Статья «Требования безопасности в деревообрабатывающих производствах»
Статья «Требования безопасности в деревообрабатывающих производствах»
В целях профилактики производственного травматизма и профессиональных заболеваний, соблюдения требований законодательства об охране труда в Могилевской области с 09.07.2018 по 09.08.2018 объявлен месячник безопасности при производстве лесосечных работ и работ по деревообработке.
Требования безопасности требования безопасности в деревообрабатывающих производствах определены Межотраслевыми правилами по охране труда в лесной, деревообрабатывающей промышленности и в лесном хозяйстве, утвержденными постановлением Министерства труда и социальной защиты Республики Беларусь, Министерства лесного хозяйства Республики Беларусь от 30.12.2008 № 211/39 (далее — Правила).
Так в соответствии с Правилами переработка сырья и материалов производится на предназначенном для этого технологическом оборудовании и в соответствии с его паспортными данными.
Деревообрабатывающие станки должны иметь защитные устройства, исключающие в процессе работы:
соприкосновение человека с движущимися элементами и режущим инструментом;
вылет режущего инструмента или его элементов;
выбрасывание режущим инструментом обрабатываемых заготовок и отходов;
возможность выхода за установленные пределы подвижных частей станка (кареток, салазок, тележек и прочего).
Зона обработки деревообрабатывающего станка закрывается защитным устройством. Защитное устройство должно открываться во время прохождения обрабатываемого материала или инструмента только на высоту и ширину, соответствующие габаритным размерам обрабатываемого материала или инструмента.
Неподвижные защитные устройства применяются только тогда, когда исключена возможность соприкосновения работника с работающим режущим инструментом.
Пила ленточнопильного вертикального станка для продольной распиловки бревен в нерабочей зоне вместе со шкивами должна быть ограждена сплошными неподвижными ограждениями, а в рабочей зоне — подвижным ограждением, устанавливаемым по высоте (толщине) распиливаемого пиломатериала.
Лесопильные вертикальные рамы (далее — лесопильные рамы) оборудуются устройством, обеспечивающим реверсирование подачи для обратного вывода распиливаемого лесоматериала.
Лесопильные вертикальные рамы с неоткрывающимися воротами оснащаются приспособлением для фиксации верхних подающих вальцов при смене постава, а лесопильные вертикальные рамы с открывающимися воротами — блокировочным устройством, предотвращающим пуск и работу лесопильной рамы с незакрытыми воротами.
Двухэтажная лесопильная рама оборудуется блокировочным устройством, исключающим пуск лесопильной рамы при отсутствии требуемого давления охлаждающей жидкости в устройстве для охлаждения нижних направляющих пильной рамки.
Зажимные тележки лесопильных рам снабжаются предохранительными устройствами, исключающими возможность попадания обслуживающего персонала под тележку, а также ограничивающими сход тележек с рельсов.
На одношпиндельных сверлильных, комбинированных и фрезерных копировальных станках с верхним расположением шпинделя ограждения режущих инструментов (сверл, концевых фрез и тому подобного) при углублении инструментов в заготовку должны закрывать оставшуюся часть инструмента, а при выходе инструмента из заготовки должны его полностью ограждать.
На фуговальных и четырехсторонних продольно-фрезерных (строгальных) станках ограждение должно быть выдвижным, соответствовать ширине обрабатываемых заготовок и при их обработке закрывать нерабочую часть режущего инструмента.
Торцовое ограждение ножевой головки круглопалочного станка должно автоматически открываться на необходимую ширину и высоту при пропуске через станок обрабатываемых заготовок.
Фрезы в шипорезных станках для ящичного шипа типа ласточкин хвост ограждаются с нерабочей стороны предохранительными планками.
Ограждение режущей головки в шипорезных станках для прямого ящичного шипа изготавливается из стального листа толщиной не менее 3 мм. Изготовление ограждения из чугуна и пластмассы не допускается.
У дисковых шлифовальных станков диск, за исключением работающего участка шлифовальной поверхности, закрывается ограждением с выводом патрубка для присоединения к устройству для удаления отходов.
В широколенточных шлифовальных станках шлифовальные ленты полностью ограждаются, а на узколенточных станках ограждается верхняя (нерабочая) часть шлифовальной ленты.
Ленточные столярные станки обеспечиваются:
автоматическими устройствами для улавливания пильной ленты при ее обрыве, очистки шкивов и пильной ленты от смолы и опилок;
передвижным приспособлением для правильного направления пильной ленты, которое устанавливается у задней кромки пильной ленты;
регулируемым по высоте пропила обрабатываемой заготовки защитным щитком, предохраняющим руки оператора;
блокировочным устройством, предотвращающим пуск станка при отсутствии пильной ленты на станке или при натянутом ее положении и обеспечивающим остановку станка при обрыве ленты.
Многошпиндельные проходные сверлильные станки должны иметь сблокированные между собой устройства аварийной остановки.
Ножницы для шпона оборудуются блокировочными устройствами, предотвращающими пуск механизма прижима и резания при нахождении рук в рабочей зоне, возможность включения механизмов прижима и резания пакета одной рукой, ограничительным устройством, исключающим самопроизвольное перемещение ножа и траверсы.
Строгальные станки с автоматической или механической подачей снабжаются ограничителями предельной толщины заготовок.
Рейсмусовые станки оборудуются блокировочным устройством, не позволяющим перемещать стол по высоте от механического привода при вращающемся ножевом вале.
На четырехсторонних продольно-фрезерных (строгальных) станках предусматриваются автоматическое отключение привода подачи в направлении обработки при отводе противовыбрасывающего устройства и реверсирование для вывода обрабатываемой заготовки.
Края столов фуговальных станков, расположенные у ножевого вала, снабжаются стальными остроскошенными накладками заподлицо с рабочей поверхностью стола.
Рейсмусовые и четырехсторонние продольно-фрезерные (строгальные) станки снабжаются встроенными со стороны подачи заготовки противовыбрасывающими устройствами с элементами, обеспечивающими надежный захват заготовки и самостоятельно возвращающимися в исходное положение.
Фуговальные и продольно-фрезерные (строгальные) станки оснащаются регулируемой, легко снимаемой и устанавливаемой без использования специальных инструментов направляющей линейкой.
Токарные станки должны иметь блокировочное устройство, исключающее включение станка при застопоренном для смены планшайбы шпинделе.
Зона обработки токарного станка закрывается прозрачным передвижным защитным экраном.
На круглопильные станки для продольной распиловки с механической подачей устанавливается не менее двух завес из подвижных предохранительных упоров, обеспечивающих защиту по всей ширине просвета станка.
Упоры должны быть острыми, обеспечивать постоянный угол заклинивания 55 — 65° для предотвращения возможности выброса заготовки при обработке пиломатериала любой толщины, подниматься под действием подаваемого в станок пиломатериала и свободно опускаться в исходное положение и не должны проворачиваться в направлении, обратном направлению подачи пиломатериала. Зазор между нижними кромками упоров одного из рядов и поверхностью подающего устройства станка не должен превышать 2 мм, а зазор между пластинами упоров должен быть не более 1 мм.
Станки должны быть оснащены устройством для отвода завес из предохранительных упоров.
Подъем по ходу подачи завесы должен осуществляться органом управления, сблокированным с пусковым устройством станка. В момент отвода завесы механизмы резания и подачи должны быть отключены, пилы не должны вращаться.
Круглопильные станки для поперечной распиловки снабжаются устройствами для автоматического удержания распиливаемого материала в процессе работы, ограничения движения пилы.
Станки с нижним расположением пильного суппорта должны быть оборудованы двуручным управлением, при котором невозможно включение станков одной рукой.
Фрезерные станки должны иметь блокировочное устройство, исключающее включение станка при застопоренном шпинделе.
Двусторонние шипорезные рамные станки со стороны неподвижной колонки перед торцовой пилой снабжаются упором, регулирующим положение подаваемых в станок заготовок относительно режущих инструментов.
Шлифовальные станки оборудуются блокировочными устройствами, не позволяющими включать шлифовальный станок при выключенной вытяжной вентиляции для удаления отходов, а также при снятых и открытых крышках ограждений. В широколенточных шлифовальных станках блокировочное устройство должно исключать включение станка при открытых дверцах ограждения шлифовальной ленты, если не предусмотрено включение станка с помощью ключа-замка пуска станка.
В широколенточных шлифовальных станках блокировочное устройство должно исключать включение станка при открытых дверцах ограждения шлифовальной ленты, если не предусмотрено включение станка с помощью ключа-замка пуска станка.
Двухдисковые шлифовальные станки с бобиной должны иметь блокировочное устройство, исключающее возможность одновременной работы на шлифовальных дисках и бобинах.
Ленточные шлифовальные станки должны иметь устройства, обеспечивающие постоянное натяжение шлифовальной ленты в процессе работы.
Широколенточные шлифовальные станки должны иметь блокировочное устройство для остановки вращающихся частей при сходе ленты с вальцов шлифовального агрегата или ее обрыве. Широколенточные шлифовальные станки с контактным вальцом должны иметь со стороны подачи устройства, исключающие выброс заготовки.
Цилиндровые шлифовальные станки должны иметь блокировочные устройства, обеспечивающие выключение при пропуске заготовок, имеющих отклонения по толщине, а также невозможность включения привода механического конвейера или подающих вальцов при их ручном перемещении и при включенных шлифовальных цилиндрах.
При эксплуатации деревообрабатывающего оборудования не допускается:
работать на оборудовании с неисправными защитными, предохранительными (блокирующими и ограничительными), тормозными устройствами, а также при незакрытых или снятых защитных устройствах;
использовать неисправный режущий инструмент, а также инструмент, не предназначенный для работы на данном оборудовании или для обработки данного вида материала;
обрабатывать древесные материалы с размерами, превышающими предельно допустимые технической характеристикой оборудования, имеющие металлические и минеральные включения, глубокие пропилы и перерубы;
оставлять без присмотра работающее оборудование;
производить ремонт, смазку и чистку оборудования во время его работы.
Перед началом работы на лесопильных рамах проверяется действие тормозных устройств. Пильная рамка должна фиксироваться тормозом в любом положении. Самопроизвольное опускание пильной рамки в нижнее положение должно быть исключено.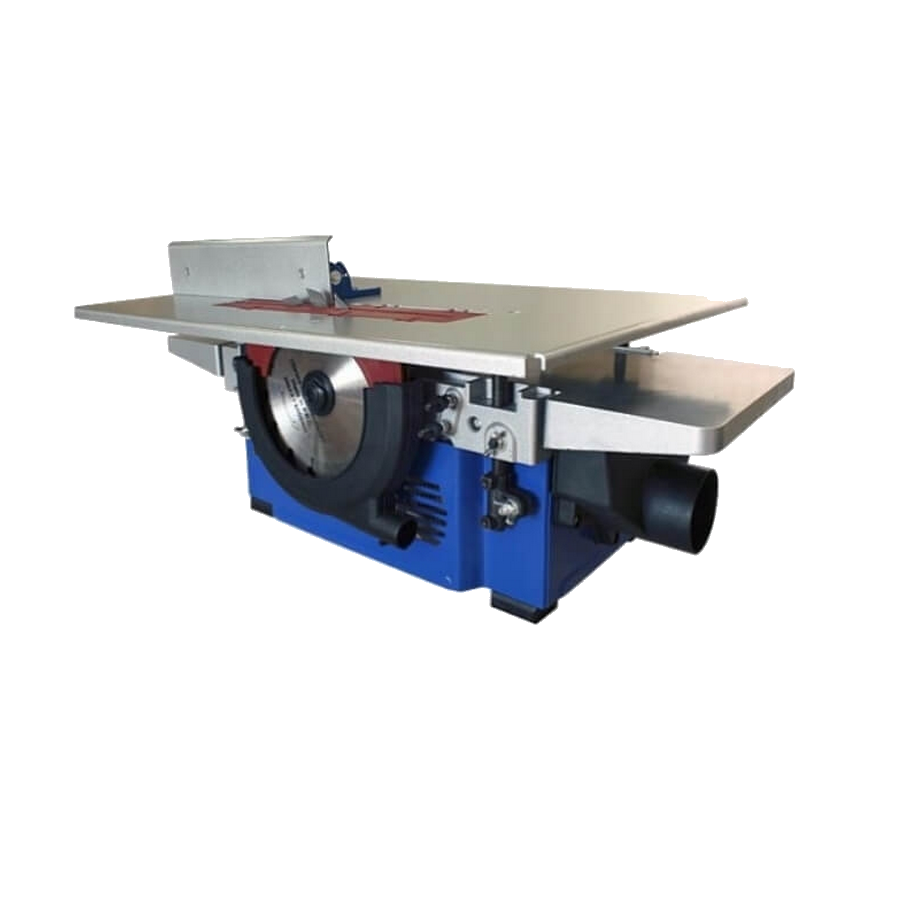
Подача бревен или брусьев осуществляется только в работающий пильный узел лесопильной рамы.
При пилении лесоматериалов на лесопильных рамах лесопильная рама должна исключать подбрасывание горбылей и боковых досок в конце распиловки и надежно удерживать их при всех режимах работы.
Обслуживание вращающихся и движущихся деталей лесопильной рамы осуществляется при полностью отключенном и остановленном оборудовании. Для предотвращения доступа обслуживающего персонала в зону вращающихся и движущихся деталей лесопильной рамы, расположенных ниже уровня пола, устраиваются защитные ограждения.
Входная дверца защитного ограждения должна иметь блокировочное устройство, исключающее пуск лесопильной рамы при открытой дверце.
Перед началом обработки бревен на ленточнопильных вертикальных станках для продольной распиловки бревен проверяется действие механизма зажима тележки станка. Механизм зажима тележки должен обеспечивать крепление бревен как при рабочем, так и при обратном (холостом) ходе.
Пуск ленточнопильных вертикальных станков для продольной распиловки бревен в наладочном режиме осуществляется с наладочного пульта, при этом центральный пульт управления отключается.
Подача бревен или брусьев осуществляется только в работающий пильный узел лесопильной рамы.
На один вал круглопильных станков устанавливаются пилы, имеющие одинаковые диаметр, толщину, профиль зубьев, число зубьев, развод или плющение. Допускается устанавливать пилы, диаметры которых различаются не более чем на 5 мм.
При распиловке пиломатериалов на круглопильных станках для продольной распиловки устанавливаются расклинивающие и направляющие ножи, направляющие линейки. Расклинивающие и направляющие ножи должны обеспечивать высококачественный пропил, а направляющие линейки — исключать заклинивание распиливаемого материала между линейкой и пилой.
На однопильном станке с нижним расположением пилы позади дисковой пилы в одной плоскости с нею устанавливается расклинивающий нож.
На многопильных станках позади пил в одной плоскости с ними устанавливаются расклинивающие и направляющие ножи.
Расклинивающие ножи устанавливаются за крайними пилами установленного постава так, чтобы превышение толщины ножа над шириной пропила приходилось на наружную сторону от плоскости пропила, а направляющие ножи — позади пил, расположенных за крайними пилами.
На станках с двумя пильными валами расклинивающие и направляющие ножи располагаются за пилами, установленными на заднем по ходу подачи пильном валу.
Конструкция ножей должна обеспечивать их настроечное перемещение. Крепление ножей должно исключать их перекос во время работы.
Толщина расклинивающего ножа для пил диаметром до 600 мм должна превышать ширину пропила на 0,5 мм, а для пил диаметром более 600 мм — на 1 — 2 мм. Толщина направляющих ножей должна быть равной расчетной ширине пропила, определяемой прибавлением к значению толщины пилы значения развода или плющения зубьев, или быть меньше ее не более чем на 0,5 мм.
Высота ножей должна быть не менее высоты пропила, а ширина скоса заостренной части ножа — не менее 5 мм и не превышать 1/5 их ширины. Зазор между ножом по всей длине его заостренной части и линией вершин зубьев пилы должен быть не более 10 мм.
При поперечной распиловке пиломатериалов работник должен находиться на расстоянии не менее 0,5 м от пилы.
Движение пилы должно быть ограничено. Пила не должна выходить за пределы стола в сторону работника. У станков с нижним расположением пилы ограждение пилы должно опускаться на стол или распиливаемый материал раньше, чем пила выйдет из прорези стола.
После окончания пиления пила должна принудительно возвращаться в исходное положение и удерживаться в этом положении. Зубья пилы в исходном положении должны перекрываться ограждением не менее чем на 50 мм. Направление вращения пилы должно быть таким, чтобы обеспечивался прижим распиливаемого материала к столу, упору, направляющей линейке и тому подобным опорным поверхностям.
Заготовки длиной менее 300 мм торцуют в шаблонах или с применением специальных зажимов.
Для поперечной распиловки пиломатериала и торцовки заготовок длиной более 1000 мм применяют специальные столы, оборудованные роликами.
При продольной распиловке на круглопильных станках для смешанной распиловки (универсальных станках) позади дисковой пилы в одной плоскости с нею устанавливается расклинивающий нож, а перед пилой (за исключением станков с подачей обрабатываемого пиломатериала посредством каретки) — завеса из подвижных предохранительных упоров, расположенных по обе стороны пильного диска в направлении подачи.
Во время работы станка нож не должен смещаться по отношению к плоскости пилы, а обработка пиломатериалов при поднятой завесе должна быть исключена.
Рабочая часть пилы должна быть полностью закрыта с боков подвижным ограждением.
Продольный и поперечный раскрой листовых пиломатериалов производится на специальных круглопильных станках для продольного и поперечного раскроя, имеющих раздельное включение пил продольного и поперечного резания относительно направления подачи. Реверсирование подачи осуществляется при отведенной пиле поперечного резания.
Реверсирование подачи осуществляется при отведенной пиле поперечного резания.
При обработке пиломатериалов на круглопильных станках с попутным пилением для продольной распиловки механизм подачи станка должен обеспечивать надежный прижим обрабатываемого пиломатериала, исключать его проскальзывание, затягивание пилами и выброс заготовки из станка в направлении подачи. Зона выхода досок и отходов ограждается устройством, исключающим доступ в нее работников во время работы станка.
Для обработки пиломатериалов на строгальных станках применяются ножевые валы и фрезерные головки цилиндрической формы.
Перед установкой ножевые валы и фрезерные головки подвергаются балансировке.
При обработке пиломатериалов на фуговальных станках корпусы подшипников ножевого вала со стороны рабочего места не должны выступать над поверхностью столов, а также не должны иметь болтов и других выступающих частей. Расстояние между кромкой накладки заднего стола и траекторией, описываемой лезвиями ножей, не должна превышать 3 мм.
Строгание на фуговальном станке с ручной подачей заготовок короче 400 мм, уже или тоньше 30 мм производят с помощью специальных колодок-толкателей.
Одновременное строгание двух и более заготовок производят в специальных шаблонах, снабженных надежными зажимными устройствами.
Одновременная обработка нескольких заготовок, различающихся по толщине, на рейсмусовых станках производится только при наличии секционных подающих вальцов и передних прижимов. Вальцы должны плотно прижимать каждую деталь и равномерно подавать их на ножи.
Перед установкой фрезерный инструмент и патроны подвергаются балансировке. Шпиндельный суппорт должен надежно стопориться, чтобы не имело место самопроизвольное опускание шпинделя.
На станках с нижним расположением шпинделя при обработке заготовок диаметром более 200 мм или сборными фрезами для удержания верхнего конца шпинделя используются специальные кронштейны, предусмотренные конструкцией станка. Диаметр отверстия в столе для шпинделей не должен превышать диаметр шпинделя более чем на 50 мм.
Для фрезерования заготовок длиной 400 мм, сечением 40×40 мм и менее применяют каретки, шаблоны и другие специальные приспособления.
При несквозном фрезеровании у направляющей линейки устанавливают ограничительные упоры, соответствующие длине фрезеруемого участка детали.
Для криволинейного фрезерования деталей применяют шаблоны с зажимами для деталей.
В пазах столов ленточнопильных станков для прохода пильной ленты должны быть предусмотрены вставки из дерева или другого материала, не вызывающего искрения при прохождении полотна пилы.
Зазор между поверхностями вставки и пилы не должен превышать 3 мм.
Режущая цепь в цепно-долбежных станках натягивается таким образом, чтобы просвет между линейкой и цепью, оттянутой с усилием 5 кг от линейки по ее середине, был от 3 до 5 мм. Для закрепления инструмента в патроне применяют только потайные винты.
При обработке деталей на сверлильных, сверлильно-пазовальных и долбежных станках обрабатываемые детали прочно крепятся на столе станины специальными прижимами.
При эксплуатации комбинированных станков работа производится одновременно только на каком-либо одном агрегате, у остальных агрегатов в это время режущие инструменты или устройства для их закрепления должны быть сняты или полностью закрыты.
При пилении, сверлении, пазовании, фрезеровании или шлифовании фуговальные столы смыкаются и должны составлять одну плоскость или рабочая часть ножевого вала фуговального агрегата надежно закрывается ограждением, исключающим травмирование работников, когда столы фуговального агрегата не используются в качестве рабочей поверхности при выполнении вышеуказанных операций.
При продольном пилении за пильным диском в его плоскости устанавливается расклинивающий нож.
При обработке заготовок в центрах (при снятой планшайбе) на токарных станках с лобовым устройством вращающийся конец шпинделя со стороны лобового устройства защищается съемным или открываемым и фиксируемым в открытом положении ограждением.
При обработке заготовок длиной свыше 800 мм используются переставные люнеты.
Окружная скорость обрабатываемых на токарных станках заготовок должна быть не более 15 м/с.
В процессе обработки заготовок вращающейся ножевой головкой на круглопалочных токарных станках механизм подачи станка должен удерживать заготовку от проворачивания.
Перед началом обработки на шлифовальных станках бобины, вальцы, диски, цилиндры, шкивы, несущие шлифовальную ленту, подвергаются балансировке. Величина дисбаланса не должна превышать значений, указанных в эксплуатационных документах на станки конкретных моделей.
Исправность защитных, предохранительных, блокирующих устройств, а также устройств для удаления из рабочих зон вредных веществ, паров, пыли и отходов обеспечивается лицами, ответственными за безопасное ведение работ, назначенными приказом работодателя. На время их отсутствия назначаются лица, их замещающие.
Выполнение рабочих операций на поточных линиях деревообработки организовывается с соблюдением эргономических требований.
Управление автоматической линией осуществляется с центрального пульта управления при работе как в наладочном, так и в автоматическом режимах.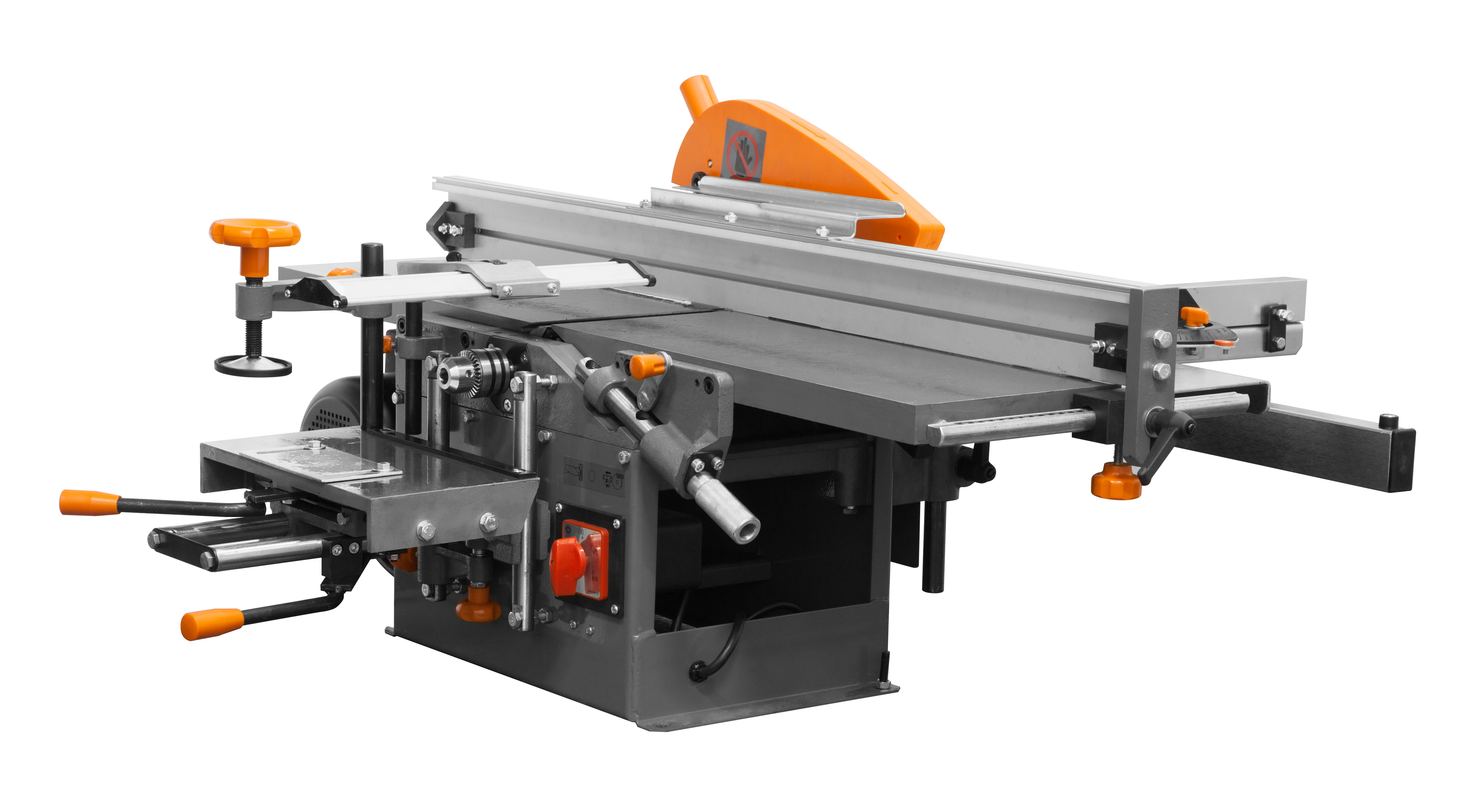
Все станки автоматической линии должны иметь самостоятельные органы управления для пуска и остановки.
Последовательность выполнения операций на станках и механизмах автоматической линии в соответствии с технологическим процессом обеспечивается системой блокировок. В случае остановки одного из механизмов в системе предусматривается автоматическое отключение всех станков и механизмов, предшествующих останавливаемому.
При необходимости обслуживания линии с обеих сторон через нее устанавливаются переходы-мостики с перилами в зоне основных рабочих мест и через 20 — 25 м вдоль линии.
Регулировка и наладка оборудования, смена инструментов, ремонт механизмов, чистка станков и других устройств, замена смазки и другие работы проводятся только после отключения оборудования от электропитания и его полной остановки.
Главный государственный
инспектор труда А.В. Сидоренко
Защита от несчастных случаев на деревообрабатывающих предприятиях
Круг проблем охраны труда на деревообрабатывающих предприятиях довольно широк. Прекращение работы больших мебельных комбинатов привело к появлению множества более мелких предприятий и фирм, занимающихся деревообработкой. На новое деревообрабатывающее оборудование ценыдля мелких производителей довольно высоки и они приобретают оборудование, которое уже отработало свой ресурс. Такое состояние оборудование и традиционная нехватка средств не позволяет в полной мере обеспечить условия безопасного труда для работников.
Прекращение работы больших мебельных комбинатов привело к появлению множества более мелких предприятий и фирм, занимающихся деревообработкой. На новое деревообрабатывающее оборудование ценыдля мелких производителей довольно высоки и они приобретают оборудование, которое уже отработало свой ресурс. Такое состояние оборудование и традиционная нехватка средств не позволяет в полной мере обеспечить условия безопасного труда для работников.
Иногда в помещениях нет вентиляции. Древесная пыль является сильным аллергеном, а без надлежащей вентиляции помещения ее содержание в воздухе может превышать допустимую норму в 2-3 раза. Использование старых деревообрабатывающих станков превышает допустимые уровни шума в помещении на 10-25 дБ. Не всегда рабочие имеют средства индивидуальной защиты и спецодежду. Санузлы, гардеробные и душевые комнаты не соответствуют требованиям гигиены.
Все эти недостатки в обеспечении безопасного труда ведут к возникновению профессиональных заболеваний, появлению несчастных случаев различной степени тяжести и производственных аварий. Неправильная организация производства является основной причиной появления несчастных случаев. Свою лепту вносят недостаточно хорошая подготовка персонала, применение в производстве неисправного оборудования, несоблюдение электробезопасности, правил санитарии и неудовлетворительное состояние промышленных зданий и объектов.
Неправильная организация производства является основной причиной появления несчастных случаев. Свою лепту вносят недостаточно хорошая подготовка персонала, применение в производстве неисправного оборудования, несоблюдение электробезопасности, правил санитарии и неудовлетворительное состояние промышленных зданий и объектов.
На данный момент наиболее действенным методом обеспечения безопасности труда на деревообрабатывающих предприятиях считается создание на таком предприятии СУОТ – системы управления охраной труда. Для деревообрабатывающих предприятий конкретные задачи СУОТ могут состоять в следующем:
соблюдение имеющихся в различных законах и подзаконных актах требований по охране труда;
применение средств защиты;
соблюдение порядка учета и расследования несчастных случаев на производстве;
замеры вредных и опасных для здоровья параметров производства и производственных факторов;
своевременное проведение испытаний и технического освидетельствования оборудования и механизмов;
проверка эффективности работы вентиляции и аспирационных систем;
проверка состояния защитных приспособлений и предохранительных устройств;
обучение, контроль знаний и выполнение инструктажей по охране труда;
организация режима хранения, стирки и химической чистки, правильного удаления жира и пыли со спецодежды, спецобуви и других защитных средств;
разработка и внедрение более совершенных конструкций блокировочных и предохранительных устройств, оградительной техники и других средств защиты.
Электроприводы деревообрабатывающих станков – Деревообрабатывающие станки
Электроприводы деревообрабатывающих станков
Категория:
Деревообрабатывающие станки
Электроприводы деревообрабатывающих станков
Благодаря простоте устройства и управления электроприводы широко применяются в деревообрабатывающих станках. Они имеют высокий коэффициент полезного действия. Недостатки электроприводов — их относительно большая масса и значительные размеры. Кроме того, при их использовании затруднено бесступенчатое изменение скоростей органов станка и частое реверсирование. Для снижения частоты вращения валов электродвигателей во многих случаях (например, для механизмов подачи) приходится вводить в систему привода громоздкие передачи; во время пуска инерционность (способность сохранять состояние движения или покоя) электродвигателя вызывает появление тока, значительно превышающего расчетный, в результате чего возможен перегрев двигателя. Вследствие этого для привода механизма подачи в станках с позиционной обработкой вместо электродвигателей часто устанавливают гидродвигатели.
Вследствие этого для привода механизма подачи в станках с позиционной обработкой вместо электродвигателей часто устанавливают гидродвигатели.
Электропривод с редуктором (рис. 1, а) применяют в том случае, когда требуется при относительно большой частоте вращения двигателя получить небольшую скорость движения подающих устройств.
Рис. 1. Схемы приводов: а — через редуктор, цепную передачу на вал станка, б — ременная передача — вал станка, в — без передаточных звеньев, г —с преобразователем частоты, д — муфта —вал станка; 1 — станина, 2 — цепная передача, 3— редуктор, 4— электродвигатель, 5 — клиноременная передача, 6 — преобразователь частоты
Вращение от электродвигателя через редуктор и муфту передается органам подачи.
Рабочие органы деревообрабатывающих станков должны сообщать режущему инструменту большие скорости. Между тем электродвигатели при промышленной частоте переменного тока не могут делать более 3000 об/мин. Чтобы повысить частоту вращения рабочих валов и шпинделей, нередко используют ременную передачу (рис. 1, б).
1, б).
Наиболее компактны встроенные электродвигатели (рис. 1, в). на валу которых непосредственно закрепляют режущий инструмент.
Если нужны длинные рабочие валы, то их соединяют с валами электродвигателей муфтой (рис. 1, в).
При необходимости получить большую частоту вращения шпинделей, непосредственно соединенных с электродвигателем, применяют электродвигатели, питаемые током повышенной частоты. В этом случае ток вначале подается в преобразователь частоты и уже оттуда поступает в электродвигатель привода станка (рис. 1, г). На продольно-фрезерных станках устанавливают электродвигатели, работающие на токе частотой 100 Гц, на копировально-фрезерных — до 400 Гц. Валы электродвигателей в первом случае совершают до 5500—5800 об/мин, во втором 21 000—22 000 об/мин.
Рис. 2. Схема вариатора с четырьмя составными шкивами:
о, б, в, г —шкивы; 1, 3, 6, 8 — части шкивов, закрепленные на валах подвижно, 2, 4, 5. 7 — части шкивов, закрепленные неподвижно. 9 — вал редуктора, 10 — рычаг для перемещения подвижных частей шкивов
Часто в цепь привода для бесступенчатого изменения скорости подачи устанавливают после электродвигателя, перед редуктором с постоянным передаточным числом, вариатор, соединяя его цепной передачей с механизмом подачи станка.
Принципиальная схема вариатора с четырьмя составными шкивами приведена на рис. 49. Четыре конических шкива вариатора соединены попарно специальными уширенными клиновыми ремнями. Каждый шкив состоит из двух частей: одна часть закреплена на валу неподвижно, другая — подвижно с помощью скользящей шпонки или на шлицах. Вал шкива а связан с валом электродвигателя, вал шкива г — с валом редуктора или механизма подачи. Передаточное число при отводе рычага влево увеличивается, вправо — уменьшается. Изменение передаточного числа происходит вследствие изменения рабочих диаметров шкивов. Например, при отводе рычага влево подвижные части шкивов awe отделяются от неподвижных, а шкивов под действием ремней приближаются к неподвижным частям, Рабочие диаметры шкивов а и е при этом уменьшаются, а шкивов б иг увеличиваются. В результате этого передаточное отношение вариатора изменяется и частота вращения выходного вала уменьшается. Если рычаг перемещать вправо (в обратном направлении), частота вращения выходного вала увеличивается.
В результате этого передаточное отношение вариатора изменяется и частота вращения выходного вала уменьшается. Если рычаг перемещать вправо (в обратном направлении), частота вращения выходного вала увеличивается.
В приводах станков применяются одноступенчатые клиноременные и дисковые вариаторы; для бесступенчатого изменения скорости подачи в систему привода вводят электромагнитную муфту скольжения.
Фрикционный конусный вариатор показан на рис. 3. Конический ведущий шкив закрепляется на валу электродвигателя, который прижимается к рабочей поверхности конического полого ведомого шкива, закрепленного на промежуточном валу и связанного с валом редуктора шестернями. Если при включенном электродвигателе суппорт винтовым механизмом переместить в направлении ведомого шкива, то ведущий шкив будет соприкасаться с ним частью конуса, имеющей больший диаметр, вследствие чего скорость вращения ведомого шкива при той же частоте вращения вала двигателя возрастет; при обратном перемещении суппорта ведущий шкив будет соприкасаться со шкивом конической частью меньшего диаметра и частота вращения шкива уменьшится. Вал шкива может перемещаться относительно оси вала 8 редуктора, вследствие чего сохраняется сцепление между шкивами при различных их положениях.
Вал шкива может перемещаться относительно оси вала 8 редуктора, вследствие чего сохраняется сцепление между шкивами при различных их положениях.
Привод с электромагнитной муфтой скольжения (рис. 4) включает асинхронный двигатель, редуктор и центробежный регулятор. На валу двигателя установлен полый металлический диск, внутри которого расположен механически не связанный с ним якорь с обмотками, питаемыми постоянным током от выпрямителя через щетки. Якорь механически связан с ведущим валом редуктора и через него с механизмом подачи станка. Центробежный регулятор (позиции 3—8) связан с валом якоря ременной передачей. В роторе центробежного регулятора, выполненном из диэлектрика, находится контактная пара, на подвижной пластине которой закреплен рычажок с грузиком.
Рис. 3. Фрикционный конусный вариатор: 1 — маховичок, 2 — гайка. 3 — винт. 4 — суппорт, 5 — электродвигатель, 6 — ведущий конический шкив, 7 — ведомый шкив, 8 — вал редуктора, 9, 10 — шестерни, 11 — промежуточный вал
Рычажок устанавливается винтом 5 под углом к плоскости вращения ротора, при определенной частоте вращения которого размыкается контактная пара. Чем больше угол наклона рычага, тем при меньшей частоте вращения ротора размыкается контактами цепь питания якоря.
Чем больше угол наклона рычага, тем при меньшей частоте вращения ротора размыкается контактами цепь питания якоря.
В процессе работы электродвигатель вращает полый диск, в обмотку якоря подается электрический ток, образующий магнитное поле. В диске, пересекающем при вращении это поле, возникают вихревые токи, образующие свое магнитное поле, которое, взаимодействуя с магнитным полем якоря, создает вращающий момент. Якорь, вращаясь, через редуктор приводит в движение механизмы подачи станка. Если частота вращения якоря становится больше частоты вращения, установленной при настройке центробежного регулятора, размыкается контактная пара, резко снижается сила тока в обмотках якоря и скорость его вращения замедляется, что вызывает замыкание контактной пары и возрастание силы тока в якоре.
Рис. 4. Схема электропривода с электромагнитной муфтой скольжения: 1 — асинхронный двигатель, 2 — выпрямитель, 3, 10 — шкивы ременной передачи, 4 — рычажок, 5 — винт, 6 — грузик, 7 — контактная пара, 8 — ротор центробежного регулятора, 9 — редуктор, 11 — обмотка якоря, 12 — якорь, 13 — металлический диск
Центробежный регулятор размыкает и замыкает цепь питания якоря от 10 до 40 в секунду, поддерживая этим заранее установленную рычажком частоту вращения якоря, а следовательно, и постоянную скорость подачи.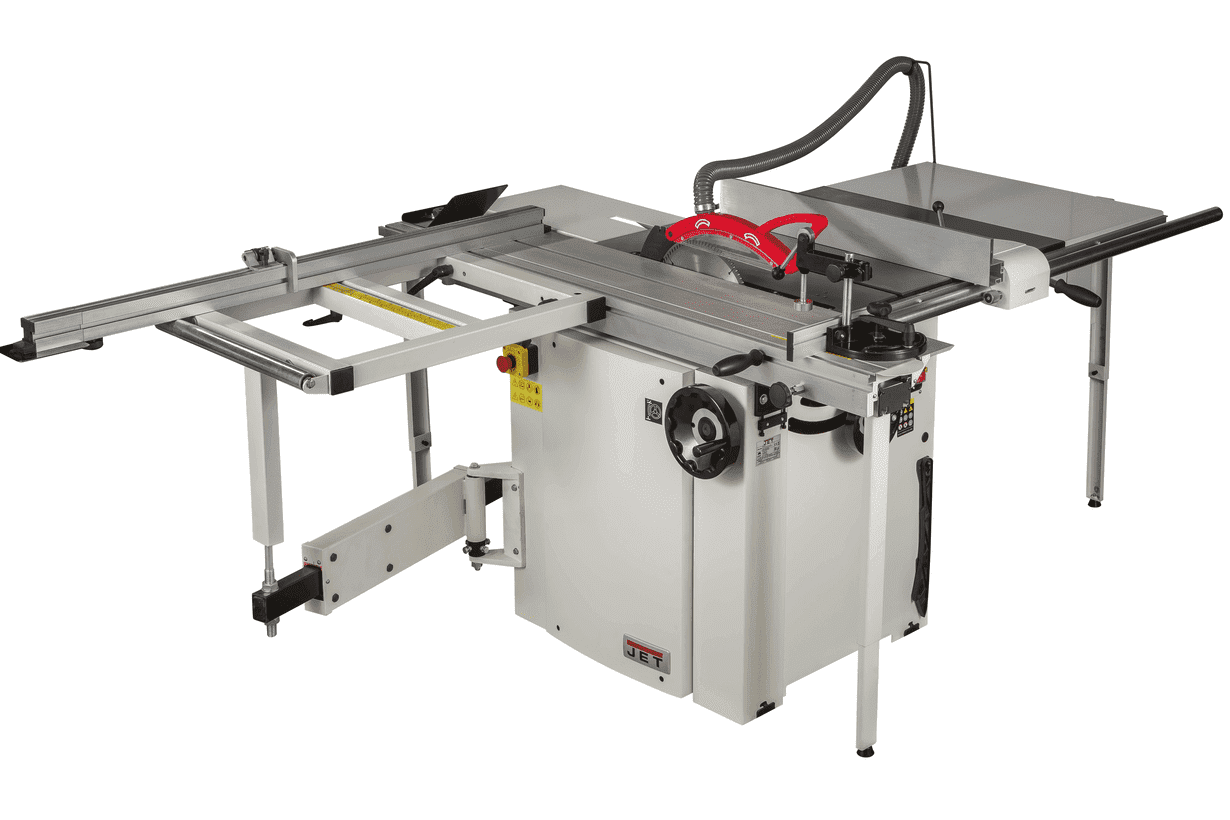
Реклама:
Читать далее:
Объемные гидроприводы деревообрабатывающих станков
Статьи по теме:
Разновидность основных бытовых деревообрабатывающих станков
Изначально древесина к нам попадает в виде доски или бруса, которым нужно придать необходимые размеры и форму.
У доски несколько видов поверхности:
- пласть – самая широкая грань;
- кромка – более узкая сторона доски;
- торец – концевая сторона.
Исходя из этого существует несколько видов распила:
- по пласти – продольное пиление с целью получения нескольких заготовок (роспуска доски). На станках с наклонным диском, данную операцию можно выполнить под углом;
- поперечное – распил заготовки параллельно торцу, с целью получить несколько заготовок меньшей длины. Возможно под углом, для придания необходимой формы;
- отбор четверти – происходит в два этапа. Пропил заданной высоты по пласти, а потом по кромке заготовки позволяет удалить часть материала доски, таким образом мы получаем своеобразный паз.


Как вы видите, простой, казалось бы, станок несет в себе массу функций для необходимой начальной обработки заготовки.
Внешне станок, как правило, представляет собой стол, под которым закреплен электродвигатель. На рабочем столе есть прорезь для пильного диска. Далее, для исключения зажима заготовки, установлен расклинивающий нож. Обычно на него закрепляется защитный кожух, который предотвращает случайное попадание рук на пильный диск. Также на рабочем столе могут быть установлены всевозможные упоры и линейки.
Основной режущий инструмент станка – пильный диск, который отличается диаметром, количеством зубьев, их типу, виду распиливаемого материала.
Основные характеристики, на которые стоит обращать внимание, при выборе:
- мощность;
- посадочный и внешний диаметр пильного диска;
- площадь рабочей поверхности.
Классический вид циркулярного станка
Пильный диск
Строгальные станки
После придания заготовке примерно нужного размера, необходимо сделать ее нужной формы, убрать неровности, которых невозможно избежать при распиловке. Для этого нам нужен строгальный станок.
Для этого нам нужен строгальный станок.
Исходя из ориентации заготовки, существует несколько видов строгания:
- по пласти – обработка материала вдоль, а также поперек волокон, с целью придания заготовке прямоугольной формы;
- по кромке – строгание вдоль и поперек волокон по узкой части заготовки;
- по ребрам. Основная цель– создание более плавного перехода от пласти к кромке.
Основной режущий инструмент – строгальный вал. Основные различия, это – количество ножей, их размеры и способ крепления.
Станок выглядит как две рабочие поверхности (подающий и принимающий стол), между которыми установлен ножевой вал. Подающий стол регулируется по высоте, что позволяет настраивать толщину снимаемого материала.
При выборе строгального оборудования следует обращать внимание на следующие парамметры:
- мощность;
- длина строгального вала;
- количество ножей;
- размер рабочих столов.
Классический вид строгального станка
Ножевой строгальный вал
Процесс рейсмусования схож со строганием, в качестве режущего инструмента так же применяется ножевой вал, но требования к операции кардинально отличаются. Главной целью является доведение заготовки до нужных (чистовых) размеров.
Главной целью является доведение заготовки до нужных (чистовых) размеров.
Часто, оборудование предусматривает автоматическую подачу, а также ролики для “прокатки” заготовки. Ножевой вал чаще всего установлен над рабочим столом.
Внешне представляет собой рабочий стол с вспомогательными роликами. На несущих стойках расположено основание ножевого вала, на котором установлены – электродвигатель, подающий, принимающий и режущий валы.
Глубина снятия материала заготовки устанавливается рукоятью регулировки. Как правило это отражается на шкале.
Основные характеристики рейсмуса:
- мощность;
- количество валов;
- максимальный размер обрабатываемой заготовки;
Фрезерные станки
Данный тип деревообрабатывающего оборудования позволяет вырезать на заготовке пазы, канавки, штапы, галтели, и другие сложные формы, придавать рельефность заготовке, создавать интерьерные элементы.
Выглядит станок как рабочая поверхность с прорезью, в которой на шпинделе установлена оснастка.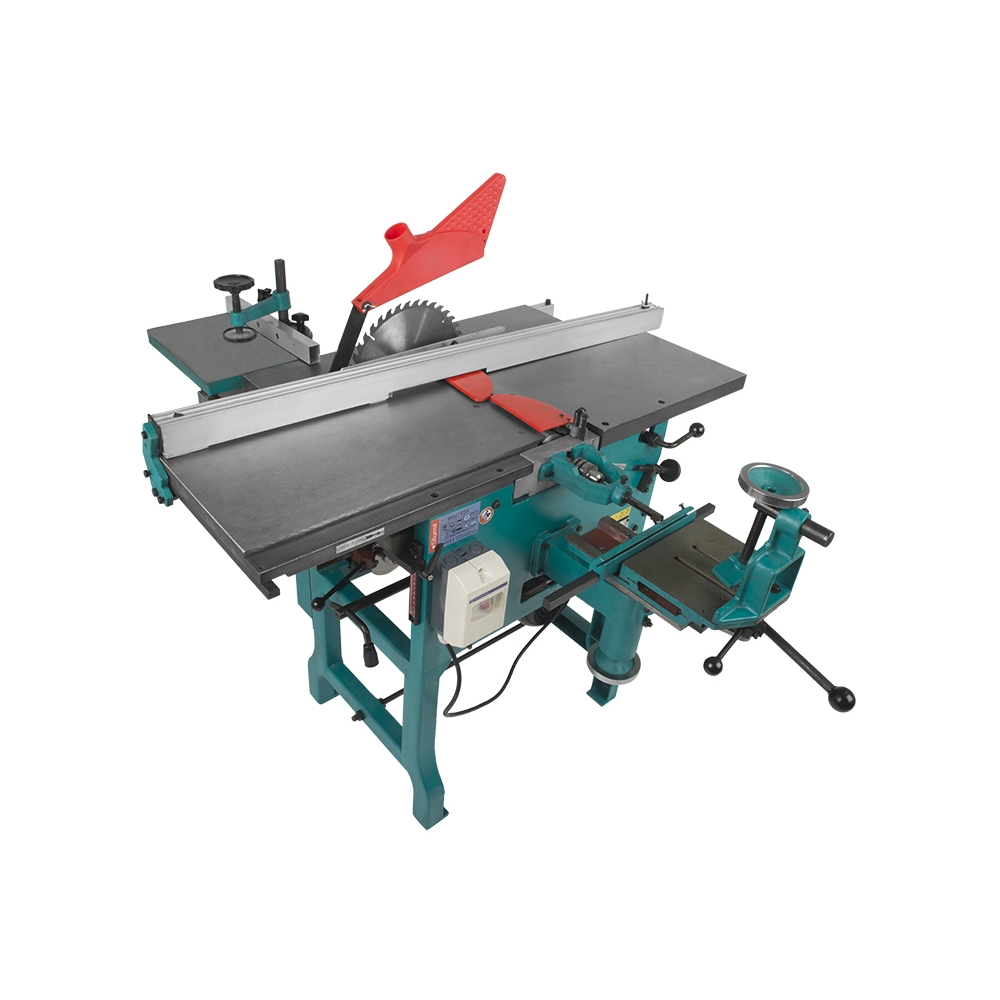 В данном случае это концевая фреза.
В данном случае это концевая фреза.
При выборе фрезера стоит обратить внимание на следующие характеристики:
- диаметр зажимаемого хвостовика фрезы;
- мощность;
- размеры рабочего стола.
Фрезерный деревообрабатывающий станок HARVEY HW303E
Концевая фреза
Данное оборудование объединяет в себе функционал нескольких выше представленных станков.
Но стоит понимать, что по возможностям функции будут “урезаны”, например, если на циркулярном станке можно провести распил доски высотой 107 мм, то на комбинированном этот параметр будет равен 97 мм.
Но с другой стороны многофункциональные машины занимают меньше места, чем несколько станков выполняющие такие же операции по отдельности. Также это более экономичный вариант. И еще одним из плюсов является удобство – вы можете совершить весь цикл обработки заготовки, всего на одном устройстве.
При выборе, самое важное – это понимать для каких именно операций вам необходима данная машина. Для работы в бытовых условиях это самый приемлемый вариант.
Для работы в бытовых условиях это самый приемлемый вариант.
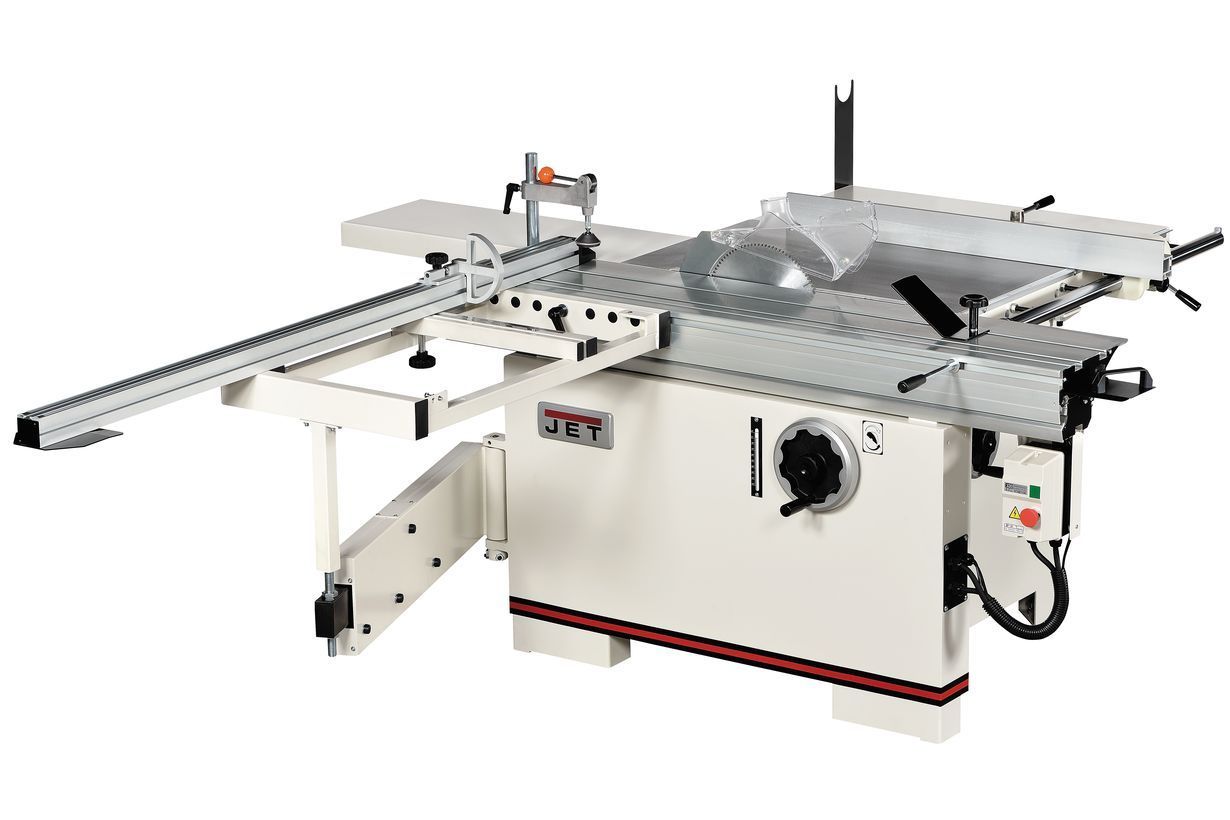
Многофункциональный деревообрабатывающий станок
Мы рассмотрели все основные бытовые станки для деревообработки. На этом разбор темы считаю законченным.
Обучение по специальности станочник деревообрабатывающих станков
Деревообрабатывающий станок — это устройство, которое применяется для пиления и строгания древесины. Механическая обработка древесины происходит с помощью давления или режущих инструментов. На таких станках изготавливают пиломатериалы и заготовки: бревна, бруски, стружку, доски и т. д.
Станочник деревообрабатывающих станков работает на самом разном технологическом оборудовании: токарных, сверлильных, фрезерных, строгальных, стружечных и др. деревообрабатывающих станках. Он владеет навыками изготовления самых разнообразных деталей. Чаще всего станочник деревообрабатывающих станков работает в мебельной промышленности. Он делает цельные полотна из отдельных досок, обтачивает детали, сверлит отверстия для установки креплений, фрезерует пазы, четверти, фаски, галтели и т. п., делает заготовки для шпона. Станочник занимается изготовлением и обрезкой досок и брусьев, а также облицовочных плитных материалов.
п., делает заготовки для шпона. Станочник занимается изготовлением и обрезкой досок и брусьев, а также облицовочных плитных материалов.
Согласно Трудовому кодексу Российской Федерации каждый работник для осуществления определенного вида профессиональной деятельности должен обладать необходимой квалификацией (знаниями, умениями, навыками), подтвержденной документом.
АНО ДПО “МУЦ “Краснодарский” предлагает всем желающим, достигшим 18 лет, независимо от их образования, в том числе не имеющим основного общего (9 классов) и (или) среднего общего образования (11 классов), пройти обучение по профессии “Станочник деревообрабатывающих станков“.
Выдаваемый документ
По окончанию обучению лицам, успешно прошедшим итоговую аттестацию (квалификационный экзамен), выдается «Свидетельство о профессии рабочего» с указанием полученной квалификации (разряда).
При присвоении разряда квалификационная комиссия Учебного центра учитывает теоретические знания обучающегося и виды работ, которые обучающийся выполнял при прохождении производственной практики.
Информацию о выданных документах АНО ДПО “МУЦ “Краснодарский” заносит в Федеральный реестр сведений документов об образовании и (или) о квалификации, документах об обучении (ФИС ФРДО), где каждый работодатель может проверить достоверность информации о квалификации претендентов на трудоустройство и исключить прием на работу кандидата с поддельным документом.
Программы профессионального обучения по профессии «Станочник деревообрабатывающих станков»
Программы профессионального обучения по профессии «Станочник деревообрабатывающих станков» разработаны на основании требований Федерального закона от 29.12.2012 № 273-ФЗ «Об образовании в Российской Федерации» и Приказа Минобразования России от 18.04.2013 № 292 «Об утверждении Порядка организации и осуществления образовательной деятельности по основным программам профессионального обучения» и профессионального стандарта «Станочник для работы на специализированных, специальных станках и другом специализированном оборудовании в деревообработке и производстве мебели», утвержденного Приказом Минтруда России от 26. 12.2014 № 1165н.
12.2014 № 1165н.
Программа профессиональной переподготовки по профессии «Станочник деревообрабатывающих станков» (2 разряд) предназначена для обучения лиц, имеющих смежную профессию, связанную с деревообработкой (столяр, плотник и др.).
Продолжительность обучения по программе профподготовки 160 часов (1 месяц), в том числе:
теоретическое обучение – 64 часа;
практическое обучение на предприятии – 80 часов;
консультация – 8 часов;
квалификационный экзамен – 8 часов.
Программы повышения квалификации по профессии «Станочник деревообрабатывающих станков» (3-5 разряд) предназначены для обучения лиц, имеющих профессию «Станочник деревообрабатывающих станков» и желающих повысить квалификационный разряд.
Продолжительность обучения по программе повышения квалификации 120 часов (3 недели), в том числе:
теоретическое обучение – 40 часов;
практическое обучение на предприятии – 64 часа;
консультация – 8 часов;
квалификационный экзамен – 8 часов.
Квалификационные характеристики
Станочник деревообрабатывающих станков 2-й разряд
Характеристика работ. Сверление отверстий в заготовках и деталях на одношпиндельных станках с ручной подачей. Отбраковка деталей по качеству обработки. Строгание стружки различных спецификаций на налаженных стружечных станках. Изготовление шкантов на токарном станке и токарная обработка простых деталей. Участие в процессе фрезерования деталей и заготовок под руководством станочника более высокой квалификации. Выборка гнезд в деталях по разметке на цепнодолбежном станке. Изготовление кровельной щепы на станке. Штамповка заготовок из шпона. Сшивка дощечек, реек в щит и комплектов ящиков на проволокосшивальном станке.
Должен знать: принцип действия обслуживаемого оборудования; технические условия на сырье, стружку и обрабатываемые детали; требования, предъявляемые к качеству обработки деталей; способы штамповки заготовок из шпона.
Станочник деревообрабатывающих станков 3-й разряд
Характеристика работ. Сверление отверстий в узлах и деталях на одношпиндельных и многошпиндельных станках с механической подачей. Выборка гнезд в деталях и узлах на сверлильно-пазовальных и цепнодолбежных станках. Строгание и профилирование заготовок и деталей на налаженных четырехсторонних строгальных и калевочных станках. Строгание брусковых деталей на односторонних рейсмусовых станках. Строгание в угол, кромки и пласти брусковых деталей на фуговальных станках. Строгание стружки различных спецификаций на стружечных станках, самостоятельно налаженных. Набор щитов из реек и сшивка их на сшивальном станке. Токарная обработка деталей средней сложности. Фрезерование по линейке паза, четверти, фаски, галтели и т.п. в брусковых деталях мягких пород древесины. Фрезерование углублений под фурнитуру в брусковых и необлицованных щитовых деталях. Перфорирование древесноволокнистых плит на перфорирующих станках. Установка режущего инструмента. Выборка руста (канавки) в древесноволокнистых плитах на позиционных рустовочных станках по заданным размерам. Разметка и вырезка образцов для физико-механических испытаний из различных видов фанеры, фанерной продукции в соответствии с государственными стандартами. Подготовка исходного материала для вырезки образцов.
Установка режущего инструмента. Выборка руста (канавки) в древесноволокнистых плитах на позиционных рустовочных станках по заданным размерам. Разметка и вырезка образцов для физико-механических испытаний из различных видов фанеры, фанерной продукции в соответствии с государственными стандартами. Подготовка исходного материала для вырезки образцов.
Должен знать: устройство обслуживаемого оборудования; породы древесины и ее пороки; правила заточки сверл; припуски и допуски на обработку; правила установки режущего инструмента; назначение применяемых контрольно-измерительных инструментов; технические условия на образцы, перфорированные древесноволокнистые плиты и на обработку руста в плитах; способы раскроя фанеры и фанерной продукции.
Станочник деревообрабатывающих станков 4-й разряд
Характеристика работ. Сверление гнезд и отверстий на многошпиндельных сверлильно-присадочных станках. Высверливание и заделка сучков на автоматах. Строгание и профилирование заготовок и деталей на четырехсторонних строгальных и калевочных станках, самостоятельно налаженных. Строгание кромок в щитах, узлах и в заготовках лущеного и строганого шпона твердых лиственных пород на кромкофуговальных станках. Строгание стружки различных спецификаций на универсальных стружечных станках. Набор щитов с одновременным фрезерованием профиля и нанесением клея. Сшивка деталей на кромкосшивальном полуавтомате. Выполнение токарных работ по изготовлению деталей сложной конфигурации. Фрезерование криволинейных деталей сложной конфигурации по копиру. Фрезерование углублений под фурнитуру в облицованных щитовых деталях по копиру. Вырезка с предварительной разметкой образцов для проведения испытаний из древесных слоистых пластиков, фанерных и древесностружечных плит, фанеры по схемам в соответствии с государственными стандартами. Строгание шпона из древесины различных пород на шпонострогальных станках под руководством станочника более высокой квалификации.
Строгание и профилирование заготовок и деталей на четырехсторонних строгальных и калевочных станках, самостоятельно налаженных. Строгание кромок в щитах, узлах и в заготовках лущеного и строганого шпона твердых лиственных пород на кромкофуговальных станках. Строгание стружки различных спецификаций на универсальных стружечных станках. Набор щитов с одновременным фрезерованием профиля и нанесением клея. Сшивка деталей на кромкосшивальном полуавтомате. Выполнение токарных работ по изготовлению деталей сложной конфигурации. Фрезерование криволинейных деталей сложной конфигурации по копиру. Фрезерование углублений под фурнитуру в облицованных щитовых деталях по копиру. Вырезка с предварительной разметкой образцов для проведения испытаний из древесных слоистых пластиков, фанерных и древесностружечных плит, фанеры по схемам в соответствии с государственными стандартами. Строгание шпона из древесины различных пород на шпонострогальных станках под руководством станочника более высокой квалификации. Подбор партии сырья для строгания по толщине и длине. Наладка и участие в ремонте обслуживаемого оборудования.
Подбор партии сырья для строгания по толщине и длине. Наладка и участие в ремонте обслуживаемого оборудования.
Должен знать: устройство и правила наладки обслуживаемого оборудования; физико-механические свойства древесины; причины, влияющие на толщину стружки; дефекты, возникающие при вырезке образцов; правила применения контрольно-измерительных инструментов; государственные стандарты на применяемое сырье.
Станочник деревообрабатывающих станков 5-й разряд
Характеристика работ. Строгание шпона из древесины различных ценных пород на шпонострогальных станках. Проверка толщины шпона во время строгания. Выполнение особо сложных токарных работ по чертежам, образцам и эскизам. Фрезерование гнезд и углублений под фурнитуру в лицевых поверхностях отделанных щитов, узлов и деталей. Фрезерование деталей и узлов в отделанном виде. Строгание кромок в заготовках строганого шпона ценных пород древесины на кромкофуговальных станках.
Должен знать: конструктивные особенности обслуживаемого оборудования; режимы строгания древесины различных пород; основы теории резания древесины; классы точности обработки; чтение чертежей; устройство контрольно-измерительных инструментов.
Характеристика деревообрабатывающих производств
Исходным и основным сырьем для деревообрабатывающих производств является древесина различных пород, получаемая в лесу первоначально в виде круглых лесных сортиментов — хлыстов, бревен и кряжей. В дальнейшем бревна и кряжи идут в раскрой и обработку на полуфабрикаты: пиленые и строганые материалы, древесные клееные слоистые материалы, в частности, фанеру и древесные плиты — стружечные и волокнистые. На основе этих полуфабрикатов создаются различные изделия — готовые фабрикаты: строительные детали, мебель, деревянные части вагонов, судов, автомобилей и др.
Пиленые и строганые материалы получаются в различных лесопильно-строгальных производствах; древесные слоистые материалы — в производствах слоистой клееной древесины; древесные плиты — в производствах по использованию вторичного сырья и неделовой древесины; изделия деревообработки — в столярно-механических производствах.
Таким образом, все деревообрабатывающие производства можно разделить на рассмотренные четыре группы:
- лесопильно-строгальные,
- Клееной слоистой древесины,
- Столярно-механические,
- По использованию вторичного сырья и неделовой древесины.
Эти группы различаются: по виду продукции — полуфабрикаты или готовые фабрикаты; по видам обработки — резание различных видов, термическая, склеивание, отделка. Кроме того, во всех группах древесина, как правило, проходит сушку, представляющую собственно термическую обработку древесины. В каждую группу входят различные производства. Остановимся на краткой характеристике этих производств.
Первая группа. В лесопильном производстве изготовляются различные пиленые материалы, в основном — брусья и доски. Шпалопиление дает продукцию в виде шпал для железнодорожных путей. Строгаными материалами являются пиленые материалы, обработанные, как правило, с четырех сторон строганием. Деревянные сборные дома заводского изготовления представляют собой продукцию производства стандартных домов. Цель ящичного производства — изготовление деревянной тары в виде комплектов дощечек для ящиков или в виде готовых ящиков. Продукцией паркетного производства являются паркетные дощечки и щиты, идущие на покрытие полов. Стружечное производство выпускает древесную стружку в виде тонких узких длинных лент древесины, идущую в качестве упаковочных и набивочных материалов. В бондарном производстве изготовляются деревянные бочки. Наконец, заготовки для столярно-механических производств представляют собой бруски определенного качества; по размерам они соответствуют различным деталям с припусками на обработку.
Цель ящичного производства — изготовление деревянной тары в виде комплектов дощечек для ящиков или в виде готовых ящиков. Продукцией паркетного производства являются паркетные дощечки и щиты, идущие на покрытие полов. Стружечное производство выпускает древесную стружку в виде тонких узких длинных лент древесины, идущую в качестве упаковочных и набивочных материалов. В бондарном производстве изготовляются деревянные бочки. Наконец, заготовки для столярно-механических производств представляют собой бруски определенного качества; по размерам они соответствуют различным деталям с припусками на обработку.
Вторая группа. Предприятия группы фанерных производств изготовляют однослойный материал (шпон, строганую и пиленую фанеру) и различные виды клееной слоистой древесины. Однослойный материал используется на самих фанерных предприятиях для изготовления различных видов клееной слоистой древесины, а также направляется на столярно-механические предприятия, где применяется в качестве облицовочного материала. Главными видами клееной слоистой древесины, изготовляемой этими предприятиями, являются клееная фанера и различного рода плиты, используемые в качестве полуфабрикатов в столярно-механическом производстве.
Главными видами клееной слоистой древесины, изготовляемой этими предприятиями, являются клееная фанера и различного рода плиты, используемые в качестве полуфабрикатов в столярно-механическом производстве.
Изготовляются и древесные слоистые пластики, представляющие собой прессованный при высоком давлении и температуре многослойный материал из пропитанного смолой шпона. Применяются они в самых различных производствах в качестве конструкционного материала для изготовления силовых деталей, вкладышей подшипников, фрикционных дисков, зубчатых колес и т. п.
В послевоенный период предприятия данной группы начали изготовлять также фанерные трубы, предназначенные для транспортировки по ним жидких, газообразных и сыпучих веществ. В настоящее время организуется выпуск гнуто-клееных заготовок из шпона, являющихся полуфабрикатами для мебельных фабрик.
К данной группе производств условно относят и спичечное производство, в котором при изготовлении спичечной соломки и коробков применяют лущение шпона.
Третья группа. В производстве строительных деталей конечной продукцией являются дверные полотна и оконные переплеты, требующиеся в большом количестве для гражданского и промышленного строительства. Мебельным производством выпускаются различные виды мебели. Музыкальные инструменты, имеющие части из древесины (рояли, пианино, щипковые инструменты и др.), относятся к продукции музыкального производства. Вагоны, автомобили, различные суда содержат много деталей из древесины, производством которых заняты специальные деревообрабатывающие цехи соответствующих предприятий. Лыжное производство выпускает лыжи разных типов. Обозное производство занимается изготовлением различного типа повозок и колес.
ПОХОЖИЕ СТАТЬИ:
Страницы: 1 2
Конструктивные элементы деревообрабатывающих станков
Устройство деревообрабатывающих станков зависит от их назначения.
Однако, различаясь по устройству, станки имеют конструктивные
элементы одинакового назначения – станины, столы или каретки для
базирования деталей, сборочные единицы для закрепления режущего
инструмента и сообщения ему или заготовке рабочих движений.
Элементы станков разделяют на основные и вспомогательные. Основные органы выполняют функции по обработке древесины (резание) и подаче материала к инструменту (ножевые и пильные валы, подающие вальцы, конвейеры). К вспомогательным органам относят устройства для заточки режущего инструмента, настройки и смазывания станков, удаления отходов.
Деревообрабатывающие станки состоят из двигательных, передаточных и исполнительных механизмов. К двигательным механизмам относятся электрические, гидравлические и пневматические приводы. Передаточный механизм передает движение от двигательного к исполнительному механизму (механизмы резания и подачи).
Станок состоит из следующих основных частей: станины, столов,
механизмов резания и подачи, привода, ограждений, приборов контроля,
учета. Станина – металлическое основание, на котором
располагаются все механизмы и детали станка. Конфигурация и размеры
станины зависят от назначения и конструкции станка.
Столы предназначены для поддержания и направления обрабатываемого материала. Они бывают неподвижные, наклоняющиеся, передвижные, переставные. Механизмы резания (шпиндели) служат для крепления режущего инструмента. Размещаются они обычно на суппортах, которые бывают подвижные и неподвижные.
Механизм подачи. Процесс резания осуществляется двумя способами: режущий инструмент надвигается на материал (торцовочные, цепнодолбежные станки) или материал подается к режущему инструменту (продольно-фрезерные станки). Материал в станок может подаваться вручную или механически.
Вспомогательные механизмы. Для правильной подачи материала в станок применяют направляющие линейки, угольники, прижимы, ролики, башмаки. Во избежание вибрации материал прижимают к линейке пружинными прижимами (продольно-фрезерный четырехсторонний станок).
Привод механизмов резания или подачи осуществляется в основном от
электродвигателей. На большинстве станков привод производится от
индивидуальных электродвигателей путем соединения электродвигателя
через муфту со шпинделем и др. Привод подающего механизма
осуществляется от электродвигателя ременной, цепной передачами.
На большинстве станков привод производится от
индивидуальных электродвигателей путем соединения электродвигателя
через муфту со шпинделем и др. Привод подающего механизма
осуществляется от электродвигателя ременной, цепной передачами.
Прирезной станок с гусеничной подачей (см. схему ниже, в качестве примера – станок ЦДК4-3) служит для продольного раскроя досок, брусков, щитов и других и является основным видом оборудования при производстве столярно-строительных изделий. Пиломатериалы в станок подаются гусеничной цепью 8, приводимой в движение от электродвигателя через редуктор. Обрабатываемый материал к конвейеру прижимается роликами с пружинами, находящимися на суппорте 4. Для защиты от обратного выброса материала имеется противовыбрасывающее устройство. На этом станке можно распиливать пиломатериалы длиной от 350 мм, шириной до 315 мм. Скорость подачи до 60 м/мин.
Тиски для деревообработки | Rockler Деревообработка и оборудование
Когда вы работаете с ручным инструментом, необходимо надежно удерживать заготовку, а прочные столовые тиски подобны дополнительному набору очень сильных рук. Он может удерживать приклад в различных положениях, позволяя выполнять более плавные пропилы и более плавные ходы по плоскости.
Он может удерживать приклад в различных положениях, позволяя выполнять более плавные пропилы и более плавные ходы по плоскости.
У нас есть тиски нескольких типов и размеров, в том числе модели, которые постоянно прикрепляются к вашему столу, и другие, которые можно закрепить, а затем снимать в перерывах между использованием.Вот небольшая информация, которая поможет вам выбрать тиски, наиболее подходящие для вашего магазина.
Существует два основных типа настольных тисков: передние и концевые. Передние тиски, которые чаще всего устанавливаются в левом углу длинного края верстака, отлично подходят для удерживания стороны ящика в вертикальном положении, когда вы разрезаете хвосты соединения «ласточкин хвост» или держите доску горизонтально кромкой вверх для ручного строгания. Концевые тиски, названные так потому, что они устанавливаются на одном конце верстака, предназначены для удерживания материала на поверхности стола, закрепленного между одной или несколькими «собачками», выступающими из верхней части челюсти тисков, и соответствующими собачками. вставлены в отверстия в поверхности скамейки.(У многих передних тисков также есть выступ на внешней челюсти, чтобы вы держали приклад на столе.)
вставлены в отверстия в поверхности скамейки.(У многих передних тисков также есть выступ на внешней челюсти, чтобы вы держали приклад на столе.)
Распространенный тип передних тисков имеет чугунные губки и стальной винт, который зажимает и ослабляет зажимы. У большинства из них также есть стальные стержни, чтобы удерживать челюсти выровненными и предотвращать сгибание, а у некоторых есть механизм быстрого освобождения, который упрощает регулировку.
Обычно для описания тисков используется ширина губок – например, 7-дюймовые быстросъемные тиски Rockler имеют ширину 7-дюймовых губок. Обязательно ищите тиски, которые открываются достаточно широко, чтобы в них можно было разместить самый толстый кусок приклада, с которым вы можете себе представить, что работаете, и помните, что вам нужно вычесть толщину деревянных прокладок, которые вы будете устанавливать на чугунные челюсти.
Хорошие концевые тиски также имеют винтовую и стержневую конструкцию, и они обычно продаются только с винтовым и стержневым механизмом. Вы добавляете деревянную челюсть.
Вы добавляете деревянную челюсть.
Бесплатные проекты по деревообработке и загрузка
Как собирать полки
Хотите что-то, что хорошо впишется в компактное пространство и при этом будет максимально удобно хранить. Не тратьте время на разработку индивидуального дизайна полок. Просто скачайте наши БЕСПЛАТНЫЕ проекты по деревообработке в формате PDF прямо сейчас и начните с готовых планов полок внутри! Наслаждаться!
Как собрать полки Скачать
Как построить дверь
Строить дверь стало намного проще с этим бесплатным планом.Вы узнаете, как сделать дверь с рамой и компоновкой панелей, и заново откроете для себя столярные изделия, которые лучше всего подходят для изготовления дверей.
Как построить дверь Скачать
Как построить шкаф
Эти планы изготовления шкафов включают в себя гораздо больше, чем просто традиционные кухонные шкафы: вы найдете советы и планы для гаражных шкафов, хранения под пилой, а также как простые, так и сложные версии внутренних шкафов.
Как построить шкаф Скачать
Книжный шкаф План
Разбить банк? Неа.Получите наши бесплатные тарифные планы для книжных шкафов – « Bookcase Plan Combo Pack ». Эта ценная электронная книга расскажет вам все, что вам нужно знать о создании книжных шкафов, включая полные планы для 6 стилей!
Bookcase Plan Загрузить
Дизайн деревянной мебели
Есть действительно простой способ научиться конструировать деревянную мебель. Вам просто не нужно изобретать велосипед (или стул), чтобы научиться конструировать мебель. Все, что вам действительно нужно, – это немного вдохновения.Наша бесплатная загрузка поможет вам создать собственную деревянную мебель.
Wooden Furniture Design Скачать
Как построить таблицу
Вы будете удивлены, что вам не обязательно записываться на дорогие курсы по изготовлению мебели или оплачивать несколько планов строительства мебели только для того, чтобы изучить основы и создать прочный, красивый стол для вашего помещения. Мы БЕСПЛАТНО передаем информацию от нашего внутреннего эксперта по основам! Зачем ждать?
Мы БЕСПЛАТНО передаем информацию от нашего внутреннего эксперта по основам! Зачем ждать?
Как построить таблицу Загрузить
Породы древесины
Расширьте свои знания о породах древесины – от текстуры до твердости и обрабатываемости.
Wood Types Загрузить
Деревообработка – Рокингемский общественный колледж
Основы деревообработки
Этот курс охватывает традиционное деревообрабатывающее искусство на вводном уровне
. Курсовая работа включает обсуждение истории
и тенденций, практики и информации для создания и предоставления
соответствующих студий. По завершении студенты
готовы либо перейти к более высокому уровню квалификации, либо изготовить и продать
свои товары.Требуются защитные очки и средства защиты слуха
. Студентам нужна древесина для проектов. В начале урока проводится
обсуждение того, какие виды древесины лучше всего подходят для каждого студенческого проекта.
дается руководство по получению древесины. Количество и сумма покупки будет варьироваться в зависимости от учащегося
и проекта, но будет стоить 50 долларов или меньше. В Центре творческой деревообработки
можно приобрести древесину тополя. Если учащиеся
предпочитают древесину, а не тополь, ее можно купить в другом месте.
Пожалуйста, позвоните инструктору по телефону 336-394-4718 для получения рекомендаций.
Некоторые студенты предпочитают приносить древесину из других источников,
например, из старого дома или упавшего дерева. Однако ни сотрудники
Rockingham Community College, ни сотрудники Центра творческой деревообработки
не будут вырубать деревья или извлекать
упавшую древесину у членов частного сообщества. Древесина, полученная
из любого места, кроме CCWW, должна быть проверена и утверждена инструктором по
. Класс встретится во время осенних каникул
(неделя октября.14). Включена плата за поставку в размере 20 долларов США.
- Инструктор: Смит
- Стоимость: 145 долларов США
| Код курса | Раздел | Дней | Дата | Время | Местоположение | 9 / 1-11 / 17 | 5: 45-9: 15PM | CCWW |
|---|
Промежуточная обработка древесины
Этот промежуточный курс по деревообработке охватывает наследие
искусства деревообработки на среднем уровне и включает обсуждение
истории и тенденций, практики и информации
для создания и предоставления соответствующих студий.По завершении
ученик будет подготовлен к повышению квалификации или к
изготовлению и продаже своих товаров. Студентам понадобится древесина для
проекта. Студенты узнают о типе и количестве
дерева, необходимого для прохождения курса «Основы».
Древесина, полученная из любого места, кроме CCWW, должна быть проверена и утверждена инструктором.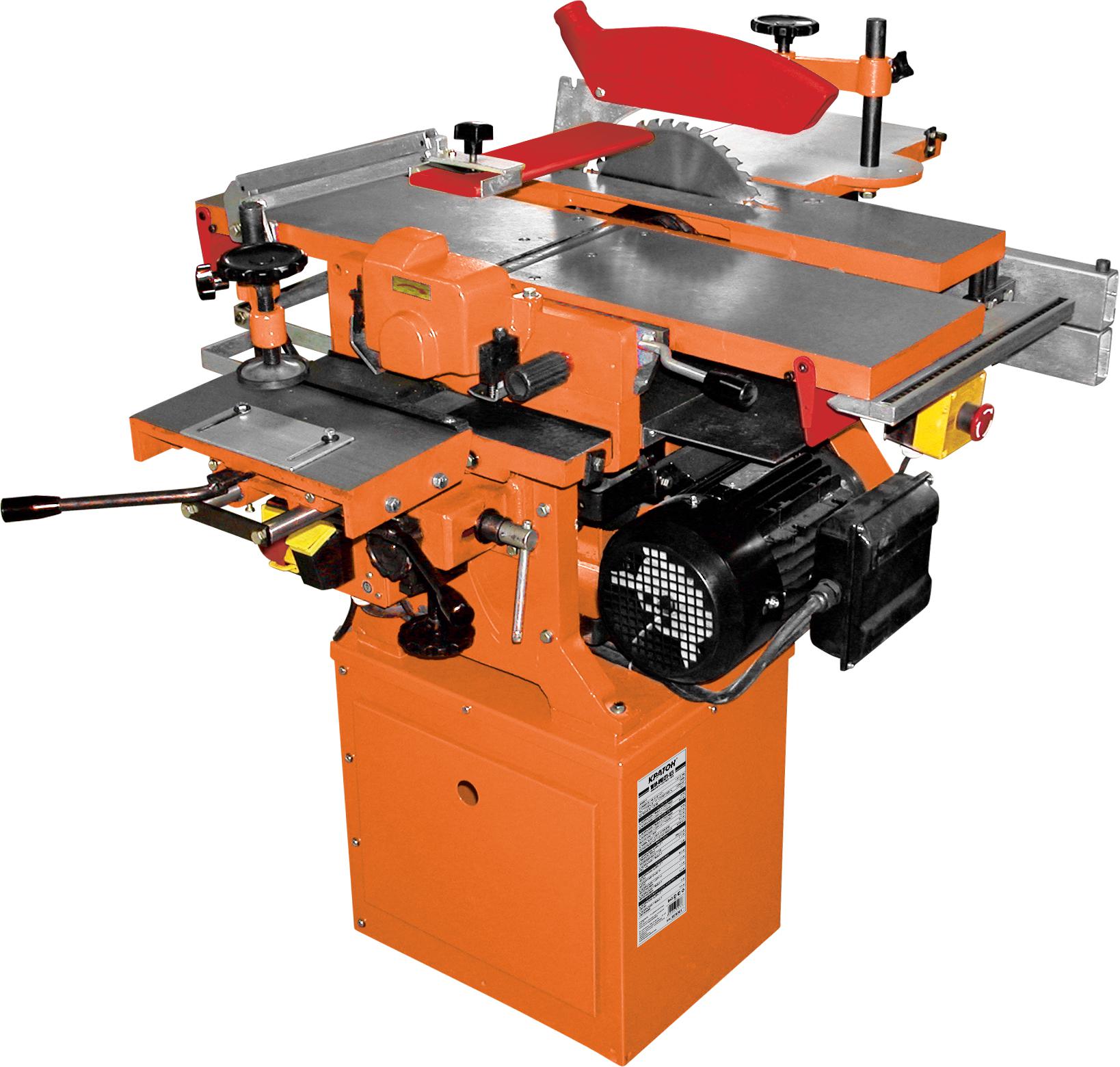 Должен пройти курс «Основы деревообработки» до поступления в этот курс. Включая плату за поставку 20 долларов США.
Должен пройти курс «Основы деревообработки» до поступления в этот курс. Включая плату за поставку 20 долларов США.
- Инструктор: Смит
- Стоимость: 145 долларов США
| Код курса | Раздел | Дней | Дата | Время | Местоположение | PR W | 9 / 2-11 / 18 | 5: 45-9: 15PM | CCWW |
|---|---|---|---|---|---|
| PRC-7143-02 | 50691 | TH | 9 / 3-11 / 19 | 5: 45-9: 15PM | CCWW |
Тонкие детали конструкции мебели
Этот курс разработан, чтобы охватить наследие искусства обработки дерева
на продвинутом уровне.Курсовая работа включает обсуждение истории
, тенденций и практики искусства, а также информацию для создания
и предоставления соответствующих студий. По окончании студенты
готовы либо перейти на более высокий уровень квалификации, либо изготовить
и продать свои товары. Требуются защитные очки и средства защиты органов слуха
Требуются защитные очки и средства защиты органов слуха
. Студентам нужна древесина для проектов. Учащиеся
узнали о типе и количестве необходимой древесины
во время прохождения курса «Основы». Древесина, полученная
из любого места, кроме CCWW, должна быть проверена и утверждена инструктором по
.* Перед зачислением в этот класс необходимо пройти курс «Основы
» по деревообработке. Включена плата за поставку 20 $
.
- Инструктор: Смит
- Стоимость: 200 долларов США
| Код курса | Раздел | Дней | Дата | Время | Расположение | PR TTH | 1-11 / 19 | 8-13: 30 | CCWW |
|---|
Деревообрабатывающий инструмент | Классический дизайн инструментов
Традиционные деревообрабатывающие инструменты
Зажимы, тиски и клей: Обеспечьте устойчивость и надежность деревянных изделий во время работы.
Рубанки: Острый рубанок и устойчивая рука дают вам плоский кусок пиломатериала для работы.
Измерение и разметка: Некоторые из наиболее важных инструментов плотника помогают вам измерить дважды, поэтому вам нужно отрезать только один раз.
Инструменты для резьбы по дереву: Эти инструменты помогут вам добавить декоративные детали или создать произведения искусства из дерева.
Отделка деревом: Правильная отделка может связать изделие из дерева, добавляя ему красоты и защищая его.
Долота и долота для деревообработки: Идеально подходят для удаления материала, до которого не может добраться пила или фрезерный станок, эти твердые инструменты просто необходимы.
Ручные пилы для деревообработки: Ручные пилы создают красивые, чистые пропилы без следов станка, которые могут быть оставлены бензопилой.
Дизайн инструмента вне времени
Нет ничего лучше, чем сделать что-то полезное своими руками, а наши инструменты для деревообработки позволят вам эффективно выполнять свои работы по дереву. Найдите то, что вам не хватало, используя наши плотницкие инструменты классического дизайна.
Найдите то, что вам не хватало, используя наши плотницкие инструменты классического дизайна.
Мы тщательно искали инструменты, соответствующие тем же стандартам качества, что и ваш дедушка для из своей коллекции . Во многих случаях в наших инструментах используется та же проверенная временем конструкция, которую мастера по дереву добивались успеха на протяжении десятилетий. Если вы только начинаете или ищете специальный инструмент, который поможет вам завершить работу, здесь есть инструмент для вашего проекта.
Мы известны тем, что поставляем традиционные инструменты для деревообработки, необходимые для создания красивой мебели, подарков и поделок.Мы придерживаемся строгих стандартов качества наших инструментов, чтобы вы знали, что получаете инструмент, на который можно положиться, и мы поддерживаем их с 90-дневной гарантией и бесплатным возвратом. Если вам нужна дополнительная информация, не забудьте посетить наши руководства по инструментам, в которых вы найдете полную информацию, советы и рекомендации по использованию наших инструментов. Завершите свои проекты с помощью Гарретта Уэйда сегодня.
Завершите свои проекты с помощью Гарретта Уэйда сегодня.
Чертежи мастера по дереву
В Woodsmith планах есть сотни лучших планов проектов по деревообработке своими руками из журналов Woodsmith, ShopNotes и Workbench, все для немедленной загрузки.Вы найдете планы мебели для каждой комнаты в вашем доме, планы верстаков и складских помещений, инструменты, сделанные в магазине, простые в сборке подарки.
img { дисплей: встроенный блок; вертикальное выравнивание: сверху; высота: 160 пикселей; } # labour-day-2020> img: first-child { маржа справа: 0 пикселей; } # labour-day-2020> img: last-child { маржа слева: 0 пикселей; } ]]> .plan-thumbnail { максимальная ширина: 290 пикселей; гибкая основа: 290px; минимальная высота: 360.0 пикселей; } ]]>Выбор редакции
Candle Lantern Сборка
Будь то на террасе или на столе, эти фонари станут ярким дополнением вашего дома. И вы можете построить их всего за выходные.
И вы можете построить их всего за выходные.
Получить 1 год Woodsmith + 5 БЕСПЛАТНЫХ загружаемых планов!
ПОДПИСАТЬСЯ СЕГОДНЯ! (*Предложение действительно только для новых абонентов)
.plan-thumbnail { максимальная ширина: 290 пикселей; гибкая основа: 290px; минимальная высота: 360.0 пикселей; } ]]>Популярное за все время
.plan-thumbnail { максимальная ширина: 290 пикселей; гибкая основа: 290px; минимальная высота: 360.0 пикселей; } ]]>Популярные за последние 30 дней
.plan-thumbnail { максимальная ширина: 290 пикселей; гибкая основа: 290px; минимальная высота: 360.0 пикселей; } ]]>Недавно добавленные
Партнерская ссылка
Поскольку вы являетесь партнером, вы можете использовать этот URL, чтобы ссылаться на эту страницу и получать за это кредит:
|
 .. 3 млн Абатрон Регулируемый зажим Биты и инструменты для маршрутизаторов Amana Американский Дизайн Мебели Инструменты Anant Якорь Арбортех Арти Рашпиль Auriou Плохой инструмент для топора работает Bahco Инструменты Barr Beall Tool Behlen Benchcrafted Инструменты Bessey Лучшая связь Инструментальный завод из голубой ели Инструмент Blum Bob Swerer Productions Токарные инструменты Bodger Инструменты Bora Инструменты Bosch Bostik Компания Bowl Kit Мостовой Городской Инструментальный Завод Briwax Бык лягушка Картер Продукты Чарльз Брок Clesco Клифтон Инструменты Биты и блейды для маршрутизаторов CMT Инструмент Коллинза Компания Color Wheel Горелки для дерева Colwood Кормарк Интернэшнл Ремесленник Кожа Инструменты полумесяца Critter Spray Products Корона ручные инструменты Crown Plane Company Ручные инструменты CECK Edge Дэвид Бэррон Инструменты Дельта Машиностроение DeWalt Алмазная пила Дико Принадлежности для заточки DMT Dowl-It Дремель Дрель доктор Dubuque Clamp Works Э.
.. 3 млн Абатрон Регулируемый зажим Биты и инструменты для маршрутизаторов Amana Американский Дизайн Мебели Инструменты Anant Якорь Арбортех Арти Рашпиль Auriou Плохой инструмент для топора работает Bahco Инструменты Barr Beall Tool Behlen Benchcrafted Инструменты Bessey Лучшая связь Инструментальный завод из голубой ели Инструмент Blum Bob Swerer Productions Токарные инструменты Bodger Инструменты Bora Инструменты Bosch Bostik Компания Bowl Kit Мостовой Городской Инструментальный Завод Briwax Бык лягушка Картер Продукты Чарльз Брок Clesco Клифтон Инструменты Биты и блейды для маршрутизаторов CMT Инструмент Коллинза Компания Color Wheel Горелки для дерева Colwood Кормарк Интернэшнл Ремесленник Кожа Инструменты полумесяца Critter Spray Products Корона ручные инструменты Crown Plane Company Ручные инструменты CECK Edge Дэвид Бэррон Инструменты Дельта Машиностроение DeWalt Алмазная пила Дико Принадлежности для заточки DMT Dowl-It Дремель Дрель доктор Dubuque Clamp Works Э. C. Emmerich Tools Орел америка Earlex Инструменты Easy Wood EazyPower Инструменты Eclipse Инструмент Эльбо Маски Elipse Энвиротекс Алмазные продукты EZE-LAP Famowood FastCap Fein Tools Fenner Drives Электроинструменты Festool Инструменты Fisch Компания Флетчер-Терри Инструменты для резьбы Flexcut Foredom Лезвия для пил Forrest Биты и лезвия для маршрутизаторов Freud Фуллер Общая отделка Общее оборудование Инструменты Gladstone Glen-Drake Toolworks Хорошая рука Gränsfors Bruks GreenWood Гробет США Hamburg Industries Привет Инструменты для резьбы Hirsch Скакательные инструменты Скамьи Hofmann & Hammer Держи Хит Продукция Howard Продукты HTC Гидрокот Гидросорбирующие осушители воздуха Самолеты Ibex iGaging Incra Промышленные абразивы Insty-Bit Дизайн Ironwood Файлы для резьбы Ивасаки Иёрой Японские инструменты Джаспер Инструменты JDS Джевонс Джевитт JHL JoolTool Токарные инструменты Jordan Капуста Келлер ласточкин хвост Клеммсия Известные концепции Инструмент Kreg Кумагоро Кунц Инструментальный завод озера Эри Ламелло Ланкастер Приземляться Lap-Sharp Leecraft Ли Джигс Левин LHR Либерон Lie-Nielsen Toolworks Лигномат Потерянный арт-пресс Löwe Lufkin Lumberton Лутц Магкрафт Magswitch Махони Макита MegaPro Инструмент Mercer Дизайн Меса Виста Metabo Микро Забор Микро Джиг Миллер дюбель Чудо-точка Мирка Абразивы Моракнив Швеции MSA Мюллер Фордж Mylands Нарекс Инструменты Nebo Нельсон Пейнт Николсон Nobex Никто Нортон Nupla Старый коричневый клей Old Fashioned Milk Paint Co.
C. Emmerich Tools Орел америка Earlex Инструменты Easy Wood EazyPower Инструменты Eclipse Инструмент Эльбо Маски Elipse Энвиротекс Алмазные продукты EZE-LAP Famowood FastCap Fein Tools Fenner Drives Электроинструменты Festool Инструменты Fisch Компания Флетчер-Терри Инструменты для резьбы Flexcut Foredom Лезвия для пил Forrest Биты и лезвия для маршрутизаторов Freud Фуллер Общая отделка Общее оборудование Инструменты Gladstone Glen-Drake Toolworks Хорошая рука Gränsfors Bruks GreenWood Гробет США Hamburg Industries Привет Инструменты для резьбы Hirsch Скакательные инструменты Скамьи Hofmann & Hammer Держи Хит Продукция Howard Продукты HTC Гидрокот Гидросорбирующие осушители воздуха Самолеты Ibex iGaging Incra Промышленные абразивы Insty-Bit Дизайн Ironwood Файлы для резьбы Ивасаки Иёрой Японские инструменты Джаспер Инструменты JDS Джевонс Джевитт JHL JoolTool Токарные инструменты Jordan Капуста Келлер ласточкин хвост Клеммсия Известные концепции Инструмент Kreg Кумагоро Кунц Инструментальный завод озера Эри Ламелло Ланкастер Приземляться Lap-Sharp Leecraft Ли Джигс Левин LHR Либерон Lie-Nielsen Toolworks Лигномат Потерянный арт-пресс Löwe Lufkin Lumberton Лутц Магкрафт Magswitch Махони Макита MegaPro Инструмент Mercer Дизайн Меса Виста Metabo Микро Забор Микро Джиг Миллер дюбель Чудо-точка Мирка Абразивы Моракнив Швеции MSA Мюллер Фордж Mylands Нарекс Инструменты Nebo Нельсон Пейнт Николсон Nobex Никто Нортон Nupla Старый коричневый клей Old Fashioned Milk Paint Co. Олсон Пила Односторонняя токарная обработка дерева Пегас Пелтор Производительные абразивы Пику Игривые планы ПМС Портамат Портер-Кейбл Пауэлл Мфг Powerstrop Promax Proxxon Purdy Путч Р.Ножи Мерфи Рабочие места Ramia Мощность записи Ричард Келл Инструменты Рикон Роберт Лэнг Роберт Ларсон Рустолеум Покрытие Saburr Tooth Friction Coating Мешок ИБП Зауэрс SawStop Шредер ScrapeRite Инструменты Shaper Шеффилд Бронза Магазин Фокс Шелковистый Sjobergs Деревянное правило Скоухегана Токарные инструменты Sorby Винты Spax Spyderco Стэнли Инструменты Старретт Sterling Toolworks Инструменты SuperMax Система Три Таджима Текнатул Томас Флинн и Ко.Инструменты для деревянного туфа Timberline TimberMate Клей для дерева Titebond TMI Тормек Тренд Тритон Vantage Industries Vaughan Инструменты Veritas Инструменты Венеры VPS W.W. Norton Publishing Wall Lenk Co.
Олсон Пила Односторонняя токарная обработка дерева Пегас Пелтор Производительные абразивы Пику Игривые планы ПМС Портамат Портер-Кейбл Пауэлл Мфг Powerstrop Promax Proxxon Purdy Путч Р.Ножи Мерфи Рабочие места Ramia Мощность записи Ричард Келл Инструменты Рикон Роберт Лэнг Роберт Ларсон Рустолеум Покрытие Saburr Tooth Friction Coating Мешок ИБП Зауэрс SawStop Шредер ScrapeRite Инструменты Shaper Шеффилд Бронза Магазин Фокс Шелковистый Sjobergs Деревянное правило Скоухегана Токарные инструменты Sorby Винты Spax Spyderco Стэнли Инструменты Старретт Sterling Toolworks Инструменты SuperMax Система Три Таджима Текнатул Томас Флинн и Ко.Инструменты для деревянного туфа Timberline TimberMate Клей для дерева Titebond TMI Тормек Тренд Тритон Vantage Industries Vaughan Инструменты Veritas Инструменты Венеры VPS W.W. Norton Publishing Wall Lenk Co. Watco Waterlox Уэйн Бартон Веллер Уайтхолл Биты маршрутизатора Whiteside Wixey Wolfcraft Деревянные детали Инструменты дятлов Ленточная пила WoodSlicer Работа Sharp ZetSaw Zinsser
Watco Waterlox Уэйн Бартон Веллер Уайтхолл Биты маршрутизатора Whiteside Wixey Wolfcraft Деревянные детали Инструменты дятлов Ленточная пила WoodSlicer Работа Sharp ZetSaw Zinsser Обладая грузоподъемностью 1500 фунтов, Speedhorse может справиться даже с самыми большими задачами.
Обладая грузоподъемностью 1500 фунтов, Speedhorse может справиться даже с самыми большими задачами. Ручные инструменты для деревообработки – одна из наших страстей в Highland Woodworking, поэтому сегодня мы продаем самые лучшие бренды ручных инструментов. Линии ручного высококачественного ручного инструмента, такие как
Auriou Rasps, Barr Forged Tools, Axes Gransfors, Lie Nielsen Tool Works, Woodpeckers Precision Tools и многие другие производители ручного ручного инструмента. Нам тоже нравятся качественные электроинструменты для деревообработки, поэтому мы продаем электроинструменты Festool и SawStop – лучшие марки электроинструментов для деревообработки. Мы предлагаем прекрасные инструменты для деревообработки и обучение с 1978 года.
информирование столяров о лучших
инструменты для деревообработки, советы и методы.Закупки поддерживаются 60-дневным
Гарантия возврата денег, поэтому вы можете с уверенностью покупать у нас высококачественные инструменты, оборудование и материалы для деревообработки.
Ручные инструменты для деревообработки – одна из наших страстей в Highland Woodworking, поэтому сегодня мы продаем самые лучшие бренды ручных инструментов. Линии ручного высококачественного ручного инструмента, такие как
Auriou Rasps, Barr Forged Tools, Axes Gransfors, Lie Nielsen Tool Works, Woodpeckers Precision Tools и многие другие производители ручного ручного инструмента. Нам тоже нравятся качественные электроинструменты для деревообработки, поэтому мы продаем электроинструменты Festool и SawStop – лучшие марки электроинструментов для деревообработки. Мы предлагаем прекрасные инструменты для деревообработки и обучение с 1978 года.
информирование столяров о лучших
инструменты для деревообработки, советы и методы.Закупки поддерживаются 60-дневным
Гарантия возврата денег, поэтому вы можете с уверенностью покупать у нас высококачественные инструменты, оборудование и материалы для деревообработки. Highland Woodworking – помогаем вам стать лучшим мастером по дереву с 1978 года!
Highland Woodworking – помогаем вам стать лучшим мастером по дереву с 1978 года!Прокладывая новый путь: игроки «Пингвины» кое-что «увидели» в деревообработке
«Это был бы ответ, о котором никто бы не подумал, если бы вы сказали, что швед, американец и два канадца входят в бар», – пошутил Петтерссон. «Это как, ну, они плотники. Вы никогда не догадались бы».
«Это как, ну, они плотники. Вы никогда не догадались бы».
Если четверо из них начнут бизнес, Джарри пошутил, что Мэтисон, скорее всего, будет руководить им, поскольку «Мэтти перфекционист». И защитник «Пингвинов» почти должен быть таким, когда делает такие предметы, как подставки, потому что здесь буквально нет права на ошибку.
«Это было действительно сложно, потому что они очень маленькие, поэтому не было места для ошибок», – сказал Мэтисон.
К счастью, он мог положиться на своего друга Криса Брэдли, который на самом деле вырос с женой Майка Эмили в Нью-Йорке, за советом.Именно он первым вдохновил Мэтисона попробовать свои силы в деревообработке, поскольку Брэдли создает нестандартные изделия из дерева и смолы, которые он продает через свой побочный бизнес Dusty Eagle Woodworks.
«Крис делает это много, и у него это действительно хорошо получается», – сказал Мэтисон. «Однажды летом я был там, в Буффало, и он показывал мне вещи, и я подумал, что это было очень интересно».
Итак, Мэтисон решил попробовать весной 2020 года, просматривая видео на YouTube и отправляя текстовые сообщения или FaceTiming Брэдли, когда он над чем-то работал.Мэтисон был рад обнаружить, что это не только для него было довольно простым, но и очень расслабляющим.
«Это то, чем я люблю заниматься, что-то, что отвлекает меня от вещей», – сказал Мэтисон. «Я вырос, помогая своему отцу во многих вещах. Мы перестраивали нашу лодку, когда я был моложе, и тому подобное, поэтому я всегда был рядом с инструментами. Думаю, этот аспект всегда был врожденным. Остальное, как только он объяснил, как это сделать, все довольно легко встало на свои места.«
Мэтисон пытается каждый раз делать что-то новое, чтобы получить новый опыт обучения. Он начал с использования простой древесины для своих творений, в том числе для резки и колбасных досок, а затем начал использовать смолу для добавления цвета и рисунков – например, когда он сделал набор подставок с изображением канадского кленового листа.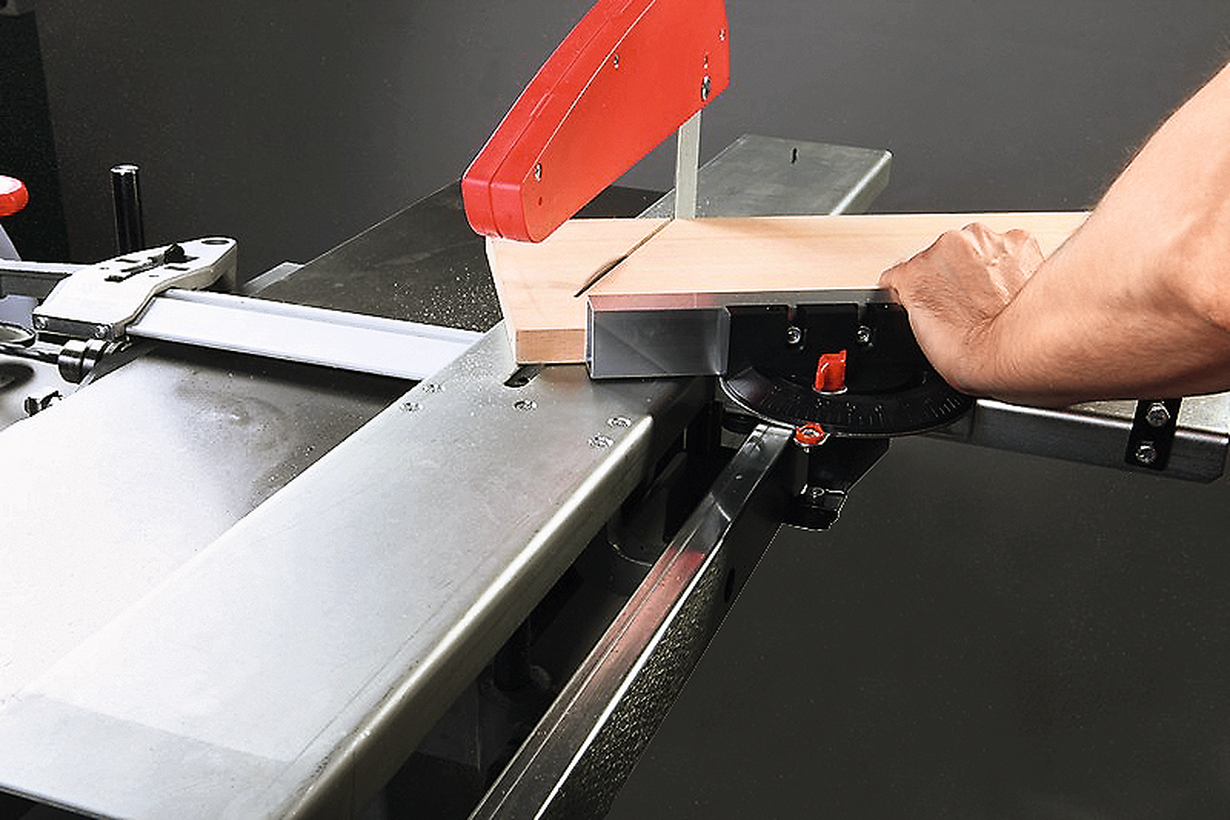
Теперь Мэтисон перешел к созданию речного стола, где смола заливается среди дерева, чтобы напоминать текущий водоем. У него не было так много времени на то, чтобы работать над ним, как он это делал во время карантина, когда в мае родился его первый ребенок, сын Хадсон.Но Мэтисон сказал, что все постепенно складывается.
«Когда вы делаете что-то большее с использованием большого количества смолы, тогда вычисления становятся немного сложнее, и определенно гораздо больше возможностей для более серьезных ошибок», – сказал Мэтисон со смехом. «Я думаю, это, наверное, самая сложная часть, это наверняка немного больше давления».
Астон-Риз также построил стол, когда делал ремонт в доме своих родителей на Лонг-Айленде, где он живет летом. Нападающий «Пингвины» хотел поблагодарить своего отца Уилла и его маму Кэролайн за все жертвы, которые они принесли, чтобы помочь ему добраться туда, где он находится сегодня, например, проснувшись в 5 утра, чтобы отвезти его на каток, поэтому он переделал подвал в это межсезонье. .
.
«Сейчас есть хорошее место для просмотра игр с большим раскладывающимся диваном. Вы, вероятно, сможете уместить шесть или семь человек», – сказал Астон-Риз. «Затем я захотел поставить за ним барный стол, чтобы вы могли сесть за диван и вместить еще четырех или пяти человек. Поэтому я пошел и купил большой кусок дуба».
Астон-Риз, который также обратился за помощью к YouTube, сказал, что процесс оказался именно таким, как он ожидал. Но что сделало это трудным, так это жара.
«Я потратил около трех или четырех часов, шлифуя его, просто чтобы он стал лучше, но на улице было так жарко, что я весь потел», – сказал он со смехом.«И процесс длился так долго, дерево начало немного деформироваться. Затем мне пришлось прикрепить ножки. Это был мой первый раз, так что немного проб и ошибок. Но теперь, когда я» Я знаю, как это сделать и чего ожидать ».
В то время как Астон-Риз – новичок в подобных вещах, Петтерссон – скромный ветеринар. Защитник «Пингвинз» на самом деле имеет столярное дело, начиная с того времени, когда он учился в средней школе в своей родной Швеции.
Он объяснил, что учебная программа составлена таким образом, что учащиеся получают трехлетнее профессиональное образование в дополнение к традиционному обучению в классе, и они могут выбирать род работы, которой они хотят следовать.Петтерссон хотел заняться чем-то более практичным, поэтому он выбрал плотницкие работы.
В первые два года Петтерссон три дня регулярно учился в школе, а остальное время проводил в магазине, где он и его сокурсники строили такие вещи, как сауны и складские помещения. Затем, на третьем курсе, Петтерссон смог поработать своего рода подмастерьем в различных местных компаниях.
«Это было действительно круто и весело, – сказал Петтерссон. “Не просто сидеть в школе, а иметь возможность выйти и заняться практическими делами.Так что я в этом образован. Не скажу, что у меня все хорошо (смеется), но у меня есть образование. Эти две вещи не всегда идут рука об руку ».
Петтерссон пошутил, что именно это он всегда дает своей девушке Беатрис, когда она просит его поработать в новом доме, в который они переехали прошлым летом в Швеции, но он всегда заканчивает тем, что делает свою работу. Он сделал двери, просверлил фасады и построил забор из штакетника. А следующим летом Петтерссон надеется построить летнюю кухню для своей собственности.
Он сделал двери, просверлил фасады и построил забор из штакетника. А следующим летом Петтерссон надеется построить летнюю кухню для своей собственности.
«Это то, что меня очень, очень волнует, и смотрю, смогу ли я сделать это сам или мне нужно, чтобы кто-то сделал это за меня», – сказал Петтерссон. «Но это то, что я собираюсь изучить и построить. Я собираюсь сделать бетонную скамейку, встроить барбекю и тому подобное, так что будет очень весело попробовать это».
Потенциально он мог бы получить совет от Джарри, который начал с малого, построив амбар на своей ферме за пределами Шервуд-парка, Альберта.
Джарри всегда интересовался строительством, так как его отец Дейв помогал отремонтировать пару домов, когда он рос. Поэтому, когда Тристан и его невеста Ханна хотели построить убежище для своих автомобилей и сельскохозяйственного оборудования в начале пандемии, они решили сделать это сами, чтобы никому не приходилось приходить в дом.
«С этого момента я просто смотрел на Pinterest и видел разные идеи», – сказал Джарри. “Вроде да, я, наверное, мог бы это сделать, или я мог бы сделать то.У меня есть пара друзей-плотников, поэтому я поделился с ними идеями, например, как это будет приживаться и как будет работать структура. Я бы попросил их прислать мне фотографии или рисунки того, как это сделать, затем я сделал бы это и спросил их, хорошо ли это. Так что это было как бы взад и вперед ».
“Вроде да, я, наверное, мог бы это сделать, или я мог бы сделать то.У меня есть пара друзей-плотников, поэтому я поделился с ними идеями, например, как это будет приживаться и как будет работать структура. Я бы попросил их прислать мне фотографии или рисунки того, как это сделать, затем я сделал бы это и спросил их, хорошо ли это. Так что это было как бы взад и вперед ».
Джарри пошутил, что на проект было потрачено много крови, пота и слез, но на самом деле ему очень понравился весь процесс. И теперь, когда пара строит новый дом, они Разобрали террасу старого дома и из досок сделали своего рода домик на дереве, который оказался намного лучше, чем они ожидали.
«Возможность увидеть, как нечто превращается из ничего в полностью готовый продукт, – это довольно круто», – сказал вратарь Penguins. «Это очень полезно. Так что я думаю, что это было то, что мне понравилось в нем».
Мэтисон сказал, что это также отличный способ на время задуматься о чем-то другом, кроме хоккея.