Нарезание резьбы. | МеханикИнфо

Основные понятия.
Соединение деталей болтами, винтами и шпильками широко применяется в котельном производстве в местах, где возможно потребуется разъем деталей конструкции. Такие соединения называют разъемными.
Болты, винты и шпильки представляют собой цилиндрические стержни, на поверхности которых имеется винтовая наружная резьба. На конец болта, винта и шпильки навертывается гайка, внутри которой также нарезана винтовая внутренняя резьба.
Операция нарезки может выполняться вручную и механическим способом на станках специальным резьбонарезным инструментом.
Резьбовые детали всегда парные изделия: гайка и болт. Поэтому резьбовой инструмент разделяется на инструмент для нарезания внутренней резьбы — метчики и для наружной резьбы — плашки.
Резьба представляет собой канавку и рядом с ней выступ на поверхности цилиндра или отверстия, идущих по спирали, называемой винтовой линией. Угол, под которым поднимается эта линия, называют углом подъема винтовой линии. Еще одно понятие, как шаг винтовой линии – это расстояние полного оборота винтовой линии.
Образование винтовой линии.
Образование винтовой линии можно представить в следующем виде. Возьмем цилиндр и прямоугольный треугольник (рис. 1), сторона которого равна длине окружности цилиндра. Если треугольник обернуть вокруг цилиндра, совмещая большой катет с плоскостью основания цилиндра, то гипотенуза образует на цилиндре винтовую линию. Другая сторона треугольника (катет) составит шаг винтовой линии, а длина гипотенузы — длину витка винтовой линии.

Рис. 1. Образование винтовой линии.
Основные элементы резьбы.
Если винтовая линия идет слева направо, то она образует правую нарезку, а если справа налево — левую нарезку. Винтовая нарезка может быть одноходовой, двухходовой и многоходовой. Нарезку различают по профилю и по величине.
Ранее резьба применялась только дюймового исчисления, в настоящее время она сохранилась лишь у болтовых изделий и для нарезки труб (газовая). Для остальных изделий применяется резьба с метрическим исчислением. В производстве наиболее чаете встречаются по форме трехгранные, трапецоидальные и прямоугольные или ленточные резьбы.
Резьба имеет следующие элементы (рис. 2): шаг, угол профиля, внутренний, наружный и средний диаметр, а также различают глубину впадины и высоту выступа. Углом профиля резьбы называется угол между сторонами треугольника.

Рис. 2. Элементы резьбы.
a — наружный диаметр; b — средний диаметр; с — внутренний диаметр; d —вершина резьбы; е — впадина резьбы; t — шаг резь бы; α — угол резьбы.
Дюймовая резьба имеет угол профиля равный 55° и характеризуется не шагом резьбы, а числом витков (ниток), приходящихся на 1 дюйм, а также наружным диаметром резьбы, измеряемым в дюймах. Метрическая резьба имеет угол профиля 60° и характеризуется тем, что она измеряется по шагу резьбы и по наружному диаметру винта в миллиметрах. Трубная резьба имеет профиль дюймовой резьбы, но мельче ее и за диаметр резьбы у ней принимается внутренний диаметр трубы, а не наружный. Она также измеряется в дюймах и характеризуется числом ниток витков резьбы на 1 дюйме.
Для одноходового винта шаг равен расстоянию между двумя соседними вершинами профиля нарезки, для двухходового — двум расстояниям, для трехходового — трем и т. д.
Самая правильная, точная, разнообразная по числу витков (ниток) и наружным диаметрам резьба выполняется на токарно-винторезных станках резьбовыми резцами.
Формула нарезания резьбы. Как рассчитать диаметр сверла под резьбу?!
Для нарезания резьбы необходимо правильно подобрать диаметр сверла. При большем диаметре просверленного отверстия не будет полной по глубине резьбы, а если отверстие будет меньше, чем положено, то вероятность поломать метчик и сорвать резьбу увеличивается. Диаметр сверла под резьбу можно выбрать по таблице либо рассчитать по формулам:
Для мягких металлов: d = D — 0,09 S или d= D — 1,5 t.
Для твердого хрупкого металла (сталь): d = D — 1,8 t
Для вязкого металла (медь, алюминий и т. д.):
d = D — 1,2 t.
где d —диаметр отверстия (сверла) под резьбу в мм;
D — диаметр наружной резьбы в мм;
S — шаг резьбы в мм;
t — глубина нарезки в мм.
При нарезке резьбы метчиком отверстие должно быть несколько больше внутреннего диаметра нарезки. Выбор сверла в зависимости от металла, в котором нарезается резьба, и вида резьбы приводится в табл. 1.
Отверстия под нарезание резьб.
Таблица 1. Подбор сверла под резьбу таблица. Сталь, латунь.
| Сталь и латунь | Нарезка трубная | ||||
| Нарезка метрическая | Нарезка дюймовая | диаметр резьбы в дюймах | диаметр сверла в мм | ||
| диаметр в мм | диаметр резьбы в дюймах | диаметр сверла в мм | |||
| резьбы | сверла | ||||
| 5 | 4,2 | 1/4 | 5 | 1/4 | 11,7 |
| 6 | 5 | 5/16 | 6,5 | 1/2 | 18,6 |
| 8 | 6,7 | 3/8 | 8,0 | 3/4 | 24,3 |
| 10 | 8,4 | 7/16 | 9,2 | 1 | 30,5 |
| 12 | 10,1 | 1/2 | 10,5 | 1 1/4 | 39,2 |
| 14 | 11,8 | 5/8 | 13,5 | 1 1/2 | 45,1 |
| 16 | 13,8 | 3/4 | 16,5 | ||
| 20 | 17,3 | 7/8 | 19,5 | ||
| 22 | 19,3 | 1 | 22,3 | ||
| 24 | 20,7 | 1 1/4 | 28 | ||
| 27 | 23,7 | 1 1/2 | 33,7 | ||
| 30 | 26,1 | 1 3/4 | 39,2 | ||
| 36 | 31,6 | 2 | 44,8 | ||
| 42 | 37,0 | ||||
| 48 | 42,7 | ||||
Примечание: Для чугуна и бронзы при нарезке метрической резьбы размер сверла должен быть уменьшен на 0,1 мм; при нарезке дюймовой резьбы размер сверла должен быть в зависимости от величины размера меньше на 0,1—1,0 мм.
ГОСТ 16093-2004В работе часто возникает необходимость нарезания наружной метрической резьбы и некоторые из рабочих не знают как правильно протачивать диаметр под резьбу, то есть номинальный диаметр и предельное отклонение. Данная таблица поможет молодым специалистам разобраться в нарезании метрической резьбы и возможно сократить брак. Табличные значения могут пригодиться на рабочих местах. Диаметры стержней под нарезание метрической резьбы регламентированы ГОСТ 16093-2004.
Стандартный шаг метрической резьбы обозначен (*) | ||||||||
ГОСТ 21348-75
Группа Г13
Дата введения 1977-01-01
1. РАЗРАБОТАН И ВНЕСЕН Всесоюзным научно-исследовательским институтом по нормализации в машиностроении (ВНИИНМАШ)
2. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета стандартов Совета Министров СССР от 12.12.75 N 3875
3. ВЗАМЕН МН 5388-64
4. ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
5. Ограничение срока действия снято по Постановлению Госстандарта от 29.06.84 N 2403
6. ПЕРЕИЗДАНИЕ
1. Настоящий стандарт устанавливает диаметры отверстий под нарезание трубной цилиндрической резьбы по ГОСТ 6357 в изделиях из сталей по ГОСТ 380, ГОСТ 4543, ГОСТ 1050, ГОСТ 19282 и ГОСТ 5632 (кроме сплавов на никелевой основе) и меди по ГОСТ 859.
2. Диаметры отверстий и предельные отклонения должны соответствовать указанным в таблице.
Номинальный размер резьбы, дюймы | Число ниток на 1″ | Шаг Р, мм | Диаметр отверстия под резьбу | ||
Номин. | Пред. откл. для классов точности | ||||
А | В | ||||
28 | 0,907 | 8,62 | +0,10 | +0,20 | |
19 | 1,337 | 11,50 | +0,12 | +0,25 | |
15,00 | |||||
14 | 1,814 | 18,68 | +0,14 | +0,28 | |
20,64 | |||||
24,17 | |||||
27,93 | |||||
1 | 11 | 2,309 | 30,34 | +0,18 | +0,36 |
1 | 35,00 | ||||
1 | 39,00 | ||||
1 | 41,41 | ||||
1 | 44,90 | ||||
1 | 50,84 | ||||
2 | 56,70 | ||||
2 | 62,80 | +0,22 | +0,43 | ||
2 | 72,27 | ||||
2 | 78,62 | ||||
3 | 84,97 | ||||
3 | 91,07 | ||||
3 | 97,42 | ||||
3 | 103,77 | ||||
4 | 110,12 | ||||
4 | 122,82 | ||||
5 | 135,52 | ||||
5 | 148,22 | ||||
6 | 160,92 | ||||
3. Допускается под нарезание трубной цилиндрической резьбы применять отверстия других диаметров, полученных на основании экспериментальных данных.
4. Диаметры сверл для отверстий под нарезание резьбы указаны в приложении.
ПРИЛОЖЕНИЕ
Рекомендуемое
Номинальный размер резьбы, дюймы | Шаг Р, мм | Диаметр сверла для классов точности резьбы | |
А | В | ||
0,907 | – | 8,7 | |
1,337 | 11,5 | 11,5 | |
15,0 | 15 | ||
1,814 | – | 18,75 | |
20,75 | |||
24,25 | |||
28 | |||
1 | 2,309 | 30,5 | |
1 | 35,0 | 35 | |
1 | 39,0 | 39 | |
1 | – | 41,5 | |
1 | 45 | ||
1 | 51 | ||
Электронный текст документа
подготовлен АО “Кодекс” и сверен по:
официальное издание
Дюймовые и специальные резьбы: Сб. ГОСТов. –
М.: ИПК Издательство стандартов, 2003
Нарезка резьбы метчиком: таблица и правила

Метчик – инструмент, с помощью которого можно быстро и точно нарезать резьбу в подготовленном отверстии. Это стержень, разделенный на рабочую часть и хвостовик. Хвостовик служит для фиксации в воротке или патроне станка. Удаление стружки обеспечивают продольные или винтовые канавки, находящиеся на режущей части. Для изготовления этого инструмента используют углеродистые или быстрорежущие стали. Чтобы качественно нарезать внутреннюю резьбу, необходимо знать, как правильно выбрать метчик и подготовить отверстие.
Разновидности инструмента
Подходящий инструмент выбирают, в зависимости от особенностей обрабатываемого материала, требуемой производительности и других параметров. С помощью метчиков разных типов можно нарезать метрическую или дюймовую внутреннюю резьбу с цилиндрическим или коническим профилем.

По способу ведения процесса различают модели:
- Проходные (универсальные). Их рабочая часть состоит из трех зон. Первая выполняет черновую нарезку, вторая – промежуточную, третья – чистовую.
- Комплектные. Для выполнения полного комплекса работ используют несколько инструментов – для черновой, промежуточной и чистовой нарезки. Комплекты состоят из трех метчиков, реже – из двух (для черновой и чистовой обработки). Для обработки особо прочных металлов используют комплекты с 5 инструментами.
Инструмент изготавливают двух типов: для обработки отверстия вручную или с помощью металлорежущего оборудования.
- Машинно-ручной. Имеет квадратный хвостовик. Работает в комплекте с держателем с двумя ручками – воротком.
- Машинный. Устанавливается в патрон металлообрабатывающих станков различных типов.
Для нарезки резьбы в непроходных и сквозных отверстиях применяют метчики разных конструкций:
- Для непроходных отверстий используют комплектный инструмент без конусного кончика. Работа обычно выполняется воротком.
- В сквозных отверстиях резьбу изготавливают метчиками с конусообразным кончиком. Чаще всего это разновидности инструмента универсального типа.
Каналы для отведения стружки имеют различные формы: прямую, винтовую, укороченную.
Для обработки материалов невысокой твердости подходят стружкоотводящие каналы любых форм. Чтобы метчиком нарезать резьбу в материалах высокой твердости, таких как нержавеющая и жаропрочная стали, применяют только инструмент, в котором режущие сегменты имеют шахматное расположение.
Как правильно определить диаметр отверстия?
Перед тем как нарезать резьбу, изготавливают отверстие, диаметр которого определяют по стандартизированным таблицам. Если подготовить отверстие, сечение которого меньше рекомендованной величины, инструмент выйдет из строя, если больше – результат будет некачественным.
Таблица соответствия метрических резьб и диаметров отверстий для них
| Обозначение резьбы | Диаметр, мм | Обозначение резьбы | Диаметр, мм | Обозначение резьбы | Диаметр, мм |
| М 2 | 1,6 | М 8 | 6,7 | М 22 | 19,4 |
| М 2.2 | 1,75 | М 9 | 7,7 | М 24 | 20,9 |
| М 2.5 | 2,05 | М 10 | 8,5 | М 27 | 23,9 |
| М 3 | 2,5 | М 11 | 9,5 | М 30 | 26,4 |
| М 3.5 | 2,9 | М 12 | 10,2 | М 33 | 29,4 |
| М 4 | 3,3 | М 14 | 12,0 | 31,9 | |
| М 5 | 4,2 | М 16 | 14,0 | М 39 | |
| М 6 | 5,0 | М 18 | 15,4 | М 42 | 37,4 |
| М 7 | 6,0 | М 20 | 17,4 | М 45 | 40,4 |
Таблица соответствия дюймовых резьб и диаметров отверстий для них
| Размер резьбы, дюймы | Диаметр, мм | Размер резьбы, дюймы | Диаметр, мм |
| 1/8 | 8,8 | 7/8 | 28,1 |
| 1/4 | 11,7 | 1 | 30,5 |
| 3/8 | 15,2 | 1 1/8 | 35,2 |
| 1/2 | 18,9 | 1 1/4 | 39,2 |
| 5/8 | 20,7 | 1 3/8 | 41,6 |
| 3/4 | 24,3 | 45,2 |
Этапы нарезания резьбы машинно-ручным метчиком
Порядок производства работ:
- Первый шаг – разметка в соответствии с чертежами.
- По отметкам производят кернение остро заточенным керном.
- Сверлят со средним нажимом на невысоких оборотах. Дрель должна находиться под прямым углом к поверхности. Перед началом работ сверло смазывают. Если глубина отверстия большая, то смазывание производят не только перед началом, но и во время работы. Глубина глухого отверстия должна быть несколько больше, чем нарезаемая длина. При отсутствии запаса резьба может получиться неполной.
- Повысить качество результата позволяет обработка зенкером, которая уменьшает конусность и обеспечивает параллельность боковых поверхностей.
- Метчик закрепляют в воротке, кончик его смазывают и вставляют в отверстие строго под прямым углом к поверхности. Делают первый оборот, несильно нажимая сверху на вороток. После первого оборота вперед следует сделать половину оборота назад для удаления стружки. Особую осторожность соблюдают при использовании универсального инструмента – он хрупкий и его легко повредить. Проще работать с комплектными моделями.
Полезные советы
- Чтобы правильно нарезать резьбу в металлах с низкой твердостью и высокой вязкостью, таких как алюминий, сплавы на его основе, медь, баббиты, метчик рекомендуется периодически вынимать для очистки каналов от налипшей стружки.
- При использовании комплектных моделей следует использовать полный набор. Пропуск чернового инструмента не ускоряет, а замедляет нарезание. Такое нарушение технологии приводит к снижению качества результата, а иногда и к выходу метчика из строя.
- Для предотвращения перекоса метчика через 2-3 нити проверяют вертикальность его положения с помощью угольника. Такая предосторожность особенно актуальна для глухих и мелких отверстий.
Процесс необходимо вести с применением жидкостей, предназначенных для смазки и охлаждения:
- в стальных элементах применяют эмульсии, льняное масло, олифу;
- в изделиях из алюминия и его сплавов – керосин;
- при обработке меди – скипидар.
Нарезать резьбу в деталях из чугуна или бронзы можно без применения смазки.
| | Адрес этой страницы (вложенность) в справочнике dpva.ru: главная страница / / Техническая информация / / Оборудование / / Фланцы, резьбы, трубы, фитинги….Элементы трубопроводов. / / Резьбы. Резьба на трубах. Резьба крепежная. Метрическая резьба – размеры, таблицы. Дюймовые резьбы – размеры, таблицы. Таблицы соответствия резьб. / / Диаметры (размеры) стержней и допуски на них под метрическую резьбу М3-М50, выполняемую плашками. Диаметры сверл М1-М10 для высверливания отверстий под метрическую резьбу. Нарезание резьб плашками и метчиками. Таблица. Поделиться:
| ||||||||||||||||||||
Справочная таблица диаметров отверстий под резьбу для нарезания резьбы метчиками Часть 3 Американская унифицированная крупная резьба по AS
Справочная таблица диаметров отверстий под резьбу для нарезания резьбы метчиками Часть 3 Американская унифицированная крупная резьба по ASME B1.1. Американская унифицированная мелкая резьба по ASME B1.1. Наружный диаметр резьбы Внутренний 0 резьбы гайки Доп. 2В 0 отверстия под резьбу UNC Размер – ниток на дюйм мм макс. мм Nr. 1 – 64 1,854 1,582 1,55 Nr. 2 – 56 2,184 1,872 1,85 Nr. 3 – 48 2,515 2,146 2,1 Nr. 4 – 40 2,845 2,385 2,35 Nr. 5 – 40 3,175 2,697 2,65 Nr. 6 – 32 3,505 2,896 2,85 Nr. 8 – 32 4,166 3,531 3,5 Nr. 0 24 4,826 3,962 3,9 Nr. 12 – 24 5,486 4,597 4,5 1/4″ – 20 6,350 5,258 5,1 5/16″ – 18 7,938 6,731 6,6 3/8″ – 16 9,525 8,153 8 7/16″ – 14 11,112 9,550 9,4 1/2″ – 13 12,700 11,024 10,8 9/16″ – 12 14,288 12,446 12,2 5/8″ – 11 15,875 13,868 13,5 3/4″ – 10 19,050 16,840 16,5 7/8″ – 9 22,225 19,761 19,5 1″ – 8 25,400 22,606 22,25 1 1/8″ – 7 28,575 25,349 25 1 1/4″ – 7 31,750 28,524 28 1 3/8″ – 6 34,925 31,115 30,75 1 1/2″ – 6 38,100 34,290 34 1 3/4″ – 5 44,450 39,827 39,5 2″ – 4 1/2 50,800 45,593 45 2 1/4″ – 4 1/2 57,150 51,943 51,5 2 1/2″ – 4 63,500 57,522 57,2 2 3/4″ – 4 69,850 63,932 63,5 3″ – 4 76,200 70,282 69,9 3 1/4″ – 4 82,550 76,632 76,2 3 1/2″ – 4 88,900 82,982 82,6 3 3/4″ – 4 95,250 89,332 88,9 4″ – 4 101,600 95,682 95,3 UNF Размер – ниток на дюйм Наружный 0 резьбы мм Внутренний 0 резьбы гайки Доп. 2В макс. мм 0 отверстия под р езьбу мм Nr. 0 – 80 1,524 1,306 1,25 Nr. 1 – 72 1,854 1,613 1,55 Nr. 2 – 64 2,184 1,913 1,9 Nr. 3 – 56 2,515 2,197 2,15 Nr. 4 – 48 2,845 2,459 2,4 Nr. 5 – 44 3,175 2,741 2,7 Nr. 6 – 40 3,505 3,023 2,95 Nr. 8 – 36 4,166 3,607 3,5 Nr. 10 – 32 4,826 4,168 4,1 Nr. 12 – 28 5,486 4,724 4,7 1/4″ – 28 6,350 5,588 5,5 5/16″ – 24 7,938 7,036 6,9 3/8″ – 24 9,525 8,636 8,5 7/16″ – 20 11,112 10,033 9,9 1/2″ – 20 12,700 11,608 11,5 9/16″ – 18 14,288 13,081 12,9 5/8″ – 18 15,875 14,681 14,5 3/4″ – 16 19,050 17,678 17,5 7/8″ – 14 22,225 20,676 20,4 1″ – 12 25,400 23,571 23,25 1 1/8″ – 12 28,575 26,746 26,5 1 1/4″ – 12 31,750 29,921 29,5 1 3/8″ – 12 34,925 33,096 32,75 1 1/2″ – 12 38,100 36,271 36 326
При необходимости ручной нарезки наружных резьб для трубного соединения, изготовления шпильки или болта под гайку с метрической резьбой, чаще всего используется простой, но достаточно эффективный инструмент – плашка. Процесс подготовки резьбы достаточно прост, если точно следовать ниже приведенным инструкциям.
Подготовка к нарезанию резьбы плашкой
Прежде чем нарезать резьбу плашкой на пруту или на трубе необходимо подобрать инструмент нужного диаметра и шага. Сама плашка представляет собой гайку с режущими зубцами конической формы с отверстиями для крепления в воротке. Плашки могут быть цельными, разрезными, раздвижными, иметь круглую, квадратную или шестигранную форму.
В первую очередь необходимо подобрать материал и инструмент требуемого диаметра. Ниже приведена таблица соответствия наиболее популярных диаметров для метрической, дюймовой и трубной резьб с примером подбора заготовки под резьбу М6
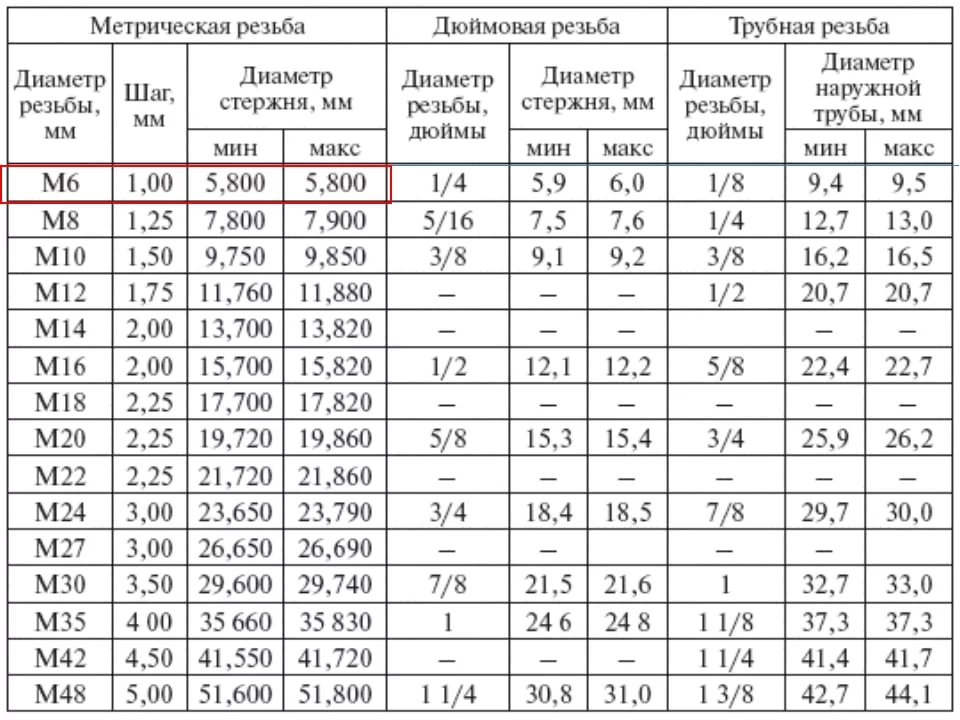
Как видим по таблице, для нарезки резьбы М6 нам необходим прут диаметром 5,8 мм. При более высоких диаметрах резьб есть допустимое минимальное и максимальное значение толщины прута. Нарушать его нельзя – при превышении диаметра вы рискуете сломать плашку, при значении меньше минимального – получите слабую резьбу.
Перед тем как начать нарезание наружной резьбы плашкой, помимо самого инструмента и заготовки, необходим подходящий по форме и размеру вороток, а также машинное масло. После этого можно приступать непосредственно к самой нарезке.
Порядок нарезки резьбы
Перед началом нарезки необходимо снять фаску с наружной части трубы или заготовки под углом 45°. Это необходимо для облегчения первых витков и фиксации плашки.

Дальнейшие действия:
- Закрепите трубу или заготовку в строго вертикальном положении. Наилучшим вариантом чтобы избежать перекосов являются слесарные тиски, но можно использовать и газовый ключ.
- Смажьте инструмент маслом.
- Приложите плашку к головке прута в строго горизонтальном положении и начните с первых нескольких кругов.
- При явном перекосе на первых кругах снимите плашку, обстучите заготовку и начните заново.
- При вращении на первых витках одновременно равномерно нажимайте на ручки воротка для начала процесса резки.
- После нескольких первых витков проверьте правильность нарезки. Это можно сделать по горизонтальности плашки и воротка, что можно проверить уровнем. Далее, при правильном положении инструмента, можно продолжить нарезание трубной резьбы плашкой на всю необходимую длину.
- При достижении примерно середины длины вдавливающее усилие можно ослабить, далее начинается процесс самозатягивания.
- После одного – двух витков необходимо провернуть плашку на половину оборота назад для удаления стружки.
- После нарезки на нужную длину просто верните инструмент обратно по готовой резьбе.

Необходимо учесть, что плашка может иметь несколько номеров, чаще всего 2. В этом случае после нарезки черновой резьбы необходимо поочередно пройтись каждым из номеров для окончательного формирования профиля резьбы.
диаметр для нарезания резьбы. | Страница 2
Кель,Если вы говорите о стружке, это было бы вполне нормально из моего опыта для однонаправленного наведения, особенно на более грубых нитях, если вы используете прямую подачу с опоры.Если вы используете верхнюю опору, равную 29 1/2 градуса (я предполагаю, что вы делаете нить в 60 градусов – UNF / UNC / Metric), это будет немного меньше, но одиночное наведение на более грубые нити все еще может быть довольно “жестоким” процесс, поскольку Вы удаляете чип от относительно большой “неправильной” области контакта, приводящей к выкапыванию мороженого. Если вы имеете в виду, что резьба на самой заготовке выглядит так, то я бы порекомендовал вам сделать еще один проход при той же настройке подачи. Для меня это работает очень хорошо, особенно если я близок к конечным размерам нити; Иногда я делаю до четырех проходов на одной и той же установке подачи для последней пары из вас; это сильно сглаживает нить.Все остро и правильно настроено, но алюминий выглядит комковато, как обычная стружка, но с неприятными угрями. Почти как черпать мороженое. Сокращение все еще выглядит чистым все же. Я использую предварительно заостренный бит, который плоский сверху. Должен ли я размолоть этот бит, который предположительно сделан для работы, и поставить на него грабли? Лучше резать под напряжением?
Я не рекомендую ставить грабли на предварительно заостренный наконечник, поскольку это фактически меняет эффективный угол резьбы. С некоторой осторожностью можно немного шлифовать вручную граблями для нарезания резьбы, но боковые углы на кончике должны быть немного отрегулированы. Хорошо, сказав, что – это минимально, и я виновен в том, что добавил некоторые грабли, не потрудившись отрегулировать боковые углы; за большую часть работы, которую мы выполняем как моделисты, никто никогда не узнает! (За исключением того, что теперь все знают, что я это делаю: большой Для более грубых потоков или в тех случаях, когда необходимо сопоставить существующие потоки, это оказывает большее влияние – например, хотя я и обманываю, я тщательно подбирал соответствие 12TPI 55 градусов Резьба Витворта шпинделя моего токарного станка, когда я делал цанговый патрон, а также резец, используемый для нарезания резьбы ACME для червячного стола и зуборезного станка.
Я не знаю, какой у вас токарный станок, но ручная прутка просто шикарна, если вам это удобно. Это отличный способ начать одиночное наведение, когда вы почувствуете, какое усилие требуется для поворота патрона, и, в свою очередь, вы можете начать компенсировать глубину реза; чем глубже вы идете по нитке, тем меньше должно быть ваше питание.
Существует много разных мнений о методах нарезания резьбы в одной точке; Вы должны найти способ, который соответствует вашим привычкам, путем проб и ошибок.
Исходя из своего собственного опыта обучения, я сначала обнаружил, что лучше всего начинать с небольших подач и большого количества проходов – это требует времени, но вызывает меньше душевной боли; Позже я начал понимать, сколько может выдержать мой токарный станок и инструментальные инструменты, чтобы делать более тяжелые порезы и при этом получать хорошие результаты. Я предпочитаю HSS toolbits для работы с потоками; У меня есть пара вольфрамовых наконечников, лежащих в моей коллекции с обломанными острыми наконечниками:
Смазочно-охлаждающая жидкость ИМХО очень важна – даже для резьбонарезания с помощью матрицы.Единственные металлы, которые я режу досуха, это латунь и чугун, и я даже обнаружил, что получаю улучшенную отделку на однонаправленной латуни, если я использую некоторые из моих любимых смазочно-охлаждающих жидкостей для заключительных проходов.
Одно можно сказать наверняка – даже после обрезания нескольких нитей всегда приятно видеть, как эта нить медленно выходит из заготовки! – По крайней мере, для себя и нескольких других членов HMEM; D
С уважением, Арнольд
.Таблица прямых трубных резьб ANSI | Инженеры Edge
Связанные ресурсы: поток жидкости
Таблица с прямыми трубными нитямиТаблица ANSI
Fluid Flow Содержание | Гидравлическое оборудование
Стандартное оборудование ANSI
В следующей таблице приведен перечень прямых трубных резьб для механических соединений, NPSM и NPSL ANSI / ASME B1.20.1, американский стандарт для трубных резьб.
Прямая трубная резьба обозначена NPSC = Национальная прямая муфта для труб.
Также обычно обозначается как «Нити IPS» или «Железные прямые нити».
Обратите внимание, что прямая трубная резьба, в отличие от конической трубной резьбы, не обеспечивает какой-либо функции уплотнения. Как правило, конструкция, в которой используется прямая трубная резьба, будет включать в себя уплотняющие элементы, такие как кольцевые уплотнения, для облегчения уплотнения жидкости.
Все данные диаграммы приведены в дюймах
Номинал | Темы | Внешняя резьба | ||||
Пособие | Большой диаметр | Диаметр шага | ||||
Макс.аа | мин. | Макс. | мин. | |||
Свободно устанавливаемые механические соединения для светильников – NPSM | ||||||
1/8 | 27 | 0.0011 | 0,397 | 0,390 | 0,3725 | 0,3689 |
|---|---|---|---|---|---|---|
1/4 | 18 | 0,0013 | 0,526 | 0.517 | 0,4903 | 0,4859 |
3/8 | 18 | 0,0014 | 0,662 | 0,653 | 0,6256 | 0.6211 |
1/2 | 14 | 0,0015 | 0,823 | 0,813 | 0,7769 | 0,7718 |
3/4 | 14 | 0.0016 | 1,034 | 1,024 | 0,9873 | 0,9820 |
1 | 11 1/2 | 0,0017 | 1,293 | 1.281 | 1,2369 | 1,2311 |
1 1/4 | 11 1/2 | 0,0018 | 1,638 | 1,626 | 1,5816 | 1.5756 |
1 1/2 | 11 1/2 | 0,0018 | 1,877 | 1,865 | 1,8205 | 1,8144 |
2 | 11 1/2 | 0.0019 | 2.351 | 2,333 | 2,2944 | 2,2882 |
2 1/2 | 8 | 0,0022 | 2.841 | 2.826 | 2.7600 | 2,7526 |
3 | 8 | 0,0023 | 3,467 | 3.452 | 3.3862 | 3.3786 |
3 1/2 | 8 | 0,0023 | 3.968 | 3.953 | 3,8865 | 3.8788 |
4 | 8 | 0.0023 | 4,466 | 4.451 | 4,3848 | 4,3771 |
5 | 8 | 0,0024 | 5,528 | 5.513 | 5,4469 | 5,4390 |
6 | 8 | 0,0024 | 6,585 | 6,570 | 6.5036 | 6.4955 |
Ослабленные механические соединения для соединений контргайки – NPSL | ||||||
1/8 | 27 | … | 0,409 | … | 0.3840 | 0,3805 |
1/4 | 18 | … | 0,541 | … | 0,5038 | 0,4986 |
3/8 | 18 | .. | 0,678 | … | 0,6409 | 0,6357 |
1/2 | 14 | … | 0,844 | .. | 0,7963 | 0,7896 |
3/4 | 14 | … | 1,054 | … | 1,0067 | 1.0000 |
1 | 11 1/2 | … | 1,318 | … | 1,2604 | 1,2523 |
1 1/4 | 11 1/2 | .. | 1,666 | … | 1,6051 | 1,5970 |
1 1/2 | 11 1/2 | … | 1,902 | .. | 1,8441 | 1,8360 |
2 | 11 1/2 | … | 2,337 | … | 2,3180 | 2.3099 |
2 1/2 | 8 | … | 2,877 | … | 2,7934 | 2,7817 |
3 | 8 | .. | 3.503 | … | 3,4198 | 3,4081 |
3 1/2 | 8 | … | 4,003 | .. | 3.9201 | 3,9084 |
4 | 8 | … | 4,502 | … | 4,4184 | 4.4067 |
5 | 8 | … | 5,564 | … | 5.4805 | 5,4688 |
6 | 8 | .. | 6,620 | … | 6,5372 | 6,5255 |
8 | 8 | … | 8,615 | .. | 8,5313 | 8,5196 |
10 | 8 | … | 10,735 | … | 10,6522 | 10.6405 |
12 | 8 | … | 12,732 | … | 12,6491 | 12,6374 |
Номинал | Темы | Внутренняя резьба | |||
Малый диаметр | Диаметр шага | ||||
мин.аа | Макс. | мин. | Макс. | ||
Свободно устанавливаемые механические соединения для светильников – NPSM | |||||
1/8 | 27 | 0.358 | 0,364 | 0,3736 | 0,3783 |
|---|---|---|---|---|---|
1/4 | 18 | 0,468 | 0,481 | 0.4916 | 0,4974 |
3/8 | 18 | 0,603 | 0,612 | 0,6270 | 0,6329 |
1/2 | 14 | 0.747 | 0,759 | 0,7784 | 0,7851 |
3/4 | 14 | 0,958 | 0,970 | 0.9889 | 0,9958 |
1 | 11 1/2 | 1.201 | 1,211 | 1,2386 | 1,2462 |
1 1/4 | 11 1/2 | 1.546 | 1,555 | 1,5834 | 1,5912 |
1 1/2 | 11 1/2 | 1.785 | 1.794 | 1.8223 | 1,8302 |
2 | 11 1/2 | 2,259 | 2,268 | 2,2963 | 2,3044 |
2 1/2 | 8 | 2.708 | 2.727 | 2,7622 | 2,7720 |
3 | 8 | 3.334 | 3.353 | 3.3885 | 3.3984 |
3 1/2 | 8 | 3.835 | 3.848 | 3.8888 | 3,8988 |
4 | 8 | 4.333 | 4,346 | 4,3871 | 4,3971 |
5 | 8 | 5,395 | 5.408 | 5,4493 | 5.4598 |
6 | 8 | 6,452 | 6,464 | 6.5060 | 6,5165 |
Ослабленные механические соединения для соединений контргайки – NPSL | |||||
1/8 | 27 | 0.362 | … | 0,3863 | 0,3898 |
1/4 | 18 | 0,470 | … | 0,5073 | 0.5125 |
3/8 | 18 | 0,607 | … | 0,6444 | 0,6496 |
1/2 | 14 | 0.753 | … | 0,8008 | 0,8075 |
3/4 | 14 | 0,964 | … | 1,0112 | 1.0179 |
1 | 11 1/2 | 1,208 | … | 1,2658 | 1,2739 |
1 1/4 | 11 1/2 | 1.553 | … | 1.6106 | 1,6187 |
1 1/2 | 11 1/2 | 1,792 | … | 1.8495 | 1,8576 |
2 | 11 1/2 | 2,265 | … | 2,3234 | 2,3315 |
2 1/2 | 8 | 2.718 | … | 2.8012 | 2.8129 |
3 | 8 | 3.344 | … | 3,4276 | 3.4393 |
3 1/2 | 8 | 3.845 | … | 3.9279 | 3.9396 |
4 | 8 | 4.343 | … | 4,4262 | 4,4379 |
5 | 8 | 5,405 | … | 5,4884 | 5.5001 |
6 | 8 | 6,462 | … | 6,5450 | 6,5567 |
8 | 8 | 8.456 | … | 8,5391 | 8.5508 |
10 | 8 | 10,577 | … | 10,6600 | 10.6717 |
12 | 8 | 12.574 | … | 12,6569 | 12,6686 |
aa Для стандартной прямой трубной резьбы ANSI основной и вспомогательный диаметры внутренней резьбы и вспомогательный диаметр наружной резьбы зависят от диаметра шага.Основной диаметр наружной резьбы обычно определяется диаметром трубы. Эти теоретические диаметры являются результатом добавления глубины усеченной резьбы (0,666025 x p ) к максимальным диаметрам шага, и следует понимать, что коммерческая труба не всегда будет иметь эти максимальные основные диаметры.
Примечания к свободному монтажу Резьба:
Незначительные диаметры наружной резьбы и основные диаметры внутренней резьбы – это те, которые производятся коммерческими прямыми трубными штампами и промышленными отводными прямыми трубными отводами.
Наибольший диаметр внешней резьбы был рассчитан на основе усечения 0,10825 р , а наименьший диаметр внутренней резьбы был рассчитан на основе усечения 0,21651 р , чтобы обеспечить отсутствие помех на гребне и в корне, когда продукт измеряется датчиками, изготовленными в соответствии со стандартом.
Примечания для незакрепленных резьб контргайки:
Резьба контргайки установлена на основе удержания максимально возможного количества металла между дном резьбы и внутренней частью трубы.Для того, чтобы контргайка могла свободно прилегать к части с наружной резьбой, предусмотрен припуск, равный «увеличению диаметра шага за оборот», с допуском 1 1/2 оборота как для наружной, так и для внутренней резьбы.
Похожие:
,Эквивалентный диаметр
Эквивалентный диаметр – это диаметр круглого канала или трубы, который при одинаковом потоке дает такую же потерю давления или сопротивление, что и эквивалентный прямоугольный канал или труба. Круглая форма приводит к меньшим перепадам давления и меньшей мощности вентилятора для перемещения воздуха и, следовательно, меньшему оборудованию.

Эквивалентный диаметр прямоугольной трубы или воздуховода можно рассчитать как (Huebscher)
d e = 1.30 (ab) 0,625 / (a + b) 0,25 (1)
, где
d e = эквивалентный диаметр (мм, дюймы)
a = длина основной или вспомогательной стороны (мм, дюймы)
b = длина вспомогательной или основной стороны (мм, дюймы)
Пример – эквивалентный диаметр
Эквивалентный диаметр 300 мм x 500 мм прямоугольный воздуховод можно рассчитать как
d e = 1.30 ((300 мм) (500 мм)) 0,625 / ((300 мм) + (500 мм)) 0,25
= 420 мм
Калькулятор прямоугольного сечения для круглого протока
Калькулятор ниже основан на формуле (1). Формула является общей и может использоваться любая единица.
Эквивалентные диаметры для некоторых распространенных мм размеры прямоугольного воздуховода:
Для полного стола с большими размерами – поверните экран!
| Круговой эквивалентный диаметр – d e (мм) | ||||||||||||||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| Сторона воздуховода – a – (мм) | Сторона воздуховода – b ( мм.) | |||||||||||||||||||||
| 100 | 109 | 133 | 152 | 168 | 183 | 207 | 227 | 901 9 910 901 901 9 910 901 9 910 901 9 910 901 9 910 901 901 9 910 901 9 910 901 9 9 9 9 9 9 9 9 9 9 9 9 9 9 9 9 9 9 9 9 9 9 9 9 9 9 9 9 9 9 9 9 9 9 9 9 9 9 9 9 9 9 9 9 9 9 9 9 9 9 9 9 9 9 9 9 9 9 9 9 9 9 9 9 9 9 9 9 9 9 9 9 9 9 9 9 9 9 9 9 9 9 9 9 9 9 9 9 9 9 9 9 9 9 9 9 9 9 9 9 9 9 9 9 9 9 9 9 9 9 | 210 | 229 | 261 | 287 | 310 | 9 0160|||||||||
| 200 | 152 | 189 | 219 | 244 | 266 | 305 | 337 | 365 | ||||||||||||||
| 250 | 168 | 210 | 246 | 273 | 299 | 343 | 381 | 414 | 470 | |||||||||||||
| 300 | 183 | 229 | 266 | 299 | 328 | 378 | 420 | 457 | 520 | 574 | ||||||||||||
| 400 | 207 | 260 | 305 | 343 | 378 | 437 | 488 | 531 | 609 | 674 | 731 | + | ||||||||||
| 500 | 227 | 287 | 337 | 381 | 420 | 488 | 547 | 598 | 687 | 762 | 827 | 886 | ||||||||||
| 600 | 310 | 365 | 414 | 457 | 531 | 598 | 656 | 755 | 840 | 914 | 980 | 1041 | ||||||||||
| 800 | 414 | 470 | 520 | 609 | 687 | 755 | 875 | 976 | 1066 | 1146 | 1219 | 1286 | ||||||||||
| 1000 | 517 | 574 | 674 | 762 | 840 | 976 | 1093 | 1196 | 1289 | 1373 | 1451 | 1523 | ||||||||||
| 1200 | 620 | 731 | 827 | 914 | 1066 | 1196 | 1312 | 1416 | 1511 | 1598 | 1680 | |||||||||||
| 1400 | 781 | 886 | 980 | 1146 | 1289 | 1416 | 1530 | 1635 | 1732 | 1822 | +||||||||||||
| 1600 | 939 | 1041 | 1219 | 1373 | 1511 | 1635 | 1749 | 1854 | 1952 | +|||||||||||||
| 1800 | 901 60 | 1096 | 1286 | 1451 | 1598 | 1732 | 1854 | 1968 | 2073 | |||||||||||||
| 2000 | 1523 | 1680 | 1822 | 1952 | 2073 | 2186 | ||||||||||||||||

напечатать диаграмму эквивалентного диаметра!
Эквивалентные диаметры некоторых распространенных дюймов прямоугольных каналов:
Для полного стола – поверните экран!
| Круговой эквивалентный диаметр (дюймы) | |||||||
|---|---|---|---|---|---|---|---|
| Длина – b – (дюймы) | Длина – a – (дюймы) | ||||||
| 4 | 5 | 6 | 8 | 10 | 12 | 16 | |
| 4 | 4.4 | 4,9 | 5,3 | 6,1 | |||
| 5 | 4,9 | 5,5 | 6 | 6,9 | 7,6 | ||
| 6 | 5,3 | 6 | 6.6 | 7,6 | 8,4 | 9,1 | |
| 8 | 6,1 | 6,9 | 7,6 | 8,6 | 9,8 | 10.7 | 12,2 |
| 10 | 7,6 | 8,4 | 9,8 | 10,9 | 12 | 13,7 | |
| 12 | 9,1 | 10,7 | 12 | 13,1 | 15.1 | ||
| 16 | 12,2 | 13,7 | 15,1 | 17,5 | |||

печать эквивалентного диаметра диаграммы!
Овальный эквивалентный диаметр (эллипс)
Плоские овальные воздуховоды предъявляют меньшие требования к высоте, чем круглые воздуховоды, и сохраняют большинство преимуществ круглых воздуховодов.Фитинги для плоских овальных воздуховодов сложно изготовить или модифицировать в полевых условиях.
Эквивалентный диаметр овального канала или трубы (эллипса) можно рассчитать как (Heyt & Diaz)
d e = 1,55 A 0,625 / P 0,25 (2)
, где
A = площадь поперечного сечения овального воздуховода (м 2 , в 2 )
P = периметр овального воздуховода (м, дюймы)

Площадь поперечного сечения овальный воздуховод может быть выражен как
A = π ab / 4
, где
a = большой размер плоского овального воздуховода (м, дюйм)
b = второстепенный размер плоский овальный воздуховод (м, дюйм)
Периметр овального воздуховода (эллипса) можно приблизить к
P ≈ 2 π (1/2 ((a / 2) 2 + (b / 2) 2 )) 1/2 (2b)
продолговатые воздуховоды

Эквивалентные диаметры продолговатых воздуховодов или труб могут быть выражены как
d e = 1.55 (π b 2 /4 + a b – b 2 ) 0,625 / (π b + 2 a – 2 b) 0,25 (3)
Гидравлический диаметр
Примечание! – эквивалентный диаметр не совпадает с гидравлическим диаметром. Гидравлический диаметр выражает скорость между площадью сечения канала или трубки и смачиваемым периметром канала или трубки. Гидравлический диаметр используется для определения, является ли поток ламинарным или турбулентным, и для расчета потери давления.