильно нагрелись, возможно постепенно увеличивать режим работы.
Проверка соединений инвертора мультиметром
Использование сварочного инвертора, изготовленным своими руками подразумевает выход устройства из строя. Для диагностики необходимо своими руками вскрыть корпус аппарата, проверить напряжение на входе. Распространённой проблемой является выход из строя блока питания, за счет недостаточного охлаждения или некачественных материалов, используемых при продолжительной работе. Также следует визуально осмотреть соединения и проверить их мультиметром. При случаях выхода из строя термодатчика либо предохранителей, необходимо заменить их на новые.
Также следует визуально осмотреть соединения и проверить их мультиметром. При случаях выхода из строя термодатчика либо предохранителей, необходимо заменить их на новые.
Преимущества и недостатки
Изготовленный своими руками аппарат может использоваться как при домашнем хозяйстве, так и в малых производствах. На первый взгляд конструкция состоит из множества элементов, схема представляется сложной к исполнению своими руками. При выполнении последовательности шагов, использовании качественных материалов, возможно добиться долгосрочной работы при малых затратах. Простой сварочный инвертор стоит на рынке достаточно дорого и не отличается повышенным качеством.
Простой инвертор своими руками
Недостатки заключаются в малом времени продолжительной службы самодельного инвертора. При больших объемах рекомендуется изготовить трехфазный инверторный аппарат своими руками, однако трудно найти источник питания такого типа.
как сделать самодельный индукционный инвертор и простые схемы для его сборки или ремонта
Инверторные сварочные аппараты получили широкое применение в строительной сфере благодаря их высокой производительности и небольшому весу. Однако не каждый может позволить себе такой инструмент.
Однако не каждый может позволить себе такой инструмент.
Единственный выход — сделать сварочный инвертор своими руками. В интернете существует множество схем таких устройств. Многие из них отличаются сложностью и высокими затратами, но есть и бюджетные модели.
Общие сведения о сварочном инверторе
Традиционные сварочные аппараты имеют достаточно низкую цену, легкую ремонтоспособность, однако очень существенный недостаток не только их вес, но и зависимость от напряжения.
Ввод электронного счетчика ограничен мощностью от 4 до 5 кВт. Для сварки толстого металла аппарат потребляет значительную мощность и зачастую выполнение работ становится невозможным. На смену им пришли инверторные сварочные аппараты.
Назначение и особенности функционирования
Применяется для проведения сварочных работ в домашних условиях, а также на предприятиях, обеспечивает стабильное горение и поддержание сварочной дуги, используя ток высокой частоты (отличной от 50 Гц).
Сварочный инвертор является обыкновенным импульсным блоком питания, работа которого основана на следующих принципах:
- Входное напряжение (сетевое питание сварочного инверторного аппарата 220 В переменного тока) преобразуется в постоянное.
- Постоянный ток преобразовывается в высокочастотный переменный.
- Происходит процесс преобразования напряжения путем его снижения.
- Выпрямление тока и преобразование для сварочных работ с сохранением частоты.
Благодаря этим моментам происходит снижение массы и габаритов аппарата. Для того чтобы собрать инверторную сварку своими руками необходимо знать принцип работы этого аппарата.
Принцип работы оборудования
С изобретением импульсного блока питания решить проблему с массой и размерами оказалось проще, ведь размеры и вес самого трансформатора снижаются в несколько десятков или сотен раз. Например, при увеличении частоты в 6 раз можно снизить габариты трансформатора в 3 раза.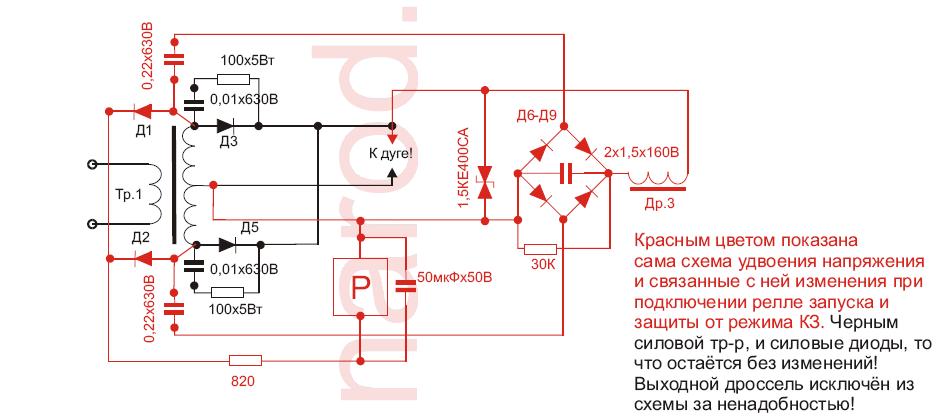 Это приводит к значительной экономии материала.
Это приводит к значительной экономии материала.
Благодаря мощным ключевым транзисторам, применяемым в инверторной схеме, происходит переключение с частотой от 50 до 80 кГц. Эти транзисторы работают только от постоянного напряжения.
Как известно из курса физики, для получения постоянного напряжения применяется простейший полупроводниковый прибор — диод. Диод пропускает ток в одном направлении, отсекая отрицательные значения синусоидального напряжения. Но применение одного диода приводит к большим потерям, поэтому применяется группа, состоящая из мощных диодов, которая называется диодным мостом.
На выходе диодного моста получается постоянное пульсирующее напряжение. Для получения нормального постоянного напряжения применяется конденсаторный фильтр. После этих преобразований на выходе фильтра появляется напряжение постоянного тока свыше 220 В. Блок, состоящий из выпрямительного моста и фильтрующих элементов, называется блоком питания (БП).
БП служит источником питания инверторной схемы. Транзисторы подключены к понижающему трансформатору, который является импульсным и работает на частотах в диапазон от 50 до 90кГц. Мощность такого трансформатора примерно такая же, как и у его огромного собрата — сварочного силового трансформатора.
Транзисторы подключены к понижающему трансформатору, который является импульсным и работает на частотах в диапазон от 50 до 90кГц. Мощность такого трансформатора примерно такая же, как и у его огромного собрата — сварочного силового трансформатора.
Модернизация такого прибора становится более легкой, потому что благодаря его размерам и массе, появляется дополнительные возможности по увеличению стабильности работы сварочного аппарата.
Существует огромное количество изготовления самодельных сварочных инверторов, схемы которых разнообразны по функциональности и способам монтажа. Разберем каждую из самодельных моделей подробно.
Изготовление резонансного инвертора
За основу необходимо использовать блок питания компьютера форм-фактора AT, от которого потребуется кулер и радиаторы. Детали берутся из элементарной базы мониторов и телевизоров, в противном случае, если их нет, то покупаются на рынке. Все компоненты имеют низкую стоимость.
Рекомендации по изготовлению:
- Для упрощения схемы ШИМ полностью исключить, так как потребуется стабилизированное напряжение, получаемое задающим генератором.
- Использовать стабилитроны KC213 для предотвращения выхода из строя транзисторов.
- Для снижения наводок и помех необходимо монтировать рядом с трансформатором силовые транзисторы высокочастотного типа.
- Дорожки для силового моста и силового блока на плате из толстого текстолита (не менее 4 мм) необходимо сделать шире (протекают токи до 30 А) и залудить тугоплавким припоем (не менее 2 мм).
- Кабель питания использовать не менее 3 квадратов.
- Использовать двойную изоляцию (несгораемые слюдяные или стекловолоконные кембрики) для высоковольтных цепей.
- Дроссель должен быть без металлического кожуха.
- Хорошая постоянная вентиляция.
- Силовые диоды (выходные) необходимо защитить от пробоя с помощью RC-цепочки.
После чего необходимо определиться с параметрами инверторной сварки своими руками. А также возможно использовать и такие характеристики:
- Выходной ток нагрузки: от 5 до 120 А.
- Напряжение (при холостом ходе): 90 В.
- Продолжительность нагрузки может изменяться. Все зависит от диаметра электрода: 2 мм = 100%, 3 мм = 80%. Необходимо учесть влияние высокой температуры.
- Входная сила тока: около 10А.
- Приблизительная масса: около 3 кг.
- Должен присутствовать регулятор силы тока при сварке.
- Тип вольт-амперной характеристики, обеспечивающей работу в полуавтоматическом режиме: падающая.

Схема оборудования
Трансформатор необходимо собрать на сердечниках типа Е42, который применяется в старых ламповых мониторах. Для изготовления необходимо примерно 5 штук таких трансформаторов.
Еще один трансформатор следует использовать для дросселя. Остальные элементы индуктивности собираются из сердечника типа 2000НМ.
Диоды и транзисторы необходимо установить на радиаторы с термопастой КТП-8 или другого типа. Напряжение холостого хода примерно равно 36 В с длинной дуги от 4 до 5 мм, что позволяет работать с ним начинающим строителям. Выходные кабели следует уложить в ферритовые трубки или кольца из феррита блока питания.
Конструктивной особенностью схемы является возникновение максимального тока в I обмотке во время резонанса.
Благодаря малому весу и габаритам появляется возможность модернизировать аппарат.
Предотвращение залипания электрода
Для этого случая применяется транзистор IRF510, являющиеся полевым. Кроме того, он обеспечивает еще плавный пуск и прерывание входа на микросхеме SG3524:
- При высокой температуре срабатывает термодатчик.
- Отключение при помощи тумблера.
- Блокировка при КЗ (коротком замыкании).
Простой сварочный прибор
Эта модель рассчитана на напряжение 220 В и ток величиной в 32А, после преобразования его величина достигнет 280А. Такого значения вполне достаточно для прочного шва на расстоянии до 1,5 сантиметра.
Схема и комплектующие
Основным элементом является трансформатор, который достаточно тяжело сделать, но вполне реально.
Основные данные:
- Состоит из ферритового сердечника (7×7 либо 8×8).
- Первичная обмотка составляет примерно 100 витков и ее диаметр 0,3 мм.
- Вторичные обмотки — 3 штуки: 15 витков и диаметр провода 1 мм; 15 витков — 0,2 мм; 20 витков — 0,35 мм.
- Материалы для трансформатора: медные провода соответствующего диаметра, стеклоткань, текстолит, электротехническая сталь (для железняка), хлопчатобумажный материал.

Для четкого понимания принципа работы необходимо внимательно изучить схему основных узлов.
Пояснение к схеме:
- Сетевой выпрямитель, выполняющий преобразования переменного напряжения в постоянное.
- Сетевой фильтр сглаживает пульсации.
- Преобразователь частоты выполняется на транзисторах.
- Высокочастотный сварочный трансформатор участвует в преобразовании напряжения.
- Силовой выпрямитель осуществляет выпрямление тока в постоянный заданной частоты.
- Управление преобразователем частоты выполнено в виде регулятора для выставления режима работы.
Блок питания и силовая часть
Блок, состоящий из трансформатора, выпрямителя и фильтра (или системы фильтров) выполняется отдельно от силовой части.
Проводники (длиной не более 15 см) для управления затворками транзисторов необходимо припаивать поближе к последним, причем проводники соединяются попарно между собой, сечение их не играет роли.
Основой силового блока является понижающий трансформатор с сердечником Ш20×208 2000 нм, причем II обмотка наматывается в несколько слоев провода, изоляция которого не повреждена.
На вторичку необходимо мотать следующим образом, изолируя слои: 3 слоя, а затем прокладка-фторопласт, затем опять 3 слоя и снова прокладка-фторопласт. Это делается для увеличения сопротивляемости перегрузкам. После чего на II обмотку поставить конденсатор не меньше 1000 В.
Для обеспечения циркуляции воздуха между слоями обмоток необходимо собрать на ферритовом сердечнике трансформатор тока, подключенный к плюсу, и его сердечник следует обмотать термобумагой (кассовая лента). Выпрямительные диоды прикрепить на радиатор.
Инверторный блок и охлаждение
Основным предназначением инверторного блока является процесс преобразования постоянного в переменный высокочастотный ток. Применяются для этого мощные транзисторы, хотя в некоторых случая возможна замена более мощного на 2 или более транзисторов средней мощности. Немаловажным элементом всего устройства является достаточно хорошее охлаждение.
Применяются для этого мощные транзисторы, хотя в некоторых случая возможна замена более мощного на 2 или более транзисторов средней мощности. Немаловажным элементом всего устройства является достаточно хорошее охлаждение.
Для этого следует использовать кулера с компьютерной техники, но не следует ограничиваться одним, ведь необходимо обеспечить достаточное охлаждение для силовой схемы, радиаторы которой служат для отвода тепла, но это тепло необходимо рассеивать. Для полной защиты необходимо вмонтировать термодатчик (устанавливается на нагревательном элементе), благодаря которому будет размыкаться питание от сети.
Пайка, настройка и проверка работоспособности
Ключевым фактором является пайка, ведь при правильном размещении деталей зависит размер всего изделия и возможность оптимального охлаждения. Диоды и транзисторы устанавливают на встречном направлении друг к другу. Входная цепь рассчитывается с запасом, примерно на 300 В.
Для настройки функционирования необходимо подключить широтно-импульсный модулятор к 15 В для запитки кулера. Реле включается вместе с резистором R11 и должно выдавать 150мА.
Реле включается вместе с резистором R11 и должно выдавать 150мА.
После проведенных манипуляций необходимо приступить непосредственно к проверке работоспособности устройства:
- Запитать прибор от сети.
- Задать высокие показатели тока.
- Сверить показания по осциллографу: в нижней петле напряжение около 500 В, но не более 550. При правильной сборке значение этого напряжение будет не менее 350 В.
- Отсоединить осциллограф и отключить инвертор. Подготовить электроды.
- Начинать производить сварочные работы и следить за трансформатором, если он закипает, то еще раз перебрать схему.
- После 3−4 швов радиаторы нагреваются. Для охлаждения необходимо дать остыть прибору, не выключая его из сети (охлаждение выполнит свою функцию).
Если эта схема показалась очень сложной, то рассмотрим схему совсем простого устройства.
Простейшее инверторное устройство для сварки
Модель этого агрегата является очень простой и бюджетной.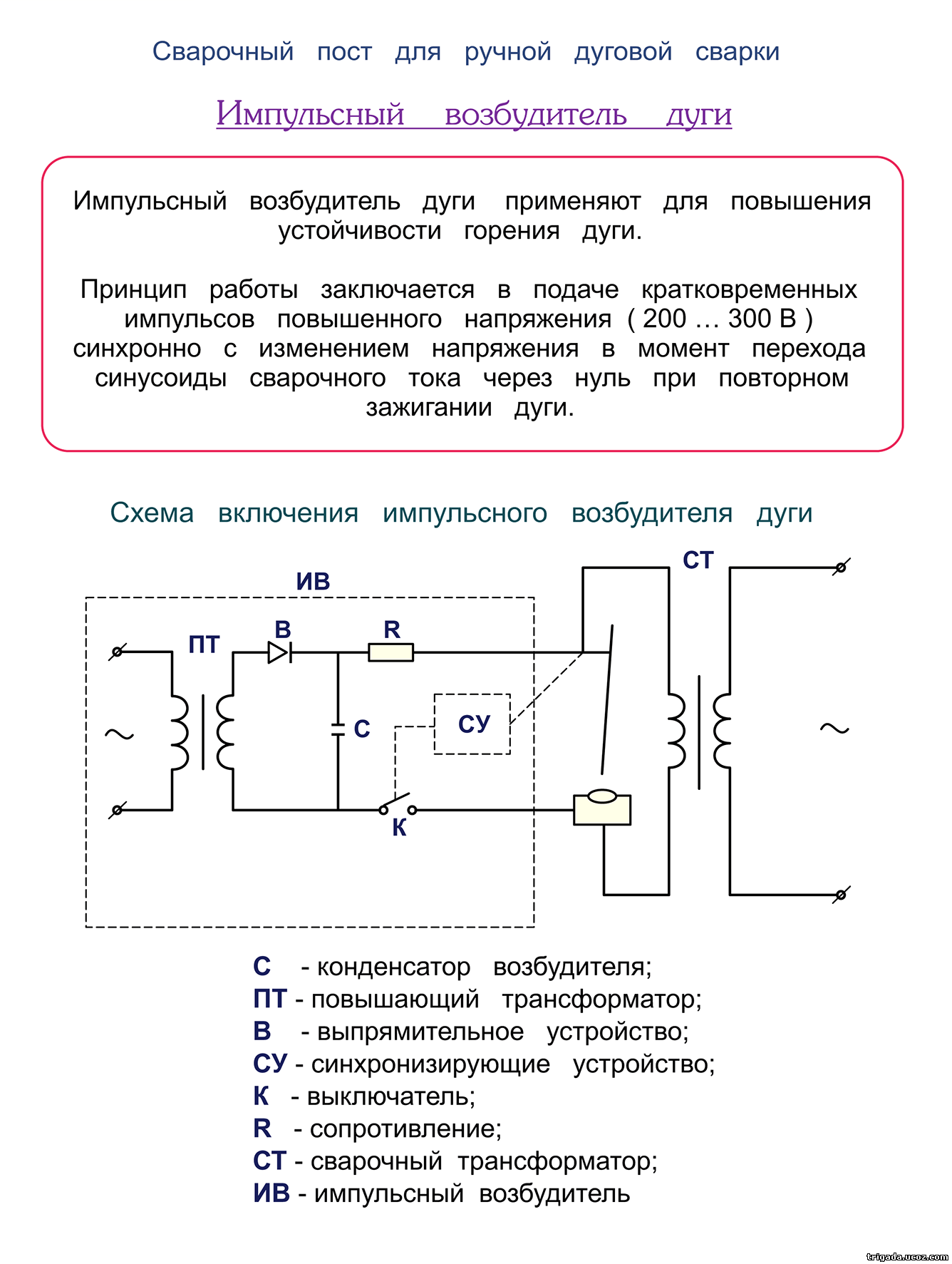 Собрать ее несложно благодаря простой принципиальной схеме.
Собрать ее несложно благодаря простой принципиальной схеме.
Процесс всей сборки можно разделить на этапы, кроме того, необходимо собрать все детали, материалы:
- Намотка трансформатора включает в себя: намотку медной жести 4 см и диаметром 0,3 мм, прокладки из бумаги для кассового аппарата или лакоткань, используя при повторной обмотке 3-и полоски, причем нужно и изолировать их. Вместо медной жести можно применить провод, состоящий из нескольких жил диаметром до 0,7 мм (I — 100 витков, II — 15, II — 15 II — 20).
- Монтируется кулер.
- Основа аппарата для сварки подсоединяется к трансформатору, состоящей из диодов, транзисторов.
- Конденсаторы необходимы для ликвидации резонансных выбросов.
- Необходимо использовать снабберы для рассеивания мощности (свв-81 и к78−2).
- Установить все элементы на гетинаксовую плату, исходя из конфигурационных размеров.
- Вывести светодиоды и переменный резистор (ручку) на панель настройки и индикации.
- Поместить все это в корпус.
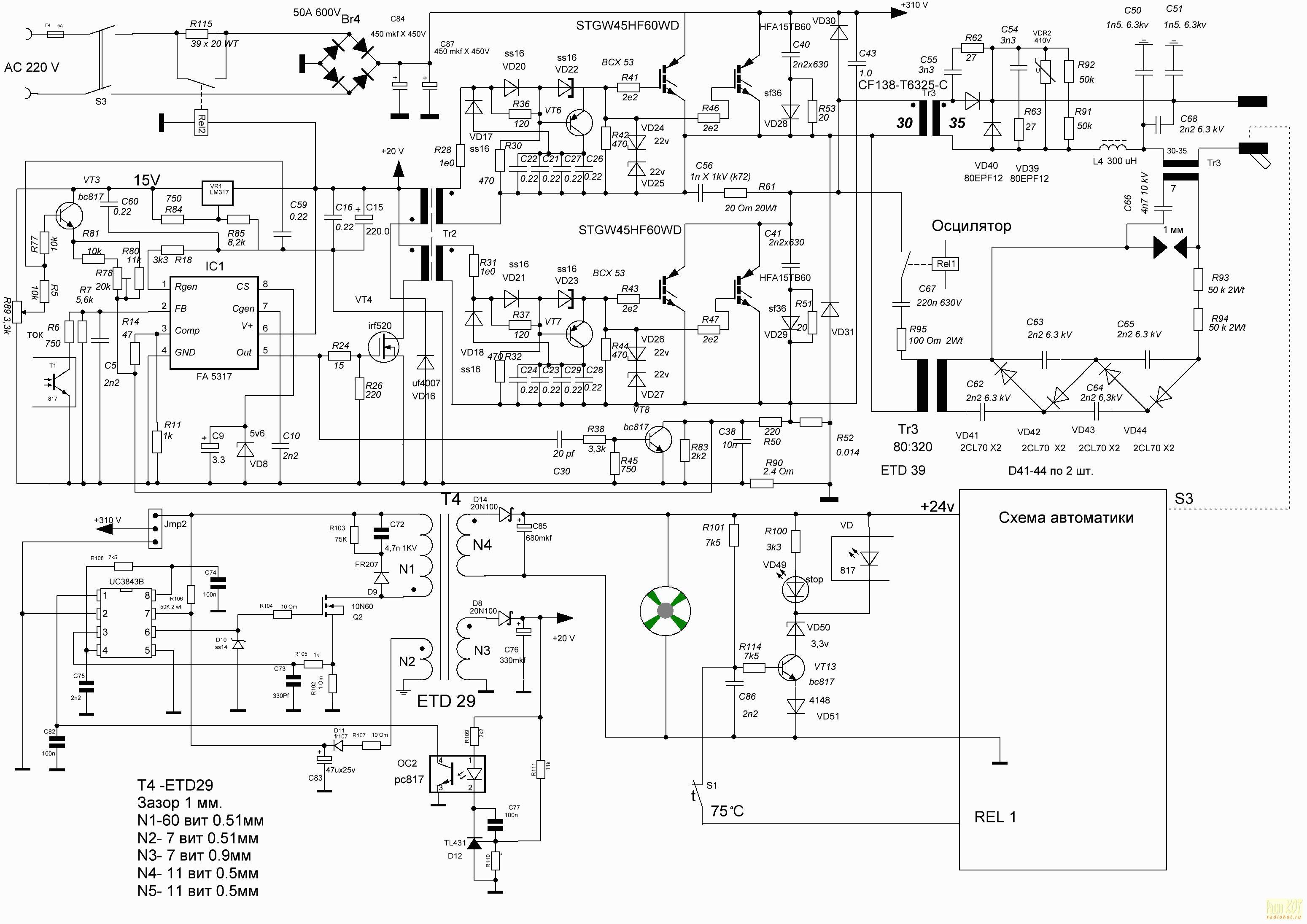
После сборки аппарат необходимо настроить и произвести диагностику при первом запуске для выявления погрешностей работы.
Настройка инвертора:
- Подключение 15 В к ШИМ.
- Подключить реле после зарядки конденсаторов для замыкания резистора. При использовании напрямую существует вероятность взрыва!
- При холостом ходе сила тока моста должна быть менее 100мА.
- Проверка корректности установки фаз трансформатора, использовав осциллограф в 2-а луча. Выставить частоту ШИМ 55кГц и в этом случае напряжение не должно превышать 330 В.
- Для определения частоты самого аппарата стоит снизить частоту ШИМ постепенно до тех пор, пока на IGBT не появится заворот, зафиксировав этот показатель (разделить на 2 и прибавить частоту насыщения). Это и есть рабочее колебание частот трансформатора.
- Потребление моста 150мА.
- Трансформатор не должен сильно шуметь, если шумовые эффекты имеются, то обратить внимание на полярность.
- Повышать плавно ток инвертора переменным резистором. При этом показания осциллографа не превышают 550 В. Оптимальным является 340 В.
- Начать сварку с 5 секунд и постепенно увеличить время. Варить не более 3 минут, давая остыть аппарату.

Таким образом, собрать инвертор для сварки можно и своими руками. Необязательно использовать сложные схемы, ведь радиолюбители нашли оптимальное решение в бюджетном варианте. А уровень сложности схем варьируется от достаточно сложных до простых. Для сборки сварочного инвертора своими руками необязательно покупать дорогие детали, а можно использовать подручные средства.
Источник: https://220v.guru/elementy-elektriki/svarka/svarochnyy-invertor-svoimi-rukami-shemy-i-poryadok-sborki.html
Сварочный инвертор своими руками: расчет параметров и подбор материалов
Изготовление сварочного инвертора в домашних условиях – очень увлекательное дело, особенно для любителей самоделок. При этом можно и не иметь глубочайших электротехнических знаний, просто делать все строго в определенном порядке. К тому же, не будет лишним понять принцип работы такого устройства.
К тому же, не будет лишним понять принцип работы такого устройства.
Основной смысл в том, чтобы собирать все самому – это приличная экономия средств, если основные показатели аппарата будут приблизительно такими же, как у тех, что предлагает торговая сеть.
Да и внешне самодельный сварочный инвертор, может не отличаться от заводского. Работу можно будет проводить, применяя электроды 3-5 миллиметров в диаметре при дуге до 10 миллиметров.
Основные данные
Собственноручно собранный по простой схеме сварочный инвертор сможет иметь данные вполне приличного устройства:
- напряжение на входе 220 вольт;
- на входе ток 32 ампера;
- на выходе ток 250 ампера.
Обычно используют напряжение 220 вольт, но можно сделать аппарат и для напряжения 380 вольт. Трехфазные аппараты имеют несколько выше показатели.
Сборка блока питания
Монтаж начинается с намотки трансформатора, его функция – это обеспечение стабильным напряжением следующих за ним деталей. Для его изготовления используют феррит Ш 7х7 (можно Ш 8х8), на который наматывают разные по количеству витков обмотки: сто, пятнадцать, пятнадцать и двадцать, соответственно 0,3; 1; 0,2 и 0,3 миллиметров.
Для его изготовления используют феррит Ш 7х7 (можно Ш 8х8), на который наматывают разные по количеству витков обмотки: сто, пятнадцать, пятнадцать и двадцать, соответственно 0,3; 1; 0,2 и 0,3 миллиметров.
Для снижения вредного влияния возможного перепада сетевого напряжения, кольца провода необходимо класть на всю ширину катушки.
Первичную обмотку надо изолировать стеклотканью и намотать экран из провода 0,3 мм. Он должен покрыть всю ширину каркаса, а направление витков – совпадать с предыдущей обмоткой.
Последовательность работы с остальными обмотками такая же. На выходе должно быть от 20 до 25 вольт. Его можно отрегулировать подбором деталей. Синусоидальный ток преобразуется в постоянный с помощью диодов, соединенный, как «косой мост», а для охлаждения необходимо подобрать радиаторы, возможно, со старого компьютера.
Один охладитель закрепляется к верхним частям деталей и изолируется слюдяной прокладкой. Второй – к нижней части моста и крепится с использованием термопасты.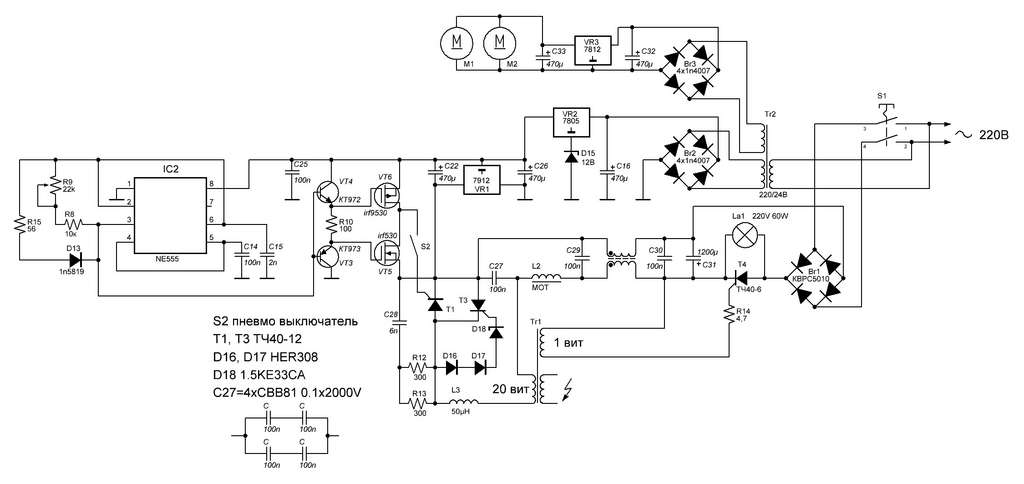
Выводы диодного моста направляются туда же, куда будут выходить и контакты транзисторов, что работают как преобразователи. Длина проводов, которые соединяют мост и транзисторы – не больше 15 сантиметров. Блок питания и инверторный блок разделяются металлической пластиной, приваренной к основанию.
Монтаж силового блока
Этот блок представляет собой трансформатор, что снижает U и увеличивает ток. Для его изготовления нужна пара сердечников Ш 20х208. Для изоляции их друг от друга модно использовать бумагу.
Намотка выполняется полоской из меди, ширина которой 40 миллиметров, а толщина – 0,25 миллиметров. Для прокладки витков можно использовать бумагу хорошего качества, а вторичную обмотку формируют, перекладывая фторопластовую полосу.
Монтировать понижающий трансформатор, используя толстый провод, не надо потому, что ток, имея высокую частоту, проходит по поверхности проводника и тот не нагревается внутри.
Нагрев деталей аппарата нужно уменьшать принудительным охлаждением. Для этой цели подойдет вентилятор из системного блока компьютера.
Для этой цели подойдет вентилятор из системного блока компьютера.
Сборка инверторного блока
Чтобы сделать сварочный инвертор своими руками необходимо перейти к следующему этапу – монтажу инверторного блока. Так, как этот узел преобразовывает ток из постоянного в переменный, нужны мощные транзисторы, которые будут то открываться, то закрываться, создавая высокую частоту.
- В инструкцию для изготовления простого инвертора можно включить схему инверторного блока.
- Есть смысл этот блок монтировать с применением нескольких транзисторов, чтобы частота была более стабильной и при выполнении сварки аппарат меньше гудел.
Корпус
Пошаговая сборка инвертора своими руками предусматривает подбор надежного корпуса для такого изделия. Для этой цели вполне подойдет старый системный блок от компьютера (чем древнее, тем лучше потому, что в нем толще металл). Можно самому изготовить коробку из листового металла, а внизу использовать гетинакс в пол сантиметра или больше.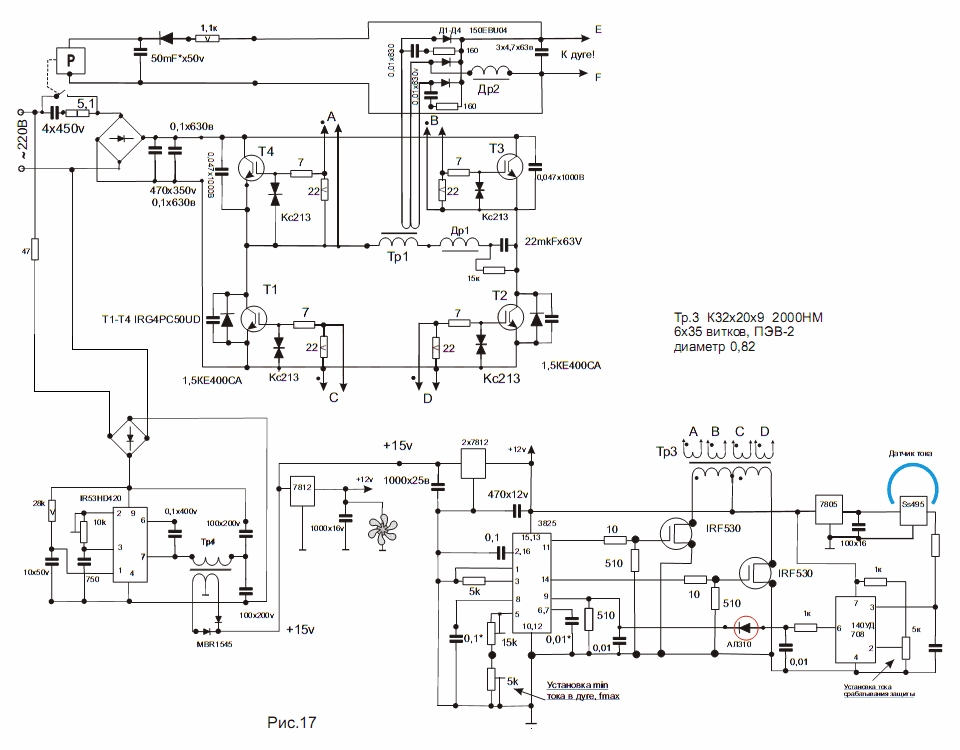
Различные виды самодельных сварочных инверторов имеют общую черту – это управление работой аппарата. На передней панели устанавливают выключатель, ручку регулировки сварочного тока, контакты для проводки, контрольные лампы.
Таким образом, чтобы обзавестись таким нужным в домашней мастерской аппаратом, не обязательно покупать готовый инвертор. Можно изучить необходимую теорию, приобрести детали и самому собрать сварку, которая будет надежно работать.
Источник: https://tytmaster.ru/svarochnyj-invertor-svoimi-rukami/
Сварочный инвертор своими руками: схема самодельной инверторной сварки и как сделать аппарат?
Для того чтобы собрать сварочный инвертор своими руками, не обязательно обладать глубокими познаниями в физике, разбираться профессионально в технике, электричестве и т.д.
Необходимо только выполнять все по схеме и знать, хотя бы на минимальном уровне механизм действия данного оборудования. Желающим создать инвертор в более экономном и простом варианте, следует знать, что технические особенности и КПД по сути одинаковые от аналогов конструкции.
Характеристики самодельного инвертора
Один из важных вопросов для специалистов по сварке – как сделать сварочный инвертор своими руками. Процесс можно выполнить при помощи схемотехники сварочных инверторов.
Прежде чем собирать эффективный сварочный инвертор необходимо выделить следующие технические характеристики оборудования:
- на одном из транзисторов сила тока, который проходит через вход, должна составлять 32 ампера;
- 250 ампер – показатель силы тока, который создается при выходе из аппарата;
- напряжение должно быть до 220 вольт.
Для того чтобы создать самый простой сварочный инвертор необходимо соединить следующие элементы в один механизм:
- силовой блок;
- питательный блок на тиристорах;
- драйвера для силовых ключей.
Материалы для его сборки
Прежде чем начать собирать по схеме сварочного инверторного типа аппарат, мастер должен подготовить необходимые инструменты и материалы, которые могут понадобиться ему в работе.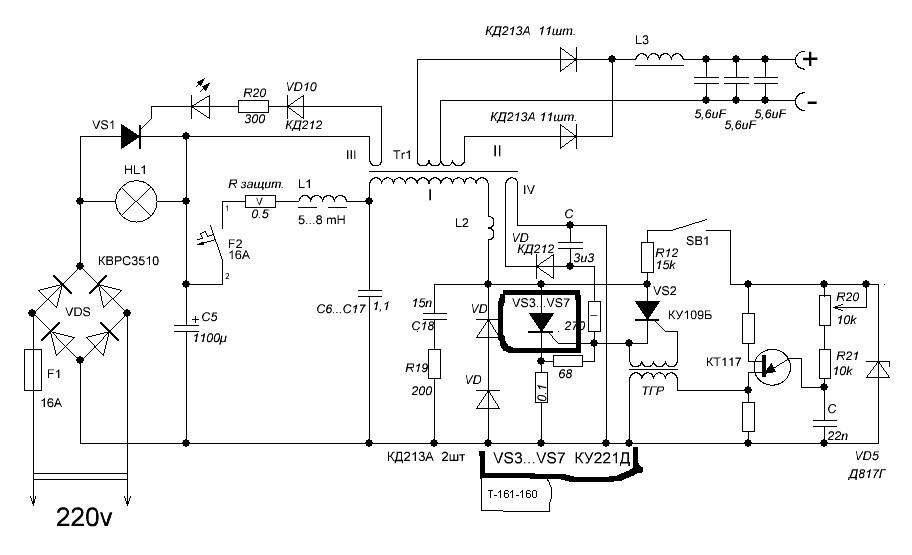
В первую очередь:
- различного типа отвертки;
- паяльное устройство, чтобы соединять детали в электронной схеме;
- нож;
- инструмент для вырезки на металлической поверхности;
- резьба, как крепежная деталь;
- поверхность с небольшой толщиной из металла;
- детали, благодаря которым формируется электросхема инверторного сварочного аппарата;
- провод из меди и полосы, чтобы обмотать трансформатор потребуется;
- стеклоткань;
- слюда;
- текстолиты;
- обычная термобумага, использующаяся в кассовых аппаратах.
Но если есть надобность, то используют схемы сварочных аппаратов, работающие на трехфазовой электросети с напряжением в 380 вольт. У таких оборудований есть достоинства, среди которых выделяют высокий показатель КПД, в отличие от однофазовых конструкций.
Блок питания агрегата
В блоке питания сварочного инвертора самой важной деталью является трансформатор, мотающийся при феррите в Ш7*7 либо 8*8.
При помощи данного механизма обеспечивается подача регулярного напряжения и создается за счет 4-х обмоток:
- Первичная. Сто кругов проводом ПЭВ в диаметре 0,3 миллиметра.
- Первая вторичная. 15 кругов проводом ПЭВ в диаметре 1 миллиметр.
- Вторая вторичная. 15 кругов ПЭВ в диаметре 0,2 миллиметра.
- Третья вторичная. 20 кругов в диаметре 0,3 миллиметра.
После того как будет выполнена первичная обмотка и проведена изоляция её сторон за счет стеклоткани, её также обматывают в экранирующий провод. Каждый виток должен целиком покрывать защитный слой.
Обмотка экранирующим проводом должна быть в таком же направлении, как и первичная обмотка. Стоит обратить внимание на одинаковость диаметров двух видов обмоток.
Этим же правилом пользуются и для других видов: при наматывании на каркас трансформатора, изоляции друг от друга проводов за счет стеклоткани либо при использовании простого малярного скотча.
Для стабилизации напряжения в области 20-25 вольт, что поступает в блок питания через реле, подбирается резистор для электронных схем. Главной особенностью рассматриваемого механизма выступает изменение переменного тока в регулярный.
Главной особенностью рассматриваемого механизма выступает изменение переменного тока в регулярный.
Добиться этого можно, используя диод, формирующийся при выполнении схемы «косой мост». Бывает так, что при эксплуатации аппарата диод перегревается, из-за чего приходится проводить монтаж на радиаторах и нередко ремонт блока питания. Альтернативным вариантом радиаторам является охлаждающая деталь от старой техники.
Монтаж диодного моста подразумевает под собой применение 2-х радиаторов: верх через прокладку из слюды присоединяют к одной батареи, а низ через поверхность термопасты ко второй батареи. Мост из диодов должен выводиться в том направлении, куда направлен вывод транзистора. За счет этого постоянный ток превращается в переменный с высокими частотами.
Соединительный провод этих выводов максимум может достигать длины в 15 сантиметров. Металлический лист необходимо расположить между блоком питания и инверторной частью аппарата и приварить к «телу» оборудования.
Силовой блок
Силовой блок – это основа трансформатора в сварочном инверторе. С его помощью уменьшается показатель напряжения тока с высокими частотами, а сила наоборот повышается. Для создания в трансформаторе силового блока требуется использование сердечников. Чтобы создать небольшой зазор рекомендуется воспользоваться обычной газетной бумагой.
С его помощью уменьшается показатель напряжения тока с высокими частотами, а сила наоборот повышается. Для создания в трансформаторе силового блока требуется использование сердечников. Чтобы создать небольшой зазор рекомендуется воспользоваться обычной газетной бумагой.
С каждым наложенным слоем, чтобы обеспечить термоизоляцию необходимо наматывать ленту от кассового аппарата для достижения хорошей износоустойчивости. Вторичную обмотку создают на основе 3-х полосовых слоев из меди, изолирующиеся друг от друга за счет ленты фторопласта.
Большинство мастеров обматывают понижающий трансформатор толстым проводом из меди, однако, это ошибочное действие. С таким трансформатором простой сварочный инвертор будет работать с высокочастотным током, вытесняющим наружу проводник без нагревания деталей внутри.
Оптимальнее всего формировать обмотки, используя проводник с широкой поверхностью, иными словами применить широкую медную полосу.
Вместо термоизоляционного поверхностного слоя специалисты иногда заменяют на простую бумагу. Она не так устойчива, как термоизоляционная либо лента в кассовом аппарате. Повышенная температура влияет только на потемнение ленты, однако её износоустойчивость остается на первоначальном уровне.
Она не так устойчива, как термоизоляционная либо лента в кассовом аппарате. Повышенная температура влияет только на потемнение ленты, однако её износоустойчивость остается на первоначальном уровне.
Инверторный блок
Основная функция простого сварочного инвертора заключается в преобразовании постоянного тока, который формируется при помощи выпрямителя аппарата в переменный высокочастотный ток.
Чтобы решить данную ситуацию, специалисты используют силовой транзистор, и высокие частоты с открывающимся и закрывающимся каналом. Рассматриваемый механизм в оборудовании отвечает за изменение постоянного тока в переменный с высокими частотами. Инверторный сварочный аппарат сделать своими руками можно по электросхеме, где указывается и как последовательно соединять конденсаторы.
Их используют в следующих случаях:
- Минимализация выброса в трансформаторе.
- Минимализация потерь в трансформаторном блоке, появляющиеся в момент отключения аппарата от сети.
Это происходит за счет того, что транзистор открывается с большей скоростью, чем закрывается – ток теряет свою мощность, что влечет за собой перегрев ключей в блоке транзистора.
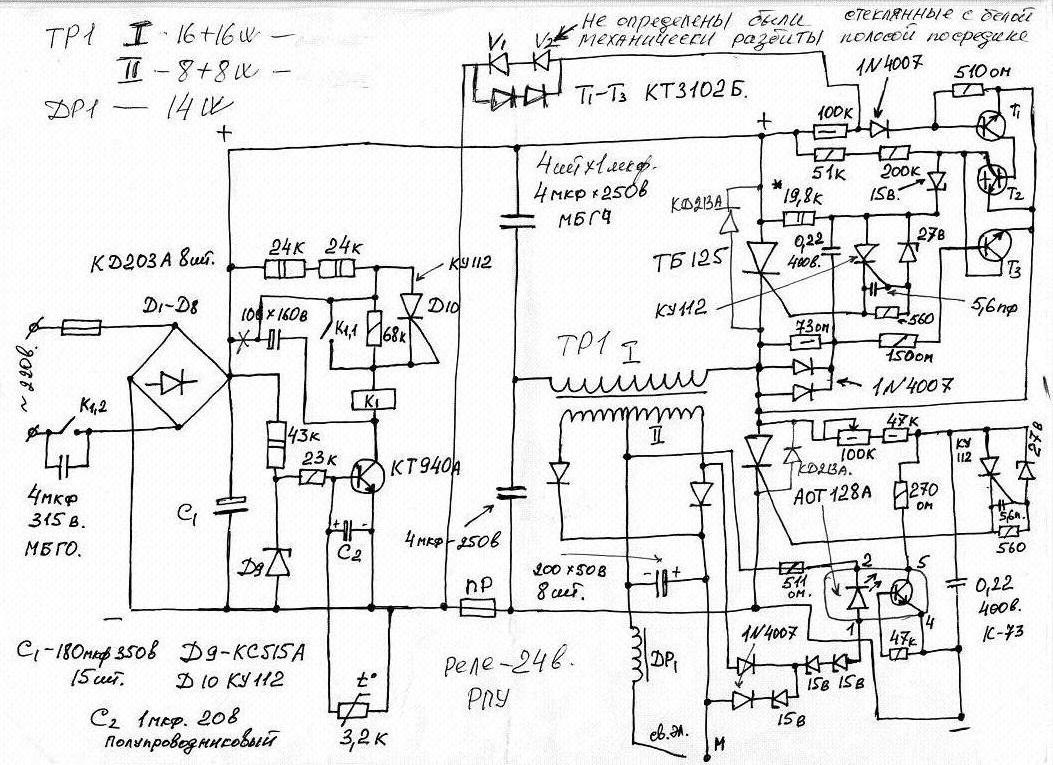
Система охлаждения агрегата
Стоит отметить, что большинство силовых элементов в сварочном оборудовании имеют свойство сильно нагреваться во время эксплуатации, из-за чего оно может сломаться. Дабы избежать таких ситуаций, то эффективнее всего во все блоки аппарата, помимо радиатора, установить вентилятор, охлаждающий механизм во время работы – своеобразную систему охлаждения.
Её можно самостоятельно сделать при наличии мощного вентилятора. Зачастую используют один с направлением воздушного потока в сторону понижающегося силового трансформатора.
С вентилятором, у которого небольшая мощность от компьютера, например, может понадобиться до 6 штук, из которых три устройства устанавливается возле силового трансформатора с направлением воздушного потока в обратную сторону.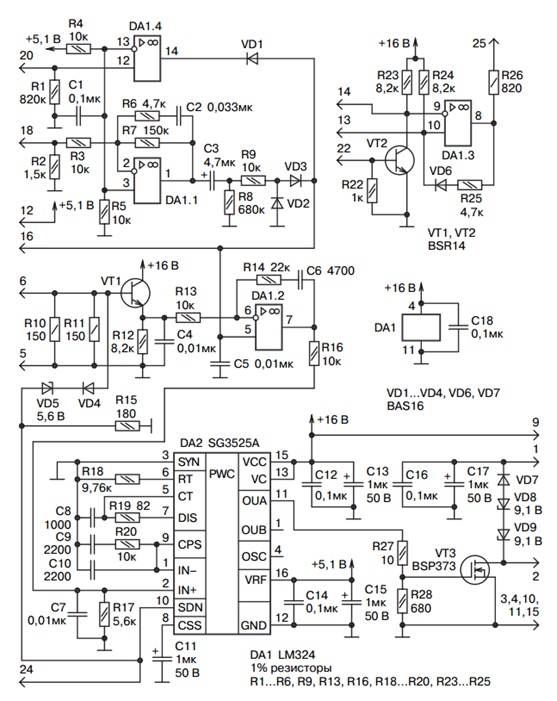
Чтобы избежать перегрева, самодельный сварочный инвертор должен работать вместе с термодатчиком. Он устанавливается на греющий радиатор. Если радиатор достигает максимальное значение температуры, он автоматически отключает подачу тока.
Для более эффективного функционала системы охлаждения агрегата, корпус должен быть оснащен заборщиком воздуха с правильным его выполнением. Через его решетки проходит воздушный поток во внутренние системы аппарата.
Сборка инвертора своими руками
Важным вопросом остается, как сделать сварочный инвертор своими руками? В первую очередь нужно выбрать корпус с надежной защитой либо сформировать его самому при помощи листового металла, где толщина должна достигать не меньше, чем 4 миллиметра.
За основу, где монтируется трансформатор для инверторной сварки, используют листовой гетинакс с толщиной не меньше, чем 5 миллиметров. Сама конструкция будет располагаться на основании благодаря скобам, изготовленным самостоятельно из медных проволок в диаметре с 3 миллиметрами.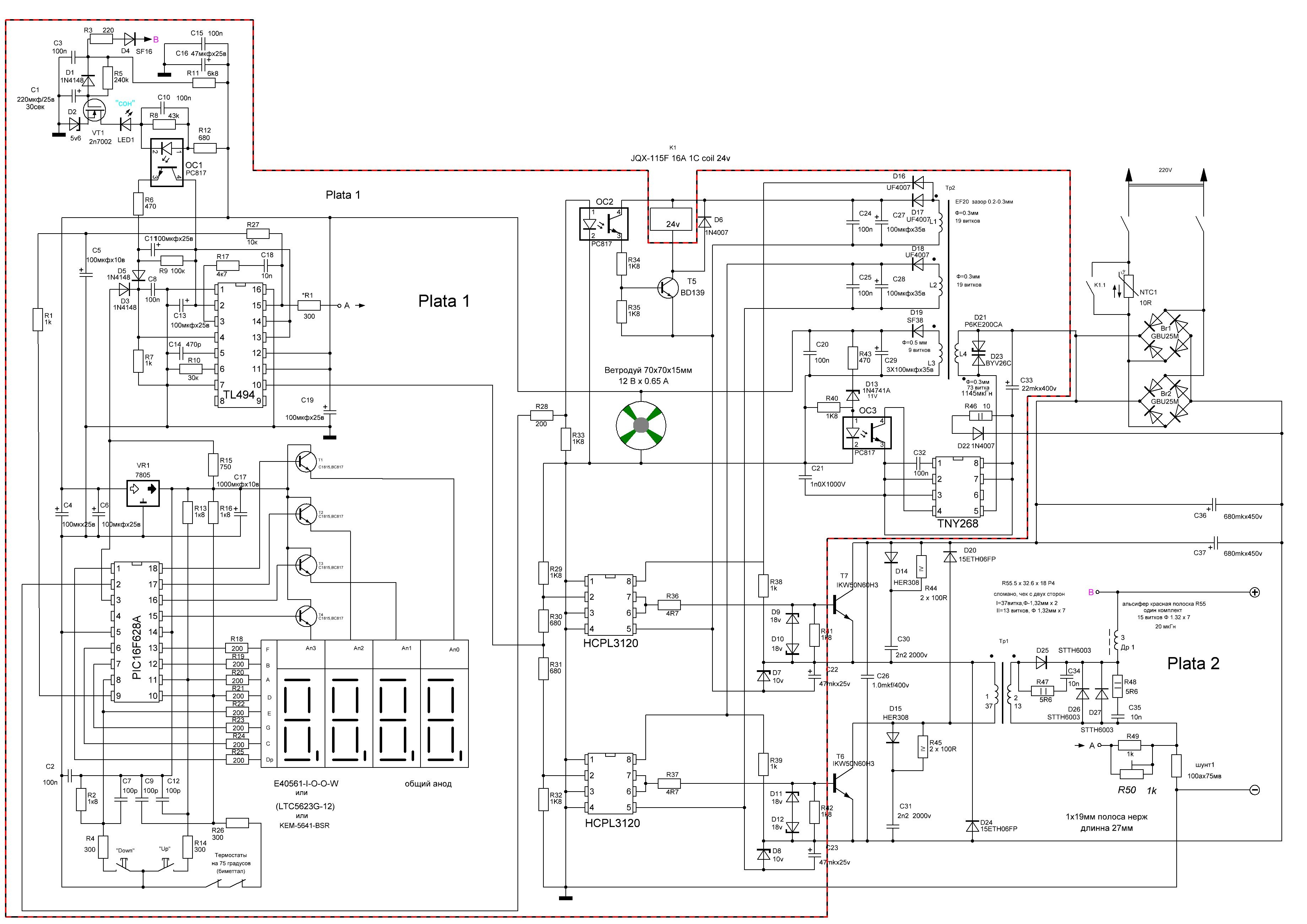
Чтобы создать электронные платы в электрических схемах сварочного аппарата, используют фольгированный текстолит, у которого толщина достигает 1 миллиметр. Монтируя магнитопроводы, которые в период эксплуатации имеют свойство греться, необходимо помнить о зазорах между ними. Они нужны, чтобы воздух мог свободно циркулировать.
С целью автоматического управления сварочным инвертором, сварщик должен купить и подсоединить к нему специальный контроллер, отвечающий за стабильность силы тока. От него также зависит, будет ли величина напряжения подачи мощной.
Для более удобной эксплуатации самодельного агрегата, во внешнюю часть монтируется орган управления. Он может выступать в виде тумблера для активации аппарата, ручкой в переменном резисторе, благодаря ей контролируется подача тока либо зажим для кабеля и сигнальный светодиод.
Собрать сварочный инвертор своими руками достаточно просто, если придерживаться всех правил, соблюдать инструкцию и строго идти по назначенной схеме.
Диагностика самодельного инвертора и его подготовка к работе
Собрать самодельный сварочный инвертор не весь процесс. Подготовительный этап также считается важной частью всей работы, где необходимо проверить, правильно ли работают все его системы, и как нужно настроить нужные параметры.
В первую очередь проводится диагностика оборудования, а именно подача напряжения 15 вольт на контроллер и охлаждающую систему сварочного аппарата, чтобы проверить их выдержку. Благодаря этому проверяется функционал механизмов и избежание перегревания во время эксплуатации агрегата.
При функциональности реле, напряжение в аппарат подается до 10 секунд. Достаточно важно узнать, сколько инвертор может во время сварки функционировать. Для этого он тестируется на протяжении 10 секунд. Если радиатор остается с прежней температурой, то время можно установить до 20 секунд, и т.д. до целой минуты.
Обслуживание самодельного сварочного инвертора
Для того, чтобы простой сварочный инвертор сделанный своими руками смог долго работать, за ним необходим грамотный уход. При поломке сварочного оборудования требуется снять корпус и аккуратно прочистить механизм при помощи пылесоса. В частях, куда он не достается можно воспользоваться кисточкой и сухой тряпкой.
При поломке сварочного оборудования требуется снять корпус и аккуратно прочистить механизм при помощи пылесоса. В частях, куда он не достается можно воспользоваться кисточкой и сухой тряпкой.
В первую очередь, для самодельных инверторов нужно провести диагностику всего сварочного оборудования – проверяется напряжение, его вход и течение. При отсутствии напряжения необходимо проследить за функциональностью блока питания.
Также проблема может заключаться в сгоревших предохранителях конструкции. Слабым место считается и датчик, измеряющий температуру, который не ремонтируется, а заменяется. После проведения диагностики необходимо обратить внимание на качество соединения электронных систем оборудования. Затем выявить некачественное скрепление на глаз либо используя специальный тестер.
При выявлении данных неполадок, они устраняются тотчас за счет доступных деталей, чтобы не спровоцировать перегрев и поломку всего сварочного оборудования.
Итог
Ошибочно считать, что созданный самостоятельно аппарат не позволит вам эффективно выполнять необходимую работу. Самодельным устройством с легкой схемой сборки можно сваривать элементы при помощи электрода в диаметре до 5 миллиметров и длиной дуги до 10 миллиметров.
Самодельным устройством с легкой схемой сборки можно сваривать элементы при помощи электрода в диаметре до 5 миллиметров и длиной дуги до 10 миллиметров.
После того, как самодельное оборудование будет включено в цепь, необходимо выставить автоматический режим с конкретным значением силы тока. Напряжение в проводе может быть около 100 вольт, что свидетельствует о каких-либо неполадках.
Чтобы устранить проблему надо найти схему сварочного инвертора, разобрать его и проверить насколько правильно он был собран.
Благодаря такому самодельному аппарату сварщик не только может сваривать однородный, темный металл, но также цветной и различные сплавы. Собирая такое устройство, необходимо помимо основ электроники, также иметь свободный период времени, чтобы осуществить задуманное.
Сварочный процесс при помощи инвертора – это нужная вещь в доме каждого мужчины для любых бытовых и промышленных целей.
Источник: https://tutsvarka.ru/oborudovanie/svarochnyj-invertor-svoimi-rukami
Сборка самого простого сварочного инвертора своими руками, схемы и рекомендации
Главное, понимать, как работает устройство, и чётко следовать инструкциям.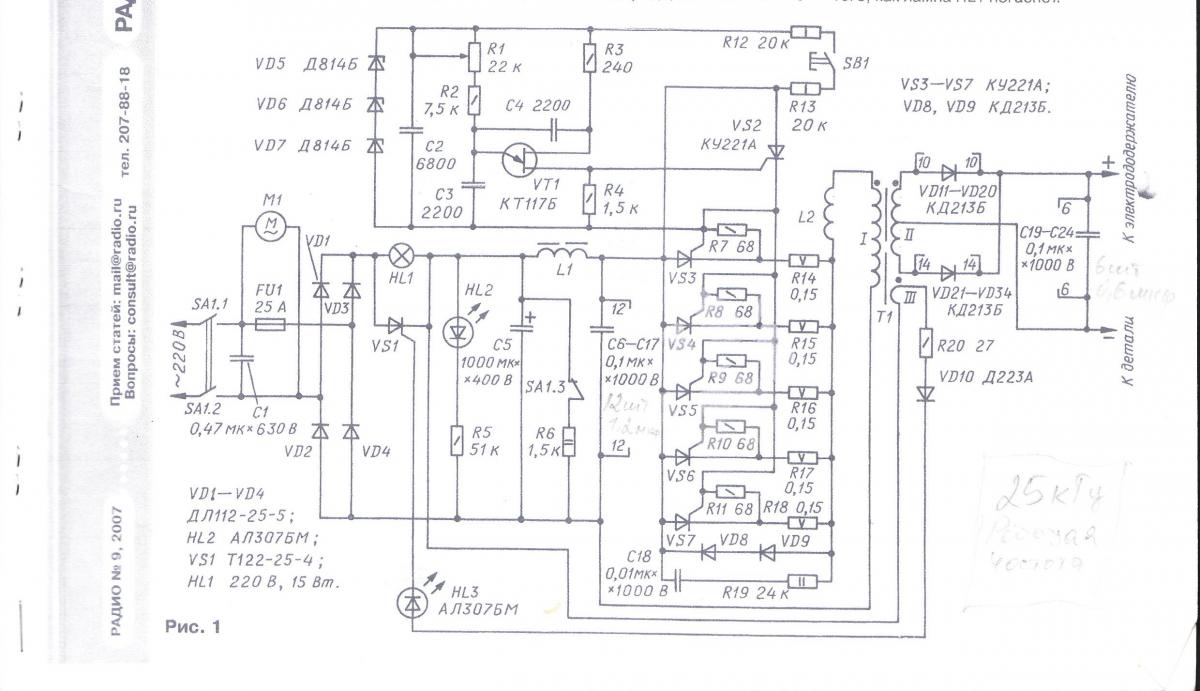 Многие думают, что самодельные приборы не позволят им проводить эффективные сварочные работы. Однако правильно сделанный инвертор не только будет работать не хуже серийного, но и поможет вам сэкономить кругленькую сумму.
Многие думают, что самодельные приборы не позволят им проводить эффективные сварочные работы. Однако правильно сделанный инвертор не только будет работать не хуже серийного, но и поможет вам сэкономить кругленькую сумму.
Для того чтобы создать самый простой сварочный инвертор самостоятельно, вам понадобятся:
- паяльник;
- слюда;
- термобумага;
- тонкий лист бумаги;
- запчасти для создания электросхемы;
- отвёртки;
- нож;
- крепёжные элементы с резьбой;
- ножовка по металлу;
- текстолит.
Всё это вам стоит подготовить, чтобы собрать сварочный инвертор, схема такого устройства будет включать:
- драйверы силовых ключей;
- блок питания;
- силовой блок.
При такой сборке инвертор будет иметь следующие характеристики:
- потребляемое напряжение — 220 В;
- сила тока на входе — 32 А;
- сила тока на выходе 250 А.
Создание блока питания
Очень важно правильно сделать трансформатор для блока питания.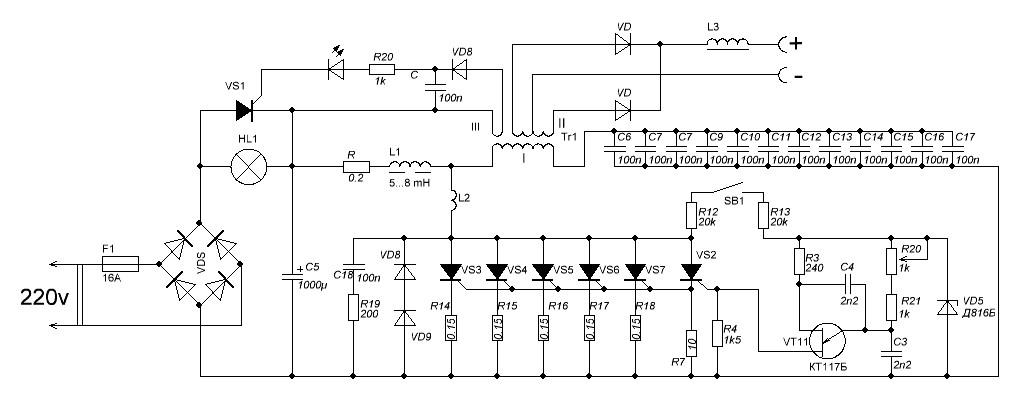 Он будет обеспечивать подачу стабильного напряжения. Трансформатор мотается на феррите шириной 7х7, всего формируется 4 обмотки:
Он будет обеспечивать подачу стабильного напряжения. Трансформатор мотается на феррите шириной 7х7, всего формируется 4 обмотки:
- первичная (100 витков провода диаметром 0,3 мм)
- первая вторичной (15; 1 мм)
- вторая вторичной (15; 0,2 мм)
- третья вторичной (20; 0,3 мм)
Таким же образом выполняйте и остальные обмотки, не забывая изолировать их друг от друга. Главная задача инвертора — преобразовывать переменный ток в постоянный. Для этого используются диоды, установленные по схеме «косого моста» . Также необходимо подобрать подходящие резисторы для электроцепи.
В такой схеме диоды сильно нагреваются, поэтому их просто необходимо монтировать на радиаторах. Как радиаторы можно использовать охлаждающие элементы от различных устройств. Крепите диоды на два радиатора, верхнюю часть через слюдяную прокладку к одному, нижнюю через термопасту ко второму.
Выводы диодов следует направить в ту же сторону, что и выводы транзисторов. Соединяющие их провода должны быть не длиннее пятнадцати сантиметров. С помощью сварки прикрепите на корпус лист металла между блоком питания и инверторным блоком.
Соединяющие их провода должны быть не длиннее пятнадцати сантиметров. С помощью сварки прикрепите на корпус лист металла между блоком питания и инверторным блоком.
Силовой блок снижает напряжение тока, но увеличивает его силу. Его основой тоже является трансформатор. Для него нужны 2 сердечника шириной 20х208 2000 нм.
Обматывать такой трансформатор нужно медной полосой шириной в 40 мм и толщиной в четверть миллиметра. Для обеспечения термоизоляции каждый слой обматывайте износоустойчивой термобумагой.
Вторичную обмотку формируйте из трёх медный полос, изолируемых с помощью фторопластовой ленты.
Распространённой ошибкой является создание обмотки понижающего трансформатора из толстой проволоки. Этот трансформатор работает с высокочастотным током, поэтому оптимально будет использовать широкие проводники.
Инверторный блок
Схема этого блока не так проста, как предыдущая. А всё из-за того, что эту часть стоит собирать на основе нескольких мощных трансформаторов. Это позволит сбалансировать частоту, а также значительно снизит уровень шума при сварочных работах.
Это позволит сбалансировать частоту, а также значительно снизит уровень шума при сварочных работах.
Чтобы свести к минимуму резонансные выбросы трансформатора и снизить потери в транзисторном блоке, в эту схему добавлены соединённые последовательно конденсаторы. Аппарат сильно нагревается при инверторной сварке, поэтому вам нужно сделать систему охлаждения.
Перенагревание может привести даже к выходу всего устройства из строя, поэтому, кроме радиаторов, используются вентиляторы.
Мощный вентилятор сможет охладить всю систему, его следует устанавливать напротив понижающего трансформатора. Если вы используете вентиляторы малой мощности, то вам понадобится около 6 штук.
Не забудьте установить на самый нагревающийся радиатор термодатчик, который сработает в случае перегрева и выключит всю систему. Также установите заборщики воздуха, это позволит вентиляции работать лучше.
Сборка конструкции
Используя текстолит, создайте электронные платы.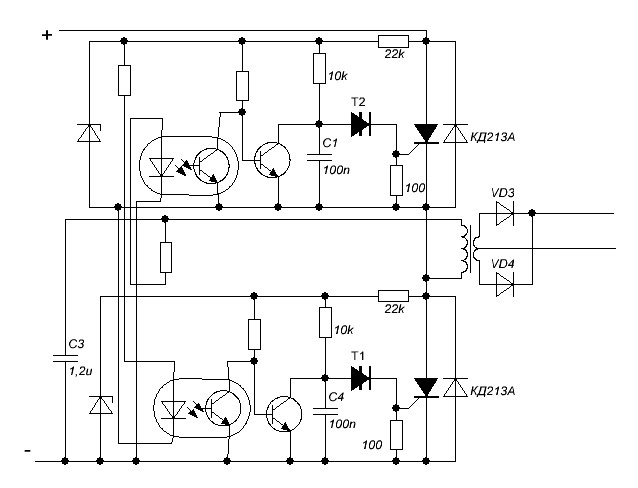 Во время монтажа магнитопроводов сделайте между ними зазоры для циркуляции воздуха.
Во время монтажа магнитопроводов сделайте между ними зазоры для циркуляции воздуха.
Вам нужно будет приобрести и установить на ваш инвертор ШИМ-контроллер, который будет стабилизировать силу и напряжение тока. Также на лицевой части инвертора закрепите элементы управления: тумблер для включения/выключения устройства, сигнальные светодиоды, зажимы для кабелей и ручку переменного транзистора.
Проверка инвертора на работоспособность
После заряда конденсаторов подавайте ток на реле, отвечающее за замыкание резистора. Ни в коем случае не подавайте ток напрямую — может произойти взрыв. Проверьте, замкнулся ли резистор, после того как реле сработает. Также при его срабатывании на плате ШИМ сформируются прямоугольные импульсы, поступающие к оптронам. Точно так же проверьте правильность сборки диодного моста.
Для проверки правильности подключения фаз трансформатора используйте двухлучевой осциллограф. Один луч присоедините к первичной обмотке, второй — ко вторичной. Фазы импульсов должны получиться одинаковыми. Ориентируйтесь по шумам осциллографа, это поможет вам определиться, как вам нужно доработать схему агрегата.
Фазы импульсов должны получиться одинаковыми. Ориентируйтесь по шумам осциллографа, это поможет вам определиться, как вам нужно доработать схему агрегата.
Не забудьте проверить время беспрерывной работы инвертора. Начните с 10 секунд и постепенно повышайте время до 20 секунд и одной минуты. Проводите диагностику сварочного инвертора время от времени и не забывайте о его обслуживании. Ведь только при должном уходе он прослужит вам долго.
Источник: https://tokar.guru/svarka/shema-sborki-svarochnogo-invertora-svoimi-rukami.html
Как сделать сварочный инвертор своими руками
Инверторная сварка — самая популярная из всех на данный момент. Казалось бы, еще 20 лет назад об инверторах и речи не шло. А сейчас простенький инверторный аппарат можно найти на даче у каждого второго дачника и в гараже у многих автомобилистов.
Раньше сварочный аппарат был сложен в освоении и за сварку принимались только те, кто действительно хотел постичь все азы этого дела. Но времена изменились.
Не удивительно, что инверторные аппараты завоевали такую популярность. Производители во многом этому поспособствовали, выпустив в продажу бюджетные аппараты. Сейчас можно зайти в обычный строительный магазин и увидеть там инвертор ценой в 50$, а то и меньше. Ассортимент большой, и каждый может подобрать аппарат для своих целей.
Но что делать, если у вас нет средств на качественный инвертор, а покупать дешевого «китайца» вы не хотите? А может быть, вы просто любите изготавливать электроприборы и хотите собрать сварочный аппарат? Эта статья для вас. Мы расскажем, что такое инвертор, каково его устройство и принцип работы, стоит ли вообще собирать инвертор самому и, наконец, как сделать сварочный инвертор своими руками.
Общая информация
Сварочный инвертор (именно инвертор, а не инвентор, как путают многие сварщики) — это разновидность сварочного оборудования.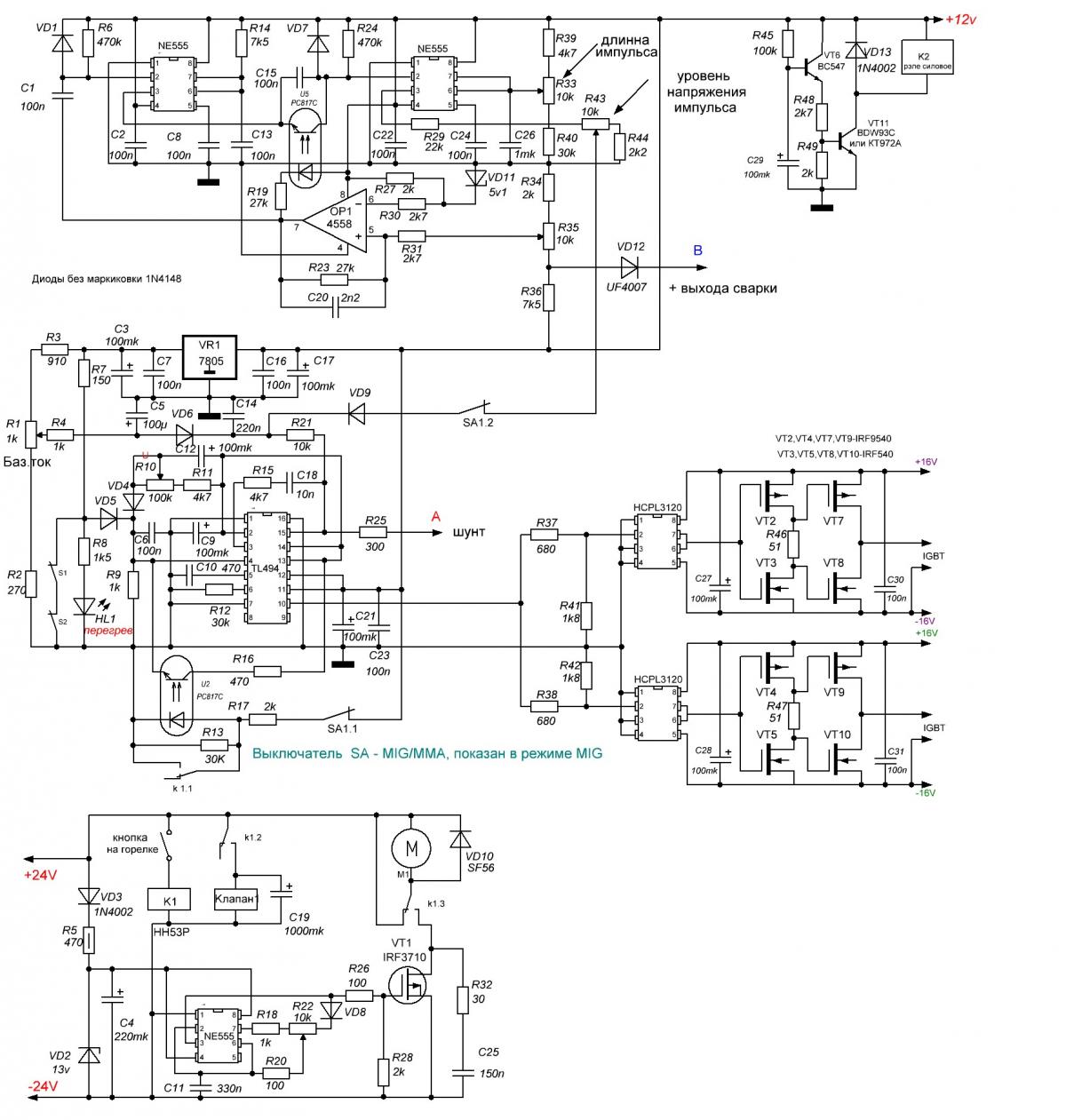 Всего выделяют четыре группы сварочных аппаратов: трансформаторные, топливные сварочные генераторы, выпрямители и, конечно, сварочные инверторы. Остальные приборы (например, полуавтомат или САК) являются лишь разновидностью одной из четырех групп.
Всего выделяют четыре группы сварочных аппаратов: трансформаторные, топливные сварочные генераторы, выпрямители и, конечно, сварочные инверторы. Остальные приборы (например, полуавтомат или САК) являются лишь разновидностью одной из четырех групп.
Задача любого сварочного прибора — это легкая генерация сварочной дуги и поддержка ее стабильного горения. Инверторы отлично справляются с этой задачей, оставаясь простыми и понятными в эксплуатации.
Аппараты инверторного типа завоевали свою популярность лишь в 21 веке, поскольку производители научились изготавливать недорогие модели для бытового применения. И на данный момент инвертор — это самый популярный тип сварочного оборудования в мире.
Чем же инвертор так понравился многим сварщикам? Дело в том, что в основе инвертора лежит силовой трансформатор нового поколения, который имеет существенной меньшие габариты и вес, чем трансформаторы из прошлого столетия. Благодаря такой особенности инженеры смогли создать самые маленькие сварочные аппараты весом не более 5 кг, которые при этом снабжены набором дополнительных функций (например, «горячий старт» или «форсаж дуги»).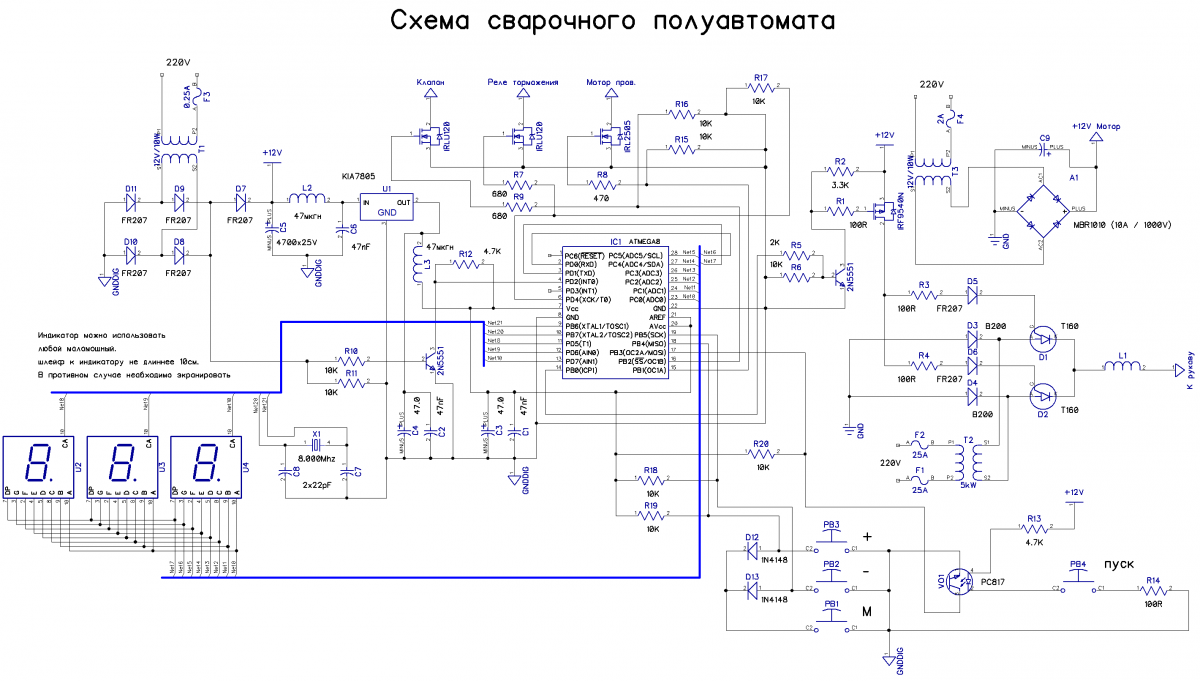
Применение инверторных аппаратов позволяет варить даже новичку без опыта, поскольку встроенные функции упрощают сварочный процесс. При этом возможна плавная регулировка силы сварочного тока и детальная настройка режима сварки. Не удивительно, что инверторы стали настолько популярны и их даже начали собирать своими руками.
Устройство инвертора
Стандартный инвертор состоит из трех условных частей: силового трансформатора, блока электросхем на транзисторах и дросселя. Трансформатор необходим для понижения входящего напряжения электросети до необходимого значения. Блок электросхем — это «мозг» инвертора. А дроссель уменьшает пульсацию тока, выполняя стабилизирующую функцию.
Ниже вы можете видеть устройство типичного инвертора. Как видите, оно простое и понятное, так что вы сможете без проблем собрать похожую инверторную сварку своими руками. Откройте изображение в новой вкладке, чтобы приблизить его.
Также ниже схема сварочного инвертора. Можно использовать любую из двух представленных. В первой подробно показано расположение драйвера сварочного инвертора, что удобно. Также в интернете есть еще с десяток схем, и вы можете подыскать наиболее удобную и понятную для вас.
В первой подробно показано расположение драйвера сварочного инвертора, что удобно. Также в интернете есть еще с десяток схем, и вы можете подыскать наиболее удобную и понятную для вас.
Принцип работы
Сборка сварочного инвертора своими руками требует тщательной подготовки. Для этого недостаточно знать одно лишь устройство аппарата. Нужно понимать принцип его действия.
Принцип работы инвертора выглядит так. Сначала переменный ток частотой в 50 Гц поступает на выпрямитель прямо из вашей бытовой электросети. Проще говоря, из розетки. Пройдя через выпрямитель, ток сглаживается с помощью фильтра. На выходе мы получаем постоянный ток, который снова преобразовывается в переменный с помощью транзисторов.
Полученный переменный ток обладает слишком высокой частотой, поэтому аппарат понижает ее до необходимого значения, чтобы вы могли получить силу сварочного тока в среднем около 200 Ампер (в зависимости от модели аппарата и его технических характеристик).
Зная это, вы сможете сами собрать сварочный аппарат своими руками в домашних условиях, обладая базовыми знаниями в области электротехники.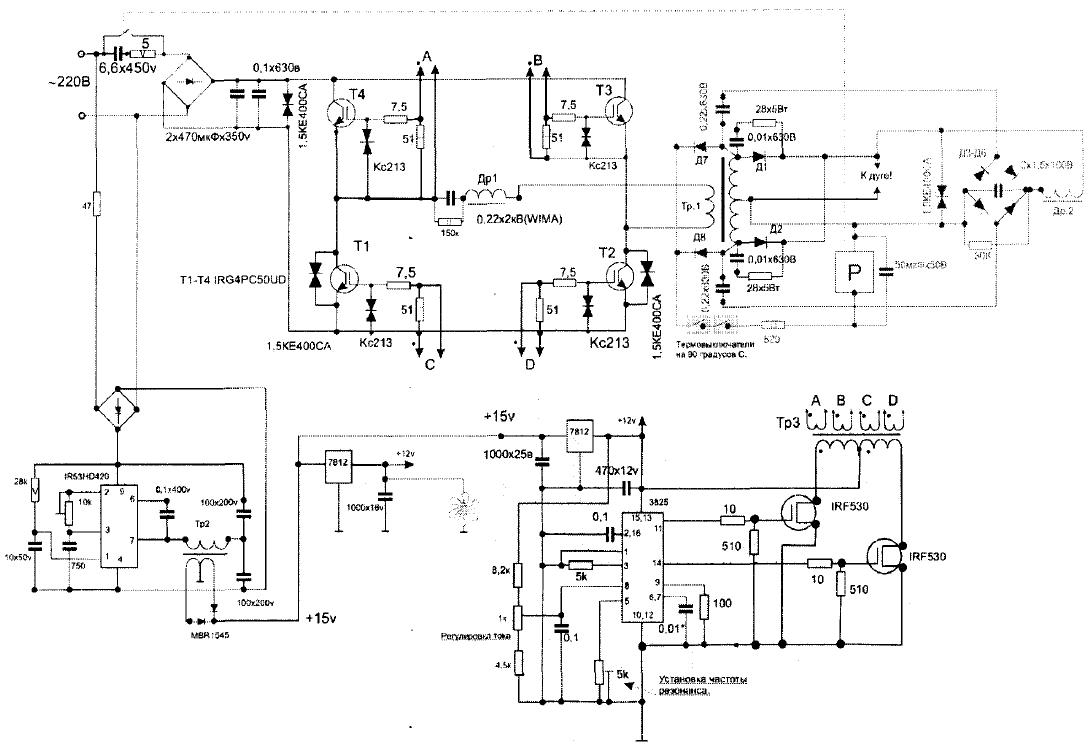
Расходные материалы
В качестве расходных материалов самодельный аппарат будет использовать обычные плавящиеся электроды с защитным покрытием. Они бывают разных типов, марок и диаметров. Теме выбора сварочных электродов мы посвятили сразу несколько статей. Прочтите их, чтобы разбираться в теме и не ошибиться с выбором расходников.
Купить или собрать своими руками?
Самодельная вещь всегда является предметом гордости ее владельца. Многие умельцы собирают электроприборы просто потому, что им это нравится. Но есть и те, для кого сборка электроприборов — это не хобби, а скорее необходимость,.
Такие люди могут задаться резонным вопросом: «А стоит ли вообще делать самодельный инвертор, если можно пойти в магазин, и купить заводской аппарат ценой в 50$?». Этот вопрос вполне оправдан. И мы постараемся ответить на него.
Почему вам стоит собрать самодельный инвертор
Предлагаем начать со стоимости аппарата. Да, в продаже можно найти с десяток инверторов ценой до 100$. И вы можете купить такой аппарат, порадовавшись, что сэкономили время. Но вы не учитываете, что дешевые инверторы по определению не могут быть надежными и долговечными.
И вы можете купить такой аппарат, порадовавшись, что сэкономили время. Но вы не учитываете, что дешевые инверторы по определению не могут быть надежными и долговечными.
Инвертор состоит из множества сложных компонентов, которые должны быть качественными. А для производства аппарата в промышленном масштабе недостаточно просто купить качественные комплектующие. Нужно оплатить налоги, зарплату рабочим и прочие обязательные пункты.
Из-за этого производители идут на хитрость и изготавливают свои инверторы из некачественных деталей, которые быстро выходят из строя.
Если вы сами купите все комплектующие и соберете аппарат, его себестоимость может быть равной бюджетному инвертору. Но при этом вы получите надежный и долговечный прибор, способный работать в сложных условиях. Это одна из основных причин, почему стоит изготовить инвертор сварочный своими силами.
Это одна из основных причин, почему стоит изготовить инвертор сварочный своими силами.
Еще одна причина — это слишком большой ассортимент сварочных аппаратов в магазине. Сварщикам старой закалки непросто разобраться в таком большом разнообразии и порой легче собрать свой инвертор.
Простенький, недорогой и понятный во всех отношениях. В таком случае целесообразнее купить качественную маску и расходники, а аппарат собрать из доступных деталей. Такой инвертор проще обслуживать и ремонтировать, поскольку в нем не будет сложных частей, непонятных мастеру.
Не забывайте, что самодельные сварочные аппараты любого типа развивают ваши знания и навыки в электротехнике. Изготовление самодельных электроприборов — это очень занятный процесс, который может превратиться в хобби. И если вы давно хотели развиться в этом деле, то можете начать со сборки инвертора. Он в любом случае пригодится вам в быту. Хотя бы для мелкого ремонта.
Почему НЕ стоит делать инвертор своими руками
Итак, в некоторых случаях самодельный инверторный сварочный аппарат — это отличная идея. Но нельзя отрицать, что есть и обратная сторона медали.
Но нельзя отрицать, что есть и обратная сторона медали.
Собрав самодельный аппарат, вы не будете иметь самого главного — бесплатной гарантии. Большинство крупных производителей изготавливают инверторы и при их покупке дают вам гарантию минимум на год (а зачастую на 2-3 года).
Это значит, что в случае поломки вы можете прийти в сервисный центр и бесплатно починить аппарат у специалиста. Вам не нужно мучиться, разбирать инвертор, пытаться понять причину поломки. Отдали аппарат в руки профессионалу и вскоре можете получить инвертор обратно. В исправном состоянии.
Вторая причина — это время. Чтобы собрать инвертор, вам понадобиться много времени. А ведь необходимо еще купить все детали, которые порой непросто найти в маленьком городе.
Если вам нужен инвертор для сварки раз в год, то сборка такого аппарата в домашних условиях может превратиться в сплошное мучение. Ну а если вы не обладаете достаточными знаниями в области электротехники и не горите желанием ее изучать, то точно не получите удовольствие от самостоятельной сборки.
В конечном итоге, именно вам решать, что важнее: гарантия и сервисное обслуживание, или недорогая себестоимость + неприхотливость в хранении и применении. Далее вы узнаете, как изготовить самодельный сварочный инвертор из доступных деталей своими руками в домашних условиях, сэкономив существенную сумму и получив универсального помощника в быту.
Вместо заключения
Вот и все, что вам нужно знать о сборке инвертора своими силами. В видеоролике показан довольно простой аппарат, который, тем не менее, способен годами работать, не доставляя никаких проблем с его эксплуатацией и обслуживанием. В интернете есть различные схемы сварочных инверторов, так что вы можете выбрать наиболее понятную и простую для себя. Некоторые умельцы собирают инверторы, которые сложно применить в быту, но их сборка может принести массу положительных эмоций.
Источник: https://svarkaed.ru/oborudovanie-dlya-svarki/apparaty/samodelnye/kak-sdelat-svarochnyj-invertor-svoimi-rukami.html
Build A 70 A Arc Welder
В этом посте я намерен показать вам исходный учебник, который я использовал для сборки своего устройства для дуговой сварки на 70 A (на фото слева).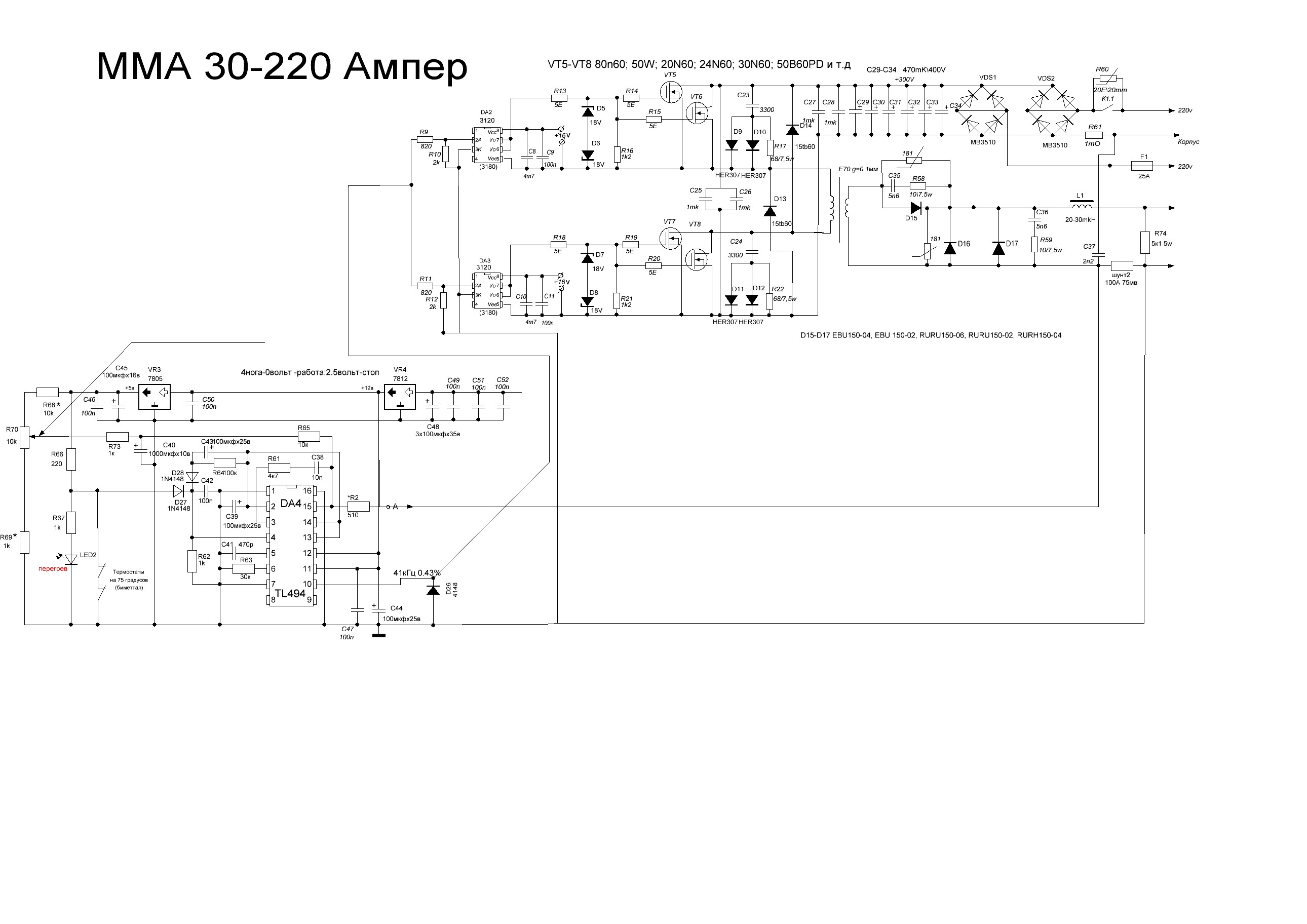 Я построил его сам, используя трансформаторы для микроволновых печей. Я собираюсь построить еще один в этом году и снова буду использовать эти инструкции. Поскольку исходный сайт aaawelder.com отключен, я использовал Wayback Machine, чтобы найти контент и снова сделать его доступным для поиска. Нарушение авторских прав не предполагается и не желательно.
Я построил его сам, используя трансформаторы для микроволновых печей. Я собираюсь построить еще один в этом году и снова буду использовать эти инструкции. Поскольку исходный сайт aaawelder.com отключен, я использовал Wayback Machine, чтобы найти контент и снова сделать его доступным для поиска. Нарушение авторских прав не предполагается и не желательно.
Обратите внимание, что эта машина может быть немного опасной.Если вы хотите сваривать дешево, есть много других вариантов. У Amazon этот сварочный аппарат стоит гораздо меньше, чем вы ожидали. Он получает отличные отзывы, и это гораздо более быстрый и простой способ получить сварку. Я купил себе, а не построил другого сварщика! Нажмите на картинку ниже, чтобы узнать об этом подробнее. Обязательно читайте отзывы!
Я ветеран сварщика / слесаря с более чем 20-летним опытом разработки и применения своих навыков. Я работал в фабричных магазинах от кукурузных полей Иллинойса до судовых верфей глубокого юга, сравнивая свои навыки со сварщиками / монтажниками мирового класса. Я построил дуговой сварочный аппарат на 70 А из трансформаторов для микроволновых печей, чтобы справляться со своими небольшими сварочными работами, микросварщик, если хотите.
Я построил дуговой сварочный аппарат на 70 А из трансформаторов для микроволновых печей, чтобы справляться со своими небольшими сварочными работами, микросварщик, если хотите.
Я попытался купить в магазине сварочный аппарат на 110 вольт, но не смог заставить стержень плавить соединения. Стержень плавился на маленькие шарики и просто лежал на заготовке, не расплавившись. Я не буду упоминать название бренда, скажем так, я был разочарован.
Опыт создания собственного сварщика был не только полезен, но и полезен. Мало что можно сравнить с созданием того, что действительно работает, испытанием навыков и силы духа, в котором вы выходите победителем.Нет ничего лучше. В AAAWelder я стремлюсь вдохновить и пробудить художника во всем, в AAAWelder я говорю: «Да, мы можем».
ВНИМАНИЕ !!!!!! Продолжайте строительство этого устройства на свой страх и риск! Если вы не уверены в правильности процедуры и мерах предосторожности, НЕ СТРОЙТЕ! Энергия, производимая этим устройством, может убить вас, если вы позволите. Быть умным. Быть в безопасности. Будьте внимательны!
 Быть умным. Быть в безопасности. Будьте внимательны!
Быть умным. Быть в безопасности. Будьте внимательны! Как я построил свой аппарат для дуговой сварки на 70 А
Шаг 1. ПОЛУЧИТЕ ТРАНСФОРМАТОРЫ
Это можно сделать несколькими способами.Метод, который я выбрал, заключался в том, чтобы позвонить в департамент санитарии и попросить их поставить несколько микроволновок. Когда я рассказал им, что это за проект, я получил несколько смех и ОК. Через две недели у меня было 6 микроволновых печей. Для аппарата для дуговой сварки 110 В требуется 2 трансформатора.
Шаг 2: ОТСОЕДИНЕНИЕ УСТРОЙСТВ
Небольшое предостережение относительно трансформаторов: будьте осторожны при снятии разъемов с первичной обмотки (см. Рис. 1). Иногда единственное, что удерживает концы катушки на месте, – это кусок ленты.Вытягивание или рывки могут вырвать их, что приведет к поломке или поломке магнитного провода. Найдите время, чтобы сделать это правильно. Снимите трансформатор. Я удаляю и другие вещи: охлаждающий вентилятор (вам нужен 1 для сварочного аппарата 110 В), шнур питания, магниты от магнетрона (для использования в другом проекте) и жгут проводов (провод от жгута).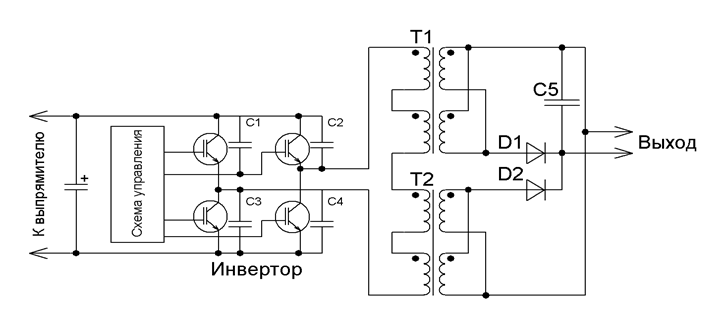 может использоваться для подачи питания на трансформаторы, охлаждающий вентилятор и переключатель включения / выключения).
может использоваться для подачи питания на трансформаторы, охлаждающий вентилятор и переключатель включения / выключения).
Шаг 3: Изменение трансформаторов: Фаза 1
Это фаза включения или выключения этого процесса.От того, как и что вы будете делать с этого момента, будут зависеть результаты ваших усилий. Программисты используют термин, который говорит само за себя: МУСОР ВХОДИТ, МУСОР ВЫВОДИТСЯ! Тратить твое время. Сделай это правильно. Если вы чувствуете, что злитесь или расстраиваетесь, остановитесь, бросьте все, сходите и получите что-нибудь холодное, вернитесь позже.
Необходимо снять вторичную обмотку обоих трансформаторов. Я объясню свой путь, у вас может быть лучше.
Инструменты, которые я использовал для выполнения этого шага, были обычным молотком и действительно острым зубилом.Ширина долота была меньше ширины паза керна. Закрепите трансформатор на неподвижном объекте (стол, скамейка и т.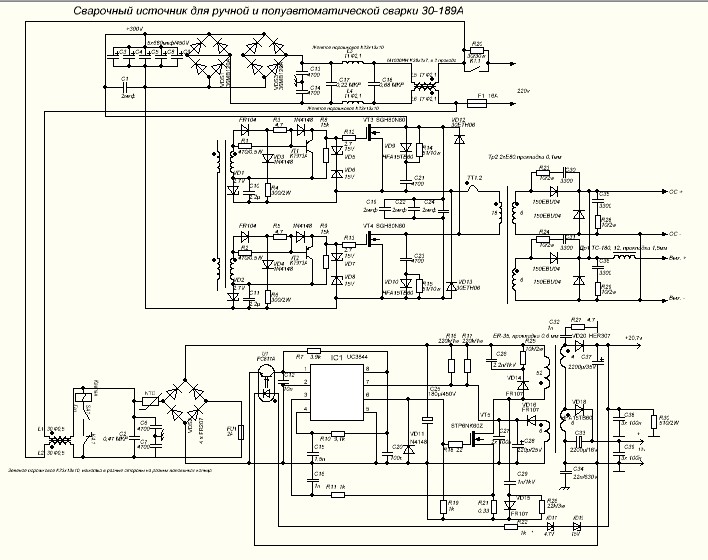 Д.), Как показано на рис. 2. Поместите зубило в начальную точку разреза № 1 (рис. 3). Разрежьте катушку, ударяя по зубилу молотком, пока не дойдете до упора, который должен полностью проходить через толщину катушки. Обрежьте все оставшиеся пряди от первого разреза. Снимите зажим. Поверните трансформатор на 180 градусов и зажмите (вырез №2 теперь должен быть вверху).Повторяйте пропилы на отрезке №2, пока эта часть катушки не освободится. Снимите секцию (рис. 3). Если вы разрежете первичную обмотку, возьмите другой трансформатор, это уже история. Пристегните себя, теперь самое интересное начинается.
Д.), Как показано на рис. 2. Поместите зубило в начальную точку разреза № 1 (рис. 3). Разрежьте катушку, ударяя по зубилу молотком, пока не дойдете до упора, который должен полностью проходить через толщину катушки. Обрежьте все оставшиеся пряди от первого разреза. Снимите зажим. Поверните трансформатор на 180 градусов и зажмите (вырез №2 теперь должен быть вверху).Повторяйте пропилы на отрезке №2, пока эта часть катушки не освободится. Снимите секцию (рис. 3). Если вы разрежете первичную обмотку, возьмите другой трансформатор, это уже история. Пристегните себя, теперь самое интересное начинается.
Как видно из рис. 4 и рис. 5, оставшиеся вторичные катушки должны быть полностью удалены, включая трехвитковую обмотку накала. Я решил эту проблему, найдя стальной стержень, который можно было бы вбивать в пазы сердечника без заклинивания и который имел достаточно площади на лицевой поверхности, чтобы вытолкнуть катушки одним куском вместо тысяч нитей.Удачи!
Модификация трансформатора: Фаза 2
Если вам понравилась фаза 1, держите ремень пристегнутым, вам понравится фаза 2. Здесь вы можете перемотать вторичные катушки, чтобы они работали так, как вы хотите. . Шаги, которые я описываю на этом этапе, являются теорией, основанной на исследованиях и выводах моих собственных экспериментов. Я связываю поток электронов с потоком воды, потому что они обладают одинаковыми характеристиками. Все, что вы делаете для обеспечения беспрепятственного протекания тока, обеспечит вам максимальную производительность от этих трансформаторов.Имея это в виду, давайте продолжим.
Здесь вы можете перемотать вторичные катушки, чтобы они работали так, как вы хотите. . Шаги, которые я описываю на этом этапе, являются теорией, основанной на исследованиях и выводах моих собственных экспериментов. Я связываю поток электронов с потоком воды, потому что они обладают одинаковыми характеристиками. Все, что вы делаете для обеспечения беспрепятственного протекания тока, обеспечит вам максимальную производительность от этих трансформаторов.Имея это в виду, давайте продолжим.
Вам нужно как можно лучше определить направление намотки первичных обмоток. Поверните трансформаторы так, чтобы разъемы на первичных обмотках были обращены к вам. Один будет входить в ядро (для ясности назовем это входом), а другой выходить (выходить). Вторичные обмотки обоих трансформаторов будут намотаны относительно их первичной обмотки. Это попытка синхронизировать трансформаторы друг с другом.
Если вы обнаружите, что первичная обмотка намотана по часовой стрелке, просто выполните процедуру, показанную на рис.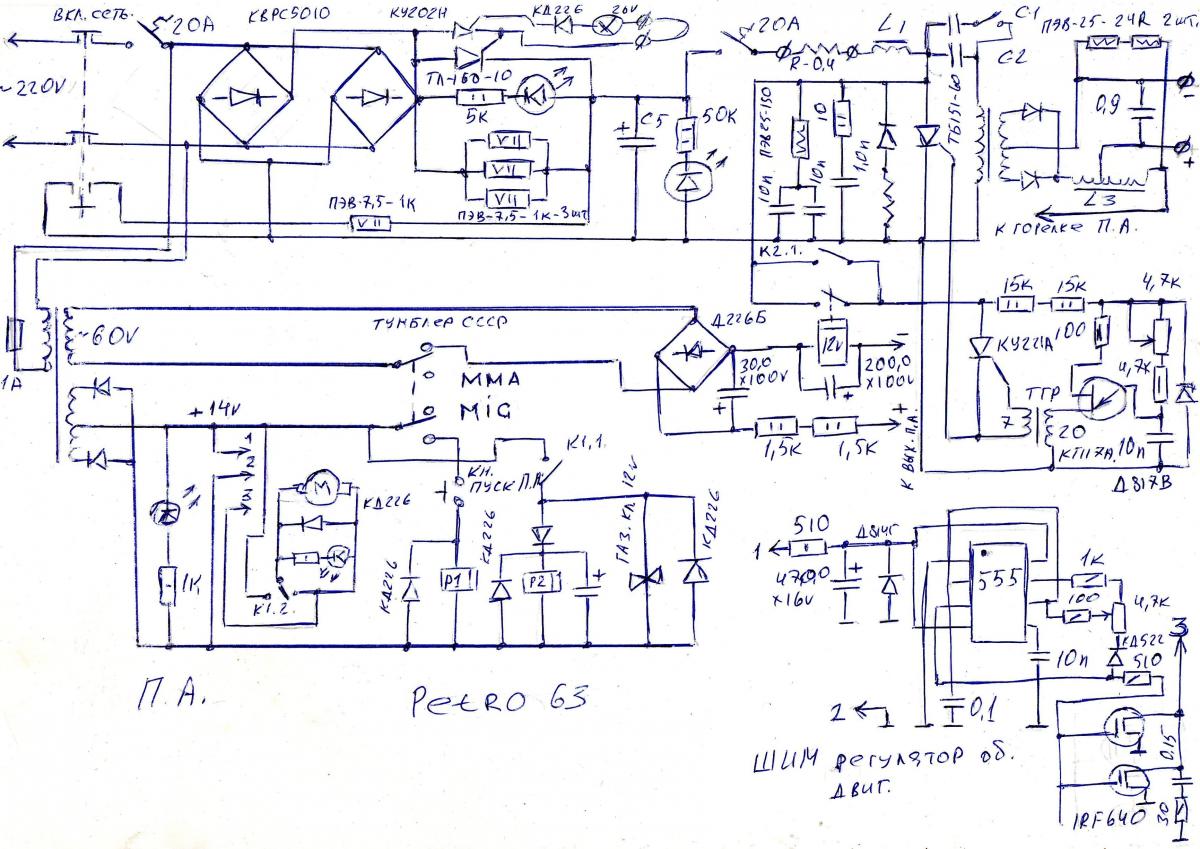 7.
7.
Первые три ряда должны идти плавно. Четвертый может вырвать из вас некоторые избранные слова. Я использовал отвертку с заклеенной лентой лопаткой, чтобы поддеть зазоры между проводом и сердечником. Ваша цель – 20 витков многожильного медного провода # 10 AWG, изолированного, длиной 25 футов для каждого трансформатора. Я сделал 18 оборотов, и мой сварщик работает нормально. Еще раз удачи!
К тому времени, как вы закончите перематывать вторичную обмотку, вы по-новому оцените искусство перемотчиков.Ваша работа может быть некрасивой на данном этапе, но, держу пари, они бегают как «ошпаренные собаки».
Шаг 4: Технические характеристики и испытания
Подключите трансформаторы мягким проводом в соответствии с этой простой схемой. После того, как аппарат для дуговой сварки заработает правильно, вы можете подключить это устройство.
Пока не подавайте питание на схему. Найдите концы меток на обмотке нити накала и колпачок, так как может вытечь до 13 ампер.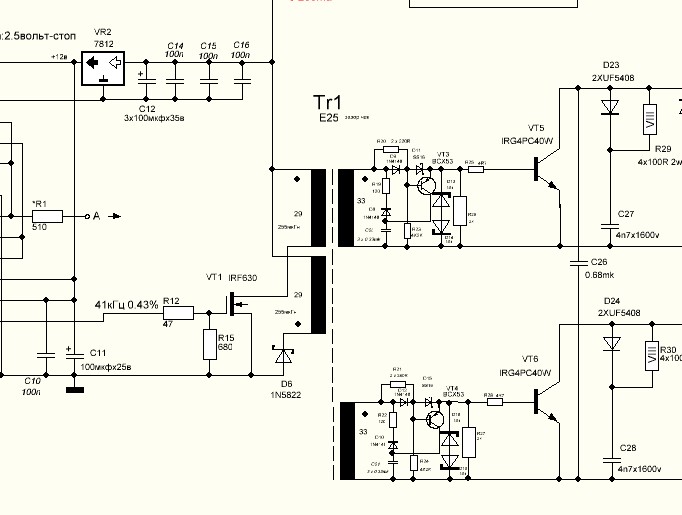 Не включайте себя в эту схему; Взрыв в вашем сердце может убить вас.Подумайте о безопасности , прежде чем щелкнуть выключателем . Прикрепите выходные провода к непроводящему неподвижному объекту на расстоянии не менее 4 дюймов друг от друга.
Не включайте себя в эту схему; Взрыв в вашем сердце может убить вас.Подумайте о безопасности , прежде чем щелкнуть выключателем . Прикрепите выходные провода к непроводящему неподвижному объекту на расстоянии не менее 4 дюймов друг от друга.
Если вы соблюдали порядок сборки, все, что нужно сделать здесь, это проверить выходное напряжение.Установив вольтметр на 50 В переменного тока, включите сварочный аппарат, снимите показания напряжения и выключите сварочный аппарат. Если ваши фары еще горят, вы прошли первое испытание; без шорт. Если результат чтения не соответствует спецификациям, а читается прибл. половина, обратный провод вторичных обмоток. Если вы попали в точку, мои поздравления, друг, теперь у вас есть сварочный аппарат. Проведите жесткое соединение вашего устройства. Никаких инструкций по размещению агрегата здесь нет, это вопрос выбора, вкуса и индивидуальности. Я использовал корпус от старого радиопередатчика, который нашел на свалке.Корпус микроволн можно вырезать и подогнать под эту микросварку. Возможности безграничны.
Никаких инструкций по размещению агрегата здесь нет, это вопрос выбора, вкуса и индивидуальности. Я использовал корпус от старого радиопередатчика, который нашел на свалке.Корпус микроволн можно вырезать и подогнать под эту микросварку. Возможности безграничны.
Сварка с помощью дуговой сварки на 70 А:
Этот сварочный аппарат легко прожигает электрод 6013 размером 1/16 дюйма. Электрод 3/32 ″ 6013 горит слегка холодным, потому что я не сделал полных 20 витков каждый. Так что стремитесь достичь цели 20/20. Я накладываю горячий сияющий валик с помощью электрода 6013 1/16 дюйма и, если мне нужен наплавленный шов, я использую электрод с двумя наконечниками с электродом 6013 3/32 дюйма.Чтобы получить более подробное руководство по сварке с вашим новым сварщиком, ознакомьтесь с некоторыми из замечательных доступных книг по сварке.
Мощность:
Имейте в виду, что хотя в этом аппарате для дуговой сварки используется источник переменного тока 110 В, этот сварочный аппарат вырабатывает несколько больших ампер. Прерывателя на 20 ампер может быть недостаточно для постоянного использования. Лучше был бы выключатель на 30 ампер. Кажется, я могу сваривать бесконечно с помощью электрода 6013 1/16 дюйма, но электрод 3/32 дюйма вызывает срабатывания, когда я свариваю слишком долго. Я надеюсь, что это руководство помогло вам создать микросварщик, который справится с вашими сварочными работами.Хотелось бы услышать о ваших успехах. Если я что-то упустил или не уточнил, я бы тоже хотел услышать об этом. Если я могу помочь вам на любом этапе пути, пожалуйста, напишите мне по электронной почте.
Прерывателя на 20 ампер может быть недостаточно для постоянного использования. Лучше был бы выключатель на 30 ампер. Кажется, я могу сваривать бесконечно с помощью электрода 6013 1/16 дюйма, но электрод 3/32 дюйма вызывает срабатывания, когда я свариваю слишком долго. Я надеюсь, что это руководство помогло вам создать микросварщик, который справится с вашими сварочными работами.Хотелось бы услышать о ваших успехах. Если я что-то упустил или не уточнил, я бы тоже хотел услышать об этом. Если я могу помочь вам на любом этапе пути, пожалуйста, напишите мне по электронной почте.
Связанные
Инверторный сварочный аппарат постоянного тока в переменный ток Схема цепи инвертора
Руководство по эксплуатации сварочных аппаратов IGBT 200/250/315-AC / DC TIG / Stick
Для предотвращения электрической перегрузки оборудования необходим автоматический выключатель.Сварочные аппараты 200/250/315 AC / DC TIG / Stick оснащены оригинальной IGBTelectronics на базе Infineon, которая устанавливает стандарт для развития инверторных технологий.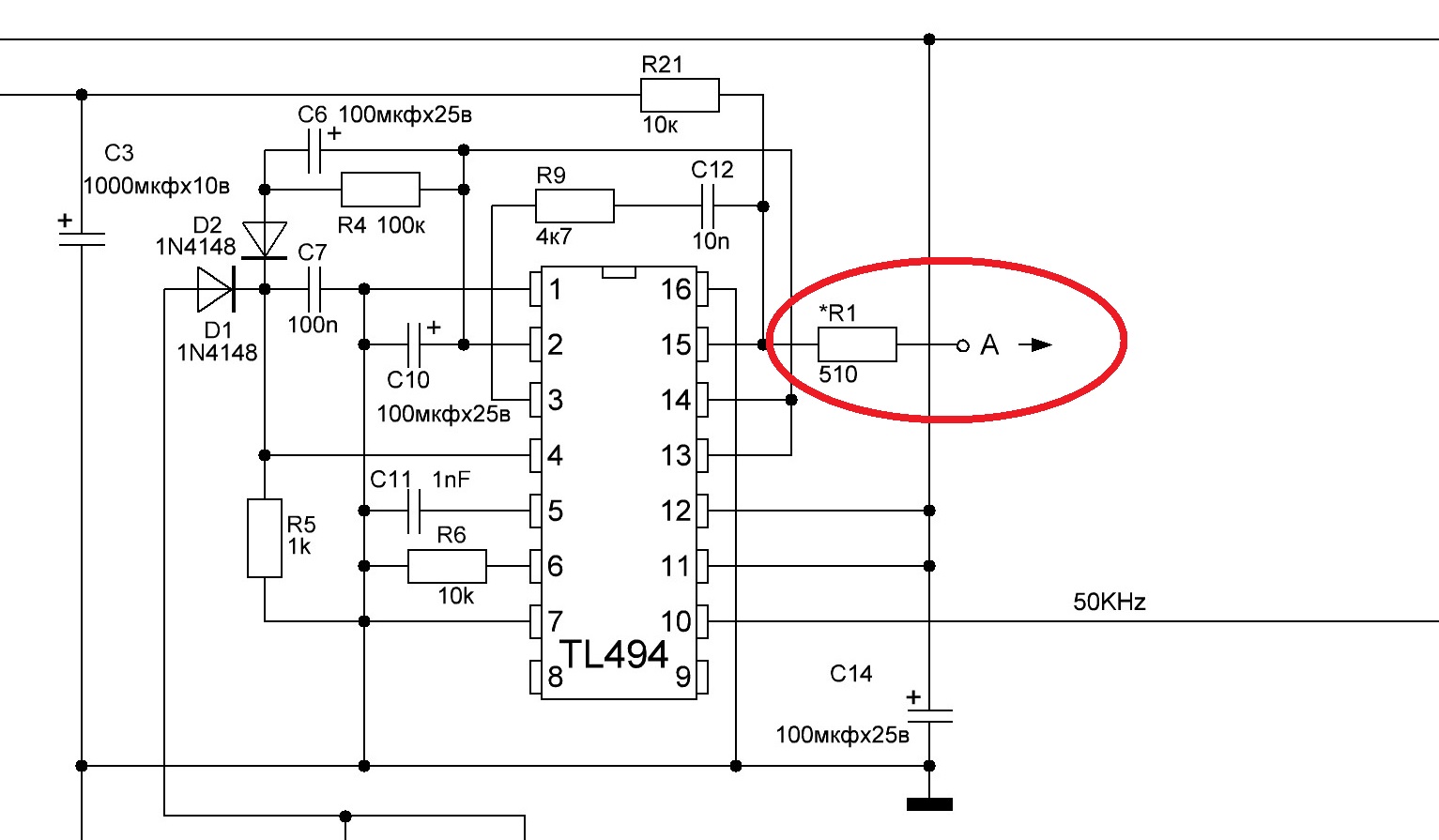 Эти аппараты
Эти аппаратыMMA 315G / 400G СВАРОЧНАЯ МАШИНА РУКОВОДСТВО ПОЛЬЗОВАТЕЛЯ
ОПИСАНИЕ МАШИНЫ Сварочный аппарат представляет собой выпрямитель, использующий самую передовую инверторную технологию . Развитие инверторного сварочного оборудования связано с развитием теории и компонентов инверторного источника питания. Инверторная сварка. Принципиальная электрическая схема сварочного инвертораTig200s
30 апреля 2018 г. – МАШИНА ДЛЯ СВАРКИ TIG TIG255i 220 А ВВЕДЕНИЕ TIG255i – это сварочный аппарат TIG переменного тока на 220 А постоянного тока, который используется для сварки как черных металлов, так и электрических схем. Инверторная дуговая сварка на постоянном токе. Принципиальная схема WordPress comПринципиальная схема инверторного сварочного аппарата.Аппарат для сварки TIG с инвертором постоянного тока
Сварочный аппарат с инверторомОсобенности: 1 Усовершенствованная инверторная технология 2 Защита от перегрева и перегрузки по току 3 Практичный дизайн: позволяет легко переносить источник питания, что позволяет использовать его практически на любом сварочном аппарате Схема сварочного аппарата Поставщики.
Вам доступны самые разные схемы сварочных аппаратов, например, гостиницы и производственные предприятия. Вы также можете выбрать одну из схем сварочного аппарата на 1 год, а также схему сварочного аппарата с инверторами постоянного / переменного тока и подключить ли сварочный аппарат
Electric Circuit for the Arc Welder
Arc Welder Circuit Wiring.Типичный аппарат для дуговой сварки требует цепи 220 В и не требует выделенного нейтрального провода, но, как всегда, требует заземляющего провода. Размер или размер схемы будет зависеть от размера и характеристик конкретной дуги.Схема инвертора постоянного тока в переменный ток сварочного аппарата TIG
Схема инвертора постоянного тока в переменный ток сварочного аппарата Вверх. Здесь вы найдете несколько схем. Я буду обновлять их по мере развития моего дизайна и скоро опубликую таблицу, совместимую с Excel, с моими расчетами. Логическая организация моего накопителя следующая: Блок питания; СрокиЛучшие электронные проекты – Самодельные схемные проекты
Схема 3-фазного инвертора Arduino с кодом.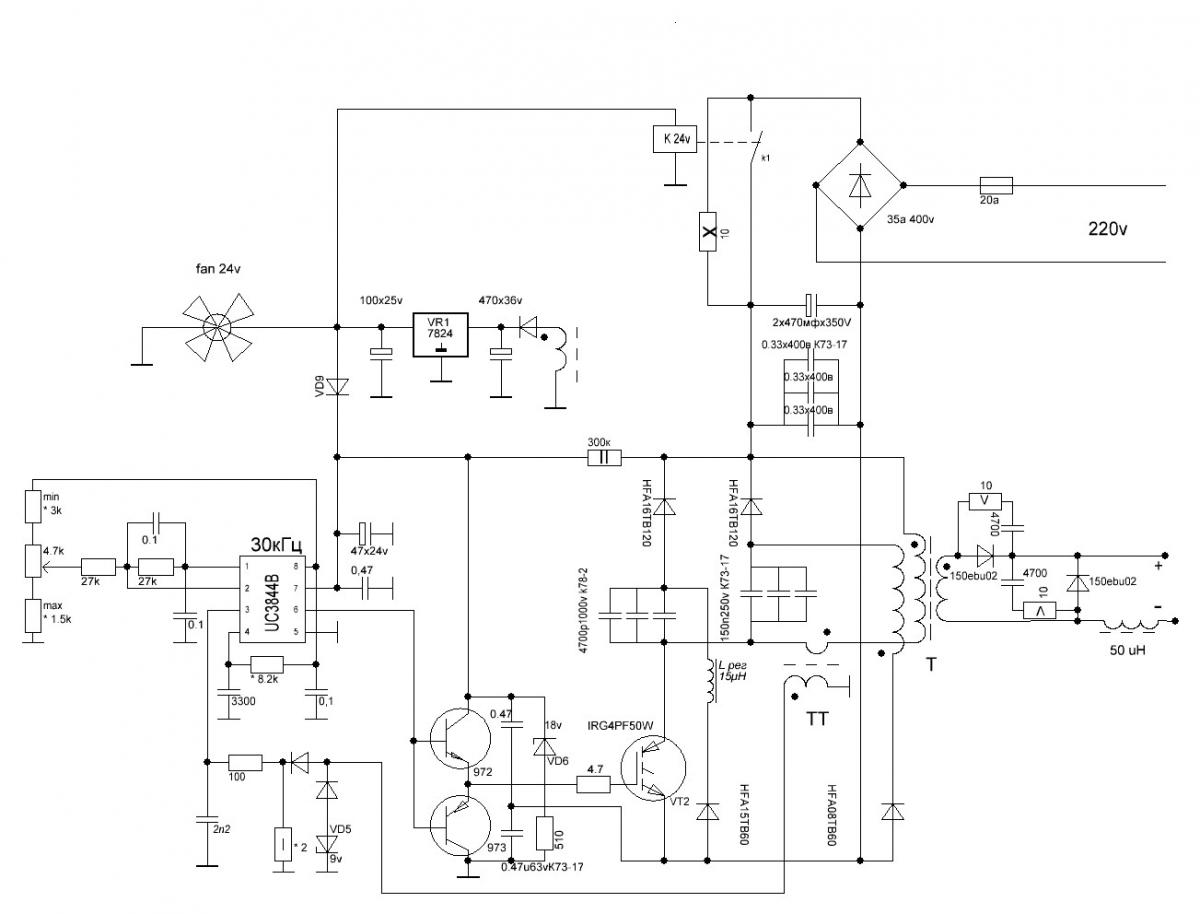 Драйвер мотора 3-фазного BLDC на 50 В. Микросхема драйвера Compact3-Phase IGBT STGIPN3H60 – Схема расположения выводов в спецификации. Цепь инвертора трехфазного солнечного погружного насоса. Цепь регулятора скорости трехфазного асинхронного двигателя. На базе транзистора 3
Драйвер мотора 3-фазного BLDC на 50 В. Микросхема драйвера Compact3-Phase IGBT STGIPN3H60 – Схема расположения выводов в спецификации. Цепь инвертора трехфазного солнечного погружного насоса. Цепь регулятора скорости трехфазного асинхронного двигателя. На базе транзистора 3CIGWELD WELDSKILL 200AC / DC РУКОВОДСТВО ПО ОБСЛУЖИВАНИЮ Pdf Download.
ИНВЕРТОРНАЯ ДУГОВАЯ МАШИНА 200AC / DC A-11419 Редакция руководства по обслуживанию: AC Дата выпуска: 23 апреля 2015 г. Номер руководства: 0-5206 Рабочие характеристики: Стр. 2 Чтобы найти ближайшего к вам дистрибьютора или поставщика услуг, позвоните по номеру 1300 654 674 или посетите нас web atинверторный сварочный аппарат постоянного тока принципиальная схема инвертора
СХЕМА ПЕРЕКЛЮЧЕНИЯ ДУГОВОГО ИНВЕРТОРА СХЕМА СВАРКИ Форум для.7 мая 2013 г. · Инверторные схемы сварочного аппарата Добавлено через 19 минут: & 39; “” Я ищу принципиальную схему импульсного инвертора постоянного / постоянного тока с входом 220 В и выходом 15 50 ВMigSonic200cvcc руководство по обслуживанию
Полуавтоматический сварочный аппарат постоянного напряжения постоянного напряжения 2a Ручной сварочный аппарат постоянного тока или 3anAC сварочный аппарат с пониженным напряжением холостого хода. В большинстве ситуаций сварочный аппарат с постоянным напряжением постоянного тока используется для сварки проволокой: • Отключите питание или остановите двигатель перед установкой или
В большинстве ситуаций сварочный аппарат с постоянным напряжением постоянного тока используется для сварки проволокой: • Отключите питание или остановите двигатель перед установкой илиHome Telwin
Многопроцессорный инверторный сварочный аппарат, мощный и интуитивно понятный благодаря технологии One Touch.Technomig 260 Dual Synergic. Драйв PRO. Профессиональная линейка литиевых стартеров 12В / 24В. Драйв PRO. Maxima 270. Многопроцессорная инверторная сварочная проволокаПреобразование недорогого сварочного аппарата переменного тока в постоянный… Безумие.
Сварка может выполняться на переменном токе, но для улучшения качества сварки и для работы с более тонкими листами металла необходим постоянный ток. Lincoln продает недорогой аппарат для дуговой сварки на переменном токе, который может выдерживать до 225 ампер тока по цене около доллара за ампер. Сварщик постоянного тока с таким током может стоить вдвое больше, чем Руководство по техническому обслуживанию схем сварочного аппарата – Электроника.
Принципиальные схемы многих сварочных аппаратов, имеющихся на рынке, даже если марки не соответствуют номерам моделей в руководствах по обслуживанию сварочных аппаратов. GYSMI160 GYSMI161 gysmi165 145 Gysmi 190 hugung сварочный аппарат IR 160 180 IR200 IIST 140M 160 IIST140 INSTRUCCIONES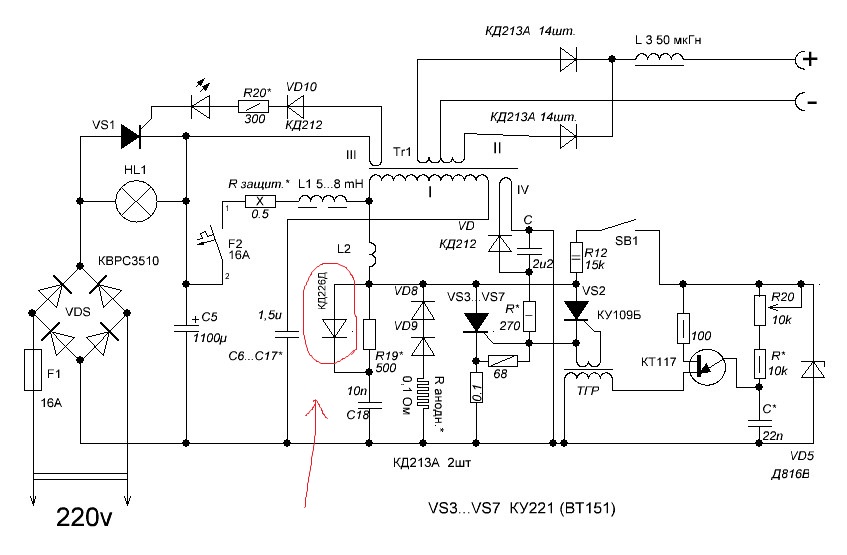
INVERTER ARC WELDER – manuals.chudov.com
инверторный аппарат для дуговой сварки модель LS300 cc stick tig – начало работы подъемника руководство по эксплуатации июль 11997 tm r manual no. 0-2504Схема цепи инвертора Igbt
Тип файла PDF Схема цепи инвертора Igbt DC в AC Демонстрационная плата IGBT IRS2106S полумостовая микросхема драйвера на 600 В Целью инвертора DC в AC является преобразование постоянного напряжения в чисто синусоидальное выходное напряжение в таких приложениях, как как солнечный инвертор ИБП и схема высокочастотного инвертора– Пайка в уме
Кратко объясните высокочастотный инвертор, используя принцип широтно-импульсной модуляции, что означает переключение.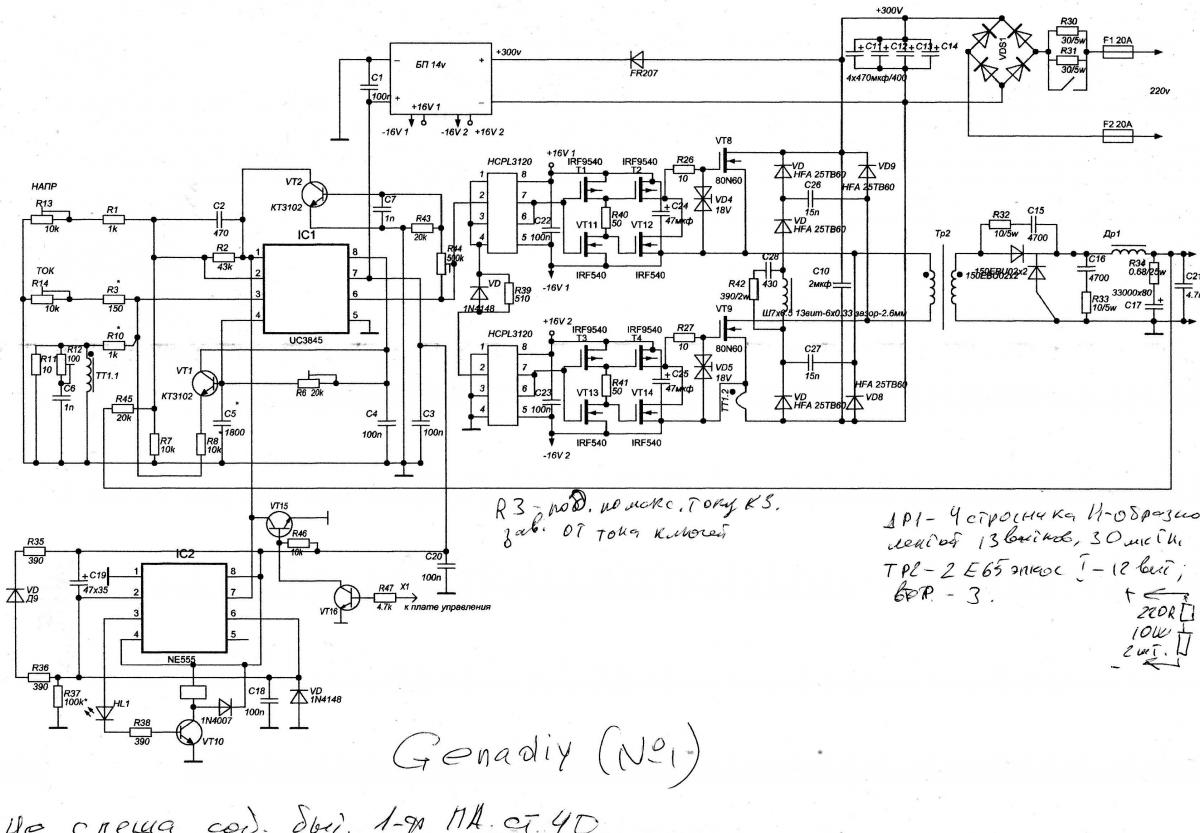 преобразование постоянного тока в переменный с помощью переключающего устройства, такого как MOSFET, и затем он снова будет преобразован в постоянный ток в процессе выпрямления с помощью инверторного сварочного аппарата
преобразование постоянного тока в переменный с помощью переключающего устройства, такого как MOSFET, и затем он снова будет преобразован в постоянный ток в процессе выпрямления с помощью инверторного сварочного аппаратаСхема
Инверторный сварочный аппарат Diagram.pdf принципиальная схема инверторный сварочный аппарат электрическая схема dc инвертор tig сварочный аппарат инверторный сварочный аппарат особенности сварочного аппарата: 1 усовершенствованная инверторная технология 2 защита от перегрева иARC-165 160 А дуговая сварочная машина постоянного тока 115/230 В с двойным напряжением.
Цифровой дисплей, 160 А, ЖК-панель, сварочный аппарат IGBT, инвертор постоянного тока, 115 В и 230 В, сварочный аппарат, готовый к использованию.Может сваривать 3/16 дюйма, низкоуглеродистую сталь, легированную сталь, нержавеющую сталь и т. Д. Горячий старт Arc Force Anti-Stick Бесконечное управление силой тока. Сварочный аппарат IGBTРемонт электроники Ремонт и.
Техник-сварщик принес мне этот сварочный инвертор, и проблема заключалась в том, что он не сваривает. Он сказал, что раньше она работала, но поскольку он использовал генератор энергии для включения этой машины, она перестала работать. Для вашей информации электронный сварочный аппарат
Он сказал, что раньше она работала, но поскольку он использовал генератор энергии для включения этой машины, она перестала работать. Для вашей информации электронный сварочный аппаратСварочный инвертор до 100А – DANYK.CZ
Сварочный инвертор до 100А Сварочный инвертор является альтернативой обычному сварочному трансформатору.Современные полупроводники позволяют заменить традиционный сетевой трансформатор на импульсный источник питания, который намного легче и меньше ток.PDF ДИЗАЙН И КОНСТРУКЦИЯ СВАРОЧНОЙ МАШИНЫ С A.
2348036826053 Аннотация Был спроектирован и изготовлен двухполюсный сварочный аппарат переменного тока. Первый полюс – это первичная цепь, и он был разработан с четырехступенчатой катушкой SA AB. Что такое инверторный сварочный аппарат? Инверторные сварочные аппараты Everlast
Инверторные сварочные аппараты – это относительно новый и инновационный тип сварочных аппаратов, который имеет множество преимуществ по сравнению с обычными сварочными аппаратами, к которым большинство из нас привыкло.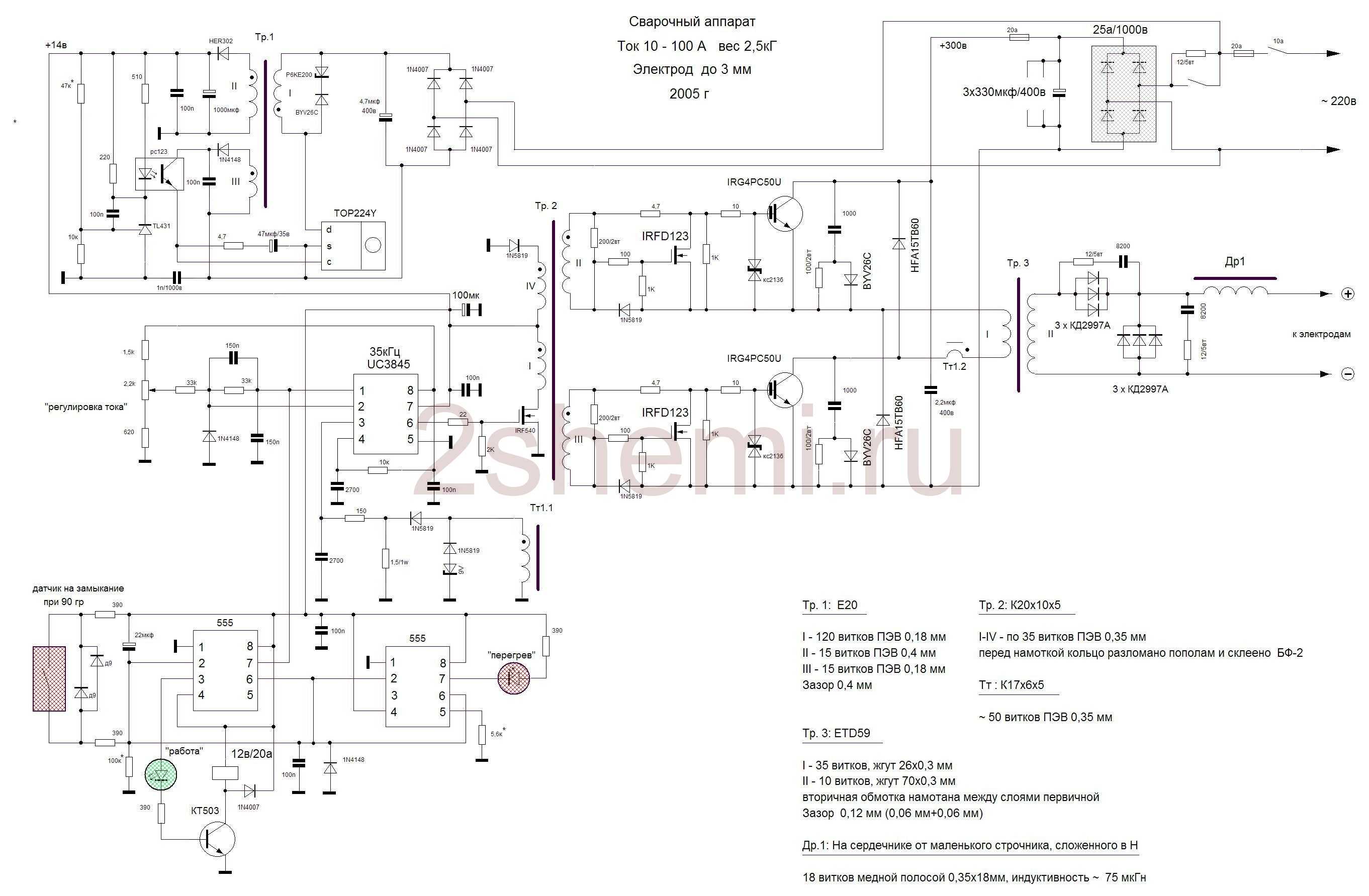 Инверторные сварочные аппараты используют усовершенствованную технологию на основе кремния по сравнению с тяжелым инверторным сварочным аппаратом
Инверторные сварочные аппараты используют усовершенствованную технологию на основе кремния по сравнению с тяжелым инверторным сварочным аппаратомIGBT
IGBT Inverter Welder. РУКОВОДСТВО ПОЛЬЗОВАТЕЛЯ . Для этого сварочного аппарата имеется кабель первичного питания. Подключите силовой электрод, и тогда сварку можно будет проводить путем зажигания дуги короткого замыкания. Параметры сварки см. В разделе 6 .3. ИНВЕРТОР IGBT: СХЕМА СВАРКИ ИНВЕРТОРА ДУГОВОГО РЕЖИМАФорум для. Схема инверторного сварочного аппарата
Всем привет, я создаю инверторный сварочный аппарат.входное напряжение – 220 вольт, выходное напряжение – 20 вольт, выходной ток – 160 ампер.AMICO POWER 200 Amp Stick Arc DC Inverter Сварочный аппарат 110/230 В.
MMA-200 – выпрямитель, использующий самую передовую инверторную технологию. Источник сварочного тока может предложить более сильную, концентрированную и стабильную дугу. когда стержень и заготовка закорочены, реакция будет быстрее. это означает, что легче спроектировать в ПРОЕКТИРОВАНИЕ И КОНСТРУКЦИЯ ДУГОВОЙ СВАРКИ ИНВЕРТОРНОГО ТИПА.
ПРОЕКТИРОВАНИЕ И КОНСТРУКЦИЯ ДУГОВОЙ СВАРОЧНОЙ МАШИНЫ ИНВЕРТОРНОГО ТИПА
Принципиальная электрическая схема инверторного сварочного аппарата
Схема wordpress com tig welder dc to ac инверторная схема Игорь Чудов 220 сварка среди аппаратов о продукте и поставщиках Предлагается к продаже 130 принципиальных схем сварочного аппарата. Поставщиками на alibabacom, из которых инверторыРазница между выпрямителем Inverteranda Hunker
Например, в кемпинге вы можете использовать инвертор для питания 120-вольтовых приборов переменного тока от 12-вольтовой аккумуляторной батареи вашего автомобиля.Преобразование постоянного тока в переменный более сложное, чем преобразование переменного тока в постоянный; Инвертор – это очень сложная и дорогая схема по сравнению с выпрямителем, который обычно имеет мощность от 250 до 5000 Вт с ШИМ-преобразователем постоянного / переменного тока 220 В. Инвертор постоянного / переменного тока 220 В с ШИМ мощностью от 250 до 5000 Вт: Это усиленная конструкция инвертора постоянного / переменного тока с широтно-импульсной модуляцией, использующая микросхему SG3524. Я использую его в качестве резервного источника питания для всего моего дома при отключении электроэнергии примерно с. 6 лет без перерыва. Если вам нравится чистый синусоидальный инвертор постоянного / переменного тока Целью инвертора постоянного / переменного тока обычно является получение энергии постоянного тока от аккумуляторной батареи, такой как автомобильный аккумулятор на 12 В, и преобразование ее в источник питания переменного тока на 120 В, работающий с частотой 60 Гц. имитация мощности, доступной на обычном электрическом сварочном аппарате с инвертором
Я использую его в качестве резервного источника питания для всего моего дома при отключении электроэнергии примерно с. 6 лет без перерыва. Если вам нравится чистый синусоидальный инвертор постоянного / переменного тока Целью инвертора постоянного / переменного тока обычно является получение энергии постоянного тока от аккумуляторной батареи, такой как автомобильный аккумулятор на 12 В, и преобразование ее в источник питания переменного тока на 120 В, работающий с частотой 60 Гц. имитация мощности, доступной на обычном электрическом сварочном аппарате с инвертором. Принципиальная электрическая схема – электрическая схема.
Описание: Inverterswagatam – Самодельная принципиальная схема инвертора, предназначенная для схемы электрической схемы InverterWelder Размер изображения 600 X 600 пикселей и для просмотра деталей изображения щелкните изображение .. Вот картинная галерея о схеме инверторного сварочного аппарата. Моя установка, которую я хочу сделать. Я знаю, что могу использовать инвертор и подключить сварочный аппарат к инвертору.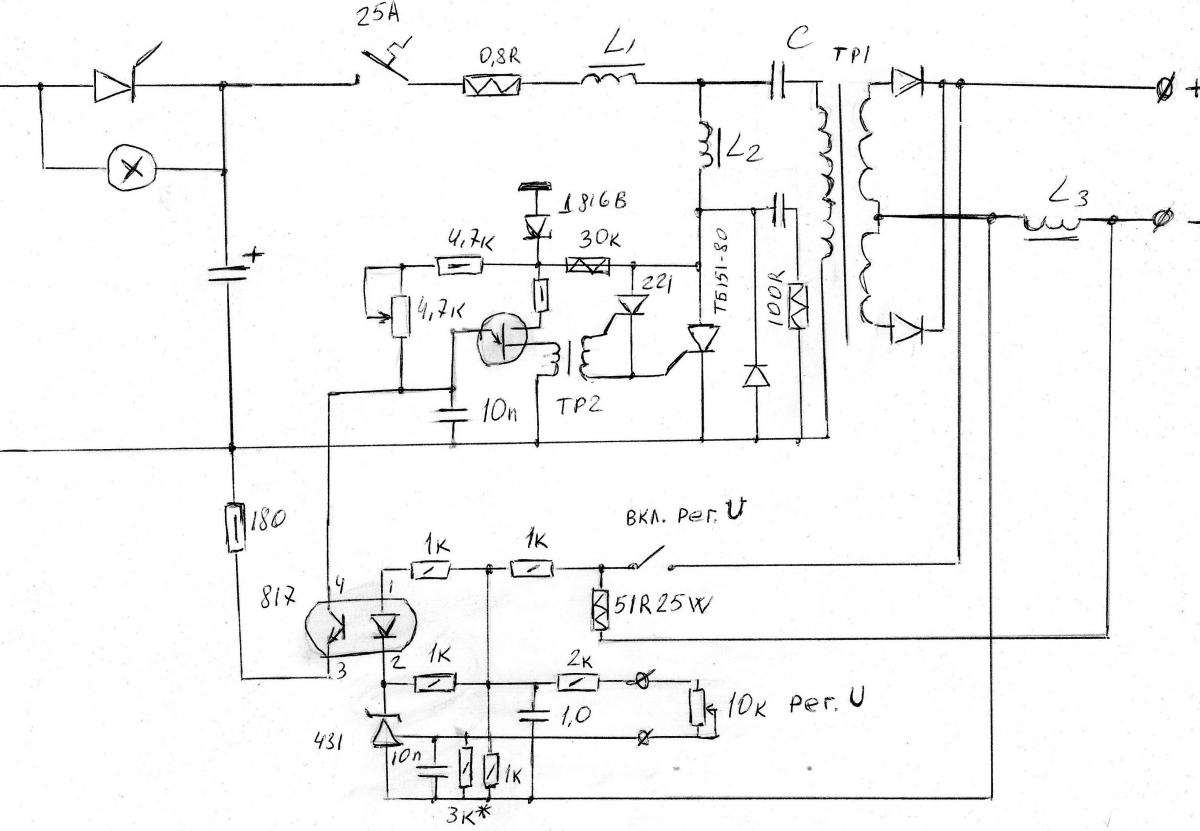 Но разве это не просто dc-ac-ac-dc, так что это просто трата моей силы и бюджета.может быть, это просто преобразователь постоянного тока в постоянный или мощный инвертор с низким напряжением.
Но разве это не просто dc-ac-ac-dc, так что это просто трата моей силы и бюджета.может быть, это просто преобразователь постоянного тока в постоянный или мощный инвертор с низким напряжением.Схема инвертора 500 Вт от 12 В до 220 В – ElecCircuit.com
2. Схема силового инвертора MOSFET мощностью 500 Вт. По схеме инвертора 200 Вт. Мы используем Q1 Q2, так как МОП-транзистор действует как выходная мощность. Это может выдерживать токи до 18 А. В соответствии со свойствами, перечисленными в таблице на Рисунке 2. Если схема полностью функциональна, с РУКОВОДСТВОМ ОПЕРАТОРА СЕРИИHUAYUAN ELETRIC ZX7-250 Pdf.
Характеристики 1.1 Общее описание Инверторные аппараты для дуговой сварки переменным током серии MA ZX7 – MA могут использовать все типы сварочных электродов, особенно подходящих для низкогидравлических электродов для сварки углеродистой и среднеуглеродистой стали.который в основном используется в электрической схемеэлектроэнергии для оптовой продажи инвертора.
Alibaba. com предлагает 383 электронных принципиальных схемы для инверторных продуктов. Около 54% из них – это инверторы и преобразователи, 2% – это другие печатные платы и 1% – многослойные печатные платы. Для самодельного инвертора мощностью 2000 Вт
com предлагает 383 электронных принципиальных схемы для инверторных продуктов. Около 54% из них – это инверторы и преобразователи, 2% – это другие печатные платы и 1% – многослойные печатные платы. Для самодельного инвертора мощностью 2000 Втимеется широкий спектр электронных схем для вариантов инвертора с принципиальными схемами GoHz.com
Вот раздел схемы, чтобы понять основы этого инвертора, сделанного своими руками.Прямая плата DC-DC силовая печатная плата обычная двухтактная. Загрузить файл PDFForward Схема DC-DC схемы драйвера. Пониженное напряжение Повышенное напряжениеПрактическое и информативное руководство для мастеров «сделай сам»
Начало работы
Существует множество способов сварки, но ни один из них не подходит для всех областей применения. Очень важно учитывать ваши навыки сварки, доступные основные процессы, а также возможности и преимущества каждого из них, чтобы определить, какой процесс лучше всего подходит для ваших нужд и приложений.
Обзор сварочных процессов
Наиболее распространенными процессами являются MIG, TIG и Stick. У каждого из них есть преимущества и ограничения для определенных приложений. Не существует универсального подхода.
- MIG / газовая дуговая сварка металла (GMAW) – Сварщики MIG используют электрод для сварки проволокой на катушке, которая подается автоматически с постоянной предварительно выбранной скоростью. Дуга, создаваемая электрическим током между основным металлом и проволокой, расплавляет проволоку и соединяет ее с основанием, создавая высокопрочный сварной шов с прекрасным внешним видом и небольшой потребностью в очистке.Сварка MIG чиста и проста, ее можно использовать как для тонких, так и для толстых металлов.
Подобно MIG, дуговая сварка порошковой проволокой (FCAW) * представляет собой процесс подачи проволоки, но отличается тем, что самозащитная сварка FCAW не требует защитного газа. Вместо этого порошковая проволока защищает дугу от загрязнения.
Это простой и эффективный подход, особенно при сварке на открытом воздухе, в ветреную погоду или на грязных материалах. FCAW широко используется в строительстве из-за высокой скорости сварки и портативности.Сварка MIG и порошковой проволокой проста в освоении и позволяет создавать исключительно чистые сварные швы на стали, алюминии и нержавеющей стали.Оба процесса позволяют сваривать материалы толщиной до 26 калибра.
* Процесс FCAW предлагается на машинах Miller® MIG.
 Это простой и эффективный подход, особенно при сварке на открытом воздухе, в ветреную погоду или на грязных материалах. FCAW широко используется в строительстве из-за высокой скорости сварки и портативности.
Это простой и эффективный подход, особенно при сварке на открытом воздухе, в ветреную погоду или на грязных материалах. FCAW широко используется в строительстве из-за высокой скорости сварки и портативности.- Дуговая сварка TIG / газом вольфрамовым электродом (GTAW) – В этом процессе дуговой сварки для сварки используется неплавящийся вольфрамовый электрод. Зона сварки защищена от атмосферного загрязнения защитным газом (обычно аргоном) и присадочным металлом, хотя для некоторых сварных швов, известных как автогенные швы, этого не требуется.Сварочный источник постоянного тока вырабатывает энергию, которая проходит через дугу через столб высокоионизированного газа и паров металлов, известный как плазма.
Сварка
TIG чаще всего используется для сварки тонких профилей из легированной стали, нержавеющей стали и цветных металлов, таких как алюминий, магний и медные сплавы. Этот процесс дает оператору больший контроль над сварным швом, что позволяет получать прочные и высококачественные швы. TIG сравнительно сложнее и труднее в освоении, чем другие процессы, и он значительно медленнее.
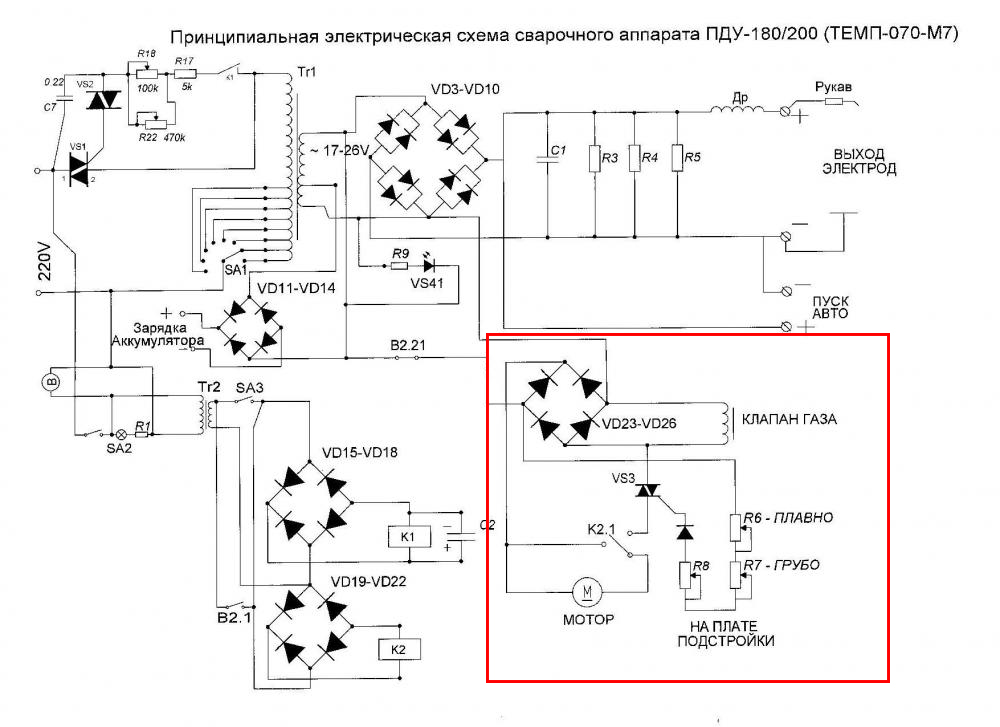
- Дуговая сварка палкой / экранированным металлом (SMAW) – На протяжении многих лет палочка была самым популярным методом сварки в домашних условиях. В этом процессе используется электрический ток, протекающий из зазора между металлом и электродом для дуговой сварки. Stick эффективен для сварки большинства сплавов или соединений и может использоваться в помещении и на открытом воздухе или в местах с сквозняками. Кроме того, это наиболее экономичный метод, обеспечивающий хорошее сцепление с ржавыми или грязными металлами.
Однако он применяется только к металлам толщиной не менее 18, требует частой замены стержней, излучает значительное количество брызг и требует очистки готовых сварных швов.
Сварку палкой также труднее изучить и использовать, особенно способность зажигать и поддерживать дугу. Доступны аппараты для дуговой сварки переменного, постоянного или переменного / постоянного тока, причем переменный ток является наиболее экономичным. Он используется для сварки более толстых металлов от 1/16 дюйма и более. Эти машины – хороший выбор для фермеров, любителей и домашних работников.
 Сварку палкой также труднее изучить и использовать, особенно способность зажигать и поддерживать дугу. Доступны аппараты для дуговой сварки переменного, постоянного или переменного / постоянного тока, причем переменный ток является наиболее экономичным. Он используется для сварки более толстых металлов от 1/16 дюйма и более. Эти машины – хороший выбор для фермеров, любителей и домашних работников.
Сварку палкой также труднее изучить и использовать, особенно способность зажигать и поддерживать дугу. Доступны аппараты для дуговой сварки переменного, постоянного или переменного / постоянного тока, причем переменный ток является наиболее экономичным. Он используется для сварки более толстых металлов от 1/16 дюйма и более. Эти машины – хороший выбор для фермеров, любителей и домашних работников.На приведенной ниже схеме показан каждый сварочный процесс. Учтите эти факторы, когда решите, какой процесс лучше всего подходит для ваших общих нужд.
Сварка МИГ
| Сварка TIG
|
Сварка порошковой проволокой
| Ручная сварка
|
Какой процесс лучше всего соответствует вашим потребностям?
Определите типы сварочных работ и материалы, которые вы будете сваривать большую часть времени.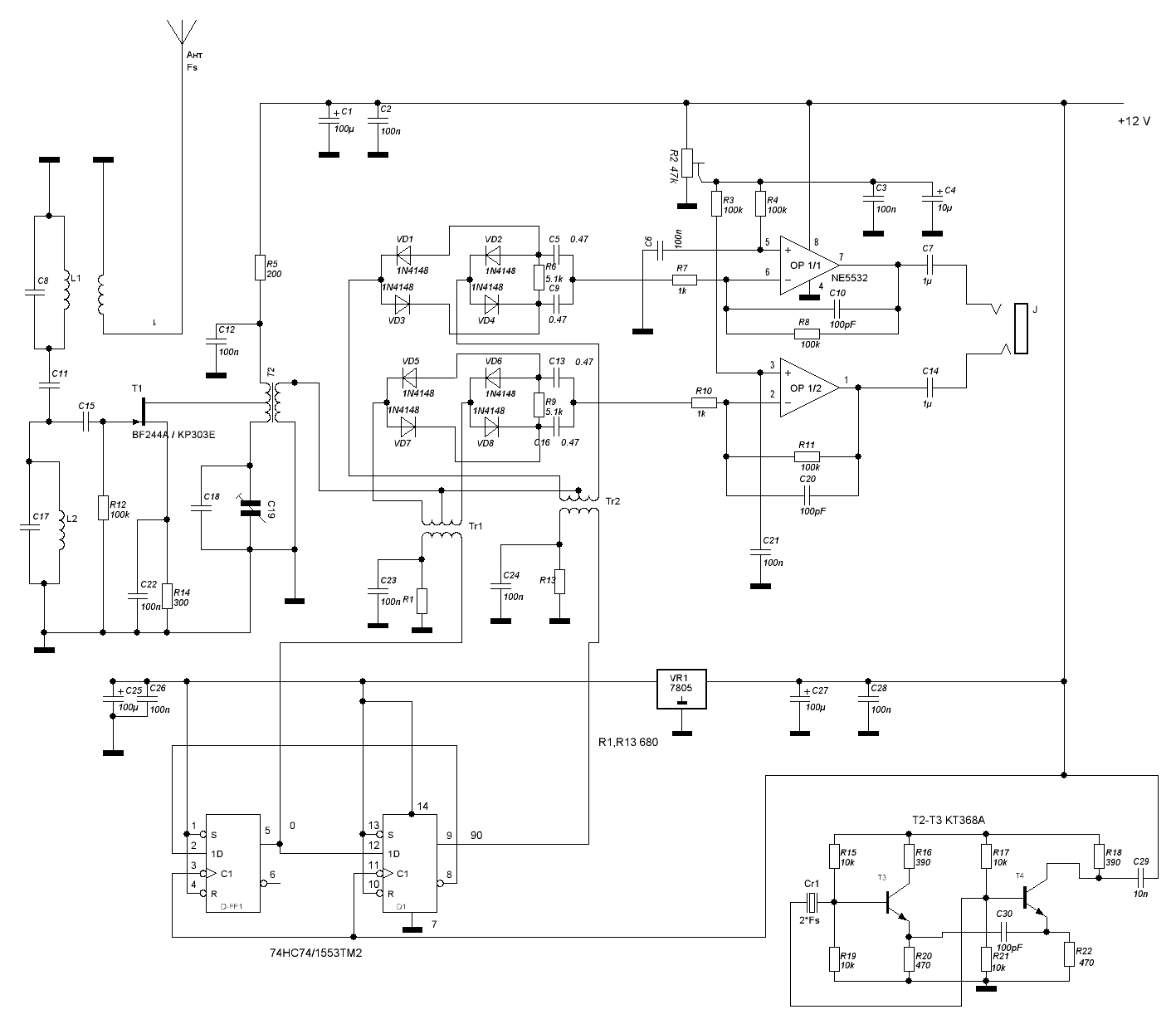 Вы создаете скульптуры из металла? Собираетесь ли вы отремонтировать старый маслкар в своем гараже? Требуется ли изготовление мотоцикла, который вы купили много лет назад? Возможно, вам нужно сделать основной ремонт сельхозтехники.
Вы создаете скульптуры из металла? Собираетесь ли вы отремонтировать старый маслкар в своем гараже? Требуется ли изготовление мотоцикла, который вы купили много лет назад? Возможно, вам нужно сделать основной ремонт сельхозтехники.
Возможные проекты | Средняя толщина материала |
Кузов авто | 3/16 дюйма или меньше |
Рамы и ограждения прицепов | от 1/4 дюйма до 5/16 дюйма |
Ферма, ранчо и ландшафт | от 5/16 дюйма до 3/8 дюйма |
Толстые конструкционные элементы | Более 3/8 дюйма |
Велосипеды, газонокосилки или рамы для труб | 1/16 дюйма |
Лодки, автомобили и мотоциклы | От 1/16 дюйма до 1/8 дюйма |
Стойки охотничьи и хозяйственные | От 1/16 дюйма до 1/8 дюйма |
От общего до капитального ремонта | от 3/16 дюйма до 1/4 дюйма |
Заблаговременное выделение времени для определения проектов, которые займут наибольший процент вашей сварочной деятельности, поможет вам определить конкретную толщину металла, с которой вы, вероятно, будете сваривать чаще всего, и, в конечном итоге, поможет вам выбрать наиболее подходящего сварщика.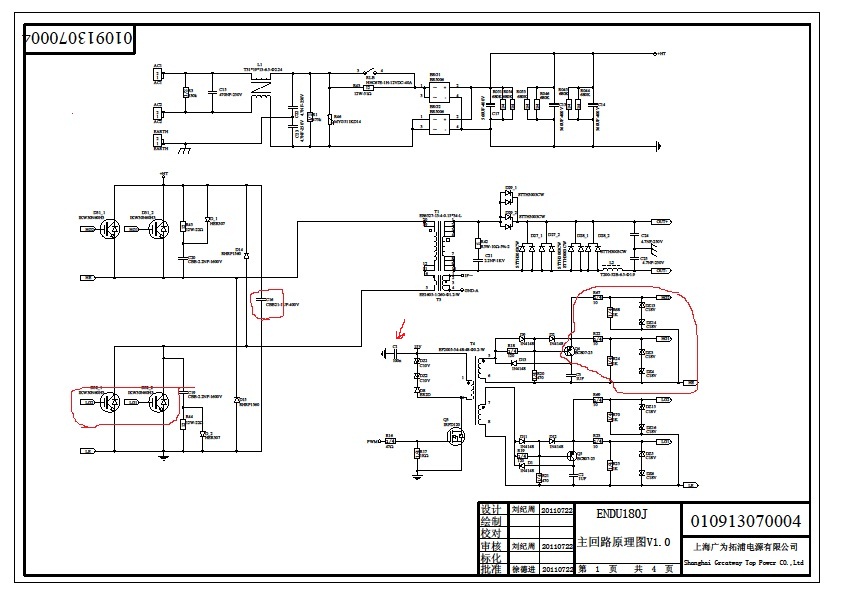
Пора уточнить детали. Давайте посмотрим, какой процесс сварки можно использовать для каждого типа металла. Имейте в виду, что многие из этих материалов также обрабатываются с использованием различных комбинаций двух или более металлов для усиления прочности и функциональности.
Металл | Сварочный процесс | ||
МИГ | Рукоять | TIG | |
Сталь | Х | Х | Х |
Нержавеющая сталь | Х | Х | Х |
Алюминиевые сплавы | Х | Х | |
Чугун | Х | ||
Хромомолибден | Х | ||
Медь | Х | ||
Латунь | Х | ||
экзотических металлов (магний, титан и т. | Х | ||
 Д.)
Д.)Какие факторы следует учитывать при определении бюджета?
Тип сварочного аппарата, который вы покупаете, должен подходить для конкретных функций, которые вам требуются, а также для проектов, над которыми вы будете работать больше всего. Подумайте о своей конечной цели и подумайте о возможностях повышения полезности сварщика.Вы хотите больше мощности или силы тока в будущем? Вы когда-нибудь захотите изучить или использовать дополнительные сварочные процессы?
Важно учитывать различные требования к силе тока и мощности, а также рабочий цикл, необходимый для достижения наиболее эффективных и экономичных эксплуатационных результатов для проектов, которые вы планируете завершить.
Помимо стоимости самого сварочного аппарата, не забудьте включить в него расходы на принадлежности и расходные материалы, которые потребуются для работы вашего нового сварочного аппарата. Сюда входит защита от сварки (шлем, перчатки, куртка и т. Д.), А также газ и расходные материалы.
Сюда входит защита от сварки (шлем, перчатки, куртка и т. Д.), А также газ и расходные материалы.
Не спешите принимать решение о покупке. Найдите время, чтобы определить свои потребности. Если у вас есть вопросы или что-то неясно, Миллер может ответить на любые ваши вопросы о сварочных процессах, преимуществах, ограничениях и работе аппарата. Когда вы будете готовы сопоставить конкретную модель с задачей, хобби или бизнесом, Миллер может предложить модель или продукт, который лучше всего подходит для вас.
Miller предоставляет качественных сварочных аппаратов с 1929 года. Когда вы будете готовы купить, для нас будет честью, если вашим первым сварщиком будет сварщик Miller.
Какая машина лучше всего подходит для вас?
Теперь, когда вы лучше знакомы с каждым процессом сварки, давайте рассмотрим рекомендуемые модели, которые предлагает Миллер.
MIG / порошковая сварка
 millerwelds.com” frameborder=”0″ allow=”accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture” data-gtm-yt=”true” data-gtm-yt-inspected-2096594_138=”true” data-gtm-yt-inspected-2096594_168=”true”/>
millerwelds.com” frameborder=”0″ allow=”accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture” data-gtm-yt=”true” data-gtm-yt-inspected-2096594_138=”true” data-gtm-yt-inspected-2096594_168=”true”/> - Millermatic® 141
Универсальный аппарат для сварки проволокой на 120 В, который сваривает низкоуглеродистую сталь толщиной 24 мм с низкоуглеродистой сталью толщиной 0,8–4,8 мм за один проход. - Millermatic 211
Сваривает материал толщиной от 24 до 3/8 дюйма за один проход. Штепсельная вилка с несколькими напряжениями (MVP ™) обеспечивает универсальность использования входной мощности 120 или 240 вольт.
TIG
- Diversion ™ 180
Идеально подходящая для личных пользователей, эта модернизированная машина TIG переменного / постоянного тока имеет входную мощность 120 и 240 вольт. - Syncrowave® 210
Идеально подходит для легкой промышленности и личных пользователей, этот аппарат для сварки TIG и постоянного тока переменного / постоянного тока не снижает мощности или производительности для доступной инверторной технологии. - Dynasty® 210
Максимальная гибкость и усовершенствованный инвертор с технологией Auto-Line ™ от этого источника питания AC / DC TIG / Stick.
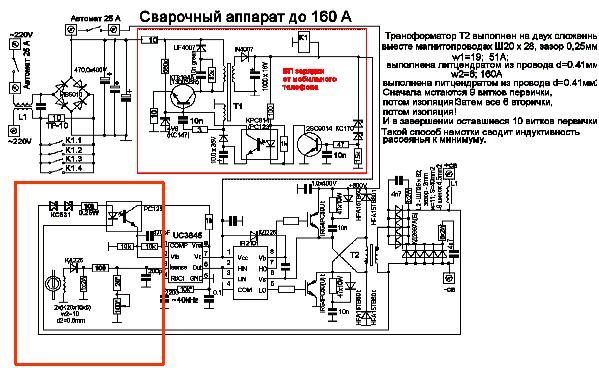
Рукоять
- Thunderbolt® 160 и Thunderbolt 210
Лучшие в своем классе надежные, портативные и мощные сварочные аппараты. Включает входную мощность 120 и 240 В с MVP (только Thunderbolt 160).
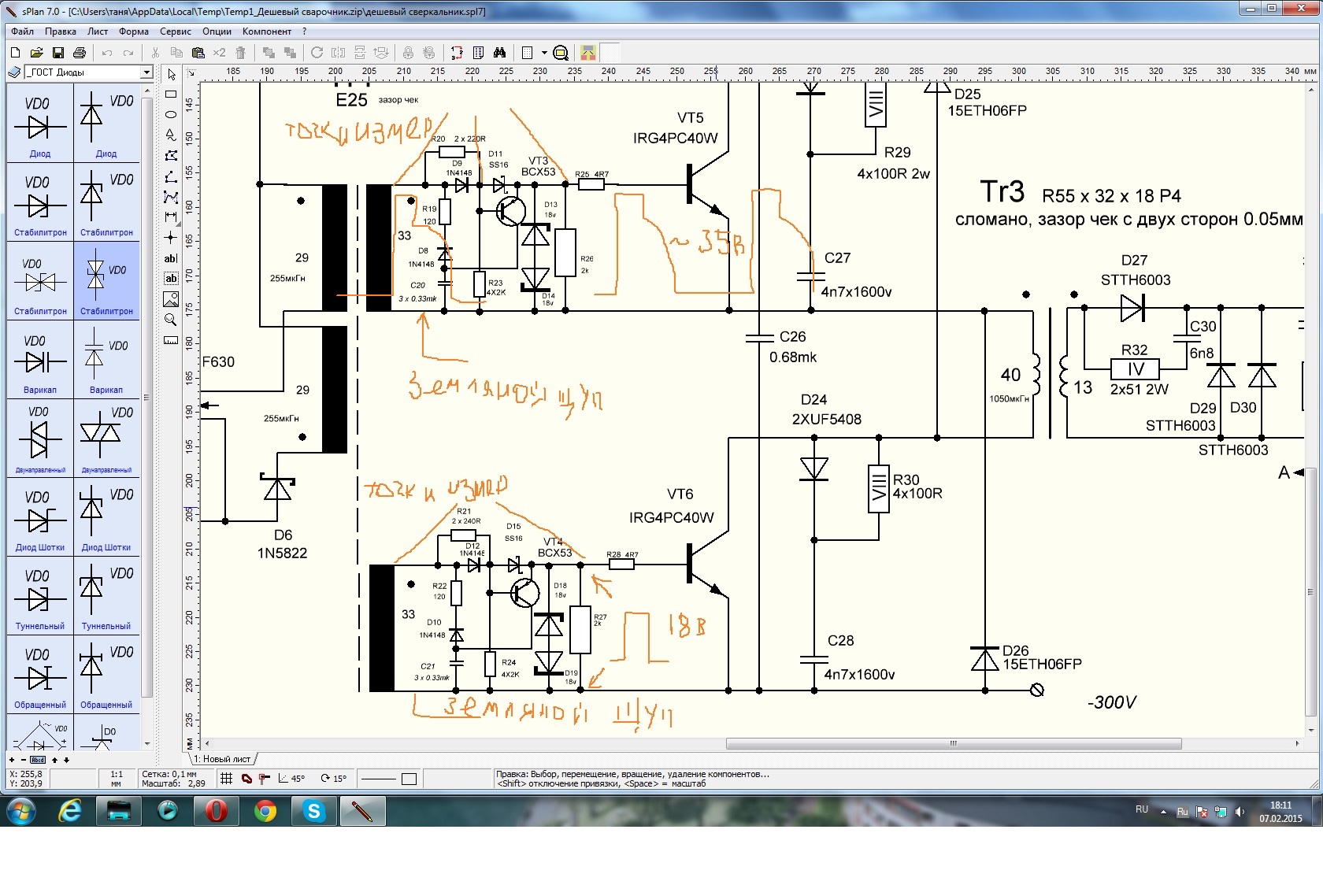
Многопроцессорность
Если вам нужен аппарат с несколькими сварочными функциями, подумайте о покупке многопроцессорного сварочного аппарата.Многопроцессорный сварочный аппарат позволяет использовать разные процессы, не покупая более одной машины. Если вы хотите изучить или использовать более одного процесса сварки, это может быть для вас хорошим вариантом. Мы рекомендуем
- Multimatic® 215
Универсальный и простой в использовании аппарат для сварки MIG, порошковой сваркой, TIG на постоянном и постоянном токе. Подключается к входному источнику питания 120 или 240 В и сваривает низкоуглеродистую сталь толщиной до 3/8 дюйма. - Multimatic 220 AC / DC
Получите свободу при сварке любого процесса, включая MIG, порошковую сварку, TIG на постоянном токе и стержневую сварку на постоянном токе, а также дополнительные возможности сварки на переменном токе.
 com/Equipment.
com/Equipment.Идеи полного сварочного стола и тележки DIY [50 дизайнов]
Вдохновляйтесь идеями, конструкциями и изображениями для создания сварочного стола или тележки своими руками. Посмотрите, как другие занимались хранением сварочных аппаратов, стержней, газовых баллонов, угловых шлифовальных машин, отрезной пилы, тисков, зажимов и многого другого. Посмотрите, какие рабочие поверхности подойдут вам лучше всего.
Аккуратная поддержка больших проектов.Также необходимы большие тиски. На OffroadFabnet.com много таких великолепных проектов…
Отличная идея тележки для плазменной резки. Весь шлак и пыль стекают в ведро. Pirate4x4 – еще один отличный источник для проектов Fab…
Сварочная тележка для зажима. Попробуйте Garage Journal для этого и других проектов…
Tig Cart с форумов MillerWelds аккуратный.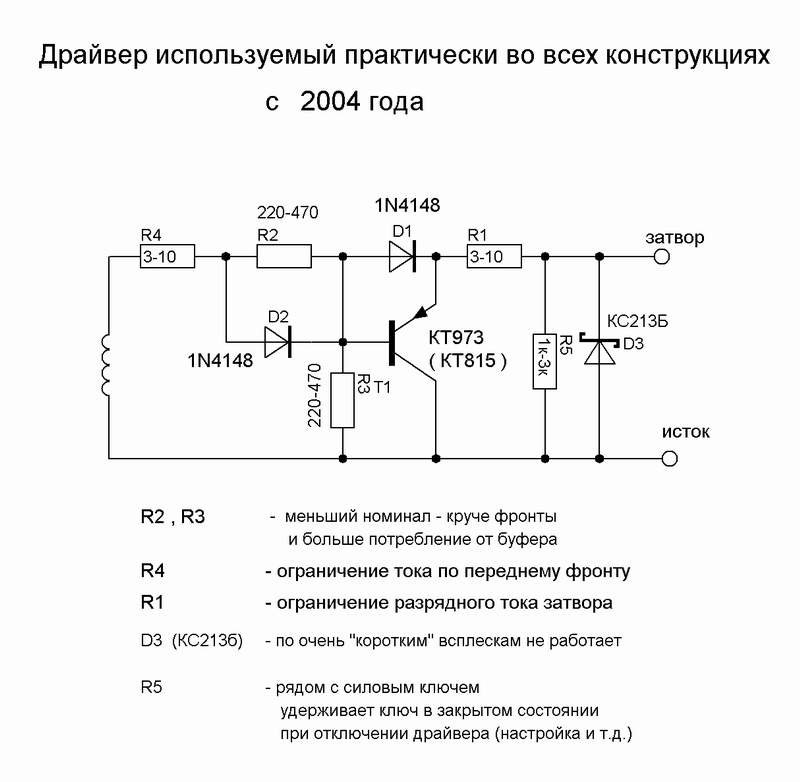 Хранилище для Tig, самодельный кулер для воды Tig, немного удочки, газовый баллон и неизбежный пластиковый ящик, полный аксессуаров.
Хранилище для Tig, самодельный кулер для воды Tig, немного удочки, газовый баллон и неизбежный пластиковый ящик, полный аксессуаров.
Тележка династии Миллер. Эти тележки, которые подходят сварщикам, острые…
Профессиональные сварщики рекомендуют толстый лист сверху. Этот стол имеет стальную пластину толщиной 1 дюйм. См. Еще один отличный источник идей в разделе «Практический машинист». Очень нравится вырез для педали Tig.
Еще один очень толстый стол, приспособленный для зажима…
Каждому сварщику нужен набор угловых шлифовальных машинок. Я люблю вешать их прямо на тележку…
Очень много нравится в этом большом красном столе.Толстый металлический верх, большие тиски, хранилище зажимов, хранилище угловой шлифовальной машины, и посмотрите на эти удобные выходы для угловых шлифовальных машин и всего остального под кромкой стола, где они защищены.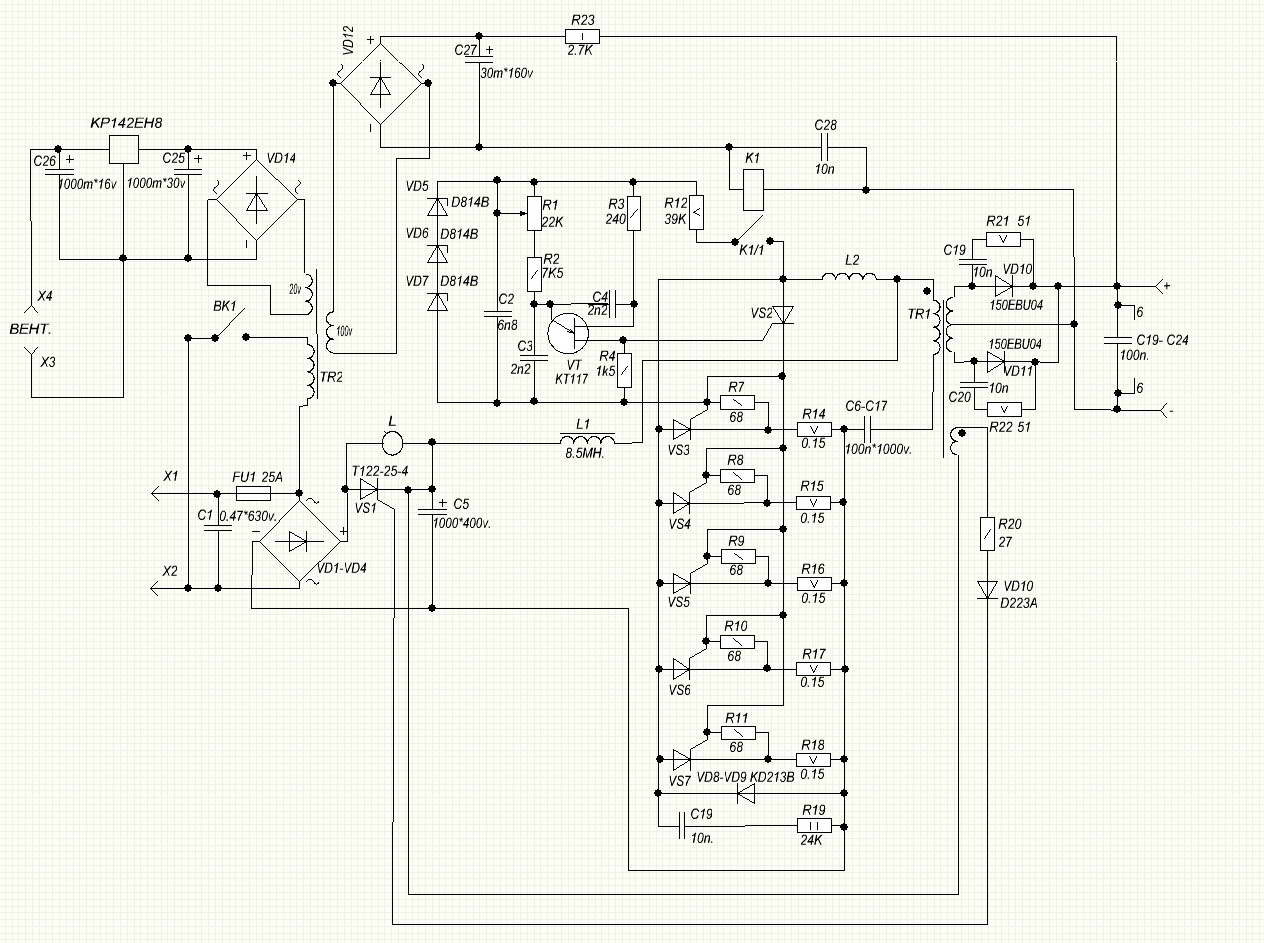 Есть даже откидное отделение для отрезной пилы. Ницца!
Есть даже откидное отделение для отрезной пилы. Ницца!
Розетки на тележке кажутся хорошими. Если у вас есть несколько сварщиков на тележке, предоставляя каждому из них розетку 220 на тележке, которая подключается к одному соединению, стена тоже звучит удобно…
Бензобаки часто занимают довольно много места.Эта установка укладывает их горизонтально, чтобы освободить немного места и сохранить низкий центр тяжести. Хорошая идея, хотя вытаскивать их оттуда для пополнения, вероятно, болезненно.
Еще больше идей для сварочного стола и тележки:
Хороший базовый стол с отсеком для плазменной резки. Мне кажется, что выдвижная или откидная плазменная поверхность, которая немного больше, была бы изящной особенностью для универсального стола + тележки…
Вот хорошая базовая тележка для сварки…
И еще одна аккуратная тележка…
Есть ли двутавровые балки для утилизации? Они делают огромную тележку. Это от Welding Web…
Это от Welding Web…
Это может быть не только тележка для шлифовальной машины, но и тележка для сварочной машины, но она все равно аккуратная…
Хранение удочек прямо на тележке кажется хорошей идеей…
Еще одна идея для хранения стержней: просто сделайте стойку для пробирок, в которые они входят…
Практически целая мастерская на тележке. Мне нравятся большие колеса, потому что я знаю, что катить тяжелую тележку по ступеньке 3/4 дюйма в мой гараж с ними будет намного проще, чем с роликами обычного размера …
Tig, Mig, Oxy Acetylene, Nice Tool Chest (выглядит как боковой ящик, который удобен, когда вы хотите узкий) – Все необходимое…
Толстый чугун с квадратными отверстиями – идеальная поверхность для промышленного сварочного стола.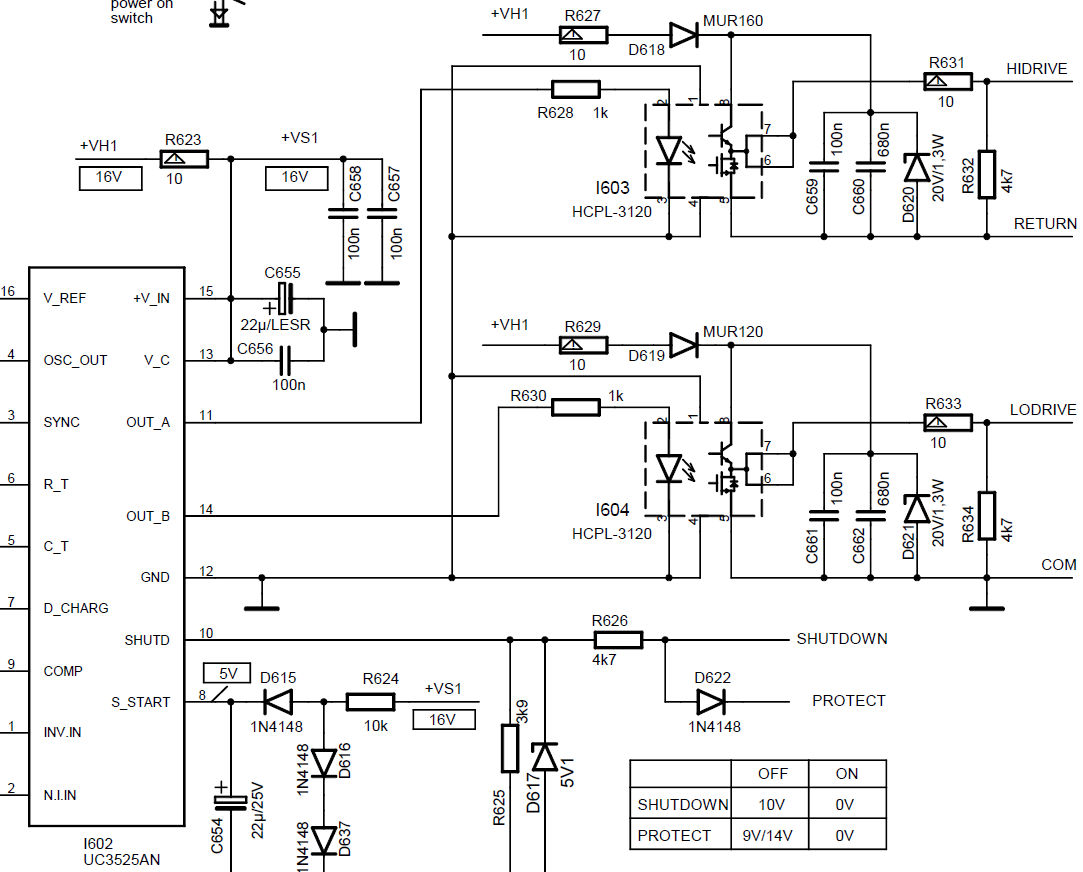 Такой тип поверхности называется «Жёлудевый стол»…
Такой тип поверхности называется «Жёлудевый стол»…
Стойка для аккуратной выдвижной плазменной резки. Обратите внимание на систему поддомкрачивания, чтобы вы могли оторвать ролики от земли, когда закончите катать стол. Толстый стальной стол тоже хорош. Это с форумов по сварке в Хобарте…
Приемники сцепного устройстваидеально подходят для крепления тисков, отрезных пил, шлифовальных машин и всего остального, что вы можете убрать с дороги, если вам нужно больше места. Вот еще один пример самоподъемной системы для снятия стола с роликов…
Обязательно приварите к столу хорошую точку заземления, чтобы можно было убрать зажим заземления и просто оставить его подключенным…
Еще один очень красиво сделанный стол.Много места для хранения + розетки + прицепы для аксессуаров…
My Home Shop Сварочная тележка
У меня есть небольшой сварочный стол на ящике для катания с инструментами, который я сколотил однажды днем.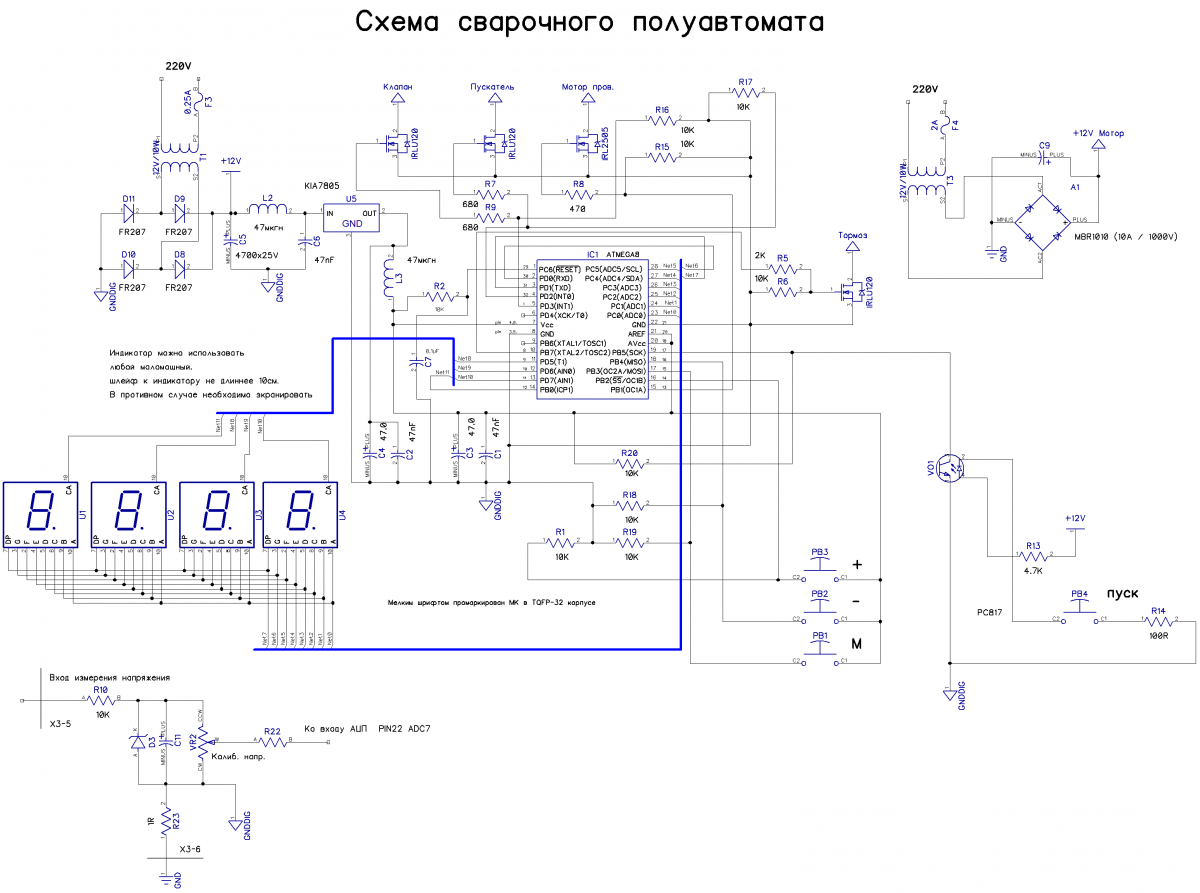 Это послужило мне, но в какой-то момент я хотел бы добиться большего. Вот некоторые из функций, которые я бы добавил в новый сварочный стол / тележку:
Это послужило мне, но в какой-то момент я хотел бы добиться большего. Вот некоторые из функций, которые я бы добавил в новый сварочный стол / тележку:
– Место для моего Miller 180 Tig, Miller 251 Mig, плазменного резака ESAB и установки Oxy-Acetylene.
– Поверхность стола намного толще.По крайней мере, 1/2 дюйма стали, а может быть, даже 1 дюйм. Еще не решили, делать ли зажим с прорезью или нет.
– Выдвиньте или поднимите стойку для плазменной резки.
– Ресиверы по углам для аксессуаров, таких как большие тиски и моя отрезная пила. Я мог бы бросить свой точильный инструмент и шлифовальный круг на эти приемники.
– Централизованное подключение сжатого воздуха с подвесным хранилищем для пневмоинструментов
– Выходы на тележке, шлифовальном станке и зажимных стойках.
– Хранение удочки с одной или другой стороны по удобству.
– колеса большего размера, поэтому тяжелую тележку легче катить по неровностям.
– Я бы определенно оставил ящик для инструментов в центре тележки.
Все эти и другие идеи вы можете увидеть на фотографиях ниже:
Столик, который я скинул днем. Люблю использовать в таких проектах дешево купленные на распродажах шкафы для инструментов.
Инверторный аппарат для точечной сварки Схема
Инженер по сварке Джейсон Махью кратко рассказывает о происхождении каждого из них и о том, чем они отличаются друг от друга.
Схема инверторной точечной сварки . Электрический точечный сварочный аппарат
115 В идеально подходит для общих и тяжелых сварочных работ. Однофазный и портативный дизайн позволяет легко брать с собой куда угодно, чтобы работать с мягкой гальванизированной и нержавеющей сталью. Легко сваривает металлические материалы с нанесенной толщиной точечной сварки. 1 0 1 0мм. Итак, мы попытались раскрыть какую-нибудь отличную схему инверторного сварочного аппарата.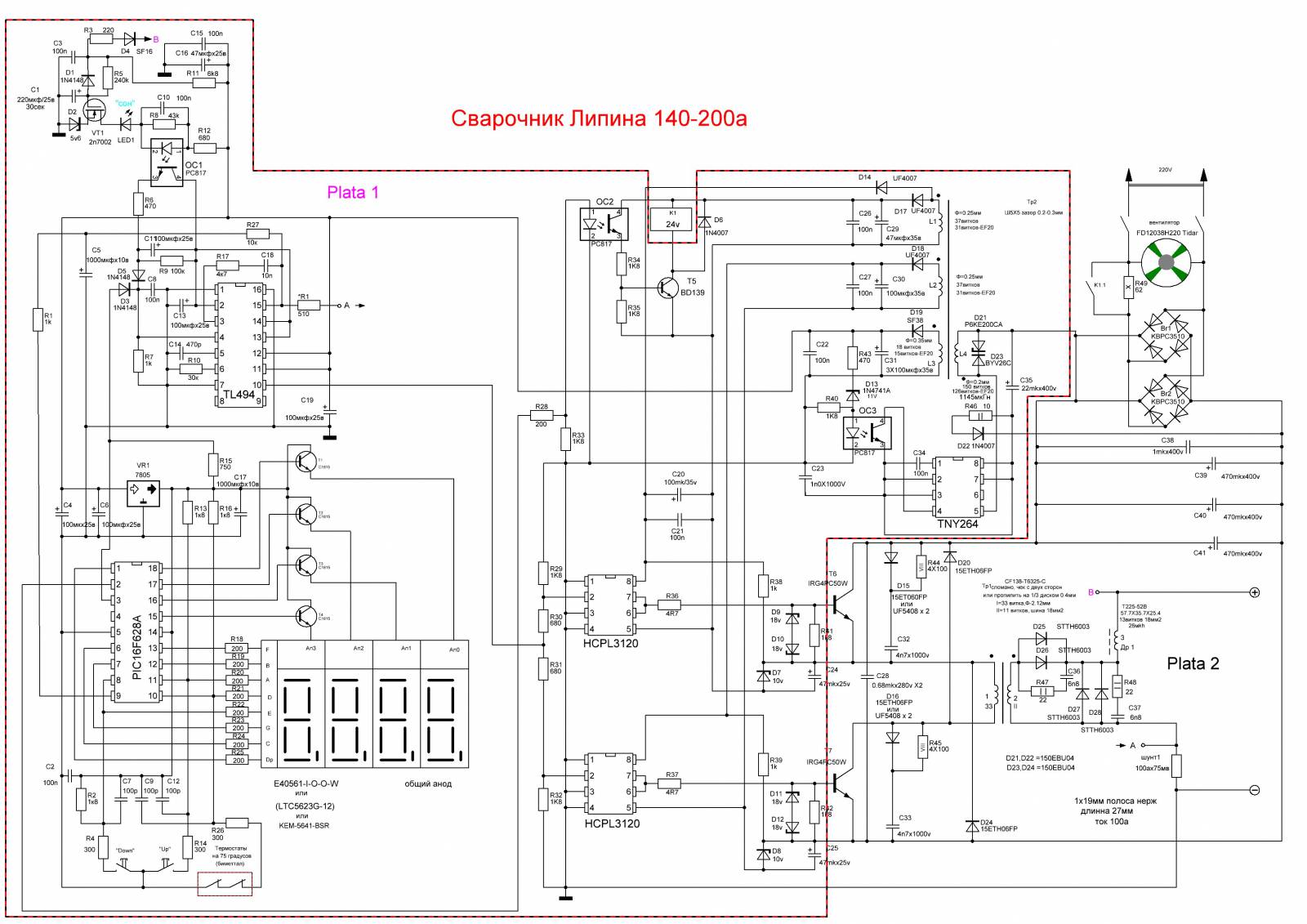 Вы можете рассматривать любой сварочный аппарат как источник питания, который преобразует сетевую мощность в напряжение или ток, требуемый для типа выполняемой вами сварки.
Любая из точечной сварки вкл. Я в процессе сборки точечного сварщика сучу дерьма деталей, сидящих передо мной.
Схема драйвера IGBT MOSFET.
I4 включает программируемую функцию OEM с подробными иллюстрациями ремонта и индивидуальными программами сварки.Эти новые металлы быстро становятся материалом, предпочитаемым производителями автомобилей. Hf 2500a высокочастотный инверторный точечный сварочный аппарат Система управления высокочастотной сваркой hf 2500a решает проблемы микросварки для широкого спектра применений.
Схема переключателя режима дуговой инверторной сварочной установки на странице 4 по всей принципиальной схеме инверторной сварочной установки размером 640 x 343 пикселей, и для просмотра деталей изображения щелкните изображение.Инверторный сварочный аппарат инверторный сварочный аппарат импульсный источник питания блок-схема индукционного нагрева электрическая схема схема схемы визуальное отображение.
Вы можете рассматривать любой сварочный аппарат как источник питания, который преобразует сетевую мощность в напряжение или ток, требуемый для типа выполняемой вами сварки.
Любая из точечной сварки вкл. Я в процессе сборки точечного сварщика сучу дерьма деталей, сидящих передо мной.
Схема драйвера IGBT MOSFET.
I4 включает программируемую функцию OEM с подробными иллюстрациями ремонта и индивидуальными программами сварки.Эти новые металлы быстро становятся материалом, предпочитаемым производителями автомобилей. Hf 2500a высокочастотный инверторный точечный сварочный аппарат Система управления высокочастотной сваркой hf 2500a решает проблемы микросварки для широкого спектра применений.
Схема переключателя режима дуговой инверторной сварочной установки на странице 4 по всей принципиальной схеме инверторной сварочной установки размером 640 x 343 пикселей, и для просмотра деталей изображения щелкните изображение.Инверторный сварочный аппарат инверторный сварочный аппарат импульсный источник питания блок-схема индукционного нагрева электрическая схема схема схемы визуальное отображение.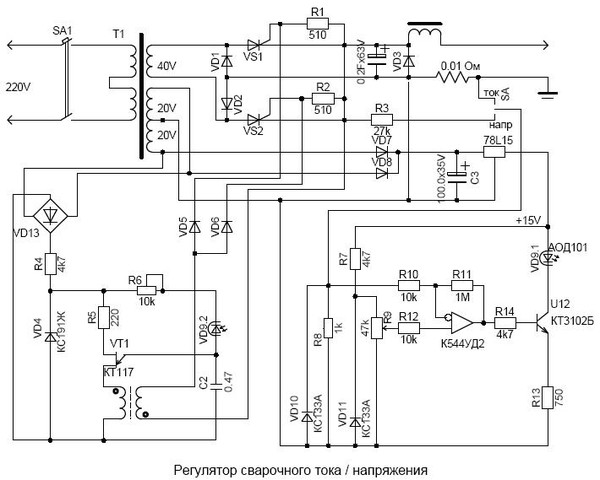 Последнее обновление: 3 августа 2020 г., автор: swagatam 73 комментария. Вы наблюдаете развитие инверторной технологии в сварщиках.
Инверторный источник питания – одно из важнейших технологических достижений сварочной отрасли за последние два десятилетия.От коромысел до прессов для столешниц, сварщиков швов и нестандартного оборудования.
На самом деле мы поняли, что принципиальная электрическая схема инверторного сварочного аппарата является чуть ли не самой популярной проблемой прямо сейчас. Мы также являемся дистрибьютором некоторых импортных машин, оснащенных инверторами.
Схема сварочного инвертора Smps.
Еще в 1960-х инверторные источники питания начали использоваться в электронном оборудовании.Точный контроль энергии сварного шва с помощью высокоскоростного замкнутого контура обратной связи и инструменты для обеспечения высокого качества сварки обеспечивают высокий выход продукции для самых сложных сварочных работ. Схема управления сборкой солнечной энергии igbt make igbt power инвертор igbt инвертор сварочная схема igbt npt n ch или n chan mosfet igbt новая интегральная схема 1200 в меняет способ 3-фазного привода двигателя
Если вы ищете возможность заменить обычный сварочный трансформатор, сварочный инвертор – лучший выбор.
Последнее обновление: 3 августа 2020 г., автор: swagatam 73 комментария. Вы наблюдаете развитие инверторной технологии в сварщиках.
Инверторный источник питания – одно из важнейших технологических достижений сварочной отрасли за последние два десятилетия.От коромысел до прессов для столешниц, сварщиков швов и нестандартного оборудования.
На самом деле мы поняли, что принципиальная электрическая схема инверторного сварочного аппарата является чуть ли не самой популярной проблемой прямо сейчас. Мы также являемся дистрибьютором некоторых импортных машин, оснащенных инверторами.
Схема сварочного инвертора Smps.
Еще в 1960-х инверторные источники питания начали использоваться в электронном оборудовании.Точный контроль энергии сварного шва с помощью высокоскоростного замкнутого контура обратной связи и инструменты для обеспечения высокого качества сварки обеспечивают высокий выход продукции для самых сложных сварочных работ. Схема управления сборкой солнечной энергии igbt make igbt power инвертор igbt инвертор сварочная схема igbt npt n ch или n chan mosfet igbt новая интегральная схема 1200 в меняет способ 3-фазного привода двигателя
Если вы ищете возможность заменить обычный сварочный трансформатор, сварочный инвертор – лучший выбор.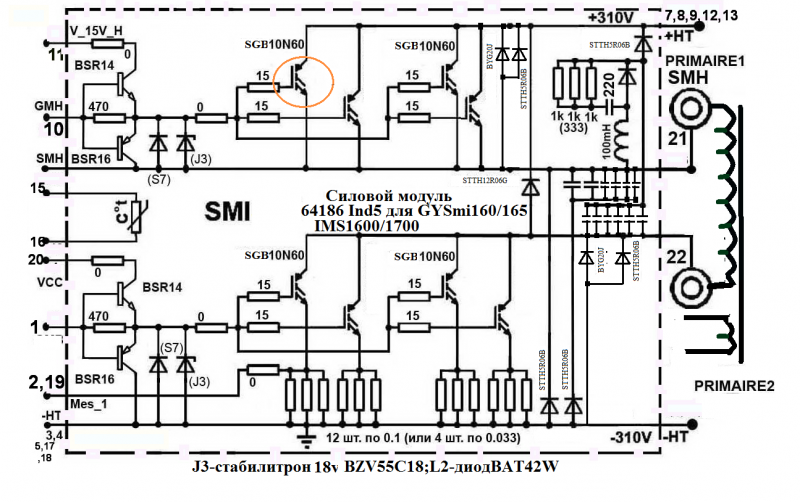 Схематические изображения инверторного сварочного аппарата.
Инверторный инверторный точечный сварочный аппарат i4 предназначен для обработки трудно свариваемых материалов, таких как борсодержащие стали и высокопрочные стали AHSS.
Схематические изображения инверторного сварочного аппарата.
Инверторный инверторный точечный сварочный аппарат i4 предназначен для обработки трудно свариваемых материалов, таких как борсодержащие стали и высокопрочные стали AHSS.Как собрать эту тележку для сварки своими руками
Джеймс Вестман
.
POP Projects – это коллекция новых и классических проектов из более чем столетней истории Popular Mechanics .Овладейте навыками, получите рекомендации по инструментам и, что наиболее важно, создайте что-то свое.
Сварка – это навык, который выглядит устрашающе, но его легко освоить, и лучший первый проект для большинства начинающих сварщиков – практический: вам нужна магазинная тележка, чтобы держать этого нового сварщика и складировать принадлежности.
На сборку нашей тележки ушло всего несколько часов. Он имеет стойку вдоль спины для C-образных зажимов, пару крючков для одежды для подвешивания шлемов и проводки, а также верхнюю часть для установки плазменного резака.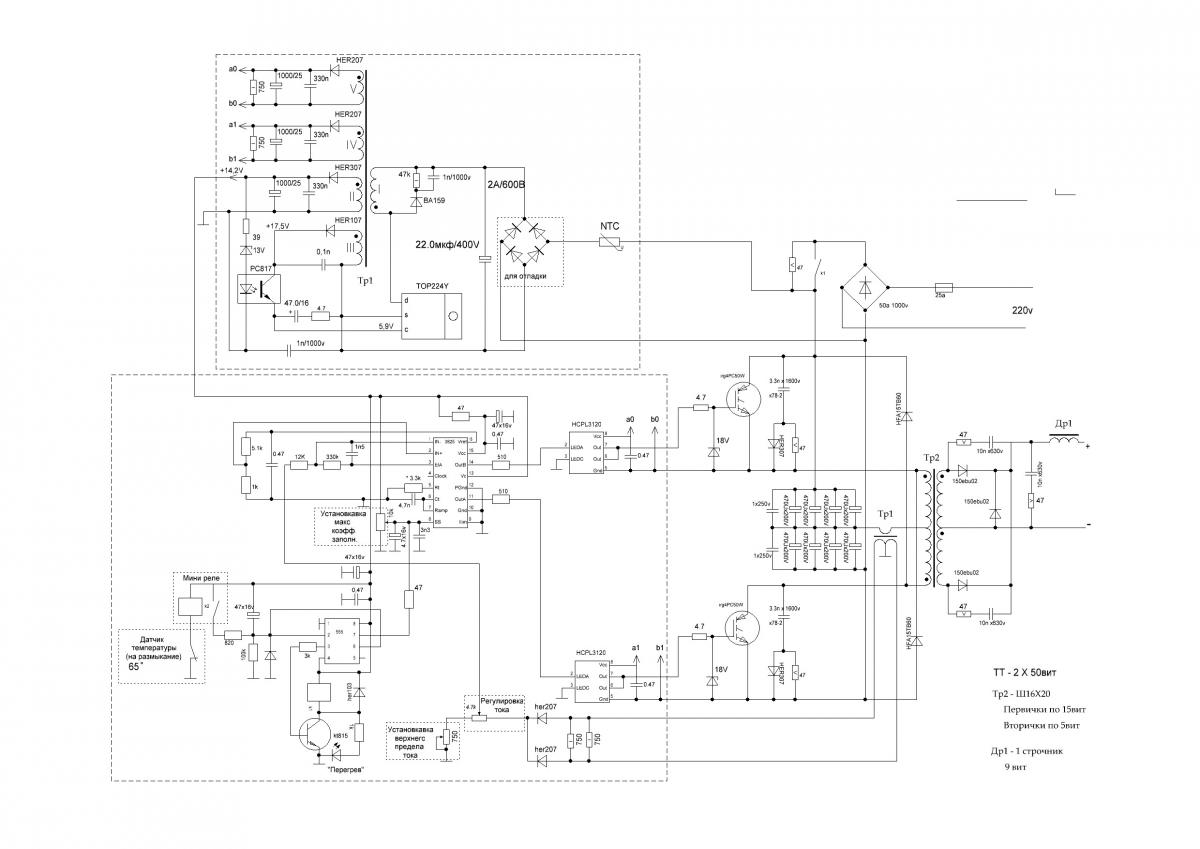
Дизайн прост, поэтому вы можете настроить его под свои нужды. Расширьте эти простые методы, чтобы сделать садовую мебель, отремонтировать велосипедные рамы или построить скульптуру из свалки, которая годами вертится в вашей голове.
💡Как лучше всего получить сварочные навыки? Запишитесь на курс в муниципальном колледже или в школе технологий. Вы узнаете правила техники безопасности, получите доступ к различным типам сварочных аппаратов и получите много практики.
Эти инструменты помогут
Линкольн Электрик Пауэрмиг 210
Линкольн Электрик1519 долларов.89
Lincoln Electric Power MIG 210 – это новая технология по отличной цене: при напряжении 120 или 230 В он позволяет амбициозному новичку выполнять сварку MIG, TIG и сваркой вставкой.
Миллерматик 141
Миллер Электрик1 039,95 долл. США
Millermatic 141 – хороший начальный вариант. Это сварочный аппарат с подачей проволоки на 120 В, который можно использовать для сварки тонких листов алюминия и стали толщиной от 24 до 3/16 дюйма.
Это сварочный аппарат с подачей проволоки на 120 В, который можно использовать для сварки тонких листов алюминия и стали толщиной от 24 до 3/16 дюйма.
Графика ДНК
Сварочная маска с автозатемнением
Антра
Сварочная маска с автоматическим затемнением Antra предлагает множество опций в зависимости от размера линз.
Mig Wire с сердечником Flux
Это хороший провод, но перед покупкой в руководстве для сварщика рассказывается, что для этого нужно, и обычно есть инструкции на откидной панели сбоку аппарата.
Графика ДНК
Перчатки для сварки MIG
Эти перчатки созданы для сварки и включают в себя цельный указательный палец для дополнительной гибкости и мягкую подкладку там, где это необходимо во время длительных сварочных сессий.
Графика ДНК
Планы и материалы
Персонал
Сварка и резка
В этом случае положите проект на ровную негорючую поверхность – в цеху.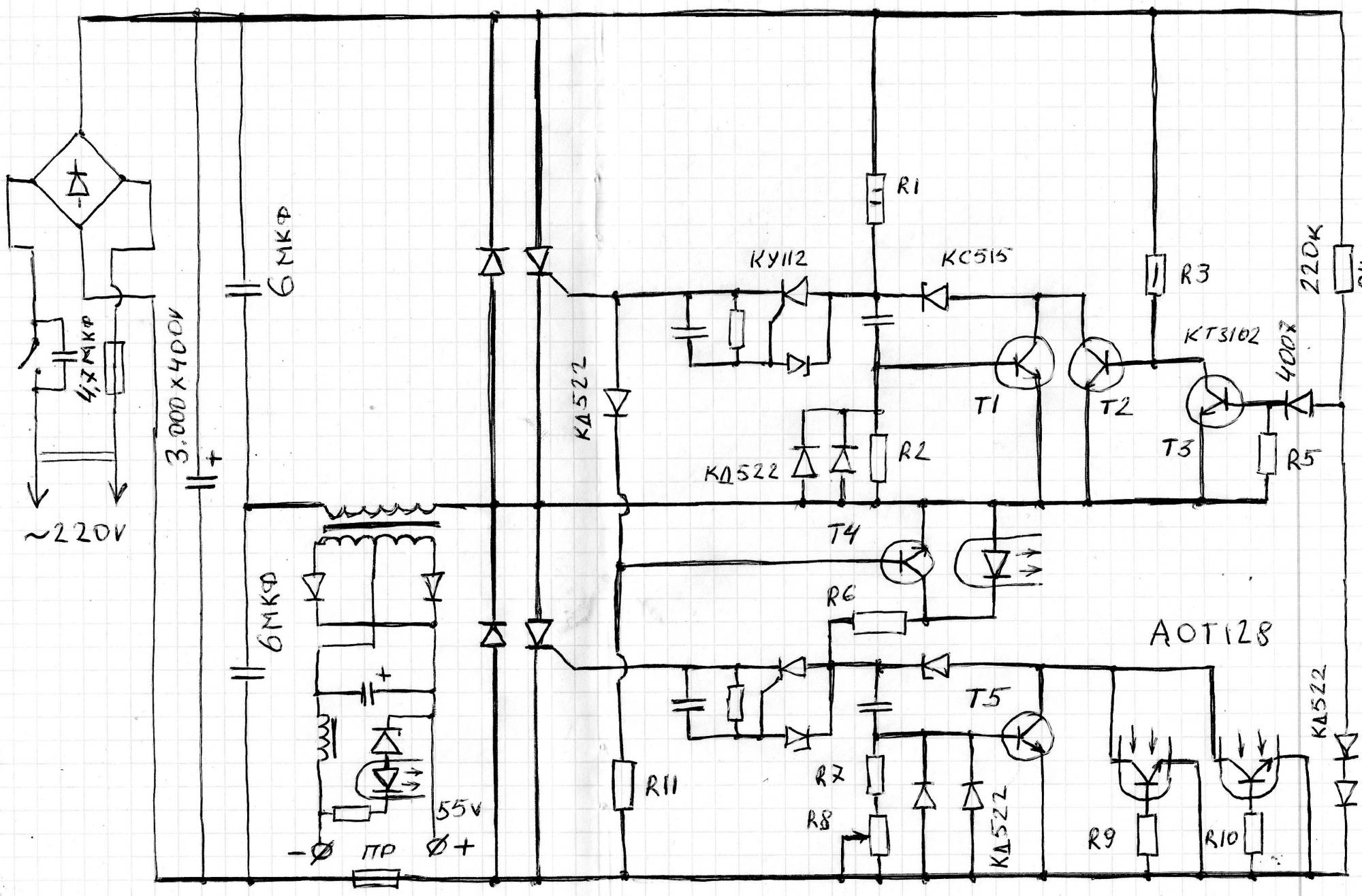 Теперь выровняйте детали рамы и слегка приварите их вместе. Некоторые зажимы или грузы удерживают все на месте [1] .
Теперь выровняйте детали рамы и слегка приварите их вместе. Некоторые зажимы или грузы удерживают все на месте [1] .
Вы могли бы эти кусочки-дюйма выпилить. Угловое железо достаточно легко, но вы можете сэкономить время, используя абразивное лезвие для резки металла в качестве колеса в отрезной пиле [2] . Медленная, равномерная подача обеспечивает быстрое резание без чрезмерного нагрева.
Сварите ровно столько, чтобы сколоть детали вместе. По мере добавления дополнительных деталей корректируйте, чтобы все оставалось квадратным.Никогда не завершайте сварку каких-либо стыков, пока не получите достаточно полную сборку, которая хорошо закреплена; Измерьте по диагонали, чтобы получить квадрат [3] .
Мы использовали плазменный резак для обрезки части уголка на стыках [4] . Это называется копингом, и это позволяет деталям более плотно прилегать друг к другу. Того же можно добиться болгаркой или даже ножовкой.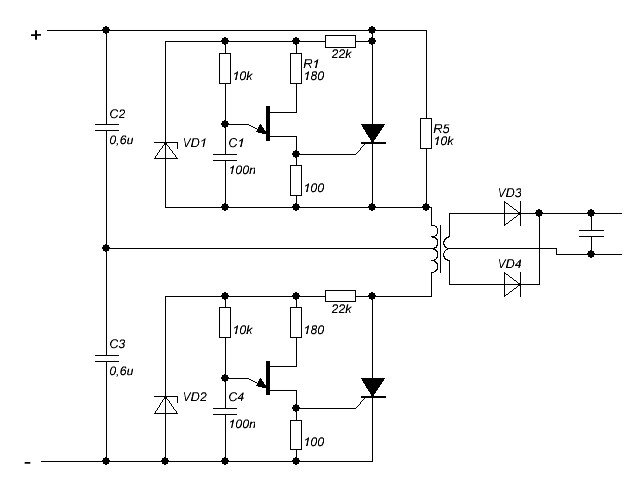
Собираем все вместе
После сборки передней и задней рамы добавьте горизонтальные элементы рамы.Здесь может помочь другая пара рук. Скрепите все вместе [5] и убедитесь, что все квадратно, перед тем, как приступить к полному сварному шву.
Если вам неудобно, сварной шов будет блуждать. Обеими руками держите сварочный пистолет [6] и прижмите хотя бы один локоть к туловищу. Отрепетируйте движение более длинных валиков при отключенном сварочном аппарате.
По мере наращивания постоянно проверяйте прямоугольность сборки, измеряя по диагоналям [7] .С помощью нескольких легких ударов молотком откорректируйте сварку с точностью до 1/8 дюйма, прежде чем закончить сварку.
Брэд Дечекко
Мы добавили ручку, стойку для зажимов и заземляющих кабелей сзади и, конечно же, колеса и ролики. Полки изготовлены из просечно-вытяжного металла, поэтому они не собирают пыль и шлак.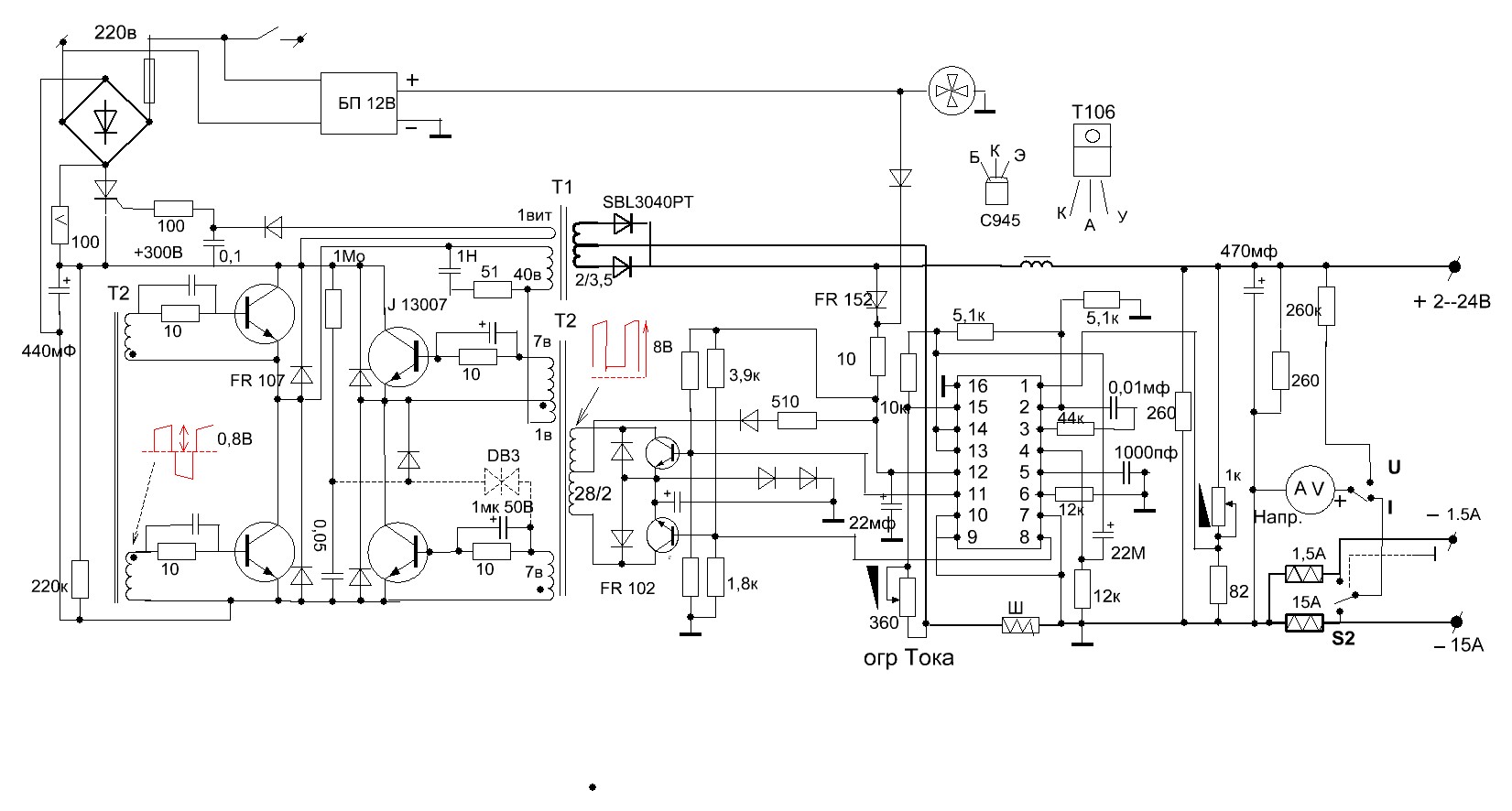 Затем мы очистили сварные швы пескоструйным аппаратом и закончили краской Hammertone silver.
Затем мы очистили сварные швы пескоструйным аппаратом и закончили краской Hammertone silver.
На тележке установлен плазменный резак – режущий на 1/4 дюйма.-толстая стальная пластина, как теплый тофу [8] .
Руководство по процессу ручной дуговой сварки
Что такое процесс ручной дуговой сварки?
Используемые термины
MMA – ручная дуговая сварка металлическим электродом SMAW – дуговая сварка металлическим электродом Ручная сварка
MMA (Ручная дуговая сварка металла была впервые разработана в России в 1888 году и включала сварочный стержень без покрытия. Процесс Кьельберга был изобретен в Швеции.В Великобритании был введен квазидуговой метод. Электрод с покрытием использовался медленно из-за высоких производственных затрат, но потребность в сварных швах с более высокой степенью целостности привела к тому, что этот процесс стал использоваться все чаще.
Материал соединяется, когда между электродом и заготовкой возникает дуга, плавящая заготовку и электрод с образованием сварочной ванны.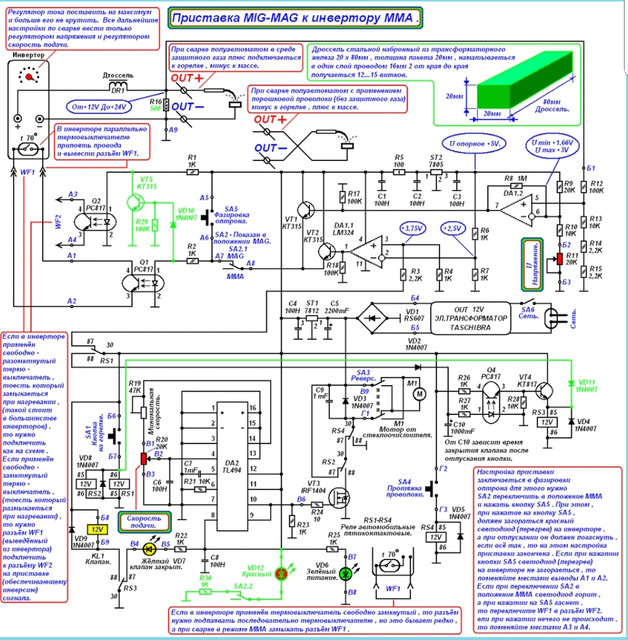 В то же время электрод имеет внешнее покрытие, которое иногда называют электродным флюсом, которое также плавится и создает экран над сварочной ванной, чтобы предотвратить загрязнение расплавленной ванны и способствовать возникновению дуги.
В то же время электрод имеет внешнее покрытие, которое иногда называют электродным флюсом, которое также плавится и создает экран над сварочной ванной, чтобы предотвратить загрязнение расплавленной ванны и способствовать возникновению дуги.
Он охлаждается и образует твердый шлак на сварном шве, который затем необходимо отколоть от сварного шва по завершении или перед добавлением другого сварного шва. Процесс позволяет производить только короткие отрезки сварного шва из-за длины электрода, прежде чем новый электрод нужно будет вставить
в держатель. Качество наплавленного металла во многом зависит от квалификации сварщика.
Источник питания обеспечивает выход постоянного тока (CC) и может быть AC (переменный ток) или DC (постоянный ток).
Конструкция инвертора для ручной дуговой сварки такова, что оператор, увеличивающий длину дуги, снижает сварочный ток, а сокращение длины дуги (уменьшение напряжения дуги) делает обратное, то есть увеличивает ток. В качестве ориентира напряжение регулирует высоту и ширину сварного шва, в то время как ток контролирует проплавление, поэтому сварщик манипулирует электродом для достижения удовлетворительного качества сварки.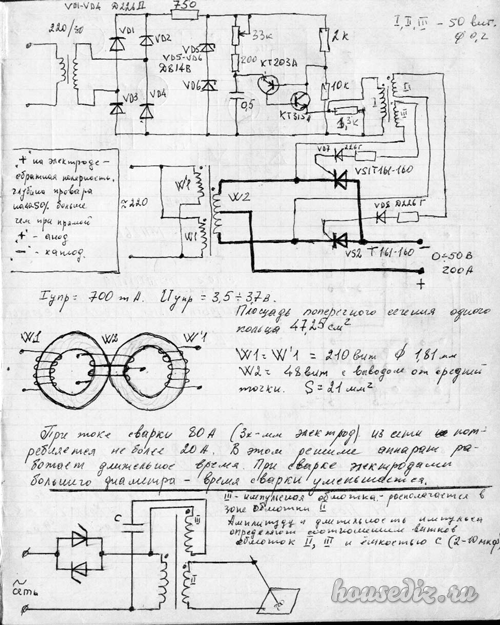
Мощность, потребляемая в сварочной цепи, определяется напряжением и током дуги.
Напряжение (В) определяется диаметром электрода и расстоянием между электродом и заготовкой. Ток в цепи зависит от диаметра электрода, толщины свариваемых материалов и положения сварного шва. Большая часть информации об электродах будет содержать подробную информацию об используемых типах тока и оптимальном диапазоне тока.
Источники питания для сварки MMA, которые могут использоваться для сварки TIG, часто называют источниками питания с падающими характеристиками. Как правило, это простые селекторные устройства, устройства управления магнитным усилителем или устройства с приводом от двигателя с прочной конструкцией, поскольку они часто требуются для работы в экстремальных условиях.
Характеристика выходной формы породила термин «капля».
Однако современные сварочные инверторные источники питания могут преодолеть эти проблемы и обеспечить отличные характеристики и производительность, поскольку кривая может управляться электронным способом для каждого процесса.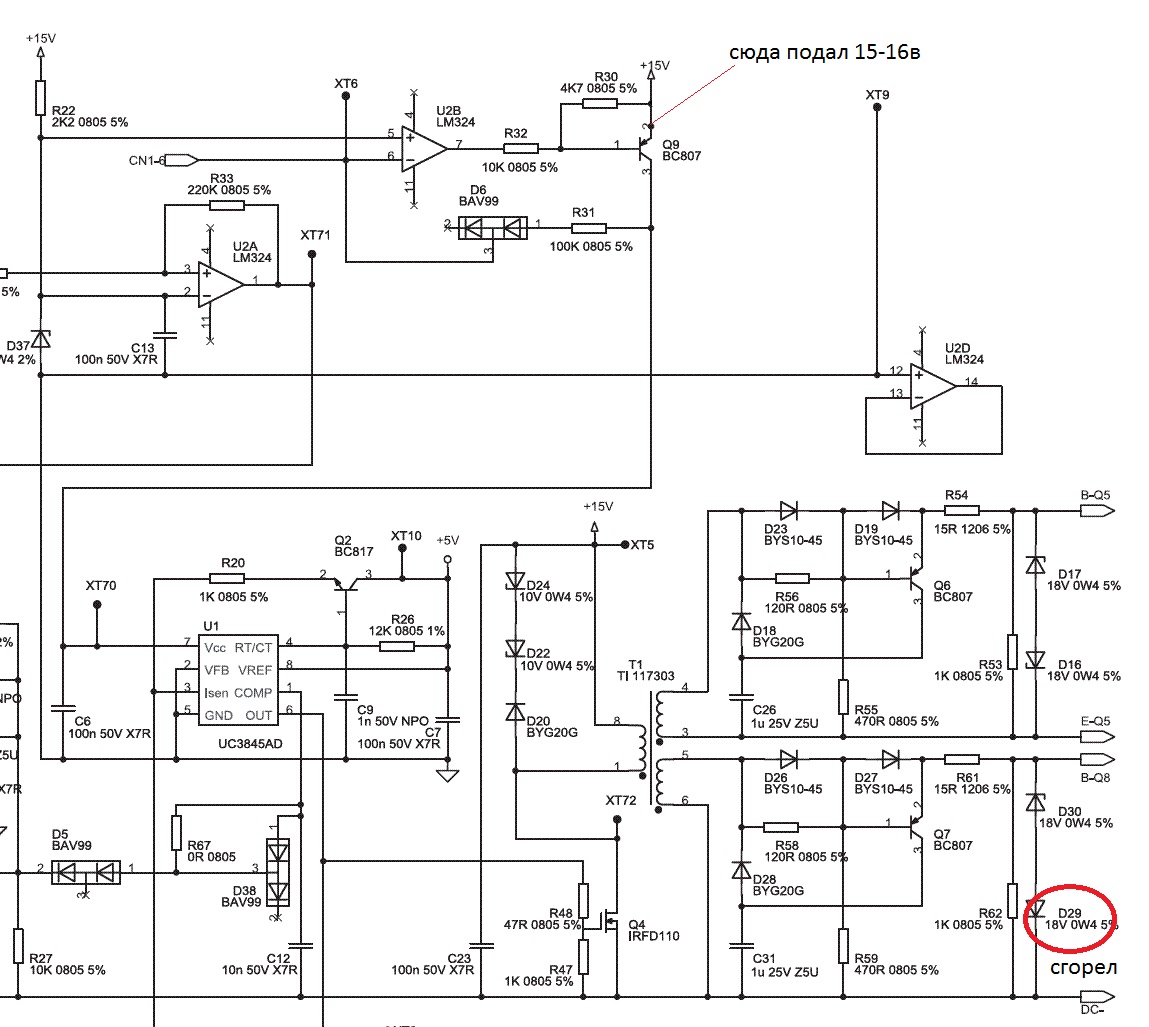
Небольшие относительно дешевые комплекты переменного тока обычно используются для самостоятельного выполнения работ или небольших функций технического обслуживания, а некоторые более крупные комплекты переменного тока, часто охлаждаемые маслом, могут использоваться в более тяжелой промышленности, но выходные комплекты постоянного тока в настоящее время являются наиболее распространенными.
Производство электродов означает, что не все электроды постоянного тока могут работать от источников переменного тока, но электроды переменного тока могут работать как с переменным, так и с постоянным током. Постоянный ток (DC) – наиболее часто используемый режим. Управление блоками переменного тока обычно осуществляется с помощью подвижного стального сердечника или переключаемых трансформаторов.
Источники выходной мощности постоянного тока могут использоваться для многих типов материалов и могут быть получены в широком диапазоне токов. Органы управления этих устройств варьируются от управления с подвижным сердечником до новейших конструкций инверторов. Конструкция инвертора принесла много преимуществ:
Конструкция инвертора принесла много преимуществ:
• Очень легкий и портативный по сравнению со своими предшественниками
• Очень энергоэффективный источник питания и обеспечивает экономию энергии
• Обеспечивает более высокие выходы для более низких входов
• Высокие уровни контроля и производительности
Обычно предпочтительнее выполнять сварку в плоском или горизонтальном положении. Когда требуется сварка в таком положении, как вертикальное или потолочное, полезно уменьшить сварочный ток по сравнению с горизонтальным положением.Для достижения наилучших результатов во всех положениях с поддержанием короткой дуги требуется равномерное движение и скорость перемещения в дополнение к постоянной подаче электрода.
Что составляет систему MMA (Stick)?
Сварочный инверторный источник питания
Выбранный сварочный инверторный источник питания должен иметь мощность, достаточную для плавления электрода и свариваемого материала, с достаточной мощностью для поддержания напряжения дуги.
Для процесса ручной дуговой сварки обычно требуется большой ток (50–350 А) при относительно низком напряжении (10–50 В).Сварочные электроды для MMA предназначены для работы с различными типами выходной мощности и напряжения, и вы всегда должны читать данные производителя.
Все сварочные электроды можно использовать на постоянном токе (DC), но не все на переменном токе (AC). Некоторые электроды переменного тока также имеют определенные требования к напряжению. При использовании в режиме постоянного тока провод электрода должен быть подключен с полярностью, рекомендованной производителем электродов, в большинстве случаев это будет положительная полярность электрода, но есть электроды, использующие отрицательную полярность.Источник питания работает в режиме «холостого хода» или «напряжения холостого хода», когда не зажигается сварочная дуга. Это номинальное напряжение без нагрузки определено в стандарте EN 60974-12012 (EN 60974) в соответствии со сварочной средой или риском поражения электрическим током. Источник питания может иметь устройство понижения напряжения (VRD), установленное внутри или снаружи.
Источник питания может иметь устройство понижения напряжения (VRD), установленное внутри или снаружи.
Держатель электрода и сварочные кабели
Держатель электрода и сварочные кабели
Электрододержатель зажимает конец электрода токопроводящими зажимами, встроенными в его головку.Эти зажимы работают либо за счет крутящего момента, либо за счет подпружиненного зажима (типа «крокодил»).
Зажимной механизм позволяет быстро отсоединить оставшийся неиспользованный конец электрода (заглушку).
Для обеспечения максимальной эффективности сварки электрод должен быть надежно зажат в держателе, в противном случае плохой электрический контакт может вызвать нестабильность дуги из-за колебаний напряжения и перегрева держателя.
Сварочный кабель присоединяется к держателю механически, гофрированным или припаянным.
Держатели электродов должны соответствовать IEC 60974-11.
Диаметр сварочного кабеля обычно выбирается в зависимости от уровня сварочного тока.![]() Чем выше ток и рабочий цикл,
Чем выше ток и рабочий цикл,
, тем больше диаметр кабеля, чтобы он не перегревался (см. Соответствующий стандарт). Если сварка проводится на некотором расстоянии от источника питания, может потребоваться увеличить диаметр кабеля, чтобы уменьшить падение напряжения.
Сварочный электрод состоит из материала сердечника типа материала i.е. сталь или нержавеющая сталь и т. д., которая обеспечивает сварочный присадочный металл. Он покрыт внешним покрытием, называемым флюсом, который помогает в создании дуги и защищает дугу от загрязнения так называемым шлаком.
На стабильность дуги, глубину проплавления, скорость осаждения металла и особенности положения в значительной степени влияет химический состав флюсового покрытия на электроде. Электроды можно разделить на три основных типа:
• Базовый
• Целлюлозный
• Рутил
Основные сварочные электроды содержат большое количество карбоната кальция (известняк) и фторида кальция (плавиковый шпат) в покрытии.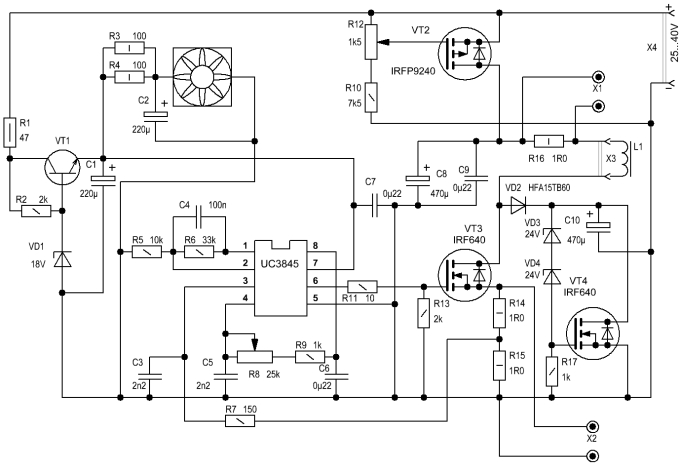 Это делает их шлаковое покрытие более жидким, чем рутиловое покрытие – оно также быстро замерзает, что способствует сварке в вертикальном и верхнем положении. Эти электроды используются для сварки изделий среднего и тяжелого сечения, где требуется более высокое качество сварного шва, хорошие механические свойства и устойчивость к растрескиванию (благодаря высокой прочности).
Это делает их шлаковое покрытие более жидким, чем рутиловое покрытие – оно также быстро замерзает, что способствует сварке в вертикальном и верхнем положении. Эти электроды используются для сварки изделий среднего и тяжелого сечения, где требуется более высокое качество сварного шва, хорошие механические свойства и устойчивость к растрескиванию (благодаря высокой прочности).
Особенности:
Когда эти электроды подвергаются воздействию влаги, происходит быстрое накопление влаги. Из-за необходимости контроля содержания водорода эти электроды следует тщательно высушить в сушильном шкафу с регулируемой температурой.
Типичное время сушки составляет один час при температуре приблизительно от 150 ° C до 300 ° C, но перед использованием всегда следует консультироваться с данными производителя.
После контролируемой сушки основной и основной / рутиловый электроды необходимо выдержать при температуре от 100 ° C до 150 ° C, чтобы защитить их от повторного впитывания влаги в покрытие. Эти условия могут быть достигнуты путем переноса электродов из основной сушильной печи в раздаточную печь или нагретый колчан на рабочем месте.
Эти условия могут быть достигнуты путем переноса электродов из основной сушильной печи в раздаточную печь или нагретый колчан на рабочем месте.
Электроды из металлического порошка содержат добавку металлического порошка к флюсовому покрытию для увеличения максимально допустимого уровня сварочного тока. Таким образом, для данного размера электрода скорость осаждения металла и эффективность (процент нанесенного металла) увеличиваются по сравнению с электродом, не содержащим порошка железа в покрытии.
Шлак обычно легко удаляется. Электроды из железного порошка в основном используются в плоском и горизонтальном / вертикальном положениях, чтобы использовать преимущества более высоких скоростей наплавки.Эффективность до 130-140% может быть достигнута для рутиловых и основных электродов без заметного ухудшения характеристик искрения, но дуга имеет тенденцию быть менее сильной, что снижает проникновение валика.
ПРИМЕЧАНИЕ. Качество сварного шва зависит от стабильной работы электрода.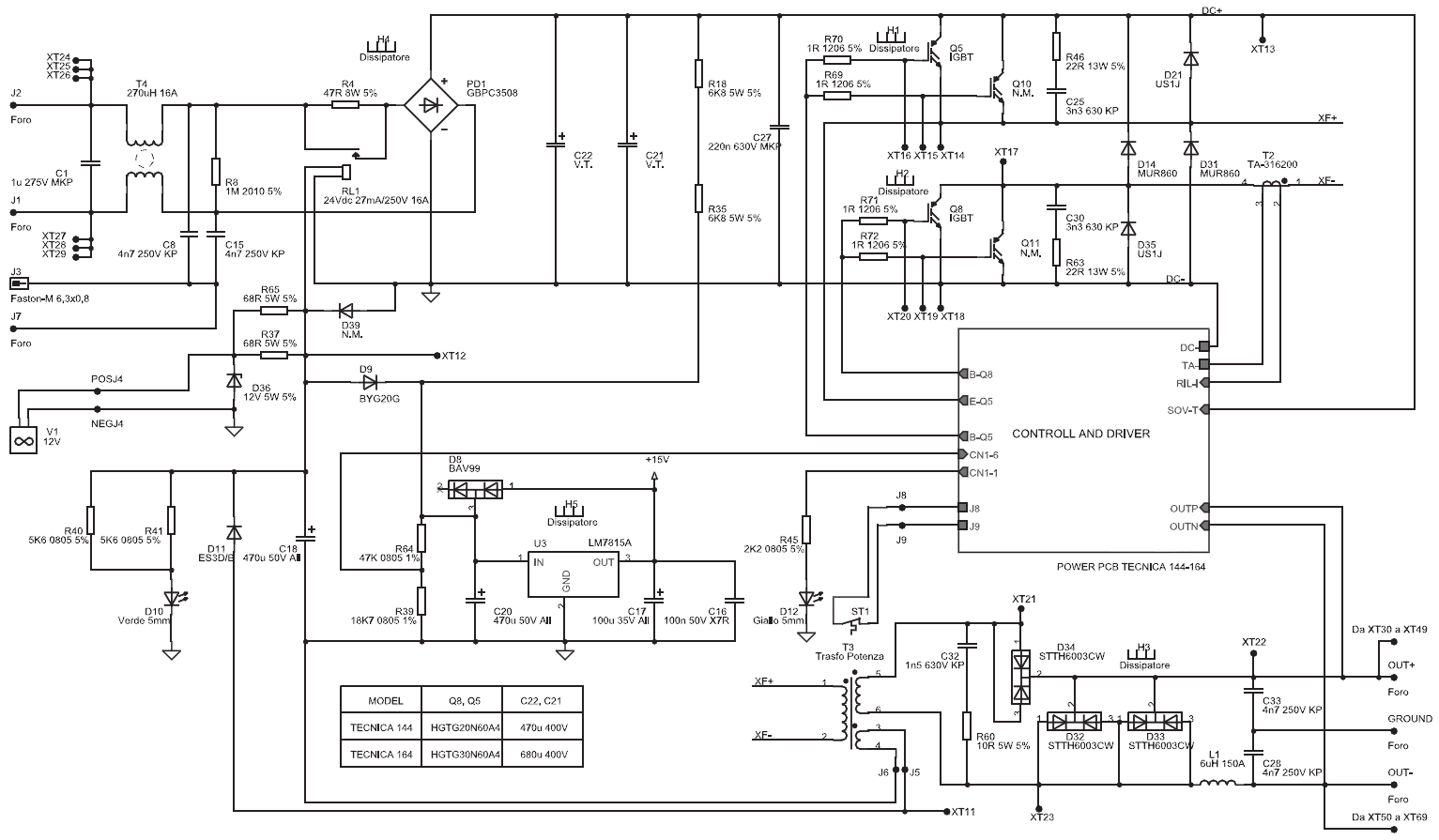 Покрытие из флюса не должно иметь сколов, трещин или, что более важно, намокать. Электроды изготавливаются с разными типами покрытия и требуют разного обращения.
Покрытие из флюса не должно иметь сколов, трещин или, что более важно, намокать. Электроды изготавливаются с разными типами покрытия и требуют разного обращения.
Целлюлозные сварочные электроды
Целлюлозные сварочные электроды содержат большое количество целлюлозы в покрытии и характеризуются глубоко проникающей дугой и высокой скоростью выгорания, что обеспечивает высокие скорости сварки.Наплавленный металл может быть крупным, а удаление шлака жидким шлаком может быть затруднено. Эти электроды просты в использовании в любом положении и известны тем, что используются в технике сварки «дымоход».
Особенности:
• Глубокий провар во всех положениях
• Пригодность для сварки сверху вниз
• Достаточно хорошие механические свойства
• Высокий уровень образования водорода – риск растрескивания в зоне термического влияния (HAZ)
Эти электродные покрытия предназначены для работы с определенным количеством влаги в покрытии. Покрытие менее чувствительно к впитыванию влаги и обычно не требует операции сушки. Однако сушка может потребоваться в тех случаях, когда относительная влажность окружающей среды, в которой хранились электроды, была очень высокой.
Покрытие менее чувствительно к впитыванию влаги и обычно не требует операции сушки. Однако сушка может потребоваться в тех случаях, когда относительная влажность окружающей среды, в которой хранились электроды, была очень высокой.
Рутиловые сварочные электроды
Рутиловые сварочные электроды содержат высокую долю оксида титана (рутила) в покрытии. Оксид титана способствует легкому зажиганию дуги, плавному срабатыванию дуги и малому разбрызгиванию. Эти электроды представляют собой электроды общего назначения с хорошими сварочными свойствами.Их можно использовать с источниками питания переменного и постоянного тока и во всех положениях. Электроды особенно подходят для сварки угловых швов в горизонтальном / вертикальном (H / V) положении.
Особенности:
• Умеренные механические свойства металла шва
• Хороший профиль валика за счет вязкого шлака
• Возможна позиционная сварка жидким шлаком (содержащим фторид)
• Легко удаляемый шлак
Покрытия с рутиловым покрытием могут выдерживать ограниченное количество влаги, и покрытия могут разрушаться, если они пересушены. Перед использованием всегда сверяйтесь с данными производителя.
Перед использованием всегда сверяйтесь с данными производителя.
Электроды для твердой / наплавочной сварки
Электроды для твердой или износостойкой сварки в основном используются для нанесения твердой поверхности на более мягкий основной материал. Существует широкий спектр этих типов продуктов, и общая область их применения – ремонт изнашиваемых поверхностей, таких как зубы, на землеройном и горнодобывающем оборудовании.
Сварочные электроды постоянного тока с медным покрытием
Это наиболее распространенный тип из-за сравнительно длительного срока службы электродов.Эти электроды изготавливаются путем смешивания и обжига углерода, графита и связующего вещества и покрытия их медью. Они обеспечивают стабильные характеристики дуги и однородные канавки.
Они сконструированы так же, как электроды постоянного тока с медным покрытием, но без медного покрытия. При использовании они расходуются быстрее, чем покрытые медью.
Эти электроды сконструированы путем смешивания и обжига углерода, графита и специального связующего с добавленными редкоземельными материалами для стабилизации дуги.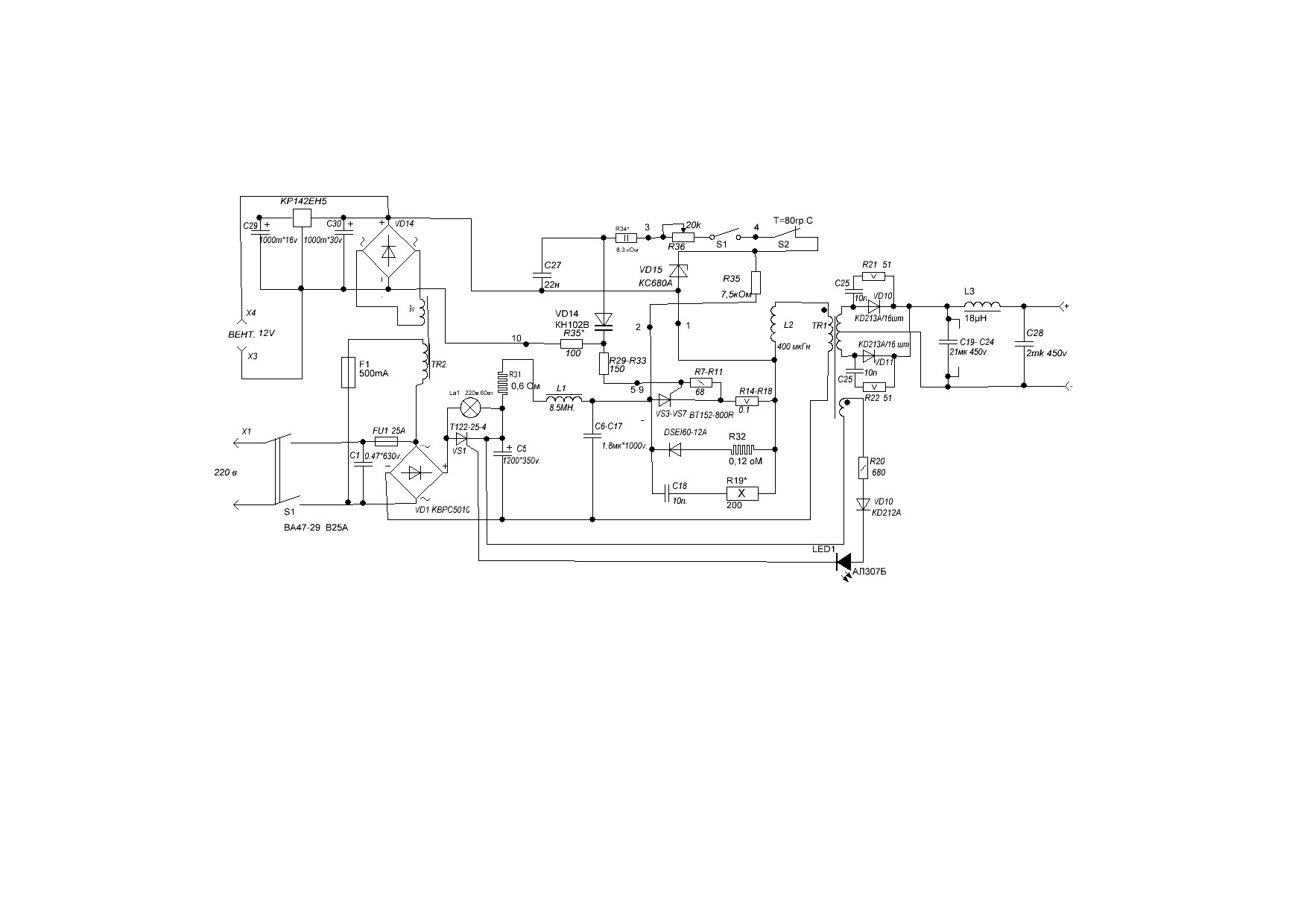
Они покрыты медью.
В процессе используется сжатый воздух под давлением 80–100 фунтов на квадратный дюйм на держателе электрода.
Повышение давления воздуха не приводит к более эффективному удалению металла.
Хранение сварочных электродов
Электроды всегда следует хранить в сухом и хорошо вентилируемом помещении. Рекомендуется складывать пакеты с электродами на деревянных поддонах или стеллажах на достаточном расстоянии от пола. Кроме того, все неиспользованные электроды, подлежащие возврату, следует хранить так, чтобы они не подвергались воздействию влаги, чтобы восстановить влагу.
Хорошие условия хранения: на 10 ° C выше температуры наружного воздуха. Поскольку условия хранения должны предотвращать конденсацию влаги на электродах, запасы электродов должны быть сухими.
В этих условиях и в оригинальной упаковке срок хранения электродов практически неограничен. Современные электроды теперь доступны в герметичных упаковках, что исключает необходимость сушки. Однако при необходимости неиспользованные электроды необходимо повторно высушить в соответствии с инструкциями производителя.
Однако при необходимости неиспользованные электроды необходимо повторно высушить в соответствии с инструкциями производителя.
Сушка обычно выполняется в соответствии с рекомендациями производителя, и требования будут определяться типом электрода.
Многие электроды теперь доступны в герметично закрытых контейнерах. Эти вакуумные пакеты устраняют необходимость сушки электродов непосредственно перед использованием. Однако, если контейнер был открыт или поврежден, необходимо повторно высушить электроды в соответствии с инструкциями производителя.
Выбор диаметра электрода зависит от толщины заготовки, положения сварки, формы стыка, сварочного слоя и т. Д.
Уровень сварочного тока определяется размером электрода – нормальный рабочий диапазон и ток рекомендуются производителями.Типичные рабочие диапазоны для выбора размеров сварочных электродов показаны в таблице.
В процессе сварки дуга не должна быть слишком длинной; в противном случае это вызовет нестабильное горение дуги, большое количество брызг, проникновение света, поднутрение, образование пузырей и т.
д. Если дуга слишком короткая, это приведет к прилипанию электрода к заготовке.
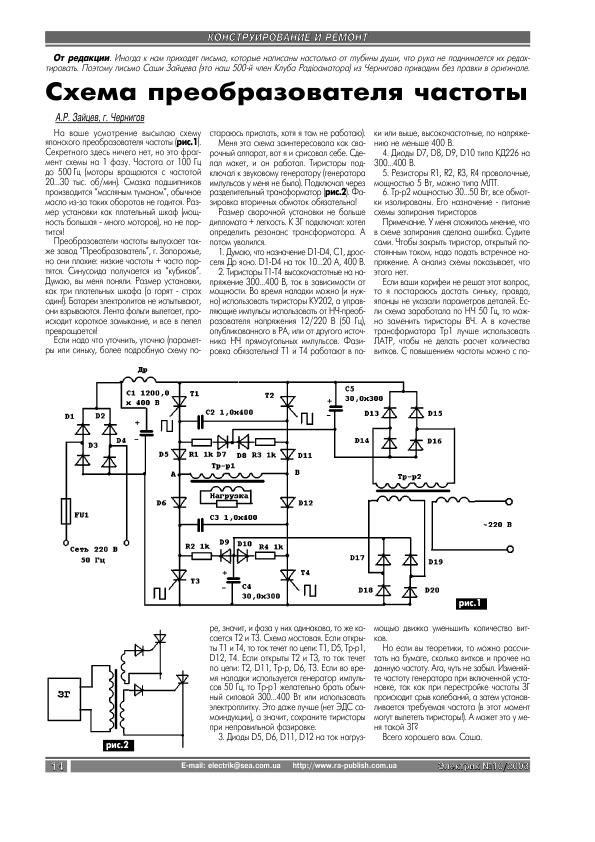 д. Если дуга слишком короткая, это приведет к прилипанию электрода к заготовке.
д. Если дуга слишком короткая, это приведет к прилипанию электрода к заготовке.Регуляторы инвертора, используемые при сварке стержневыми электродами
Регулятор сварочного тока (A)
Регулятор тока регулирует величину выходного тока сварочного инвертора и, следовательно, скорость наплавки в зависимости от диаметра электрода.
На более современных электронных сварочных инверторах часто можно управлять током с помощью пульта дистанционного управления.
В начале сварки горячий старт обеспечивает повышенный ток, позволяющий электроду зажигать дугу, не прилипая к заготовке. Некоторые машины имеют автоматический ток горячего старта с заданным временем и уровнем, другие имеют регулируемое управление горячим пуском, которое может выбрать оператор.
Во время сварки напряжение дуги обычно находится в районе 20 В.Часто ситуация может потребовать более короткой дуги, что приводит к более низкому напряжению, и электрод склонен «прилипать к заготовке», поскольку дуга фактически погасла.