Как пользоваться делительной головкой:таблица,расчет,настройка
Устройство и принцип работы делительной головки

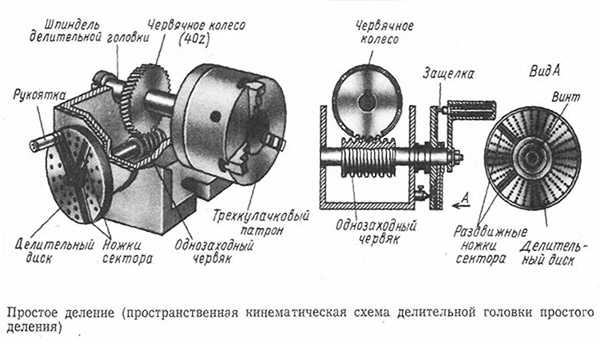
Чтобы разобраться, как работает делительная головка, нужно знать, из чего она состоит. В основу ее входит корпус №4, который закрепляется на столе станка. Также у нее имеется шпиндель №11, который ставится на подшипниках №13, №10 и головке №3. Червяк №12 приводит в движение червячное колесо №8. Он связан с маховиком №1. Рукоятка №2 служит для закрепления шпинделя, а следовательно и червячного колеса. Она связана с прижимной шайбой №9. Червячное колесо и червяк могут выполнять только поворот шпинделя, а погрешность их работы ни как не влияет на общую точность.
В эксцентрической втулке посажен один из концов валика, что позволяет опускать вниз их вместе. Если расцепить колесо шпинделя и червяка, то можно произвести поворот головки шпинделя. Внутри корпуса располагается стеклянный диск №7, который жестко закрепляется на шпинделе №11. Диск расчерчен шкалой на 360 градусов. Окуляр №5 располагается сверху головки. Чтобы повернуть шпиндель на нужно количество градусов и минут, используется маховик.
Порядок выполнения работ
Когда операция выполняется непосредственным способом, то сначала отключается из зацепа червячная передача, для чего достаточно только повернуть рукоять управления до соответствующего упора. После этого следует освободить фиксатор, останавливающий лимб. Поворот шпинделя осуществляется от патрона или от детали, которая подвергается обработке, что позволяет поставить устройство под нужным углом. Угол поворота определяется при помощи нониуса, что расположен на лимбе. Завершается операция закреплением шпинделя при помощи зажима.
Когда операция выполняется простым способом, то здесь сначала нужно зафиксировать делительный диск в одном положении. Основные операции производятся при помощи рукоятки фиксатора. Поворот рассчитывается согласно отверстиям, сделанным на делительном диске. Для фиксации конструкции имеется специальный стержень.
Когда операция выполняется дифференциальным способом, то первым делом нужно проверить плавность поворота шестерней, что установлены на самой головке. После этого следует произвести отключение стопора диска. Порядок настраивания здесь полностью совпадает с порядком настраивания при простом способе. Основные рабочие операции выполняются только при горизонтальном положении шпинделя.
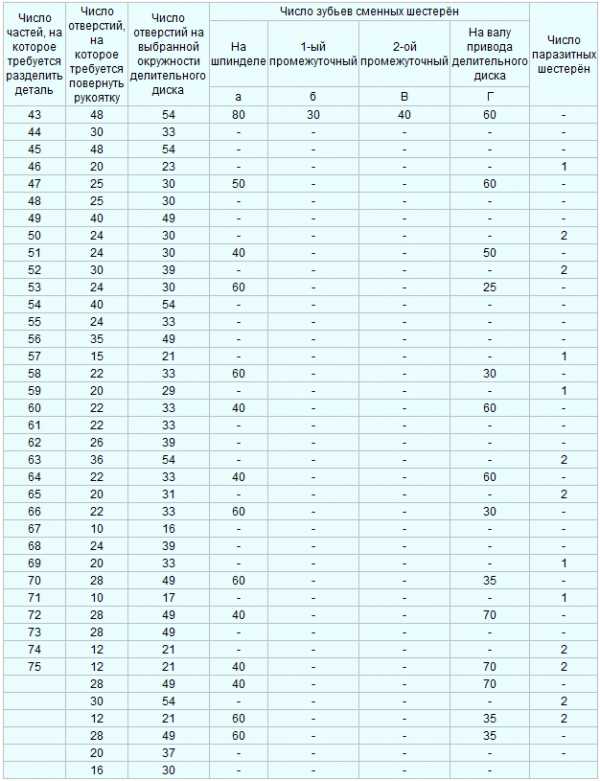
Таблица делений для делительной головки
| Количество частей деления | Количество оборотов ручки | Количество отсчитываемых отверстий | Общее количество отверстий |
|---|---|---|---|
| 2 | 20 | ||
| 3 | 13 | 11 | 33 |
| 4 | 13 | 9 | 39 |
| 5 | 13 | 13 | 39 |
| 6 | 19 | ||
| 7 | 8 | ||
| 8 | 6 | 22 | 33 |
| 9 | 6 | 20 | 30 |
| 10 | 6 | 26 | 39 |
| 11 | 5 | 35 | 49 |
| 12 | 5 | 15 | 21 |
| 13 | 5 | ||
| 14 | 4 | 24 | 54 |
| 15 | 4 | ||
| 16 | 3 | 10 | 30 |
| 17 | 3 | 3 | 39 |
| 18 | 2 | 42 | 49 |
| 19 | 2 | 18 | 21 |
| 20 | 2 | 22 | 33 |
| 21 | 2 | 20 | 30 |
| 22 | 2 | 28 | 39 |
Расчет делительной головки
Деление на УДГ осуществляется не только по таблицам, но и по специальному расчету, который можно сделать самостоятельно. Это сделать не так уж и сложно, так как при расчете используется всего несколько данных. Здесь требуется умножить диаметр заготовки на особый коэффициент. Он рассчитывается путем деления 360 градусов на количество частей деления. Потом из этого угла нужно взять синус, который и будет коэффициентом, что требуется умножить на диаметр для получения расчета.
www.metalstanki.com.ua
Универсальные делительные головки: применение, таблицы и принцип работы
Универсальные делительные головки (УДГ) представляют собой вид приспособлений, применяемых преимущественно в мелкосерийном, единичном производствах. За счёт использования таких станочных универсальных приспособлений удаётся существенно повысить производительность и облегчить условия труда. Кроме того, их применение повышает безопасность работы, расширяет технологические возможности производственного оборудования.
В конструктивном исполнении делительные головки – это горизонтальные станочные приспособления. Ими оснащают фрезерные, координатно-расточные станки (полуавтоматы). С их помощью осуществляют периодические повороты обрабатываемых заготовок на заданные углы (деления). Сама обрабатываемая заготовка устанавливается в патрон. Использование УДГ гарантирует получение заданных геометрических форм, точных размеров обрабатываемых деталей.
Особенно эффективно применение таких приспособлений в технологиях нарезания зубьев шестерёнчатых колёс, фрезерования впадин между зубьями, в обработке многогранников, в производстве многих видов инструментов (свёрла, зенкеры, специальные инструменты). При нарезании спиралевидных канавок с помощью таких делительных головок осуществляется непрерывное вращение и одновременная осевая подача заготовок.
В машиностроении (металлообработке) применяются различные типы головок делительных универсальных (УДГ). Наиболее распространены лимбовые делительные головки. Этот тип оснастки может настраиваться на дифференциальное, простое деление, на фрезерование спиралевидных деталей. Этих технологических возможностей в большинстве случаев достаточно для высокоточной обработки сложных поверхностей.
Методы деления
Чаще всего посредством универсальных делительных головок реализуются два способа деления: простое и дифференциальное. При простом делении производят отсчёт по неподвижному делительному диску. Управление поворотом детали осуществляется рукояткой, связанной через червячную передачу со шпинделем головки.
При дифференциальном делении поворот шпинделя осуществляется как рукояткой (аналогично простому), так и за счёт принудительного поворота самого делительного диска от шпинделя (через систему шестерёнок).
Таблица 1. Настройка делительных головок по методу простого деления

Таблица 2. Настройка делительных головок при дифференциальном делении
Преимущества использования УДГ
Применение головок делительных универсальных позволяет получить ряд существенных преимуществ. Основные из них следующие:
значительно расширяется спектр технологических операций фрезерного станка;
возможность работы с заготовками разных размеров;
возможность обработки поверхностей в любом положении относительно вертикали.
Универсальные делительные головки просты в установке и в работе. Стоимость дополнительного приспособления доступная. Поэтому его можно использовать в единичном производстве, в том числе в частном применении.
Выбор универсальных делительных головок
При выборе делительной головки УДГ вначале определяются с её типом. Чаще всего используют головки делительные универсальные. Они, в свою очередь, отличаются между собой значением наибольших диаметров обрабатываемых заготовок. К примеру, отечественной промышленностью выпускаются следующие типы делительных головок: от УДГ-Д-160 до УДГ-Д-400 (под диаметры 160, 200, 250, 320, 400 мм).
Все типы приспособлений унифицированы, отличаются, в основном, высотой центров. Для головок делительных универсальных составлены специальные таблицы расчётов простого/дифференциального деления. При выборе приспособления подбирают его рабочий диаметр соответственно размерам закрепляемых деталей. То есть, если обрабатываются заготовки с небольшими диаметрами, лучше установить УДГ такого же типоразмера.
mekkain.ru
Метод простого деления
На рис. IX. 10 показана кинематическая схема делительной головки при простом делении. Обозначения те же, что и на рис. IX.1 и IX.2.
Здесь числа зубьев колес 12 и 24 равны, и поэтому одному обороту
рукоятки И соответствует один оборот червяка. Червяк 21 однозаходный,
сцепленное с ним червячное колесо 4 имеет 40 зубьев. Это значит, что для
одного полного оборота шпинделя, следовательно, и обрабатываемой детали
рукоятке И необходимо сообщить 40 оборотов. Очевидно, что если требуется
произвести деление на z частей (например, выполнить фрезерование колеса с
числом зубьев, равным z), то число оборотов рукоятки должно быть в z раз
меньше 40, т. е. равно 40/z. Рис. IX.10. Кинематическая схема делительной головки при выполнении
простого деления
Так как числитель дроби 40/z равен характеристике головки, можно установить, что для определения числа оборотов рукоятки головки при простом делении следует ее характеристику разделить па число делений обрабатываемой детали. Это правило выражается формулой
n = 40/z (35)
где n — число оборотов рукоятки головки; 40 — характеристика головки; z — заданное число делений.
Пример 3. Определить число оборотов рукоятки делительной головки при делении заготовки на 20 частей.
По формуле (35) находим n = 40/20 = 2 оборота, т. е. для поворота шпинделя с деталью на 1/20 часть окружности следует делать два полных оборота рукоятки (рис. IX.11).
Во всех случаях, когда для поворота шпинделя на 1/z часть требуется один или несколько полных оборотов рукоятки, фиксатор после деления вводится в одно и то же отверстие делительного ряда и настройки сектора диска не требуется. Для деления можно использовать любой ряд из имеющихся на диске.
Пример 4.
Определить число оборотов рукоятки И делительной головки при фрезеровании зубчатого колеса с числом зубьев z = 120.По формуле (35) находим
n = 40/120 = 1/3 оборота.
Для поворота рукоятки на 1/3 оборота необходим делительный ряд с числом отверстий, кратным 3. Можно использовать, например, ряде 30 отверстиями. Умножим числитель и знаменатель дроби 1/3 на 10, получим 1·10/(3·10) = 10/30. Это значит, что в данном случае, используя делительный ряд 30 и поворачивая рукоятку головки перед каждым проходом фрезы, следует пропускать 10 промежутков (шагов) между отверстиями делительного ряда. В этом случае сектор должен быть раскрыт таким образом, чтобы между его линейками было 10 промежутков или 11 отверстий.
Пример 5.
Определить число оборотов рукоятки И при делении цилиндрической заготовки на 28 частей.По формуле (35) находим
n=40/28=10/7=1 3/7 оборота
т. е. для поворота шпинделя на 1/28 часть рукоятку необходимо поворачивать на один полный оборот и еще на 3/7 оборота.
Чтобы подобрать диск и настроить сектор, как и в предыдущем примере, умножаем дробь 3/7 на такое число, чтобы в знаменателе получилось число отверстий, имеющееся на диске, например на 7. Тогда 3·7/(7·7) — 21/49.
Таким образом, требуется диск с рядом 49 отверстий. По делительному ряду с 49 отверстиями сектор устанавливаем так, чтобы в его растворе оказался 21 шаг. В процессе деления рукоятку поворачиваем на один полный оборот и дополнительно на 21/49 оборота.
В целях упрощения работы при настройке делительной головки в табл. IX.2 и IX.3 приведены данные настройки, заранее рассчитанные для делительных головок, приведенных в табл. IX.I.
Таблица IX.2.
Частота вращения рукоятки дляxn--80awbhbdcfeu.su
Делительные головки для фрезерных станков: виды, инструкции
Оборудование, используемые для обработки металла, имеет достаточно много особенностей, которые следует учитывать для быстрого получения качественных деталей. Для фрезерного станка применяется достаточно большое количество оснастки, которая необходима для получения определенных деталей. Делительная головка – оснастка, используемая при работе фрезерного станка.
 Универсальная делительная головка Optimum TA 125
Универсальная делительная головка Optimum TA 125Особенности конструкции
Делительная головка, которая создается для фрезерного станка – станочное приспособление горизонтального типа, которое может использоваться также и на координатно-расточных станков. Предназначение этого устройства заключается в периодическом повороте заготовки. При этом можно выделить нижеприведенные моменты:
- поворот может выполнятся на равный или неравный угол. Этот показатель устанавливается с высокой точностью;
- используется делительная головка для нарезания зубьев, впадин между зубьями, фрезерования многогранников, канавок и других элементов;
- использовать этот элемент можно для того, чтобы существенно увеличить возможности фрезерного станка. Без специального инструмента нельзя провести деление с высокой точностью;
- крепление заготовок проводится в патроне. Если длина заготовки достаточно большая, то крепление проводится при использовании задней бабки. Следует учитывать необходимость правильного позиционирования заготовки с малой вероятностью отклонения от начальной базы.
Это устройство используется на протяжении последних нескольких лет.
Классификация оснастки, используемой для установки угла
Деление может происходить при использовании нижеприведенных типов конструкции:
- универсальные варианты исполнения;
- упрощенные конструкции;
- оптический тип, который используется для выполнения особо точных работ.
Вышеприведенную классификацию следует учитывать при рассмотрении конструкций, которые расширяют возможности фрезерного станка. Зачастую деление проходит именно этим устройством, универсальные варианты исполнения пользуются довольно часто.
Методы деления
Деление при помощи фрезерного станка может проводится несколькими методами, среди которых отметим:
- Непосредственное деление проводится без применения промежуточного механизма. Для этого используется устройство с простым оптическим делением.
- Простое деление применяется довольно часто, при котором используется неподвижный диск. Этот метод нарезания осуществляется при использовании УДГ, что делает область применения обширной.
- Комбинированное деление проводится также при использовании делительной головки.
- Дифференциальный метод также проводится на универсальных делительных головках, которые имеют дополнительный комплект сменных зубчатых колес.
- Непрерывный метод реализуется оптическими и универсальными головками, которые имеют связь кинематического характера между шпиндельной головкой и винтом продольной подачи фрезеровального станка.

Кинематическая схема делительной головки простого деления
Эти методы касаются фрезерного станка, на котором может устанавливаться рассматриваемая оснастка.
- Кинематическая схема при настройке на дифференциальное деление
- Кинематическая схема при настройке на нарезание винтовых канавок
Маркировка универсальной головки
Для определения основных параметров рассматриваемого устройства проводится его обозначение по установленным параметрам. Примером можно назвать модель УДГ-40-Д250. Расшифровка этого варианта исполнения следующая:
- УДГ – обозначение типа устройства, в данном случае, универсальная делительная головка.
- Следующая цифра в маркировке обозначает передаточное число. Расчет указывает на то, что число 40 определяет 1 оборот шпинделя за 40 оборотов ручки.
- Обозначение Д250 указывает на наибольший диаметр обрабатываемой заготовки.
Вышеприведенную информацию следует учитывать при рассмотрении УДГ. Существует определенная таблица, по которой можно провести выбор наиболее подходящей модели.
Маркировка оптической головки
При применении фрезерного станка могут устанавливать также оптические делительные головки. Есть определенная формула, которая позволяет определить степень точности рассматриваемой оснастки. Популярной моделью можно назвать ОДГ-5. Расшифровка в данном случае выглядит следующим образом:
- ОДГ – аббревиатура названия устройства, которая расшифровывается как оптическая делительная головка.
- 5 – показатель д.ц., который указывается в секундах. Расчет этого показателя проводится при производстве рассматриваемой оснастки.
При производстве этой оснастки учитывается необходимость точного выдерживания размеров, так как даже незначительное отклонение может привести к большим расхождениям в размерах. Расчет проводится при использовании современных методов.
Последовательность настройки и применения
Выполняемые переходы зависят от типа приспособления и его характеристик, которые устанавливаются в зависимости от цены деления шкалы. В частности, для узлов седьмой/восьмой степени точности используются нормативные данные ГОСТ 1.758, а для узлов девятой степени точности – ГОСТ 1.643.
Основная настройка головки состоит в определении размеров сектора делительной окружности. Исходными данными для расчёта являются диаметр окружности и количество секторов, на которые её потребуется разделить. Настройка происходит в следующей последовательности:
- преобразовывают 360° полного диаметра окружности в необходимое количество делений на её секторах;
- определяют синус угла, получившегося в результате расчёта;
- поворачивают диск устройства на данный угол;
- зажимают корпус узла рукояткой или механизмом зажима и устанавливают рабочий инструмент.
Формула для расчёта требуемого угла деления обычно приводится в инструкции производителя делительной головки. Далее закрепляют деталь, подлежащую фрезерованию, на оправке станка, и, производя продольную подачу стола, выполняют требуемую операцию. Шаг подачи зависит от вида обработки: например, для формообразования зуба он равен расстоянию между впадинами смежных зубьев. С целью повышения производительности, после каждого цикла происходит ускоренный возврат стола с заготовкой в исходное положение. Фиксация по выбранному в измерительном диске отверстию выполняется при помощи пружин.
Характеристики
Эта оснастка довольно часто используется при выпуске крупных партий в течение короткого промежутка времени. При этом основными элементами конструкции являются:
- лимб;
- шпиндель;
- патрон из трех кулачков.
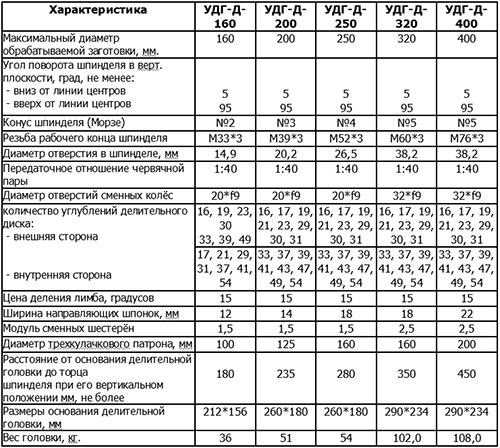
Характеристики делительных головок УДГ
Шпиндель позволяет правильно закрепить заготовку. Кроме этого на шпиндель также крепится лимб, используемый в качестве диска для установки угла. Именно лимб используется для деления заготовки на несколько частей.
Для того чтобы оборудование работало правильно на протяжении длительного времени следует ответственно отнестись к настройке оборудования. Как правило, на выполнение работы по установке показателей деления требуется довольно много времени.
Скачать инструкцию «Универсальные делительные головки УДГ»
Патрон, состоящий их трех кулачков, применяется при вертикальном позиционировании шпинделя. Особенностью этого конструктивного элемента можно назвать то, что при помощи всего одного ключа. При этом происходит центрирование заготовки и равномерное распределение нагрузки.
Отечественная станкоинструментальная промышленность производит приспособления серии УДГ. Они различаются по наибольшим размерам изделий, которые могут быть изготовлены с их помощью.
Эксплуатационные характеристики и технологические возможности головок серии УДГ производства ЛОМО или ООО «Делга» (Санкт-Петербург) приведены в таблице:
| Типоразмер устройства | Параметры | |||
| Наибольший диаметр обрабатываемой детали, мм | Количество отверстий делительного диска | Наличие лимба | Точность отсчёта, минут | |
| УДГ-125 | 125 | 13 | Нет | 15 |
| УДГ-160 | 160 | 21 | Есть | |
| УДГ-250 | 250 | 21 | Есть | |
| УДГ-320 | 320 | 21 | Есть | |
| УДГ-400 | 400 | 21 | Есть | |
Аналогичными характеристиками обладают и импортные делительные головки, выпускаемые фирмами Proxxon (Германия), Proma (Чехия), BisonBial (Польша). При выборе типоразмера учитывают максимальные габариты исходной детали, параметры точности самого фрезерного станка, а также гарантийные обязательства производителя. В частности, важно, чтобы поставщик предоставлял возможность приобретения фирменных запасных частей, а также гарантировал качественную работу узла в течении минимум двух лет.
В заключение отметим, что рассматриваемая оснастка подбирается в зависимости от типа используемого фрезерного станка.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
stankiexpert.ru
Устройство и принцип работы универсальной делительной головки
Основными частями головки являются (рис. 1, б) корпус 10, поворотная часть 9, шпиндель 8 с центром 7, делительный диск 6 и рукоятка 5 с фиксатором 4. Конец шпинделя имеет внешнюю резьбу, на которую навинчивается кулачковый или поводковый патрон.
На рис.1,а приведены универсальная делительная головка 1 и задняя бабка 2, установленные на столе 3 горизонтально-фрезерного станка.
Кинематическая схема головки представлена на рис. 1, в. Поворачивают заготовку рукояткой 5, закрепленной на валу 11. На нем же закреплен червяк 12, передающий вращение червячному колесу 13, шпинделю 8 и оправке 14 с насаженной на ней заготовкой 15. Установив штифт фиксатора 4 против круга с необходимым числом отверстий диска 6 (рис. 1, б), рукоятку 5 соответственно перемещают по прорезу и закрепляют в необходимом положении гайкой.
а) б)
в) г)
Рис. 1.
Чтобы повернуть заготовку на 1/z часть окружности, например при нарезании зубчатого колеса с числом зубьев z, нужно рукояткой 5 сделать п оборотов, число которых определяется из выражения
n = N/z,
где N — характеристика делительной головки, представляющая собой число оборотов рукоятки 5, которое нужно сделать, чтобы шпиндель головки совершил один полный оборот.
N = zо/К,
где г0 — число зубьев червячного колеса 13; К — число заходов червяка 12. В делительных головках чаще всего г0 = 40 и К = 1. Тогда
N = zо/К = 40/1 = 40.
Универсальные делительные головки можно настраивать на простое и дифференциальное деление.
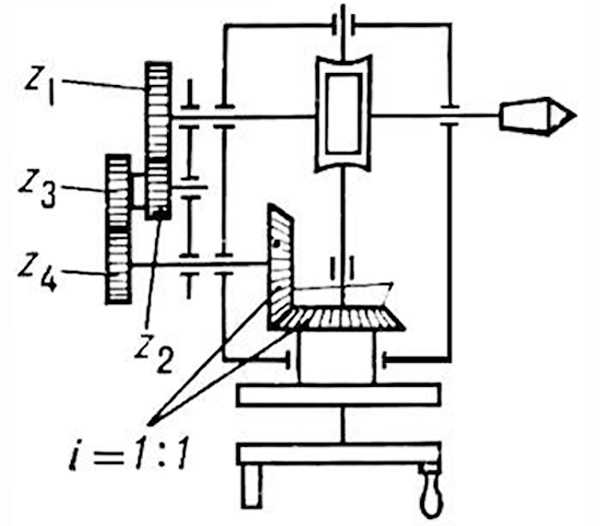
При простом делении делительный диск с помощью специального фиксатора неподвижно соединяют с корпусом головки, а сменные зубчатые колеса z1, z2, z3,, z4 (рис. 1,6, в) не устанавливают. Число оборотов рукоятки 5, необходимое для поворота шпинделя на 1/z часть окружности, можно определить так:
где А — целое число оборотов рукоятки; а/б — правильная простая несокращаемая дробь; т — общий множитель для а и b, выбранные так, чтобы произведение bт равнялось одному из чисел отверстий, имеющихся на делительном диске; ат— число делений (шагов), на которые нужно повернуть рукоятку 5 по кругу, имеющему bт отверстий.
Делительные диски основных универсальных головок имеют с одной стороны 24, 25, 28, 30, 34, 37, 39, 41, 42, 43 отверстия, а с другой – 46, 47, 49, 51, 53, 54, 57, 58, 59, 62 и 66.
Для удобства отсчета по делительному диску используют поворотный сектор (рис. 8.24, г), раздвижные ножки которого устанавливают так, чтобы число необходимых делений ат размещалось между скошенными краями ножек. Штифт рукоятки переставляют между первой и второй ножками, после чего сектор поворачивают так, чтобы его первая ножка снова коснулась штифта и тем самым вторая указала границу его очередного перемещения.
В качестве примера произведем необходимые расчеты для фрезерова|ния зубчатого колеса z = 35 при характеристике головки N = 40.
Число оборотов рукоятки
После фрезерования каждого зуба рукоятку нужно повернуть на один полный оборот и 6 расстояний между центрами отверстий по кругу с 42 отверстиями.
Дифференциальный метод деления применяют в тех случаях, когда из-за отсутствия необходимого числа отверстий в делительном диске простое деление осуществить невозможно. Суть метода заключается в том, что нужный поворот заготовки осуществляется как результат двух движений: вращения рукоятки 5 относительно делительного диска и дополнительного вращения самого делительного диска.
Следовательно,
поворот рукоятки осуществляется
относительно вращающегося диска.
Вращение диску сообщается от шпинделя
через сменные зубчатые колеса с
передаточным отношением 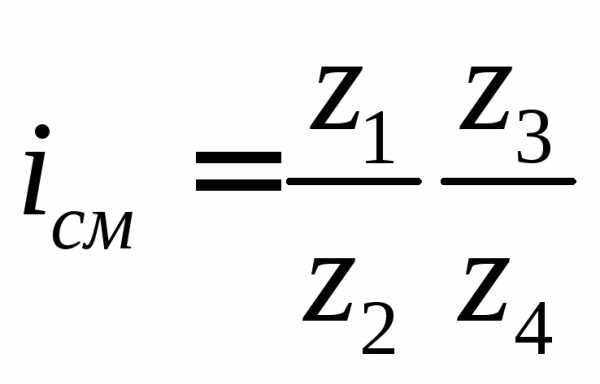 – и постоянную коническую зубчатую
передачу (рис.1, в). Предварительно
диск освобождается от фиксатора,
соединяющего его с корпусом головки.
При дифференциальном делении для
определения числа оборотов рукоятки
5, необходимого для поворота заготовки
на
– и постоянную коническую зубчатую
передачу (рис.1, в). Предварительно
диск освобождается от фиксатора,
соединяющего его с корпусом головки.
При дифференциальном делении для
определения числа оборотов рукоятки
5, необходимого для поворота заготовки
на  часть окружности, применяют ту же
формулу, что и в простом делении:
часть окружности, применяют ту же
формулу, что и в простом делении: 
где  .
— приближенное число делений, близкое
к z
и удовлетворяющее условиям простого
деления.
.
— приближенное число делений, близкое
к z
и удовлетворяющее условиям простого
деления.
При
этом шпиндель головки повернется на  часть оборота вместо необходимой
часть оборота вместо необходимой  .Ошибка
в повороте шпинделя, равная
.Ошибка
в повороте шпинделя, равная  –
– ,
компенсируется поворотом самого
делительного диска, так как именно на
эту часть окружности и должен повернуться
диск. Уравнения кинематического баланса
имеет вид:
,
компенсируется поворотом самого
делительного диска, так как именно на
эту часть окружности и должен повернуться
диск. Уравнения кинематического баланса
имеет вид:
где  — передаточное отношение сменных
зубчатых колес от шпинделя к делительному
диску;
— передаточное отношение сменных
зубчатых колес от шпинделя к делительному
диску; , откуда
, откуда 
 (zприбл – z)
(zприбл – z)
Если
zприбл < z
, то  приобретает отрицательное значение.
При этом делительный диск должен
вращаться в сторону, противоположную
вращению рукоятки 5, что достигается
установкой промежуточного (паразитного)
зубчатого колеса между колесами z1 или z3 и
z4.
приобретает отрицательное значение.
При этом делительный диск должен
вращаться в сторону, противоположную
вращению рукоятки 5, что достигается
установкой промежуточного (паразитного)
зубчатого колеса между колесами z1 или z3 и
z4.
В
качестве примера рассмотрим настройку
делительной головки для фрезерования
зубчатого колеса z= 97
с помощью делительной головки с
характеристикой N
= 40.
В этом случае простое деление невозможно,
так как дробь несокращаема, а на
делительном диске нет 97 отверстий.
Используя дифференциальный метод,
примем, что zприбл.
= 100, тогда 
В этом случае нет нужды устанавливать две пары колес, а можно обойтись одной. Колесо z = 60 устанавливается на шпиндель, а z = 50 — на ведомый вал с коническим зубчатым колесом и соединяется промежуточным зубчатым колесом с любым числом зубьев.
Число оборотов рукоятки 5

Для осуществления деления можно взять любое число отверстий, кратное 5, например 25:
тогда 
Следовательно, рукоятку нужно повернуть на 10 делений по кругу, имеющему 25 отверстий.
Приложение 12
studfile.net
Как пользоваться делительной головкой. Делительные головки своими руками Делительная головка своими руками для токарного станка
Оборудование, используемые для обработки металла, имеет достаточно много особенностей, которые следует учитывать для быстрого получения качественных деталей. Для фрезерного станка применяется достаточно большое количество оснастки, которая необходима для получения определенных деталей. Делительная головка – оснастка, используемая при работе фрезерного станка.
Особенности конструкции
Делительная головка, которая создается для фрезерного станка – станочное приспособление горизонтального типа, которое может использоваться также и на координатно-расточных станков. Предназначение этого устройства заключается в периодическом повороте заготовки. При этом можно выделить нижеприведенные моменты:
- поворот может выполнятся на равный или неравный угол. Этот показатель устанавливается с высокой точностью;
- используется делительная головка для нарезания зубьев, впадин между зубьями, фрезерования многогранников, канавок и других элементов;
- использовать этот элемент можно для того, чтобы существенно увеличить возможности фрезерного станка. Без специального инструмента нельзя провести деление с высокой точностью;
- крепление заготовок проводится в патроне. Если длина заготовки достаточно большая, то крепление проводится при использовании задней бабки. Следует учитывать необходимость правильного позиционирования заготовки с малой вероятностью отклонения от начальной базы.
Это устройство используется на протяжении последних нескольких лет.
Классификация оснастки, используемой для установки угла
Деление может происходить при использовании нижеприведенных типов конструкции:
- универсальные варианты исполнения;
- упрощенные конструкции;
- оптический тип, который используется для выполнения особо точных работ.
Вышеприведенную классификацию следует учитывать при рассмотрении конструкций, которые расширяют возможности фрезерного станка. Зачастую деление проходит именно этим устройством, универсальные варианты исполнения пользуются довольно часто.
Методы деления
Деление при помощи фрезерного станка может проводится несколькими методами, среди которых отметим:
- Непосредственное деление проводится без применения промежуточного механизма. Для этого используется устройство с простым оптическим делением.
- Простое деление применяется довольно часто, при котором используется неподвижный диск. Этот метод нарезания осуществляется при использовании УДГ, что делает область применения обширной.
- Комбинированное деление проводится также при использовании делительной головки.
- Дифференциальный метод также проводится на универсальных делительных головках, которые имеют дополнительный комплект сменных зубчатых колес.
- Непрерывный метод реализуется оптическими и универсальными головками, которые имеют связь кинематического характера между шпиндельной головкой и винтом продольной подачи фрезеро
dkmtorg.ru
Делительные головки для фрезерного станка: виды, использование
Делительная фреза – это добавочное снабжение, увеличивающее возможности станка при обращении с металлом. Во-первых, она используется для создания разных инструментов. Используют ее, при деятельности с деталями автомобилей — звезды, зубчатые колеса.
Применение данного агрегата даёт возможность нарезать пазы на обособленных плоскостях, обделывать края, создавать грани у метизов, и прочие техоперации. При исполнении деятельности на фрезерном станке применяется вертикальная фреза с аналогичным размещением шпинделя.
Функции
Делительная голова, создаваемая для устройства – агрегат горизонтального вида, может применяться для расточно-координатных агрегатов. Цель этого агрегата в циклическом вращении детали. Возможно описать следующие моменты:
- Вращение совершается на одинаковый или неодинаковый угол. Этот показатель ставится с большой точностью.
- Применяется делительная голова для резки зубьев, порезки канавок, многоугольников и прочих объектов.
- Применять данный элемент возможно, чтобы значительно сделать больше функции станка. Без специализированного инструмента невозможно произвести деление с большой точностью.
- Фиксирование заготовок производится в патроне. Когда длина довольно большая, то фиксирование производится применением задней бабы. Необходимо принять во внимание корректное позиционирование заготовки с небольшой вероятностью погрешности от изначальной нормы. Данный агрегат применяется в течение следующих лет.
Классификация снабжения, применяемого для монтажа угла
Процесс может состояться при применении приведенных ниже видов устройства:
- универсальные способы выполнения;
- упрощенные конструкции;
- оптический вид, который применяется для исполнения особенно точной деятельности.
Приведенную выше классификацию необходимо принять во внимание при обсуждении конструкций, которые увеличивают функции станка. Часто деление происходит данным агрегатом, универсальные способы выполнения применяются достаточно часто.
Виды деления
Деление с помощью фрезы производится различными способами, среди которых заметим:
- Непосредственное производится без использования промежуточного устройства. Для этого применяется агрегат с обычным оптическим делением.
- Пользуются простым достаточно часто, при нём применяется иммобилизированный диск. Данный способ нарезки производится применяя УДГ, что увеличивает сферу использования.
- Комбинированное производится с применением головки.
- Дифференциальный способ производится на обычных делительных головах, у которых добавочный комплекс заменных колес.
- Дискретный способ воплощается оптическими и универсальными головами, у которых связь кинематического свойства меж рукояткой и шпинделем продольной подачи станка.
План простого деления
Эти методы в отношении устройства, на котором создаётся обсуждаемое снабжение.
План дифделения:
План на нарезку винтовых канавок:

Виды головок
Как добавочные агрегаты, для деятельности с элементами, фрезу поставят на станке какого-либо вида (горизонтальный, вертикальный, обычный).
Делят их на такие типы:
- Обычная.
- Многофункциональная.
- Зрительная.
Обычная
Обычная применяется в ситуации, если появляется потребность деления окружности, вокруг неё крутится обрабатываемая особенность. У этих агрегатов имеется диск с разметкой (лимб), фиксируемый на шпинделе непосредственно головки и есть деления шлицов или отверстия числом 12, 24, 30, для фиксирования защёлки.
Диски, где 12 отверстий дают возможность поделить одно вращение детали около собственной оси на 2,3,4,6,12 равных элементов. Имеющиеся 24 метки дают возможность выполнить аналогичное деление — 2,3,4,6,12,24 элемента. Диск, который имеет 30 отверстий, разделяет оборот детали на 2,3,5,6,15,30 элементов.
Сделанные собственноручно, под некоторые потребности в деятельности, у дисков прочие характеристики по свойствам деления, включая и на неодинаковые части.
В обычной головке шпиндель оборачивается при помощи червячного механизма. Червячное колесо, насаженное на шпиндель, исполняет задачу диска деления с 3 частями. При обороте ручки, расположенной на едином валу с червяком, изменяется позиция шпинделя.
Применение червячной передачи даёт возможность для постепенных оборотов, при нём цель попасть в маленькое отверстие гораздо упрощается.
Данный агрегат даёт возможность производить деление, без любых добавочных устройств, обычным вращением диска. Данный способ деления прямой. Для исполнения большего ассортимента функций, обычная головка не подойдёт, потому имеется ещё один способ— многофункциональный.
Многофункциональная
Используется, если нужно поставить обрабатываемую деталь под заданным углом в отношении плоскости стола. В то же время можно поворачивать деталь на необходимый угол около её оси оборотов. Пример применения в деятельности с деталями: порезка винтовых канавок на шаблоне формы.
Многофункциональная голова даёт способность исполнять деятельность с металлом. Выходят такие изделия:
- прямоугольник;
- равносторонний многоугольник;
- зубья, циклически размещённые по кругу;
- прочие формы (зависимо от меток на лимбе).
- на станке с применением УДГ возможно также исполнять такие задачи:
- вращение детали около своей оси на фиксированный поворот;
- непрерывный оборот части при порезке зубьев;
- поворот время от времени заготовки на конкретные доли окружности.
Зрительная
УДГ имеют собственную маркировку, по которой возможно узнать их главные рабочие характеристики.
Все вышеперечисленные средства с ценой деления на лимбе 15 градусов. Большинство характеристик одинаковые, так как применение этих агрегатов рассчитывается на обычные агрегаты. Различие, главным образом, по размерам деталей, которые обрабатываются — чем они крупнее, тем крупнее и увесистее агрегат.
Применяется еще один вид маркировки. Например — УДГ 40 Д250 значит, что делительная голова универсальна, для целого вращения шпинделя необходимо совершить поворот ручки 40 раз, самый большой радиус детали, обрабатываемая, не должна быть больше 0,25 м.
Эти агрегаты используются для исполнения особенно точных действий, и в определённых ситуациях, для корректности исполненного делёжа на стороннем агрегате.
Собственным типом, визуальная ДГ, почти не различается от обыкновенного механического. Кроме небольшого момента, стекла, укрепленного на шпинделе.
Сверху головы есть окуляр микроскопа, в систему вставлена иммобилизированное градуирование. Формулировка 1′, а суммарное число элементов — 60. Деления возможно просмотреть четко в такой степени, что выделить часть в четверть минуты также не трудно.
Рассчитывают угол вращения, как и для механической головы. Однако нужно принять во внимание, что нужно создавать таблицу деления различных углов по порядку, ведь они складываются.
Преимущества
Благодаря делительной головке, при деятельности по желез на фрезе, используют такие добавочные способности:
- Намного увеличить ассортимент действий.
- Обделывать деталь, помещённую в комфортной или необходимой позиции в отношении поверхности стола: по вертикали и по горизонтально.
- Облегчить деятельность с частями металла разных габаритов.
Видео: пример использования универсальной делительной головки.
Алгоритм конфигурации и применения самодельной делительной головки для фрезерного станка
Исполняемые переходы связаны с видом агрегата и свойствами, устанавливают зависимо от градуирования. К примеру, для узлов 7/8 уровня применяются нормы ГОСТ1758, а для узлов 9 уровня – ГОСТ1643.
Если же речь идёт о самодельных аппаратах, основная конфигурация головы в расчёте угла части поделённого круга. За основу подсчёта берут радиус круга и число частей, на которые его нужно поделить. Настройку производят так:
- делят целый диаметр круга на нужное число частей;
- рассчитывают синус угла, вышедшего в итоге подсчёта;
- вращают диск агрегата на это значение;
- иммобилизируют корпус ручкой и ставят инструмент в рабочее положение.

Формула для подсчёта необходимого угла обыкновенно имеется в руководстве изготовителя. Затем элемент, который будут фрезеровать, располагают на оправе, и подавая его в продольной плоскости, делают необходимое действие.
Размер подачи связан с типом обработки: к примеру, для образования зуба он равняется дистанции меж соседними зубьями. Для увеличения эффективности, после этого процесса совершается убыстрённое возвращение поверхности с деталью в начальную позицию. Фиксация по отверстию, подобранному в мерительном диске, исполняется благодаря пружинам.
metmastanki.ru