Таблица соответствия типов и марок электродов для сварки| МЭЗ – производство электродов
Тип | Марка |
Электроды для сварки углеродистых и низколегированных сталей | |
Э-46 | МР-3 |
Э-46 | ОЗС-4 |
Э-46 | МР-3 ЛЮКС |
Э-46 | МК-46.00 |
Э-46 | АНО-4 |
Э-46 | АНО-21 |
Э-46 | АНО-21 СТАНДАРТ |
Э-46 | ОЗС-12 |
Э-42А | УОНИ-13/45 |
Э-42А | УОНИИ-13/45 (ОСТ 5.9224-75) |
Э-46А | УОНИ-13/45А |
Э-50А | УОНИ-13/55 |
Э-50А |  9224-75) 9224-75) |
Э-50А | УОНИИ-13/55 |
Э-50А | МЭЗЛБ-52У |
Э-50А | УОНИ-13/55А |
Э-55 | УОНИ-13/55У |
Э-50А | ЦУ-5 |
Э-60 | УОНИ-13/65 |
Э-50А | ТМУ-21У |
Электроды для сварки легированных теплоустойчивых сталей | |
Э-09Х1М | ТМЛ-1У |
Э-09Х1МФ | ТМЛ-3У |
Э-09Х1МФ | ЦЛ-39 |
Электроды для сварки легированных сталей повышенной прочности | |
Э-85 | УОНИ-13/85 |
Электроды для сварки высоколегированных жаростойких сталей | |
Э-08Х19Н10Г2Б | ЦТ-15 |
Э-08Х19Н10Г2Б | МЭЗЦТ-15 |
Э-10Х25Н13Г2 | ОЗЛ-6 |
Э-10Х20Н70Г2М2Б2В | ОЗЛ-25Б |
Э-28Х24Н16Г6 | ОЗЛ-9А |
Электроды для сварки высоколегированных коррозионностойких сталей | |
Э-07Х20Н9 | ОЗЛ-8 |
Э-08Х20Н9Г2Б | ЦЛ-11 |
Э-08Х20Н9Г2Б | МЭЗЦЛ-11 |
Э-04Х20Н9 | ОЗЛ-36 |
Э-07Х19Н11М3Г2Ф | ЭА-400/10Т |
Э-07Х19Н11М3Г2Ф | ЭА-400/10У |
Э-08Х17Н8М2 | НИАТ-1/04Х19Н9 |
Э-12Х13 | УОНИ-13/НЖ/12Х13 |
Э-09Х19Н10Г2М2Б | МЭЗНЖ-13 |
Электроды для сварки высоколегированных и разнородных сталей | |
Э-11Х15Н25М6Г2 | ЭА-395/9 |
Э-10Х20Н9Г6С | НИИ-48Г |
| АНЖР-2 |
Э-11Х15Н25М6АГ2 | НИАТ-5 |
Электроды для наплавки на рабочие поверхности изделий | |
Э-20Х13 | УОНИ-13/НЖ/20Х13 |
Э-320Х25С2ГР | Т-590 |
Э-170Х5С7 | МЭЗТ-590 |
Э-90Х4М4ВФ | ОЗИ-3 |
Э-13Х16Н8М5С5Г4Б | ЦН-12М-67 |
Э-65Х25Г13Н3 | ЦНИИН-4 |
Э-320Х23С2ГТР | Т-620 |
Э-170Х5С7Г2 | МЭЗТ-620 |
Э-08Х17Н8С6Г | ЦН-6Л |
Э-08Х17Н8С6Г | МЭЗЦН-6Л |
Электроды: обозначения и расшифровки
Когда начинающий сварщик впервые подходит к витрине с расходными материалами, он может впасть в легкий ступор. Дело в том, что на коробке с электродами модель довольно редко обозначается лишь парой букв и одной цифрой. Гораздо чаще неопытный мастер встречает целый набор символов, не вызывающий у него совершенно никаких ассоциаций. Если вы тоже пока не разбираетесь в маркировке электродов, этот текст поможет вам выбрать правильный продукт.
Дело в том, что на коробке с электродами модель довольно редко обозначается лишь парой букв и одной цифрой. Гораздо чаще неопытный мастер встречает целый набор символов, не вызывающий у него совершенно никаких ассоциаций. Если вы тоже пока не разбираетесь в маркировке электродов, этот текст поможет вам выбрать правильный продукт.
Итак, чаще всего обозначение, нанесенное на коробку и сам электрод соответствует ГОСТам 9466-75 и 9467-75. То есть, призвано сообщить нам сведения о главных характеристиках изделия. Для примера возьмем такое обозначение, как:
Э46А – УОНИ 13/15 – 5.0 – УД2 Е 412(4) – Б20
Для удобства разобьем обозначения на части:
- Э46А
- УОНИ 13/15 – 5.0
- УД2 Е
- 412(4)
- Б
- 2
- 0
- Э46А — тип электрода. Если вам предстоит работа с легированными сталями, то маркировка нужных вам изделий будет иметь как раз такой вид, как у нас в примере.
 Э — электрод, 46 — максимально допустимая нагрузка на сварной шов в кгс/мм2. Если в маркировке после цифры есть литера «А», это означает, что шов будет устойчив к ударным и пластичным воздействиям. Если вы будете соединять детали из термоустойчивой или высоколегированной стали, то нужны будут электроды с другой маркировкой. Начинаться она будет с сочетания Э-09, Э-10 и т.д. «Э» здесь означает «электрод», а цифра после тире — количество углерода. Буквы и цифры после говорят о конкретном химическом составе: М — молибден, А — азот, Ф — ванадий и т. д.
Э — электрод, 46 — максимально допустимая нагрузка на сварной шов в кгс/мм2. Если в маркировке после цифры есть литера «А», это означает, что шов будет устойчив к ударным и пластичным воздействиям. Если вы будете соединять детали из термоустойчивой или высоколегированной стали, то нужны будут электроды с другой маркировкой. Начинаться она будет с сочетания Э-09, Э-10 и т.д. «Э» здесь означает «электрод», а цифра после тире — количество углерода. Буквы и цифры после говорят о конкретном химическом составе: М — молибден, А — азот, Ф — ванадий и т. д. - УОНИ 13/15 — марка. У каждого производителя может быть свой собственный «набор» марок. 5.0 — диаметр электрода. Обозначение также может иметь вид d=5.0. Общий принцип такой: чем толще ваши детали, тем толще должен быть электрод.
- Назначение. У — сварка низколегированных сталей, В — высоколегированных с особыми свойствами, Т — для термоустойчивых сплавов, Л — для конструкционных сталей с легирующими элементами, Н — для наплавки (и только). Д — коэффициент толщины обмазочного слоя. М — тонкое, С — среднее, Д — толстое, Г — максимально толстое. 2 — группа качества электродов. Может быть 1, 2 или 3. Выше группа — выше качество. Е — говорит о том, что перед нами электрод, который плавится при работе.
- 412(4) — индексы, указывающие на комплекс характеристик шва. 4 — стойкость к образованию коррозии. Тут может быть число 0, 2, 3, 4, 5. Чем выше число, тем лучше. 1 — максимальное значение температуры, при которой соединение сохраняет жаропрочность. Измеряется значениями от 1 до 9, где 1 — 500 °С, а 9 — выше 850 °С. 2 — максимальная рабочая температура шва, при которой в металле не начнутся изменения. Может обозначаться цифрами от 1 (600 °С) до 9 (1100 °С). В нашем случае температура 650 °С. (4) — содержание ферритной фазы в металле. Измеряется цифрами от 1 (0.5%–4.0%) до 8 (10% –20%). Более подробную информацию об этом индексе можно найти в специальных таблицах. ⃣
- Тип обмазки. А — это кислое покрытие, Б — для сварки с помощью постоянного тока с обратной полярностью, Р — рутиловая обмазки, Ц — целлюлозное покрытие. Могут встречаться также смешанные варианты — АЦ и РБ.
- Положение в пространстве. 1 — допустимо любое положение, 2 — любое, кроме вертикального сверху вниз, 3 — хорошая сварка по вертикали и горизонтали, но не для потолочной сварки, 4 — для нижних обычных и угловых соединений.
- 0 — вид сварочного тока. 0 — постоянный ток с обратной полярностью. Существует также еще обозначения от 1 до 9. Их можно разделить на 3 группы 50 В, 70 В и 90 В с любой полярностью, прямой и обратной.
 Э — электрод, 46 — максимально допустимая нагрузка на сварной шов в кгс/мм2. Если в маркировке после цифры есть литера «А», это означает, что шов будет устойчив к ударным и пластичным воздействиям. Если вы будете соединять детали из термоустойчивой или высоколегированной стали, то нужны будут электроды с другой маркировкой. Начинаться она будет с сочетания Э-09, Э-10 и т.д. «Э» здесь означает «электрод», а цифра после тире — количество углерода. Буквы и цифры после говорят о конкретном химическом составе: М — молибден, А — азот, Ф — ванадий и т. д.
Э — электрод, 46 — максимально допустимая нагрузка на сварной шов в кгс/мм2. Если в маркировке после цифры есть литера «А», это означает, что шов будет устойчив к ударным и пластичным воздействиям. Если вы будете соединять детали из термоустойчивой или высоколегированной стали, то нужны будут электроды с другой маркировкой. Начинаться она будет с сочетания Э-09, Э-10 и т.д. «Э» здесь означает «электрод», а цифра после тире — количество углерода. Буквы и цифры после говорят о конкретном химическом составе: М — молибден, А — азот, Ф — ванадий и т. д.  Д — коэффициент толщины обмазочного слоя. М — тонкое, С — среднее, Д — толстое, Г — максимально толстое. 2 — группа качества электродов. Может быть 1, 2 или 3. Выше группа — выше качество. Е — говорит о том, что перед нами электрод, который плавится при работе.
Д — коэффициент толщины обмазочного слоя. М — тонкое, С — среднее, Д — толстое, Г — максимально толстое. 2 — группа качества электродов. Может быть 1, 2 или 3. Выше группа — выше качество. Е — говорит о том, что перед нами электрод, который плавится при работе.  Могут встречаться также смешанные варианты — АЦ и РБ.
Могут встречаться также смешанные варианты — АЦ и РБ.Рассмотрим ещё пример, чтобы, так сказать, закрепить материал.
Э46-МР-3-Ø 3,0-УД Е 431 (3)-РЦ23
- Э — электрод;
- 46 — максимальная нагрузка на шов 46 кгс/мм2;
- МР-3 — марка;
- 3-Ø — диаметр 3.0. мм;
- У — для сварки низколегированных сталей;
- Д — средний коэффициент толщины обмазочного слоя;
- Е — электрод плавится при работе;
- 4 — шов стойкий к образованию коррозии;
- 3 — жаропрочность шва до 600 °С;
- 1 — жаростойкость шва до 600 °С;
- (3) — содержание ферритной фазы 2. 0%–5.5%;
- РЦ — рутилово-целлюлозное покрытие;
- 2 — положение в пространстве любое, кроме вертикального сверху вниз;
- 3 — ток обратной полярность с напряжением холостого хода 50 В.
 0%–5.5%;
0%–5.5%;Надеемся, что рассказ вышел не слишком путанным, и с его помощью вы будете лучше разбираться в электродах. Как бы то ни было, наши консультанты всегда рады прийти вам на помощь в любом из наших магазинов.
Типы электродов, используемых при сварке
Сварочный электрод — это кусок проволоки или стержня, используемый в процессе сварки для соединения металлов. Сварочный электрод подключается к сварочному аппарату, по которому течет сварочный ток, и создает электрическую дугу для сплавления металлов для соединения. Также в некоторых случаях сам используемый электрод выступает в качестве наполнителя при соединении металлов.
Существуют различные типы электродов, используемых для сварки. При выборе электрода для сварки важно учитывать некоторые факторы, такие как предел прочности при растяжении, состав свариваемых металлов, положение сварки, конструкция соединения и т. д. Давайте рассмотрим различные типы электродов, используемых для сварки.
При выборе электрода для сварки важно учитывать некоторые факторы, такие как предел прочности при растяжении, состав свариваемых металлов, положение сварки, конструкция соединения и т. д. Давайте рассмотрим различные типы электродов, используемых для сварки.
Типы сварочных электродов :
Сварочные электроды делятся на два типа: плавящиеся электроды и неплавящиеся электроды. Ниже представлена классификация электродов, используемых для дуговой сварки.
Неплавящиеся электроды:
Электроды, которые не расходуются в процессе сварки, т. е. не плавятся под действием тепла дуги и не плавятся на сварном шве, называются неплавящимися электродами. Электроды этого типа имеют высокую температуру плавления, и их задача заключается в создании электрической дуги. Поскольку электрод не является частью сварного шва, его можно использовать в течение более длительного времени.
Выбор электродного материала, используемого для сварки, не зависит от свариваемых основных металлов, в отличие от плавящихся электродов. Большинство неплавящихся электродов изготовлены из углерода, графита или вольфрама, а некоторые из методов сварки, в которых используются неплавящиеся электроды, включают сварку вольфрамовым электродом в среде инертного газа, сварку атомарным водородом, сварку угольной дугой и т. д.
Большинство неплавящихся электродов изготовлены из углерода, графита или вольфрама, а некоторые из методов сварки, в которых используются неплавящиеся электроды, включают сварку вольфрамовым электродом в среде инертного газа, сварку атомарным водородом, сварку угольной дугой и т. д.
Расходуемые электроды:
Электроды, которые плавятся под действием тепла, выделяемого дугой, и становятся частью сварного шва, называются плавящимися электродами. Другими словами, эти электроды расходуются в процессе сварки и впоследствии осаждаются на валике сварного шва. Основная характеристика расходуемых электродов заключается в том, что они имеют низкую температуру плавления, поэтому дуга плавит металлические детали, а также кончик электрода, который действует как наполнитель в зазоре.
В зависимости от состава свариваемых металлов используются плавящиеся электроды из различных материалов. Обычно большая часть расходуемых электродов изготавливается из низколегированной стали или никелевой стали диаметром 2-8 мм и длиной 200-500 мм. Опять же, эти электроды различаются по типу присутствующего на них флюсового покрытия.
Опять же, эти электроды различаются по типу присутствующего на них флюсового покрытия.
Расходуемые электроды подразделяются на следующие типы:
- Неизолированные электроды.
- Электроды с покрытием, 9 шт.0031
- Электроды с легким покрытием.
- Электроды с толстым покрытием.
Неизолированные электроды:
Эти электроды не покрыты флюсом. Эти электроды часто используются при автоматической и полуавтоматической сварке. Поскольку эти электроды плоские, шарики металла переносятся с электрода на изделие и подвергаются воздействию кислорода и азота в окружающем воздухе.
В связи с этим образуются некоторые неметаллические составляющие, которые задерживаются в застывающем металле шва. В результате снижается прочность и пластичность материала. Неизолированные электроды используются при более низком сварочном напряжении.
С этими электродами используются токи от 160 до 310 ампер в зависимости от их размера.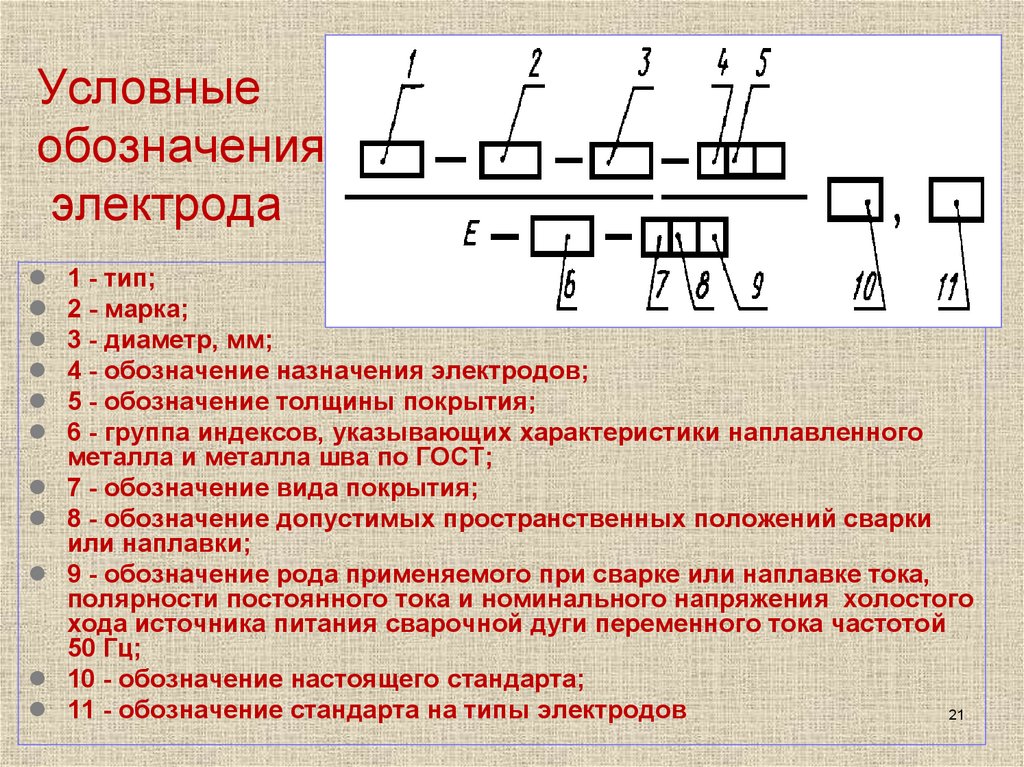 Сварка может быть удовлетворительно выполнена голыми электродами с питанием постоянного тока, когда электрод подключен к отрицательной клемме.
Сварка может быть удовлетворительно выполнена голыми электродами с питанием постоянного тока, когда электрод подключен к отрицательной клемме.
Электроды с легким покрытием :
Электроды с легким покрытием представляют собой улучшенную версию электродов без покрытия, которые содержат слой покрытия толщиной в несколько десятых миллиметра. Это покрытие состоит из извести, смешанной с растворимым стеклом, которое действует как связующее. Основная цель легкого покрытия – улучшить стабильность дуги. Следовательно, это покрытие также называют стабилизированным покрытием.
Этот тип электрода обеспечивает лучшую защиту сварного шва от окисления. Они более выгодны по сравнению с неизолированными электродами. Они требуют более высокого сварочного напряжения и более низкого тока по сравнению с неизолированными электродами. Они используются для сварки второстепенных работ.
Электроды с толстым покрытием :
Электроды с толстым покрытием содержат толстый слой покрытия. Обычно применяемыми материалами для покрытия являются оксид титана, ферромарганец, кремнезем, мука, асбестовая глина, карбонат кальция и др. Эти электроды в основном используются для получения металла шва высокого качества за счет исключения образования оксидов и нитридов.
Обычно применяемыми материалами для покрытия являются оксид титана, ферромарганец, кремнезем, мука, асбестовая глина, карбонат кальция и др. Эти электроды в основном используются для получения металла шва высокого качества за счет исключения образования оксидов и нитридов.
Преимущества электродов с покрытием в процессе сварки:
- Дуга, создаваемая электродами, стабилизируется, поскольку электроды с покрытием содержат стабилизирующие дугу материалы, такие как соединения Na, CaCo 3 , Ti и K.
- При использовании этих электродов скорость плавления увеличивается, что ускоряет сварку.
- Тенденция к деионизации дуги в момент нулевого тока при подаче переменного тока может быть преодолена с помощью электрода с покрытием путем создания покрывающих газов вокруг дуги, тем самым поддерживая ионизацию дугового промежутка.
- Когда на электроды нанесено покрытие, они становятся изолированными от внешней области. Таким образом, эти электроды можно использовать при больших токах.
- Использование этих электродов позволяет избежать разбрызгивания металла при сварке.
- При сварке удаляются загрязнения, присутствующие на поверхности свариваемого металла.
- С помощью этих электродов можно легко выполнять потолочную и вертикальную сварку.
- Покрытие на электроде защищает металл от загрязнения атмосферными условиями.

Какой тип и размер электрода следует использовать для GTAW и почему?
Дуговая сварка вольфрамовым электродом в среде защитного газа (GTAW, также называемая TIG) использует неплавящийся вольфрамовый электрод для создания дуги между электродом и основным материалом. Эта дуга создает расплавленную ванну, в которую добавляется присадочная проволока. Успех сварки TIG зависит от ряда факторов, одним из которых является использование электрода правильного типа и размера.
Вольфрамовые сплавы используются из-за их твердости и устойчивости к высоким температурам. Вольфрам выдерживает температуру до 3400°C, что делает его пригодным для дуговой сварки.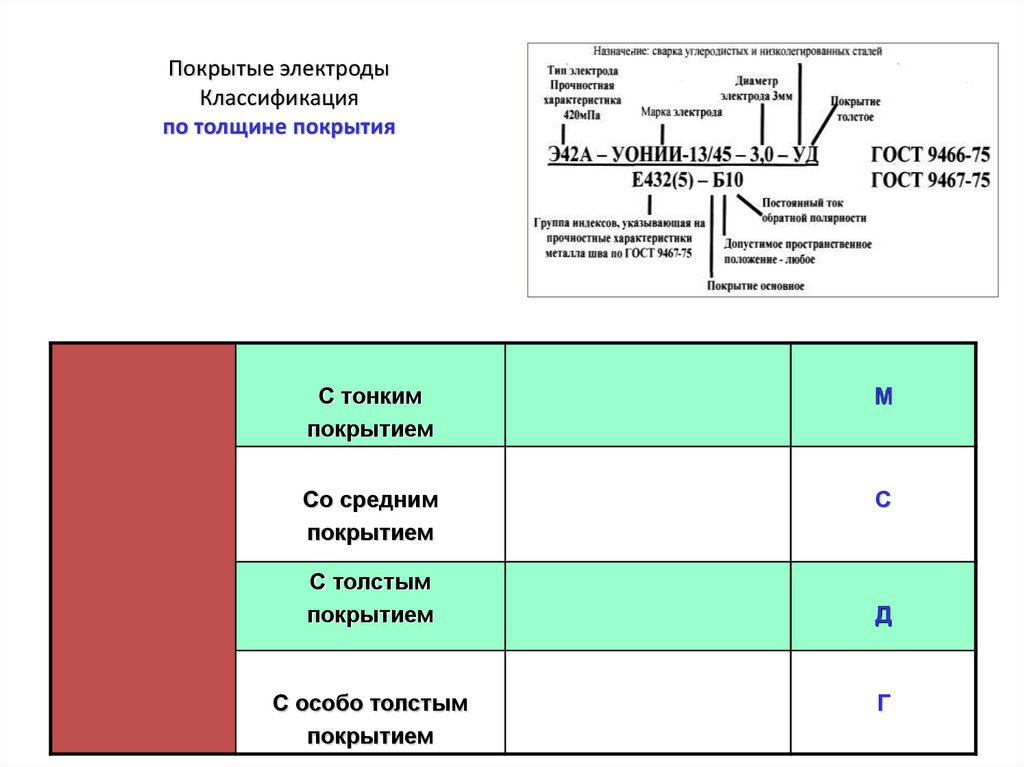 Чистый вольфрам не работает так хорошо и подвержен загрязнению. По этой причине вольфрамовые электроды сплавляют с другими элементами, чтобы улучшить их характеристики для конкретных применений. В частности тип тока и полярность. TIG обычно использует постоянный или переменный ток.
Чистый вольфрам не работает так хорошо и подвержен загрязнению. По этой причине вольфрамовые электроды сплавляют с другими элементами, чтобы улучшить их характеристики для конкретных применений. В частности тип тока и полярность. TIG обычно использует постоянный или переменный ток.
Вольфрамовые электроды имеют цветовую кодировку, чтобы сварщикам было легче их идентифицировать и убедиться, что используется правильный тип. Этот блог написан, чтобы помочь сварщикам TIG убедиться, что они имеют правильный тип и размер.
Чистый вольфрам, зеленый
Чистый вольфрам подходит для использования с переменным током, но не с постоянным током. Электроды из чистого вольфрама на 99,5% состоят из вольфрама, что дает им возможность легко скругляться или скругляться. Шарообразная форма наконечника обеспечивает стабильность дуги электродов. Чистый вольфрам также подходит для применения с малыми и средними токами в сплавах магния и алюминия. Чистый вольфрам дешев, но редко используется в промышленности.
Цирконированные, белые
Цирконированные вольфрамовые электроды состоят из 99,1% чистого вольфрама и 0,15-0,4% циркония. Этот тип электродов часто используется вместо чистого вольфрама, поскольку они обладают способностью удерживать сферический наконечник, лучше сопротивляются загрязнению и расщеплению, чем чистый вольфрам. Эти характеристики делают их идеальными для сварки на переменном токе алюминия и магния. Цирконированный вольфрам обладает высокой токопроводящей способностью, что обеспечивает более стабильную дугу. Он также хорошо справляется с большими токами. Цирконированные вольфрамовые электроды не подходят для использования с постоянным током.
Торированные, красные
Торированные вольфрамовые электроды содержат 97,3% чистого вольфрама и примерно 2% оксида тория, имеющего низкую радиоактивность. Эти электроды используются для сварки постоянным током сталей и других металлов. Торированные электроды имеют повышенную токонесущую способность, и это основная причина, по которой они подходят для дуговой сварки.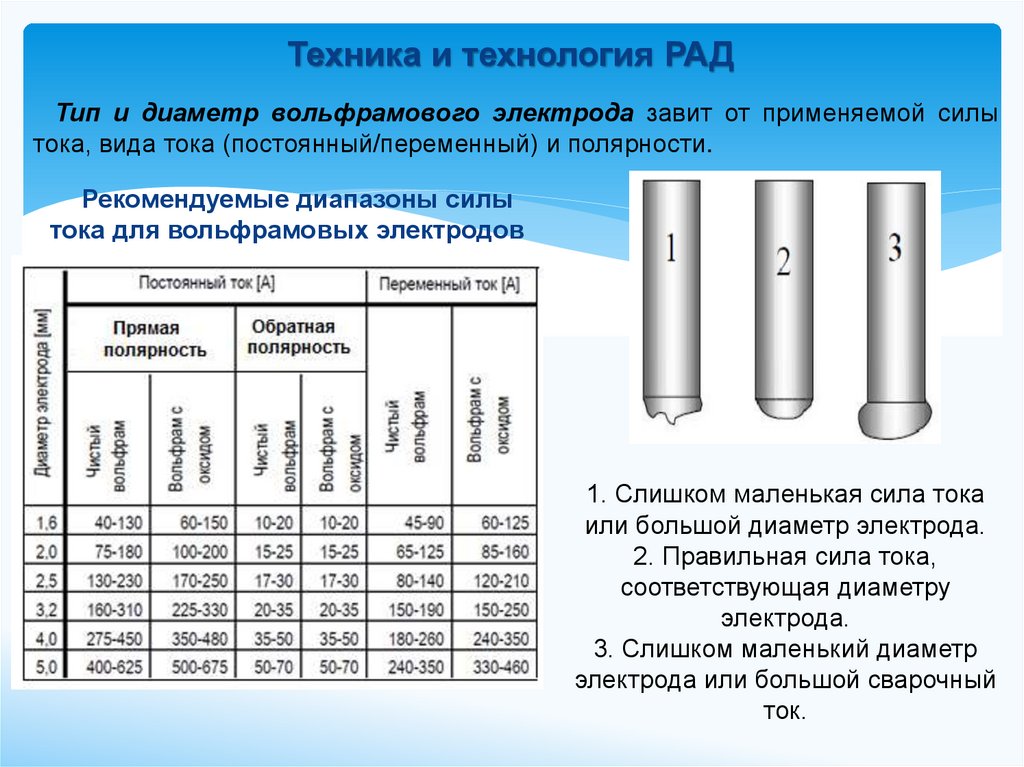 Электроды просты в использовании и служат долго. Они обеспечивают низкую скорость потребления, поскольку функционируют при температурах ниже точки плавления.
Электроды просты в использовании и служат долго. Они обеспечивают низкую скорость потребления, поскольку функционируют при температурах ниже точки плавления.
Они идеально подходят для сварки стали, поскольку сохраняют остроту острия. Однако рекомендуется соблюдать осторожность при заточке кончиков торированных вольфрамовых электродов.
Сварщики также предпочитают торированные вольфрамовые электроды по следующим причинам:
- Повышенная устойчивость к загрязнению в процессе сварки
- Подходит для использования в диапазонах средней и высокой силы тока в зависимости от диаметра
- Средняя скорость эрозии
- Склонность к растрескиванию средняя по сравнению с другими материалами
Лантанированные, золотые
Лантанированные вольфрамовые электроды используются с постоянным током. Обычно они содержат примерно 2% лантана, а остальное составляет вольфрам в зависимости от производителя. Добавление сплава лантана увеличивает токонесущую способность электродов. Утверждается, что они обладают улучшенным запуском и стабильностью дуги, лучшими свойствами повторного зажигания при относительно низком расходе.
Утверждается, что они обладают улучшенным запуском и стабильностью дуги, лучшими свойствами повторного зажигания при относительно низком расходе.
Церий, синий
Вольфрамовые электроды с церием легированы окисью церия в количестве примерно 2% по объему, остальное составляет чистый вольфрамовый состав. Эти типы электродов часто используются для слаботочного переменного тока, но также могут использоваться для приложений постоянного тока.
Поскольку вольфрамовые электроды с церием предназначены для малых токов, они идеально подходят для сварки тонких и сложных деталей, в частности, изделий из тонкого листового металла.
Некоторые соединения, которые можно использовать с цериевыми электродами, включают:
- нержавеющая сталь
- углерод
- никель
- алюминий
- магний
- титан
- медные сплавы
Электроды с церием предпочтительнее использовать вместо чистого вольфрама, поскольку они обладают улучшенной токопроводящей способностью при том же диаметре и лучшей устойчивостью к загрязнению.
Преимущества использования электродов с церием включают:
- долговечность
- отличная стабильность дуги
- низкая скорость эрозии
- хорошее зажигание и повторное зажигание
Редкоземельный, фиолетовый
Редкоземельный вольфрам — это новейший тип легированного вольфрама, который поставляется с различными добавками, такими как редкоземельные элементы или гибридные комбинации оксидов. Они используются для постоянного тока и не подходят для переменного тока. Утверждается, что они имеют самую высокую токовую емкость по сравнению с торированными, лантансодержащими и цериевыми. Этот вольфрам обеспечивает лучшую устойчивость к загрязнениям, что позволяет использовать электроды меньшего диаметра при заданном токе. Как электроды работают, будет зависеть от добавок, которые каждый производитель использует для создания электрода. Обычно они меньше подвержены расщеплению вольфрама по сравнению с другими типами электродов.
По сравнению с торированным вольфрамом этот тип электрода служит дольше, что компенсирует более высокую начальную стоимость. С учетом сказанного, для сварки на постоянном токе редкоземельные металлы, безусловно, являются лучшим выбором, за ними следуют тороидированные и цирконированные для сварки на переменном токе в нашем варианте.
Размер электрода
Размер выбранного вами электрода зависит от тока, который вы в основном используете. Это не вопрос «один размер подходит для всех», хотя электрод диаметром 2,4 мм, скорее всего, является наиболее универсальным размером.
Заточка и форма наконечника являются еще одним важным фактором, когда речь идет о характеристиках вольфрамового электрода.