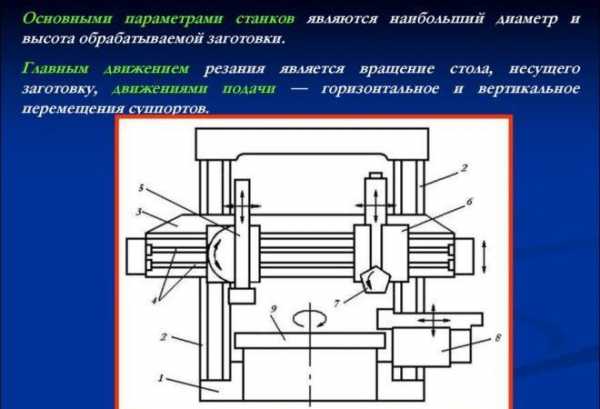
Вертикально-сверлильный станок 2Н125: технические характеристики
Среди большого разнообразия металлообрабатывающего оборудования, предлагаемого на современном рынке, немногие модели завоевали такую популярность у специалистов, как вертикально-сверлильный станок 2Н125.

Станок 2Н125 на производстве
Обладая широкой универсальностью, это устройство отличается простотой конструкции, надежностью в работе, что дает возможность эксплуатировать его на протяжении длительного времени, не теряя при этом в точности и эффективности обработки. Несмотря на то, что конструкция 2Н125 была разработана несколько десятков лет назад, по своим характеристикам этот станок не уступает многим современным моделям.
Что собой представляет станок модели 2Н125
Полностью оправдывая свою универсальность, аппарат 2Н125 позволяет эффективно выполнять целый перечень технологических операций:
- сверление и рассверливание отверстий;
- зенкерование;
- нарезание внутренней резьбы.
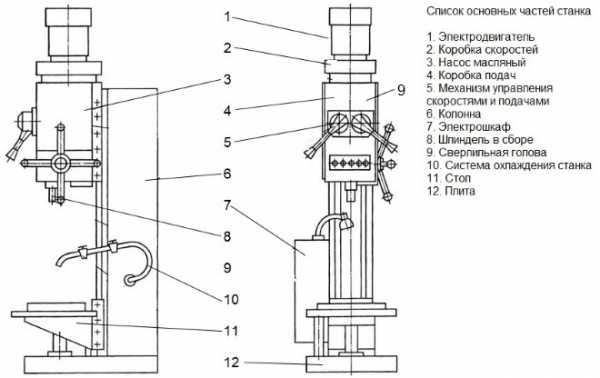
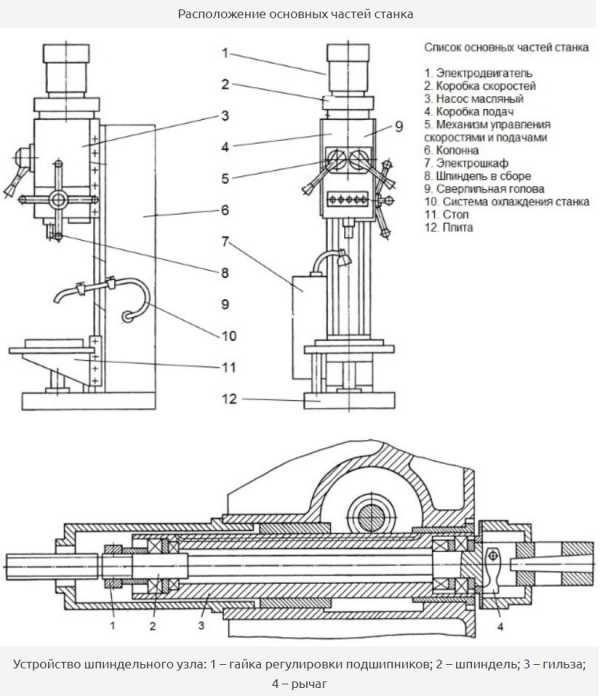
Расположение основных частей станка
В оснащении этого вертикально-сверлильного станка имеется только один шпиндельный узел, что делает конструкцию оборудования простой и надежной. На современном рынке представлен ряд модификаций данного станка с несколькими сверлильными головками, в которые можно устанавливать различные инструменты, чтобы выполнять обработку деталей с более высокой производительностью.
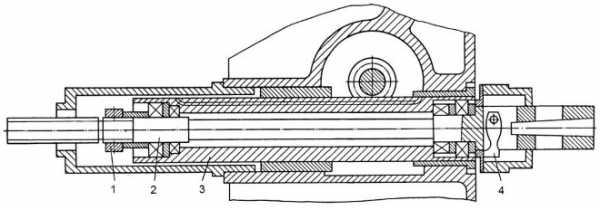
Устройство шпиндельного узла: 1 – гайка регулировки подшипников; 2 – шпиндель; 3 – гильза; 4 – рычаг
Технические характеристики рассматриваемого агрегата оптимально подходят для того, чтобы использовать его в условиях мелкосерийного производства. Вертикально-сверлильные станки 2Н125 лучше всего демонстрируют себя при обработке деталей средней толщины, изготовленных из стали не слишком высокой прочности. Согласно паспорту, на рассматриваемом станке можно использовать сверла, диаметр которых не превышает 25 мм. Модификации модели отличаются расширенными характеристиками: на них можно работать со сверлами диаметром до 35 мм.
Несмотря на то, что массовый выпуск вертикально-сверлильного станка 2Н125 был налажен в середине прошлого века, его до сих пор можно встретить в оснащении многих производственных предприятий. Основной причиной высокой надежности устройства является кинематическая схема, которая благодаря своим характеристикам способна эффективно работать даже в самых сложных условиях. Простота кинематической схемы также способствует тому, что в случае поломки такое оборудование можно достаточно быстро отремонтировать, используя для этого стандартный набор инструментов.
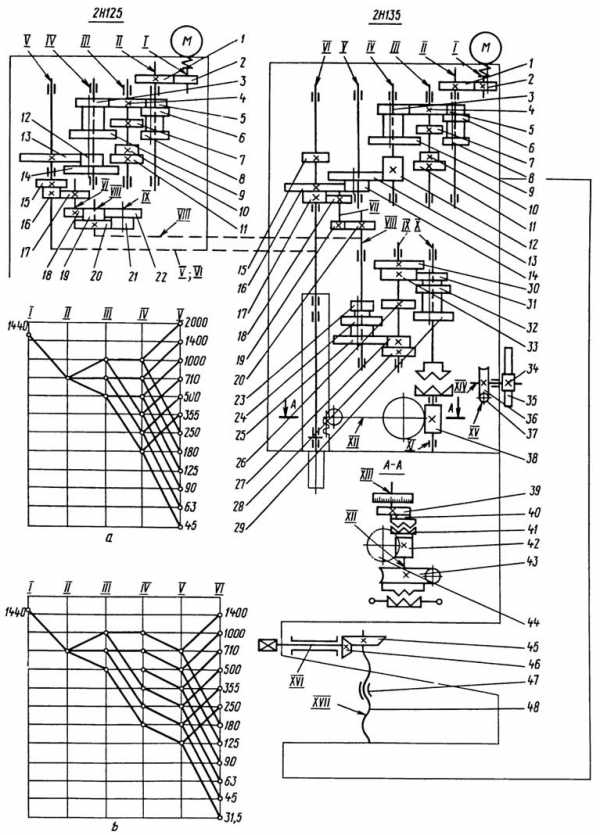
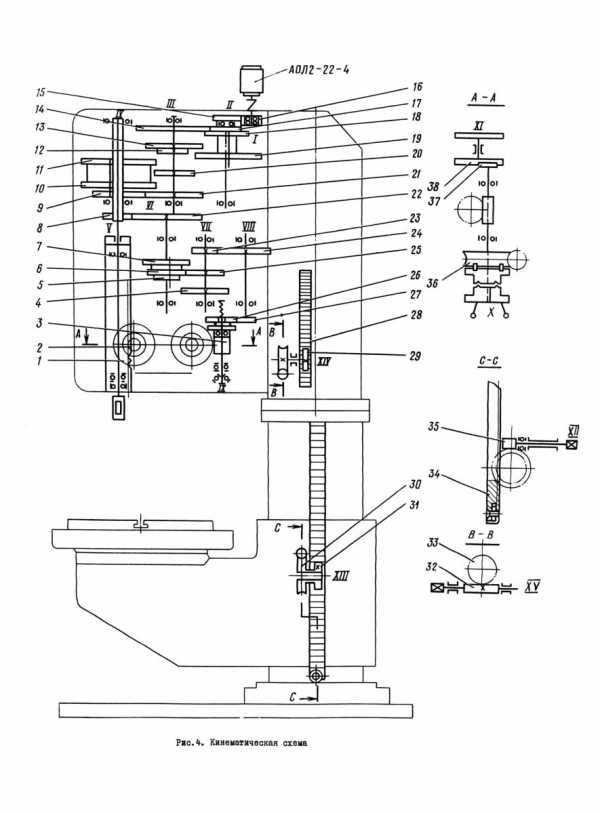
Схема кинематическая и графики вращения главного привода станка: a) 2Н125; b) 2Н135 (нажмите для увеличения)
Конечно, вертикально-сверлильный станок модели 2Н125 не отличается такими же компактными габаритами и удобством в работе, как многие современные устройства, но эти незначительные недостатки компенсируют его высокая надежность и доступная цена.
Современные модификации оборудования
За длительный период своего существования вертикально-сверлильный станок модели 2Н125 был подвергнут нескольким модификациям, что было вызвано необходимостью сделать устройство более удобным в работе. Однако, если изучить технические паспорта модифицированных моделей, можно обратить внимание на то, что их кинематические схемы незначительно отличаются друг от друга. Это свидетельствует о том, что все модифицированные устройства так же надежны, как и базовая модель.

Передняя панель станка 2Н125, выпущенного полвека назад и до сих пор работающего в инструментальном цехе
На современном рынке можно встретить следующие модификации вертикально-сверлильного станка 2Н125.
2Н125АЭто модель, в которой разработчики попытались автоматизировать процесс выполнения ряда технологических операций. Перед началом обработки детали оператор станка может выставить рабочие параметры, что осуществляется при помощи регулировки специальных кулачков и манипуляций с органами управления оборудования. После того как требуемые параметры выставлены, оператору остается только включить станок и контролировать ход выполнения обработки.
2Н125СХарактеристики этого вертикально-сверлильного станка позволяют устанавливать на нем шпиндельный узел, в котором предусмотрено несколько гнезд для фиксации инструмента, что значительно повышает эффективность использования такого устройства и производительность обработки.
На данных вертикально-сверлильных станках, согласно паспорту, устанавливаются не только многошпиндельные сверлильные головки, но и поворотные рабочие столы, что значительно расширяет функциональность этих аппаратов и делает работу на них более удобной и производительной.
2Н125КРабочий стол таких вертикально-сверлильных станков имеет крестовую конструкцию.

Крестовой стол-тиски, размещаемый на стандартном столе станка 2Н125
2Н125Ф2Это наиболее высокотехнологичная модификация станка, оснащенная рабочей головкой револьверного типа, крестовым столом. Управление технологическими процессами обработки осуществляется при помощи системы ЧПУ.
Существует еще одна модификация рассматриваемого станка – 2Н135. В паспорте данного аппарата указано, что он позволяет сверлить отверстия диаметром до 35 мм (об этом говорят и цифры в конце маркировки).
Какими техническими возможностями обладает станок базовой модели
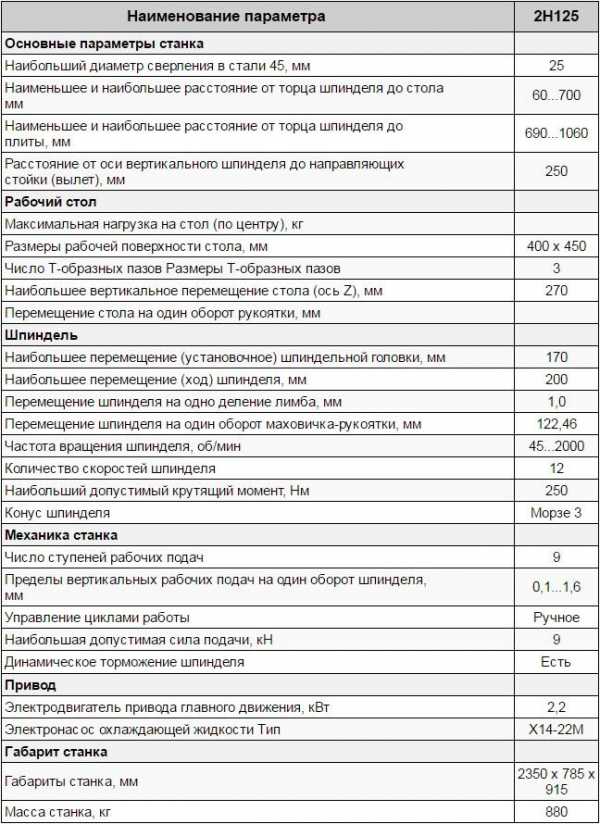
Для того чтобы понять, какими техническими возможностями обладает рассматриваемый станок, достаточно взглянуть на его основные характеристики, полный перечень которых приведен в паспорте установки. Сюда следует отнести следующие параметры оборудования.
- Шпиндель станка может вращаться с частотой в интервале 45–2000 об/мин.
- За один оборот маховика-рукоятки шпиндель перемещается на величину 122,46 мм.
- Конструкция станка предусматривает 9 рабочих подач.
- Регулировка скорости вращения шпинделя может осуществляться по 12 ступеням.
- Оборудование соответствует классу точности «Н».
- Станок оснащен рабочим столом с габаритами 400х450 мм.
- Габаритные размеры самого станка – 2350х785х915 мм.
- Масса агрегата – 880 кг.
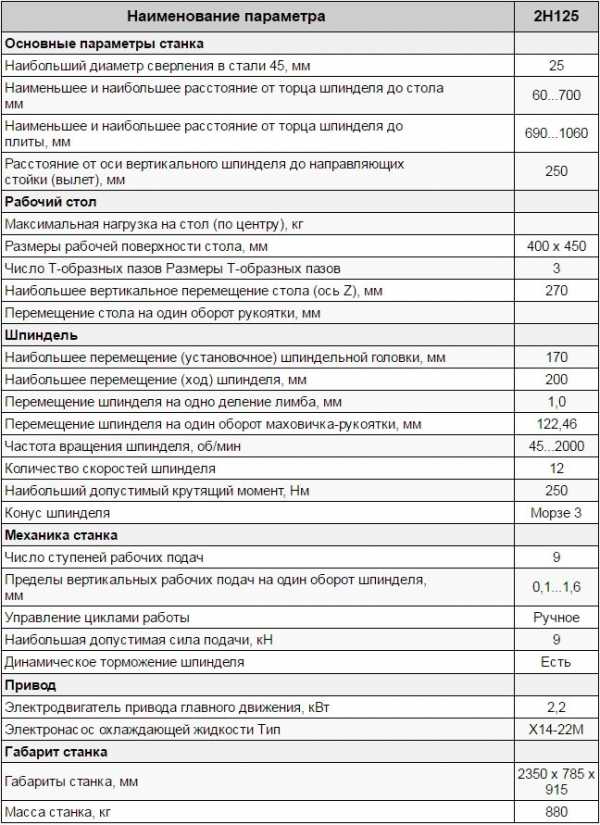
Подробные технические характеристики станка 2Н125
Ниже вы можете бесплатно скачать техническую документацию по станку 2Н125, а именно паспорт станка или руководство по эксплуатации.Паспорт вертикально-сверлильного станка 2Н125:
Скачать
В паспорте вертикально-сверлильного станка 2Н125 представлены более полные характеристики оборудования, а также схема сборки и дополнительная информация (год выпуска, модификация и др.). Кроме того, в паспорте указаны полезные сведения о материалах, которые были использованы при изготовлении отдельных конструктивных элементов станка. Несмотря на то, что станок предназначен для работы от трехфазной электрической сети с напряжением 380 В, его можно подключить и к однофазной сети, но в этом случае мощность оборудования будет ниже.
Рассматриваемый вертикально-сверлильный станок настраивается и управляется полностью вручную. За вертикальное перемещение шпинделя отвечает специальная ручка-маховик, которая имеет надежную конструкцию и при правильном уходе и своевременной смазке способна прослужить длительное время без поломок и неточностей в работе.
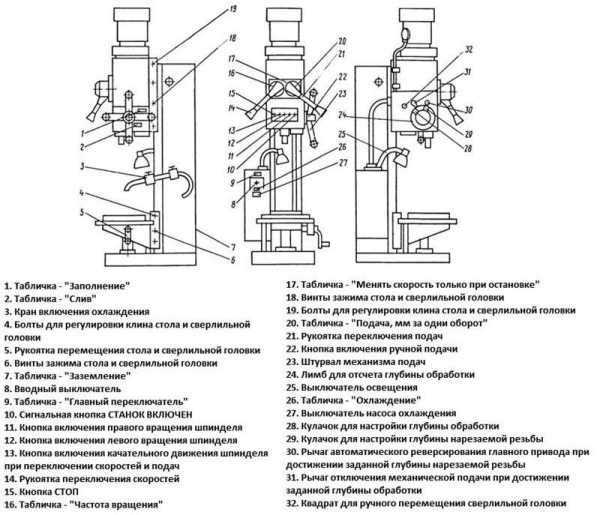
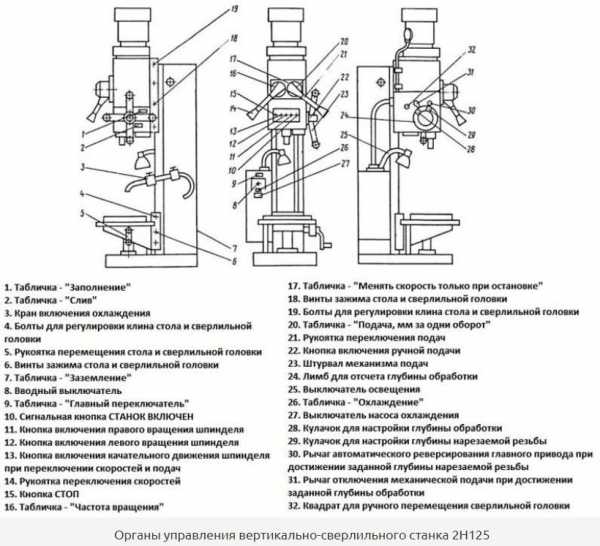
Органы управления вертикально-сверлильного станка 2h225
Базовая модель станка, как уже говорилось выше, оснащена одношпиндельной сверлильной головкой, которая устанавливается в конусное отверстие шпиндельного узла, выполненное по стандарту Морзе 3. При использовании на модифицированных аппаратах многошпиндельной головки в нее устанавливается сразу несколько режущих инструментов, необходимых для выполнения обработки. Чтобы выбрать требуемый в данный момент инструмент, такую головку проворачивают и фиксируют в заданном положении при помощи специальных гаек.
Таким образом, конструкция вертикально-сверлильного станка 2Н125 достаточно проста, что тем не менее не мешает его эффективному использованию для точной и качественной обработки деталей, изготовленных из различных металлов.
Оценка статьи:
Загрузка…Поделиться с друзьями:
met-all.org
Вертикально сверлильный станок 2Н125: описание, технические возможности
Простота конструкции, надежность, точность обработки, универсальность – эти свойства более 60 лет делают вертикально-сверлильный станок модели 2Н125 популярным среди профессионалов. Он дает возможность выполнять подрезки торцов деталей, развертывания, зенкерования и еще многих процедур, доступных не каждому современному оборудованию.

Оглавление:
- Общая информация
- Конструкционные элементы
- Модификации
- Преимущество оборудования
Назначение, обзор функций
Для станка характерно формирование отверстий с максимальным размером сечения 25 мм. Это обуславливает основную сферу его использования в мелкосерийном производстве.
1. 2Н125 относится к 4 категории, классу точности «Н» и соответствует ГОСТ 15150.69:
- обеспечивает нужную схему при обработке деталей;
- имеет необходимые параметры оборотов и подач;
- доступность работы с любым видом материала, включая высокопрочные сплавы.
2. Размеры вертикально-сверлильного станка допускают использование заготовок нестандартных форм с большими габаритами.
3. Электродвигатель имеет механизм реверсирования, благодаря которому можно нарезать резьбу.
4. Рабочий стол можно переместить вверх и вниз на 27 см, а шпиндель >12 cм.
Кинематическая схема у станка 2Н125 несложная, но эффективная. Ремонтные работы выполняются стандартным набором инструментов. Устройство может работать в сложных условиях, позволяя использовать свои эксплуатационные функции по максимуму:
- шпиндель может вращаться с частотой 45-2000 об/мин;
- регулировка скорости вращения 12 ступенчатая;
- на станке предусмотрено 9 рабочих передач.
Управление и настройка 2Н125 происходит в ручном режиме. Допускается подключение к одно- и трехфазной сети.
| Параметры оборудования | Значение | ||
| Ø(max) сверления, мм | 25 | ||
| Питание | Напряжение, В | 220-380 | |
| Мощность кВт | 2,2 | ||
| Расстояние, мм | От стойки до сверла | 250 | |
| Шпиндель (min – max) | Стол | 60-700 | |
| Плита | 690-1060 | ||
| Параметры стола, мм | Поверхность для работы | 400х450 | |
| Вертикальное перемещение 2Н125 | 270 | ||
| Число пазов Т-образной формы | 3 | ||
| Шпиндель | Наибольшее перемещение, мм | Установочное | 170 |
| Ходовое | 200 | ||
| Частота оборотов, об/мин | Холостой ход
| 45-2000 | |
| Количество скоростей | 12 | ||
| Количество передач | 9 | ||
- Оборудование стоит купить при необходимости изготовления мелких деталей для приборов.
- У вертикально-сверлильного станка 2Н125 фактически все блоки идентичны аналогичным агрегатам и взаимозаменяемы.
Габариты 2350х785х915 и вес равный 880 кг позволяют установить его практически в любом производственном помещении, но сильно ограничивают территорию при индивидуальном применении.
Характеристики, разновидности и нюансы
Реверсное устройство, конструктивно предусмотренное в вертикально-сверлильном станке, позволяет использовать метчики для нарезания резьбы.
1. 2Н125 имеет стандартную комплектацию, но может оснащаться дополнительными узлами.
2. Электрооборудование имеет несколько степеней защиты от перегрузки:
- катушки;
- тепловые реле;
- магнитные пускатели.
Обязательным у 2Н125 является подключение электросхемы к центральному заземлению в целях предохранения от замыкания. Для этого оборудование имеет кронштейн.
| Наименование | Использование | ||
| Станина (фундаментная плита) с колонной | Являются снованием; внутри колонны расположена система охлаждения с резервуаром отстаивания жидкости. Большая часть деталей плиты выполняется из чугуна. | Обеспечивает устойчивость вертикально-сверлильных станков, имеет большой вес. Колонна жестко закрепляется; дает невосприимчивость к вибрационным нагрузкам. На данный узел устанавливается электродвигатель. | |
| Стол | Имеет пазы в форме Т. | Может менять расположение в вертикальной плоскости. | |
| Головка сверления | Коробчатая отливка на стойке, в которой у 2Н125 расположены: противовес шпинделя, а также устройства подач и переключения скоростей с ременным приводом. Допускается замена шкивов клиноременной передачи для достижения параметров скорости вращения шпинделя, подходящих для решения поставленной технологической цели. | ||
| Коробка подач | 4 вала с расположенными на них блоками подвижных шестерней, соединенных в комплекс2х3. | Выполняет до 9 подач разного значения. Имеется кулачковая муфта, защищающая все части блока от поломок при возникновении критической нагрузки, а также при проведении операции с упором. | |
| Коробка скоростей с приводом | Подает вращательное движение на шпиндель. | Закрепляется на станине. | |
| Система смазки | Осуществляется плунжерным насосом. | Для контроля расхода имеется маслоуказатель. | |
| Блок переключения | Подач | 6 положений: 3 на ост, 3 на окружности. | Процесс у 2Н125 производится ручкой. Рабочий требуется контроль количества запущенных операций. |
| Скоростей | 7 точек: 3 вдоль оси, остальные по окружности. | ||
| Шпиндельная головка | Место крепления патрона под сверла. Нижнему подшипнику передается усилие подачи по оси, а верхний принимает усилия выбивки. | Технические характеристики предусматривают в 2Н125 только 1 узел этого типа. Расположена на вертикальной колонне. | |
Модельный ряд
С момента первого изготовления со станком 2Н125 неоднократно проводили работы по технологическому улучшению, в результате которых было разработано и выпущено множество разных модификаций.
- Модели имеют мало отличающуюся кинематическую основу , по принципу действия схожи с базовым устройством.
- Среди усовершенствованных агрегатов есть станки не с одной сверлильной головкой. Это дает возможность устанавливать множественной установки инструментов, в разы увеличивая производительность.
| Модель | Тип изменения | Нюансы |
| 2Н125А | Процесс сверления автоматизирован. | Параметры выставляются перед началом операции, впоследствии осуществляется их контроль. |
| 2Н125С | Вертикально-сверлильный станок, имеющий многофункциональный шпиндельный блок, несколько гнезд для крепления инструментария. | Головки установлены на пиноли фланцевого типа. Повышение эффективности и скорости обработки. |
| 2Н125Н | Добавлены многошпиндельные головки для сверления, а также столы с функцией поворота. | Расширенный функционал, выполнение действий более удобно, чем в 2Н125. |
| 2Н125К | Операционный стол крестообразной конструкции. | Координатный плоскостной механизм. |
| 2Н125Ф2 | Задействована система ЧПУ, имеются крестового вида стол и головка револьверного типа. | |
Имеющийся тип изменения можно определить по последней литере в цифробуквенном обозначении станка.
- Для удобства обслуживания и ремонта у 2Н125 и всех его модификаций доступ к электрооборудованию и основным узлам управления происходит через специальный шкаф.
- Шпиндель устанавливается стандартного исполнения с конусом по форме М3. Его головка может смещаться не более чем на 170 мм, при ходе в 200 мм.
- На всех агрегатах, согласно техническим характеристикам, стоит электродвигатель Х14-22М, мощность которого равна 2,2 кВт.
- Рабочие подачи, холостой ход и большинство остальных параметров идентичны.
- Работа двигателя, реверсный ход запускаются кнопочным выключателем.
Главным отличием более современных моделей является наличие автоматики и ЧПУ. Однако большинство вертикально-сверлильных станков оснащено ручной механикой.
Преимущества модели
Главным плюсом станка 2Н125 можно назвать отсутствие специальных требований к условиям организации его работы. Основное, что необходимо осуществить после установки и наладки агрегата:
- проверить отсутствие дефектов внутри и снаружи узлов;
- дать станку немного поработать на холостых оборотах.
Любые ремонтные работы выполняются при полном отключении электропитания.
- Конструкция 2Н125 имеет систему охлаждения детали в случае ее нагрева при обработке. Для этого над операционной поверхностью выводится трубка, которая может менять свое положение.
- Технические характеристики дают возможность перенастраивать режим подачи, при этом не требуется полностью останавливать шпиндель.
- Допускается использование сверл любых типов и установка разных мечиков.
- Максимальная высота заготовки, в которой допустимо сверление отверстия, равна 27 см.
Универсальность вертикально-сверлильных станков позволяет в равной степени использовать их на дерево и металлообрабатывающих предприятиях.
1. Данное оборудование стоит приобрести для:
- зенкерования и зенкования;
- развертывания отверстий;
- растачивания отверстий;
- нарезания резьбы;
- выглаживания.
Кроме того его можно купить для выполнения мелких фрезерных и прочих операций.
2. У 2Н125 необходимость в ремонтах из-за нестабильной работы узлов минимальна. Но для поддержания равновесия нужно соблюдать основные положения по эксплуатации указанные в паспорте:
- использовать только исправные приспособления и инструменты;
- обязательно охлаждать станок во время работы;
- при сверлении периодически освобождать инструмент от стружки.
3. Описание агрегата указывает, что автоматическое выключение подачи инструмента срабатывает:
- после достижения требуемой глубины сверления;
- при критических нагрузках, для защиты от поломки.
Вертикально-сверлильный агрегат 2Н125 и его модификации имеют минимальное количество недостатков. Наибольшее нарекание у операторов вызывает отсутствие механизма быстрой остановки двигателя. Данное действие можно произвести только путем перевода в нейтральное положение рычага коробки скоростей.
orgstanki.ru
Технические характеристики вертикально-сверлильного станка 2Н125
Сверлильные станки 2н125 обладают универсальностью, имея при этом несложную конструкцию. Для вертикально-сверлильного станка 2н125 характерен продолжительный срок эксплуатации с сохранением эффективности и точности работ на протяжении нескольких лет. Конструкция станка имеет характеристики, не уступающие современным моделям аналогичных аппаратов.
Характеристики аппарата
Агрегат в состоянии надежно выполнять 4 основные операции:
- зенкерование;
- сверление отверстий;
- нарезка внутренней резьбы;
- развертывание.
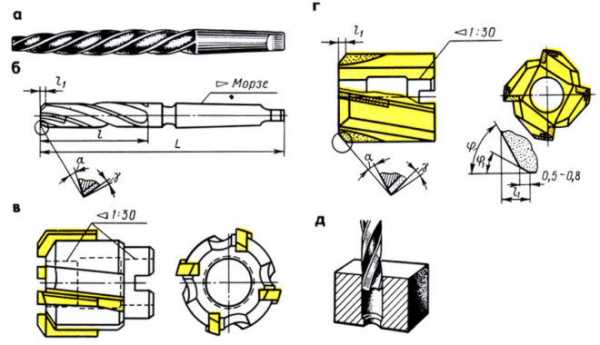
Схема зенкерования
Простота агрегата заключается в использовании одного шпиндельного узла. Для станка разработаны новые модификации, позволяющие проводить более сложные операции с высокой производительностью. Некоторые современные аппараты оснащены сразу несколькими сверлильными головками.
Агрегат имеет следующие технические характеристики:
- вес станка — 880 кг;
- расстояние от рабочей поверхности до рабочего торца головки шпинделя — 6-70 см;
- число пазов, фиксирующих заготовку — 3 шт;
- размер номинальный — 40*45 см;
- количество скоростей — 12;
- смещение на ход — 20 см;
- установочное смещение — 17 см;
- количество оборотов головки — 45-2000 оборотов/мин;
- максимально возможный крутящий момент — 250 Нм;
- общие габариты — 235*78,4*91,5 см;
- мощность электрического двигателя — 2,2 кВт.

Сфера применения и возможности
Основная сфера применения сверлильного станка 2н125 — производство мелкими сериями. Агрегат предназначен для обработки изделий, имеющих небольшую толщину и изготовленных из стали средней прочности.
Максимально допустимый диаметр сверл, предназначенных для станка, составляет 25 мм. Такое положение предусматривает паспорт аппарата. Современные модели станка предоставляют мастерам возможность использовать сверла с еще большим диаметром, достигающим 35 мм.
Конструкция агрегата имеет особенности:
- наличие реверсивного механизма, предназначенного для более точной резьбы;
- принцип ручного управления, при котором выполнение подачи происходит вручную;
- возможность изменения режима работы станка, не останавливая при этом шпиндель;
- высокая устойчивость конструкции за счет равномерного размещения станочных элементов и его большой массы.
Рекомендуемой сетью для нормальной работы агрегата является трехфазная электросеть, в которой создается напряжение 380 В. Оборудование в состоянии работать и при подключении к однофазной сети, но мощность его значительно снизится.
Ручное управление аппаратом основывается на его вертикальном движении за счет ручки-маховика, нуждающейся в периодическом смазывании.
Особенности конструкции станка
Описание конструкции агрегата включает в себя:
- коробку скоростей;
- привод;
- коробку подач;
- сверлильную головку;
- шпиндель;
- поворотные тиски;
- электрическое оборудование.
Принцип работы коробки скоростей:
- сообщение шпинделю оборотов при помощи двух передвижных тройчаток;
- опоры валов коробки находятся в верхней и нижней плитах, стянутых 4 стяжками;
- через зубчатую передачу и муфту электрический двигатель приводит в движение коробку скоростей;
- последний вал коробки имеет вид полой гильзы, ее шлицевое отверстие передает вращение станочному шпинделю;
- шестерни коробки переключаются при помощи рукоятки.

Как устроена коробка скоростей
Элементы коробки скоростей довольно просты в сборке. Их смазка производится специальным шестеренным насосом, который имеется в коробке подач.
Функция станочного привода заключается в обеспечении связи коробки скоростей и вала электрического двигателя. Привод имеет вид корпуса, на котором устанавливается электродвигатель.
На валу двигателя крепится полумуфта, передающая вращение полумуфте-шестерне, а та сцепляется с первичной шестерней коробки скоростей. Коробка подач является трехваловым устройством. Устройство находится в специальном литом корпусе. Первый вал коробки оснащен передвижным блоком-шестерней. Блок осуществляет три шпиндельные подачи в автоматическом режиме.
Коробка оснащена предохранительной муфтой. Ее функция сводится к выключению подачи в механическом режиме в том случае, когда требуемая глубина обработки детали достигнута. Сама муфта располагается на входном валу головки для сверления.
Сверлильная головка представляет собой отливку из чугуна, в которой располагаются главные рабочие элементы станка: коробка подач и скоростей, механизм подач со шпинделем.Если сборка коробки подач и скоростей вместе со шпинделем производится отдельно, то механизм подач уже входит в состав сверлильной головки.
Шпиндель сделан на подшипниках шарикового типа. Они располагаются в его гильзе. Гильза способна двигаться вдоль оси благодаря реечной передаче.
Тиски монтируются в кронштейне рабочего стола. Они хорошо поворачиваются, устанавливаются под любым углом по отношению к сверлу.
Электрическое оборудование станка представлено асинхронным двигателем короткозамкнутого типа.
Применяемые разновидности станка
Паспорт станка имеет указание на универсальность его применения. Применяемая в первые годы после разработки модель с одним шпинделем со временем претерпела ряд изменений. Разработчики создали несколько модификаций станка, имеющих не столь значительные отличия от оригинала, но вносящие разнообразие в комплектацию и расширяющие направления применения агрегата.
Сверлильный аппарат представлен модификациями:
- 2Н125Н;
- 2Н125А;
- 2Н125Ф2;
- 2Н125С;
- 2Н125К;
- 2Н135.
Модель 2Н125Н имеет расширенную функциональность. Это обеспечивается за счет наличия в аппарате многошпиндельных головок. Модель имеет в составе рабочий стол, способный вращаться в нужном направлении.
2Н125А представляет собой агрегат, работающий в автоматическом режиме. Оператор имеет возможность перед началом работы задать необходимый рабочий параметр станка. Манипуляции мастера заключаются в:
- настройке управления станка;
- регулировке кулачков;
- подкручивании шпинделя вместе с головками.
Настройки управления станка
После настройки всех параметров оператор включает станок и контролирует ход выполнения заданных операций.
Сравнение с другими моделями
2Н125Ф2 относится к числу самых развитых и совершенных моделей аппаратов указанной серии. Основное преимущество агрегата в наличии в нем механизма с числовым программным управлением. Аппарат оснащен столом крестового типа и револьверной шпиндельной головкой.
Модель 2Н125С характеризуется еще большей многофункциональностью по сравнению с оригинальным станком. Такие аппараты оснащены шпинделями с несколькими гнездами. В них вставляются разные сверла, что расширяет возможности станка. Работа на агрегате значительно упрощена за счет отсутствия необходимости вытаскивать и менять сверла, когда требуется перейти от одной задачи к другой.
Вертикально-сверлильный станок 2Н125К оснащен рабочим столом в виде креста, что заметно упрощает работу на нем.
Модификация 2Н135 позволяет оператору сверлить изделия, имеющие диаметр 35 мм. Базовая модель аппарата в состоянии просверливать детали диаметром только 25 мм.
Видео по теме:Вертикально-сверлильный станок 2Н125К
promzn.ru
2Н125Л станок вертикально-сверлильный облегченный Описание, характеристики, схемы
Сведения о производителе вертикально-сверлильного станка 2Н106П
Изготовитель вертикальных сверлильных станков модели 2Н125Л – Молодечненский станкостроительный завод МСЗ, основанный в 1947 году.
Завод основан в 1947 году и является одним из старейших предприятий станкостроительной отрасли в производстве вертикально-сверлильных станков.
Станки, выпускаемые Молодечненским станкостроительным заводом
2Н125Л Станок вертикально-сверлильный. Назначение, область применения
Вертикальный сверлильный станок модели 2Н125Л с поворотным столом, с условным диаметром сверления 25 мм, используется на предприятиях с единичным и мелкосерийным выпуском продукции и предназначены для выполнения следующих операций: сверления, рассверливания, зенкования, зенкерования, развертывания и подрезки торцев ножами и применяется во вспомогательных и основных немеханических цехах машиностроительных заводов, а также в ремонтных службах немашиностроительных предприятий.
На станке можно обрабатывать детали, устанавливаемые как на столе, так и на плите. Наличие круглого поворотного стола позволяет обрабатывать отверстия в деталях без их перемещения.
Вертикально-сверлильный станок модели 2Н125Л предназначен для выполнения широкого круга сверлильных операций: сверления, рассверливания, зенкерования, развертывания. На станке допускается нарезание резьб с ручным управлением реверсирования шпинделя. На станке можно обрабатывать детали на фундаментной плите. Наличие круглого поворотного стола позволяет обрабатывать отверстия в деталях без их перемещения по столу (либо с незначительным перемещением), что значительно облегчает обслуживание станка.
Принцип работы и особенности конструкции станка
Станок 2Н125Л относится к конструктивной гамме вертикально-сверлильных станков средних размеров (2Н118, 2Н125, 2Н125Л, 2Н135, 2Н150, 2Г175) с условным диаметром сверления соответственно 18, 25, 35, 50 и 75 мм. По сравнению с ранее выпускавшимися станками (с индексом А) станки новой гаммы имеют более удобное расположение рукояток управления коробками скоростей и подач, лучший внешний вид, более простую технологию сборки и механической обработки ряда ответственных деталей, более совершенную систему смазки. Агрегатная компоновка и возможность автоматизации цикла обеспечивают создание на их базе специальных станков.
Пределы чисел оборотов и подач шпинделя позволяют обрабатывать различные виды отверстий на рациональных режимах резания.
Наличие на станках 2Н125Л механической подачи шпинделя, при ручном управлении циклами работы.
Допускает обработку деталей в широком диапазоне размеров из различных материалов с использованием инструмента из высокоуглеродистых и быстрорежущих сталей и твердых сплавов.
На станке допускается нарезание резьб с ручным реверсированием шпинделя.
Станки снабжены устройством реверсирования электродвигателя главного движения, что позволяет производить на них нарезание резьбы машинными метчиками при ручной подаче шпинделя.
Категория размещения 4 по ГОСТ 15150-69.
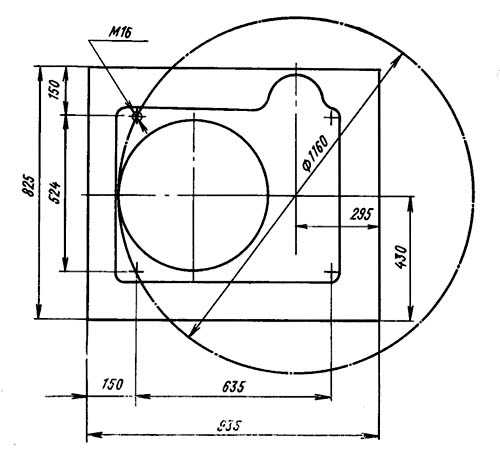
Габарит рабочего пространства сверлильного станка 2Н125Л
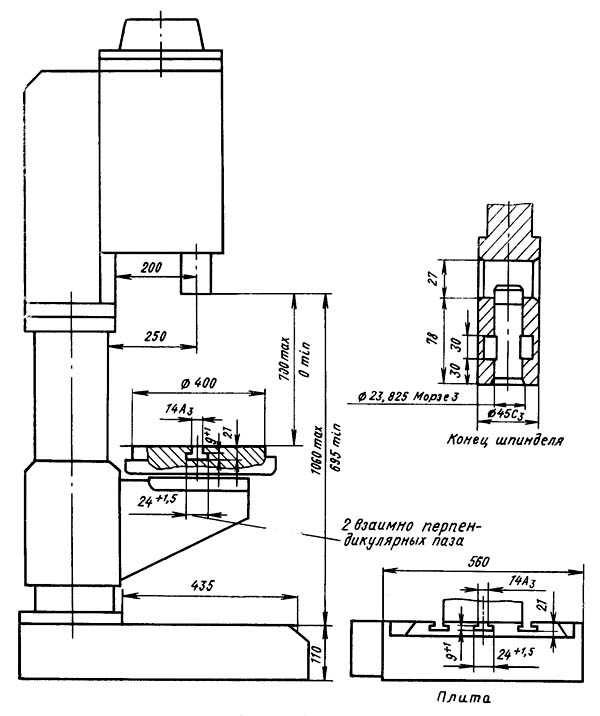
Габарит рабочего пространства сверлильного станка 2н125л
Общий вид сверлильного станка 2Н125Л

Фото сверлильного станка 2н125л

Фото сверлильного станка 2н125л
Расположение основных частей сверлильного станка 2Н125Л
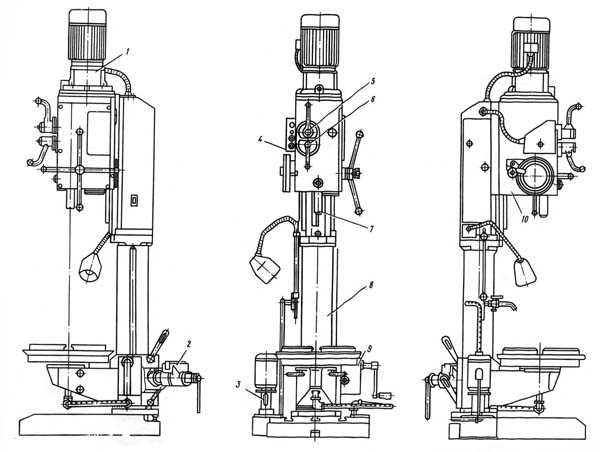
Расположение основных узлов сверлильного станка 2н125л
Перечень основных частей сверлильного станка 2Н125Л
- Привод 2Н125Л.21.000
- Тиски поворотные*) 2Н125Л.60.000
- Охлаждение 2Н1251.80.000
- Электрооборудование 2Н125Л.90.000
- Коробка скоростей 2Н1251.20.000
- Коробка подач 2Н1251.30.000
- Шпиндель 2Н125Л.50.000
- Колонна, стол, плита 2Н125Л.10.000
- Механизм подъема стола 2Н125Л.11.000
- Сверлильная головка 2Н125Л.40.000
Расположение органов управления сверлильным станком 2Н125Л
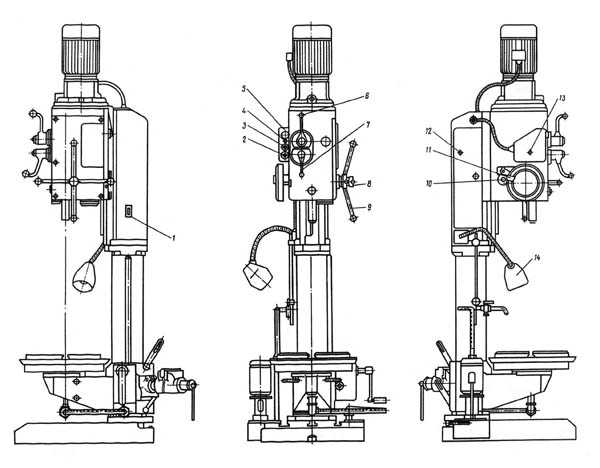
Расположение органов управления сверлильным станком 2н125л
Перечень органов управления сверлильным станком 2Н125Л
- Вводной выключатель
- Кнопка включения левого вращения шпинделя
- Кнопка включения правого вращения шпинделя
- Лампа контроля сети
- Кнопка “Стоп”
- Рукоятка переключения скоростей
- Рукоятка переключения подач
- Кнопка включения ручной подачи
- Рукоятка механизма подач
- Кулачок для настройки глубины обработки
- Квадрат для ручного перемещения сверлильной головки
- Тумблер включения охлаждения
- Тумблер проворота шпинделя
- Выключатель освещения
Кинематическая схема вертикально-сверлильного станка 2Н125Л
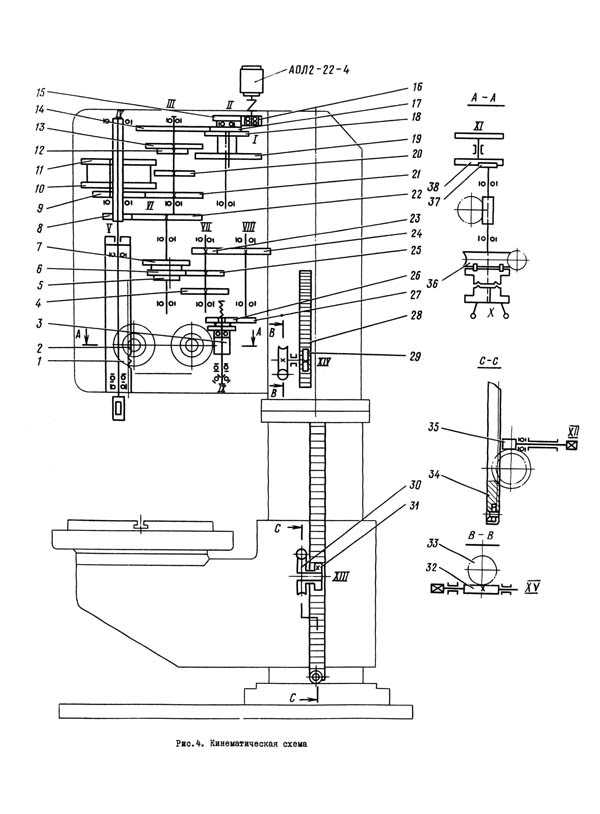
Кинематическая схема вертикально-сверлильного станка 2н125л
Схема кинематическая вертикально-сверлильного станка 2Н125Л. Скачать в увеличенном масштабе
Конструкция вертикально-сверлильного станка 2Н125Л
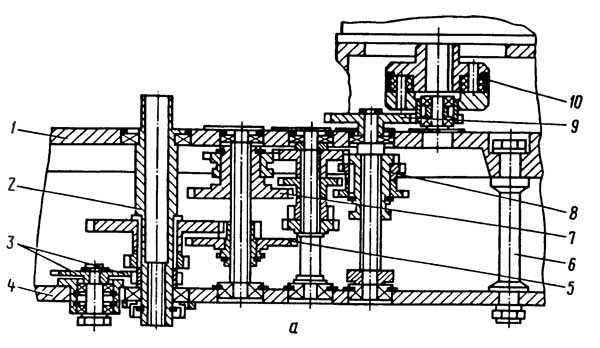
Коробка скоростей
Коробка скоростей (рис.6) сообщает шпинделю различные числа оборотов, что осуществляется двумя передвижными тройчатками. Опоры валов коробки скоростей размещены в двух плитах: верхней 5 и нижней I, которые стянуты между собой четырьмя стяжками 4. Механизм коробки скоростей приводится во вращение от электродвигателя через эластичную муфту и зубчатую передачу. Последний вал коробки скоростей представляет собой полую гильзу 3, шлицевое отверстие которой передает вращение шпинделю станка. На этой же гильзе крепится шестерня 2 привода коробки подач.
Переключение блоков шестерен коробки скоростей осуществляется от одной рукоятки, которая имеет по три фиксированных положения по окружности и вдоль оси. Рукоятка 6 располагается на лицевой поверхности сверлильной головки и через шестерню 7 и круговую рейку 8 перемещает две штанги 9 и 10, на которых закреплены вилки, связанные с переключаемыми блоками. Дополнительная фиксация положения блоков шестерен производится за счет фиксации штанг 9 и 10 при помощи шариковых фиксаторов. Все валы коробки скоростей шлицевые, что значительно упрощает сборку. Все механизмы коробки скоростей собираются отдельно и монтируются в сверлильной головке. Смазка механизмов коробки скоростей так же, как и прочих механизмов в сверлильной головке, производится от шестеренного насоса, имеющегося в коробке подач. Для контроля работы маслонасоса имеется специальный маслоуказатель в корпусе привода.
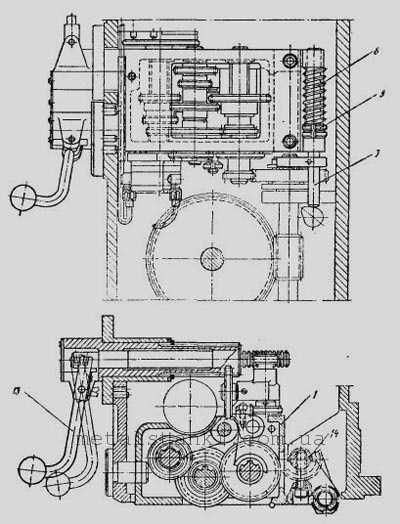
Привод станка
Привод (рис.7) служит для обеспечения эластичной связи вала электродвигателя с коробкой скоростей станка.
Привод состоит из отдельного корпуса I, на котором монтируется электродвигатель. На валу электродвигателя закрепляется полумуфта 2, которая при помощи пальцев 3 и резинового кольца 4 передает вращение полумуфте-шестерне 5. Полумуфта-шестерня зацепляется с первичной шестерней коробки скоростей.
Коробка подач
Коробка подач (рис.8) представляет собой трехваловый механизм, смонтированный в отдельном литом корпусе 4. Привод коробки подач осуществляется от шестерни 5, сидящей на гильзе 3 (рис.6) коробки скоростей.
На первом валу коробки подач имеется передвижной блок-шестерня 2 (рис. 8) , при помощи которого осуществляется три автоматические подачи шпинделя. Переключение блоков-шестерен осуществляется одной ручкой 3, которая при помощи шестерен 5 передвигает вилку б, связанную с переключаемым блоком.
Фиксация положения блоков-шестерен производится за счет фиксации ручки 3 и шарикового фиксатора, имеющегося в вилке 6. На выходном валу коробки подач установлена шестерня I, передающая вращение на червяк механизма подач.
Предохранительная муфта служит для выключения механической подачи при достижении заданной глубины обработки и находится на входном валу сверлильной головки.
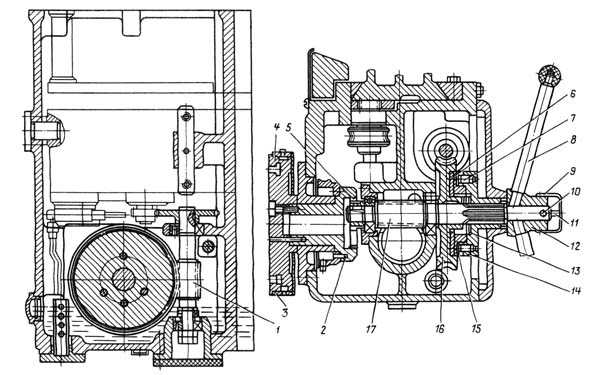
Сверлильная головка
Сверлильная головка вертикально-сверлильного станка 2Н125Л

Сверлильная головка вертикально-сверлильного станка 2н125л
Сверлильная головка (рис.9) представляет собой чугунную отливку коробчатого сечения, в которой монтируются все основные узлы станка: коробка скоростей, коробка подач, шпиндель и механизм подач.
Первые три узла собираются отдельно и крепятся только к сверлильной головке.
Механизм подачи, состоящий из червячной передачи, горизонтального вала с реечной шестерней, лимба со связанными с ним деталями, рукояток, кулачковых и храповых обгонных муфт, является составной частью сверлильной головки.
Механизм подачи приводится в движение от коробки подач (см. рис.8) через перегрузочную муфту и предназначен для выполнения следующих функций:
- ручной подвод инструмента к детали
- включение рабочей подачи
- ручное опережение подачи
- выключение рабочей подачи
- ручной отвод шпинделя вверх
- ручная подача, используемая обычно при нарезании резьбы
Принцип работы механизма подачи заключается в следующем: при вращении штурвала 8 на себя проворачивается кулачковая муфта 12, которая через ступицу-полумуфту 14 вращает вал-шестерню 17 реечной передачи. Происходит ручная подача шпинделя.
Когда инструмент подойдет к детали, на валу-шестерне 17 возрастает крутящий момент, который не может быть передан зубцами кулачковой муфты 12, и ступица-полумуфта 14 перемещается вдоль вала-шестерни 17 до тех пор, пока торцы кулачковой муфты не станут друг против друга.
В этот период кулачковая ступица-полумуфта 14 проворачивается свободно относительно вала-шестерни на 20°. Угол 20° ограничивается пазом на муфте и штифтом 10.
На ступице-полумуфте 14 сидит двухсторонний храповый диск 15, связанный со ступицей-полумуфтой собачками 7. При смещении ступицы-полумуфты 14 влево храповый диск 15, преодолевая пружину 13, также смещается влево и зубцы диска входят в зацепление с зубцами второго диска б, прикрепленного к червячному колесу 16. Таким образом вращение от червяка I передается реечному валу-шестерне 17 и происходит механическая подача.
При дальнейшем вращении штурвала 8 при включенной подаче собачки 7 ступицы-полумуфты 14 проскакивают по зубцам внутренней стороны диска 15 и, таким образом, производится ручное опережение механической подачи.
При ручном выключении подачи штурвалом 8, повернув его в обратном направлении на 20° относительно вала-шестерни 17, на котором он сидит, зуб его кулачковой муфты 12 становится против впадины ступицы-полумуфты 14, которая вследствие осевой силы, возникающей благодаря наклону зубцов диска 15 и специальной пружины 13, смещается вправо и расцепляет диски и механическая подача прекращается.
Как указывалось выше, механизм подачи допускает ручную подачу шпинделя штурвалом 8. Для этого колпачок 9 необходимо переместить влево до отказа. При этом штифт II входит в паз муфты 12 и не дает ей возможности повернуться на 20°.
На левой стенке сверлильной головки смонтирован лимб 4, который во время подачи шпинделя приводится во вращение через пару шестерен 2 и 5.
Лимб предназначен для визуального отсчета глубины обработки и для настройки кулачка отключения автоматической подачи при достижении нужной глубины сверления.
Для визуального отсчета глубины обработки инструмент доводят вручную до контакта с обрабатываемой деталью и левой рукой устанавливают кольцо 3 в нужное положение. Отсчет глубины обработки производится по шкале на цилиндрической поверхности кольца 3. Для настройки кулачка на торцевой поверхности корпуса лимба имеется Т-образный паз.
Шпиндель
Шпиндель I (рис. 10) смонтирован на шариковых подшипниках. Осевое усилие подачи воспринимается передним упорным подшипником. Подшипники расположены в гильзе 2 шпинделя, которая при помощи реечной передачи имеет возможность перемещаться вдоль оси.
Регулировка подшипников шпинделя производится при помощи гайки, расположенной над верхней опорой шпинделя.
Форма и размеры конца шпинделя выполнены в соответствии с ГОСТ 2701-44.
Тиски поворотные
Тиски (рис. II) устанавливаются в кронштейне стола. Тиски предназначаются для легких сверлильных работ, не требующих высокой точности. Тиски могут поворачиваться и устанавливаться под любым углом относительно оси сверла.
В двух взаимно перпендикулярных положениях тиски зажимаются дополнительным клиновым зажимом, который является также фиксатором.
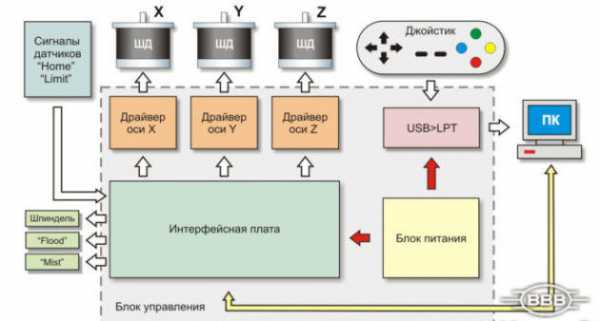
Электрооборудование и электрическая схема сверлильного станка 2Н125Л
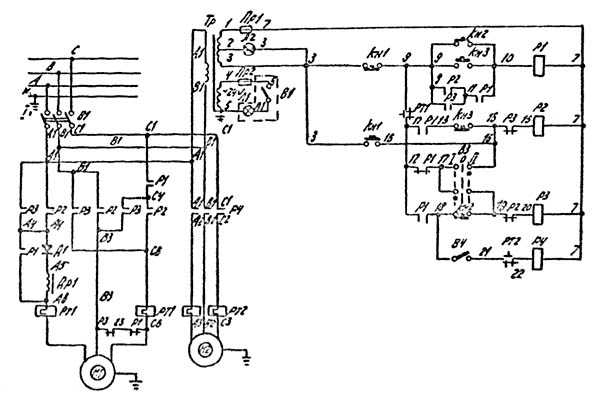
Электрическая схема вертикально-сверлильного станка 2н125л
Схема электрическая вертикально-сверлильного станка 2Н125Л. Скачать в увеличенном масштабе
Электрооборудование вертикально-сверлильного станка 2Н125Л
На станке установлен короткозамкнутый асинхронный электродвигатель. На станке могут применяться следующие величины напряжения переменного тока частотой 50 или 60 Гц:
- силовая цепь 220, 380, 440 В
- цепь управления 110 В
- цепь местного освещения 24 В
- цепь сигнализации 24 В
Установочный чертеж вертикально-сверлильного станка 2Н125Л
Установочный чертеж вертикально-сверлильного станка 2н125л
Технические характеристики станка 2Н125Л
| Наименование параметра | 2Н125 | 2Н125Л | 2Н135 | 2Н150 |
|---|---|---|---|---|
| Основные параметры станка | ||||
| Наибольший диаметр сверления в стали 45, мм | 25 | 25 | 35 | 50 |
| Наименьшее и наибольшее расстояние от торца шпинделя до стола, мм | 60..700 | 0..700 | 30..750 | 0..800 |
| Наименьшее и наибольшее расстояние от торца шпинделя до плиты, мм | 690..1060 | 845..1060 | 700..1120 | 700..1250 |
| Расстояние от оси вертикального шпинделя до направляющих стойки (вылет), мм | 250 | 250 | 300 | 350 |
| Рабочий стол | ||||
| Максимальная нагрузка на стол (по центру), кг | ||||
| Размеры рабочей поверхности стола, мм | 400 х 450 | Ø400 | 450 х 500 | 500 х 560 |
| Число Т-образных пазов Размеры Т-образных пазов | 3 | 3 | 3 | 3 |
| Наибольшее вертикальное перемещение стола (ось Z), мм | 270 | 525 | 300 | 360 |
| Перемещение стола на один оборот рукоятки, мм | 1,75 | |||
| Шпиндель | ||||
| Наибольшее перемещение (установочное) шпиндельной головки, мм | 170 | 250 | 170 | 250 |
| Наибольшее перемещение (ход) шпинделя, мм | 200 | 150 | 250 | 300 |
| Перемещение шпинделя на одно деление лимба, мм | 1,0 | 1,0 | 1,0 | 1,0 |
| Перемещение шпинделя на один оборот маховичка-рукоятки, мм | 122,46 | 122,46 | 131,68 | |
| Частота вращения шпинделя, об/мин | 45..2000 | 90..1400 | 31,5..1400 | 22,4..1000 |
| Количество скоростей шпинделя | 12 | 9 | 12 | 12 |
| Наибольший допустимый крутящий момент, Нм | 250 | 88 | 400 | 800 |
| Конус шпинделя | Морзе 3 | Морзе 3 | Морзе 4 | Морзе 5 |
| Механика станка | ||||
| Число ступеней рабочих подач | 9 | 3 | 9 | 12 |
| Пределы вертикальных рабочих подач на один оборот шпинделя, мм | 0,1..1,6 | 0,1; 0,2; 0,3 | 0,1..1,6 | 0,05..2,24 |
| Управление циклами работы | Ручное | Ручное | Ручное | Ручное |
| Наибольшая допустимая сила подачи, кН | 9 | 5,6 | 15 | 23,5 |
| Динамическое торможение шпинделя | Есть | Есть | Есть | Есть |
| Привод | ||||
| Электродвигатель привода главного движения, кВт | 2,2 | 1,5 | 4,0 | 7,5 |
| Электронасос охлаждающей жидкости Тип | Х14-22М | ПА-22 | Х14-22М | Х14-22М |
| Габарит станка | ||||
| Габариты станка, мм | 2350 х 785 х 915 | 770 х 786 х 2235 | 2535 х 825 х 1030 | 2930 х 890 х 1355 |
| Масса станка, кг | 880 | 620 | 1200 | 1870 |
Связанные ссылки
Каталог справочник сверлильных металлорежущих станков
Паспорта к сверлильным металлорежущим станкам и оборудованию
Справочник деревообрабатывающих станков
Купить каталог, справочник, базу данных: Прайс-лист информационных изданий
stanki-katalog.ru
Сверлильный станок 2н125 – описание и характеристики
Поиск идеального инструмента – это всегда непростая задача для профессионала. А если при покупке, помимо всего прочего, нужно уложиться в определенный бюджет, то и вовсе спектр возможных приобретений значительно сужается. В данной статье мы поговорим о сверлильных станках, в частности, о детище отечественного Стерлитамакского завода – агрегате 2н125.
Этот станок рассчитан на мелкосерийное или единичное производство и способен справиться с такими задачами, как сверление и рассверливание, зенкерование, развертывание и многое другое. Данная модель была спроектирована и впервые введена в эксплуатацию еще в середине прошлого века, однако надежность, обеспеченная простотой конструкции и качеством материалов, до сих пор возглавляет список преимуществ вертикально-сверлильных станков 2н125.
При этом технике свойственны такие плюсы как доступность (постсоветское оборудование всегда отличалось небольшой себестоимостью) и простота обслуживания. Другой вопрос, может ли конкурировать эта техника с западными аналогами по параметрам удобства в эксплуатации, безопасности и точности.
В общем, чтобы опытные мастера и любители, посещающие наш портал, получили максимально объективное представление о данной модели, рассмотрим подробнее сферу ее применения и технические характеристики.
Где используется?
Как и знаменитый агрегат 2Н135 модель 2Н125 рассчитана на невысокие объемы производства. Техника идеально подойдет как для установки в небольшом мелкосерийном цеху, так и для работы в бытовых условиях. Сверлильный станок 2н125 имеет условный диаметр сверления 25 миллиметров. С его помощью можно не только сверлить и рассверливать отверстия, но также выполнять ряд других операций.
При этом оператор станка может самостоятельно выбирать частоту оборотов и режим подачи шпинделя, что позволяет оптимально задействовать ресурсы техники для выполнения конкретной задачи. Станок способен работать с самыми разными отверстиями и материалами максимально эффективно, что также стоит отметить как преимущество модели. Оборудование относится к категории размещения 4 в соответствии с ГОСТ 15150-69.

Поскольку возраст этой модели составляет уже не одно десятилетие, было бы дико, если бы столь популярная техника за все время своего существования не подверглась бы ни единой модификации. В этом плане производитель позаботился об удовлетворении самых специфичных потребностей мастера, предложив несколько возможных вариаций сверлильного станка 2н125
Вариации и конкуренты
Поскольку возможных типов отверстий существует огромное множество, было бы логично применять для получения некоторых наиболее специфичных особую технику. На основе базовой конструкции 2н125 отечественными инженерами были созданы следующие модификации популярного станка:
- Оборудование со встроенным автоматизированным управлением 2Н125А.
- Координатный агрегат с рабочим столом крестового типа 2Н125К.
- Однопозиционный агрегат 2Н125С, рассчитанный на работу с многошпиндельными головками.
- 2Н125Н – многопозиционный аналог модели 2Н125С.
- 2Н125Ф2 – усовершенствованный станок с числовым программным управлением, револьверной головкой, крестовым столом и другими дополнительными опциями.
Разумеется, не только в России производится сверлильное оборудование. Другие страны также достаточно активно покоряют этот рынок. Именно поэтому было справедливо представить список моделей-аналогов, которые во многом совпадают с вертикально-сверлильным станком 2н125 в технико-эксплуатационном плане. Среди них отдельно выделим китайский агрегат Z4025-2 и белорусскую модель 2Т125.
Эксплуатационные особенности 2н125
Данный станок способен легко справиться с теми задачами, которые не под силу настольным сверлильным агрегатам. Он укомплектован простым и удобным ручным управлением, что делает работу на нем продуктивной и приятной. Также станок оснащен откидным подъемным столом, что можно считать плюсом в пользу эргономичности и функциональности. С помощью дополнительных приспособлений можно также существенно расширить сферу применения этой техники.

Опыт многих мастеров показывает, что 2н125 очень удобен для обработки деталей с небольшими габаритами и массой. Именно для этих целей техника подходит идеально. При этом мастер может быть уверен в неприхотливости самого агрегата. Практика десятилетий показывает, что стабильное обслуживание этих станков позволяет работать на нем очень долго без серьезных поломок.
Станок 2н125 отличается жесткостью, отменной прочностью основных рабочих механизмов и достойными показателями мощности. Он предлагает оператору огромный диапазон скоростей и вариантов подачи сверла на заготовку. При этом техника может работать вместе с инструментом, изготовленным из высокопрочных сплавов.
Электрореверс позволяет получать качественную резьбу при ручном контроле метчика. Вертикально-сверлильный станок 2н125 автоматически выключается в случае достижения сверлом нужной глубины. Механизм контроля глубины сверления одновременно выполняет функцию предохранителя, который не дает возможность спровоцировать поломку при повышенных нагрузках.
Технические характеристики 2н125 выглядят следующим образом:
- Максимальный диаметр сверления – 25 мм;
- Габариты стола – 400х450 мм;
- Установочное перемещение головки – 170 мм;
- Предельный ход стола – 270 мм;
- Масса станка – 880 кг;
- Габариты — 915х785х2350 мм.
Выводы
Если для выполнения поставленных задач обыкновенный настольный станок не подходит, то можно обратить внимание на модель 2н125. Этот компактный агрегат отечественного производства имеет три основных плюса, которые делают его покупку весьма рациональной. Это – низкая цена, долгий срок службы и при этом высокая производительность. Если эти преимущества для вас приоритетны, то покупка станка 2н125 не разочарует вас.

Рекомендуем почитать
prostostanok.ru
Вертикально-сверлильный станок 2н125
Наибольший диаметр обрабатываемого отверстия в заготовке из стали — 25 мм. Мощность двигателя = 2,8 кВт; КПД станка n = 0,8. Частота вращения шпинделя, мин-1= 45; 63; 90; 125; 180; 250; 355; 500; 710; 1000; 1400; 2000. Подача, мм/об: 0,1; 0,14; 0,2; 0,28; 0,4; 0,56; 0,8; 1,12; 1,6. Максимальная осевая сила резания, допускаемая механизмом подачи станка, Р = 900 кгс 9000 Н.
Зубофрезерный станок 53а50
Наибольший наружный диаметр нарезаемого колеса 500 мм. Наибольший модуль нарезаемого колеса 8 мм. Мощность двигателя Nд = 8 кВт; КПД станка n = 0,65. Частота вращения шпинделя, мин-1; 40; 50; 63; 80; 100; 125; 160; 200; 240; 315; 405. Вертикальная подача суппорта (фрезы) за один оборот заготовки, мм/об: 0,75; 0,92; 1,1; 1,4; 1,7; 2,0; 2,2; 2,5; 2,8; 3,1; 3,4; 3,7; 4,0; 5,1; 6,2; 7,5. Радиальная подача, мм/об: 0,22; 0,27; 0,33; 0,4; 0,48; 0,55; 0,66; 0,75; 0,84; 1,0; 1,2; 1,53; 1,8; 2,25.
Круглошлифовальный станок 3м131
Наибольшие диаметр и длина шлифуемой поверхности: 280X700 мм. Мощность двигателя шлифовальной бабки Nд = 7,5 кВт; КПД станка n = 0,8. Частота вращения круга, мин-1: 1112 и 1285. Частота вращения обрабатываемой заготовки, мин-1: 40—400 (регулируется бесступенчато). Скорость продольного хода стола 50— 5000 мм/мин (регулируется бесступенчато). Периодическая поперечная подача шлифовального круга 0,002—0,1 мм/ход стола (регулируется бесступенчато). Непрерывная подача для врезного шлифования 0.1-4.5 мм/мин. Размеры шлифовального круга (нового): Dm= 600 мм; В = 63 мм.
Остальные марки оборудования (включая загрузочные и бункерные устройства, накопители, контрольно-измерительные устройства, манипуляторы и т.п.) приведены в приложение 1.
3.7 Применяемый измерительный инструмент
Штангенциркуль ШЦ-I – штангенциркуль с двусторонним расположением губок для измерения наружных и внутренних размеров и с линейкой для измерения глубин.
Диапазон измерений, мм: 0 – 125. Цена деления, мм: 0.1. Класс точности: 1. Степень точности данного штангенциркуля позволяет измерять 3, 4, 5 и 10 поверхности вала.
Рисунок 25. Штангенциркуль ШЦ-I
Штангенциркуль ШЦ-3-4000 0,1мм губки 150мм предназначены для измерения наружных и внутренних размеров. Этот штангенциркуль III типа – с односторонним расположением губок. Диапазон измерений, мм: 0 – 4000. Цена деления, мм: 0.1. Класс точности: 1. Степень точности данного штангенциркуля позволяет измерять 3, 4, 5 и 10 поверхности вала, а так же общую длину вала.
Рисунок 26. Штангенциркуль ШЦ-III-4000
Микрометр МК 25-50 предназначен для измерения наружных размеров изделий. Измерительные поверхности микрометра оснащены твердым сплавом. Диапазон измерений 25 – 50 мм, цена деления 0.01 мм. Данным микрометром производим контроль размеров 2, 7 и 11 поверхностей.

Рисунок 27. Микрометр МК 25-50
МИКРОМЕТР МЗ 25-50 предназначены для измерения длины общей нормали зубчатых колес с модулем от 1 мм. Микрометры с верхним пределом диапазона измерения 50 мм и более укомплектованы установочной мерой-концевой плоскопараллельной мерой длины. Номинальный диаметр измерительных поверхностей пятки и измерительной губки не менее 24 мм. Допускается изготовление пятки со срезанной измерительной поверхностью. Данным микрометром проверяем размер общей нормали.
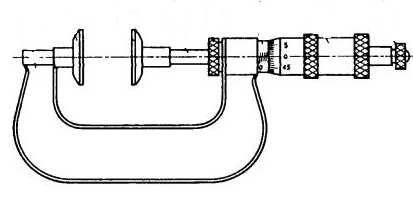
Рисунок 28. Микрометр МЗ 25-50
Схема измерения 4 поверхности штангенциркулем представлена на рисунке 26.
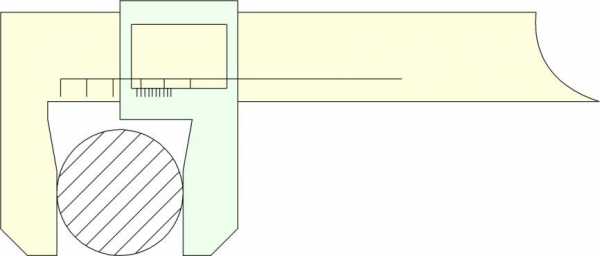
Рисунок 29. Схема измерения штангенциркулем
Схема измерения 7 поверхности микрометром представлена на рисунке 26.
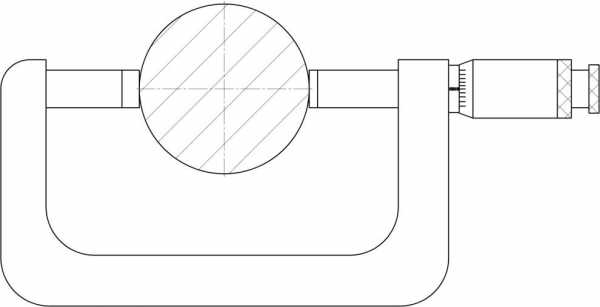
Рисунок 30. Схема измерения микрометром
Так как вал выпускается серийно, необходимо использовать контрольно измерительный инструмент, это калибр-скоба и резьбовой калибр. Калибром-скобой контролируем размер 2 и 7 поверхностей, резьбовым калибром – производим контроль резьбы. На рисунке 31 представлена калибр-скоба, на рисунке 32 резьбовой калибр.
Рисунок 31. Калибр скоба.
Рисунок 32. Резьбовой калибр-пробка.
studfiles.net
Вертикально-сверлильный станок 2Н125Л: устройство,схемы, характеристики
Кинематическая схема вертикально-сверлильного станка 2Н125Л
Коробка скоростей вертикально-сверлильного станка 2Н125Л
Коробка скоростей предназначена для сообщения шпинделю 9 различных скоростей, за счет перемещения двух подвижных блоков. Подшипники валов коробки скоростей станка размешены в верхней 1 и нижней 2 плитах, которые стягиваются между собой стяжками 3.
Механизм коробки скоростей приводится во вращательное движение от электродвигателя через эластичную предохранительную муфту и зубчатую передачу.
Вал 4 имеет форму гильзы, шлицевое отверстие передает вращательное движение шпиндельной бабки станка.
Переключение подвижных блоков шестерен осуществляется с помощью одной рукоятки, которая имеет три фиксированных положения по окружности и вдоль оси.
Ручка 6 размещена на лицевой поверхности сверлильной головки, через шестерню 7 и круговую рейку 8 осуществляет перемещение 2 штанг 9 и 10, на котором размещены вилки переключения подвижных блоков.
Коробка подач вертикально-сверлильного станка 2Н125Л
Коробка подач сверлильного станка расположена в отдельном литом корпусе 1 и состоит из трехвалового механизма.
Вращение коробки подач станка осуществляется через шестерни 5, расположенные на гильзе 4 коробки скоростей.
На первом валу коробки подач сидит подвижная тройчатка 3. С помощью нее подается 3 автоматические подачи на шпиндельную бабку.
Переключение подвижных блоков осуществляется ручкой 4, которая с помощью шестерен 5 перемещает вилку 6, которая в свою очередь переключает подвижные блоки.
Фиксация подвижного блока шестерен производится с помощью фиксации ручки 4 и шарикового фиксатора, расположенного в вилке 6. На выходном валу коробки подач станка установлена шестерня 7, передающая крутящий момент червяку механизма подач.
Сверлильная головка вертикально-сверлильного станка 2Н125Л
Сверлильная головка сверлильного станка представляет собой чугунный корпус, в котором смонтированы все основные узла оборудования: коробка подач, скоростей, шпиндельная бабка и механизм подач.
Все узлы, кроме механизма подач собираются отдельно и крепятся к сверлильной головке.
Механизм подач состоит из:
- Червячной передачи;
- Вала с реечной шестерней;
- Лимба со связанными с ним деталями, рукоятки, кулачковые и храповые обгонные муфты.
Механизм подач предназначен для выполнения различных функций, а именно:
- Ручной подвод режущего инструмента к детали;
- Включения и выключение рабочей подачи;
- Ручное опережение подачи инструмента;
- Ручной отвод шпиндельной бабки вверх.
Техническая характеристика вертикально-сверлильного станка 2Н125Л
| Основные параметры | 2Н125Л |
|---|---|
| Наибольший диаметр сверления, мм | 25 |
| Размер конуса шпинделя | Морзе 3 |
| Наибольший ход шпинделя, мм | 150 |
| Вылет шпинделя, мм | 250 |
| Диаметр рабочей поверхности стола, мм | 400 |
| Длина обработанной поверхности плиты, мм | 435 |
| Ширина обработанной поверхности плиты, мм | 560 |
| Наибольшее вертикальное перемещение стола, мм | 525 |
| Перемещение стола за 1 оборот рукоятки, мм | 1,75 |
| Наибольшее перемещение сверлильной головки, мм | 215 |
| Цена деления лимба, мм | 1 |
| Вес станка,кг | 670 |
www.metalstanki.com.ua