Универсальные Фрезерные Делительные Головки
Универсальная фрезерная делительная головка – это горизонтальная оснастка металлорежущего станка, предназначенная для фиксации и поворота обрабатываемой заготовки на требуемый угол, деления на равные или неравные величины и других операций. Универсальная делительная головка является важным элементом оснастки современного фрезерного станка, значительно расширяя спектр его технологических операций.
Универсальная фрезерная делительная головка применяется в работе на фрезерных, координатно-расточных, долбежных, строгальных и сверлильных станках при операциях, где необходим поворот детали на определенную, точную величину. Также универсальная головка применяется при проведении разметочных и других работ.
Основным назначением универсальных фрезерных делительных головок (УДГ) является:
- периодически поворачивать заготовку вокруг ее оси на заданные углы при делении на равные или неравные части;
- останавливать ось обрабатываемой заготовки под требуемым углом относительно горизонтальной плоскости при фрезеровании канавок на конусе или торце;
- непрерывно вращать заготовку в процессе фрезерования винтовых канавок;
- производить разметку заготовок.


На рис. 1 (а, б) показано устройство универсальной делительной головки, на рис. 1 (г) дана ее кинематическая схема, на рис. 1 (в) – делительный диск с сектором. Внутри чугунного основания 5 со стяжными дугами 9 закреплен поворотный корпус 10 со шпинделем 7, который может быть повернут в основании на любой угол в пределах 0-5° вниз и 0-95° вверх. Отсчет угла поворота шпинделя производится по шкале и нониусу 12 при ослаблении гайки 17. Концы шпинделя имеют конические отверстия с конусом Морзе. В отверстие со стороны переднего конца шпинделя может быть вставлен упорный центр 6 или концевая оправка, а с противоположной стороны – шпиндельный валик, используемый для дифференциального метода деления.
Рис. 1. Универсальная делительная головка фрезерного станка
Передний конец шпинделя имеет резьбу и центрирующую шейку для установки и закрепления трехкулачкового самоцентрирующегося патрона. На буртике шпинделя также закрепляется лобовой делительный диск 8 с двадцатью четырьмя отверстиями с градусной шкалой, используемый для непосредственного деления. На средней части шпинделя неподвижно закреплено червячное колесо 19 с числом зубьев z = 40, в круговую выточку которого на торце входит конец зажима 11, фиксирующий неподвижное положение шпинделя в процессе фрезерования. Червячное колесо получает вращение от червяка 20, расположенного в эксцентричной втулке, при повороте которой от рукоятки 16 червяк может быть выведен из зацепления с червячным колесом.
На средней части шпинделя неподвижно закреплено червячное колесо 19 с числом зубьев z = 40, в круговую выточку которого на торце входит конец зажима 11, фиксирующий неподвижное положение шпинделя в процессе фрезерования. Червячное колесо получает вращение от червяка 20, расположенного в эксцентричной втулке, при повороте которой от рукоятки 16 червяк может быть выведен из зацепления с червячным колесом.
Сбоку делительной головки на валу 23, смонтированном в подшипниках скольжения крышки 4, закреплен боковой делительный диск 13, имеющий ряд концентрично расположенных несквозных отверстий (16, 17, 19, 21, 23, 29, 30, 31 – на одной стороне и 33, 37, 39, 41, 43, 47, 49 и 54 – на другой). Он фиксируется в требуемом положении стопором 2. На валу делительного диска установлены коническое и цилиндрическое колеса 21 и 22, а также приводная планка с рукояткой и фиксатором, входящим в отверстие на боковом делительном диске. Спереди бокового делительного диска расположен раздвижной сектор 3, состоящий из линеек 14 и служащий для облегчения отсчета требуемого числа делений по диску.
Вал 1 механического привода вращения шпинделя расположен во фланце 15, который крепится к крышке 4. На конце вала 1 насажено коническое колесо 22, находящееся в постоянном зацеплении с другим коническим колесом, закрепленным на валу бокового делительного диска. Передача вращательного движения червяку 20 от рукоятки осуществляется через коническое и цилиндрическое колеса 22 и 21, имеющие передаточное отношение, равное единице.
Точная установка универсальной фрезерной делительной головки на столе станка, при которой ось шпинделя будет строго параллельна продольной подаче стола, достигается за счет двух направляющих шпонок, прикрепленных к нижней части основания и входящих в продольный паз стола.
В настоящее время изготавливаются универсальные делительные головки (УДГ) пяти моделей: УДГ Д-160, УДГ Д-200, УДГ Д-250, УДГ Д-320, УДГ Д-400. Цифра, стоящая после буквы Д, показывает наибольший диаметр обрабатываемой с применением делительной головки заготовки, когда ось шпинделя расположена горизонтально.
Уход за делительными головками
Перед началом работы фрезеровщик должен осмотреть делительную головку и заднюю бабку, очистить от загрязнения трущиеся и опорные поверхности, а при работе в центрах тщательно протереть конические отверстия шпинделя и пиноли и смазать их маслом. После установки делительной головки на столе необходимо проверить путем поворота рукоятки плавность вращения шпинделя.
После окончания работы универсальная фрезерная делительная головка должна быть тщательно очищена от стружки, пыли и смазочно-охлаждающей жидкости, а ее опорные поверхности покрыты тонким слоем масла. Делительная головка и задняя бабка должны быть приведены в горизонтальное положение, пружина фиксатора, лимба непосредственного деления ослаблена, а боковой делительный диск освобожден от стопора.
Если работа производилась в патроне, то его следует снять, а коническое отверстие и передний конец шпинделя протереть и смазать.
Особое внимание необходимо обращать на сохранность центров.
Автоматизация делительных головок
Делительные головки предназначаются для периодического поворота обрабатываемой заготовки на заданный угол, а также для непрерывной круговой подачи. Вращение шпинделя головки вместе с прямолинейной подачей стола станка позволяет обрабатывать Винтовые поверхности на цилиндрических заготовках.
Делительные головки бывают ручные и с механизированным приводом. Поскольку простые делительные головки фрезерного станка с ручным приводом широко описаны в учебной и справочной литературе, мы рассмотрим только делительные головки с механизированным приводом автоматического действия.
На рис. 2 показано устройство к универсальной делительной головке УДГ-135, позволяющее автоматизировать поворот шпинделя головки, а значит и обрабатываемой детали на заданный угол.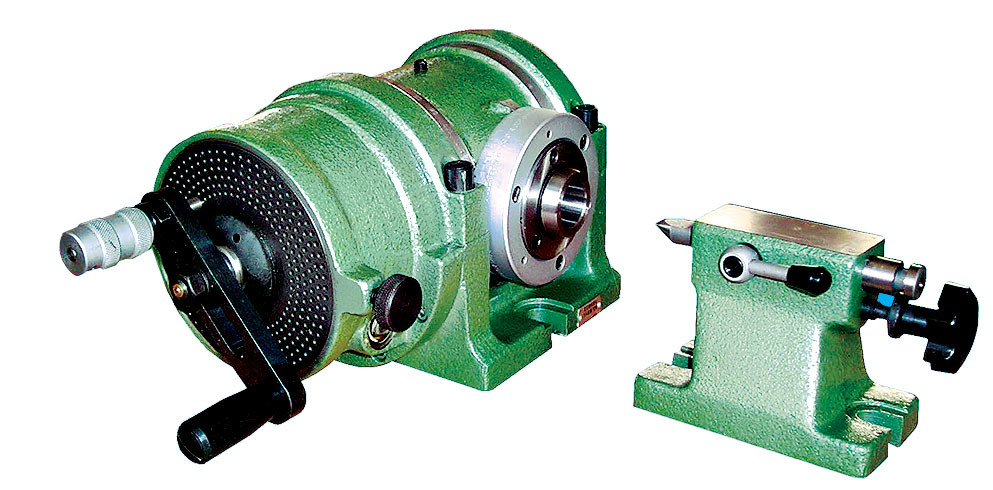
Устройство выполнено по предложению В. И. Маркелова и А. М. Мокина и предназначено для автоматического деления при фрезеровании спиральных канавок (зубьев на инструментах). Устройство монтируется в делительной головке и имеет корпус 17, наружная поверхность которого выполнена по конусу Морзе № 4, что соответствует коническому гнезду шпинделя головки УДГ-135. Это обеспечивает возможность быстрой установки и закрепления штревелем 7 устройства в делительной головке. В корпусе 17 расположен шпиндель 2, в коническом гнезде этого шпинделя находится цанга 1 для закрепления обрабатываемой заготовки, а в цилиндрическом – находящийся под действием пружин 16 выталкиватель 6. На шпинделе 2 установлен на шпонке и закреплен гайкой и контргайкой сменный делительный диск 15 с числом пазов на боковой поверхности, равным числу делений, выполняемых при обработке данной детали.
На ступице диска 15 насажен свободно кулачок 19, осевому смещению которого препятствуют гайки. К кулачку прикреплена коробка 9 с подающей защелкой 18, находящейся под действием пружины 8. Для пользования защелкой при ручном делении в коробке имеется рукоятка 10. Поворот делительного диска 15, а следовательно, и обрабатываемой заготовки ограничивается фиксатором 20, находящимся под действием пружины 4 и расположенным в коробке 5, приваренной к корпусу 17 двумя пружинами 12 кулачок 19 вместе с коробкой 9 и расположенной в ней подающей защелкой 18 поворачивается, пока фиксатор 20 не войдет в паз делительного диска.
Для пользования защелкой при ручном делении в коробке имеется рукоятка 10. Поворот делительного диска 15, а следовательно, и обрабатываемой заготовки ограничивается фиксатором 20, находящимся под действием пружины 4 и расположенным в коробке 5, приваренной к корпусу 17 двумя пружинами 12 кулачок 19 вместе с коробкой 9 и расположенной в ней подающей защелкой 18 поворачивается, пока фиксатор 20 не войдет в паз делительного диска.
Закрепление заготовки и открепление обработанной детали осуществляются вручную посредством механизма, состоящего из рукоятки с эксцентриковым валиком 13 и рычажной вилки 14 с роликами, которые входят в кольцевую выточку втулки 3, сжимающей цангу 1.
Рис. 2. Автоматизация поворота шпинделя делительной головки УДГ-135
Предположим, что при рабочем ходе стола станка (влево) шпиндель делительной головки вращается (от ходового винта стола) в направлении часовой стрелки. Вместе со шпинделем вращается и все устройство, рассмотренное выше. Коробка 9 при этом вместе с кулачком 19 отходит от регулируемого упора 11, ввернутого в угольник, закрепленный на столе станка. После переключения стола на обратный ход шпиндель делительной головки будет вращаться против часовой стрелки и, когда коробка 9 дойдет до упора 11, движение ее прекратится, а кулачок 19 при продолжающемся вращении шпинделя делительной головки выведет фиксатор 20 из паза диска 15. При последующей работе рассматриваемого устройства фиксатор 20 скользит по кулачку, а подающая защелка 18, отжимая пружину 8, входит в следующий паз диска, при этом пружины 12 растягиваются.
После переключения стола на обратный ход шпиндель делительной головки будет вращаться против часовой стрелки и, когда коробка 9 дойдет до упора 11, движение ее прекратится, а кулачок 19 при продолжающемся вращении шпинделя делительной головки выведет фиксатор 20 из паза диска 15. При последующей работе рассматриваемого устройства фиксатор 20 скользит по кулачку, а подающая защелка 18, отжимая пружину 8, входит в следующий паз диска, при этом пружины 12 растягиваются.
При переключении движения стола на рабочий ход шпиндель делительной головки будет вращаться по часовой стрелке и пружины 12, сжимаясь, повернут кулачок 19 в направлении, обратном вращению шпинделя делительной головки. При этом шпиндель 2 устройства под действием подающей защелки будет поворачиваться, пока фиксатор 20 не сойдет с кулачка 19 на делительный диск 15 и не войдет в паз диска. После этого шпиндель 2 будет вращаться вместе с корпусом 17, что соответствует периоду обработки, в то время как процесс деления осуществляется в период, когда заготовка подходит к фрезе за каждый ход стола – рабочий и обратный. Поворачивая шпиндель 2 и регулируя упор 11, приводят устройство в такое положение, чтобы к моменту выхода фрезы из обрабатываемой заготовки коробка 9 коснулась упора 11. При дальнейшем отходе фрезы от заготовки пружины 12 растягиваются, а подающая защелка 18 входит в следующий паз диска 15. В этот момент стол меняет направление движения на рабочий ход. До подхода обрабатываемой заготовки к фрезе диск 15 поворачивается на одно деление и закрепляется в этом положении фиксатором 20, после чего процесс обработки повторяется в той же последовательности.
Поворачивая шпиндель 2 и регулируя упор 11, приводят устройство в такое положение, чтобы к моменту выхода фрезы из обрабатываемой заготовки коробка 9 коснулась упора 11. При дальнейшем отходе фрезы от заготовки пружины 12 растягиваются, а подающая защелка 18 входит в следующий паз диска 15. В этот момент стол меняет направление движения на рабочий ход. До подхода обрабатываемой заготовки к фрезе диск 15 поворачивается на одно деление и закрепляется в этом положении фиксатором 20, после чего процесс обработки повторяется в той же последовательности.
Рассмотренное устройство к делительной головке для автоматического деления просто по устройству, надежно в эксплуатации и может быть рекомендовано для широкого внедрения в промышленность.
На рис. 3 показана делительная головка с пневматическим цанговым зажимом заготовки и фиксированным поворотом на 2, 3, 4, 6 и 8 частей для фрезерования граней, пазов и т. д. Эта головка может быть использована как вертикальная при опоре на А или как горизонтальная при повороте на 90° и опоре на Б.
Рис. 3. Делительная головка с пневматическим цанговым зажимом
Сжатый воздух из сети через штуцер 8 подается в цилиндр 1 и действует на поршень 2. Развиваемая в результате этого сила передается через шток 3 на стакан 5. Опускаясь, стакан конусным отверстием сжимает конус цанги 6; обрабатываемая деталь при этом закрепляется. При отключении подачи воздуха стакан 5 и шток 3 с поршнем 2 возвращается в исходное положение под действием пружины 4.
Для перехода на следующую позицию цангу вместе с обрабатываемой деталью поворачивают рукояткой 9. При движении рукоятки по часовой стрелке эксцентриковый диск 12 выталкивает фиксатор 11 из паза делительного диска 10, а собачка 14 под действием пружины 13 попадает в очередной его паз.
При обратном движении рукоятки собачка 14 поворачивает делительный диск с диском 7 и укрепленной на нем цангой с обрабатываемой деталью до тех пор, пока фиксатор 11 не попадет в следующее гнездо делительного диска и тем самым зафиксирует поворот детали на 60° (соответственно на 45, 90, 120 и 180°).
Кулачок В предохраняет прорези цанги от попадания стружки. Цанга, показанная на рисунке, допускает установку деталей диаметром не выше 26 мм. Пневмопривод развивает силу зажима до 1500 кг.
Автоматизация деления может осуществляться от приставного устройства так называемого аппарата для автоматического деления. На рис. 4 приведен общий вид такого аппарата в сборе с делительной головкой.
Рис. 4. Аппарат для автоматического деления с приводом от электродвигателя: 1 – сменные зубчатые колеса для передачи вращения на ходовой винт; 2 – приводной шкив к электродвигателю; 3 – ограждение шкива; 4 – рычаг автоматического выключения и включения; 5 – рычаг ручного выключения и включения; 6 – передача от аппарата на делительную головку с отношением 1:1; 7 – переставной палец для изменения плеча рычага; 8 – жесткий упор на столе станка; 9 – рычаг переключения подач; 10 – штанга: 11 – переставные упоры; 12 – червячная передача; 13, 14, 16 и 17 – зубчатые колеса; 18 – реверсивная муфта подачи стола; 19 – муфта включения делительной головки; 20 – шкив электродвигателя
Подобные аппараты приводятся в действие от коробки подач станка через шарнирную муфту либо через зубчатую или ременную передачу от отдельного электродвигателя. Ходовой винт продольной подачи стола в этом случае получает вращение не от коробки подач станка, а посредством сменных зубчатых колес 1 от аппарата. Делительная головка соединяется с аппаратом при помощи зубчатой передачи 6 с передаточным отношением 1:1 (рис. 4, а).
Ходовой винт продольной подачи стола в этом случае получает вращение не от коробки подач станка, а посредством сменных зубчатых колес 1 от аппарата. Делительная головка соединяется с аппаратом при помощи зубчатой передачи 6 с передаточным отношением 1:1 (рис. 4, а).
Управление аппаратом осуществляется штангой 10, шарнирно связанной с рычагом 4. В крайних положениях стола жесткий упор 8, привернутый к салазкам, нажимая на переставные упоры 11, установленные в соответствии с длиной фрезерования, сообщает штанге 10 перемещение, в результате чего рычаг 4 управления аппаратом отклоняется вправо или влево и автоматически включает рабочий или соответственно ускоренный ход стола. Аналогично рычаг 4 автоматически включает и выключает передачу 6 на вращение делительной головки для осуществления требуемого поворота (деления) детали. Для ручного переключения аппарата служит рычаг 5.
Привод осуществляется от шкива 2 (или зубчатой передачи, или через шарнир для других типов аппарата) на червячную передачу 12 и затем через систему цилиндрических зубчатых колес 13-15-16-17 на вращение ходового винта через зубчатую передачу 1.
В среднем положении штанги 10, как показано на рис. 4, б, аппарат не передает вращения на ходовой винт и делительную головку, т. е. имеет место холостое вращение зубчатых колес 13-14-15.
При крайнем правом положении штанги 10, что соответствует началу рабочего хода стола, червячная передача 12 через зубчатые колеса 17-16 и муфту 18 реверса сообщает ходовому винту стола рабочую подачу.
При крайнем левом положении штанги 10, что соответствует концу рабочего хода стола, червячная передача 12 через зубчатые колеса 13-15 и муфту 18 реверса сообщает ходовому винту стола ускоренную подачу, причем изменение направления подачи осуществляется рычагом 9 (рис. 4, б) через переставные упоры, как это имеет место при обычном фрезеровании. В этом положении штанги муфта 19 включения делительной головки разобщена от зубчатого колеса 14, получающего вращение от червячной передачи 12 через зубчатое колесо 13.
По окончании холостого хода и соответственно при переключении на рабочий ход штанга 10 включает муфту 19 и делительная головка получает необходимое вращение для осуществления заданного деления. По окончании деления муфта 19 выключается и цикл фрезерования начинается сначала.
По окончании деления муфта 19 выключается и цикл фрезерования начинается сначала.
Универсальная делительная головка
Универсальная делительная головка относится к области машиностроения. Она предназначена для различных фрезерных, расточных, разметочных и других работ, связанных с поворотом детали на заданную величину. В частности, универсальную делительную головку, кинематически связанную с фрезерным станком, применяют для фрезерования спиральных канавок с заданным ходом винтовой линии.
Она содержит корпус с встроенным редуцирующим устройством, делительное устройство, валик механического привода головки, шпиндель, патрон с планшайбой, заднюю бабку, гитару соединения со станком, гитару сменных шестерен, шестерни постоянного зацепления, набор сменных шестерен в который дополнительно включены шестерни с расчетным числом зубьев многократно увеличивающие регламентированный паспортом головки УДГ-Д-400 ход винтовой линии фрезеруемой спиральной канавки до 8000 мм (по паспорту 2880 мм максимум).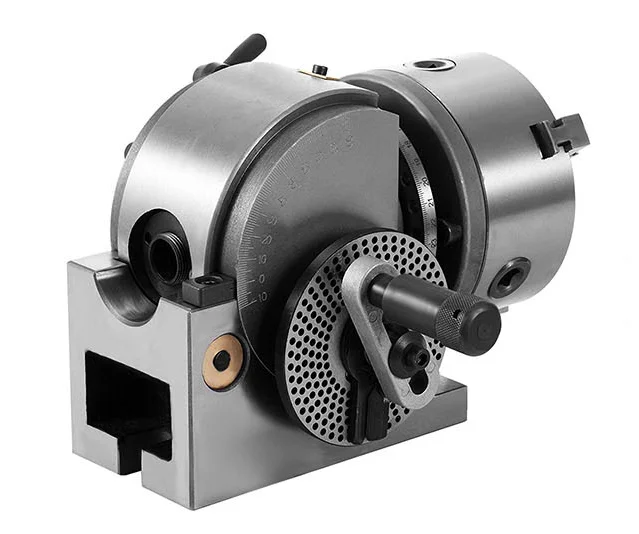
Методика расчета дополнительных сменных шестерен по принципу кратности передаточных отношений. При этом для нарезания спирали с большим ходом винтовой линии правого направления шестерня на валике механического привода головки вращается «паразитной» шестерней.
Универсальная делительная головка относится к области машиностроения. Она предназначена для различных фрезерных, расточных, разметочных и других работ, связанных с поворотом детали на заданную величину. В частности, универсальную делительную головку, кинематически связанную с фрезерным станком, применяют для фрезерования спиральных канавок с заданным ходом (шагом) винтовой линии. Поскольку ход винтовой линии равен шагу лишь в однозаходном варианте, а для настройки кинематической цепи необходимо знать величину хода винтовой линии, в дальнейшем, в тексте будет обобщающая формулировка – ход.(Д.Н.Решетов «Детали машин». Машиностроение. Москва. 1963. стр.116. «Общетехнический справочник» Е.А.Скороходов. Москва. Машиностроение.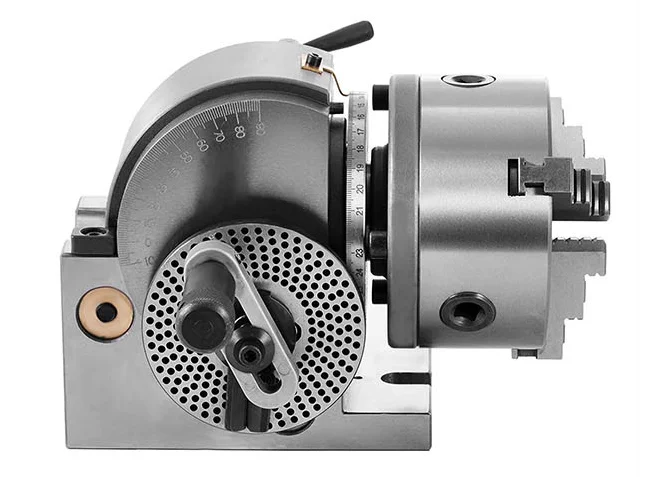 1989. стр.270).
1989. стр.270).
Известна универсальная делительная головка УДГ Д-400, приведенная в «Техническом описании и инструкции по эксплуатации Ю-42.47.013 Т.О.» Трижды ордена Ленина Ленинградского оптико-механического завода имени В.И.Ленина. 1984 г.
Она содержит корпус со встроенным редуцирующим механизмом, делительное устройство, валик механического привода головки, шпиндель, патрон с планшайбой, заднюю бабку, гитару соединения со станком, гитару сменных шестерен, шестерни постоянного зацепления, набор сменных шестерен.
Конструкция этой универсальной делительной головки принята за прототип. В технической характеристике прототипа (стр.15 «Технического описания и инструкции по эксплуатации Ю-42.47.013 Т.О.») приведены данные (далее в тексте «паспортные данные») возможного фрезерования спиральных канавок с ходом винтовой линии от 25 до 2880 мм.
Однако на практике возникает необходимость получения спиральных канавок с ходом винтовой линии более 2880 мм, например: 5000 мм, 6000 мм, 8000 мм. Прототип не позволяет этого сделать, что снижает его технологические возможности.
Прототип не позволяет этого сделать, что снижает его технологические возможности.
Задачей предполагаемой полезной модели является расширение возможности применения универсальной делительной головки УДГ Д-400 (изготовления 1984 года) для фрезерования спиральных канавок с ходом винтовой линии до 8000 мм.
Поставленная задача решается за счет того, что универсальная делительная головка, содержащая корпус со встроенным редуцирующим механизмом, делительное устройство, валик механического привода головки, шпиндель, патрон с планшайбой, заднюю бабку, гитару соединения со станком, гитару сменных шестерен, шестерни постоянного зацепления, набор сменных шестерен, причем в набор сменных шестерен дополнительно включены шестерни с расчетным числом зубьев, многократно увеличивающие регламентированный техническим описанием (паспортом) делительной головки ход винтовой линии при фрезеровании спиральных канавок, подбор сменных шестерен для фрезерования спиральных канавок с ходом винтовой линии большим паспортного рассчитывают по принципу кратности передаточных отношений.
При фрезеровании правой спиральной канавки с ходом винтовой линии большим паспортного шестерня на валике механического привода головки вращается «паразитной» шестерней.
На фиг.1 изображена, установленная на столе горизонтально фрезерного станка универсальная делительная головка с закрепленной на ней деталью в положении готовности для фрезерования спиральной канавки.
На фиг.2 (вид А) изображена кинематическая связь элементов делительной головки с фрезерным станком.
Конструкция предполагаемой полезной модели универсальной делительной головки содержит корпус 1 с встроенным редуцирующим механизмом, делительное устройство 2, валик механического привода 3, шпиндель 4, патрон с планшайбой 5, заднюю бабку 6, гитару соединения со станком 7, гитару сменных шестерен 8, шестерни постоянного зацепления 9, сменные шестерни 10, 11, 12, 13 и «паразитную» шестерню 14, устанавливаемую при фрезеровании правой спиральной канавки с ходом винтовой линии большим паспортного.
Фрезерование спиральных канавок, имеющих ход винтовой линии больший регламентированного паспортом (техническим описанием) делительной головки выполняют следующим образом:
1. Рассчитываются сменные шестерни по формуле на стр.39 «Технического описания и инструкции по эксплуатации Ю-42.47.013 Т.О.» делительной головки с учетом шага (хода) ходового винта станка равного 6 мм.
Рассчитываются сменные шестерни по формуле на стр.39 «Технического описания и инструкции по эксплуатации Ю-42.47.013 Т.О.» делительной головки с учетом шага (хода) ходового винта станка равного 6 мм.
где,
i – передаточное число сменных шестерен;
Т – ход нарезаемой спирали;
а, б, в, г – число зубьев сменных шестерен 10, 11, 12, 13 соответственно.
Методику кратности подбора сменных шестерен определяют на примере для хода: 5000 мм, 6000 мм, 8000 мм.
Для приведенных передаточных чисел подбор по таблицам (М.В.Сандаков, В.А.Веллер, М.К.Веллер «Таблицы для подбора шестерен» Справочник. Москва «Машиностроение» 1988.) не приемлем – отсутствуют простые дроби.
Однако, в этом справочнике имеется приложение на стр.544 и далее -«Множители чисел от 1 до 1500».
По варианту для Т=5000 мм
принимаем а=в=24, тогда
На стр.566: 12000=25×3×5 3
подбором определяют: б=52×2×3=150; г=24×5=80
Принятие а=в=24 зуба исключает громоздкость конструкции и обеспечивает собираемость.
Далее определяют кратность (коэффициенты) передаточных отношений:
Для T=6000 мм. i=0,04
принимая а=в=24; б=150 получим
для Т=8000 мм.; i3=0,03;
принимая а=в=24; б=150
получим
2. Изготовленные расчетные шестерни 10, 11, 12, 13 (в наборе по табл.6 их может не быть) устанавливают в гитаре сменных шестерен 8 (фиг.2).
При необходимости нарезания правой спирали «паразитную» шестерню 14 (z24) устанавливают перед шестерней 13, закрепленной на валике 3 механического привода головки, обеспечив направленность вращения и собираемость.
3. Гитару 7 с шестернями постоянного зацепления 9 соединяют со станком, повернув стол фрезерного станка на угол, соответствующий углу наклона спиральной канавки (стр.39 паспорта головки).
4. Закрепляют подлежащую обработке деталь в патроне с планшайбой 5 и создают упор свободного торца обрабатываемой детали задней бабкой 6 с возможностью поворота детали.
5. Выполняют работу фрезерования спиральной канавки.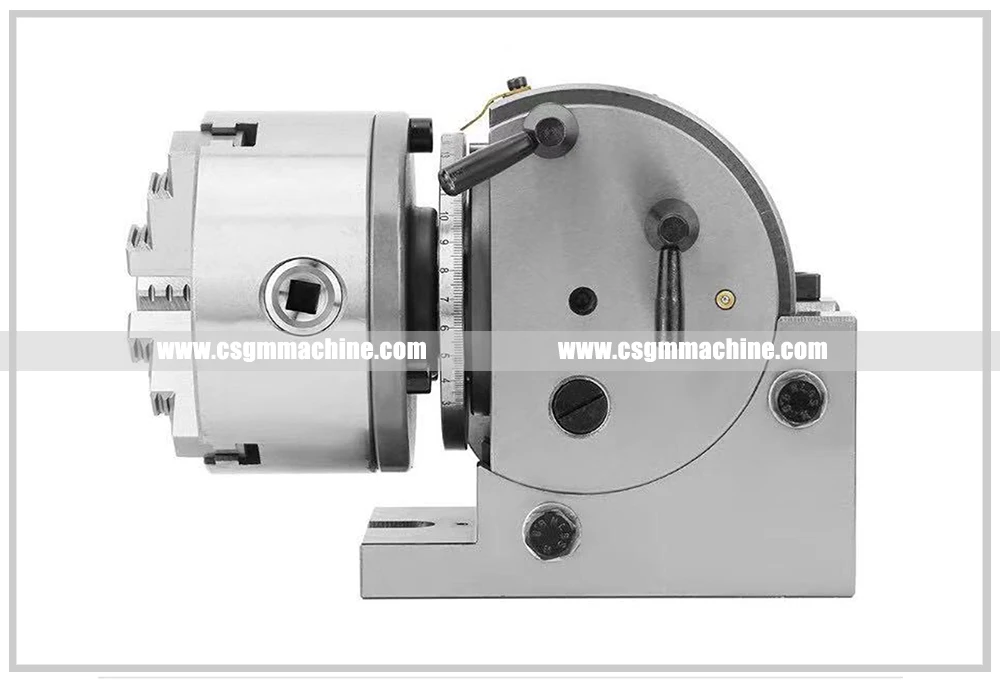
1. Универсальная делительная головка, содержащая корпус со встроенным редуцирующим механизмом, делительное устройство, валик механического привода головки, шпиндель, патрон с планшайбой, заднюю бабку, гитару соединения со станком, гитару сменных шестерен, шестерни постоянного зацепления и набор сменных шестерен, отличающаяся тем, что набор сменных шестерен включает шестерни для фрезерования спиральных канавок с ходом винтовой линии, большим регламентированного паспортом шестерни, число зубьев которых рассчитаны по принципу кратных отношений.
2. Универсальная делительная головка по п.1, отличающаяся тем, что для фрезерования правой спиральной канавки с ходом винтовой линии, большим паспортного, предусмотрена «паразитная» шестерня, которая вращается на валике механического привода головки шестерен.
BS-0-BH, 4-дюймовая полууниверсальная делительная головка, 1001-050
Наведите курсор на изображение, чтобы увеличить его
Сохранить 0
Vertex Machinery WorksАртикул: 1001-050
Поделитесь этим продуктом
Способы оплаты
American ExpressApple PayDiners ClubDiscoverGoogle PayMastercardPayPalShop PayVisa Ваша платежная информация надежно обрабатывается. Мы не храним данные кредитной карты и не имеем доступа к информации о вашей кредитной карте.
Мы не храним данные кредитной карты и не имеем доступа к информации о вашей кредитной карте.
Служба безопасности
Страна
КанадаСоединенные ШтатыКатар—АргентинаАвстралияБуркина-ФасоКанадаЕгипетИндонезияМексикаНовая ЗеландияКатарСингапурСША
Почтовый индекс
От центра до земли: 4 дюйма (100 мм),
Центр подходит для конуса Морзе № 2.
Подходит для 5-дюймового патрона.
Делительная головка может делить под любым углом прямым,
непрямым или другими способами. Соотношение между теплой и теплой передачей
составляет 40:1. Косвенная индексация
всех номеров от 2 до 50 и многих номеров до
380 возможных
Закаленный и отшлифованный шпиндель жестко удерживается в коническом роликовом подшипнике
. Червяк также закален и отшлифован.
Поворотная головка может быть заблокирована под любым углом от 10º
обеспечивает плавное вращение.
Все модели имеют носовую часть шпинделя с резьбой и разделительную пластину
с 24 отверстиями, которую можно легко преобразовать в быструю прямую индексацию
на числах 2, 3, 4, 6, 8, 12 и 24. Прочная конструкция
обеспечивает плавное вращение.
** Обратите внимание, что задняя бабка и патрон в комплект не входят

BS-0 (задняя бабка) Единица измерения: мм
| Номер для заказа | А1 | В1 | h2 | И1 | а1 | б1 | h2 | г1 | СЗ (кг) |
| БС-0 | 155≤180 | 64 | 107 | 11 | 134 | 94 | 80-108 | 16 | 4 |
У нас есть 30-дневная политика возврата, что означает, что у вас есть 30 дней после получения товара, чтобы запросить возврат.
Чтобы иметь право на возврат, ваш товар должен быть в том же состоянии, в котором вы его получили, неношеным или неиспользованным, с бирками и в оригинальной упаковке. Вам также понадобится чек или подтверждение покупки.
Чтобы начать возврат, вы можете связаться с нами по адресу [email protected]. Если ваш возврат будет принят, мы вышлем вам этикетку для обратной отправки, а также инструкции о том, как и куда отправить вашу посылку. Товары, отправленные обратно к нам без предварительного запроса на возврат, не будут приняты.
Вы всегда можете связаться с нами по любому вопросу возврата по адресу [email protected].
Повреждения и проблемы
Пожалуйста, проверьте свой заказ при получении и немедленно свяжитесь с нами, если товар неисправен, поврежден или если вы получили не тот товар, чтобы мы могли оценить проблему и исправить ее.
Исключения/предметы, не подлежащие возврату
Определенные типы товаров не подлежат возврату, например товары, изготовленные по индивидуальному заказу (например, специальные заказы или персонализированные товары), а также товары личной гигиены (например, косметика). Мы также не принимаем к возврату опасные материалы, легковоспламеняющиеся жидкости или газы. Пожалуйста, свяжитесь с нами, если у вас есть вопросы или опасения по поводу вашего конкретного товара.
Мы также не принимаем к возврату опасные материалы, легковоспламеняющиеся жидкости или газы. Пожалуйста, свяжитесь с нами, если у вас есть вопросы или опасения по поводу вашего конкретного товара.
К сожалению, мы не принимаем возврат товаров со скидкой.
Обмен
Самый быстрый способ убедиться, что вы получите то, что хотите, — это вернуть предмет, который у вас есть, и после того, как возврат будет принят, совершить отдельную покупку нового предмета.
Возврат
Мы сообщим вам, как только получим и проверим ваш возврат, и сообщим, был ли одобрен возврат или нет. В случае одобрения вам будет автоматически возвращен ваш первоначальный способ оплаты. Пожалуйста, помните, что вашему банку или компании-эмитенту кредитной карты может потребоваться некоторое время для обработки и отправки возврата.
Плата за услугу
Обратите внимание, что если заказы размещены по ошибке, и мы обязаны вернуть сумму заказа, мы не вернем плату за платежную услугу.
Что такое делительная головка?
`;
Промышленность
Факт проверен
Пол Скотт
Делительная головка или делительная головка — это приспособление к станку, которое позволяет вращать заготовку с точными заранее заданными шагами для обработки повторяющихся профилей. Например, если секция круглого стального стержня нуждается в шестигранном профиле, обработанном на одном конце, можно использовать делительную головку для вращения стержня с точными приращениями для обработки каждой плоской секции профиля. Обычно вращение или продвижение делительной головки осуществляется вручную с помощью кривошипной рукоятки, снабженной стопорным штифтом, который фиксирует головку в нужном положении для каждого цикла обработки. Делительные головки также можно наклонять на 90 градусов по собственной оси, чтобы обеспечить гибкость регулировки. Делительная головка обычно используется в качестве приспособления к фрезерным станкам для обработки любого изделия, состоящего из нескольких равных радиальных граней.
Обычно вращение или продвижение делительной головки осуществляется вручную с помощью кривошипной рукоятки, снабженной стопорным штифтом, который фиксирует головку в нужном положении для каждого цикла обработки. Делительные головки также можно наклонять на 90 градусов по собственной оси, чтобы обеспечить гибкость регулировки. Делительная головка обычно используется в качестве приспособления к фрезерным станкам для обработки любого изделия, состоящего из нескольких равных радиальных граней.
Использование фрезерного станка для резки геометрически точных многогранных профилей требует, чтобы заготовка продвигалась вперед или вращалась с очень точными приращениями для каждого резания. Делительная головка обеспечивает такое точное вращение за счет использования диска, закрепленного на шпинделе с просверленными в нем концентрическими рядами равноудаленных отверстий. Кривошипная рукоятка, снабженная подпружиненным стопорным штифтом, затем поворачивает шпиндель на необходимое расстояние, после чего стопорный штифт вставляется через одно из отверстий, чтобы зафиксировать шпиндель в нужном положении. Штифт вытягивается после завершения резки, а шпиндель проворачивается на то же количество отверстий и снова блокируется штифтом. Это позволяет заготовке каждый раз поворачиваться точно на одно и то же расстояние.
Штифт вытягивается после завершения резки, а шпиндель проворачивается на то же количество отверстий и снова блокируется штифтом. Это позволяет заготовке каждый раз поворачиваться точно на одно и то же расстояние.
Поскольку диск или индексная пластина имеют несколько рядов отверстий, можно достичь большого диапазона различных расстояний вращения. В каждом концентрическом кольце или ряду будет меньше отверстий, расположенных с разным шагом, по мере приближения рядов к центру диска. Делительная пластина обычно оснащена шестью рядами отверстий и часто приобретается в наборах из трех пластин, каждая из которых имеет разные настройки шага отверстий. Типичный набор индексных пластин будет иметь количество отверстий от 15 до 49.отверстий в ряду, что дает широкий диапазон дополнительной гибкости.
Типичный набор индексных пластин будет иметь количество отверстий от 15 до 49.отверстий в ряду, что дает широкий диапазон дополнительной гибкости.
Аксессуар делительной головки используется на фрезерных станках для производства изделий с одинаковой огранкой, таких как развертки, шестерни, насадки для станков и геометрические заплечики, используемые для крепления ручек кранов и силовых стержней. Узел делительной головки можно использовать с прямой ориентацией оси или с наклоном на 90 градусов для дополнительной гибкости обработки. Большинство делительных головок индексируются вручную, хотя более крупные блоки могут быть полностью автоматизированы.