Сварочные трансформаторы
Мы предлагаем различное сварочное оборудование со склада в Москве.
Выбрать качественное сварочное оборудование – задача нетривиальная. При выборе в первую очередь необходимо отталкиваться от материала, который необходимо сваривать (переменный/постоянный ток, полуавтомат, аргонно-дуговая).
Сварочные трансформаторы серии ТДМ, предназначен для питания одного сварочного поста переменным током частотой 50Гц при ручной дуговой сварке (резке или наплавке) малоуглеродистых и низколегированных сталей электродами типа МР-3С , АНО-4, АНО-6, АНО-21, МР-3 и др.
Сварочные трансформаторы ТДМ представляет собой переносную установку с естественной вентиляцией в однокорпусном исполнении.
Сварочный трансформатор ТДМ-205 А (220 В) AL
Напряжение питания 1х220 В
Номинальная частота сети 50 Гц
Номинальный сварочный ток 200 А
Диапазон регулирования сварочного тока 40-200 А
Продолжительность нагрузки 40 %
Способ регулирования сварочного тока механический, плавный
Потребляемая мощность 12 кВА
Обмотки трансформатора AL
Габаритные размеры 340х300х460 мм Масса 32 кг
Цена 6730,00руб
Сварочный трансформатор ТДМ-205 (220 В) CU
Напряжение питания 1х220 В
Номинальная частота сети 50 Гц
Номинальный сварочный ток 200 А
Диапазон регулирования сварочного тока 40-200 А
Продолжительность нагрузки 40 %
Напряжение холостого хода 70 В
Способ регулирования сварочного тока механический, плавный
Потребляемая мощность 12 кВА
Обмотки трансформатора CU
Габаритные размеры 340х300х460 мм Масса 35 кг
Цена 10610,00руб
Сварочный трансформатор ТДМ-205 А (220/380 В) AL
Напряжение питания 1х220/2х380 В
Номинальная частота сети 50 Гц
Диапазон регулирования сварочного тока 40-200 А
Продолжительность нагрузки 40 %
Напряжение холостого хода 70 В
Способ регулирования сварочного тока механический, плавный
Потребляемая мощность 12 кВА
Обмотки трансформатора AL
Габаритные размеры 340х300х460 мм Масса 34 кг
Цена 7950,00руб
Сварочный трансформатор ТДМ-250 (220/380 В) CU
Напряжение питания 1х220/2х380 В
Номинальная частота сети 50 Гц
Номинальный сварочный ток 250 А
Диапазон регулирования сварочного тока 40-250 А
Продолжительность нагрузки 40 %
Напряжение холостого хода 70 В
Способ регулирования сварочного тока механический, плавный
Потребляемая мощность 16 кВА
Обмотки трансформатора CU
Габаритные размеры 340х300х460 мм Масса 41 кг
Цена 15200,00руб
Сварочный трансформатор ТДМ-305 А (220 В) AL
Напряжение питания 1х220 В
Номинальная частота сети 50 Гц
Номинальный сварочный ток 300 А
Диапазон регулирования сварочного тока 60-300 А
Продолжительность нагрузки 40 %
Напряжение холостого хода 70 В
Способ регулирования сварочного тока механический, плавный
Потребляемая мощность 19 кВА
Обмотки трансформатора AL
Габаритные размеры 435х410х535 мм Масса 61 кг
Цена 10250,00руб
Сварочный трансформатор ТДМ-305 (220 В) CU
Напряжение питания 1х220 В
Номинальная частота сети 50 Гц
Номинальный сварочный ток 300 А
Диапазон регулирования сварочного тока 60-300 А
Продолжительность нагрузки 40 %
Напряжение холостого хода 70 В
Способ регулирования сварочного тока механический, плавный
Потребляемая мощность 19 кВА
Габаритные размеры 435х410х535 мм Масса 65 кг
Цена 17400,00руб
Сварочный трансформатор ТДМ-305 А (380 В) AL
Напряжение питания 2х380 В
Номинальная частота сети 50 Гц
Номинальный сварочный ток 300 А
Диапазон регулирования сварочного тока 60-300 А
Продолжительность нагрузки 40 %
Напряжение холостого хода 70 В
Способ регулирования сварочного тока механический, плавный
Потребляемая мощность 19 кВА
Обмотки трансформатора AL
Габаритные размеры 435х410х535 мм Масса 62 кг
Цена 10250,00руб
Сварочный трансформатор ТДМ-305 (380 В) CU
Напряжение питания 2х380 В
Номинальная частота сети 50 Гц
Номинальный сварочный ток 300 А
Диапазон регулирования сварочного тока 60-300 А
Продолжительность нагрузки 40 %
Способ регулирования сварочного тока механический, плавный
Потребляемая мощность 19 кВА
Обмотки трансформатора CU
Габаритные размеры 435х410х535 мм Масса 66 кг
Цена 17400,00руб
Сварочный трансформатор ТДМ-305 А (220/380 В) AL
Напряжение питания 1х220/2х380 В
Номинальная частота сети 50 Гц
Номинальный сварочный ток 300 А
Диапазон регулирования сварочного тока 60-300 А
Продолжительность нагрузки 40 %
Напряжение холостого хода 70 В
Способ регулирования сварочного тока механический, плавный
Потребляемая мощность 19 кВА
Обмотки трансформатора AL
Габаритные размеры 435х410х535 мм Масса 63 кг
Цена 12250,00руб
Сварочный трансформатор ТДМ-305 (220/380 В) CU
Напряжение питания 1х220/2х380 В
Номинальная частота сети 50 Гц
Диапазон регулирования сварочного тока 60-300 А
Продолжительность нагрузки 40 %
Напряжение холостого хода 70 В
Способ регулирования сварочного тока механический, плавный
Потребляемая мощность 19 кВА
Обмотки трансформатора CU
Габаритные размеры 435х410х535 мм Масса 63 кг
Цена 19450,00руб
Сварочный трансформатор ТДМ-405 А (380 В) AL
Напряжение питания 2х380 В
Номинальная частота сети 50 Гц
Номинальный сварочный ток 400 А
Диапазон регулирования сварочного тока 70-400 А
Продолжительность нагрузки 40 %
Напряжение холостого хода 70 В
Способ регулирования сварочного тока механический, плавный
Потребляемая мощность 23 кВА
Обмотки трансформатора AL
Габаритные размеры 435х410х535 мм Масса 67 кг
Сварочный трансформатор ТДМ-405 (380 В) CU
Напряжение питания 2х380 В
Номинальная частота сети 50 Гц
Номинальный сварочный ток 400 А
Диапазон регулирования сварочного тока 70-400 А
Продолжительность нагрузки 40 %
Напряжение холостого хода 70 В
Способ регулирования сварочного тока механический, плавный
Потребляемая мощность 23 кВА
Обмотки трансформатора CU
Габаритные размеры 435х410х535 мм Масса 73 кг
Цена 22100,00руб
Сварочный трансформатор ТДМ-505 А (380 В) AL
Напряжение питания 2х380 В
Номинальная частота сети 50 Гц
Номинальный сварочный ток 500 А
Диапазон регулирования сварочного тока 80-500 А
Продолжительность нагрузки 40 %
Напряжение холостого хода 70 В
Способ регулирования сварочного тока механический, плавный
Потребляемая мощность 33 кВА
Габаритные размеры 435х410х535 мм Масса 70 кг
Цена 16650,00руб
Сварочный трансформатор ТДМ-505 (380 В) CU
Напряжение питания 2х380 В
Номинальная частота сети 50 Гц
Номинальный сварочный ток 500 А
Диапазон регулирования сварочного тока 80-500 А
Продолжительность нагрузки 40 %
Напряжение холостого хода 70 В
Способ регулирования сварочного тока механический, плавный
Потребляемая мощность 33 кВА
Обмотки трансформатора CU
Габаритные размеры 435х410х535 мм Масса 79 кг
Цена 23300,00руб
Время последней модификации 1438761953
СВАРОЧНЫЙ ТРАНСФОРМАТОР – это.
 .. Что такое СВАРОЧНЫЙ ТРАНСФОРМАТОР?
.. Что такое СВАРОЧНЫЙ ТРАНСФОРМАТОР?- СВАРОЧНЫЙ ТРАНСФОРМАТОР
аппарат для регулируемого питания сварочных процессов перем. током (см. рис.). Для дуговой сварки применяют С. т., состоящие из двух отд. частей – понижающего трансформатора и дросселя, и в однокорпусном исполнении. Для повышения стабильности горения дуги во вторичную цепь С. т. включают осциллятор, к-рый используют также для зажигания дуги при сварке неплавящимся электродом. Для контактной сварки применяют С. т. с миним. сопротивлением вторичного контура, для чего вторичная обмотка обычно имеет 1 или 2 витка. Регулирование напряжения достигается изменением числа витков в первичной обмотке.
Схема сварочного трансформатора с подвижной обмоткой (при увеличении расстояния между первичной и вторичной обмотками трансформатора сила сварочного тока снижается): 1 – ручка регулятора силы тока; 2 – подвижная обмотка; 3 – неподвижная обмотка; 4 – магнитопровод; 5 – свариваемая деталь; 6 электрод
Большой энциклопедический политехнический словарь. 2004.
2004.
- СВАРОЧНЫЙ ГЕНЕРАТОР
- СВЕКЛОПОДЪЁМНИК
Смотреть что такое “СВАРОЧНЫЙ ТРАНСФОРМАТОР” в других словарях:
сварочный трансформатор — Трансформатор, предназначенный для питания установок электрической сварки [ГОСТ 16110 82] Тематики трансформатор Классификация >>> EN ac transformer type welderarc welderarc welding transformerwelding transformer … Справочник технического переводчика
Сварочный трансформатор — 2.31. Сварочный трансформатор Трансформатор, предназначенный для питания установок электрической сварки Источник: ГОСТ 16110 82: Трансформаторы силовые. Термины и определения оригинал документа Смотри также родственные термины … Словарь-справочник терминов нормативно-технической документации
сварочный трансформатор — suvirinimo transformatorius statusas T sritis fizika atitikmenys: angl.
 arc welding transformer; welding transformer vok. Schweißtransformator, m rus. сварочный трансформатор, m; трансформатор сварки, m pranc. transformateur de soudage, m … Fizikos terminų žodynas
arc welding transformer; welding transformer vok. Schweißtransformator, m rus. сварочный трансформатор, m; трансформатор сварки, m pranc. transformateur de soudage, m … Fizikos terminų žodynasСварочный трансформатор — English: Weldinged transformer Трансформатор, предназначенный для питания установок электрической сварки (по ГОСТ 16110 82 ст сэв 1103 78) Источник: Термины и определения в электроэнергетике. Справочник … Строительный словарь
сварочный трансформатор контактной машины — сварочный трансформатор Трансформатор контактной машины, ко вторичной обмотке которого присоединены элементы вторичного контура. [ГОСТ 22990 78] Тематики сварка, резка, пайка Синонимы сварочный трансформатор … Справочник технического переводчика
Сварочный трансформатор контактной машины — – трансформатор контактной машины, ко вторичной обмотке которого присоединены элементы вторичного контура. [ГОСТ 22990 78] Рубрика термина: Сварочное оборудование Рубрики энциклопедии: Абразивное оборудование, Абразивы, Автодороги … Энциклопедия терминов, определений и пояснений строительных материалов
Сварочный трансформатор контактной машины — 20.
Сварочный трансформатор контактной машины Сварочный трансформатор Трансформатор контактной машины, ко вторичной обмотке которого присоединены элементы вторичного контура Источник: ГОСТ 22990 78: Машины контактные. Термины и определения… … Словарь-справочник терминов нормативно-технической документациивращающийся сварочный трансформатор — — [Я.Н.Лугинский, М.С.Фези Жилинская, Ю.С.Кабиров. Англо русский словарь по электротехнике и электроэнергетике, Москва, 1999 г.] Тематики электротехника, основные понятия EN rotary welding transformer … Справочник технического переводчика
многопостовой сварочный трансформатор — — [Я.Н.Лугинский, М.С.Фези Жилинская, Ю.С.Кабиров. Англо русский словарь по электротехнике и электроэнергетике, Москва] Тематики электротехника, основные понятия EN multioperator welding transformer … Справочник технического переводчика
однопостовой сварочный трансформатор — — [Я.
Н.Лугинский, М.С.Фези Жилинская, Ю.С.Кабиров. Англо русский словарь по электротехнике и электроэнергетике, Москва, 1999] Тематики электротехника, основные понятия EN single operator welding transformer … Справочник технического переводчика
 arc welding transformer; welding transformer vok. Schweißtransformator, m rus. сварочный трансформатор, m; трансформатор сварки, m pranc. transformateur de soudage, m … Fizikos terminų žodynas
arc welding transformer; welding transformer vok. Schweißtransformator, m rus. сварочный трансформатор, m; трансформатор сварки, m pranc. transformateur de soudage, m … Fizikos terminų žodynas Сварочный трансформатор контактной машины Сварочный трансформатор Трансформатор контактной машины, ко вторичной обмотке которого присоединены элементы вторичного контура Источник: ГОСТ 22990 78: Машины контактные. Термины и определения… … Словарь-справочник терминов нормативно-технической документации
Сварочный трансформатор контактной машины Сварочный трансформатор Трансформатор контактной машины, ко вторичной обмотке которого присоединены элементы вторичного контура Источник: ГОСТ 22990 78: Машины контактные. Термины и определения… … Словарь-справочник терминов нормативно-технической документацииУстройство сварочного трансформатора | Сварка металлов
Сварочный трансформатор преобразует переменный ток одного напряжения в переменный ток другого напряжения той же частоты и служит для питания сварочной дуги. Трансформатор имеет стальной сердечник (магнитопровод) и две изолированные обмотки. Обмотка, подключенная к сети, называется первичной, а обмотка, подключенная к электрододержателю и свариваемому изделию — вторичной. Для надежного зажигания дуги вторичное напряжение сварочных трансформаторов должно быть не менее 60 — 65 В; напряжение дуги при ручной сварке обычно не превышает 20—30 В.
Рис. 18. Сварочный трансформатор ТД-401У2: а — общий вид, б — вид без кожуха, в — электрическая схема
Трансформатор ТД-401У2
Одним из наиболее распространенных источников переменного тока является сварочный трансформатор типа ТД-401У2 (рис. 18). Расшифровка условного обозначения: Т — трансформатор, Д — дуговой, 4 — условное обозначение номинального сварочного тока, 01 — регистрационный номер, У2 — климатическое исполнение и категория размещения по ГОСТ 15150 — 69. В нижней части сердечника 1 находится первичная обмотка 3, состоящая из двух катушек, расположенных на двух стержнях. Катушки первичной обмотки закреплены неподвижно. Вторичная обмотка 2, также состоящая из двух катушек, расположена на значительном расстоянии от первичной. Катушки как первичной, так и вторичной обмоток соединены параллельно. Вторичная обмотка — подвижная и может перемешаться по сердечнику с помощью винта 4 и рукоятки 5, находящейся на крышке кожуха трансформатора.
18). Расшифровка условного обозначения: Т — трансформатор, Д — дуговой, 4 — условное обозначение номинального сварочного тока, 01 — регистрационный номер, У2 — климатическое исполнение и категория размещения по ГОСТ 15150 — 69. В нижней части сердечника 1 находится первичная обмотка 3, состоящая из двух катушек, расположенных на двух стержнях. Катушки первичной обмотки закреплены неподвижно. Вторичная обмотка 2, также состоящая из двух катушек, расположена на значительном расстоянии от первичной. Катушки как первичной, так и вторичной обмоток соединены параллельно. Вторичная обмотка — подвижная и может перемешаться по сердечнику с помощью винта 4 и рукоятки 5, находящейся на крышке кожуха трансформатора.
Регулировка тока
Сварочный ток регулируют изменением расстояния между первичной и вторичной обмотками. При вращении рукоятки 5 по часовой стрелке вторичная обмотка приближается к первичной, магнитный поток рассеяния и индуктивное сопротивление уменьшаются, сварочный ток возрастает. При, вращении рукоятки против часовой стрелки вторичная обмотка удаляется от первичной, магнитный поток рассеяния растет (индуктивное сопротивление увеличивается) и сварочный ток уменьшается. Пределы регулирования сварочного тока 65 — 460 А. Последовательное соединение катушек первичной и вторичной обмоток позволяет получать малые сварочные токи с пределами регулирования 40—180 А.
При, вращении рукоятки против часовой стрелки вторичная обмотка удаляется от первичной, магнитный поток рассеяния растет (индуктивное сопротивление увеличивается) и сварочный ток уменьшается. Пределы регулирования сварочного тока 65 — 460 А. Последовательное соединение катушек первичной и вторичной обмоток позволяет получать малые сварочные токи с пределами регулирования 40—180 А.
Диапазоны тока переключают выведенной на крышку рукояткой. Однотипными являются трансформаторы ТД-307У2, ТД-503У2 и другие серии ТД.
Как выбрать сварочный трансформатор
Благодаря аппарату ручной дуговой сварки производится соединение металлических листов, труб, швеллеров и иных деталей. Если брать общий перечень существующего сварочного оборудования, то более всего распространены в большинстве стран такая разновидность, как сварочные трансформаторы переменного тока.Это простое и надежное устройство для ручной дуговой сварки получает питание от электрической сети на 220 или 380 Вольт и может функционировать в любых тяжелых условиях.
По мере развития современных технологий были созданы и такие сварочные агрегаты самых разных модификаций, которые и представлены сейчас на рынке. При выборе оборудования очень важно знать, какие существуют типы сварочных трансформаторов, как и их характеристики.
Принцип работы
Нужно также понимать, как все работает. У трансформатора – две обмотки (первичная и понижающая, которая вторична). Они намотаны на сердечник. Трансформатор довольно эффективно преобразует входящее напряжение 220 или 380 Вольт в более низкое: 30-60 Вольт. Сила тока может подниматься до уровня в 700 Ампер. Вот почему изделия из металла можно плавить и сваривать между собой.
Этот принцип распространяется все виды сварочных трансформаторов. Сейчас уже создают и более совершенные модели сварочных трансформаторов.
Сегодня можно выделить 3 основных вида сварочных трансформаторов, у которых свои плюсы и минусы. Когда покупаешь такую технику, должен знать, чем одна модель отличается от другой и какая из них подходит лучше для какой-либо конкретной работы.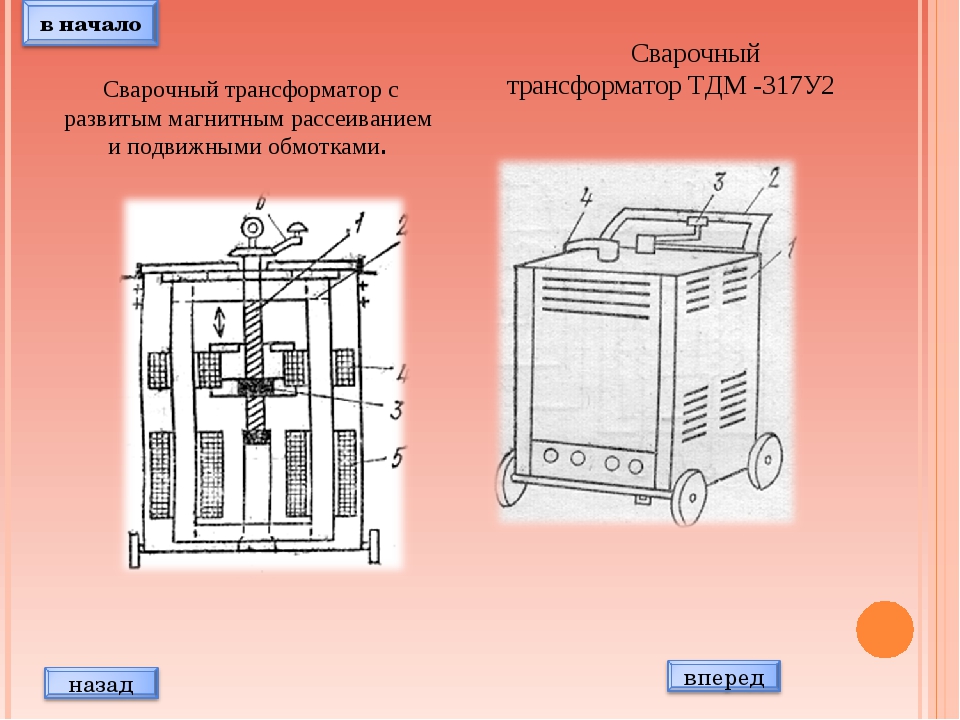
Трансформаторы с минимальным и нормальным магнитным рассеянием
Особенность сварочных трансформаторов СТЭ в том, что у обмоток минимальное магнитное рассеяние. Винтовой механизм дросселя, который вынесен отдельно, служит для того, чтобы регулировать силу тока.Трансформаторы с нормальным магнитным рассеянием по своей конструктивной схеме очень напоминают те, которые описанные выше. Разница лишь в том, что есть дополнительная реактивная катушка, которая находится на основных стержнях магнитного сердечника первичной и вторичной обмоток. А еще есть дополнительная обмотка дросселя.
Дроссель – на магнитном сердечнике. Силу тока регулируют, как и у трансформаторов СТЭ. Обмотки таких трансформаторов медные или алюминиевые.
Модели, простые и безотказные в работе, подходят для ручной дуговой сварки. Конструкция трансформаторов простая и надежная. Однако есть некоторые недостатки. Вибрация сердечника дросселя ведет к тому, что сбивается настройка силы тока при работе. Также сварочные трансформаторы с нормальным и низким магнитным рассеянием имеют высокую потребляемую мощность от 25 кВт до 78 кВт. Ну, и масса большая. Превышает 120 кг.
Также сварочные трансформаторы с нормальным и низким магнитным рассеянием имеют высокую потребляемую мощность от 25 кВт до 78 кВт. Ну, и масса большая. Превышает 120 кг.
Трансформаторы с повышенным магнитным рассеянием
Такие трансформаторы отличаются от сварочных трансформаторов с низким и нормальным рассеянием, прежде всего, подвижной конструкцией шунтов или обмоток. За счет этого удалось добиться при относительно маленькой массе трансформатора более высоких рабочих характеристик.
Рабочие характеристики примерно одинаковые. А вот разница в весе вдвое меньше. Сварочные трансформаторы с повышенным магнитным рассеянием применяются для автоматической и дуговой сварки, как и для сварки под флюсом.
Тиристорные трансформаторы
Это тип сварочного оборудования относительно новый. Он работает по принципу фазового регулирования силы тока с помощью тиристоров. Они преобразуют поступающий переменный ток в знакопеременные импульсы.Подобные трансформаторы сперва нашли применение для шлаковой и контактной сварки, поскольку дуга горит нестабильно.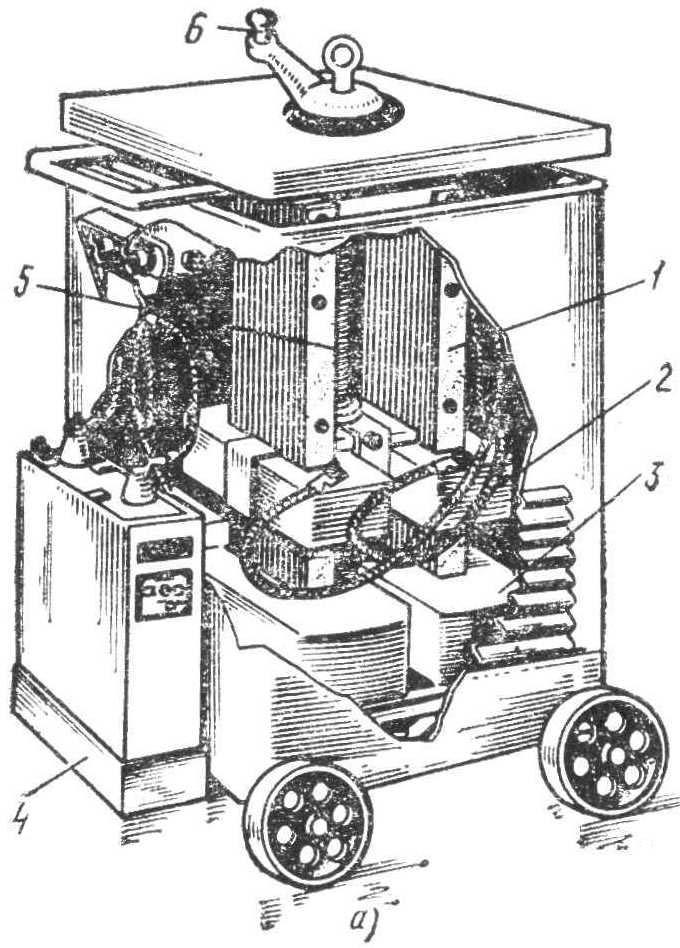 По мере того, как развиваются современные технологии, тиристорные сварочные трансформаторы смогли постепенно избавиться от своего основного недостатка. Теперь это наиболее современное поколение сварочных аппаратов. Оборудование хорошо подходит для точечной, шлаковой и ручной дуговой сварки.
По мере того, как развиваются современные технологии, тиристорные сварочные трансформаторы смогли постепенно избавиться от своего основного недостатка. Теперь это наиболее современное поколение сварочных аппаратов. Оборудование хорошо подходит для точечной, шлаковой и ручной дуговой сварки.
Маркировка сварочных трансформаторов
Существует определенная система маркировка, которая позволяет единые обозначения и классификацию (прежде всего, по источникам питания для сварки). Как, например, маркируется тип источника питания? Г – генератор, Т – трансформатор, В – выпрямитель, А – агрегат, У – специализированный источник-установка.
Вид сварки: П – плазменная, Д – дуговая. Способ сварки: Ф – под флюсом, Г – в защитных газах, У – универсальный. Когда две буквы, то это означает, что сварку выполняют покрытыми электродами.
Вид внешней характеристики: П – падающая, Ж – жесткая. Количество постов сварки: М – многопостовой, без обозначения указывает на один пост.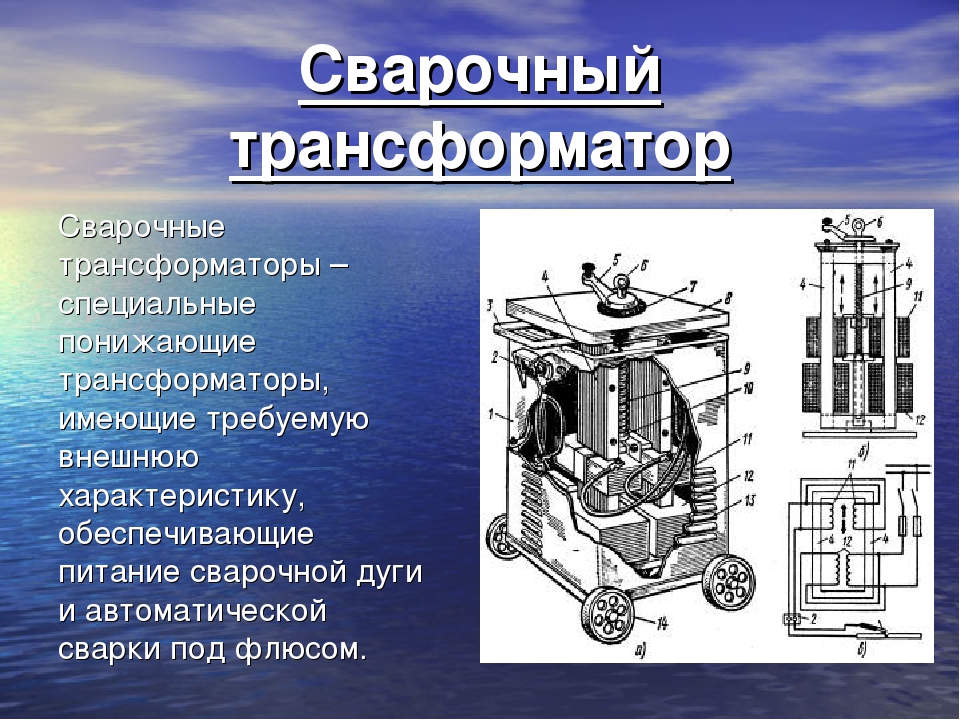
Номинальную силу тока принято маркировать или одной, или двумя цифрами, которые округлены до десятков или сотен Ампер. Последние цифры в маркировке указывают на регистрационный номер в разработке. За цифрами также кроется буквенное обозначение допустимого климатического использования: У – умеренный климат, ХЛ – холодный климат, Т – тропический климат;
Завершающая цифра нужна для обозначения допустимого размещения: 1 – на открытом воздухе, 2 – под навесом, 3 – в неотапливаемом помещении, 4 – в отапливаемом помещении.
Сварочный трансформатор для сварки электрических скруток
Как я приспособил обычный сварочный трансформатор для сварки скруток электрических проводов.
Важнейшее качество, которого добиваются при соединении проводников электропроводки – это постоянство свойств соединения в течение достаточного долгого периода времени (десятки лет)
Добиться самого надежного и быстрого соединения проводов можно с помощью сварки, специальным сварочным трансформатором.
Об этом мы уже писали в статье: Сварочный аппарат для сварки проводов.
В этой статье речь пойдет больше о практическом применении сварочного аппарата.
Материалы и инструменты
Для изготовления сварочного аппарата для сварки проводов нам потребуется:
Трансформатор переменного тока мощностью примерно 600 вт и напряжением холостого хода на выходной обмотке 9-36 вольт, (можно использовать и обычный сварочный трансформатор постоянного тока, при этом ток сварки не должен превышать 80 А)
угольный или графитовый электрод (можно использовать угольный стержень от батареек)
теплоотводящий зажим.
Процесс сварки проводов
Сварка медных проводников производиться угольным или гарфитовым электродом (можно использовать угольный стержень от старой батарейки) с обязательным использованием медного теплоотводящего зажима, при этом, чем больше площадь медного зажима, тем лучше.
Можно использовать держатель электродов для сварки с большими опорными губками из меди.
Технология сварки проводов с помощью описанного трансформатора:
1) Зачистить провода на 30-50 мм.
2) Складываем и скручиваем провода в одну сторону.
3) Скрученные проводки откусываем каблерезом до нужной длинны.
4) На середину скрутки крепим теплоотводящий зажим.
К концу скрутки подводим угольный электрод от сварочного трансформатора.
– действуя угольным электродом, подключенным к другому выводу трансформатора, расплавляем концы скрученных проводов, образуя при этом аккуратный шарик из расплавленной меди.<
Процесс сварки нужно вести максимально быстро, чтобы ограничить количество теплоты, передаваемое свариваемым проводникам. При этом необходимо пользоваться маской сварщика или специальными очками. После остывания места сварки теплоотводящий зажим снимают и изолируют оголенные концы термоусадочными трубками.
Полученное соединение получается максимально надежным, прочным и дешевым, но сам способ достаточно тяжелый и требует опыта.
Александр Борисов, г. Самара
Сварочный трансформатор ТДМ-505
Сварочный трансформатор типа ТДМ предназначен для ручной дуговой сварки покрытыми электродами на переменном токе малоуглеродистых и низколегированных сталей. Регулировка сварочного тока обеспечивается механическим ручным перемещением магнитного шунта. Мощные, надежные, неприхотливые сварочные аппараты с естественным охлаждением. Плавное регулирование сварочного тока. Качественная пропитка катушек электротехническим лаком, позволяющая работать при повышенной влажности. |
ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ
| Наименование параметра | ТДМ-305 К | ТДМ-405 | ТДМ-505 | ТДМ-505 А |
| Напряжение сети, В | 220/380 | 380 | 380 | 380 |
| Номинальная частота, Гц | 50 | 50 | 50 | 50 |
| Номинальный сварочный ток, А | 300 | 400 | 500 | 500 |
Пределы регулирования свар.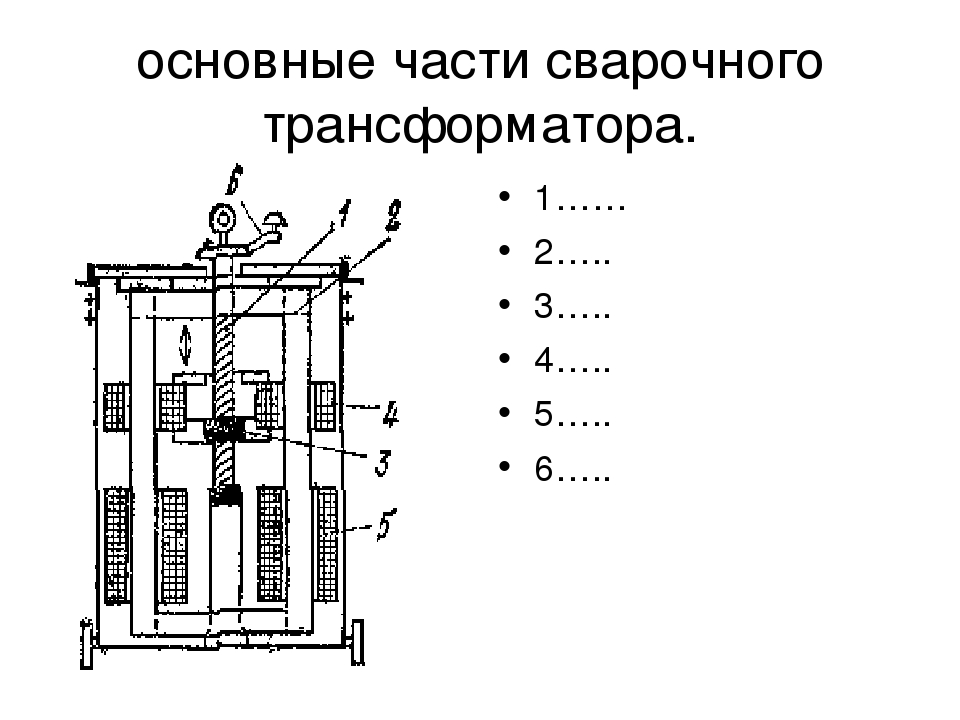 тока, А тока, А | 60-300 | 70-400 | 80-500 | 70-250 250-500 |
| Номинальное напряжение на дуге, В | 34 | 35 | 36 | 36 |
| Напряжение холостого хода, В | 65 | 65 | 70 | 70 |
| Продолжительность нагрузки ПН в %, при цикле 5 мин | 40 (при 300A) 60 (при 200A) 100 (при 140A) | 40 (при 400A) 60 (при 230A) 100 (при 180A) | 40 (при 500А) 60 (при 250А) 100 (при 200А) | 40 (при 500А) 60 (при 250А) 100 (при 200А) |
| Первичный ток при ном. нагрузке, А | 40 | 50 | 70 | 70 |
| Номинальная мощность, Квт | 12 | 18 | 25 | 25 |
| Габаритные размеры, мм | 480х440х500 | 475х475х585 | 475х475х585 | 475х475х585 |
| Масса AL/CU, кг | –/78 | 77/85 | 85/91 | 86/- |
| Способ регулирования сварочного тока | Плавный, механический, с указателем величины сварочного тока | |||
| Транспортные колеса | + | + | + | + |
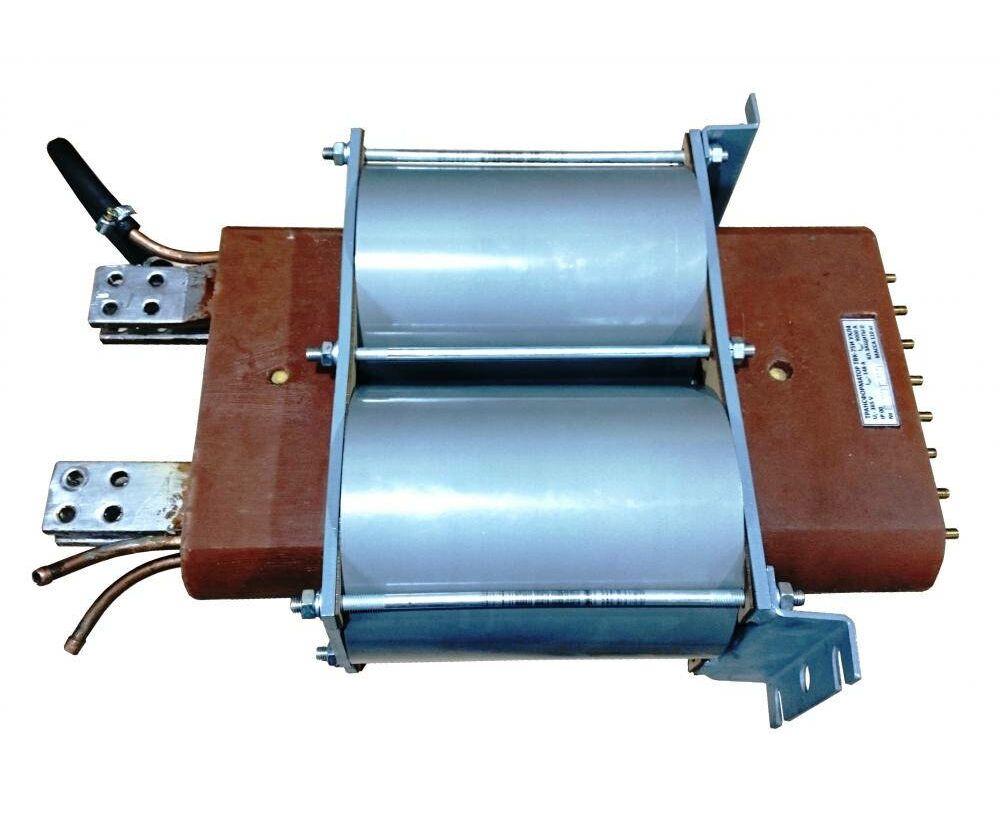
УСТРОЙСТВО СВАРОЧНОГО ТРАНСФОРМАТОРА
Трансформатор состоит из следующих основных узлов: магнитопровода, сердечника, трансформаторных обмоток (первичной и вторичной), магнитного шунта, автоматического выключателя и кожуха.
Трансформатор однофазный с магнитопроводом стержневого типа. Обмотки трансформатора имеют по две катушки, расположенные попарно на общих стержнях магнитопровода. Катушки первичной и вторичной обмотки неподвижны. Катушки обмоток выполнены из изолированного алюминиевого или медного провода. Обмотки изолированы от сердечника магнитопровода стеклопластиком и пропитаны электротехническим лаком. Сердечник трансформатора собран из листов электротехнической стали толщины 0,5 мм.
Сварочный ток регулируется вращением рукоятки, находящейся на верхней панели трансформатора. При вращении ходового винта рукояткой, перемещается магнитный шунт. Опускание магнитного шунта приводит к уменьшению величины сварочного тока и наоборот при его поднятии сила сварочного тока увеличивается. Подключение сетевых проводов к трансформатору осуществляется через сетевой кабель. Включение и выключение трансформатора производится выключателем. Для удобства перемещения трансформатор снабжен колесами и двумя ручками, расположенными на крышке кожуха.
Купить сварочный трансформатор
Сварочные трансформаторы Российского производства
Страница 1 из 4
Cварочные трансформаторы предназначены для использования в качестве источника питания одного сварочного поста при ручной дуговой сварке, резке и наплавке металлов переменным током. Также сварочные трансформаторы предназначены для ручной дуговой сварки покрытыми электродами на переменном токе малоуглеродистых и низколегированных сталей. Положительные особенности сварочных трансформаторов – простота конструкции, а следовательно, и ее надежность, легкость в обслуживании и низкая цена. Отрицательным по отношению к сварочным выпрямителям является значительный вес и большие габариты. Самый существенный недостаток сварочного трансформатора состоит в том, что сварка производится переменным током, а это негативно сказывается на качестве сварного шва.
Каталог продукции Российского производства: сварочные трансформаторы различных российских производителей (модельный ряд “ТДМ, ТДФЖ, ТП3, НТС, БСН”. Описание и технические характеристики.
Описание и технические характеристики.
| Описание:
Технические характеристики: |
Описание:
 Контроль за сварочным током производится по шкале, расположенной на левой боковине трансформатора. Включение производится переключателем ступеней, расположенном на лицевой панели. Удобен при перемещении в монтажных условиях. Контроль за сварочным током производится по шкале, расположенной на левой боковине трансформатора. Включение производится переключателем ступеней, расположенном на лицевой панели. Удобен при перемещении в монтажных условиях.Трансформатор соответствует требованиям ТУ 3441-001-24154334-2002 Технические характеристики: |
| Описание:
– интервал температур от -40 °С до +40 °С; – относительная влажность воздуха не более 80% при температуре +15 °C; – высота над уровнем моря не более 1000 м.  Не допускается использование трансформатора в среде насыщенной пылью, во взрывоопасной среде, а также в среде содержащей едкие пары, газы или металлическую пыль. Трансформатор предназначен для подключения только к промышленным сетям. Технические характеристики: |
Описание:
 Трансформатор соответствует требованиям ТУ 3441-001-24154334-2002 Технические характеристики: |
| Описание:
Технические характеристики: |
Описание:
 Регулировка сварочного тока обеспечивается ручным перемещением магнитного шунта горизонтального исполнения. Механизм такого шунтового регулирования значительно уменьшает время на смену режима сварки. Регулировка сварочного тока обеспечивается ручным перемещением магнитного шунта горизонтального исполнения. Механизм такого шунтового регулирования значительно уменьшает время на смену режима сварки.Трансформатор имеет следующие технические решения: -Плавная регулировка сварочного тока в одном диапазоне -Отказ от подвижных обмоток -Легкое зажигание и устойчивое горение дуги -Медные обмотки трансформатора -Изоляция Du Pont -Естественное охлаждение. Технические характеристики: |
Описание:
 Трансформатор соответствует требованиям ТУ 3441-001-24154334-2002 Технические характеристики: |
| Описание:
Технические характеристики: |
Описание:
 Трансформатор может использоваться как для бытовых, так и для производственных целей, главным образом при изготовлении, монтаже и ремонте оборудования, строительных конструкций, исходя из возможностей трансформатора. Технические характеристики: |
Описание:
 Трансформатор может использоваться как для бытовых, так и для производственных целей, главным образом при изготовлении, монтаже и ремонте оборудования, строительных конструкций, исходя из возможностей трансформатора. Технические характеристики: |
| Описание:
Технические характеристики: |
Описание:
 при ручной дуговой сварки, резки и наплавки металлов покрытыми металлическими электродами. Предусмотрено использование штучных сварочных электродов диаметром 2…5 мм всех марок. при ручной дуговой сварки, резки и наплавки металлов покрытыми металлическими электродами. Предусмотрено использование штучных сварочных электродов диаметром 2…5 мм всех марок.Технические характеристики: |
Описание:
 Технические характеристики: |
| Описание:
Технические характеристики: |
Описание:
 Трансформатор имеет простую и надежную конструкцию на основе оригинального технического решения – клинового магнитного шунта горизонтального исполнения. Механизм такого шунтового регулирования резко уменьшает время необходимое на смену режима сварки. Трансформатор имеет простую и надежную конструкцию на основе оригинального технического решения – клинового магнитного шунта горизонтального исполнения. Механизм такого шунтового регулирования резко уменьшает время необходимое на смену режима сварки.Трансформатор имеет следующие технические решения: Технические характеристики: |
| Описание:
Трансформатор имеет следующие технические решения: Технические характеристики: |
Что такое метчики на сварочном трансформаторе?
Сварочные трансформаторы – это жизненно важная часть оборудования, используемая для снижения напряжения от источника электроэнергии. Устройство переключает переменный ток (AC) из линии питания на высокий и низкий ток, пригодный для сварки.
Устройство переключает переменный ток (AC) из линии питания на высокий и низкий ток, пригодный для сварки.
На сварочном трансформаторе отводы первичной и вторичной обмоток используются для макрорегулировки сварочного тока и напряжения. Глубокое понимание принципа действия обмоточных трансформаторов важно для знания функции ответвлений.
Итак, давайте копнем глубже, чтобы узнать, что такое ответвления на обмотке трансформатора.
Каков принцип работы сварочного трансформатора?
Сварочные трансформаторы используются для регулировки напряжения источника питания до напряжения, необходимого для образования сварочной дуги. Время, необходимое для повышения напряжения от нуля до желаемого напряжения, необходимого для сварки дуги, известно как время восстановления дуги.
Время восстановления дуги должно быть минимальным, чтобы дуга оставалась стабильной.Это важно, иначе катод может стать холодным, что предотвратит генерацию достаточного количества ионов и электронов для создания и поддержания дуги.
Одним из способов сокращения времени является увеличение напряжения цепи источника питания. Время восстановления дуги значительно меньше при более низком пиковом значении напряжения. Сварочная цепь должна иметь индуктивность, обеспечивающую разность фаз между переходными процессами тока и напряжением в диапазоне от 0 до 35 и от 0 до 45.
Отводы помогают регулировать напряжение для создания желаемой дуги.Отводы помогают увеличить ток при низком напряжении. Низкое напряжение предотвращает создание желаемой дуги из-за потери тепла катодом.
Дуга легко образуется при силе тока до 250 ампер. Для этого требуется напряжение около 60 вольт. Если сила тока ниже 70 ампер, напряжение можно увеличить до 80 вольт. Но повышение напряжения создает угрозу безопасности, а также ухудшает соотношение между напряжением дуги и разомкнутой цепи сварочного трансформатора. Отводы оказываются неоценимыми в этой ситуации, поскольку они помогают поддерживать напряжение в пределах ограничений, предотвращая любые повреждения.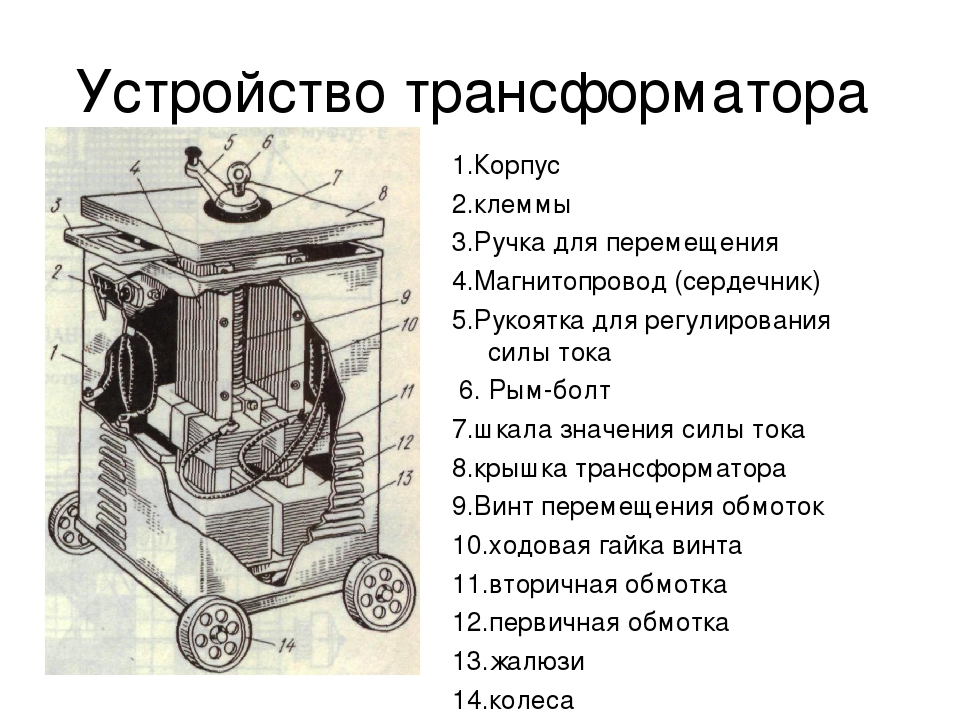
Конструкция отводов на обмоточных трансформаторах
Ответвители имеются во вторичных обмотках и подключены к сильноточным выключателям или штепсельным розеткам. Они используются для понижения напряжения обычно от 15 до 45 вольт. Одна сторона вторичной обмотки соединена с электродом, а другой конец присоединен к сварным деталям.
Отводы на обмотках трансформаторов помогают снизить напряжение, тем самым предотвращая проблемы с нагревом. Для изменения сварочного тока можно прикрепить точки на вторичной обмотке.В некоторых сварочных трансформаторах ответвители подключаются к вторичной обмотке катушки для обеспечения правильного напряжения. Эти ответвители обеспечивают полную мощность на клеммах.
Большинство больших сварочных трансформаторов имеют многофазные входы, а меньшие – однофазные. При большом токе выделяется много тепла из-за сопротивления между свариваемыми деталями и электродом во вторичных обмотках.
Импеданс сварочных трансформаторов обычно выше, чем у обычных трансформаторов. Высокое сопротивление приводит к возникновению дуги. Ток остается синусоидальным, а напряжение в сварочном токе искажается.
Высокое сопротивление приводит к возникновению дуги. Ток остается синусоидальным, а напряжение в сварочном токе искажается.
Расположение ответвителей
Отводы могут быть расположены в другом месте вторичной обмотки. Основной метод выполнения отводов – стыковка последнего слоя катушки. Слой катушки расположен далеко от финишной черты. В большинстве случаев между отводами номер четыре и пять на участке отвода есть разрывы. Кроме того, для катушки предусмотрена перемычка, которая помогает выбрать желаемое напряжение на конкретной паспортной табличке.
Другая конфигурация ответвлений состоит в том, чтобы присоединить петлю к концу вторичной обмотки без разрыва между ответвлениями. Последний кран, который обычно является краном номер семь, расположен рядом с финишной чертой. В этой конфигурации соединение звездой или треугольником на стороне входа закрывается на отводе в зависимости от паспортной таблички. Такая конфигурация ответвлений называется «линейными ответвителями или концом ответвлений катушки».
Перемычки ответвлений соединяют две клеммы ответвлений катушки сварочного трансформатора. В другой конфигурации перемычки ответвлений соединяют только одну клемму с соответствующей фазной клеммой.Расположение ответвителя на фазном выводе соответствует желаемому напряжению.
Конструкция кранов для сварочных трансформаторов
Конструкции сварочного трансформатора различаются в зависимости от конфигурации отводов. Но самый низкий ответвление всегда подключается к максимальному циклу включения трансформатора. Это приводит к созданию самого низкого напряжения для передачи. Низкое напряжение снижает ток и мощность, вырабатываемую сварочным аппаратом. Другие конфигурации ответвлений обеспечивают более высокое напряжение и ток для контактной сварки.
Клеммы отводов могут быть сварными паяными или петлевыми. Провод катушки для ловушек контура обычно лишен изоляции, чтобы сформировать контур, соответствующий размеру оборудования. Клеммные отводы припаиваются к катушке в соответствующем месте.![]()
Связанные вопросы
Как метчики помогают регулировать напряжение?
Отводы используются в сварочном трансформаторе для регулировки напряжения и тока. Они подключены к вторичной обмотке в разных конфигурациях.Эти отводы позволяют сварщику регулировать нормальное напряжение до требуемого для устройства. Вывод отводов подключается к клемме или нескольким клеммам.
Отводы неоценимы, когда линейное напряжение ниже или выше, чем напряжение, необходимое для создания дуги. Они обеспечивают источник вторичного напряжения с более высоким или низким уровнем в зависимости от напряжения в сети. Соотношение напряжений трансформатора изменяется при использовании ответвлений.
На больших силовых трансформаторах ответвления помогают компенсировать колебания напряжения.Соединения ответвлений обычно устанавливаются по умолчанию для сетевого напряжения. Сварщик может менять отводы, чтобы получить желаемое напряжение.
Например, трансформатор с одной обмоткой, рассчитанный на 480–120 В с входным линейным напряжением 456 В, будет иметь вторичное напряжение, рассчитанное на 114 В.![]() Значение вторичного напряжения получается путем деления большего значения напряжения на меньшее. Здесь коэффициент вторичного напряжения равен 4, что достигается делением 480 на 420. В результате вторичное напряжение для входного перехода 456 В составляет 114 В или 456, деленное на 4.Та же самая передача, имеющая 400 В, будет иметь вторичное напряжение 100 В.
Значение вторичного напряжения получается путем деления большего значения напряжения на меньшее. Здесь коэффициент вторичного напряжения равен 4, что достигается делением 480 на 420. В результате вторичное напряжение для входного перехода 456 В составляет 114 В или 456, деленное на 4.Та же самая передача, имеющая 400 В, будет иметь вторичное напряжение 100 В.
Большие трансформаторы допускают всего несколько оборотов. В этой ситуации отводы не могут быть размещены на точном точном напряжении. Большой трансформатор обычно имеет 5 В на виток, из-за чего 2 ½ ответвления на обмотке с напряжением 480 В допускают 2,4 витка. Поскольку ответвления возможны только на целые витки, обычно ответвление располагается на 2 витках на 10 В.
Что такое переключатели и поворотники?
Большинство сварочных трансформаторов оснащено переключателем ответвлений.Переключатель позволяет сварщику изменять коэффициент трансформации трансформатора. Сварщик может увеличивать или уменьшать выходное напряжение, поворачивая кран.
По мере изменения выходного напряжения также изменяется способность увеличивать доступный ток для различных частей. Более высокое напряжение приводит к большему току, подаваемому на разные части.
Между ответвлениями важно целое количество оборотов. Это очень важно, иначе кран не будет повернут для установки желаемого напряжения. Например, отвод обмотки невозможен при 7 ¾ и 12 ¾ витках.Для правильной работы оборотов должно быть 7 или 12.
Предположим, у нас есть трансформатор на 480 В и 960 витков. Отвод будет 24 витка в случае 2 витков для вольта. Напротив, при 2 ½ процента, низкий отвод приведет к снижению напряжения примерно на 12 В или 0,025 раза по сравнению с нормальным отводом 480 В.
Число витков на вольт можно изменить. Большинство значений напряжения отводов имеют маркировку для обеспечения точной регулировки напряжения. Напряжения ответвлений обычно указываются на паспортных табличках трансформатора.
Как определить наилучшую настройку крана?
Сварка на переменном токе обычно выделяет много тепла. Вот почему для достижения оптимальных результатов необходимо минимизировать время простоя во время каждого цикла. График сварки следует оптимизировать для конкретного применения. В случае очень высокой или низкой настройки отвода ток будет недостаточным, из-за чего не вырабатывается необходимое тепло.
Вот почему для достижения оптимальных результатов необходимо минимизировать время простоя во время каждого цикла. График сварки следует оптимизировать для конкретного применения. В случае очень высокой или низкой настройки отвода ток будет недостаточным, из-за чего не вырабатывается необходимое тепло.
Для оптимальной настройки отводов общее практическое правило состоит в том, чтобы использовать отвод трансформатора с наименьшим отводом при максимальном токе в процентах в течение минимального времени.Это приведет к выработке желаемого тока, необходимого для стабильного и качественного шва. Установка метчика обеспечивает наилучшую термическую и механическую сварку.
При оптимальной настройке крана получается тепло, идеально подходящее для сварки. Слишком большой или малый сварочный ток может повредить сварочный аппарат. Низкое время тока может привести к недостаточному нагреву, в то время как высокий ток может привести к слишком большому нагреву. Следуя общему практическому правилу, вы получите желаемый ток и тепло для создания оптимального сварного шва.![]()
Подобные сообщения:
Урок 1 – Основы дуговой сварки
Урок 1 – Основы дуговой сварки © АВТОРСКИЕ ПРАВА 1999 УРОК ГРУППЫ ЭСАБ, ИНК. I, ЧАСТЬ B 1.9.3.1.1 Трансформатор типа производят только переменный ток. Они обычно называется «Сварочные трансформаторы».” Все типы переменного тока используют однофазное первичное питание и имеют тип постоянного тока. 1.9.3.1.2 Выпрямитель типы обычно называются «Сварочные выпрямители» и производят DC или, AC и Сварочный ток постоянного тока. Они могут использовать как однофазные, так и трехфазные входная мощность. Они содержат трансформатор, но исправляют переменный или постоянный ток с помощью селена выпрямители, кремниевые диоды или кремний управляемые выпрямители. Доступен либо в константе ток или постоянное напряжение типа, некоторые производители предлагают устройства, которые представляют собой комбинацию оба и могут использоваться для сварки покрытым электродом, сварки неплавящимся электродом и для сварки твердым телом или флюсом порошковая проволока.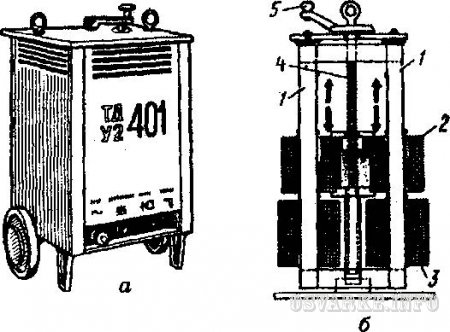 Производительностью можно управлять механически, как
в машинах, имеющих
реактор с отводом, подвижный шунт или дивертер, или подвижная катушка.Электро-
трёх типов управления, например, магнитного
усилители или насыщаемые реакторы, также используются и
самые современные типы, содержащие выпрямители с кремниевым управлением, дают точные
электронное управление.
1.9.4.1 А
подробное обсуждение многих типов источников сварочного тока на рынке
сегодня слишком длинная тема
для этого курса, хотя дополнительная информация о типе
Источники питания для различных сварочных процессов будут рассмотрены в Уроке II.1.9.4.2 Отлично
литературу можно получить у производителей источников питания, и
следует проконсультироваться для получения дополнительной информации. Принцип работы и применение сварочного трансформатора Сварочный трансформатор
Производительностью можно управлять механически, как
в машинах, имеющих
реактор с отводом, подвижный шунт или дивертер, или подвижная катушка.Электро-
трёх типов управления, например, магнитного
усилители или насыщаемые реакторы, также используются и
самые современные типы, содержащие выпрямители с кремниевым управлением, дают точные
электронное управление.
1.9.4.1 А
подробное обсуждение многих типов источников сварочного тока на рынке
сегодня слишком длинная тема
для этого курса, хотя дополнительная информация о типе
Источники питания для различных сварочных процессов будут рассмотрены в Уроке II.1.9.4.2 Отлично
литературу можно получить у производителей источников питания, и
следует проконсультироваться для получения дополнительной информации. Принцип работы и применение сварочного трансформатора Сварочный трансформаторПринцип работы и применение и характеристики сварочного трансформатора
Сейчас у нас много блоков питания переменного тока. Таким образом, использование сварочного трансформатора играет важную роль в сварке по сравнению с мотор-генераторной установкой. Когда нам нужно использовать электродвигатель-генератор для сварки, мы должны запускать его непрерывно, что создает много шума. С помощью сварочного трансформатора сварка выполняется с меньшим шумом. Теперь рассмотрим подробнее сварочный трансформатор .
Таким образом, использование сварочного трансформатора играет важную роль в сварке по сравнению с мотор-генераторной установкой. Когда нам нужно использовать электродвигатель-генератор для сварки, мы должны запускать его непрерывно, что создает много шума. С помощью сварочного трансформатора сварка выполняется с меньшим шумом. Теперь рассмотрим подробнее сварочный трансформатор .
Конструкция сварочного трансформатора:
1. Сварочный трансформатор – понижающий трансформатор.
2. Он имеет магнитный сердечник с тонкой первичной обмоткой и большим количеством витков на одном плече.
3. Вторичная обмотка с меньшим количеством витков и большим поперечным сечением на другом плече.
4. Благодаря этому типу обмоток в первичной и вторичной обмотках он ведет себя как понижающий трансформатор.
5. Таким образом, мы получаем меньшее напряжение и больший ток на выходе вторичной обмотки. Это конструкция сварочного трансформатора переменного тока.
6. Сварочный трансформатор постоянного тока также имеет такой же тип обмотки, с той лишь разницей, что мы подключаем выпрямитель (который преобразует переменный ток в постоянный) во вторичной обмотке, чтобы получить выход постоянного тока.
7. Мы также подключаем индуктивность или фильтр для сглаживания постоянного тока. Это будет строительство сварочного трансформатора постоянного тока. Схемы показаны ниже.
Рис. 1. Сварочный трансформатор постоянного тока
Рис. 2. Сварочный трансформатор переменного тока
Примечание:
Многие люди сомневаются, какая обмотка первичная, а какая вторичная. Обмотка, подключенная к источнику питания, называется первичной обмоткой, а обмотка, к которой подключена нагрузка, называется вторичной обмоткой.
Работа сварочного трансформатора:
1. Поскольку это понижающий трансформатор, у нас меньшее напряжение на вторичной обмотке, которое составляет примерно от 15 до 45 вольт, и высокие значения тока, которые составляют примерно от 200 до 600 А, оно также может быть выше этого значения.![]()
2. Для регулировки напряжения на вторичной обмотке имеются отводы на вторичной обмотке, благодаря чему мы можем получить необходимое количество вторичного тока для сварки.
3. Эти ответвления подключены к нескольким сильноточным выключателям.
4. Теперь один конец вторичной обмотки подсоединен к сварочному электроду, а другой конец подсоединен к сварочным деталям, как показано на рис. 2.
5. Когда протекает большой ток, выделяется большое количество тепла I2R из-за контактного сопротивления между сварочными деталями и электродом.
6. Из-за этого высокого нагрева кончик электрода плавится и заполняет зазор между сварочными деталями.
Это принцип работы сварочного трансформатора.
Вольт-амперная характеристика сварочного трансформатора:На приведенном ниже рисунке показаны вольт-амперные характеристики сварочного трансформатора.
Контроль дуги сварочного трансформатора:
Импеданс сварочного трансформатора должен быть выше, чем у обычного трансформатора для управления дугой, а также для управления током.
Мы можем использовать разные реакторы для управления дугой. Их
1. Реактор с ответвлением.
2. Реактор с подвижным змеевиком.
3. Магнитный шунтирующий реактор.
4. Бесступенчатый реактор.
5. Насыщаемый реактор.
Теперь давайте подробно рассмотрим каждый из этих методов управления дугой сварочного трансформатора .
1. Реактор с ответвлением:
Ниже приведена схема управления дугой с помощью ответвительного реактора.
С помощью кранов контролируем ток. Имеет ограниченный текущий контроль.
2. Реактор с подвижной спиралью:
Ниже представлена схема управления дугой с помощью реактора с подвижной катушкой.
Расстояние между первичной и вторичной обмотками определяет величину тока. Если расстояние между первичной и вторичной обмотками велико, то сила тока меньше.
3. Магнитный шунтирующий реактор:
Ниже представлена схема управления дугой с помощью магнитного шунтирующего реактора.
Регулировкой центрального магнитного шунта изменяют поток. Изменяя поток, можно изменить ток.
4. Реактор непрерывного действия:
Ниже представлена схема управления дугой с помощью реактора с бесступенчатым регулированием.
Путем варьирования изменяется высота ввода активной зоны реактора. Если вставка сердечника больше, реактивное сопротивление выше, поэтому выходной ток будет меньше.
5. Насыщаемый реактор:
Ниже представлена схема управления дугой с использованием насыщающегося реактора.
Реактивное сопротивление реактора здесь регулируется изменением значения постоянного тока. возбуждение, получаемое от постоянного тока управляемый преобразователь. Выше постоянный ток. токи, реактор приближается к насыщению. Это изменяет реактивное сопротивление реактора. Изменяя реактивное сопротивление, можно изменить ток.
С помощью вышеуказанных реакторов можно управлять током, что помогает контролировать дугу.
В этом посте мы узнали о сварочном трансформаторе.
Почему в трансформаторе контактной сварки произошло короткое замыкание между первичной и вторичной обмотками?
Трансформаторы для сварки сопротивлением очень прочные. Они могут без проблем работать годами. Когда они терпят неудачу, это катастрофа. Замыкание между первичной и вторичной обмотками – один из способов выхода из строя. Это происходит при нарушении изоляции между этими катушками. Между первичной и вторичной обмотками очень тонкое разделение.Любое повреждение этого тонкого слоя может привести к катастрофическому короткому замыканию между двумя катушками. Чтобы этого не произошло, при замене трансформатора необходимо найти причину короткого замыкания и разработать план предотвращения в будущем.
Катушки трансформатора Собраны с первичной и вторичной обмотками. Упрощенный эскиз силовых компонентов
Чтобы найти основную причину сбоя, необходимо оценить множество факторов. Некоторые из факторов, на которые следует обратить внимание:
Некоторые из факторов, на которые следует обратить внимание:
ЭТО НОВАЯ МАШИНА И НОВАЯ УСТАНОВКА?
При новой установке новой машины необходимо оценить установку и то, как машина используется.
Все ли компоненты установлены правильно? Были ли установлены провода к трансформатору, как указано производителем? Трехфазное питание постоянного тока подается по схеме «треугольник» или «Y». Поддерживалось ли это в соответствии с требованиями для основных подключений? Трансформатор рассчитан на подключенное входное напряжение?
Подключено ли водяное охлаждение к требуемой скорости потока, температуре и качеству для трансформатора? Была ли вода включенной и текла при включении питания? Эксплуатация трансформатора без надлежащего охлаждения приведет к перегреву и возможному повреждению изоляции.Когда изоляция между первичной и вторичной обмотками выходит из строя, они могут соприкоснуться, и у вас возникнет короткое замыкание. Предохранитель или автоматический выключатель должны сработать (если на машине имеется надлежащее электрическое заземление) (включая отрицательную площадку трансформаторов, корпус трансформатора, машину и сварочный контроль).![]() В случае короткого замыкания трансформатор готов к снятию и возможному ремонту. Была ли вода в течение того времени, когда машина не использовалась? Это может привести к образованию конденсата в трансформаторе, если первичная и вторичная обмотки не герметизированы и не защищены от влаги.Конденсация трансформатора может привести к выходу из строя.
В случае короткого замыкания трансформатор готов к снятию и возможному ремонту. Была ли вода в течение того времени, когда машина не использовалась? Это может привести к образованию конденсата в трансформаторе, если первичная и вторичная обмотки не герметизированы и не защищены от влаги.Конденсация трансформатора может привести к выходу из строя.
Есть ли указатели расхода на выходе всех трансформаторов? Вы должны убедиться, что вода течет нормально.
ЭТО НОВАЯ МАШИНА, КОТОРАЯ УСПЕШНО РАБОТАЕТ?
Если машина относительно новая, но некоторое время работала нормально, необходимо дважды проверить установку, как указано выше, прежде чем переходить к другим факторам. Необходимо проверить расход и температуру воды. Есть ли индикаторы расхода на выходе всех трансформаторов? Поддерживается ли качество воды должным образом (проводимость, pH и общее количество растворенных твердых веществ)? Оставалась ли вода включенной в те периоды, когда машина не использовалась, например, между сменами или в выходные дни? Если вода не используется в течение длительного времени, а первичная и вторичная обмотки не изолированы и не защищены от влаги, внутри трансформатора может образоваться конденсат. Конденсация может привести к повреждению изоляции и короткому замыканию. Если воду обычно отключают в периоды простоя, включали ли она снова, когда машина снова включалась?
Конденсация может привести к повреждению изоляции и короткому замыканию. Если воду обычно отключают в периоды простоя, включали ли она снова, когда машина снова включалась?
ЭТО Б / У МАШИНА, КОТОРАЯ БЫЛА НЕДАВНО УСТАНОВЛЕНА НА НОВУЮ УСТАНОВКУ?
Бывшая в употреблении работающая машина может указывать на то, что трансформатор не является подозреваемым. Однако в любой новой установке физическое повреждение трансформатора при переезде на новое место может быть признаком потенциального источника отказа.Трансформатор рассчитан на новое напряжение и мощность? Чтобы проверить целостность нового бывшего в употреблении трансформатора перед установкой, необходимо проверить изоляцию. Обычными тестами являются Hi-Pot и Megger. Это может быть выполнено с помощью трансформатора или другого электрического испытательного оборудования. Если трансформатор исправен, то следует обратить внимание на электрическую установку трансформатора, как указано выше. Необходимо дважды проверить расход и температуру воды. Есть ли индикаторы расхода на выходе всех трансформаторов? Поддерживается ли качество воды должным образом (проводимость, pH и общее количество растворенных твердых веществ)?
ЭТО ИСПОЛЬЗУЕМЫЙ СТАНОК, КОТОРЫЙ БЫЛ УСПЕШНО СВАРОЧЕН?
Если машина долгое время работала без проблем, то следует обратить внимание на изменения в обычных рабочих процедурах.Поток, температура и качество воды являются кандидатами для исследования. Есть ли индикаторы расхода на выходе всех трансформаторов? Поддерживается ли качество воды должным образом (проводимость, pH и общее количество растворенных твердых веществ)? Когда вода выключается или включается относительно периодов простоя машины? Когда машина выключена, вода должна быть выключена. Когда машина вернется в эксплуатацию, перед сваркой необходимо снова включить воду.
УПРАВЛЕНИЕ УСТАНОВЛЕНО И ФУНКЦИОНИРУЕТСЯ НАДЛЕЖАЩИМ?
Блок управления должен иметь надлежащую защиту от перегрузки по току и иметь размер, соответствующий нагрузке. Он также требует охлаждения для SCR, который может выйти из строя при перегреве. Необходимо проверить расход, температуру и качество воды. Есть ли индикаторы расхода воды на выходной стороне регулятора? Поддерживается ли качество воды должным образом (проводимость, pH и общее количество растворенных твердых веществ)? Следует протестировать SCR, чтобы убедиться, что один или оба вышли из строя. Когда SCR выходит из строя, он выходит из строя в состоянии «ВКЛ» и пропускает полный первичный ток. Этот полный ток может повредить трансформатор в случае его перегрева. Трансформатор мог перегреться и повредить тонкую изоляцию между первичной и вторичной обмотками.Это приводит к короткому замыканию и выходу из строя трансформатора.
Он также требует охлаждения для SCR, который может выйти из строя при перегреве. Необходимо проверить расход, температуру и качество воды. Есть ли индикаторы расхода воды на выходной стороне регулятора? Поддерживается ли качество воды должным образом (проводимость, pH и общее количество растворенных твердых веществ)? Следует протестировать SCR, чтобы убедиться, что один или оба вышли из строя. Когда SCR выходит из строя, он выходит из строя в состоянии «ВКЛ» и пропускает полный первичный ток. Этот полный ток может повредить трансформатор в случае его перегрева. Трансформатор мог перегреться и повредить тонкую изоляцию между первичной и вторичной обмотками.Это приводит к короткому замыканию и выходу из строя трансформатора.
Ссылка: Руководство по контактной сварке RWMA, разделы – 19 и 25
Roman Manufacturing Inc.
SPATZ + Сварочные трансформаторы для контактной точечной сварки
Сварочные трансформаторы SPATZ + для точечной сварки сопротивлением де | en | сп Сварочные трансформаторы преобразуют высокое первичное напряжение в низкое напряжение с большим током на вторичной стороне. Рабочий цикл трансформаторов ограничен тепловой нагрузкой и обычно указывается в процентах от номинальной мощности трансформатора.
время цикла. Среднеквадратичный ток короткого замыкания определяет максимальный ток. Сварочный трансформатор – ключевой компонент источников питания RSW.
Рабочий цикл трансформаторов ограничен тепловой нагрузкой и обычно указывается в процентах от номинальной мощности трансформатора.
время цикла. Среднеквадратичный ток короткого замыкания определяет максимальный ток. Сварочный трансформатор – ключевой компонент источников питания RSW.
С нашими трансформаторами SPATZ + мы предлагаем решения для высокочастотных, среднечастотный, переменный ток и специальные приложения.Благодаря нашему многолетнему опыту в области контактной точечной сварки, наши трансформаторы олицетворяют надежность, качество и производительность.
SPATZ + Среднечастотный (СЧ)SPATZ TI-60R
| Обмотки: | 70 |
| S N (50% ПВ): | 60 кВА |
| U 1N : | 500 В |
| U 20 : | 6. 4 В постоянного тока 4 В постоянного тока |
| I 2N (ПВ 20%): | 9,4 кА |
| Вес: | 16 кг (35,3 фунта) |
SPATZ TI-120R
| Обмотки: | 50 |
| S N (50% ПВ): | 120 кВА |
| U 1N : | 500 В |
| U 20 : | 9.3 В постоянного тока |
| I 2N (ПВ 20%): | 14,5 кА |
| Вес: | 25 кг (55,1 фунта) |
SPATZ T1
| Передаточное число: | 1:58 |
| S N (50% ПВ): | 50 кВА |
| U 1 : | 500 В |
| U 20 : | 10 В постоянного тока |
| I 2 : | 9 кА |
| Вес: | 10 кг (22 фунта) |
SPATZ T1X
| Передаточное число: | 1:46 |
| S N (50% ПВ): | 50 кВА |
| U 1 : | 500 В |
| U 20 : | 12 В постоянного тока |
| I 2 : | 12 кА |
| Вес: | 10 кг (22 фунта) |
SPATZ TW-20R
| Обмотки: | 120 |
| S N (50% ПВ): | 20 кВА |
| U 1N : | 400 В |
| U 20 : | 3. 3 В переменного тока 3 В переменного тока |
| I 2N : | 4,2 кА |
| Вес: | 31 кг (68,3 фунта) |
SPATZ TW-40R / 500
| Обмотки: | 34 |
| S N (50% ПВ): | 36 кВА |
| U 1N : | 560 В |
| U 20 : | 16.5 В переменного тока |
| I 2N : | 6 кА |
| Вес: | 12 кг (26,5 фунта) |
В области специального применения у нас есть широкий спектр трансформаторных решений для вашего
конкретные задачи.![]() Не стесняйтесь обращаться к нам.
Не стесняйтесь обращаться к нам.
Для получения дополнительной информации, пожалуйста, свяжитесь с нашей службой поддержки клиентов по адресу [email protected].
Трансформаторы SPATZ + комбинируются со сварочным таймером SPATZ + . Подробнее >>> | |
Мы будем рады проконсультировать вас по выбору подходящих решений для вашего индивидуальные сварочные задания и проинформируем вас о нашем портфолио обучения. Подробнее >>> |
© Matuschek Messtechnik GmbH – www.matuschek.de | GCSD | Отпечаток | Политика защиты данных
последнее изменение: 03 мая 2021 г.
адрес этой страницы: www.matuschek.![]() de/resistance-welding/welding-transformers.htm
de/resistance-welding/welding-transformers.htm
Roman Transformers – Принадлежности для контактной сварки
Крепление Тип
Трансформаторыс водяным охлаждением идеально подходят для многоточечной сварки.Разработан так, чтобы иметь стандартные выступы вторичной обмотки RWMA, шпильки 3/8–16 для подключения первичного напряжения, несколько вариантов выбора частот и вторичных напряжений, доступ к первичной обмотке с пяти сторон, термопереключатель защиты от перегрева и соединения для воды 1/4 – 18 NPT. Размер и возможности наших трансформаторных устройств могут быть разработаны в соответствии с требованиями вашего приложения. Характеристики наших стандартных трансформаторов типа Fixture:
- кВА Диапазон: 25 кВА – 200 кВА (номинальная при рабочем цикле 50%)
- Первичные напряжения:
- 400 В, 50 Гц
- 480 В, 60 Гц
- 575 В, 60 Гц
- Полностью герметизирован для обеспечения длительного срока службы
- Дополнительные аксессуары:
- Комплект вторичной параллельной штанги
- Комплект штанги вторичной серии
- Реакторы заземления
- Доступно удаленное распределительное устройство / переключатель ответвлений
- Термовыключатели перегрева
Стандартные модели, обычно имеющиеся на складе, перечислены ниже. Обратитесь в отдел производства для получения подробной информации о моделях / напряжениях, не указанных в списке.
Обратитесь в отдел производства для получения подробной информации о моделях / напряжениях, не указанных в списке.
| Модель # | кВА | Вольт / Герц | Вторичное напряжение (мин. – макс.) | Вес (фунты) |
|---|---|---|---|---|
| F48660A1SALX | 60 | 480/60 | 3,58 – 5 | 140 |
| F48685B1SELX | 85 | 480/60 | 5,39 – 7,06 | 185 |
| F486120J1SELX | 120 | 480/60 | 7.16 – 9,06 | 225 |
| F486150D1SELX | 150 | 480/60 | 9,41 – 11,43 | 270 |
| F486200DL1SELX | 200 | 480/60 | 12,63 – 15,5 | 385 |
Тип машины
Машинные трансформаторы с водяным охлаждением идеально подходят для прессовой, шовной, коромысла, поперечной проволоки и других сварочных работ.![]() Доступны с различными частотами и вторичными напряжениями. Размер и возможности наших машинных трансформаторов могут быть разработаны в соответствии с требованиями вашего приложения. Характеристики наших стандартных трансформаторов машинного типа:
Доступны с различными частотами и вторичными напряжениями. Размер и возможности наших машинных трансформаторов могут быть разработаны в соответствии с требованиями вашего приложения. Характеристики наших стандартных трансформаторов машинного типа:
- кВА Диапазон: 20 кВА – 500 кВА (номинальная нагрузка 50%)
- Размеры и расстояние между отверстиями стандартных машин RWMA
- Первичные напряжения:
- 480 В, 60 Гц (только 7 – 1/4 ″ x 9 – 1/4 ″ и 7 – 3/4 ″ x 10 – 1/4 ″)
- 575 В, 60 Гц
- Полностью герметизирован для обеспечения длительного срока службы
- Дополнительные аксессуары:
- Доступно удаленное распределительное устройство / переключатель ответвлений
- Термовыключатели защиты от перегрева
Стандартные модели, обычно имеющиеся на складе, перечислены ниже. Обратитесь в отдел производства для получения подробной информации о моделях / напряжениях, не указанных в списке.
| Модель # | кВА | Вольт / Герц | Вторичное напряжение (мин. – макс.) | Вес (фунты) |
|---|---|---|---|---|
| M44650NB1BNLX | 50 | 440/60 | 4–7,9 | 339 |
| M44675NL1BNLX | 75 | 440/60 | 5,7 – 10 | 372 |
| M446100NL1BNL | 100 | 440/60 | 6.8–10 | 389 |
| M446150PL1BNLX | 150 | 440/60 | 6,4 – 11 | 546 |
| M446200PL1BNLX | 200 | 440/60 | 7,45 – 11,28 | 567 |
| M446200PA1BNL | 200 | 440/60 | 7,8 – 12,9 | 650 |
| M446300VA1BOL | 300 | 440/60 | 8.6 – 15,7 | 1085 |
| M446400U1BPL | 400 | 440/60 | 8,8 – 16,9 | 1465 |
Источники питания MFDC / инверторы
Легкие инверторные блоки питания с водяным охлаждением идеально подходят для роботизированной сварки. Вторичный ток превышает 500 кОм, что может помочь в производстве больших выступов сварных швов. Доступны с различными частотами и вторичными напряжениями.Размер и возможности наших блоков MFDC могут быть разработаны в соответствии с требованиями вашего приложения. Характеристики наших стандартных MFDC / инверторных источников питания:
Вторичный ток превышает 500 кОм, что может помочь в производстве больших выступов сварных швов. Доступны с различными частотами и вторичными напряжениями.Размер и возможности наших блоков MFDC могут быть разработаны в соответствии с требованиями вашего приложения. Характеристики наших стандартных MFDC / инверторных источников питания:
- кВА Диапазон: 7 – 1500 кВА
- Первичное напряжение: 325-800 Вольт
- Диапазон частот: 400 – 2000 Гц
- Типоразмер: Емкость выпрямителя от типоразмера 1-48
- Термовыключатель защиты
- Полностью герметизирован для обеспечения длительного срока службы
- Дополнительные аксессуары: Вторичная приемная катушка
Стандартные модели, обычно имеющиеся на складе, перечислены ниже. Обратитесь в отдел производства для получения подробной информации о моделях / напряжениях, не указанных в списке.
| Номер модели | Метрический эквивалент | кВА | Вольт / Герц | Вторичное напряжение (мин – макс) | Вес (фунты) |
|---|---|---|---|---|---|
| TDC-1057 90 | 40 | 340/1200 | 2,23 – 4,47 | 50 | |
| TDC-1042 | TDC-1064 | 100 | 650/1000 | 9 | 70 |
| TDC-5610 | 130 | 650/1000 | 9 | 70 | |
| TDC-1070 | TDC-1078 | 170 | 650/1000 | 13 | 100 |
| TDC-5876 | 320 | 650/1000 | 9–13 | 190 | |
| TDC-1066 | 340 | 650/1200 | 10. 8 8 | 275 |
Трансформатор для дуговой сварки переменного тока – Eduard, Fries
Это изобретение относится к трансформаторам для дуговой сварки A.C., в которых напряжение холостого хода для зажигания и поддержания дуги должно изменяться в соответствии с силой сварочного тока.
Кроме того, сварочные трансформаторы должны позволять регулировать сварочный ток, например, от 15 до примерно 220 ампер, то есть в соотношении от 1:10 до 1:15.
Известные в настоящее время сварочные трансформаторы снабжены отводами для регулировки сварочных напряжений и токов в указанных выше пределах. Для различных сварочных операций соединения должны быть переведены на ответвления, обеспечивающие необходимое напряжение или ток. Для простоты предусмотрено только два отвода холостого хода. Мощность трансформатора является произведением напряжения холостого хода и сварочного тока.
Известны другие трансформаторы, которые снабжены несколькими вторичными обмотками, приспособленными для соединения друг с другом последовательно или параллельно, чтобы тем самым изменить характеристику. Однако эти трансформаторы доставляют много неудобств и не позволяют плавно или непрерывно регулировать напряжение холостого хода.
Однако эти трансформаторы доставляют много неудобств и не позволяют плавно или непрерывно регулировать напряжение холостого хода.
Чтобы преодолеть эти неудобства и получить непрерывное регулирование тока для зажигания и поддержания сварочной дуги без использования отводов на вторичной обмотке, я разработал конструкцию трансформатора, которая отвечает следующим требованиям: a. Возможность получения автоматически, непрерывно и без ответвлений наиболее подходящего напряжения холостого хода в диапазоне от 60 В.для токов наибольшей силы примерно до 90 В. для наименьших токов.
г. При работе с существенно более низкими напряжениями во вторичной обмотке трансформатора, потребляемая полная мощность, соответственно, меньше, и можно использовать трансформатор меньшего размера. c. Практически полное устранение вибрации металлических листов, образующих сердечник, и, следовательно, устранение гула.
Эти требования, которые необходимы для хорошего промышленного трансформатора, не встречаются, насколько мне известно и насколько я знаю, ни в одном из бывших трансформаторов.
60 На практике я обнаружил, что надежный сварочный трансформатор должен отвечать следующим требованиям: a. Сердечник трансформатора должен быть снабжен вспомогательной подвижной конечностью или сердечником, который должен быть 56 соединен с неподвижной частью с помощью антивибрационного соединения и должен быть таким, чтобы обеспечивать путь, сопротивление которого может плавно изменяться в заранее заданном диапазоне. , чтобы произвести регулирование напряжения холостого хода в соответствии с известными требованиями А.C. дуги. Эти последние требования достигаются либо за счет соответствующей формы поверхностей полюсов, которые определяют регулируемый воздушный зазор, предпочтительно так, чтобы он отличался от геометрической плоскости, и / или за счет перекрытия воздушного зазора посредством намагничивающегося сердечника уменьшенного сечения. б. Путем размещения вокруг переменного магнитного сопротивления вспомогательный коллектор, который соединен последовательно с вторичной обмоткой трансформатора, так что переменная величина дополнительного напряжения индуцируется во вспомогательной катушке без нагрузки; На прилагаемом чертеже показано несколько вариантов осуществления изобретения.
Фиг. 1 представляет собой схематический вид с частичным разрезом трансформатора для дуговой сварки A.C., снабженного основной и вспомогательной магнитными цепями, включая регулируемый воздушный зазор, окруженный вспомогательной катушкой; 2 – частичный схематический вид части сердечника трансформатора, снабженной регулируемым воздушным зазором, который перекрывается намагничивающимся шунтом уменьшенного сечения; Фиг.3 – еще одна модификация сердечника трансформатора, снабженная двумя регулируемыми воздушными зазорами и показывающая, кроме того, измененное расположение катушек трансформатора; Фиг. 4 – перспективный вид сердечника трансформатора, показывающий другой вариант воплощения сердечника для шунтирования воздушного зазора, а фиг. 4а – вертикальная проекция корпуса трансформатора, показывающая положение катушек на сердечнике; Фиг.5 – схематический вид трансформатора трехфазного тока; На фиг.6 представлена схема электрического соединения и обмоток трансформатора, показанного на рис. 5 и 7–9 показан предпочтительный вариант антивибрационного соединения подвижного сердечника сердечника трансформатора.
5 и 7–9 показан предпочтительный вариант антивибрационного соединения подвижного сердечника сердечника трансформатора.
На рисунке 1 цифра I обозначает главную ветвь трансформатора для дуговой сварки, составляющую единое целое с ярмами I ‘и I “, 4 – первичная обмотка, а I – вторичная обмотка, обе расположены на плече I. Между ярмами I’ и I “0 расположена промежуточная ветвь 2, на которой не расположены катушки. К концу одного из хомутов I “подвижная часть 3 шарнирно прикреплена к точке 6. Вспомогательная катушка расположена вокруг воздушного зазора I.
Когда на трансформатор подается питание с разомкнутой вторичной цепью 1 и 3, между ветвью I и ярмами I ‘и I “создается магнитный поток, при этом магнитные цепи замыкаются через ветвь 2 и 3, как показано стрелками, магнитные потоки обратно пропорциональна магнитному сопротивлению двух контуров.Вторичная обмотка 5 соединена последовательно с th (вспомогательной катушкой 1, так что магнитный поток, проходящий от конечности I через конечность 3, индуцирует дополнительное напряжение во вспомогательной катушке 7 при нулевой нагрузке.![]() которое добавляется к напряжению вторичной обмотки 5, тем самым облегчая зажигание дуги и улучшая ее стабильность.За счет уменьшения воздушного зазора 8 увеличивается та часть магнитного потока 16, генерируемого внутри конечности I, которая проходит через конечность 3, и, следовательно, также увеличивается дополнительное напряжение, индуцированное во вспомогательной катушке 7. Чтобы избежать значительной утечки вспомогательного потока и обеспечить желаемую регулировку напряжения холостого хода, поверхности полюсов, образующие воздушный зазор, предпочтительно имеют ступенчатую форму.
которое добавляется к напряжению вторичной обмотки 5, тем самым облегчая зажигание дуги и улучшая ее стабильность.За счет уменьшения воздушного зазора 8 увеличивается та часть магнитного потока 16, генерируемого внутри конечности I, которая проходит через конечность 3, и, следовательно, также увеличивается дополнительное напряжение, индуцированное во вспомогательной катушке 7. Чтобы избежать значительной утечки вспомогательного потока и обеспечить желаемую регулировку напряжения холостого хода, поверхности полюсов, образующие воздушный зазор, предпочтительно имеют ступенчатую форму.
Следует отметить, что на регулирование сильно влияет форма полюсных поверхностей, которые определяют зазор, а это означает, что величина дополнительного напряжения, индуцируемого внутри катушки 1, зависит также от формы упомянутых полюсных поверхностей.
Во время сварки направление потока в отводе 3 меняется на противоположное, и вспомогательный поток возвращается через отвод 2, который, следовательно, должен иметь такие размеры, чтобы обеспечить прохождение во время сварки суммы магнитных потоков от края I и конечности 3. Поскольку магнитный поток 85, проходящий через конечность 3 без нагрузки, желателен и полезен, воздушный зазор в случае малых сварочных токов может быть уменьшен до нуля.
Поскольку магнитный поток 85, проходящий через конечность 3 без нагрузки, желателен и полезен, воздушный зазор в случае малых сварочных токов может быть уменьшен до нуля.
S Из вышесказанного очевидно, что трансформатор согласно изобретению позволяет изменять сварочный ток в самых широких пределах без использования ответвлений.
На фиг. 2 показан другой вариант выполнения части сердечника трансформатора, включающий подвижную ветвь 3. В соответствии с этим вариантом выполнения воздушный зазор 8 перекрыт небольшим многослойным сердечником 9, размеры которого позволяют шунтировать воздушный зазор и пропускать поток. магнитного потока по существу постоянной величины, проходящего через конечность 3, тем самым генерируя в катушке 7 дополнительное напряжение, которое может составлять до 20% от вторичного напряжения. Это позволяет примерно на 20% уменьшить размер трансформатора, включая вспомогательную катушку, и потребляемая кажущаяся мощность соответственно меньше.Перемычка 9, естественно, также влияет на регулирование сварочного тока, но только в ограниченной степени, при условии, однако, что перемычка 9 имеет такие размеры, что уже становится сильно насыщенной, когда магнитный поток, проходящий через нее, достигает значения, скажем, около 20. % нормального потока, проходящего через край 3. Таким образом, перемычка 9 предпочтительно изготовлена из материала, обладающего высокой магнитной проницаемостью и очень определенным пределом насыщения, как, например, сплав, известный под 85 под зарегистрированным названием «пермаллой».Конечно, помимо постоянного магнитного потока без нагрузки, который проходит через мост 9, когда трансформатор находится под напряжением без нагрузки, через последний проходит переменная составляющая магнитного потока, которая обратно пропорциональна изменяющемуся сопротивлению воздушного зазора. Те же результаты можно было получить и другими конструктивными средствами.
% нормального потока, проходящего через край 3. Таким образом, перемычка 9 предпочтительно изготовлена из материала, обладающего высокой магнитной проницаемостью и очень определенным пределом насыщения, как, например, сплав, известный под 85 под зарегистрированным названием «пермаллой».Конечно, помимо постоянного магнитного потока без нагрузки, который проходит через мост 9, когда трансформатор находится под напряжением без нагрузки, через последний проходит переменная составляющая магнитного потока, которая обратно пропорциональна изменяющемуся сопротивлению воздушного зазора. Те же результаты можно было получить и другими конструктивными средствами.
Следует также отметить, что можно изменять поток, проходящий через воздушный зазор 8, изменяя магнитное сопротивление лимба 2.
Это удобно сделать, обеспечив дополнительный воздушный зазор в элементе 2 преобразователя, как показано в качестве примера на рисунке 3.
e Трансформатор, подобный изображенному на рисунке 1, имеет ярмо 1 ‘шарнирно прикрепленное к плечу I, а’ подвижное плечо 3 шарнирно, как и в других случаях, к концу ярма I “. Между концом плеча 2 а на противоположных концах ярма I ‘образован дополнительный воздушный зазор 19. Воздушный зазор 8 перекрывается узким выступом 10 сердечника, скользящим образом входящим в соответствующий паз ярма I’. За счет углового смещения плеча 3 воздушный зазор 8 изменяется, и, кроме того, выступ 10 входит в паз ярма I ‘и вращает последнее, тем самым создавая изменение воздушного зазора 19.Как дополнительно показано на Фиг.3, первичная и вторичная обмотки 4 и 5 могут быть расположены на ярме I ‘или они могут быть расположены на ярме I “, в то время как вспомогательная катушка 7 предпочтительно расположена вокруг воздушного зазора 8. Фигуры 4 также 4а показана измененная форма регулируемой зоны переменного магнитного сопротивления сердечника трансформатора, которая достигается за счет расширения некоторых пластин трансформатора вблизи воздушного зазора 8, по существу, под прямым углом к нему, чтобы образовать между ними канавки 20. и 20 ‘соответственно.Рядом с задним концом выступов ярма I ‘установлен угловой стержень 22.
Между концом плеча 2 а на противоположных концах ярма I ‘образован дополнительный воздушный зазор 19. Воздушный зазор 8 перекрывается узким выступом 10 сердечника, скользящим образом входящим в соответствующий паз ярма I’. За счет углового смещения плеча 3 воздушный зазор 8 изменяется, и, кроме того, выступ 10 входит в паз ярма I ‘и вращает последнее, тем самым создавая изменение воздушного зазора 19.Как дополнительно показано на Фиг.3, первичная и вторичная обмотки 4 и 5 могут быть расположены на ярме I ‘или они могут быть расположены на ярме I “, в то время как вспомогательная катушка 7 предпочтительно расположена вокруг воздушного зазора 8. Фигуры 4 также 4а показана измененная форма регулируемой зоны переменного магнитного сопротивления сердечника трансформатора, которая достигается за счет расширения некоторых пластин трансформатора вблизи воздушного зазора 8, по существу, под прямым углом к нему, чтобы образовать между ними канавки 20. и 20 ‘соответственно.Рядом с задним концом выступов ярма I ‘установлен угловой стержень 22.![]() Пластинчатые сердечники 21 вставляются в канавки 20′ и привариваются к угловому элементу 22 o30. Наружные части этих стержней выступают через воздушный зазор 8 в канавки 20 ‘, в которых они вставлены с скользящей посадкой.
Пластинчатые сердечники 21 вставляются в канавки 20′ и привариваются к угловому элементу 22 o30. Наружные части этих стержней выступают через воздушный зазор 8 в канавки 20 ‘, в которых они вставлены с скользящей посадкой.
Расположение других частей такое же, как показано на рисунке 1. 3 Хотя изобретение было описано ранее в связи с однофазными трансформаторами, вышесказанное применимо также к многофазным трансформаторам.На рисунке 5 показан трансформатор, адаптированный для трехфазного питания, а на рисунке 6 показаны соединения трансформатора типа Скотта, в котором первичные обмотки 4-4 ‘соединены звездой, а вторичные обмотки 5-5’ соединены звездой. соединены последовательно друг с другом и со вспомогательной катушкой 7 поперек сварочного электрода.
Трансформатор, показанный на Рисунке 5, по существу похож на однофазный трансформатор, с той лишь разницей, что для использования трехфазного тока предусмотрена вторая главная ветвь 28, снабженная первичной и вторичной обмотками, как у ветви I.
Во время холостого хода конечность 2 проходит под действием результирующего магнитного потока двух конечностей I и 231, который, следовательно, состоит из двух магнитных потоков, смещенных на 90 ° друг от друга. Часть этого результирующего магнитного потока проходит через воздушный зазор 8 и отвод 3, генерируя во вспомогательной катушке 7 дополнительное напряжение, которое находится в фазе с вторичным напряжением. В схеме, показанной на Рисунке 6, все три фазы питающего тока первичной цепи.
Эти токи, а также фазовые сдвиги не равны.Однако с помощью конденсаторов эту несимметричность можно в значительной степени компенсировать.
Во избежание вибрации подвижной конечности 3 и, в конечном итоге, траверсы I ‘, показанной на фиг. 3, эти части могут быть шарнирно закреплены, как показано на рисунках 7-9. На Фиг.7 представлен вид сверху конца нижней траверсы I “, на Фиг.8 – вертикальная проекция, а на Фиг.9 – вид сбоку на нижний конец отгиба 3. Как показано на чертеже, концы двух частей должны быть шарнирно соединенные вместе имеют прорези так, чтобы образовывать соединения типа «ласточкин хвост», соединенные шарнирным пальцем 6.
Регулировка плеча 3 может осуществляться, например, с помощью устройства, показанного на фиг.6, фиг.1, содержащего шпиндель 12, имеющий правую и левую резьбу, причем резьбовая часть ввинчивается в резьбовые втулки 13, 13 ‘, которые в свою очередь прикреплены к ярму I ‘и к ответвлению 3 соответственно. Каждое положение подвижной ножки 3 соответствует определенному сварочному току или диаметру электрода. Эти силы тока могут быть нанесены на шкалу барабана 14, который может вращаться с помощью ленты 15, соединенной с упомянутым барабаном 14 и с намоточным барабаном 18, установленным на шпинделе 12 соответственно.Все устройство установлено внутри кожуха 17, снабженного отверстием 16. Шпиндель 12 выступает через кожух 17 и снабжен ручным дублером 25. Вращая этот маховик, воздушный зазор 8 регулируется, и можно регулировать соответствующую силу сварочного тока. читать на барабане 14 через отверстие 16.
I заявляет: 1. В трансформаторе, в комбинации, по существу U-образный железный сердечник, железный элемент с относительно высокой магнитной проницаемостью, расположенный так, чтобы образовывать по существу непрерывную ферромагнитную петлю с указанным сердечником, второй по существу U-образный ферромагнитный контур. магнитный сердечник, в котором расположена зона пониженной проницаемости, причем упомянутый второй сердечник расположен относительно упомянутого первого контура в магнитном шунте с упомянутым элементом и образует с ним вторую магнитную петлю, первичную и вторичную обмотки на упомянутом первом сердечнике и вспомогательную обмотку g, окружающую указанную зону и соединены последовательно с указанными вторичными обмотками, чтобы вызвать добавление напряжения, индуцированного в ней той частью первичного потока, которая шунтируется через второй сердечник, к напряжению, индуцированному в указанных вторичных обмотках.
магнитный сердечник, в котором расположена зона пониженной проницаемости, причем упомянутый второй сердечник расположен относительно упомянутого первого контура в магнитном шунте с упомянутым элементом и образует с ним вторую магнитную петлю, первичную и вторичную обмотки на упомянутом первом сердечнике и вспомогательную обмотку g, окружающую указанную зону и соединены последовательно с указанными вторичными обмотками, чтобы вызвать добавление напряжения, индуцированного в ней той частью первичного потока, которая шунтируется через второй сердечник, к напряжению, индуцированному в указанных вторичных обмотках.
2. В трансформаторе, в комбинации, по существу U-образный железный сердечник, железный элемент с относительно высокой магнитной проницаемостью, образующий по существу непрерывную ферромагнитную петлю с указанным сердечником, второй по существу U-образный ферромагнитный сердечник, имеющий в ней расположена зона пониженной проницаемости, причем указанный второй сердечник расположен относительно указанного первого контура в магнитном шунте с указанным элементом и образует с ним вторую магнитную петлю, первичную и вторичную обмотки на указанном первом сердечнике и вспомогательную обмотку, окружающую указанную зону и соединенную последовательно с упомянутыми вторичными обмотками, чтобы вызвать добавление напряжения, индуцированного в нем той частью g первичного потока, которая шунтируется через упомянутый второй сердечник, к напряжению, индуцированному в упомянутых вторичных обмотках, и, кроме того, вызвать поток, индуцированный в упомянутом втором контуре посредством ток в упомянутой вспомогательной катушке проходит через упомянутый элемент в том же направлении, что и магнитный поток, индуцированный первичным током в упомянутом первом контуре.
3. В трансформаторе, в комбинации, по существу U-образный железный сердечник, железный элемент с относительно высокой магнитной проницаемостью, расположенный так, чтобы образовывать по существу непрерывную ферромагнитную петлю с указанным сердечником, второй по существу U-образный ферромагнитный сердечник, имеющий в ней размещена регулируемая зона пониженной проницаемости, причем указанный второй сердечник расположен относительно указанного первого контура в магнитном шунте с указанным элементом для образования с ним второй магнитной петли, что означает изменение проницаемости указанной зоны, первичной и вторичной обмоток на указанном первом сердечнике. и вспомогательная обмотка, окружающая указанную зону и соединенная последовательно с указанной вторичной обмоткой, чтобы вызвать добавление напряжения, индуцированного в ней той частью первичного потока, которая шунтируется через второй сердечник, к напряжению, индуцированному в указанной вторичной обмотке.4. В трансформаторе, в комбинации, по существу U-образный железный сердечник, железный элемент с относительно высокой магнитной проницаемостью, образующий по существу непрерывную ферромагнитную петлю с указанным сердечником, второй по существу U-образный ферромагнитный сердечник, имеющий вставленную в нем регулируемая зона пониженной проницаемости, содержащая воздушный зазор, который перекрывается железным шунтом с относительно высокой проницаемостью при низких плотностях потока в упомянутом втором сердечнике и с относительно низкой проницаемостью при высоких плотностях потока в упомянутом втором сердечнике, причем упомянутый второй сердечник расположен относительно упомянутого первого контура в магнитном шунте с упомянутым элементом, чтобы сформировать с ним второй магнитный контур, первичную и вторичную обмотки на упомянутом первом сердечнике и вспомогательную обмотку, окружающую упомянутую зону и соединенную последовательно с упомянутыми вторичными обмотками, чтобы вызвать напряжение, индуцируемое в ней посредством та часть первичного потока, которая шунтируется через второй сердечник, добавляется к напряжению, индуцированному в упомянутых вторичных обмотках.
5. В трансформаторе, в комбинации, по существу U-образный железный сердечник, железный элемент с относительно высокой магнитной проницаемостью, образующий по существу непрерывную ферромагнитную петлю с указанным сердечником, второй по существу U-образный ферромагнитный сердечник, имеющий в нем размещена регулируемая зона пониженной проницаемости, содержащая воздушный зазор, который перекрывается шунтом, имеющим магнитные характеристики «пермаллоя», указанный второй сердечник расположен относительно указанного первого контура в магнитном шунте с указанным элементом и образует с ним вторую магнитную петлю. первичная и вторичная обмотки на указанном первом сердечнике и вспомогательная обмотка, окружающая указанную зону и соединенная последовательно с указанными вторичными обмотками, чтобы вызвать добавление напряжения, индуцированного в них той частью первичного потока, которая шунтируется через второй сердечник, к напряжение, индуцированное во вторичных обмотках.6. В трансформаторе, в комбинации, по существу U-образный железный сердечник, железный элемент с относительно высокой магнитной проницаемостью, предназначенный для образования ферромагнитной петли с упомянутым сердечником, которая является непрерывной, но с относительно коротким воздушным зазором, расположенным в нем за пределами упомянутого сердечника.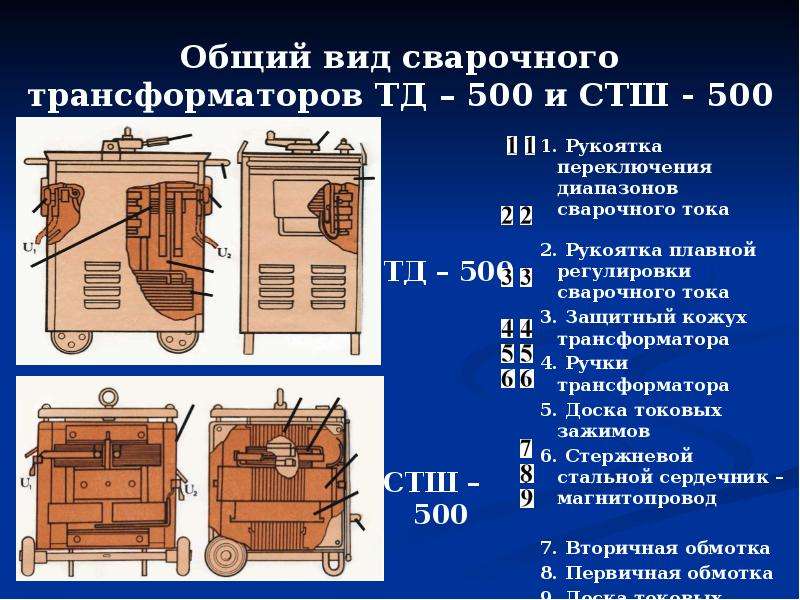 сердечник, второй, по существу, U-образный ферромагнитный сердечник, имеющий расположенную в нем зону пониженной проницаемости, упомянутый второй сердечник расположен относительно упомянутого первого контура для шунтирования упомянутого элемента и образования с ним второй магнитной петли, первичной и вторичной обмоток на упомянутой первый сердечник и вспомогательная обмотка, окружающая указанную зону и соединенная последовательно с указанными вторичными обмотками, чтобы вызвать добавление напряжения, индуцированного в нем той частью первичного потока, которая шунтируется через второй сердечник, к напряжению, индуцированному в указанных вторичных обмотках.
сердечник, второй, по существу, U-образный ферромагнитный сердечник, имеющий расположенную в нем зону пониженной проницаемости, упомянутый второй сердечник расположен относительно упомянутого первого контура для шунтирования упомянутого элемента и образования с ним второй магнитной петли, первичной и вторичной обмоток на упомянутой первый сердечник и вспомогательная обмотка, окружающая указанную зону и соединенная последовательно с указанными вторичными обмотками, чтобы вызвать добавление напряжения, индуцированного в нем той частью первичного потока, которая шунтируется через второй сердечник, к напряжению, индуцированному в указанных вторичных обмотках.
7. В трансформаторе в сочетании, по существу, U-образный железный сердечник, железный элемент, выполненный с возможностью образования по существу непрерывной ферромагнитной петли с указанным сердечником, второй, по существу, U-образный ферромагнитный сердечник, имеющий вставленную в нем зону с пониженной проницаемостью, причем указанный второй сердечник расположен относительно указанного первого контура в магнитном шунте с указанным элементом и образует с ним вторую магнитную петлю, при этом площадь поперечного сечения указанного элемента по существу равна сумме поперечных сечений указанных сердечников, первичных и вторичная обмотка – T1 на указанном первом сердечнике, и вспомогательная обмотка, окружающая указанную зону и соединенная последовательно с указанными вторичными обмотками, чтобы вызвать добавление к напряжение, индуцированное во вторичных обмотках.
8. В трансформаторе, в комбинации, по существу U-образный железный сердечник, железный элемент с относительно высокой магнитной проницаемостью, образующий по существу непрерывную ферромагнитную петлю с указанным сердечником, второй по существу U-образный ферромагнитный сердечник, имеющий в ней расположена зона пониженной проницаемости, содержащая регулируемый воздушный зазор, расположенный между относительно подвижными взаимно зацепляющимися продольными выступами и выемками, составляющими единое целое с упомянутой рамой, и на противоположных концах упомянутой зоны, соответственно, упомянутый второй сердечник расположен относительно упомянутого первого контура в магнитном шунте с упомянутым элемент и образует с ним вторую магнитную петлю, первичная и вторичная обмотки на указанном первом сердечнике и вспомогательная обмотка, окружающая указанную зону и соединенная последовательно с указанными вторичными обмотками, чтобы вызвать напряжение, индуцированное в нем той частью первичного потока, которая шунтируется через второй сердечник должен быть добавлен к напряжению, наведенному на упомянутые вторичные обмотки.
9. В трансформаторе в сочетании, по существу, U-образный железный сердечник, железный элемент с относительно высокой магнитной проницаемостью, образующий по существу непрерывную ферромагнитную петлю с указанным сердечником, второй по существу U-образный ферромагнитный сердечник, имеющий расположенную в нем зону пониженной проницаемости, содержащую регулируемый воздушный зазор, шунтируемый относительно подвижными взаимно зацепляющимися продольными выступами и выемками, составляющими единое целое с упомянутой рамой, и прикрепленный к упомянутому второму сердечнику на противоположных концах упомянутого сердечника соответственно, чтобы образовать шунт для упомянутого воздушного зазора, указанный второй сердечник расположен относительно указанного первого контура в магнитном шунте с указанным элементом и образует с ним вторую магнитную петлю, первичная и вторичная обмотки на указанном первом сердечнике и вспомогательная обмотка, окружающая указанную зону и соединенная последовательно с указанными вторичными обмотками для заставляют напряжение, индуцированное в нем той частью первичного потока, которая шунтируется через второй сердечник, добавляется к индуцированному напряжению d во вторичных обмотках.![]()
10. В трансформаторе, в комбинации, множество по существу U-образных железных сердечников, железный элемент с относительно высокой магнитной проницаемостью, расположенный так, чтобы образовывать по существу непрерывные ферромагнитные петли с указанными сердечниками, вспомогательный по существу U-образный ферромагнитный сердечник, имеющий вставленные в ней зона пониженной проницаемости, причем упомянутый вспомогательный сердечник расположен относительно упомянутых первых контуров в магнитном шунте с упомянутым элементом и образует с ним вспомогательную магнитную петлю, первичную и вторичную обмотки на каждом из упомянутого множества сердечников и вспомогательную обмотку, окружающую упомянутую зону. и соединены последовательно с указанными вторичными обмотками, чтобы вызвать добавление напряжения, индуцированного в нем первичными потоками, шунтированными через вспомогательный сердечник, к напряжению, возникающему от указанных вторичных обмоток.
ФРИ ЭДУАРД.
.