Самодельные расточные головки для фрезерных станков
Расточные головки: конструктивные особенности и применяемое оборудование. Принцип работы инструмента. Виды головок по способу подачи: ручные и автоматические. Виды режущих элементов и роль держателя. Подбор подходящей расточной головки.
Расточная головка – это основной инструмент для выполнения работ по обработке существующих отверстий до заданных параметров. Подобные работы: будь то расширение сквозного отверстия до нужного диаметра или смещение его относительно изначально заданной оси – производятся только по окончании сверлильных работ.
Расточные головки могут устанавливаться на различные типы станков. Существуют специализированные координатно-расточные агрегаты, конструкция которых оптимально подходит для расточных работ. Кроме того, аналогичную обработку можно выполнять на токарных или фрезерных станках.
Конструктивные особенности расточных головок
Конструкция инструмента позволяет разместить одновременно несколько резцов. Практика показала, что оптимальное число режущих элементов – 2 при условии их радиально расположения. Такая конфигурация обладает следующими преимуществами:
Практика показала, что оптимальное число режущих элементов – 2 при условии их радиально расположения. Такая конфигурация обладает следующими преимуществами:
- Благодаря сбалансированному расположению точность обработки повышается.
- Снижается уровень вибрации.
- Динамические показатели станка улучшаются.
Увеличение количества резцов негативно влияет на баланс головки. Вследствие этого расточные работы не будут обладать высокой точностью, особенно на высоких оборотах, что снижает производительность станка.
Монтаж расточной головки на металлообрабатывающий агрегат осуществляется на шпиндельный вал, который передает момент вращения от привода станка. Во избежание вылета головки в процессе эксплуатации инструмент фиксируется винтами или гайками.
Основными узлами расточной головки являются:
- Ступица. Следуя из названия, ступица устанавливается на шпиндель станка с помощью хвостовика. Для надежного крепления имеются четыре винта, из которых два параллельно фиксируют пиноль.

- Пиноль. Место монтажа рабочего резца расточной головки.
- Ползун. Подвижный элемент пиноли. Движение осуществляется путем вращения приводного винта. Служит регулировочным механизмом для выставления резцов по центрам.
- Хвостовик. Узел для передачи вращательного момента от шпиндельной части к режущим элементам.
Предназначение оснастки
Самодельная делительная головка для токарного станка или фрезерного оборудования устанавливается для смещения детали относительно оси установленного режущего инструмента с определенными показателями. При этом можно достигать точного позиционирования инструмента и заготовки относительно друг друга в каждом положении. Пользоваться устройством можно при ведении различной обработки.
Для того чтобы работа могла проходить с высокой точностью, также важно исключить вероятность вибрации устройства. Применяются самые различные методы крепления, все зависит от особенностей конструкции. Положение во время работы станка может корректироваться при помощи подвижного диска или рукоятки.
Возможности рассматриваемой оснастки заключатся в нижеприведенных моментах.
- Фрезерование поверхности для образования шлицов и пазов. Сложная конфигурация будущей детали требует применения специального оборудования, которое позволяет выдерживать определенное расстояние между шлицами или пазами, а также их размеры.
- Фрезерование поверхности уже созданной канавки. Подобная работа довольно сложна в исполнении, так как требует максимальной точности на момент контроля ширины и глубины образованного углубления.
- Есть возможность частично автоматизировать процесс создания граней на деталях. Примером можно назвать процесс создания гаек с нестандартными параметрами. Подобные работы также требуют высокой точности.
Принцип работы инструмента
Согласно требованиям технологии обработки заготовку необходимо тщательно зафиксировать в неподвижном положении во избежание смещения во время расточных работ. Такое положение позволяет головке точно выполнять свои функции с минимальным риском получения брака.
При обработке небольших отверстий, диаметр которых не превышает 40 мм, положение резцов регулируется только перемещением ползуна.
При работе с отверстиями большего диаметра после регулировки ползуна его возвращают в начальное положение и после ослабления крепежных элементов пиноль передвигают в ступицу до упора. Таким образом, расточка выполняется за два этапа.
Классификация
Существует определенная классификация системы смещения заготовки на определенный угол:
- Простые – довольно просто создать этот вариант исполнения, он прост в настройке и использовании. Основными элементами можно назвать шпиндель, на котором крепится заготовка, а вторым лимб, который имеет на поверхности несколько отверстий. Конструкция проста и надежна, но не может использоваться при получении сверхточных деталей.
- Комбинированные – управление выполняется с помощью рукоятки. Число нажатий оказывает то, что насколько заготовка отклоняется от центральной оси. Комбинированный вариант исполнения применяется при производстве сложного устройства.
- Универсальный – это устройство представляет сложный технологический комплекс, для управления которым используется рукоятка и делительный диск. Конструкция имеет несколько систем зубчатых колес. В некоторых случаях этот ДГ называют дифференциальным.
 Комбинированный вариант исполнения применяется при производстве сложного устройства.
Комбинированный вариант исполнения применяется при производстве сложного устройства.Вышеприведенные моменты следует учитывать при рассмотрении того, какое устройство можно использовать для обработки заготовок.
Виды расточных головок
Рассматриваемый металлообрабатывающий инструмент делится на два типа, которые отличаются видом подачи:
Рассмотрим их подробнее.
Головки с ручной подачей
В качестве материала изготовления используется высококачественная инструментальная сталь, которая подвергается высокотемпературной закалке и финишной обработке на шлифовальных станках.
Головки с автоматической подачей
Устройства с автоматической подачей отличаются универсальностью использования. Их применяют для последовательного выполнения следующих видов обработки:
Их применяют для последовательного выполнения следующих видов обработки:
И прочих работ, необходимость в которых может возникнуть в процессе обработки металлических изделий. Универсальная конструкция позволяет устанавливать их не только на фрезерные станки, но на горизонтально-расточное и координатно-расточное оборудование с числовым программным управлением.
Конструкция современных станков, например производства компании SORALUCE, предусматривает установку на одну единицу оборудования сразу нескольких головок. Многошпиндельная модульная система позволяет производить работы различного диаметра и глубины, что увеличивает производительность, исключая затраты времени на замену съемных режущих элементов.
По глубине воздействия выделяют две основные группы:
- Малоглубинные. Используются на начальных этапах работы. Конструкция такого типа отличается простотой исполнения. Режимы использования отличаются скоростью подачи и максимальной глубиной воздействия. Независимо от режима и типа конструкции все головки имеют набор съемных режущих элементов, которые закрепляют специальными фиксаторами.
- Большеглубинные. Данный тип предназначен для расточки отверстий в металле на большой глубине. По сравнению с малоглубинным инструментом конструкция более сложная за счет наличия механизма по удалению металлической стружки, образовывающейся в процессе эксплуатации. Побочные продукты обработки могут выводиться как внешним, так и внутренним способом. Имеется возможность установки съемных резцов.
 Независимо от режима и типа конструкции все головки имеют набор съемных режущих элементов, которые закрепляют специальными фиксаторами.
Независимо от режима и типа конструкции все головки имеют набор съемных режущих элементов, которые закрепляют специальными фиксаторами.Можно ли сделать своими руками?
Стоимость рассматриваемого устройства промышленного образца достаточно велика, что связано с использованием дорогих материалов и современного оборудования при производстве. Сделать делительную головку можно и своими руками, для чего следует учесть несколько моментов. Для выполнения несложной работы многие решают сделать поворотный механизм своими руками.
Для создания рассматриваемого элемента нужны следующие компоненты:
- для начала требуется червячный редуктор. Зачастую его забирают со старого технического оборудования, а также выточить самостоятельно. Червячный редуктор является важным элементом конструкции. Поэтому нужно обратить внимание на качество конструкции. Наличие даже малейших дефектов недопустимо;
- также понадобится токарный патрон и лимб. Оптимальный диаметр токарного патрона составляет 65 миллиметров. Их можно взять из чертежного кульмана;
- для того чтобы ограничить ход обработки устанавливается стопорящий винт.
 Зачастую его забирают со старого технического оборудования, а также выточить самостоятельно. Червячный редуктор является важным элементом конструкции. Поэтому нужно обратить внимание на качество конструкции. Наличие даже малейших дефектов недопустимо;
Зачастую его забирают со старого технического оборудования, а также выточить самостоятельно. Червячный редуктор является важным элементом конструкции. Поэтому нужно обратить внимание на качество конструкции. Наличие даже малейших дефектов недопустимо;Резцы для расточных головок
Строение режущего элемента, который называют головкой, имеет свои особенности:
- Цельные головки изготавливают из высококачественной инструментальной или быстрорежущей стали. Такой тип конструкции не предусматривает деления на держатель и режущий элемент. Встречается очень редко ввиду высокой стоимости.
- Рабочая часть представляет собой припаянную пластину из высокопрочного сплава, в состав которого входят различные добавки, улучшающие качество материала. Наиболее распространенный тип.
- Встречаются конструкции, в которых режущая пластина крепится к держателю механическим способом. Данный метод применяется для режущих частей из металлокерамических материалов.
 Наиболее распространенный тип.
Наиболее распространенный тип.Расточные головки различаются по способу применения:
- Для глухих отверстий.
- Для сквозных отверстий.
На приспособлениях для несквозных отверстий пластина имеет треугольную форму. Это очень удобно при выполнении расточных работ, которые начинают с центра отверстия. Чем длиннее держатель, тем больше диапазон действия инструмента.
Существуют и универсальные расточные резцы, на которых предусмотрена установка сменных пластин различных форм, что позволяет выполнять разнообразные работы одним и тем же держателем.
Правила выбора расточной головки
Важнейшими характеристиками рассматриваемого инструмента являются:
- Рабочий ход ползуна.
- Максимальное количество оборотов.
- Скорость подачи.

Для начинающих токарей рекомендуем использовать продукцию фирмы Sandvik Coromant. Их головки просты в эксплуатации, что позволяет быстро освоить необходимые навыки.
Расточные головки – не самый популярный инструмент, хотя роль данных приспособлений в области металлообработки сложно переоценить. А вы сталкивались с расточными работами? Операции выполнялись на станках с ЧПУ или нет? Опишите ваши впечатления в комментариях.
Делительная фрезерная головка является дополнительным оборудованием, которое расширяет возможности фрезерного станка в работах по металлу.
В первую очередь, фрезерная головка используется для производства различных инструментов — метчиков, зенкеров, разверток, фрез и т.д. Применяют ее, также при работе с профильными деталями машин — звездочки, зубчатые колеса.
Универсальная делительная головка
Использование такого устройства позволяет вырезать пазы и шлицы на отдельных поверхностях, обрабатывать торцы деталей, формировать грани у гаек и головок болтов, и многие другие технологические операции.
При выполнении работ на фрезерном станке вертикальной ориентации используется вертикальная фрезерная головка с вертикальным расположением шпинделя.
Предназначение оснастки
Для того чтобы получить сложную форму зачастую нужно провести смещение заготовки относительно оси станка на определенный угол. Именно делительная головка может применяться для решения поставленных задач. Стоит отметить, что она может стать отдельной частью фрезерного или токарного станка, так и его составляющей.
Крепление проходит на станине токарного или другого станка. Крепление к станине может проходить несколькими способами, что зависит от типа насадки. Положение подвижного элемента оснастки для токарного станка, устанавливается при помощи нескольких рукояток и диска. Диски имеют определенные отверстия, которые позволяют сохранить положение инструмента, применяемого для установки угла.
Рассматриваемая оснастка для токарного оборудования используется для решения нижеприведенных задач:
- Используется фрезерный станок для получения канавок на поверхности детали. Для контроля глубины и ширины устанавливаются параметры, которые выдерживаются при обработке большой партии.
- На деталях проводится формирование граней. При создании гаек нестандартного размера, хвостовиков и различных инструментов нужно проводить использование делительной головкой, которая позволяет устанавливать размеры, угол и другие параметры с высокой точностью.
- Шлицы и пазы также довольно часто фрезеруются на поверхности. Зачастую для этого проводится смещение заготовки на определенный угол. При этом отметим, что делительная головка позволяет достигать размеров высокой точности.
 Для контроля глубины и ширины устанавливаются параметры, которые выдерживаются при обработке большой партии.
Для контроля глубины и ширины устанавливаются параметры, которые выдерживаются при обработке большой партии.Вышеприведенные моменты определяют то, что рассматриваемая оснастка зачастую просто незаменима. Сделать ее можно самостоятельно для фрезерного и токарного оборудования.
Делительная головка для токарного станка по металлу
Содержание
- Содержание
- Виды делительных головок [ править | править код ]
- Методы деления [ править | править код ]
- Непосредственное деление [ править | править код ]
- Простое деление [ править | править код ]
- Комбинированное деление [ править | править код ]
- Дифференциальное деление [ править | править код ]
- Непрерывное деление [ править | править код ]
- Маркировка делительных головок [ править | править код ]
- Маркировка универсальных делительных головок [ править | править код ]
- Маркировка оптических делительных головок [ править | править код ]
- Рекомендованные сообщения
- Создайте аккаунт или войдите в него для комментирования
- Создать аккаунт
- Войти
- Сейчас на странице 0 пользователей
- Функции
- Классификация снабжения, применяемого для монтажа угла
- Виды деления
- План простого деления
- Виды головок
- Обычная
- Многофункциональная
- Зрительная
- Преимущества
- Алгоритм конфигурации и применения самодельной делительной головки для фрезерного станка
Делительная головка — горизонтальное станочное приспособление, является важной принадлежностью фрезерных и координатно-расточных станков. Применяется для периодического поворота заготовки (деление) на равные или неравные углы, например при нарезании зубьев, фрезерования многогранников, впадин между зубьями колёс, канавок режущих инструментов; для более точного перемещения стола (например, при изготовлении зубчатых реек) и т. п., а также для беспрерывного вращения заготовки согласованно с продольной (осевой) подачей (например, при нарезании спиральных канавок у свёрл, зенкеров и т. п., или при фрезеровании косозубых зубчатых колёс). Заготовки закрепляются в патроне, длинные — с упором центра задней бабки и использованием люнета.
Применяется для периодического поворота заготовки (деление) на равные или неравные углы, например при нарезании зубьев, фрезерования многогранников, впадин между зубьями колёс, канавок режущих инструментов; для более точного перемещения стола (например, при изготовлении зубчатых реек) и т. п., а также для беспрерывного вращения заготовки согласованно с продольной (осевой) подачей (например, при нарезании спиральных канавок у свёрл, зенкеров и т. п., или при фрезеровании косозубых зубчатых колёс). Заготовки закрепляются в патроне, длинные — с упором центра задней бабки и использованием люнета.
Содержание
Виды делительных головок [ править | править код ]
- Упрощенные.
- Универсальные.
- Оптические (для особо точных работ).
Методы деления [ править | править код ]
Непосредственное деление [ править | править код ]
Непосредственное деление производится поворотом заготовки делительным диском без промежуточного механизма. Непосредственное деление осуществляется на упрощенных и оптических делительных головках, а также лобовым делительным диском на универсальных делительных головках.
Простое деление [ править | править код ]
Метод деления при котором отсчет производится по неподвижному делительному диску, а деление производится рукояткой, связанной со шпинделем делительной головки через червячную передачу, называется простым делением. Простое деление осуществляется на универсальных делительных головках боковым делительным диском.
Комбинированное деление [ править | править код ]
При комбинированном делении поворот головки складывается из поворота рукоятки головки относительно неподвижного делительного диска и поворота самого диска вместе с рукояткой относительно штифта заднего фиксатора на универсальной делительной головке.
Дифференциальное деление [ править | править код ]
Метод деления, при котором требуемый поворот шпинделя делительной головки получается как совокупность двух поворотов — поворота рукоятки относительно делительного диска и поворота самого диска, принудительно от шпинделя через систему зубчатых колес называют дифференциальным делением.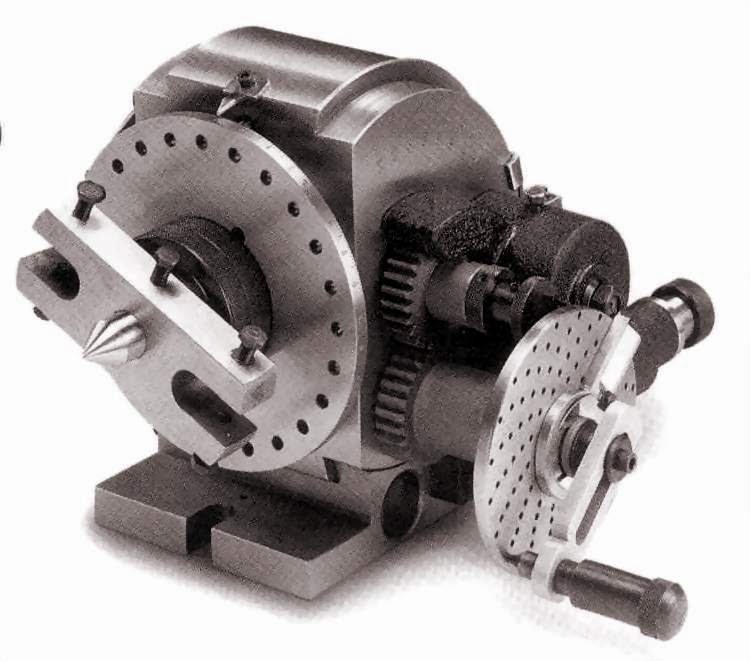 Дифференциальное деление осуществляется на универсальных делительных головках, для чего они снабжаются комплектом сменных зубчатых колес.
Дифференциальное деление осуществляется на универсальных делительных головках, для чего они снабжаются комплектом сменных зубчатых колес.
Непрерывное деление [ править | править код ]
Непрерывное деление используется при фрезеровании винтовых и спиральных канавок и осуществляется на универсальных или оптических делительных головках с кинематической связью шпинделя головки и винта продольной подачи фрезерного стола.
Маркировка делительных головок [ править | править код ]
Маркировка универсальных делительных головок [ править | править код ]
При маркировке универсальных используются следующие обозначения (на примере УДГ-40-Д250):
- УДГ — сокращенное название делительной головки, то есть в данном случае это Универсальная Делительная Головка
- 40 — Передаточное число.(1 полный оборот шпинделя УДГ за 40 полных оборотов ручки)
- Д250 — наибольший диаметр обрабатываемой детали
Маркировка оптических делительных головок [ править | править код ]
Маркировка оптических делительных головок расшифровывается следующим образом (на примере ОДГ-5):
Рекомендованные сообщения
Создайте аккаунт или войдите в него для комментирования
Вы должны быть пользователем, чтобы оставить комментарий
Создать аккаунт
Зарегистрируйтесь для получения аккаунта. Это просто!
Это просто!
Войти
Уже зарегистрированы? Войдите здесь.
Сейчас на странице 0 пользователей
Нет пользователей, просматривающих эту страницу.
Делительная фреза – это добавочное снабжение, увеличивающее возможности станка при обращении с металлом. Во-первых, она используется для создания разных инструментов. Используют ее, при деятельности с деталями автомобилей — звезды, зубчатые колеса.
Применение данного агрегата даёт возможность нарезать пазы на обособленных плоскостях, обделывать края, создавать грани у метизов, и прочие техоперации. При исполнении деятельности на фрезерном станке применяется вертикальная фреза с аналогичным размещением шпинделя.
Функции
Делительная голова, создаваемая для устройства – агрегат горизонтального вида, может применяться для расточно-координатных агрегатов. Цель этого агрегата в циклическом вращении детали. Возможно описать следующие моменты:
- Вращение совершается на одинаковый или неодинаковый угол. Этот показатель ставится с большой точностью.
- Применяется делительная голова для резки зубьев, порезки канавок, многоугольников и прочих объектов.
- Применять данный элемент возможно, чтобы значительно сделать больше функции станка. Без специализированного инструмента невозможно произвести деление с большой точностью.
- Фиксирование заготовок производится в патроне. Когда длина довольно большая, то фиксирование производится применением задней бабы. Необходимо принять во внимание корректное позиционирование заготовки с небольшой вероятностью погрешности от изначальной нормы. Данный агрегат применяется в течение следующих лет.
 Этот показатель ставится с большой точностью.
Этот показатель ставится с большой точностью.Классификация снабжения, применяемого для монтажа угла
Процесс может состояться при применении приведенных ниже видов устройства:
- универсальные способы выполнения;
- упрощенные конструкции;
- оптический вид, который применяется для исполнения особенно точной деятельности.
Виды деления
Деление с помощью фрезы производится различными способами, среди которых заметим:
- Непосредственное производится без использования промежуточного устройства. Для этого применяется агрегат с обычным оптическим делением.
- Пользуются простым достаточно часто, при нём применяется иммобилизированный диск. Данный способ нарезки производится применяя УДГ, что увеличивает сферу использования.
- Комбинированное производится с применением головки.
- Дифференциальный способ производится на обычных делительных головах, у которых добавочный комплекс заменных колес.
- Дискретный способ воплощается оптическими и универсальными головами, у которых связь кинематического свойства меж рукояткой и шпинделем продольной подачи станка.
 Для этого применяется агрегат с обычным оптическим делением.
Для этого применяется агрегат с обычным оптическим делением.План простого деления
Эти методы в отношении устройства, на котором создаётся обсуждаемое снабжение.
План на нарезку винтовых канавок:
Виды головок
Как добавочные агрегаты, для деятельности с элементами, фрезу поставят на станке какого-либо вида (горизонтальный, вертикальный, обычный).
Делят их на такие типы:
- Обычная.
- Многофункциональная.
- Зрительная.

Обычная
Обычная применяется в ситуации, если появляется потребность деления окружности, вокруг неё крутится обрабатываемая особенность. У этих агрегатов имеется диск с разметкой (лимб), фиксируемый на шпинделе непосредственно головки и есть деления шлицов или отверстия числом 12, 24, 30, для фиксирования защёлки.
Диски, где 12 отверстий дают возможность поделить одно вращение детали около собственной оси на 2,3,4,6,12 равных элементов. Имеющиеся 24 метки дают возможность выполнить аналогичное деление — 2,3,4,6,12,24 элемента. Диск, который имеет 30 отверстий, разделяет оборот детали на 2,3,5,6,15,30 элементов.
Сделанные собственноручно, под некоторые потребности в деятельности, у дисков прочие характеристики по свойствам деления, включая и на неодинаковые части.
В обычной головке шпиндель оборачивается при помощи червячного механизма. Червячное колесо, насаженное на шпиндель, исполняет задачу диска деления с 3 частями. При обороте ручки, расположенной на едином валу с червяком, изменяется позиция шпинделя.
Применение червячной передачи даёт возможность для постепенных оборотов, при нём цель попасть в маленькое отверстие гораздо упрощается.
Многофункциональная
Используется, если нужно поставить обрабатываемую деталь под заданным углом в отношении плоскости стола. В то же время можно поворачивать деталь на необходимый угол около её оси оборотов. Пример применения в деятельности с деталями: порезка винтовых канавок на шаблоне формы.
Многофункциональная голова даёт способность исполнять деятельность с металлом. Выходят такие изделия:
- прямоугольник;
- равносторонний многоугольник;
- зубья, циклически размещённые по кругу;
- прочие формы (зависимо от меток на лимбе).
- на станке с применением УДГ возможно также исполнять такие задачи:
- вращение детали около своей оси на фиксированный поворот;
- непрерывный оборот части при порезке зубьев;
- поворот время от времени заготовки на конкретные доли окружности.
Зрительная
УДГ имеют собственную маркировку, по которой возможно узнать их главные рабочие характеристики.
Все вышеперечисленные средства с ценой деления на лимбе 15 градусов. Большинство характеристик одинаковые, так как применение этих агрегатов рассчитывается на обычные агрегаты. Различие, главным образом, по размерам деталей, которые обрабатываются — чем они крупнее, тем крупнее и увесистее агрегат.
Применяется еще один вид маркировки. Например — УДГ 40 Д250 значит, что делительная голова универсальна, для целого вращения шпинделя необходимо совершить поворот ручки 40 раз, самый большой радиус детали, обрабатываемая, не должна быть больше 0,25 м.
Эти агрегаты используются для исполнения особенно точных действий, и в определённых ситуациях, для корректности исполненного делёжа на стороннем агрегате.
Собственным типом, визуальная ДГ, почти не различается от обыкновенного механического. Кроме небольшого момента, стекла, укрепленного на шпинделе.
Сверху головы есть окуляр микроскопа, в систему вставлена иммобилизированное градуирование. Формулировка 1′, а суммарное число элементов — 60. Деления возможно просмотреть четко в такой степени, что выделить часть в четверть минуты также не трудно.
Деления возможно просмотреть четко в такой степени, что выделить часть в четверть минуты также не трудно.
Преимущества
Благодаря делительной головке, при деятельности по желез на фрезе, используют такие добавочные способности:
- Намного увеличить ассортимент действий.
- Обделывать деталь, помещённую в комфортной или необходимой позиции в отношении поверхности стола: по вертикали и по горизонтально.
- Облегчить деятельность с частями металла разных габаритов.
Видео: пример использования универсальной делительной головки.
Алгоритм конфигурации и применения самодельной делительной головки для фрезерного станка
Исполняемые переходы связаны с видом агрегата и свойствами, устанавливают зависимо от градуирования. К примеру, для узлов 7/8 уровня применяются нормы ГОСТ1758, а для узлов 9 уровня – ГОСТ1643.
Если же речь идёт о самодельных аппаратах, основная конфигурация головы в расчёте угла части поделённого круга. За основу подсчёта берут радиус круга и число частей, на которые его нужно поделить. Настройку производят так:
За основу подсчёта берут радиус круга и число частей, на которые его нужно поделить. Настройку производят так:
- делят целый диаметр круга на нужное число частей;
- рассчитывают синус угла, вышедшего в итоге подсчёта;
- вращают диск агрегата на это значение;
- иммобилизируют корпус ручкой и ставят инструмент в рабочее положение.
Формула для подсчёта необходимого угла обыкновенно имеется в руководстве изготовителя. Затем элемент, который будут фрезеровать, располагают на оправе, и подавая его в продольной плоскости, делают необходимое действие.
Размер подачи связан с типом обработки: к примеру, для образования зуба он равняется дистанции меж соседними зубьями. Для увеличения эффективности, после этого процесса совершается убыстрённое возвращение поверхности с деталью в начальную позицию. Фиксация по отверстию, подобранному в мерительном диске, исполняется благодаря пружинам.
Прецизионная делительная головка 10 дюймов
Похоже, в вашем браузере отключен JavaScript.
Для использования функций этого веб-сайта в вашем браузере должен быть включен JavaScript.
Прецизионная делительная головка 10 дюймов
Увеличить
Артикул 202-2013
Наличие В наличии
Доставка Груз
728,85 $
Поделиться Распечатать Страница каталога 261
Детали Прожектор Что включено
| Артикул | 202-2013 |
|---|---|
| Марка | Инструмент для шаровидных инструментов |
| диаметр совместимого патрона | 6 |
| Тип делительной головки | полууниверсальный |
| качели токарные | 9 |
| высота изделия | 5 |
| конус передней бабки | Конус Морзе 3 |
| центральная высота | 5.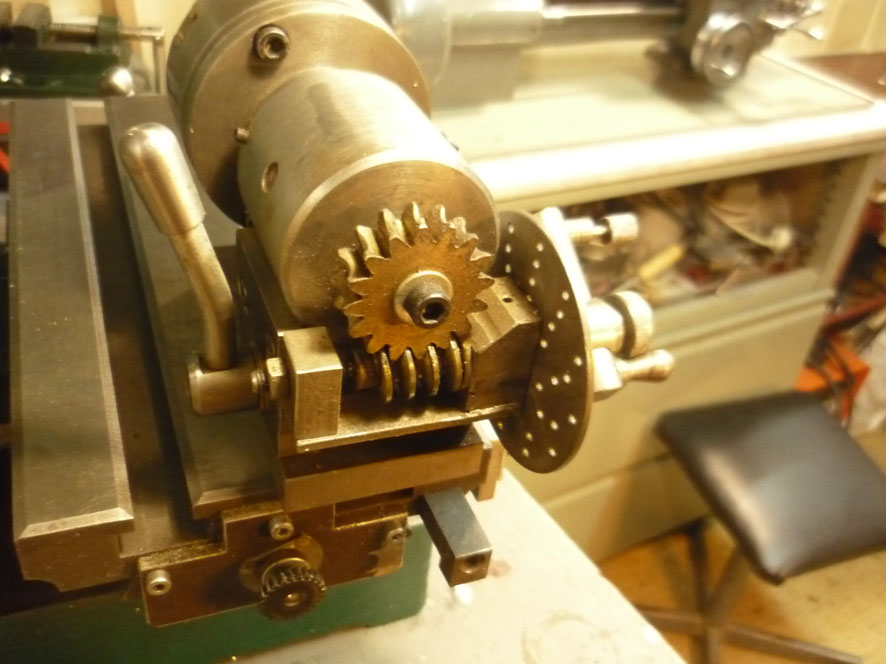 039 039 |
|---|---|
| размер резьбы на конце шпинделя | 1-1/2 – 8 |
| Сквозное отверстие шпинделя (дюймы) | 0,787 |
| номер модели | БС1 |
Полная информация
Обзор продукта
- Шпиндели с коническими роликоподшипниками являются неотъемлемой частью всех водолазных головок
- Указательная пластина прямого монтажа имеет 24 деления
- Закаленная и отшлифованная червячная передача с передаточным числом 40:1
- Передняя бабка поворачивается на все углы
- Применение: A : 15-16-17-18-19-20, Б: 21-2327-29-31-33, C: 37-39-41-43-47-49
- Все номера от 1 до 50
- Все четные номера от 50 до 100
- Многие другие номера от 50 до 400
- Легко настраиваются на любой угол от +10 до 90 градусов от горизонтального положения
- Концентричность: 0,0006 дюйма по центру; 0,0004 дюйма внутри конуса на вершине шпинделя; 0,0012″ на оправке (8″)
Что включено
- Задняя пластина с резьбой для крепления патрона (задняя пластина плоская, требуется просверлить и нарезать 3 или 4 монтажных отверстия в зависимости от токарного патрона и выточить буртик для углубления токарного патрона)
- Центральная и приводная собачка
- 3 разделительные пластины
- Передняя бабка
- Задняя бабка
Делительная головка Dumore VersaMil, токарный станок по металлу, South Bend
Цены и история
Начать бесплатную пробную версию или
Войти
чтобы увидеть, что это стоит.
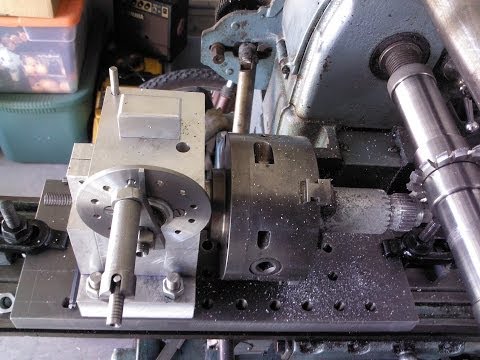
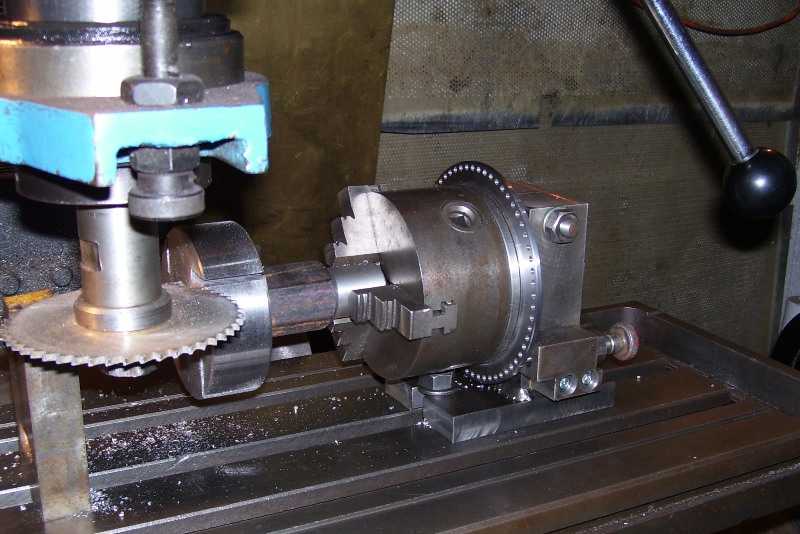
Эта делительная головка Dumore #32-106 поставлялась с насадкой Dumore VersaMil для фрезерования, шлифования, сверления и прорезания пазов, которую я выставил на другой аукцион.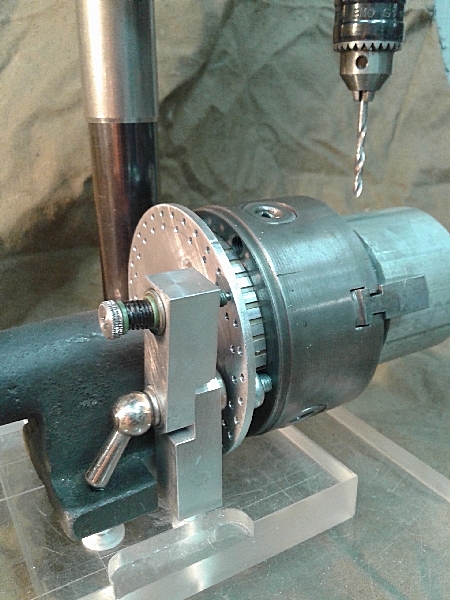 Пожалуйста, взгляните на другой аукцион. Я перечисляю это отдельно, поскольку оно универсально в применении, и в зависимости от того, как вы используете VersaMil, вам это может никогда не понадобиться! Эта делительная головка крепится к шпинделю передней бабки на вашем токарном станке, чтобы обеспечить точное определение местоположения заготовки, удерживаемой в патроне, во время работы над ней с помощью насадки VersaMil, установленной на инструментальной стойке. (или что-то еще, что вы делаете со своим токарным станком, требующее точной индексации передней бабки) Индексная пластина имеет диаметр 6 дюймов, толщину 3/8 дюйма и имеет разные схемы отверстий с обеих сторон. На одной стороне 15,16,17,18,19,20,21,22,23 и 27 другая сторона имеет 29,31,33,37,39,41,43,47 и 49 отверстий, центральное отверстие в пластине 1-1/8″ и закреплено 3-мя одинаковыми винты с потайной головкой на расстоянии 7/8 дюйма от центра. Если БЫЛ кронштейн для крепления делительной головки к токарному станку, то он должен был остаться с токарным станком! Я выточил втулку из мягкой стали, которая подходит к креплению делительной головки (см.
Пожалуйста, взгляните на другой аукцион. Я перечисляю это отдельно, поскольку оно универсально в применении, и в зависимости от того, как вы используете VersaMil, вам это может никогда не понадобиться! Эта делительная головка крепится к шпинделю передней бабки на вашем токарном станке, чтобы обеспечить точное определение местоположения заготовки, удерживаемой в патроне, во время работы над ней с помощью насадки VersaMil, установленной на инструментальной стойке. (или что-то еще, что вы делаете со своим токарным станком, требующее точной индексации передней бабки) Индексная пластина имеет диаметр 6 дюймов, толщину 3/8 дюйма и имеет разные схемы отверстий с обеих сторон. На одной стороне 15,16,17,18,19,20,21,22,23 и 27 другая сторона имеет 29,31,33,37,39,41,43,47 и 49 отверстий, центральное отверстие в пластине 1-1/8″ и закреплено 3-мя одинаковыми винты с потайной головкой на расстоянии 7/8 дюйма от центра. Если БЫЛ кронштейн для крепления делительной головки к токарному станку, то он должен был остаться с токарным станком! Я выточил втулку из мягкой стали, которая подходит к креплению делительной головки (см.
