Как пользоваться делительной головкой:таблица,расчет,настройка
Устройство и принцип работы делительной головки
Чтобы разобраться, как работает делительная головка, нужно знать, из чего она состоит. В основу ее входит корпус №4, который закрепляется на столе станка. Также у нее имеется шпиндель №11, который ставится на подшипниках №13, №10 и головке №3. Червяк №12 приводит в движение червячное колесо №8. Он связан с маховиком №1. Рукоятка №2 служит для закрепления шпинделя, а следовательно и червячного колеса. Она связана с прижимной шайбой №9. Червячное колесо и червяк могут выполнять только поворот шпинделя, а погрешность их работы ни как не влияет на общую точность.
В эксцентрической втулке посажен один из концов валика, что позволяет опускать вниз их вместе. Если расцепить колесо шпинделя и червяка, то можно произвести поворот головки шпинделя. Внутри корпуса располагается стеклянный диск №7, который жестко закрепляется на шпинделе №11. Диск расчерчен шкалой на 360 градусов.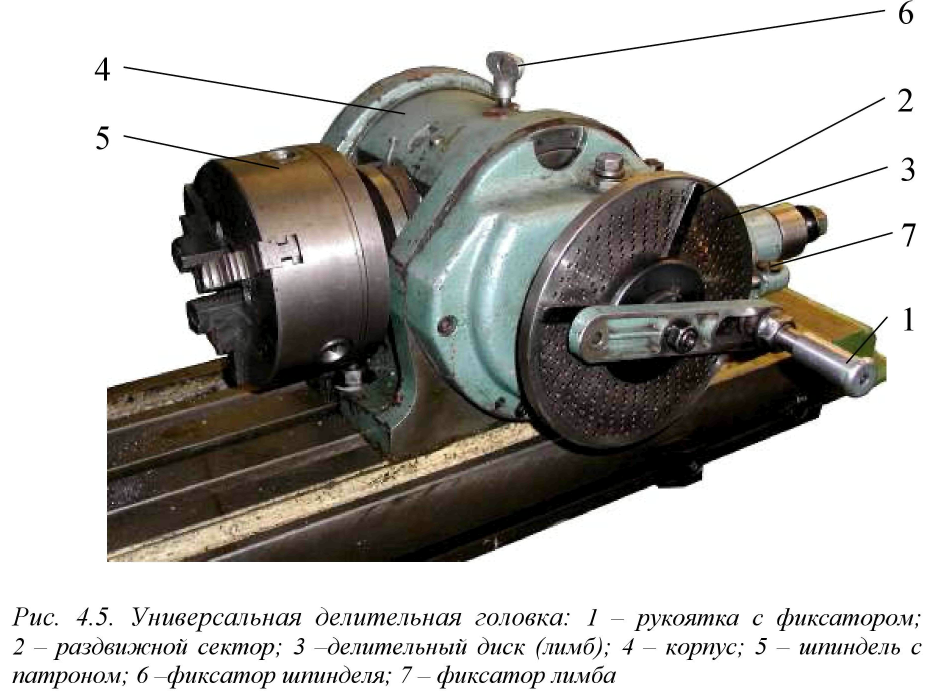
Порядок выполнения работ
Когда операция выполняется непосредственным способом, то сначала отключается из зацепа червячная передача, для чего достаточно только повернуть рукоять управления до соответствующего упора. После этого следует освободить фиксатор, останавливающий лимб. Поворот шпинделя осуществляется от патрона или от детали, которая подвергается обработке, что позволяет поставить устройство под нужным углом. Угол поворота определяется при помощи нониуса, что расположен на лимбе. Завершается операция закреплением шпинделя при помощи зажима.
Когда операция выполняется простым способом, то здесь сначала нужно зафиксировать делительный диск в одном положении. Основные операции производятся при помощи рукоятки фиксатора. Поворот рассчитывается согласно отверстиям, сделанным на делительном диске. Для фиксации конструкции имеется специальный стержень.
Когда операция выполняется дифференциальным способом, то первым делом нужно проверить плавность поворота шестерней, что установлены на самой головке. После этого следует произвести отключение стопора диска. Порядок настраивания здесь полностью совпадает с порядком настраивания при простом способе. Основные рабочие операции выполняются только при горизонтальном положении шпинделя.
Таблица делений для делительной головки
| Количество частей деления | Количество оборотов ручки | Количество отсчитываемых отверстий | Общее количество отверстий |
|---|---|---|---|
| 2 | 20 | ||
| 3 | 13 | 11 | 33 |
| 4 | 13 | 9 | 39 |
| 5 | 13 | 13 | 39 |
| 6 | 19 | ||
| 7 | 8 | ||
| 8 | 6 | 22 | 33 |
| 9 | 6 | 20 |
Универсальная делительная головка для фрезерного станка УДГ:фото,видео
УДГ для фрезерного станка применяется для таких операций как:
- Установка оси детали, которую нужно расположить под определенным углом к столу станка;
- Периодическое проворачивание заготовки по оси, которое также требуется совершать под определенным заданным углом;
- Непрерывное вращение детали во время нарезания винтовых зубьев или канавок;
- Периодическое вращение детали вокруг оси, чтобы добиться деления на равные части.


Для такого приспособления, как делительная головка ГОСТ зависит от степени точности. Для девятой степени применяется 1.643-72, а для седьмой и восьмой – 1.758-72.
Преимущества УДГ
Головка УДГ обладает следующим рядом преимуществ:
- С ее помощью можно производить действительно широкий спектр операций, так как данное приспособление значительно расширяет функциональную способность фрезерных станков;
- Обрабатывать заготовки можно практически в любом положении относительно вертикальной оси;
- Широкий спектр работы с деталями различных размеров;
- Относительно низкая стоимость делает ее доступной для частного применения;
- УДГ проста в установке и управлении.
Классификация УДГ
Универсальная делительная головка уже является своеобразным видом этих инструментов, так как существуют еще упрощенные и оптические разновидности. Но в свою очередь она подразделяется еще на несколько подвидов.
- УДГ 100 – данный инструмент является одним из наименьших в серии, так как максимальный обрабатываемый диаметр заготовки у него составляет всего 100 мм;
- УДГ 125 – не многим больше предыдущего, так как здесь максимальный диаметр составляет 125 мм, но он тоже относится к мелким инструментам;
- УДГ 320 – эта головка является более распространенной, так как она имеет диапазон обрабатываемых диаметров шире остальных, при этом она более массивная (тяжелее от минимальной примерной в 4 раза) и дорогостоящая;
- УДГ 400 – одна из самых массивных и больших головок в серии, она применяется для обработки наиболее крупных заготовок.
фото:универсальная делительная головка УДГ 125
фото:Универсальная делительная головка УДГ 320
фото:Универсальная делительная головка УДГ 400
Многие параметры, в основном кроме физических, в линейке остаются одинаковыми, так как все это соответствует одному типу и целям применения, несмотря на значительные различия в размерах.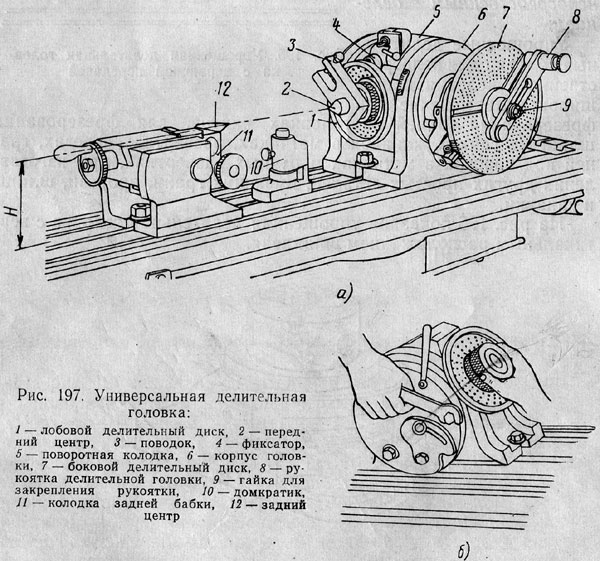 Таким образом, серия выделяется среди остальных изделий и лишний раз подтверждает свое универсальное направление и легкость в использовании при различных операциях.
Таким образом, серия выделяется среди остальных изделий и лишний раз подтверждает свое универсальное направление и легкость в использовании при различных операциях.
Основные технические характеристики УДГ
| Тип головки | УДГ 125 | УДГ 160 | УДГ 250 | УДГ 320 | УДГ 400 |
|---|---|---|---|---|---|
| Максимальный диаметр обрабатываемой заготовки, мм | 125 | 100 | 250 | 320 | 400 |
| 20,2 | 14,9 | 26,5 | 38,2 | 38,2 | |
| Передаточное отношение червячной пары | 1 к 40 | 1 к 40 | 1 к 40 | 1 к 40 | 1 к 40 |
| Диаметр сменных колес | 20 х f9 | 20 х f9 | 20 х f9 | 32 х f9 | 32 х f9 |
| Цена деления лимба непосредственного деления,° | 15 | ||||
| Ширина шпонок, мм | 14 | 12 | 18 | 18 | 22 |
| Диаметр трехкулачкового патрона, мм | 125 | 100 | 160 | 160 | 200 |
| Габариты основания инструмента, мм | 260 х 180 | 260 х 180 | 260 х 180 | 290 х 234 | 290 х 234 |
| Масса, кг | 28 | 25 | 53,6 | 101 | 106 |
Деление окружности
Работа для точной обработки неразрывно связана с расчетами, которые необходимо производить перед тем, как приступать к непосредственному выполнению операций. Сам расчет делается просто, так как в нем участвует всего несколько исходных данных, некоторые из которых берутся из таблицы или рассчитываются самостоятельно. Для этого требуется знать диаметр делимой окружности и коэффициент. Для разделения окружности на равные части нужно умножить диаметр на коэффициент, который рассчитывается в зависимости от количества частей. Для этого нужно поделить 360, количество градусов в окружности, на итоговую сумму частей, на которые нужно разделить. После этого следует взять синус полученного угла, который и будет тем самым необходимым коэффициентом для расчета.
Сам расчет делается просто, так как в нем участвует всего несколько исходных данных, некоторые из которых берутся из таблицы или рассчитываются самостоятельно. Для этого требуется знать диаметр делимой окружности и коэффициент. Для разделения окружности на равные части нужно умножить диаметр на коэффициент, который рассчитывается в зависимости от количества частей. Для этого нужно поделить 360, количество градусов в окружности, на итоговую сумму частей, на которые нужно разделить. После этого следует взять синус полученного угла, который и будет тем самым необходимым коэффициентом для расчета.
Выбор делительной головки УДГ
Когд
Делительная головка для фрезерного станка своими руками
Содержание статьи:
Увеличение функциональных возможностей производственного оборудования возможно после установки делительной головки. Она необходима для производства сложных деталей и заготовок. Зачастую этот компонент входит в комплектацию по умолчанию. Если же он отсутствует – необходимо правильно подобрать оптимальную модель.
Если же он отсутствует – необходимо правильно подобрать оптимальную модель.
Назначение делительной головки
Делительная головка
Для формирования детали нужной формы может потребоваться ее смещение относительно оси станка. Сделать это можно с помощью делительной головки. Она может быть как отдельной частью конструкции, так и ее составляющей.
Компонент крепится на станине оборудования. У него предусмотрены различные варианты фиксации изделия, которые зависят от типа насадки. Регулировка положения происходит с помощью нескольких рукоятей и диска. На последнем расположены отверстия, которые фиксируют положение делительного компонента.
Подобный инструмент может понадобиться для выполнения следующих процессов:
- фрезерование канавок на поверхности. Для этого не понадобится большая точность. Важно контролировать глубину и ширину заготовки;
- формирование граней на деталях. Это актуально для нестандартных гаек, инструментов, хвостовиков. Операция требует высокой точности;
- фрезерование шлицев и пазов. Нередко для этого необходимы существенные смещения заготовки. Поэтому следует выбирать модели делительного диска с минимальным показателем погрешности.
 Нередко для этого необходимы существенные смещения заготовки. Поэтому следует выбирать модели делительного диска с минимальным показателем погрешности.
Нередко для этого необходимы существенные смещения заготовки. Поэтому следует выбирать модели делительного диска с минимальным показателем погрешности.Для увеличения скорости выполнения работы деталь не должна постоянно демонтироваться. Изменение ее положения относительно фрезы станка происходит с помощью вышеописанного инструмента. Особую сложность представляет собой формирование винтовых канавок. Эту операцию можно выполнить только с помощью точной модели.
Перед приобретением делительной головки для конкретного типа оборудования необходимо проверить ее совместимость со станком. Любая самостоятельная переделка монтажной части может отразиться на качестве продукции.
Виды делительной головки
Многофункциональная делительная головка
Учитывая специфику применения, следует детально ознакомиться с типами и общей классификацией делительных головок. Они являются обязательными для универсальных фрезерных станков. Комплектация горизонтально-фрезерных выполняется только при надобности выполнения сложных работ.
Прежде всего необходимо определиться с типов проводимых работ на станке. Особое внимание уделяется точности их реализации. Следующим параметром является сложность и точность настройки оборудования для эксплуатации. В зависимости от этих факторов можно выбрать модели с высокой точностью, и допустимыми показателями погрешности. В некоторых случаях подобное устройство делают самостоятельно.
Существует следующая классификация фрезерных делительных головок:
- простые. Особенностью является несложная настойка и легкость управления. Основным компонентом является шпиндель, на который с одной стороны крепится заготовка, а вторая соединена со специальным диском (лимбом). На поверхности последнего нанесены отверстия (от 2-х до 24-х). С их помощью происходите смещение детали относительно оси фрезерования;
- комбинированные. Управление происходит с помощью рукоятки. Чем больше число нажатий – тем значительнее удаление центральной оси заготовки от режущего инструмента. Применяется для изготовления сложных деталей;
- универсальные. Представляют собой сложный технологический комплекс, настройка которого выполняется как с помощью числа переключения рукояти, так и при движении самого диска. Это осуществляется системой зубчатых колес. Этот тип ДГ называют дифференциальными.
 Применяется для изготовления сложных деталей;
Применяется для изготовления сложных деталей;Также рекомендуется ознакомиться с принятой маркировкой. Она поможет определить оптимальную модель, узнать ее параметры. В качестве примера можно рассмотреть расшифровку наименования УДГ-40-Д250:
- УДГ. Это обозначение устройства – Универсальная Делительная Головка;
- 40 – значение передаточного числа. Оно показывает, за какое количество оборотов ручки шпиндель развернется на 360°;
- Д250 – максимально допустимый размер обрабатываемой заготовки.
Модели класса УДГ чаще всего применяются для формирования сложных кромок и поверхностей. Они изготавливаются по индивидуальному заказу или являются компонентами универсальных фрезерных станков.
Редко встречающиеся оптические виды имеют маркировку ОДГ-5, где 5 – цена одного деления в секундах.
Технические характеристики УДГ
| Головка | УДГ 400 | УДГ 320 | УДГ 250 | УДГ 160 | УДГ 125 |
| Диаметр заготовки, мм | 400 | 320 | 250 | 160 | 125 |
| Червячная пара | 1 к 40 | 1 к 40 | 1 к 40 | 1 к 40 | 1 к 40 |
| Диаметр сменных колес | 32 x f9 | 32 x f9 | 20 x f9 | 20 x f9 | 20 x f9 |
| Диаметр шпинделя, мм | 38,2 | 38,2 | 26,5 | 14,9 | 20,2 |
| Цена деления лимба | 15 | 15 | 15 | 15 | 15 |
| Диаметр патрона, мм | 200 | 160 | 160 | 100 | 125 |
| Ширина шпонок, мм | 22 | 18 | 18 | 12 | 14 |
| Масса, кг | 106 | 101 | 536,6 | 25 | 28 |
Расчетная таблица делений
| Части деления | Количество оборотов | Отсчитываемые отверстия | Всего отверстий |
| 2 | 20 | — | — |
| 3 | 13 | 11 | 33 |
| 4 | 13 | 9 | 39 |
| 5 | 13 | 13 | 39 |
| 6 | 19 | — | — |
| 7 | 8 | — | — |
| 8 | 6 | 22 | 33 |
| 9 | 6 | 20 | 30 |
| 10 | 6 | 26 | 39 |
| 11 | 5 | 35 | 49 |
| 12 | 5 | 15 | 21 |
| 13 | 5 | — | — |
| 14 | 4 | 24 | 54 |
| 15 | 4 | — | — |
| 16 | 3 | 10 | 30 |
| 17 | 3 | 3 | 39 |
| 18 | 2 | 42 | 49 |
| 19 | 2 | 18 | 21 |
| 20 | 2 | 22 | 33 |
| 21 | 2 | 20 | 30 |
| 22 | 2 | 28 | 39 |
Самостоятельное изготовление
Самодельная делительная головка
Одним из недостатков заводских моделей является их высокая стоимость. Поэтому для выполнения несложных операций изготавливается самодельная конструкция. Для практической реализации потребуются определенные компоненты.
Поэтому для выполнения несложных операций изготавливается самодельная конструкция. Для практической реализации потребуются определенные компоненты.
В первую очередь потребуется червячный редуктор. Его можно подобрать из б/у станков или выточить самостоятельно. Также необходимо использовать токарный патрон (оптимальный диаметр- 65 мм) и лимб. Последний можно взять из старых чертежных кульманов. Для ограничения обработки рекомендуется установить стопорящий винт.
Прежде чем приступить к изготовлению деталей, необходимо выполнить настройку делителя. Для этого можно взять любую стандартную деталь и выточить какую-либо фигуру. После сравнения ее с аналогичной, выполняется дополнительная юстировка.
Возможности универсальной ДГ показаны в видеоматериале:
Способы деления заготовок при помощи универсальных делительных головок
Существуют три способа деления заготовок с помощью универсальных делительных головок: непосредственный, простой и дифференциальный.

Способ непосредственного деления. Он применяется в тех случаях, когда требуется большая точность отсчета поворота заготовки. Деление производится поворотом шпинделя делительной головки вместе с лобовым делительным диском, а отсчет угла поворота осуществляется с помощью отверстий на тыльной стороне диска относительно фиксатора или по градусной шкале. Так как лобовой делительный диск имеет 24 отверстия, то заготовку можно разделить на 2, 3, 4, 6, 8, 12, 24 части. При делении по градусной шкале точность отсчета по лимбу несколько ниже (до 5′), так как цена деления нониуса соответствует пяти минутам.
При делении заготовки на z частей угол поворота шпинделя а определяется по формуле
где z — заданное число делений.
С каждым поворотом шпинделя головки к отсчету, соответствующему положению шпинделя до поворота, следует прибавить величину а.
Перед делением рукояткой 16 (см. рис. 122, б) необходимо вывести червяк из зацепления с червячным колесом, фиксатор из отверстия лобового делительного диска и повернуть шпиндель вместе с заготовкой от руки на необходимое число делений или заданный угол.
Если на чертеже задан центральный угол между осями обрабатываемых канавок, то угол поворота шпинделя равен этому углу,
В случае, когда задан угол между гранями обрабатываемых поверхностей, угол поворота шпинделя после обработки первой поверхности определяется по формуле
где р — угол между гранями.
Способ простого деления. Сущность этого способа состоит в том, что поворот шпинделя с закрепленной заготовкой осуществляется за счет поворота рукоятки с фиксатором относительно отверстий неподвижного бокового делительного диска через червячную передачу. Так как передаточное отношение зубчатых колес, связывающих вал приводной планки рукоятки с фиксатором и однозаходним червяком, равно единице, а червячное колесо, неподвижно закрепленное на шпинделе, имеет 40 зубьев, то при повороте рукоятки на один полный оборот червячное колесо повернется на один зуб или на 1/40 оборота. Следовательно, чтобы шпиндель сделал один полный оборот, необходимо повернуть рукоятку сорок раз.
Число оборотов рукоятки, которые необходимо сделать, чтобы шпиндель делительной головки повернулся на один оборот, называется характеристикой делительной головки.
Все делительные головки отечественного производства имеют характеристику, равную 40.
При простом методе деления число оборотов рукоятки, выбор ряда отверстий на боковом делительном диске и числа делений между ними определяются по формуле
где n — число оборотов рукоятки относительно бокового делительного диска; N — характеристика делительной головки; z — число делений, на которое необходимо разделить заготовку,-
Пример 1. На цилиндрической заготовке требуется фрезеровать три равномерно расположенных канавки. Определить число оборотов рукоятки для поворота заготовки при фрезеровании каждой канавки.
Решение:
Для поворота заготовки на 1/3 часть окружности необходимо повернуть рукоятку относительно бокового делительного диска на 13 полных оборотов и дополнительно на 1/3 оборота.
 Для этого на боковом делительном диске надо выбрать определенный ряд отверстий, кратных трем. Для этого умножим числитель и знаменатель дроби на такое число, чтобы в результате в знаменателе получилось число, равное количеству отверстий в одном из рядов на делительном диске, например, на 10. После умножения получим
Для этого на боковом делительном диске надо выбрать определенный ряд отверстий, кратных трем. Для этого умножим числитель и знаменатель дроби на такое число, чтобы в результате в знаменателе получилось число, равное количеству отверстий в одном из рядов на делительном диске, например, на 10. После умножения получимСледовательно, после фрезерования каждой канавки рукоятку необходимо повернуть на 13 полных оборотов и 10 промежутков между отверстиями по окружности с числом отверстий 30.
Для удобства отсчета применяют раздвижной сектор. Линейки сектора устанавливают так, чтобы между ними было число делений по выбранной окружности, найденное по формуле (18).
При установке сектора в рабочее положение надо ввести стержень фиксатора в одно из отверстий выбранной окружности бокового делительного диска, например, в отверстие А (см. рис. 122, в). Освободить винт 18, соединяющий линейки сектора 14, подвести одну из линеек скосом к стержню фиксатора. Отсчитать число делений по выбранной окружности и подвести к последнему отверстию Б скос второй линейки и скрепить их снова винтом.
После обработки поверхности детали при данном положении фиксатора следует повернуть рукоятку по часовой стрелке на расчетное число оборотов, ввести фиксатор в отверстие Б и повернуть линейки сектора в том же направлении до соприкосновения скоса линейки с фиксатором. (Сектор в новом положении показан пунктиром.)
Чтобы не допустить ошибки при отсчетах вследствие наличия зазоров (люфтов) в зубчатой и червячной передачах, вращение рукоятки надо производить только в одном направлении. Если рукоятка все же случайно была повернута дальше требуемого отверстия, ее необходимо, возвратить в обратном направлении на угол, несколько больший величины люфта (примерно на половину оборота), и вновь повернуть в прежнем направлении до соответствующего отверстия.
Пример 2. Определить число оборотов рукоятки, выбрать число отверстий на делительном диске и число делений при фрезеровании зубчатого колеса с числом зубьев z=45.
Решение:
Деление заготовки на равные части при заданных центральных углах способом простого деления.
 Для этого необходимо сначала определить число делений по формуле
Для этого необходимо сначала определить число делений по формулегде а — центральный угол, заданный чертежом.
Подставив значение г в формулу n = N/z, получим формулу определения числа оборотов рукоятки при заданных значениях угла поворота заготовки способом простого деления, т. е.
Из этой формулы видно, что для поворота заготовки на 1° рукоятку относительно бокового делительного диска надо повернуть на 1/9 часть оборота. Удобнее это делать по окружности диска с числом отверстий 54.
Пример 3. На цилиндрической заготовке требуется фрезеровать две канавки с центральным углом между осями 30°. Определить число оборотов рукоятки.
Решение:
Деление заготовки на неравные части. Расчет углов поворота производится также способом простого деления по формуле (19), но для удобства отсчета и избежания ошибок предварительно составляют таблицу поворота рукоятки относительно бокового делительного диска после фрезерования каждой канавки.
Пример 4. На круглой заготовке требуется фрезеровать четыре канавки с неравномерным шагом по окружности с центральными углами, равными 85, 90, 95 и 90°. Определить число оборотов рукоятки для поворота заготовки на за данные углы.
Решение: Первую канавку фрезеруют произвольно при положении штифта рукоятки в одном из отверстий диска с 54-я отверстиями.
Для поворота заготовки на 85 ° число оборотов рукоятки
для поворота заготовки на 90 ° число оборотов рукоятки
для поворота заготовки на 95 ° число оборотов рукоятки
Способ дифференциального деления. В практике не всегда удается разделить окружность на заданное число частей рассмотренными выше способами. Так, деление окружности на число частей свыше 42, не кратное числу отверстий на боковом делительном диске, нельзя делить способом простого деления. В этом случае необходимо применить иной дифференциальный способ деления. Сущность его состоит в том, что отсчет поворота заготовки на необходимую часть окружности производится поворотом рукоятки УДГ относительно отверстий вращающегося бокового делительного диска.

Вращение боковому делительному диску в этом случае передается от шпинделя через гитару со сменными колесами и через конические колеса 22 (см. рис. 122, г), одно из которых закреплено на валу механического привода вращения шпинделя, второе соединено неподвижно с боковым делительным диском. На рис. 123 приведена кинематическая схема универсальной делительной головки, настроенной на дифференциальное деление, Колесо гитары z1 всегда крепится на шейке шпиндельного валика 2, вставленного в коническое отверстие заднего конца шпинделя, а колесо z4 — на шейке вала 1 механического привода шпинделя. Между этими колесами на передвижных пальцах гитары могут быть установлены одно или два промежуточных колеса.
В зависимости от передаточного отношения сменных колес гитары частота вращения делительного диска будет не одинаковой, а с изменением количества промежуточных колес это вращение может или совпадать с направлением поворота рукоятки или быть направлено в противоположную сторону. Следовательно, при вращении рукоятки относительно отверстий бокового делительного диска действительный поворот рукоятки будет больше или меньше видимого поворота по делительному диску.
При выполнении дифференциального деления боковой делительный диск следует освободить от зажима, а шпиндель установить в строго горизонтальное положение. Кроме этого, необходимо рассчитать число оборотов рукоятки, установить требуемую окружность с определенным числом отверстий делительного диска, число делений, передаточное отношение сменных зубчатых колес, число их зубьев и направление вращения диска.
Число оборотов рукоятки определяется по формуле
где N — характеристика делительной головки; х — условное число, ближайшее к заданному, на которое можно разделить методом простого деления.
Передаточное отношение сменных колес гитары рассчитывается по формуле
где z — число, на которое надо разделить заготовку.
По передаточному отношению определяют число зубьев колес гитары.
К делительным головкам прилагается комплект зубчатых колес с числом зубьев: 25 (2 шт.), 30, 35, 40, 50, 55, 60, 70, 80, 90, 100.
Направление вращения бокового делительного диска зависит от величины принятого условного числа х. При положительном значении передаточного отношения, т. е. когда x>z, направление вращения диска и рукоятки должно совпадать. При отрицательном значении передаточного отношения (xz — в одну пару колес с одним промежуточным колесом z0 (рис. 124, б) или в две пары без промежуточного колеса (рис. 124, в). При x
При положительном значении передаточного отношения, т. е. когда x>z, направление вращения диска и рукоятки должно совпадать. При отрицательном значении передаточного отношения (xz — в одну пару колес с одним промежуточным колесом z0 (рис. 124, б) или в две пары без промежуточного колеса (рис. 124, в). При x
Назначение, область использования делительных головок — Студопедия
При обработке зубьев, шлицев, пазов, нарезании винтовых канавок и других операциях на фрезерных станках часто применяют делительные головки. Делительные головки, как приспособления, используют на консольных универсально-фрезерных и широкоуниверсальных станках. По принципу деления головки подразделяются на лимбовые и безлимбовые, оптические и с диском для непосредственного деления.
Простые делительные головки (безлимбовые) применяют для непосредственного деления окружности вращения обрабатываемой заготовки. Делительный диск у таких головок закреплен на шпинделе головки и имеет деления в виде шлицев или отверстий (в количестве 12, 24 и 30) для защелки фиксатора. Диски с 12-ю отверстиями позволяют делить один оборот заготовки на 2, 3, 4, 6, 12 частей, с 24 отверстиями — на 2, 3, 4, 6, 8, 12, 24 части, а с 30 отверстиями — на 2, 3, 5, 6, 15, 30 частей. Специально изготовленные делительные диски головки могут быть использованы и для других чисел деления, в том числе и для деления на неравные части.
Диски с 12-ю отверстиями позволяют делить один оборот заготовки на 2, 3, 4, 6, 12 частей, с 24 отверстиями — на 2, 3, 4, 6, 8, 12, 24 части, а с 30 отверстиями — на 2, 3, 5, 6, 15, 30 частей. Специально изготовленные делительные диски головки могут быть использованы и для других чисел деления, в том числе и для деления на неравные части.
Универсальные лимбовые делительные головки применяют для установки обрабатываемой заготовки под требуемым углом относительно стола станка, ее поворота вокруг своей оси на определенные углы, сообщения заготовке непрерывного вращения при фрезеровании винтовых канавок.
В отечественной промышленности на консольных универсально-фрезерных станках применяют универсальные делительные головки типа УДГ .
На широкоуниверсальных инструментальных фрезерных станках используют делительные головки конструктивно отличающиеся от делительных головок типа УДГ (они снабжены хоботом для установки заднего центра и, кроме того, имеют некоторое отличие в кинематической схеме). Настройка головок обоих типов производится идентично.
Настройка головок обоих типов производится идентично.
Лимбовая универсальная делительная головка
Шпиндель лимбовой универсальной делительной головки периодически поворачивают вращением рукоятки через червячную передачу, расположенную в корпусе. Рукоятку поворачивают на нужный угол, который устанавливают с помощью лимба, имеющего несколько рядов отверстий, равномерно расположенных на концентрических окружностях. Фиксатор можно вставлять в любое из этих отверстий. Заднюю бабку применяют для работы в центрах. Деталь можно крепить также в патроне, который навертывают на резьбовой конец шпинделя.
Рисунок 2- Универсальная делительная головка УДГ:
1 –заготовка; 2 – головка; 3 – рукоятка; 4 – диск; 5 – отверстие; вспомогательный диск; 7 –фреза; 8 – бабка.
Способы наладки УДГ
Применяют следующие способы наладки универсальных делительных головок: для простого деления, для дифференциального деления и на нарезание винтовых канавок.
Способ простого деления заключается в том, что, вращая рукоятку, поворачивают шпиндель на заданный угол.
Рисунок 3 – Настройка УДГ на простое деление
Уравнение кинематического баланса для определения числа оборотов рукоятки составляют из условия, что за п оборотов рукоятки шпиндель должен повернуться на оборота, где z — число частей, на которое требуется разделить окружность Расчетные перемещения:
п об. рукоятки – об. шпинделя.
Уравнение кинематического баланса: п·1· , откуда п = zо/z·Z.
Для выпускаемых делительных головок число заходов червяка Z = 1 и в большинстве случаев число зубьев червячного колеса z0 = 40, тогда п =
Величину, обратную передаточному отношению червячной пары, называют характеристикой делительной головки и обозначают буквой N. Следовательно, N = z0 и п =
Следовательно, N = z0 и п =
Для поворота рукоятки на нужное число оборотов, выраженное смешанным числом или дробью, головки снабжены делительными дисками .
При z < N п = ,
где А — число целых (полных) оборотов рукоятки;
b — число шагов (расстояние между соседними отверстиями) ряда отверстий, на которое должна быть повернута (дополнительно к А целым оборотам) рукоятка ;
а — число отверстий в одном из рядов отверстий делительного диска.
При простом делении делительный диск остается неподвижным; его крепят специальной защелкой к корпусу головки.
Во избежание ошибок при сравнительно больших отсчетах делительный диск имеет раздвижной сектор, состоящий из двух раздвижных ножек, которые служат для фиксации определенного угла поворота.
For ex:
Требуется на заготовке зубчатого колеса нарезать 37 зубьев. Число оборотов рукоятки головки
n = оборота.
Для фрезерования 37 зубьев на такой заготовке нужно взять диск, на котором имеется делительный круг с 37 отверстиями. Рукоятку устанавливают напротив ряда в 37 отверстий и после фрезерования каждой впадины поворачивают на один полный оборот и три отверстия. Для деления удобно пользоваться раздвижным сектором.
Рукоятку устанавливают напротив ряда в 37 отверстий и после фрезерования каждой впадины поворачивают на один полный оборот и три отверстия. Для деления удобно пользоваться раздвижным сектором.
Сектор устанавливают в следующем порядке; с помощью отвертки освобождают винт, скрепляющий ножки сектора, раздвигают ножки сектора так, чтобы между ними было три отверстия и одно отверстие, занимаемое штифтом рукоятки, а затем винт закрепляют.
После каждого деления ножки сектора передвигают до упора в штифт рукоятки. В отверстии сектора имеется пружинка, которая удерживает ножки от произвольного смещения во время деления.
Способ дифференциального деления применяют в тех случаях, когда простое деление осуществить невозможно, т. е. когда нельзя подобрать диск с нужным для простого деления числом отверстий.
Метод дифференциального деления заключается в следующем. Требуемый поворот шпинделя делительной головки получается как совокупность двух поворотов: поворота рукоятки относительно делительного диска и поворота самого делительного диска, которому это движение сообщается принудительно от шпинделя делительной головки через сменные зубчатые колеса гитары.
При дифференциальном делении делительный диск следует освободить, вынув стопорящий его фиксатор. В зависимости от наладки делительный диск может вращаться в ту же сторону, что и рукоятка, или в противоположную. Следовательно, действительный поворот рукоятки будет больше или меньше видимого ее поворота по делительному диску.
Рисунок 4 – Настройка УДГ на дифференциальное деление
Число оборотов рукоятки головки настраивают так же, как при простом делении, но не на требуемое число делений z, а на близкое к нему число делений z ф, которое позволяет подобрать диск с нужным для деления на zф частей числом отверстий. Погрешность такой наладки компенсируется наладкой дифференциальной гитары. Так как действительный поворот рукоятки состоит из поворота рукоятки относительно лимба и поворота самого лимба, то уравнение кинематического баланса для определения передаточного отношения дифференциальной гитары будет иметь вид
где – число оборотов рукоятки относительно лимба;
– число оборотов лимба.
Сумма, взятая в скобки, выражает действительное число оборотов, которое нужно сделать рукояткой, при дифференциальном делении.
Из приведенной формулы можно определить передаточное отношение сменных зубчатых колес дифференциальной гитары:
или
Удобнее принимать z ф > z , так как в этом случае лимб должен вращаться в сторону вращения рукоятки, и поэтому не надо ставить в гитару дополнительное паразитное зубчатое колесо (z ф может быть любое составное число, по абсолютной величине близкое к z , и лучше, если оно будет делиться на z ).
For ex:
Требуется нарезать зубчатое колесо, имеющее 227 зубьев. Нужно подобрать сменные колеса гитары, делительный диск и определить число оборотов рукоятки.
Пусть z ф = 220. Тогда число оборотов рукоятки головки при простом делении
n =
Выбирают делительный диск, имеющий окружность с 66 отверстиями, и устанавливают ножки раздвижного сектора на 12 отверстий этой окружности (считая первым отверстие, расположенное рядом с отверстием, занятым защелкой рукоятки).
Передаточное отношение сменных колес гитары
=
Так как передаточное отношение получилось отрицательным, то в гитару необходимо ввести паразитное колесо.
Проверочный расчёт на зацепление зубьев гитары:
Наладка на фрезерование спиральных канавок. При фрезеровании винтовых (спиральных) канавок заготовке сообщается сложное винтовое движение, состоящее из поступательного прямолинейного (вдоль ее оси) и вращательного (вокруг той же оси). Поступательное движение заготовка получает вместе со столом, а вращательное от ходового винта стола станка через сменные зубчатые колеса. Стол станка при фрезеровании винтовых канавок поворачивают по отношению к оси шпинделя на угол ω, равный углу наклона винтовой канавки, При нарезании левой винтовой канавки стол поворачивают на угол ω по часовой стрелке, а при нарезании правой винтовой канавки — против часовой стрелки.
Угол поворота стола
ω = arctg , где
D — диаметр обрабатываемой заготовки;
Рр — шаг винтовой канавки,
Если винтовая линия задана углом подъема α, то стол необходимо повернуть на угол 90° — α.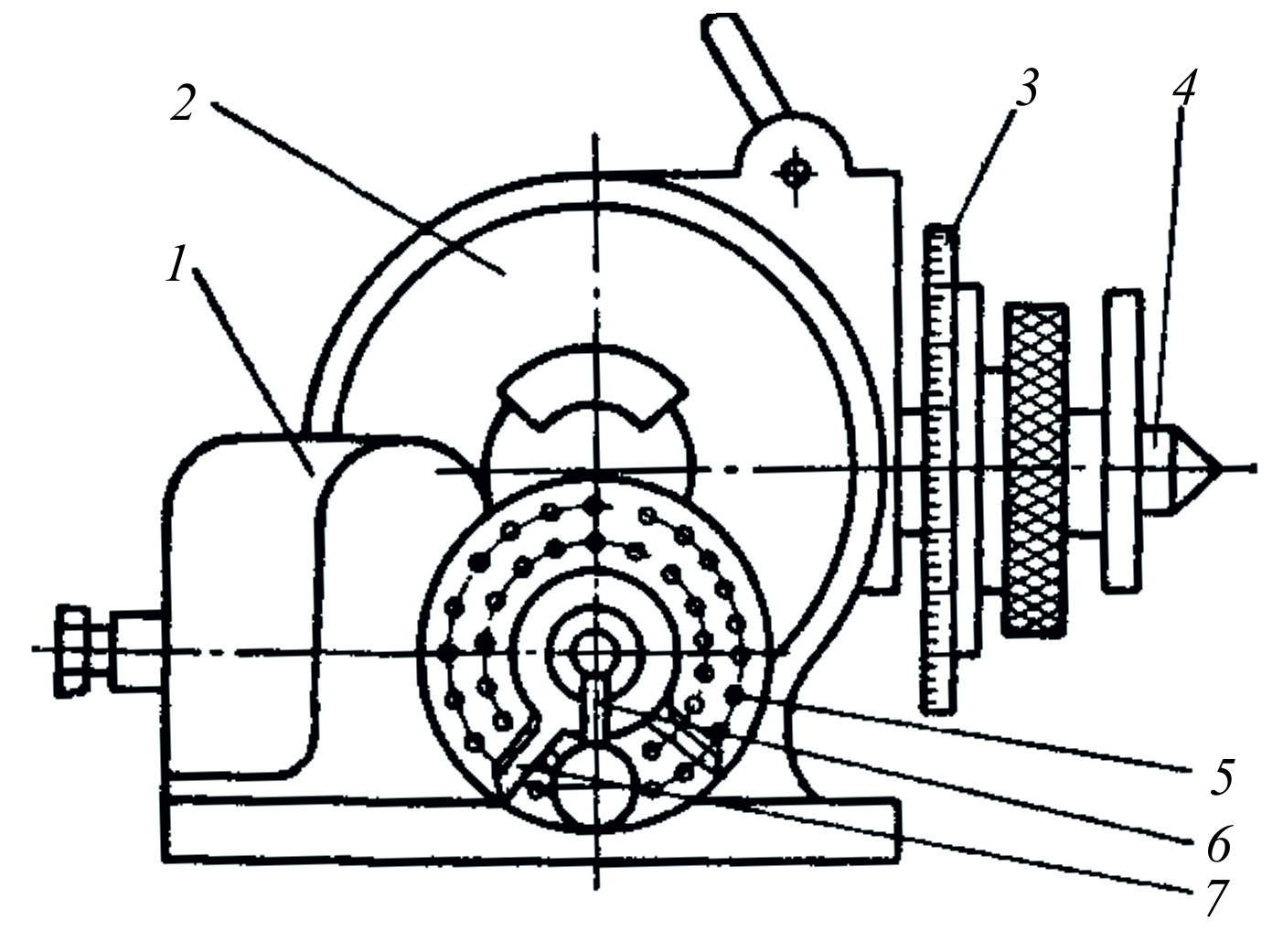 Медленное вращение шпинделю делительной головки передается от продольного ходового винта станка по кинематической цепи.
Медленное вращение шпинделю делительной головки передается от продольного ходового винта станка по кинематической цепи.
Уравнение кинематического баланса этой цепи для наладки гитары сменных колес составляют из условия, что за один оборот заготовки стол станка переместится на шаг Рр нарезаемой канавки:
С учетом того, что Z = 1, имеем
=
где Рх. в — шаг ходового винта стола станка, мм.
Рисунок 5 – Настройка УДГ на нарезание винтовых канавок
Рисунок 6- Схема фрезерования винтовых канавок:
1 – делительная головка; 2 – заготовка; 3 – дисковая фреза; 4 – задняя бабка; 5, 8 – центры; 6 – стол; 7 – поворотная плита; ω – угол поворота стола.
Контрольные вопросы.
1 Какие делительные приспособления применяются с фрезерными станками?
2 Для чего предназначены делительные головки?
3 Какие виды делений используют в делительных головках?
Лабораторная работа № 3 «Расчёт настройки фрезерного станка и универсальной делительной головки на фрезерование зубьев и винтовых канавок»
ПЛАН УРОКА:
1 Ознакомление с правилами техники безопасности.
2 Ознакомление с целью работы и порядком её выполнения.
3 Изучение устройства механизмов отсчёта делительной головки, методику их наладки.
4 Получить индивидуальное задание.
5 Рассчитать настройку УДГ на фрезерование Z 1 канавок.
6 Рассчитать настройку УДГ на фрезерование Z 2 зубьев.
ЗАДАНИЕ НА ДОМ: закончить расчёты, оформить схемы настройки,
УДГ-100 (УДГ Н-100) Универсальная делительная головка Схемы, описание, характеристики
Сведения о производителе делительных головок УДГ-100 (УДГ Н-100)
Разработчиком и изготовителем делительных головок УДГ-100 (УДГ Н-100) до 1990 года было Ленинградское оптико-механическое объединение ЛОМО.
В настоящее время производство и реализацию универсальных делительных головок УДГ-160 (УДГ-Д-160), УДГ-200 (УДГ-Д-200), УДГ-250 (УДГ-Д-250), УДГ-320 (УДГ-Д-320) осуществляет Производственная компания “Делга”, которая была основана в 1990 году на базе – ОАО “ЛОМО”.
Продукция, выпускаемая Ленинградским оптико-механическим объединением ЛОМО
УДГ-100 (УДГ Н-100) головка универсальная делительная. Назначение, область применения
Универсальная делительная головка УДГ Н-100 лимбовая, с ручным приводом предназначается для различных фрезерных, зубофрезерных, расточных, сверлильных, разметочных и других работ, связанных с поворотом детали на заданную величину.
Делительные головки УДГ Н-100 позволяют делить окружность на любое число частей до 400 и на некоторые числа свыше 400.
Обработку деталей с помощью делительной головки УДГ Н-100 можно производить в центрах, патроне или на шпиндельной оправке.
Фото универсальной делительной головки УДГ 100
Фото универсальной делительной головки УДГ 100. Смотреть в увеличенном масштабе
Фото универсальной делительной головки УДГ 100
Фото универсальной делительной головки УДГ 100. Смотреть в увеличенном масштабе
Смотреть в увеличенном масштабе
Фото универсальной делительной головки УДГ 100
Фото универсальной делительной головки УДГ 100. Смотреть в увеличенном масштабе
Фото универсальной делительной головки УДГ 100
Фото универсальной делительной головки УДГ 100. Смотреть в увеличенном масштабе
Фото универсальной делительной головки УДГ 100
Фото универсальной делительной головки УДГ 100. Смотреть в увеличенном масштабе
Фото универсальной делительной головки УДГ 100
Фото универсальной делительной головки УДГ 100. Смотреть в увеличенном масштабе
Кинематическая схема универсальной делительной головки показана на рис. 1.
Кинематическая схема универсальной делительной головки УДГ 100
Кинематическая схема универсальной делительной головки УДГ 100. Смотреть в увеличенном масштабе
Кинематическая схема универсальной делительной головки УДГ 100
При простом делении вращение шпинделю 1 передается от рукоятки-фиксатора 2 делительного диска 3 через цилиндрические шестерни 4, 5, вал 6, червяк 7 и червячную шестерню 8, сидящую на шпинделе.
При дифференциальном делении угол поворота шпинделя определяется величиной поворота рукоятки-фиксатора относительно делительного диска и величиной поворота самого диска, который получает вращение от шпинделя через сменные шестерни 9 гитары 10. Для передачи вращения от шпинделя сменным шестерням гитары применяется оправка 11, на цилиндрической шейке которой устанавливается сменная шестерня 12.
При нарезании спирали шпиндель получает вращение от ходового винта фрезерного станка через сменные шестерни гитары, пару конических шестерен 13, на котором установлен корпус 20. Корпус лежит на цапфах и может поворачиваться в вертикальной плоскости; максимальный угол поворота корпуса вниз 5° вверх 95°. Отсчет углов поворота производится по шкале 21 и нониусу 22. В требуемом положении корпус закрепляется стяжными полудугами 23 (рис. 3) при помощи гаек 24.
Шпиндель делительной головки — полый; переднее отверстие его, расточенное на конус Морзе, служит для установки центра или шпиндельной оправки, в заднее коническое отверстие вставляется оправка для дифференциального деления. Передний конец шпинделя имеет резьбу для крепления планшайбы с самоцентрирующим патроном. На шпинделе с помощью шпонки закреплены червячная шестерня и тормозное кольцо.
Передний конец шпинделя имеет резьбу для крепления планшайбы с самоцентрирующим патроном. На шпинделе с помощью шпонки закреплены червячная шестерня и тормозное кольцо.
В требуемом положении шпиндель закрепляется зажимом, состоящим из винта, рукоятки 25, пальца и латунного вкладыша. При повороте рукоятки по часовой стрелке палец и вкладыш перемещаются и нажимают тормозное кольцо, которого плотно надето на шпиндель.
В результате шпиндель застопоривается. При вращении рукоятки против часовой стрелки зажим ослабляется и шпиндель можно свободно повернуть.
В зацеплении с червячной шестерней находится однозаходный червяк. Червячный валик помещен в ванночку, расположенную о нижней части корпуса делительной головки и вращается в двух подшипниках. К передней стенке ванночки винтами прикреплена колодка с плунжером, в который входит конец эксцентричного валика с рукояткой 26. При повороте валика на 180° ванночка с червяком опускается и червяк выключается из зацепления с червячной шестерней. Поворот эксцентричного валика ограничивается шайбой и фиксируется шариком с пружиной. Перемещения червячного валика в продольном направлении ограничены торцами цапфы 27 (рис. 2). в которые упираются с одной стороны торец валика, с другой — гайка, закрепленная на валике винтом.
Поворот эксцентричного валика ограничивается шайбой и фиксируется шариком с пружиной. Перемещения червячного валика в продольном направлении ограничены торцами цапфы 27 (рис. 2). в которые упираются с одной стороны торец валика, с другой — гайка, закрепленная на валике винтом.
В фланцевой коробке, прикрепленной винтами к корпусу делительной головки, расположены валик, пара цилиндрических и пара конических шестерен, посредством которых вращение передается валику червяка. На втулке одной из конических шестерен установлен делительный диск 3 с шестнадцатью рядами отверстий. На конце валика укреплена рукоятка-фиксатор 2. Для быстрого отсчета требуемого количества отверстии на диске имеется раздвижной сектор 28. От самопроизвольного поворота делительный диск удерживается стопором на кронштейне 29.
Для определения угла поворота шпинделя служит лимб непосредственного деления 30 с нониусом 31. Лимб укреплен на переднем конце шпинделя и проградуирован на 360°. Нониус укреплен на кронштейне 32.
Для правильной установки делительной головки на столе фрезерного станка в нижней части ее основания имеется паз, в котором винтами крепятся два направляющих сухаря. Выступающими частями сухари входят в паз стола, тем самым обеспечивается параллельность оси шпинделя оси стола. Делительная головка крепится двумя Т-образными болтами с гайками.
Конструкция делительной головки УДГ Н-100 отличается от конструкции делительных головок УДГ Н-135 и УДГ Н-160 следующим: основание цельное: корпус смонтирован на шейках боковых крышек, стянутых болтами; шпиндель стопорится введением клина в распорные кольца; червяк включается эксцентриковой втулкой, делительный диск с промежуточным валом наклонен к опорной плоскости основания Задняя бабка служит для крепления обрабатываемой детали. Центр бабки можно перемещать в горизонтальном и вертикальном направлениях.
В основании 33 расположен корпус 34, который штифтом соединен с рейкой. Вращая головку зубчатого валика, можно перемещать корпус вверх и поворачивать относительно оси штифта. В требуемом положении задняя бабка крепится на столе станка с помощью болтов и гаек.
В требуемом положении задняя бабка крепится на столе станка с помощью болтов и гаек.
Пиноль 35 перемещается вращением маховичка 36 и зажимается гайкой 37.
На опорной плоскости основания имеются два направляющих сухаря, выверенных относительно оси пиноли. Сухари обеспечивают совпадение центров делительной головки и задней бабки при их установке на стол станка.
Люнет служит дополнительной опорой при обработке длинных и тонких деталей. Он состоит из корпуса 38, в котором расположен винт, перемещающийся с помощью гайки 39. Винт имеет призматическую головку 40. с помощью стопорного винта 41 ее можно закреплять на требуемой высоте.
Задняя стойка для делительной головки УДГ Н-100 поставляется по особому заказу и применяется при фрезеровании конических разверток и деталей с конусной поверхностью. Корпус с пинолью можно перемещать в вертикальной и горизонтальной плоскостях. Пиноль в корпусе перемещается по оси с помощью маховичка 42 (рис. 4) и закрепляется винтом 43. Перемещение корпуса с пинолью по стойке производится с помощью маховичка 44, угол поворота корпуса определяется по лимбу, в нужном положении корпус закрепляется гайкой 45.
Перемещение корпуса с пинолью по стойке производится с помощью маховичка 44, угол поворота корпуса определяется по лимбу, в нужном положении корпус закрепляется гайкой 45.
Распаковка и установка делительной головки
Общий вид универсальной делительной головки УДГ 100
Установка универсальной делительной головки УДГ 100
При распаковке делительной головки нужно соблюдать осторожность.
После распаковки нужно бензином удалить антикоррозийную смазку, осмотреть и проверить узлы схемы управления, смазать все трущиеся части (согласно табл. 1 для делительных головок УДГ Н-135 и Н-160 и табл. 2 для делительной головки УДГ Н-100) маслом индустриальное «20» (ГОСТ 1707—51) и в дальнейшем смазывать их ежедневно.
Сменные шестерни и пальцы гитар смазывают при настройке на дифференциальное деление или при фрезеровании спиральных канавок. При развороте корпуса делительной головки, т. е. при установке шпинделя под углом, условия смазки червячной пары ухудшаются, поэтому в процессе работы ее нужно смазывать чаще.
Для установки делительной головки на станок необходимо:
1. Очистить от грязи стол станка и опорные плоскости делительной головки и задней бабаки.
2. Закрепить делительную головку в среднем пазу стола с правой стороны.
3. С помощью индикатора или рейсмуса проверить по горизонтальной и вертикальной образующим оправки параллельность шпинделя делительной головки столу станка.
4. Закрепить заднюю бабку в положении, соответствующем длине обрабатываемой детали.
5. Выровнять центр задней бабки по центру делительной головки.
6. Установить фрезу по оси делительной головки и задней бабки.
7. Установить рукоятку-фиксатор на требуемую окружность делительного диска.
8. Установить сектор на требуемое количество отверстий (промежутков).
9. Освободить зажим шпинделя.
10. Смазать делительную головку и заднюю бабку маслом.
11. При работе с трехкулачковым патроном привернуть его к планшайбе тремя прилагаемыми к нему винтами.
Методика работы с делительной головкой УДГ Н-100
Схема управления универсальной делительной головки УДГ 100
Для работы с универсальной делительной головкой необходимо прежде всего усвоить схему управления (рис. 4. 5). объяснение которой дано в табл. 3.
1. Регулировка зацепления червячной пары в делительных головках УДГ Н-135 и УДГ H-160
Зазор, образовавшийся вследствие износа червячной пары, может явиться источником погрешности при работе с делительной головкой. Поэтому важно своевременно производить регулировку зацепления червячной
При образовании зазора в осевом направлении необходимо поворотом рукоятки 26 (рис. 6) выключить червяк из зацепления с червячной шестерней, ослабить стопорный винт 54 и подтянуть гайку до полного устранения зазора, затем вновь закрепить гайку стопорным винтом и включить червяк в зацепление с шестерней.
Проверка регулировки производится небольшим поворотом шпинделя в обе стороны. При этом не должны наблюдаться осевые перемещения червяки.
При образовании зазора в зацеплении червячной пары необходимо снять крышку 55, освободить винты 56, затянуть стопоры 57 до устранения зазора, затем затянуть винты и поставить крышку на место.
2. Регулировка зацепления червячной пары в делительной головке УДГ Н-100
Расположение основных узлов универсальной делительной головки УДГ 100
Регулировка зацепления универсальной делительной головки УДГ 100
Для устранения зазора в зацеплении червячной пары необходимо отвинтить гайку 58 (рис. 7), освободить гайку 59 со стопором, поворотом эксцентричной втулки с помощью рукоятки 60 устранить зазор, зафиксировать положение втулки гайкой 59 со стопором и закрепить гайку 58.
Далее, вращая рукоятку-фиксатор 2 (рис. 2), следует убедится в плавности вращения червяка и червячной шестерни.
Для устранения зазора, который может образоваться в осевом направлении, нужно освободить гайку 48 (рис. 5), снять рукоятку-фиксатор 2 (рис. 2), колпачок и подтянуть две гайки.
3. Непосредственное деление
Непосредственное деление применяется при делении окружности в градусном выражении, а также на часто употребляемое число частей, например 3, 4, 6 и т.д.
При делении окружности этим способом необходимо в первую очередь поворотом рукоятки 26 (рис. 3) на 180° выключить червяк из зацепления с червячной шестерней.
Поворот шпинделя осуществляется вращением от руки лимба непосредственного деления ИЛИ патрона После каждой установки на требуемый угол шпиндель необходимо закрепить поворотом рукоятки 25.
При делении на части расчет производят по формуле:
n = 360°/α
где: n — число частей;
α — угол поворота шпинделя.
4. Простое деление
Простое деление окружности на равные и неравные части производится с помощью рукоятки-фиксатора. Величина поворота рукоятки отсчитывается по отверстиям на делительном диске и фиксируется стержнем фиксатора.
Передаточное отношение червячной пары составляет 1:40; отсюда следует, что за один оборот рукоятки-фиксатора шпиндель вместе с обрабатываемой деталью повернется на 1/40 оборота. Следовательно, число оборотов рукоятки-фиксатора
n = 40/z
где z число, на которое требуется разделить обрабатываемую деталь.
Пример 1
Требуется отфрезеровать 4 канавки. Определить число поворотов рукоятки-фиксатора.
n = 40/z = 40/4 =10
Число 10 показывает, что после фрезерования каждой канавки рукоятку-фиксатор нужно повернуть на 10 полных оборотов.
Если при вычислении число оборотов рукоятки-фиксатopa получится дробным, то его необходимо преобразовать таким образом, чтобы знаменатель дроби был равен числу отверстий одной из окружностей на делительном диске.
Пример 2
Требуется нарезать шестерню с числом зубьев 18. определить число оборотов рукоятки-фиксатора.
n = 40/z = 40/18 = 2·(2/9) = 2·(12/54)
Число 2 · (12/54) показывает, что после нарезания каждого зуба рукоятку-фиксатор нужно повернуть на два полных оборота и 12 отверстий на окружности с числом отверстий 54.
Для установки рукоятки-фиксатора на требуемую окружность делительного диска нужно отвернуть гайку 48 (рис. 5), передвинуть рукоятку-фиксатор и вновь закрепить гайку.
Пример 3
Требуется отфрезеровать головку болта, имеющую 6 граней. Определить число оборотов рукоятки-фиксатора.
n = 40/6 = 6·(2/3)
Число 6 · (2/3) показывает, что рукоятку-фиксатор нужно повернуть на 6 полных и (2/3) оборота. Для того чтобы повернуть рукоятку на (2/3) оборота, необходимо подобрать такую окружность на делительном диске, число отверстий которой было бы кратно 3, например, 21, 30, 54. Если взять окружность с 30 отверстиями, то умножая числитель и знаменатель на 10. получим:
n = 40/6 = 6·(2/3)·10/10 = 6·(20/30)
Следовательно, после фрезерования каждой грани болта рукоятку-фиксатор нужно повернуть на 6 полных оборота и 20 отверстий из окружности с числом отверстий 30.
Для удобства отсчетов на делительном диске имеется раздвижной сектор 28 (рис. 2). Установку сектора производят после того, как окружность определена к найдено число отверстий, на которое следует переставить рукоятку-фиксатор.
Сектор состоит из раздвижных линеек 61 (рис. 8), зажимного винта 62 для крепления линеек под требуемым углом и пружины 63, удерживающей сектор от произвольного поворота.
Отсчитывая отверстия между линейками, следует помнить, что их число должно быть на единицу больше числа, полученного при подсчете.
Сектор необходимо поворачивать сразу же после перестановки рукоятки-фиксатора с тем, чтобы он всегда находился в положении для следующего деления.
Подведя рукоятку-фиксатор к требуемому отверстию, следует снять фиксатор с предохранителя и легким постукиванием по рукоятке довести его до отверстия, в которое он войдет под действием пружины.
Если рукоятка-фиксатор переведена дальше требуемого отверстия, ее отводят назад на четверть или полоборота и вновь доводят до соответствующего отверстия Рукоятку-фиксатор следует вращать всегда в одном направлении.
Число оборотов рукоятки-фиксатора для деления на любое число частей от 2 до 51 приведено в табл. 4, для деления на число частей от 51 до 400 – в табл. 5.
Лимбовые универсальные делительные головки удг н-135, удг н-160 и удг н-100
Конструкция делительной головки УДГ н-135
Конструкция делительной головки УДГ н-135. Смотреть в увеличенном масштабе
Конструкция делительной головки УДГ н-100
Конструкция делительной головки УДГ н-100. Смотреть в увеличенном масштабе
Конструкция универсальных делительных головок УДГ Н-135 и УДГ Н-160
Конструкции универсальных делительных головок УДГ Н-135 и УДГ Н-160 аналогичны. Корпус 19 (рис. 18), представляющий собой чугунную отливку, усиленную внутри ребрами жесткости, лежит в расточках основания 33 на цапфах и может быть повернут относительно горизонтальной оси вниз и вверх. При помощи гаек 10 корпус крепится дугами 18, 20 в нужном положении в основании 33. Отсчет производится по градуировке на корпусе и нониусе, укрепленном на стягивающей дуге 20.
Стальной каленый шпиндель 8 установлен в коническом отверстии корпуса и закрывается задней втулкой 9 с помощью упорного шарикового подшипника 7, воспринимающего осевое давление. Шпиндель полый и заканчивается с обеих сторон конусными отверстиями. Наружный конец шпинделя имеет резьбу для навинчивания самоцентрирующего патрона. Передний конус предназначен для установки центра, задний — для крепления оправки при дифференциальном делении. На переднем конце шпинделя неподвижно укреплен лимб 1 непосредственного деления с градуировкой на 360° через каждый градус.
Поворот лимба отсчитывается по нониусу 2, закрепленному на кронштейне 3. На шпиндель насажены и крепятся с помощью шпонок червячное колесо 5 и тормозной диск 6.
Установка червячного колеса шпинделя производится компенсационными кольцами 4, 13, 15. В зацеплении с червячным колесом 5 находится однозаходный червяк, выполненный за одно целое с валиком 32. Червяк помещается в ванночке 34, являющейся одновременно резервуаром для смазки червяка и его опорой. Другой опорой служит качающаяся цапфа 48, закрепленная в корпусе 31.
Осевое перемещение валика червяка ограничено торцами цапфы 48, в которые упираются с одной стороны торец валика 32, а с другой — гайка 49. Чтобы вывести червяк из зацепления с червячным колесом, применено специальное устройство, действие его заключается в следующем. К ванночке 34 винтами 40 прикреплена колодочка 41, в которой находится цилиндрический плунжер 42. В плунжер входит конец эксцентрикового пальца 36. При повороте рукоятки 39 на 180° ванночка опускается и червяк выводится из зацепления с червячным колесом. Поворот эксцентрикового пальца 36 ограничивается штифтом 38, упирающимся в выступ специальной шайбой 37. При обратном повороте эксцентрикового пальца на 180° положение включенного червяка фиксируется подпружиненным шариком 35, который входит в паз шайбы 37.
В процессе работы возникает необходимость стопорения шпинделя для исключения возможных вибраций. Стопорение шпинделя в нужном положении производится зажимом, состоящим из винта рукоятки 44, пальца 45, латунного вкладыша 46, расположенного во втулке 47. При повороте винта рукоятки 44 по часовой стрелке палец 45 и вкладыш 46, перемещаясь, зажмут тормозное кольцо 6, которое плотно надето на шпиндель. В результате этого шпиндель застопорится. При вращении винта рукоятки против часовой стрелки тормозное кольцо освобождается и шпиндель может быть свободно повернут.
К корпусу делительной бабки винтами прикреплена коробка шестерен 31. В ней смонтированы на валике 28 цилиндрическая шестерня 21, которая находится в зацеплении с цилиндрической шестерней 30, насаженной на валик червяка, и коническая шестерня 23, находящаяся в зацеплении с шестерней 22 приводного валика. На наружной ступице конической шестерни 30 закреплен делительный диск 24 с отверстиями, расположенными концентрическими кругами с двух сторон диска. На конце валика 28 закреплена рукоятка 29 с фиксатором 26, который можно передвигать по пазу рукоятки 29 и закреплять гайкой 27 в нужном положении в соответствующем ряду отверстий делительного диска.
На ступице той же конической шестерни имеются раздвижные линейки 25, позволяющие быстро устанавливать необходимое число отверстий на делительном диске в процессе делений. Для передачи вращения шпинделю от фрезерного станка (необходимого при фрезеровании спирали или при выполнении дифференциального деления) имеется дополнительное устройство в виде кронштейна, закрепленного болтами в основании. В расточке кронштейна проходит валик, на одном конце которого крепится коническая шестерня, находящаяся в приводной коробке, а на другом — сменная шестерня из прилагаемого набора.
На правом конце кронштейна имеется цилиндрическая заточка, на которую надевается и крепится гитара. Кронштейн имеет прилив, в нем перемещается зубчатый стопор для стопорения делительного диска при простом делении. Для правильной установки делительной бабки на столе фрезерного станка в нижней части основания имеется паз, в котором винтами крепятся две направляющие шпонки 12 и 16. Своими выступающими частями шпонки входят в паз стола станка, что обеспечивает установку делительной оси шпинделя делительной головки параллельно оси фрезерного станка. Для крепления делительной бабки служат Т-образные станочные болты 11 и 17.
Наличие зазора в делительной червячной паре вследствие износа зубьев может быть источником погрешностей при работе с делительной головкой. Чтобы уменьшить влияние износа, производится регулировка зацепления червячной пары следующим образом. При появлении осевого зазора в зацеплении червяка необходимо поворотом рукоятки 36 (рис. 18) вывести червяк из зацепления с червячным колесом, подтянуть гайку 49 до полного выбора люфта, затем вновь законтрить гайку стопорным винтом и включить червяк в зацепление. Проверка регулировки производится при небольшом повороте шпинделя в обе стороны, при этом не должно быть осевых перемещений червяка. В случае появления радиального зазора в зацеплении червячной пары необходимо повернуть корпус бабки в основании на 180° так, чтобы червяк оказался наверху, затем снять крышку 14 и освободить винты 40, крепящие колодку 41. После этого надо ввернуть стопоры 43 до установления зазора и затянуть винты 40 так, чтобы зацепление не было тугим. Вращением рукоятки проверяется плавность зацепления червяка и червячной шестерни. Следует отметить, что первоначальная точность делительной головки не может быть достигнута регулировкой зацеплений и в случае износа червячной передачи эту точность можно восстановить только путем изготовления точного колеса и червяка.
Конструкция универсальной делительной головки УДГ Н-100
В отличие от рассмотренной конструкции делительных головок УДГ-Н-135 и УДГ-Н-160 головка УДГ-Н-100 (рис. 19) имеет более короткую кинематическую цепь, так как приводная рукоятка непосредственно надета на вал червяка, что должно способствовать получению большой точности деления.
Делительная бабка состоит из неподвижного основания 7, в котором помещены корпус 5 и полый шпиндель 13. Корпус 5 со шпинделем и двумя боковыми фланцами 4 и 6 поворачивается вокруг горизонтальной оси на 90° вверх и на 10° вниз. Отсчет производится по градуировке, нанесенной на поверхности корпуса, и нониусу 22, прикрепленному к неподвижной дуге. Крепление корпуса в требуемом положении производится затягиванием фланцев двумя гайками с помощью стяжных болтов.
Для отсчета непосредственного деления служит нониус 15, укрепленный на кронштейне 16, и градуированный на 360 делений лимб 14, расположенный на шпинделе 13. На шпиндель насажены червячное колесо 18, компенсационные кольца 17, 20 и упорный подшипник 19. Осевые нагрузки шпинделя воспринимаются задней втулкой 21 через упорный подшипник. На переднем конце шпинделя имеется резьба для крепления планшайбы с трехкулачковым патроном.
Шпиндель имеет переднее и заднее конусные отверстия, заднее отверстие предназначено для установки оправки дифференциального деления.
Узел стопорения шпинделя (сечение А—А) выполнен иначе, чем на УДГ-Н-135 и Н-160. При вращении винта рукоятки 28 плунжер 29 разжимает стопорные кольца 27, 30, при этом одно из них прижимается к торцу корпуса, другое — к червячному колесу, и таким образом происходит стопорение шпинделя. В отверстии переднего фланца под углом установлена эксцентриковая втулка 9 с валиком червяка 8. В осевом направлении червяк прижат к торцу втулки 9 гайками 11. При непосредственном делении червяк выводится из зацепления с червячным колесом поворотом эксцентриковой втулки на 90°. На конце валика червяка укреплена рукоятка 12 с пружинным фиксатором 1. Рукоятка имеет паз, что позволяет передвигать ее вместе с фиксатором при настройке деления на любой ряд отверстий делительного диска 2. Делительный диск крепится на конической шестерне 3. Стопорение диска осуществляется стопором 26, помещенным на кронштейне 10. Устройство отсчетных линеек такое же, как на УДГ-Н-135 и Н-160.
Коническая шестерня 3, к которой крепится делительный диск, находится в зацеплении с конической шестерней 23 вала 24 привода движения станка или передачи вращения при дифференциальном делении. Вал конической шестерни с кронштейном 25 крепится к основанию делительной головки тремя винтами.
При образовании у червяка зазора в осевом направлении его необходимо ликвидировать; для этого следует освободить гайку, снять сначала рукоятку с фиксатором 1, а затем колпачок и подтянуть обе гайки 11 (рис. 19).
Для устранения в зацеплении червячной пары радиального зазора (сечение Б—Б), который появляется при длительной эксплуатации головки, необходимо отвинтить гайку 31, освободить гайку со стопором 32, рукояткой 33 повернуть эксцентриковую втулку до ликвидации зазора, зафиксировать положение стопором и гайкой 32 и закрепить гайку 31.
УДГ-100 головка универсальная делительная. Видеоролик.
Технические характеристики головки УДГ Н-100
| Наименование параметра | УДГ Н-100 | УДГ Н-135 | УДГ Н-160 |
|---|---|---|---|
| Основные параметры | |||
| Высота центров, мм | 100 | 135 | 160 |
| Наибольший диаметр обрабатываемой детали, мм | 200 | 270 | 320 |
| Угол поворота шпинделя в вертикальной плоскости вверх от линии центров: не менее, град | 95° | 95° | 95° |
| Угол поворота шпинделя в вертикальной плоскости вниз от линии центров: не менее, град | 5° | 5° | 5° |
| Резьба рабочего конца шпинделя, мм | М39 х 4 | М45 х 4,5 | М64 х 4 |
| Конус шпинделя | Морзе №3 | Морзе №4 | Морзе №5 |
| Диаметр отверстия шпинделя, мм | 20 | 26,5 | 38,2 |
| Диаметр такарного патрона, мм | |||
| Передаточное отношение червячной пары | 1 : 40 | 1 : 40 | 1 : 40 |
| Ширина направляющих шпонок (сухарей), мм | 14 | 14 или 18 | 18 |
| Непосредственное деление (с помощью лобового диска на шпинделе) | |||
| Количество дисков на шпинделе | 1 | 1 | 1 |
| Цена деления лимба непосредственного деления, град | 10° | 10° | 10° |
| Простое деление | |||
| Количество делительных дисков | 1 двусторонний | 1 двусторонний | 1 двусторонний |
| Число отверстий делительного диска | 16,17,19,21 23,29,30,31 | 16,17,19,21 23,29,30,31 | 16,17,19,21 23,29,30,31 |
| Число отверстий делительного диска на другой стороне | 33,37,39,41 43,47,49,54 | 33,37,39,41 43,47,49,54 | 33,37,39,41 43,47,49,54 |
| Дифференциальное деление | |||
| Диапазон деления, включая простые числа | 2..400 | 2..400 | 2..400 |
| Модуль сменных шестерен | 1,5 | 2 | 2 |
| Количество сменных шестерен | 12 | 12 | 12 |
| Число зубъев колес | 25;30;35;40;50;55 60;70;80;90;100 | 25;30;35;40;50;55 60;70;80;90;100 | 25;30;35;40;50;55 60;70;80;90;100 |
| Задняя бабка | |||
| Конус пиноли задней бабки, мм | Морзе № 2 | Морзе № 2 | Морзе № 3 |
| Длина хода пиноли задней бабки, мм | 25 | 35 | 35 |
| Высота подъема пиноли задней бабки, мм | |||
| Габариты и масса делительной головки | |||
| Габаритные размеры основания головки, мм | 140 х 210 | 206 х 210 | 206 х 295 |
| Расстояние от основания головки до торца шпинделя при его вертикальном положении, мм | 214 | 285 | 308 |
| Масса делительной головки, кг | 32 | 40 | 40 |
- Теплицкий Б.М. Мазо Г.И. Делительные механизмы, 1974
- Головки делительные универсальные УДГ Н-100, УДГ Н-135, УДГ Н-160 Инструкция к пользованию, 1970
- Универсальные делительные головки УДГ Д-160, УДГ Д-200, УДГ Д-250, УДГ Д-320, УДГ Д-400 Техническое описание и инструкция по эксплуатации, 1983
- Головка делительная универсальная УДГ-Д-160А Паспорт, (ТУ2-024-4475-75)
Список литературы
Связанные ссылки. Дополнительная информация
Иллюстрированный каталог справочник запасных частей (запчастей) к металлорежущим станкам
Купить каталог, справочник, базу данных: Прайс-лист информационных изданий
Делительная головка
HTML>
Делительная головкаи изготовление одной для вашего токарного станка
Джим Сапп
Использование стандартной делительной головки
Делительная головка – это инструмент, который используется для разделения круга на равные части. Я не говорю о градусах или радианах, поэтому не думайте в этих единицах. Думаю, делений. Вы когда-нибудь пробовали выложить круг, разделенный, скажем, на 37 равных частей? Это щелчок с разделительной головкой.На рисунке ниже показан пример типичного устройства.
В скорлупе гайки делительная головка – это просто шпиндель, на котором установлено прецизионное червячное колесо и снабженный кривошипом, прикрепленным к червячному валу. Рукоятка кривошипа оснащена подпружиненным поршнем, который опускает указательный штифт в отверстия на одинаковом расстоянии в диске, установленном за кривошипом. Шпиндель снабжен средствами для установки патрона или цангового патрона для удержания заготовки. Он также снабжен фиксатором для фиксации шпинделя в нужном положении для повышения жесткости.Эти блоки обычно устанавливаются таким образом, что ось шпинделя может быть наклонена на 90 градусов, чтобы обеспечить дополнительную ось регулировки.
Большинство агрегатов изготавливаются с редукцией червяка 40: 1, так что 40 оборотов кривошипа повернут шпиндель на один полный оборот. Делительная пластина (диск с концентрическими кругами с одинаковыми отверстиями позади кривошипа) обеспечивает удобный положительный указатель для позиционирования кривошипа на 1 / n оборотах кривошипа, где n равно количеству отверстий в диске.Плунжер можно расположить вдоль плеча кривошипа, чтобы выбрать круг отверстий, в который должен входить указательный штифт. Эти делительные пластины обычно взаимозаменяемы, чтобы обеспечить широкий выбор вариантов n, так что один оборот шпинделя можно разделить на большое количество равных частей.
Кривошип оснащен парой секторных рычагов, которые можно регулировать, чтобы указать правильное количество отверстий для любого частичного поворота кривошипа, который вы должны сделать. Это избавляет от необходимости считать отверстия при каждом последующем продвижении шпинделя.
Разделить круг на 40 равных частей довольно просто, поскольку у червячного колеса 40 зубцов – один полный оборот кривошипа равен одной сороковой части круга на шпинделе. Чтобы разделить круг на 20 частей: два оборота рукоятки равны двум 40-м или одной 20-й части круга. Одна четверть оборота кривошипа (или 6 отверстий в индексной окружности из 24 отверстий) будет равна одной 160-й окружности на шпинделе. Вот формула:
оборотов кривошипа = 40 / Н
, где N = желаемое количество равных делений на шпинделе.Уменьшите эту дробь до ее простейшего вида. Используйте любое целое число для обозначения полных оборотов и знаменатель для определения используемой индексной таблички. В последний раз, когда я проверял (только что), обычно поставлялись индексные пластины с этими кругами отверстий: 24, 25, 28, 30, 34, 37, 38, 39, 41, 42, 43, 46, 47, 49, 51, 53 , 54, 57, 58, 59, 62 и 66. Эти круги с отверстиями обычно входят в набор из двух или трех пластин. Конечно, с делительной головкой вы можете сделать свои собственные индексные пластины. Если вы сделаете самодельную делительную головку с числом зубьев червячного колеса, отличным от 40, вам нужно будет определить свои собственные требования к окружности отверстий.Но для следующих примеров предположим, что мы приняли фактический стандарт 40: 1.
Сначала очень простой пример: мы хотим фрезеровать четыре фаски на стороне вала, чтобы квадратный конец соответствовал квадратному отверстию в найденной нами ручке садового шланга, которую мы хотели бы использовать в качестве зажима для наклона на стержне. экваториальная гора. Итак, мы должны разделить окружность вала на 4 части:
40/4 = 10/1 = 10 полных оборотов кривошипа на деление.Не имеет значения, какой круг отверстия мы используем на индексной пластине, так как у нас есть только полные обороты кривошипа для каждого продвижения шпинделя.
Слишком просто? Хорошо, допустим, мы хотим разделить круг на 360 равных частей для установочного круга:
40/360 = 4/36 = 1/9.Возьмите знаменатель 9 и определите, какую из окружностей ваших отверстий он разделит равномерно. Беглый взгляд на наш список показывает, что у нас есть круг с 54 отверстиями, который 9 переходит в 6 раз (9×6 = 54). Таким образом, 6 отверстий в нашей окружности из 54 отверстий равны одной девятой оборота кривошипа, что равняется одной 360-й части окружности шпинделя (9×40 = 360).
Как насчет еще одного? Нам нужно сделать схему отверстий под болты в адаптере, который мы хотим установить на излишек фланца топливопровода космического челнока, который мы выкупили на складе металлолома на основе высоких технологий, который мы собираемся использовать в качестве основы для альт-азимутальной опоры рефрактора. .К сожалению, этот фланец имеет схему расположения болтов с 13 отверстиями; но, к счастью, у нас есть делительная головка, установленная на нашем сверлильном станке или столе фрезерного станка:
40/13 = 3 и 1/13.Другими словами, 3 оборота рукоятки плюс 1/13 оборота на деление. Итак, чтобы продолжить, мы устанавливаем плунжер на нашу окружность из 39 отверстий (3×13 = 39), продвигаем кривошип примерно на один оборот, чтобы устранить люфт в делителе, зажимаем шпиндель, просверливаем первое отверстие, разжимаем шпиндель, поворачиваем провернуть 3 полных оборота плюс 3 отверстия в нашей окружности из 39 отверстий, зажать шпиндель, просверлить второе отверстие, разжать, повернуть 3 оборота плюс 3 отверстия, зажать, просверлить, разжать, 3 оборота плюс 3 отверстия, зажим, сверлить, разжать, провернуть , зажим, сверление, разжатие, кривошип, сверло, разжим, кривошип…
Легко. А вот что посложнее: разделите этот круг на 67 равных частей.
Сдаться? Насколько бы удобна ни была разделительная головка, в некоторых случаях вы просто не можете добраться отсюда без одного или двух объездов по пути. Для таких крутых людей существуют дополнительные методы, такие как составное и дифференциальное индексирование, включающее перемещение кривошипа на несколько отверстий в одном направлении с использованием одного круга отверстий, затем поворот кривошипа на несколько отверстий в другом направлении с использованием другого круга отверстий или даже повернув индексную пластину на определенную величину.Но это выходит за рамки данного обсуждения. Также имеется широкий ассортимент делительных головок, которые включают дополнительное червячное колесо на 100 зубьев между кривошипом и шпинделем. С одним из них возможно деление от 2 до примерно 400 000.
Поворотный стол
– это еще один инструмент для деления окружностей, который в некоторых случаях более универсален, чем делительная головка. Он сконструирован так же, как делительная головка, с прецизионным червяком и колесом, но имеет более плоскую форму и имеет большой стол с прорезями (для прижимных зажимов) вместо зажимного патрона или цанги, а также градуированный циферблат на кривошип вместо круглой таблички, где градусы и минуты могут считываться напрямую или с помощью нониуса.Вместо делений , теперь мы можем думать в градусах , что более просто для многих приложений, которые попадают под руку. Ось вращения оснащена тормозом для фиксации ее положения во время обработки. Многие серийно выпускаемые поворотные столы можно наклонять на бок для операций на 90 градусов, а некоторые из очень дорогих моделей снабжены средствами для их установки под любым углом наклона. Ницца.Когда доходит до дела, любое устройство будет делать большую часть того, что делает другое.
Создание собственного
Если (или когда) вы решите сделать свой собственный делительный аппарат, установка, аналогичная приспособлению для изготовления червячных передач, описанному в моей статье о резке червячных передач, будет хорошей отправной точкой. Сделайте красивый набор червячных передач и установите его на приспособление. Затем вы можете проявить немного изобретательности, чтобы установить червяк с кривошипом и круглой пластиной с отверстиями, зажимом для жесткости и средством для крепления заготовки сверху. Это обеспечит базовую функциональность для использования со сверлильным станком.
Установка, которую я в настоящее время использую для создания установочных кругов, прорезания заготовок зубчатых колес и других работ такого рода, аналогична установке, описанной Алланом Макинтошем в Advanced Telescope Making Techniques, Vol. 2.
Прежде всего, я сделал набор червячной передачи на 360 зубьев, используя технику, описанную в моей статье о изготовлении червячной передачи, с отверстиями, просверленными так, чтобы они совпадали с задней частью одного из моих токарных патронов, и просверленными отверстиями, соответствующими удобному рисунку болтов, уже имеющемуся на задней стороне. патрона.
Вместо 40 оборотов кривошипа на один оборот шпинделя, как для стандартной делительной головки, эта установка требует 360 оборотов, обеспечивая 9-кратное разрешение ( оборотов кривошипа = 360/ N), а также позволяет быстро мысленно переключаться между две концепции делений и градусов .
Червяк установлен в подшипниках, содержащихся в широком U-образном узле из алюминия, который должен скользить по направляющим токарного станка под патроном и вращаться в нужное положение, зацепляя червяк с колесом, где он удерживается на месте винтом с накатанной головкой. задняя часть дальнего токарного пути.Передняя часть устройства плотно прижата к передней части направляющих задней частью индексной пластины, которая обеспечивает круг отверстия для зацепления подпружиненного указательного штифта кривошипа. Затем к задней части индексной пластины прикрепляется небольшой алюминиевый блок (винтом с накатанной головкой), который удерживает червячный узел от поворота и отсоединения от червяка. Быстрая установка, никаких инструментов не требуется.
На данный момент мне нужен только один круг с 12 отверстиями, который обеспечивает разрешение 4320 делений (или 1/12 градуса, или пять угловых минут).Половину этого значения, или разрешение 2,5 угловых минут, легко оценить, поместив указательный штифт посередине между индексными отверстиями. Любой предмет, удерживаемый в патроне токарного станка, теперь можно поцарапать или порезать, просто установив инструмент на стойку токарного станка.
Для зарезки я использую инструмент Dremel с небольшой пилой для продольной резки. Dremel удерживается вертикально с помощью L-образного кронштейна, удерживаемого в стойке для инструмента токарного станка.
Это было быстро, легко, точно и универсально. На вес золота.(Ну, все равно серебро!)
– Джим Сапп
НАЖМИТЕ ЗДЕСЬ, чтобы вернуться на родную планету Джима
Простая делительная головка
Довольно простая делительная головка
Несколько лет назад я сделал простой индексатор. Работает хорошо, но я могу
делить только на числа, которые
уже просверлены в индексирующей пластине. У меня есть несколько
индексные пластины для меня, но я часто
найти деление необходимо, чтобы мои готовые индексные пластины не
предоставлять.Простая делительная головка
облегчит некоторые из моих задач в магазине, и кроме того, я хочу одну.
Я сделал это из картинки, которую видел в книге Тайга Тони Джеффри, (Спасибо за идеи, Тони.)
Во-первых, снимок готовой вещи. Это не модно, но работает довольно хорошо.
Вот это показано на моем токарном станке Taig, которое делает то, что делает. В этом
корпус делаю шестерню (шестерню)
я ремонтирую старый часовой механизм Ingraham.
Я не делал для этого никаких отпечатков, просто придумывал это, когда
отправился.На фотографиях здесь может быть около
идеи для тех, кто заинтересован в изготовлении подобного предмета. Я просто
поместите фото в логический вид
заказ с комментариями, которые могут быть применимы.
Обработка концов основного корпуса мухорезкой.
И согните концы блоков для червячного вала.
Блоки червячного вала крепятся к основному корпусу.
Отверстия для подшипников червячного вала просверлены и расточены для
правильный размер вала.
В данном случае 1/4 дюйма.
Основной корпус просверливается насквозь и расширяется, чтобы соответствовать валу для
червячная передача, затем частично
просверлены на глубину, подходящую для торцевой оправки основного
вал. Со скучной оперы –
здесь не проходит через основную часть, я обошел
сторона, которая нужна была расточка
так что я бы не занес не ту сторону.
Здесь главный вал, который имеет размер 1/2 “CRS, имеет длину, загнутую вниз.
взять 3 / 8-24 ниток для
сверлильный патрон.Конец, ближайший к патрону, приземлился
превратился в него, с небольшим рельефом, где
нити закончатся. Это позволит сверлильному патрону или резьбовому
крепление на оправке, плотно прилегающее к поверхности,
аналогично тому, как патрон Taig крепится к шпинделю.
Избыток был почти разделен, и я остановился, чтобы
эта картинка, с виду за
продолжение;
У многих людей возникают проблемы с расставанием, и если все не налажено, просто
так что это может быть проблемой.Изделие
Показан CRS полной прочности, не этилированная сталь. Этот пробор
всего около 10-15 секунд со шпинделем
скорость около 550 об / мин. Очень поможет при расставании, если
у вас отрезной инструмент под углом точно 90 градусов к
заготовка, (или параллельно торцу патрона, то же
разница). Инструмент для пробора должен быть острым!
Также реальным плюсом является какая-то смазка. Для этого разреза я использовал
всего две капли Tap Magic.
Это быстрый переход, и это все, что нужно.
Теперь, когда у меня есть оправка нужной длины, конец имеет резьбу для
3 / 8-24. Имею штамподержатель
который крепится к хвостовику Taig, но единственный кристалл, который у меня есть в этом
размер шестигранный, что не подходит для
Держатель штампа Taig, (принимает круглые плашки). Итак, я делаю это
неудобный способ, с матрицей.
Я провожу сверлильный патрон задней бабки (с полностью втянутыми губками) вверх
против матрицы, чтобы сохранить резьбу
квадрат при нарезании резьбы.Также помогает немного Tap Magic. CRS
сложно, и нарезка резьбы иногда приводит к
чип это. Хорошая смазка обычно помогает предотвратить эту проблему.
После нарезания резьбы деталь переворачивается и отображается
на четырехкулачковый патрон.
Затем маленький конец поворачивают вниз для посадки с ходом в основном корпусе.
Это готовый главный вал.
И вал с установленным патроном. Он также может принимать резьбовые беседки специального назначения.
Основной корпус в сборе.
И первая сборка подошла.
Да, на шестерне много зубьев. Я использовал то, что было на мне
рука. Я получил этот червяк и снаряжение
обратно за 5 долларов. Мне нужно было что-то сделать, чтобы это использовать Это
100: 1.
30: 1 или 60: 1 было бы лучше, но я могу многое с этим сделать и
пластина на 60 отверстий. Для
Например, я могу сделать больше тарелок.
Это то, что станет тормозом для главного вала.
После растачивания всего размера большого конца главного вала,
монтажные отверстия просверлены под
дырки в основном корпусе. Похоже на мистера Билла. ой
Нееет …
Просверливается еще одно отверстие и нарезается резьба для зажима, который будет затягивать
тормоз, потом прорезается паз
так что тормоз может изгибаться и замыкаться на главном валу.
Конец буровой штанги повернут вниз и нарезан резьбой для тормозной вал.
Затем вал замка поворачивается на нужную длину за резьбой
так, чтобы поместиться в тормоз. A
уступ в конце этого разреза остается, и этот диаметр продолжается в течение
остальная длина вала.
Плечо будет упираться в одну поверхность тормоза, чтобы закрыть его, когда
вал затянут.
Вал буровой штанги.
Здесь вы можете увидеть, как собранный тормозной узел подходит к основному корпусу.
Затем втулка поворачивается и навинчивается на установочный штифт.
Вот подробный снимок указательного штифта с его втулкой.
Еще один снимок узла указательного штифта. Проще увидеть индексацию
рука в этом. Штифт индексный
втулку вместе со штифтом можно ослабить и переместить в паз в
кронштейн регулировочный для тарелок
разных размеров.
К задней стороне индексатора прикреплена пластина, как показано на этом рисунке.
выстрел, с шестью монтажными отверстиями
соответствие слайду Taig.Используются только четыре из шести отверстий
за один раз, в зависимости от того, насколько высока
разделитель должен располагаться на фрезерной колонне.
Вот и все.
Ремонт делительной головки и Обновление
После использования этой делительной головки в течение нескольких лет и выполнения множества
проектов с ней я решил, что нужно
немного обновления. Работа сделана хорошо и так, но
Хочу чтобы можно было взять стандарт
Шпиндельные патроны Taig для передачи работы с токарного станка на фрезерный при
оставив его в патроне в оригинальном
настроить.Таким образом, если я хочу нарезать шестерни на мельнице, я могу начать
отрезав заготовку шестерни с помощью
трехкулачковый или четырехкулачковый патрон на шпинделе токарного станка, затем
выкручиваем патрон вместе с работой
кусок все еще в нем, и перенесите его прямо в делительную головку,
поддержание концентрической установки.
Я начал с того, что разобрал маленькую делительную головку на части,
блок шпинделя в мельнице,
и набирать отверстие шпинделя.
Затем расточил его до 0,625 дюйма расточной головкой.
самый большой он может пойти и все еще достаточно
мясо быть крепким. Он немного больше оригинального отверстия
и шпиндель, которые были 0,470 дюйма.
Теперь мне нужно сделать новый шпиндель для делительной головки.
Кусок 1-дюймовой ложи зажимается в “большом” токарном станке (6 “Атлас ),
и патрубок повернут на
около 0,600 дюйма на одном конце. Этот патрубок предназначен для работы на
момент, но будет отклонен
к.250 дюймов после того, как основная часть материала была удалена для
рабочая поверхность шпинделя.
Длина за этим диаметром чуть меньше глубины
отверстие в шпинделе
блока и диаметром 0,6245 дюйма. Это подходит для нового отверстия большего размера.
в блоке делительной головки.
Затем проверяется посадка шпиндельного блока. Повезло и ударил его
прямо с первой попытки. Подходит красиво и близко, и
он почти хочет пищать, когда это продолжается.Эта часть шпинделя
немного короче, чем блок, который запускает
дюйма, чтобы шпиндель можно было немного отрегулировать по осевому люфту.
После того, как все резкое точение будет выполнено в середине вала,
патрубок повернут на 0,250, что соответствует
расточка червячной передачи. Вы можете видеть на этой картинке, что это не
очень существенная, когда она была отклонена,
и это причина оставить его большим, принимая более тяжелые
прорезает середину вала.
Я использовал инструмент для нарезания резьбы, чтобы приблизиться к живому центру, и наклонил
немного вбок, чтобы можно было сократить до
угол, где меньший диаметр встречается с большим, а затем обратно
это с крестовым скольжением, чтобы противостоять.
Здесь нужна полумертвая точка, но все мои центры для этого
машина либо живая, либо полностью мертвая.
Теперь трехкулачковый патрон заменен четырехкулачковым патроном, и деталь
набрал хороший и закрытый
для работы на другом конце.
Конец обращен лицевой стороной, чтобы довести незавершенную коронку до длины, затем отцентровать
просверлен для живого центра.
На данный момент это не очень долго, но все же я использую живые или мертвые
центрируйся, когда могу. Нет ничего
как поддержка обоих концов, если это будет соответствовать вашим планам.
После облицовки на длине снимается обрезка, чтобы очистить
заводские неровности, то длина
повернут, чтобы имитировать длину и диаметр носа шпинделя токарного станка Taig,
так как я буду использовать патроны Taig.
Подготовка к нарезке резьбы.
Соединение установлено на 29 градусов, острие инструмента установлено на 90 градусов с работой.
Затем наконечник инструмента приближается к заготовке
и поперечный суппорт установлен на ноль. Это домашняя база, и вы можете
запустите поперечный суппорт при работе
наконечник инструмента вперед и назад с кареткой, поэтому у вас нет
возиться с составом, кроме как набрать
другой разрез. Установите крестик на ноль, и вы не потеряете
место.
Старый машинист забил это мне в голову. Возможно, кто-то другой
забил его в голову незадолго до Второй мировой войны.
Его звали Джек Кадди, он был терпеливым парнем и хорошим человеком, чтобы
есть для друга. Хотел бы я вспомнить
всему, чему он пытался меня научить. Я бы хотел, чтобы он все еще был рядом
спрашивать ..
Обрезка ниток. Вышеупомянутый снимок представляет собой несколько проходов резки.
в работу. Первый разрез я делаю, когда
нарезание резьбы – всегда очень мелкая царапина на вороненом валу.
Затем проверяется резьбой на
убедитесь, что на токарном станке установлена правильная передача. Этот
Кстати, если я валяю зубчатую передачу, я не испортил
работа. После этого станьте серьезным и наберите настоящий крой.
Около 0,005 дюйма для первого реза на этой резьбе 3 / 4-16,
и тем меньше, чем глубже нить. Всегда звоню
в резьбе с составным суппортом.
Глубина пропила зависит от размера станка и длины заготовки.
торчит из патрона, будь то
поддерживается на конце или нет, диаметр заготовки и
грубость (или тонкость) нити.
Это, безусловно, суждение. Если сомневаетесь, берите точнее
разрезает, или запустите тестовый образец, чтобы увидеть, как
оборудование подойдет для данной ситуации.
Масло для нарезания резьбы обычно стекает с моей резьбы при резке
их. Я только что провел по ним кистью, чтобы очистить
от фишек за картинку. Обычно я использую
смазочного масла для трубной резьбы. Вид
из того, что пахнет серой.В нем сера, поэтому
это, вероятно, объяснило бы это.
Иногда я использую Tap Magic, что тоже неплохо работает.
Обратите внимание на снимок выше, на конце
вал. Это было сделано до начала
работа нарезки. Делает начало более приятным, и
помогает этому первому потоку попасть в первые
резьба патрона, или застежка, или что угодно, что вы собираетесь положить
в этой ветке.
Когда потоки начали приближаться, я попробовал один из своих патронов после
каждый неглубокий проход, пока не прошел
на без каких-либо узких мест.Запуск DI на внешней стороне
Чак показывает биение чуть меньше тысячи.
Есть измерители глубины резьбы, предназначенные для проверки критической резьбы
рабочие места. Некоторые из них встроены в
микрометр. Некоторые из них используют прецизионную шлифованную резьбу.
провода, которые входят в резьбу
и затем измеряются с помощью микрофона. Меня учили пользоваться
последний метод того же парня
который показал мне много вещей, но я забыл из-за отсутствия
практика.Позорно. Обсуждения
Я вырезал все “на заказ”, и это, наверное, все,
требуется в большинстве домашних магазинов. Если надо вырезать
потоков для работы, чтобы соответствовать печати со спецификацией потока, однако
требует правильных измерений.
Это оригинальный шпиндель рядом с новым. Гораздо больше здоровенный долг.
А теперь перейдем к червячной передаче. Он был установлен на другой
шпиндель с винтом через тонкое кольцо
что пришло на шестерню.Ему нужно что-то более существенное, и,
ему нужны средства избавления от люфта в
шпиндель, поэтому он должен иметь возможность двигаться вперед и назад по
веретено немного.
Вырезал пару воротников из латунной заготовки. Один действовать как
упорная шайба для люфта, и та, что
будет новый крепежный хомут для шестерни.
Здесь можно увидеть оригинальный воротник, и его вот-вот разрежут
выкл.
Чтобы установить шестерню в трехкулачковой челюсти, не глядя на нее
качаем, поставили на временную беседку и
удерживается в сверлильном патроне.Затем зажимаются кулачки токарного патрона.
осторожно вниз. Не достаточно туго, чтобы сместить
зубьев шестерни, но достаточно, чтобы удерживать ее для резки.
Как только старый хомут уходит, новый выравнивается с шестерней
с помощью кусочка круглого ложа и метчика
в обеих частях просверлены отверстия. Тогда дыры в
воротник открыт для очистки на
4-40 винтов, которые будут использоваться.
Было бы неплохо расточить отверстия под винты, но когда я
поместил моего пилота с зенковкой в один из
дырочки проверить, похоже, мяса просто не хватит в
воротник.C’bore выйдет
через сторону. Это называется отсутствием предвидения. я должен
сделали воротник немного больше в диаметре.
На этом снимке показана застегнутая задняя часть сборки. Тяга шайба внутри, то шестерни и блокировки ошейника.
Вот и все. Мой старый друг готов вернуться к работе. Почти как с новым инструментом.
Спасибо за внимание,
Другое (Тайг) токарный станок проекты
deansphotographica
домашняя страница
copyright 1998-2010 Dean Williams
Электронная делительная головка с использованием Arduino
За последние несколько дней я добился некоторых успехов в своей делительной головке с питанием от Arduino.Вот небольшая предыстория того, чем я занимаюсь. Во-первых, микроконтроллер Arduino.Доступен онлайн по цене менее 30 долларов, имеет память 32 КБ, множество аналоговых и цифровых входов и выходов, включая последовательный и ШИМ.
Далее, экран Sainsmart LCD и клавиатура
Эта плата называется щитом, потому что она совместима по выводам и устанавливается прямо поверх платы Arduino. Он имеет 2-строчный 16-символьный дисплей и 5 клавиш ввода плюс сброс.Клавиши сконфигурированы так же, как клавиши курсора на ПК: влево, вправо, вверх и вниз, а также выбор. Таким образом, с этим экраном микроконтроллер может использоваться только с источником питания и не должен быть привязан к компьютеру. Клавиши обеспечивают ввод, а ЖК-дисплей обеспечивает отображение.
Вот щит Sainsmart, установленный на Arduino …
Sainsmart получает питание от Arduino.
Другое изображение
Arduino можно запрограммировать, подключив его к компьютеру через USB-кабель.Это также обеспечивает питание платы Arduino. Для ПК доступна бесплатная среда программирования, позволяющая разрабатывать программы на языке, который выглядит почти так же, как C. Существует множество стандартных библиотек для взаимодействия с ЖК-дисплеями, клавиатурами, беспроводными, последовательными устройствами и другими. Вы пишете программы и компилируете их на ПК. Затем компилятор автоматически загружает программу на ваш Arduino. После загрузки программы на Arduino вы можете отсоединить ее от компьютера и запустить от отдельного источника питания от 9 до 12 вольт.Программа останется в памяти Arduino даже при отключении питания.
Итак, это основа для управления моей электронной делительной головкой. Клавиши со стрелками вверх и вниз будут использоваться для установки количества делений, которое я хочу, затем клавиши со стрелками влево и вправо будут использоваться для перехода вперед или назад на одно деление за раз. Программа, которую я написал, будет рассчитывать количество шагов, необходимых для каждого деления, и отслеживать мою позицию. На дисплее отображается количество делений и текущее положение делительной головки.
Я купил плату шагового драйвера размером с почтовую марку, которая питает шаговый двигатель до 2 ампер, 35 вольт. Мне все еще нужно выбрать шаговый двигатель, который я хочу использовать, и построить механическую часть делительной головки. Впереди у меня еще несколько проблем.
Патрон
Заголовки HTML
Заголовки HTML – это заголовки или субтитры, которые вы хотите отображать на веб-странице.
HTML-заголовки
Заголовки HTML определяются тегами от
Пример
Заголовок 1
Заголовок 2
Заголовок 3
Заголовок 4
Заголовок 5
Заголовок 6
Попробуй сам ”Примечание. Браузеры автоматически добавляют пробелы (поля) до и после заголовка.
Заголовки важны
Поисковые системы используют заголовки для индексации структуры и содержания ваших веб-страниц.
Пользователи часто просматривают страницу по ее заголовкам. Важно использовать заголовки, чтобы показать структуру документа.
Примечание: Используйте заголовки HTML только для заголовков.Не используйте заголовки для создания текста BIG или жирный .
Большие заголовки
Каждый заголовок HTML имеет размер по умолчанию. Однако вы можете указать размер для любого заголовка.
с атрибутом стиля , используя свойство CSS font-size :
Упражнения HTML
Ссылка на тег HTML
Справочник теговW3Schools содержит дополнительную информацию об этих тегах и их атрибутах.
| Тег | Описание |
|---|---|
| Определяет корень HTML-документа | |
| Определяет тело документа | |
- | Определяет заголовки HTML |
Делительная головка, которую может построить каждый.
Был еще один тред, который я начал обсуждать возможность создания разделяющей головки.Что ж, я решил продолжить. Как многие знают, мне нравится создавать свои собственные инструменты и пытаться показать домашнему мастеру-любителю, как сделать инструмент достойного качества без больших денежных затрат, необходимых для его покупки. Этот проект основан на таком мышлении. В то время как в большинстве делительных головок используется червячная передача с соотношением сторон 40: 1, покупать новую червячную передачу от 150 до 250 долларов слишком дорого. Иногда их можно найти разумным на таких сайтах, как ebay, но не часто. Я изучал, как на токарном станке приводить в движение прямозубую шестерню с червячной резкой, так как в нескольких проектах делительной головки это делается, и это будет хорошо работать.В последнем выпуске журнала Home Shop Machinist есть статья о том, как именно это сделать, но для меня она прибыла слишком поздно, так как я получил красивую червячную передачу 30: 1, подаренную проекту другом.Первое, что мы собираемся сделать, - это развеять идею, что вы должны использовать соотношение 40: 1, потому что большинство используют его, а доступные таблицы пластин используют его. Есть несколько соотношений, которые использовались на протяжении многих лет. У каждого производителя есть запатентованные пластины из-за их размера, способа установки или места установки.Я разрабатывал шаблоны отверстий для пластин, используя простую формулу, которую Гарольд Холл приводит в информации о делительной головке на своем веб-сайте, поэтому мои пластины будут работать с моей головой и соотношением 30: 1. Так что идея о том, что у вас должно быть особое соотношение, - это зря!
Следующая формула используется для определения отверстий, необходимых для ряда делений. Хотя в примере используется 10 отверстий, большее количество отверстий покрывает то же количество делений и несколько больше.
R = Передаточное отношение
H = Отверстия
D = Деления
W = Отверстия на деление (должно быть целым числом, кратным D)
W = R x H / на D
допустим, у нас соотношение 30: 1.30 оборотов рукоятки дают один оборот шпинделя. Мы хотим сделать шестерню с 50 зубьями или циферблат с 50 делениями. W должно быть и будет целым числом, пока H равно или кратно 5, мы можем получить необходимое количество отверстий. 10 кратно 5, поэтому пластина с 10 отверстиями, 3 x 10 = 30; делится на 5 = 6, поэтому индексация каждых 6 отверстий даст вам 50 делений за один оборот шпинделя. Другими словами, 6 лунок на 50 делений равняются 300 лункам. с пластиной на 10 отверстий тридцать оборотов ручки равны 300 отверстиям или 50 делениям.
Это можно сделать, чтобы рассчитать любые необходимые деления, и именно так я рассчитал схему отверстий для делительных пластин.
Теперь, когда это сделано, давайте приступим к этому проекту. Хотя многие из моих проектов были выполнены своевременно (на сленге - быстро), этот проект займет больше времени, так как из-за недавних разработок мое время в магазине значительно меньше.
Я приобрел червячную шестерню и сейчас начну проектировать делительную головку вокруг нее (помните, что при отсутствии червячной передачи вы можете вырезать червяк на многих токарных станках, чтобы привести в движение прямозубую шестерню, например передача).
Во-первых, у меня есть список желаемых характеристик этой делительной головки:
1. Это не будет большим гудящим монстром. Я хочу, чтобы он был меньше, чтобы использовать его на небольших машинах, таких как мельница Берка.
2. Я хочу, чтобы при желании можно было отключить червя для прямой индексации.
3. Я хочу иметь возможность наклоняться на 90 градусов для использования по вертикали (пока не уверен, что получу этот).
4. Я хочу, чтобы шпиндель с резьбой принимал патрон, а также мог использовать цанги (хотел 5C, но буду использовать 3C из-за размера шпинделя).
5. Секторное вооружение, вероятно, не будет производиться до тех пор, пока оно не понадобится.
У меня есть некоторые материалы для этого проекта, и я начну выкладывать фотографии завтра.
Пошаговое руководство для длинных делений
Что такое длинное деление?
Деление в столбик - это способ решения задач деления больших чисел. По сути, это задачи разделения, которые вы не можете решить в своей голове.
Начало работы
Одна из проблем, с которой учащиеся сталкиваются с задачами деления в столбик, - это запоминание всех шагов.Вот трюк, чтобы научиться делить в столбик. Используйте аббревиатуру DMSB, которая означает:
.
D = разделить
M = умножить
S = вычесть
B = сдвинуть вниз
Эта последовательность букв может быть трудно запомнить, поэтому подумайте об аббревиатуре в контексте семьи:
Папа, мама, сестра, брат.
Напишите D M S B в углу рабочего листа, чтобы запомнить последовательность, которую вы собираетесь использовать.
Как записать
Во-первых, вы должны записать проблему в формате длинного деления.Типичная задача деления выглядит так:
Дивиденд ÷ Делитель = Частное
Чтобы записать это в формате длинного деления, это выглядит так:
Давайте попробуем довольно простой пример:
65 ÷ 5 =?
Теперь давайте запишем эту проблему в формате длинного деления:
Мы готовы использовать аббревиатуру: D M S B
Шаг 1: D для разделения
Сколько раз 5 перейдет в 65? Это слишком сложно, чтобы обдумать это, поэтому давайте разберемся на более мелкие шаги.
Первая проблема, которую вы решите в этом уравнении, заключается в том, сколько раз вы можете разделить 5 на 6. Ответ: 1. Итак, вы помещаете 1 в линию частного.
Шаг 2: M для умножения
Вы умножаете свой ответ из шага 1 на ваш делитель: 1 x 5 = 5. Вы пишете 5 под 6.
Шаг 3: S для вычитания
Затем вы вычитаете.В этом случае это будет 6 - 5 = 1.
Шаг 4: B для обрушения
Последним шагом в последовательности является уменьшение следующего числа из делимого, которое в данном случае равно 5. Вы пишете 5 рядом с 1, в результате получается число 15.
Теперь вы начинаете все сначала:
Шаг 1: D для разделения
Сколько раз можно разделить 5 на 15.Ответ - 3. Итак, вы ставите 3 в линию частного.
Шаг 2: M для умножения
Вы умножаете свой ответ, полученный на шаге 1, на ваш делитель: 3 x 5 = 15. Запишите это под числом 15.
Шаг 3: S для вычитания
Теперь вычтем 15 из 15.15 - 15 = 0.
В шаге 4 нет необходимости. Мы решили проблему.
Получив ответ, решите задачу в обратном порядке, используя умножение (5 x 13 = 65), чтобы убедиться, что ваш ответ правильный.
K5 Learning предлагает несколько бесплатных рабочих листов с полными делениями для 4-го, 5-го и 6-го классов. Ознакомьтесь с ними в нашем центре рабочих листов по математике.