Как откалибровать микрометр? – Измерительный инструмент и оборудование
Товарищ m4435, если Вы имеете в виду под словом (калибровать – выставить микрометр на ноль), то классическая последовательность действий установки микрометра от нуля, выглядит так. Классическая, значит рабочего исправного микрометра. И так 1. Ослабить стопорный винт штока. 2. Протрите измерительные плоскости микрометра. 3.Ослабте трёх миллиметровый воронёный стопорный винт на теле барабана он утоплен заподлицо, а потом снова подтяните, но не сильно, пока только чтобы вы могли управлять штоком и соединить губки вместе. 4. Взявшись за трещотку вращаете барабан до соприкосновения губок, как только губки слегка, слегка коснутся друг друга, вы без резких движений и рывков на одном усилие трещотки делаете ещё два три оборота трещотки и зажимаете стопорный винт штока, он выглядит именно так, как на вашей фото сделанной 07 11 2010 11: 28. 5. Ослабляете стопорный винт на барабане, после ослабления барабан может вращаться и сдвигаться в месте с трещоткой в лево и в право, выставьте нулевые риски на корпусе микрометра и барабане, и удерживая барабан затяните крепко стопорный винт на нём, затяжку для начала можно разбить на два приёма.
И ещё, если вы не ремонтник ни когда не трогайте и не крутите гайку на резьбовой цанге, если всё таки, это случилось то о прохождении очередной поверки и атистации без ремонта можете забыть. Вы можете только разобрать не трогая этой гайки, промыть, смазать и собрать. Удачи.
ЛикБез – работа с микрометром: измерения и калибровка
Сегодня поговорим о том, как грамотно использовать микрометр при выполнении измерений габаритных размеров деталей.
Для начала сформулируем определения того, что именно называется микрометром (далее МК).
МК – это инструмент, который проводит измерения с «космической» точности. Погрешность просто ничтожна и находится в пределах до 1 мкм (микрона).
Для справки 1 мкм – 0,000001 м.
Сейчас в продаже можно найти различных представителей «МК»:
- Электронные;
- Механические;
- Большие;
- Маленькие.
В качество опытного образца рассмотрим МК 25. Число «25» указывает на максимальную ширину детали, которую можно измерить данным инструментом (размер указан в мм).
Как же проводить измерения?
При выполнении практической части, измерим несколько подготовленных объектов: заклепка, кабельный наконечник, кусок текстолита.
Первое, с чего следует начать – это увеличить расстояние между неподвижным упором (пяткой) и винтом, немного больше предполагаемого размера объекта. Для этого покрутим барабан.
Расположив деталь в образовавшемся проёме, начинаем уменьшать расстояние между пяткой и винтом. Для того, чтобы не повредить измеряемую деталь и микрометрический винт (сильным усилием) расстояние уменьшаем вращением трещотки (а не барабана!).
Как только прибор выдал несколько щелчков – это означает, что предмет зажат между упором и винтом и измерение выполнено успешно.
Винт можно застопорить при помощи фиксатора.
Теперь внимательно смотрим на шкалы инструмента. Двойная, что располагается на «стебле» и одинарная на самом барабане.
Верхняя половина двойной шкалы определяет количество целых частей миллиметра (цена деления – 1 мм).Для хвостовика заклепки 2 целых мм, для кабельного наконечника 2 целых мм, для текстолита 1 целая мм.
Нижняя половина двойной шкалы определяет количество десятых частей миллиметра (0,5 мм). В случае если нижнюю метку не видно, смотрим на показания одинарной шкалы.
Для хвостовика заклепки нижнюю метку не видно. Для кабельного наконечника ситуация повторяется. Для текстолита 0,5 мм.
Одинарная шкала определяем количество сотых частей миллиметра (цена деления 0,01 мм).
Суммируем полученные значение.
Диаметр хвостовика заклепки 2,13 миллиметра. Диаметр кабельного наконечника 2,42 мм. Толщина текстолита 1,58 мм.
Диаметр кабельного наконечника 2,42 мм. Толщина текстолита 1,58 мм.
Поговорим о калибровке измерительного прибора.
Шкала со временем сбивается. Поэтому важно периодически или перед каждым «сеансом измерения» проводить калибровку прибора. Чтобы выполнить её нужно закрутить микрометрический винт до упора (трещоткой!) и посмотреть совпадает ли нулевая насечка на одинарной шкале (на барабане) с горизонтальной полосой на стебле. В случае несовпадения, подкрутим стебель спец ключом (обычно идёт в комплектухе).
Для начала разберём МК. Сначала специальным ключом открутим трещотку (отверстие 1).
Выкрутим микрометрический винт.
Используя тот же ключ, с небольшим усилием пробуем провернуть стебель микрометра (отверстие 2).
После чего собираем МК обратно. Закручиваем винт и трещотку.
Для установки «нуля» необходимо:
Взять чистый лист бумаги и зажать его между «пяткой» и винтом (затягивая винт трещоткой). После чего извлекаем лист. Таким образом проводится очищение измерительных торцов.
После чего извлекаем лист. Таким образом проводится очищение измерительных торцов.
Закручиваем МК трещоткой. Фиксируем положения микрометрического винта фиксатором. С помощью ключа совмещаем отметки на стебеле с отметками на барабане.
Вот и всё. Надеюсь, что изложенный выше материал будет полезен. Спасибо за внимание!
|
|
 Измеряемая деталь зажимается между неподвижным уступом в рамке и винтом. Отсчет ведется по шкале, показывающей количество полных оборотов винта и их доли. При таком методе измерения точность составляет 2 мкм.
Измеряемая деталь зажимается между неподвижным уступом в рамке и винтом. Отсчет ведется по шкале, показывающей количество полных оборотов винта и их доли. При таком методе измерения точность составляет 2 мкм. Микрометры типа МКЦ снабжены цифровым индикатором, повышающим точность и удобство пользования.
Микрометры типа МКЦ снабжены цифровым индикатором, повышающим точность и удобство пользования. youtube.com/embed/Sf74GCaIQh0″ allowfullscreen=”allowfullscreen” frameborder=”0″>
youtube.com/embed/Sf74GCaIQh0″ allowfullscreen=”allowfullscreen” frameborder=”0″> А также Республики Казахстан, Белоруссия и другие страны СНГ.
А также Республики Казахстан, Белоруссия и другие страны СНГ.Как пользоваться микрометром — РИНКОМ
Микрометрами измеряют размеры деталей с точностью до десятых и сотых долей миллиметра. По виду инструмент напоминает штангенциркуль. Но от него микрометр отличается универсальностью и повышенной точностью.
Со стороны кажется, что это очень сложный прибор. Но это только на первый взгляд. Пользоваться различными типами микрометров может научиться каждый. Расскажем об этом в данной статье.
Содержание
Как пользоваться микрометром
- Устройство и принцип работы типового микрометра
- Как пользоваться типовыми, электронными и рычажными микрометрами (инструкция)
- Какие бывают микрометры
-
Виды микрометров по области применения
- Гладкие микрометры
- Микрометры-нутромеры
- Микрометры для горячего проката
- Микрометры для измерения расстояния между зубцами (зубомеры)
- Двухшкальные микрометры
- Трубные микрометры
- Резьбомерные микрометры
- Микрометры для измерения толщин листов
- Канавочные микрометры
- Проволочные микрометры
- Призматические микрометры
-
Виды микрометров по способу индикации
- Аналоговые микрометры
- Лазерные микрометры
- Цифровые микрометры
- Рычажные микрометры
- Как откалибровать типовой микрометр, настроить его и проверить на точность
- Как настроить микрометр на ноль
- Как правильно пользоваться микрометром (уход и обслуживание)
Устройство и принцип работы типового микрометра
Типовой микрометр состоит из тисков и блока с измерительными механизмами. Для проведения операции деталь зажимают в тисках и плотно удерживают в ней.
Для проведения операции деталь зажимают в тисках и плотно удерживают в ней.
Изображение №1: внешний вид и устройство типового микрометра
Принцип действия этого инструмента основан на винтовой паре. По его шагу определяют отклонения от нулевых отметок. Значения считывают с блоков с измерительными механизмами.
Эта цилиндрическая часть микрометра имеет две шкалы.
-
Крутящаяся. Расположена на барабане. Эти деления показывает доли миллиметра.
-
Неподвижная. Расположена на стебле микрометра. Имеются две шкалы с разными ценами деления (0,5 и 1 мм).
Изображение №2: шкалы микрометра
Как пользоваться типовыми, электронными и рычажными микрометрами (инструкция)
При использовании типовых и аналоговых микрометров замеры деталей узнают путем складывания значений, получившихся на барабанах и стеблях микрометров. Как видите, инструкция пользования микрометром выглядит очень просто.
Как видите, инструкция пользования микрометром выглядит очень просто.
Важно! Всегда помните следующее правило. Если на нижней половине стебля последняя видимая риска находится правее, то к полученному значению нужно прибавить еще 0,5. Схематически это выглядит так.
Изображение №3: инструкция по считыванию результатов измерений
При использовании рычажных и электронных микрометров сложностей гораздо меньше.
Какие бывают микрометры
Микрометры делят по двум главным критериям.
-
По области применения.
-
По способам индикации.
Виды микрометров по области применения
По области применения выделяют следующие виды микрометров.
Гладкие микрометры
Их обычно применяют для измерения плоских и крупных предметов. Чаще всего при помощи таких микрометров определяют диаметры деталей и их сечения.
Чаще всего при помощи таких микрометров определяют диаметры деталей и их сечения.
Фотография №1: гладкий микрометр
Микрометры-нутромеры
Основная задача таких приборов — измерение внутренних диаметров изделий. Такие микрометры чаще всего применяют в токарном деле для контроля изменения внутренних диаметров деталей в процессе обработки.
Фотография №2: микрометр-нутромер
Микрометры для горячего проката
Это специализированный инструмент, по внешнему виду и конструкции значительно отличающийся от традиционных измерительных приборов данного типа. Этот микрометр имеет колесо с разметкой. С его помощью измеряют толщины изделий при их прокатывании через щипцы.
Фотография №3: микрометр для горячего проката
Микрометры для измерения расстояния между зубцами (зубомеры)
Эти приборы имеют специальные конические насадки, предназначенные для измерения ширины пазов, а также размеры зубчатых колес или шестеренок. Инструменты калибруют по деталям, имеющим эталонные размеры.
Инструменты калибруют по деталям, имеющим эталонные размеры.
Фотография №4 микрометры для измерения расстояния между зубцами (зубомеры)
Двухшкальные микрометры
Такие микрометры еще называют предельными. Предназначены для измерения габаритов сложных деталей.
Фотография №5: двухшкальные микрометры
Трубные микрометры
Основные задачи таких микрометров — измерение толщин труб и их износа. Такими приборами чаще всего пользуются при проверках представители управляющих компаний.
Фотография №6: трубные микрометры
Отличительная черта таких микрометров — наличие специальных насадок, позволяющих измерять бугристые и неровные поверхности. Это актуально, если трубы, к примеру, покрылись ржавчиной.
Резьбомерные микрометры
Имеют специальные насадки для измерения глубины дюймовых и метрических резьб.
Фотография №7: резьбомерный микрометр
Микрометры для измерения толщин листов
С их помощью измеряют толщины заготовок из листовых материалов (металлопрокат, полипропилен и пр.). Могут иметь узкие и удлиненные насадки. Изделия первого типа предназначены для измерения узких листов, а второго — вытянутых и широких.
Фотография №8: микрометр для измерения толщин листов
Канавочные микрометры
Имеют специальные щупы. Их вставляют в канавки, углубления, отверстия и ямы для измерения их габаритов.
Фотография №9: канавочный микрометр
Проволочные микрометры
Эти узкоспециализированные приборы предназначены для измерения диаметров шариков в подшипниках и проволок.
Фотография №10: проволочный микрометр
Призматические микрометры
С поомощью таких микрометров измеряют, к примеру, такие инструменты, как лезвия и ножи.
Фотография №11: призматический микрометр
Виды микрометров по способу индикации
По способу индикации микрометры делятся на 4 вида.
Аналоговые микрометры
Эти приборы наименее функционыльны, просты в исполнении и стоят недорого. Их главное преимущество — максимальная надежность. Если вы уроните прибор, его точность можно без проблем восстановить при помощи настройки и калибровки.
Фотография №12: аналоговый микрометр
Лазерные микрометры
Это наиболее современные, точные и дорогие представители измерительных приборов данной категории. В быту практически не используются. Требуют пристального ухода и тонкой настройки. Замеры проводятся на основании отклонений лазерных лучей.
Фотография №13: лазерный микрометр
Цифровые микрометры
Для замеров используется все тот же винт (как и у аналоговых моделей). Однако показания выводятся в виде точных цифр на специальных дисплеях.
Однако показания выводятся в виде точных цифр на специальных дисплеях.
Фотография №14: цифровой микрометр
Рычажные микрометры
Такие модели лучше аналоговых за счет отсуствия необходимости встматирваться в шкалы для фиксации показаний.
Фотография №15: рычажный микрометры
Как откалибровать типовой микрометр, настроить его и проверить на точность
Микрометры относятся к таким приборам, которые перед каждым использованием необходимо проверять, калибровать и настраивать. Расскажем, как это сделать.
Сначала протрите при помощи тонкого листа бумаги поверхности пяток. Для этого сведите их, зажав лист с небольшим усилием. Потом аккуратно вытащите его, но следите, чтобы не было разрывов. В результате пятки очистятся от пыли и жира.
Фотография № 16: сдвигание пяток
Потом возьмите эталонный образец и удостоверьтесь в том, что прибор показывает все правильно.
Фотография №17: проверка точности показаний при помощи образца
В противном случай следует провести настройку.
Как настроить микрометр на ноль
После описанной выше чистки микрометра при помощи листа бумаги соедините лапки инструмента. Зажмите фиксирующий винт. При помощи специального ключа подкрутите стебель так, чтобы обе риски стояли ровно на нуле.
Фотография №18: настройка микрометра на ноль
Как правильно пользоваться микрометром (уход и обслуживание)
Любая техника нуждается в уходе. Микрометры — не исключения. Вот список основных правил.
-
Следите за чистотой деталей и механизмов. Удаляйте загрязнения сразу же после их появления.
-
Перед каждым использованием протирайте пятки губкой или листом бумаги.
-
Если показания сбились, сразу же перенастройте прибор.

-
Не используйте трещотку при измерении деталей из мягких материалов. Они могут деформироваться.

И последнее. Если хотите получить максимальную точность измерений, не экономьте на качестве инструментов.
Объект-микрометр для калибровки систем анализа изображений. Позволяет определить размеры объектов в реальных единицах измерений.
Объект-Микрометр предназначен для измерения линейных размеров объектов и выполнения иных расчетов, основанных на измерении и обработке линейных размеров в поле зрения микроскопа в проходящем свете, темном поле, фазовом контрасте, люминесценции, поляризации, в отраженном свете и иных видах исследований на микроскопе.
В цифровых микроскопах Объект-Микрометр применяется для проведения калибровки цифровой системы визуализации микроскопа для последующего автоматического измерения расстояний. Цифровая система визуализации микроскопа состоит из Программного Обеспечения (далее по тексту ПО) и цифровой камеры. Чтобы в ПО появилась возможность измерения и анализа изображений, необходимо определить коэффициент пересчета размера микрообъекта, измеренного в условных единицах «Пиксель» (разрешение цифровой камеры) в размеры метрической системы СИ «Микрометры» (или нм, мм).
Чтобы в ПО появилась возможность измерения и анализа изображений, необходимо определить коэффициент пересчета размера микрообъекта, измеренного в условных единицах «Пиксель» (разрешение цифровой камеры) в размеры метрической системы СИ «Микрометры» (или нм, мм).
Сняв изображение шкалы Объект-Микрометра при каждом рабочем увеличении микроскопа и указав известное расстояние в режиме калибровки, Вы задаете коэффициент пересчета на реальные единицы длины в международной системе СИ (метр, миллиметр, микрометр, нанометр и т.д.).
Также Объект-Микрометр используется для определения увеличения и линейного поля зрения микроскопов, микропроекторов, а также цены деления окуляр-микрометра, окулярных шкал и сеток.
Стеклянная пластина 75 х 25 х 1 мм
Шкала длиной – 1 мм в окружности диаметром 5 мм
Цена деления шкалы – 0,01 мм
Количество делений в шкале – 100 шт
Толщина риски деления – около 0,003 мм
На Объект-Микрометр нанесена маркировка 1 DIV = 0.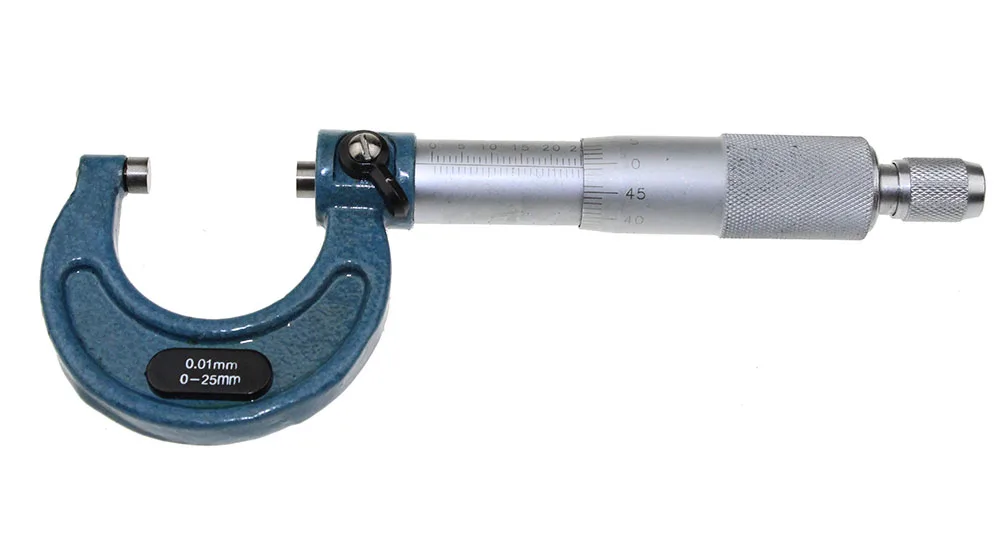 01mm
01mm
Объект-Микрометр представляет собой стеклянную пластину 75 мм х 25 х 1 мм, что соответствует стандартным размерам предметного стекла, используемого в микроскопии. В центре стекла выгравирована линейка длиной 1 мм, разделенная на 100 частей. Следовательно, Показание одного деления соответствует 0,01 мм, что равно 10 мкм.
Объект-Микрометр поставляется в штатном пластиковом футляре с мягкими прокладками, что позволяет защитить стекло Объект-Микрометра от повреждения при транспортировке и хранении.
Окружность вокруг самой шкалы позволяет удобно и быстро находить шкалу Объект-Микрометра в окуляры микроскопа или в поле зрения микроскопа с цифровой системой визуализации при выводе изображения на экран монитора компьютера.
Внешний вид шкалы Объект-Микрометра под увеличением 10х:
Внешний вид шкалы Объект-Микрометра под увеличением 40х:
Следует помнить, что для калибровки на увеличении 100Х необходимо использовать иммерсионное масло (для масляных объективов).
Объект-Микрометр беречь от ударных нагрузок и изгибов, хранить в штатном пластиковом футляре. При чистке Объект-Микрометра от остатков биоматериала и иммерсионного масла исключить использование абразивных чистящих средств.
Вариант 1. Применение в оптической системе
- Извлечь Объект-Микрометр из футляра. Убедиться в чистоте стекла, при необходимости – очистить;
- Поместить Объект-Микрометр на предметный стол микроскопа, стороной, на которую нанесена шкала – к образцу светопроницаемого биологического или гистологического материала.
- Используя объектив 4х, поймать с помощью регулировок микроскопа фокус на биологическом объекте и отцентровать в поле зрения шкалу Объект-Микрометра путем перемещения предметного стола.
- Переключиться на необходимый для измерения биологического препарата объектив, отрегулировать фокусное расстояние и откорректировать положение предметного стола с помощью регулировок микроскопа;
- Сделать измерение размеров клеток биологического или гистологического препарата, совмещенного со шкалой Объект-Микрометра для микроскопа.

Вариант 2. Калибровка системы цифровой визуализации
- Средствами ПО вывести изображение с цифровой камеры на экран монитора компьютера;
- Извлечь Объект-Микрометр из футляра. Осмотреть стекло микрометра, при необходимости – очистить;
- Поместить Объект-Микрометр на предметный стол микроскопа;
- Используя объектив 4х, установить с помощью регулировок микроскопа фокус на шкале микрометра, используя окружность, и отцентровать в поле зрения шкалу Объект-Микрометра путем перемещения предметного стола.
- Переключиться на необходимый для измерения объекта объектив.
- Установить наиболее часто используемое разрешение цифровой камеры микроскопа,
- Добиться резкого изображения шкалы калибровочного Объект-Микрометра, отрегулировав фокусное расстояние и положение предметного стола с помощью регулировок микроскопа;
- Получить на экране монитора контрастное изображение шкалы Объект-Микрометра и сделать фотографию изображение средствами ПО, на основании руководства к ПО.
- Средствами ПО для видеозахвата осуществить калибровку единиц измерения, осуществляемую сохранением коэффициента для пересчета количества единиц “пиксели” в “микрометры” или иные метрические единицы системы СИ.

Общие рекомендации.
Калибровку необходимо проводить для каждого используемого объектива. Проверьте рекомендации в Руководстве пользователя ПО используемой вами цифровой камеры. При работе с объективами 40х и более, для повышения точности измерения/калибровки стоит учитывать толщину риски деления, которая составляет от 3 до 4 мкм. Поэтому необходимо в качестве эталонного расстояния использовать расстояние между правой стороной левой риски и правой стороной правой риски. Посмотрите, как выглядит процесс калибровки в окне Программного Обеспечения Дианел-Микро для автоматизации исследований на цифровых микроскопах:
В качестве эталонного расстояния рекомендуем использовать максимальное большое количество делений в поле зрения – это снизит погрешность калибровки и, следственно, погрешность всех последующих измерений.
При работе с объективом 100х oil необходимо на сам Объект-Микрометр добавить иммерсионное масло, после чего подвести объектив и выполнить калибровку.
Благодаря калибровке цифровой камеры микроскопа совместно с программным обеспечением, появляется возможность удобно и быстро проводить измерения любых объектов вне зависимости от типа исследования: проходящий или отраженный свет, темное поле, фазовый контраст, люминесценция, поляризация.
После калибровки, необходимо тщательно протереть Объект-Микрометр от иммерсионного масла или биологических жидкостей чистой мягкой тканью, смоченной спиртосодержащей жидкостью – см. ТЕХНИЧЕСКОЕ ОБСЛУЖИВАНИЕ.
По окончанию работ убрать стекло Объект-Микрометра в штатный футляр.
Микрометр представляет собой прозрачное стекло с нанесенными на него микрометрической шкалой с ценой деления 0,01 мм, что равно 10 мкм. Шкала располагается по горизонтали.
Объект-микрометр применяется для калибровки как цифровых, так и просто оптических микроскопов, Калибровка или поверка шкалы измерения микроскопа осуществляется как в проходящем, так и в отраженном свете, люминесценции, поляризации, фазовом контрасте, темном поле и т. п.
п.
Размеры стекла объект-микрометра 25,4 мм х 76,2 мм, что равно размерам стандартного предметного стекла, используемого в микроскопии.
Настройка и калибровка.
1. Поместить стекло для калибровки на предметный стол микроскопа.
2. Выбрать рабочий объектив и установить максимальное разрешение камеры.
3. Получить на экране монитора чёткое изображение шкалы и сделать снимок шкалы.
4. Вызвать в используемой программе команду “Калибровка”.
5. Указать двумя щелчками мыши начало и конец линии и ввести значение длины линии в реальных единицах.
6. Ввести название настройки калибровки и сохранить результат.
7. Программа запомнит коэффициент, и в дальнейшем Вы сможете выбрать любую единицу измерения, все результаты будут пересчитываться в соответствии с Вашим выбором.
Скачать РУКОВОДСТВО ПО ЭКСПЛУАТАЦИИ на Средство измерения Объект-Микрометр (универсальный ОМО и ОМП) для микроскопа с ценой деления 0,01мм (10 мкм) для проходящего и отражённого света.
| 2761х7х | Поверка (калибровка) | Автоколлиматоры АК-0,25М;АК-0,3 и др. | 1879.50 |
| 2701 | Калибровка | Биениемер индикаторный специальный БИЛК | 1360.50 |
| 2701 | Поверка (калибровка) | Биениемеры ПБ и др. | 1079.50 |
| 2701909 | Поверка | Боковички (набор принадлежностей к КМД) ПК-1, ПК-2 (цена за 1шт.) | 92.00 |
| 2724632 | Поверка (калибровка) | Бруски контрольные БК (150..500мм) | 1127.50 |
| 2701 | Поверка (калибровка) | Валики цилиндрические контрольные | 1079.50 |
| 2702941 | Поверка (калибровка) | Вилки лесные измерительные Mantax,Masser и др. | 96.70 |
| 2703782 | Поверка (калибровка) | Глубиномеры индикаторные ГИ | 190.50 |
| 2703781 | Поверка (калибровка) | Глубиномеры микрометрические КТ 1;2 ГМ | 195. 00 00 |
| 2703863 | Поверка (калибровка) | Головки измерительные рычажно-зубчатые ЦД 0,001;0,002мм ИРП,ИРПВ,ИГ | 422.50 |
| 2761751 | Калибровка | Головки оптические делительные ОДГ и др. (ЦД 5″;10″;20″) | 1959.50 |
| 2761851 | Поверка | Головки оптические делительные ОДГ-60 (ЦД 60″) | 1306.00 |
| 2761161 | Калибровка | Гониометры-спектрометры ГС-5 | 4021.00 |
| 2701 | Калибровка | Дальномеры лазерные DLE,PD,HD,Leica DISTO A3;-A5 и др. (до 20м) | 1485.50 |
| 27 | Поверка | Датчики перемещений индуктивные WA | 3060.50 |
| 2771721 | Поверка (калибровка) | Дефектоскопы акустические импедансные ТЭРИ;ДАМИ и др. | 5475.50 |
| 2771х3х | Поверка (калибровка) | Дефектоскопы вихретоковые ВД-12НФ и др. | 2259.50 |
| 2771х1х | Поверка (калибровка) | Дефектоскопы ультразвуковые УД2-12 и др. (до 4-х преобр. включительно) (до 4-х преобр. включительно) | 4351.39 |
| 2771х1х | Поверка (калибровка) | Дефектоскопы ультразвуковые(имп.) Epoch;USK;USM и др. (до 4-х преобр. включительно) | 4351.39 |
| 270171х | Калибровка | Диафрагмы,сужающие устройства и т.п. | 764.00 |
| 2705732 | Калибровка | Длиномеры вертикальные оптические ИЗВ-5;-7 (с эл. отсчетом) | 1922.50 |
| 2705735 | Поверка (калибровка) | Длиномеры горизонтальные ИЗГ-6,ИКУ-2 и т.п. | 2565.00 |
| 2742х5х | Калибровка | Зубомеры индикаторные (нет методики калибровки) | 271.00 |
| 27 | Калибровка | Иглы и конуса пенетрационные для битума и парафинов к прибору “Пенетрометр” (за 1 шт.-изм. геом. параметров) | 540.50 |
| 2702ххх | Поверка (калибровка) | Измерители длины кабельных изделий Мерадат,СМ-2 и др. | 808.39 |
| 2771951 | Калибровка | Измерители защитного слоя ИЗС;Поиск и др. (5..50 мм) (5..50 мм) | 3136.50 |
| 27 | Поверка (калибровка) | Измерители напряжений в арматуре электронные ЭИН и др. | 2115.50 |
| 27 | Поверка | Измеритель перемещений (деформаций) навесной ТС703 | 4596.50 |
| 27 | Поверка | Измеритель угла наклона двухкоординатный ИН-Д3 | 4856.00 |
| 2703х6х | Поверка (калибровка) | Индикаторы многооборотные – ЦД 0,001;0,002мм 1 МИГ,2 МИГ и др. | 515.50 |
| 2703967 | Поверка (калибровка) | Индикаторы рычажно-зубчатые ИРБ,ИРТ | 304.00 |
| 2705231 | Поверка (калибровка) | Интерферометры вертикальные контактные ИКПВ,ПИУ-2 | 1504.00 |
| 2705231 | Поверка (калибровка) | Интерферометры горизонтальные контактные ИКПГ | 1879.50 |
| 2701631 | Поверка (калибровка) | Калибры гладкие до 500мм | 118.00 |
| 2701 | Калибровка | Калибры конусные гладкие диаметром до 120 мм Гн/к | 1644. 50 50 |
| 2701 | Калибровка | Калибры резьбовые до 100 мм M,G,Tr (за 1 шт.) | 187.00 |
| 2701 | Калибровка | Калибры резьбовые конические K,R (пробки d | 1104.00 |
| 2761683 | Поверка (калибровка) | Квадранты оптические КО-30,КО-60 (0…120 градус.) | 1079.50 |
| 2761681 | Поверка (калибровка) | Квадранты оптические малогабаритные КО-1; КО-10 (0..360 градус.) | 1552.00 |
| 2701411 | Калибровка | Кольца образцовые 4 разряда до 200 мм (цена за 1 шт.) | 987.00 |
| 2701 | Поверка (калибровка) | Кольца установочные КТ 4 и 5 (100..250мм) (цена за 1 шт.) | 657.50 |
| 2701х1х | Поверка (калибровка) | Кольца установочные КТ 4 и 5 (50.. 100мм) (цена за 1 шт.) | 327.50 |
| 2701х1х | Поверка (калибровка) | Кольца установочные КТ 4 и 5 (до 50мм) (цена за 1 шт. ) ) | 375.00 |
| 2701 | Поверка (калибровка) | Комплект контрольных образцов и вспомогательных устройств КОУ-2 (ф.”Интроскоп”-Молдова(при наличии паспорта)) | 4446.00 |
| 27 | Поверка | Комплект мер искусственных дефектов КМИД-ВТ | 4088.00 |
| 2701 | Поверка | Комплект образцов искусственных дефектов и зазоров КОИДЗ-ВД | 4493.50 |
| 2701 | Поверка | Комплект образцов искусственных дефектов и зазоров КОИДЗ-ВД | 2855.50 |
| 2701 | Калибровка | Комплект образцов стандартных КМД2-0 (цена за 1 образец) | 1720.00 |
| 2701 | Калибровка | Комплект образцов стандартных КМД4-0-Х (цена за 1 образец) | 1552.00 |
| 2701 | Поверка | Комплект образцовых ультразвуковых мер КМТ176М-1 (за 1 шт.-по геом. параметрам) | 233.00 |
| 2701 | Поверка | Комплект эталонных мер КСО-ВК | 2703.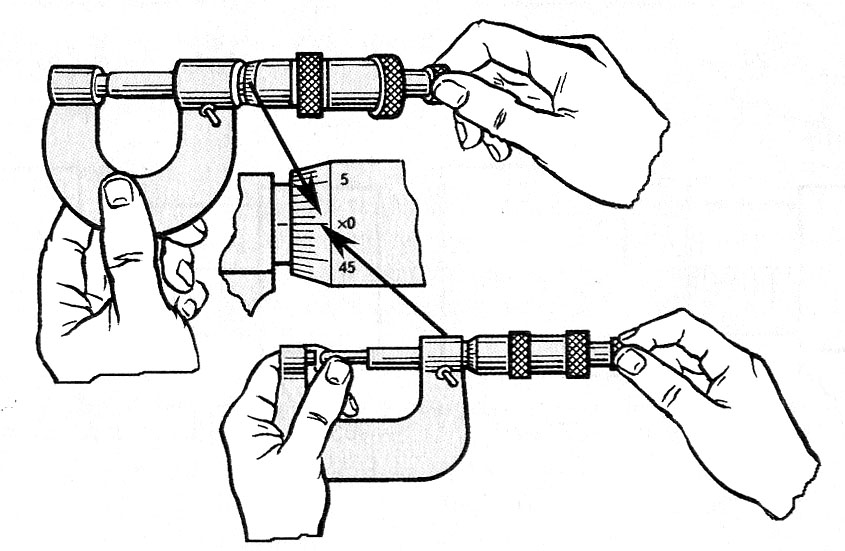 50 50 |
| 2701 | Поверка | Комплекты мер моделей дефектов КММД-21 (цена за 1 образец) | 3325.50 |
| 2701 | Поверка (калибровка) | Кругломеры 200 MMQ и др. | 12933.50 |
| 2702311 | Поверка (калибровка) | Курвиметры дорожные КП-230 и др. | 3420.00 |
| 2702х1х | Поверка (калибровка) | Линейка для определения параметров дорог универсальная | 1879.50 |
| 2702902 | Поверка (калибровка) | Линейки измерительные металлические (0-3000)мм ЛМ- (цена за 1 шкалу-кроме дюймовой-без оформления свидетельства) | 38.68 |
| 2701 | Поверка (калибровка) | Линейки измерительные металлические двухшкальные (без оформления свидетельства) | 84.00 |
| 2725х5х | Поверка (калибровка) | Линейки лекальные КТ 0;1 200…320мм ЛТ | 258.00 |
| 2725х5х | Поверка (калибровка) | Линейки лекальные КТ 0;1 200. ..500мм ЛЧ ..500мм ЛЧ | 422.50 |
| 2725х5х | Поверка | Линейки лекальные КТ 0;1 80…500мм ЛД | 139.50 |
| 2725х3х | Поверка (калибровка) | Линейки поверочные КТ 0;1 ШД,ШП,ШМ (до 4000мм КТ 0;1) | 1410.00 |
| 2725х3х | Поверка (калибровка) | Линейки поверочные КТ 2 (400…1000мм) | 1004.00 |
| 2725х4х | Калибровка | Линейки поверочные КТ 2 (свыше 1000мм) | 1644.50 |
| 2702401 | Поверка (калибровка) | Линейки прецизионные | 1872.50 |
| 2725ххх | Поверка (калибровка) | Линейки синусные КТ 1;2 ЛС | 987.00 |
| 27ххххх | Поверка (калибровка) | Лупы измерительные ЛИ,ЛПИ и др. | 633.00 |
| 27 | Поверка | Машина измерительная Kenova Measure Line | 2379.50 |
| 2705831 | Поверка | Машины оптико-механические для измерения длины ИЗМ-1 | 4976.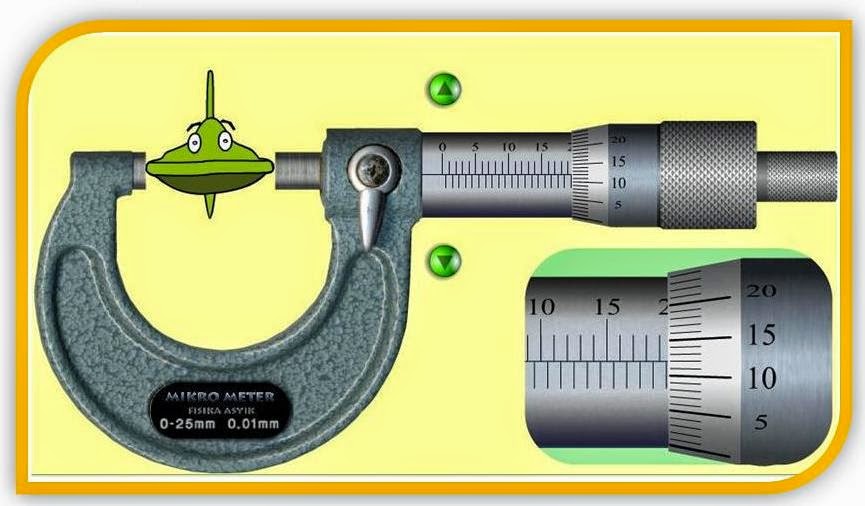 50 50 |
| 2705831 | Поверка | Машины оптико-механические для измерения длины ИЗМ-2 | 6535.50 |
| 27 | Поверка | Машины трехкоординатные измерительные TIGO | 6453.50 |
| 2701х0х | Поверка (калибровка) | Меры длины концевые 3 разряда МКП (0,9..100мм) (цена за 1 шт.) | 132.50 |
| 2701х0х | Поверка (калибровка) | Меры длины концевые 3 разряда МКП (100..1000мм) (цена за 1 шт.) | 375.00 |
| 2701х0х | Поверка (калибровка) | Меры длины концевые 3,4 разряда МКП (0,1..0,9мм) (цена за 1 шт.) | 111.50 |
| 2701903 | Поверка (калибровка) | Меры длины концевые 4 разряда МКП (100..1000мм) (цена за 1 шт.) | 375.00 |
| 2701х0х | Поверка (калибровка) | Меры длины концевые 4 разряда(КТ3;4) МКП (0,9..100мм) (цена за 1 шт.) | 102.00 |
| 2701 | Поверка | Меры толщины покрытий МП на МО, МП на НТО, НТП на МО, НТП на НТО, ИТП (за 1 шт. ) ) | 338.00 |
| 2761302 | Поверка (калибровка) | Меры угловые призматические 3 разряда тип 1,2 и 3 (1 угол) | 150.00 |
| 2761302 | Поверка (калибровка) | Меры угловые призматические 3 разряда тип 4 (1 угол) | 515.50 |
| 2761402 | Поверка (калибровка) | Меры угловые призматические 4 разряда тип 1,2,3 и 4 (1 угол) | 99.50 |
| 2703656 | Поверка (калибровка) | Меры установочные к микрометрам гладким 125..600мм (125..600мм) | 215.00 |
| 2703655 | Поверка (калибровка) | Меры установочные к микрометрам гладким 25..125мм (25..125мм) | 88.00 |
| 2703х5х | Поверка (калибровка) | Меры установочные к микрометрам со вставками | 219.00 |
| 2702942 | Поверка (калибровка) | Метроштоки МШС,МШМ и др. | 232.07 |
| 2702842 | Поверка (калибровка) | Метры деревянные брусковые МД | 65. 75 75 |
| 2702842 | Поверка (калибровка) | Метры складные металлические МСМ и др. | 65.75 |
| 2703х6х | Поверка (калибровка) | Микаторы(Головки измерительные пружинные) ИРП,ИПМ и др. (микатор) | 657.50 |
| 2703270 | Поверка (калибровка) | Микрокаторы(Головки измерительные пружинные) 01ИГП; 02 ИГП; 05 ИГП (ЦД 0,0005мм и менее) | 987.00 |
| 2703761 | Поверка (калибровка) | Микрокаторы(Головки измерительные пружинные) 1ИГП; 2ИГП; 5ИГП; 10ИГП (ЦД 0,001мм и более) | 845.50 |
| 27 | Поверка (калибровка) | Микрометры МК, МК Ц, МЗ, МЛ, МТ, МГ (св 100..300мм) | 611.10 |
| 27 | Поверка (калибровка) | Микрометры МК, МК Ц, МЗ, МЛ, МТ, МГ (до 100мм) | 475.90 |
| 27 | Поверка (калибровка) | Микрометры МК, МК Ц, МЗ, МЛ, МТ, МГ (св 300..600мм) | 740.80 |
| 2705270 | Поверка (калибровка) | Микрометры окулярные винтовые МОВ и др. | 987.00 |
| 2703852 | Поверка (калибровка) | Микрометры призматические МТИ, МПИ | 1081.50 |
| 27 | Поверка (калибровка) | Микрометры рычажные МРИ | 1281.60 |
| 2703853 | Поверка (калибровка) | Микрометры со вставками МВМ,МВП (резьбовые) | 187.00 |
| 2705х8х | Поверка (калибровка) | Микроскопы двойные МИС-11,МБС и др. | 2915.00 |
| 27 | Поверка | Микроскопы измерительные MarVision серий MM 200, MM 220, MM 420, MM 420 CNC | 5137.50 |
| 2705784 | Поверка (калибровка) | Микроскопы инструментальные ММИ,БМИ и др. | 1221.00 |
| 2705784 | Поверка (калибровка) | Микроскопы инструментальные цифровые БМИ-1Ц | 1959.50 |
| 2705ххх | Поверка (калибровка) | Микроскопы металлографические МИМ-7, МГ-2 и др. | 2915.00 |
| 2705х7х | Поверка (калибровка) | Микроскопы отсчетные МПБ-2;МИР-2;-3 | 694. 50 50 |
| 2705681 | Поверка (калибровка) | Микроскопы универсальные УИМ- | 2915.00 |
| 2703х5х | Поверка (калибровка) | Миниметры,миникаторы(Головки измерительные пружинные) МШШ,ИРП и др. | 705.00 |
| 2701 | Калибровка | Наборы стрелочных щупов на рукоятке ЩЭС-234.00 | 746.00 |
| 2725723 | Поверка (калибровка) | Нивелиры высокоточные Н-05,НА-1,N1005A,DSZ2 | 5094.50 |
| 2725723 | Поверка (калибровка) | Нивелиры оптические 3Н-5Л,2Н-3Л,Н3,НА1,НТ (без компенсатора) | 3785.00 |
| 2725723 | Поверка (калибровка) | Нивелиры оптические, лазерные 3Н-2КЛ,3Н-3КЛ,4Н-2КЛ,Н-3К,Н-10К,2Н-10КЛ,Leica,SETL,Sokkia,TPCON (с компенсатором) | 4324.00 |
| 2742651 | Поверка (калибровка) | Нормалемеры БВ-5081,БВ-5082 и др. | 431.00 |
| 27 | Поверка (калибровка) | Нутромеры индикаторные НИ, НИ Ц ц. д. 0,01 (до 50 мм) д. 0,01 (до 50 мм) | 1233.00 |
| 27 | Поверка (калибровка) | Нутромеры индикаторные НИ, НИ Ц ц.д. 0,01 (50..100 мм) | 1260.00 |
| 27 | Поверка (калибровка) | Нутромеры индикаторные НИ, НИ Ц ц.д. 0,01 (100..160 мм) | 1357.40 |
| 27 | Поверка (калибровка) | Нутромеры индикаторные НИ-ПТ, НИ Ц-ПТ ц.д. 0,001; 0,002; 0,005 мм (до 50 мм) | 1411.40 |
| 27 | Поверка (калибровка) | Нутромеры индикаторные НИ-ПТ, НИ Ц-ПТ ц.д. 0,001; 0,002; 0,005 мм (50..100 мм) | 1449.30 |
| 27 | Поверка (калибровка) | Нутромеры индикаторные НИ-ПТ, НИ Ц-ПТ ц.д. 0,001; 0,002; 0,005 мм (100..160 мм) | 1541.20 |
| 2703672 | Поверка (калибровка) | Нутромеры микрометрические 175..2000мм (с установ.мерой) | 1552.00 |
| 2703671 | Поверка (калибровка) | Нутромеры микрометрические 50..175мм (с установ.мерой) | 1079. 50 50 |
| 2701 | Поверка | Образец контрольный для толщиномера А1207 (образец) | 1227.50 |
| 2701 | Калибровка | Образец стандартный из комплекта КМТ176М | 233.00 |
| 27 | Калибровка | Образец стандартный предприятия СОП (по геометр.параметрам) | 2613.00 |
| 2701 | Калибровка | Образцы стандартные МТП;МД;СО и др. (Меры (калибровка)-цена за 1 образец) | 1356.50 |
| 2721750 | Поверка (калибровка) | Образцы шероховатости поверхности (сравнения) ОШС (за 1 шт.) | 159.00 |
| 2703х6х | Поверка (калибровка) | Оптикаторы ЦД 0,0005мм и менее 01П, 02П | 1315.00 |
| 2705735 | Поверка (калибровка) | Оптиметры ИКВ,ИКГ | 750.00 |
| 2780652 | Поверка (калибровка) | Планиметры ПК | 657.50 |
| 2780652 | Поверка (калибровка) | Планиметры ПП, ППр | 798. 00 00 |
| 2724721 | Поверка (калибровка) | Пластины плоские стеклянные КТ 2 ПИ-60;-80;-100;-120 | 134.50 |
| 2724633 | Поверка (калибровка) | Пластины плоскопараллельные стеклянные КТ 2 ПМ-15;-40;-65;-90 | 158.00 |
| 2701 | Поверка (калибровка) | Плитка мерная к прибору ИДК | 82.50 |
| 2725782 | Поверка (калибровка) | Плиты поверочные КТ 0 1000..4000мм | 6133.50 |
| 2725х8х | Поверка (калибровка) | Плиты поверочные КТ 0;1 до 1000мм | 1859.00 |
| 2725681 | Поверка (калибровка) | Плиты поверочные КТ 00 до 1000мм | 11563.50 |
| 2725х8х | Поверка (калибровка) | Плиты поверочные КТ 1;2;3 1000..4000мм | 3077.00 |
| 2725х8х | Поверка (калибровка) | Плиты поверочные КТ 2;3 до 1000мм | 1127.50 |
| 2701 | Поверка (калибровка) | Преобразователи перемещения токовихревые BN-ППТ и др. (при наличии образца металла у Заказчика) (при наличии образца металла у Заказчика) | 5310.50 |
| 2702 | Поверка | Преобразователи угла измерительные (энкодеры) GEUX (GAUX), SEUX (SAUX) | 1260.00 |
| 2701 | Калибровка | Прибор для измерения параметров каналов труб ПИКА-АС1 | 8652.50 |
| 2701 | Калибровка | Прибор для контроля конусности внутренней резьбы JZN06 | 2395.50 |
| 2701 | Калибровка | Прибор для контроля радиального зазора подшипников БВ-7660 | 4215.00 |
| 2703462 | Поверка (калибровка) | Прибор для поверки измерительных головок ППГ-2;-3 | 2695.00 |
| 27 | Поверка | Прибор для поверки квадрантов ППК | 4012.50 |
| 2703459 | Поверка | Прибор для поверки микрометров ППМ-600 | 1752.50 |
| 2761321 | Поверка | Прибор для поверки угловых мер КПУ-3 | 892.00 |
| 2702 | Поверка | Прибор для поверки угольников ППУ-630 | 2703. 50 50 |
| 2701 | Калибровка | Прибор пневмоэлектронный БПЭ-1 “Аэротест” | 2622.50 |
| 2701 | Поверка (калибровка) | Приборы “Клин”,”Вика”,Гриндометры | 1079.50 |
| 2701 | Калибровка | Приборы НИИК-31,НИИК-32 и др. | 2163.00 |
| 2701 | Поверка (калибровка) | Приборы для определения пористости хлеба КП,УОП,ДПЖ-(прибор Журавлева) | 798.00 |
| 2703461 | Поверка (калибровка) | Приборы для поверки индикаторов часового типа ППИ-4,ППИ-3 | 2538.50 |
| 27034хх | Калибровка | Приборы для поверки путевых шаблонов ППШ-1 и др. | 3055.50 |
| 2705652 | Поверка (калибровка) | Приборы измерительные двухкоординатные ДИП-1;-2;-3;-4;-5;-6 | 5160.00 |
| 2703961 | Калибровка | Приборы НТИ | 1487.00 |
| 2705ххх | Поверка (калибровка) | Приборы показывающие с индуктивными преобразователями “Микрон-“и т. п. п. | 3407.00 |
| 2725991 | Поверка | Призма 12-гранная 3 разряда ПМ12 | 4272.00 |
| 2725991 | Поверка | Призма 24-гранная 3 разряда ПМ24 | 9583.00 |
| 2725991 | Калибровка | Призма 4-гранная ПМ4 | 1892.50 |
| 2702 | Поверка | Призма 6-гранная 3 разряда ПМ6 | 2379.50 |
| 2725991 | Поверка | Призма 8-гранная 3 разряда ПМ8 | 3947.50 |
| 2725991 | Калибровка | Призмы поверочные, разметочные, опорные | 446.00 |
| 27 | Калибровка | Приспособление для определения зоны образования остроконечного наката гребня на колесных парах грузовых вагонов Т1436.000 | 862.50 |
| 27 | Поверка (калибровка) | Проволочки и ролики (от 4,98..8,69 мм) | 470.40 |
| 27 | Поверка (калибровка) | Проволочки и ролики (от 8,69..35 мм) | 227. 10 10 |
| 27 | Поверка (калибровка) | Проволочки и ролики (до 4,98мм) | 529.90 |
| 2703ххх | Поверка | Прогибомеры 6ПАО, ПМ и др. | 892.00 |
| 2705951 | Поверка (калибровка) | Проекторы измерительные ПИ-250,ПИ 360 ЦВ1 | 1216.00 |
| 2721х2х | Поверка (калибровка) | Профилометры,профилографы-профилометры | 1833.50 |
| 2702841 | Калибровка | Рейки нивелирные деревянные РН-3,РН-4 (с длиной деления шкалы 10 мм!) | 515.50 |
| 27 | Калибровка | Рефлектометр компьютерный РЕЙС-405 (вып. до 23.11.2017г.) | 2379.50 |
| 2702811 | Поверка (калибровка) | Рулетки измерительные металлические (0-10) м КТ 2,3 (до 10м) | 104.43 |
| 2702711 | Поверка (калибровка) | Рулетки измерительные металлические (0-20) м КТ 1 (образцовые) | 751.50 |
| 2702811 | Поверка (калибровка) | Рулетки измерительные металлические (10-20) м КТ 2;3 (до 20м) | 150. 85 85 |
| 27 | Поверка | Рулетки измерительные металлические 2 класса точности (КТ 2 до 20м Техприбор г.Смоленск) | 1027.50 |
| 2702811 | Калибровка | Рулетки измерительные металлические до 100 м КТ 2;3 (до 100м) | 344.24 |
| 270281х | Поверка (калибровка) | Рулетки с грузом(лотом) для измерения уровня нефтепродуктов Р10У3Г и т.п. (с лотом-до 10м) | 541.51 |
| 270281х | Поверка (калибровка) | Рулетки с грузом(лотом) для измерения уровня нефтепродуктов Р20У3Г и др. (с лотом) | 773.58 |
| 2701 | Поверка (калибровка) | Сита контрольные,лабораторные СЛ-ЭБ,СЛП,СЛМ и др. (цена за 1шт.) | 940.00 |
| 2701 | Калибровка | Скоба контроля износа головки рельса СКИГ-1 | 1676.00 |
| 2703х5х | Поверка (калибровка) | Скобы с отсчетным устройством СИ,СРП и др. (до 100мм) | 211.50 |
| 2703х5х | Поверка (калибровка) | Скобы с отсчетным устройством СИ,СРП и др. (свыше 100мм) (свыше 100мм) | 280.00 |
| 2701 | Калибровка | Стандартный образец предприятия для линии неразрушающего контроля труб ЛНК 01.00.00.000 “Урал” | 6093.00 |
| 2703882 | Поверка | Стенкомеры индикаторные С-2, С-10А, С-10Б, С-25, С-50 | 187.00 |
| 2701 | Калибровка | Стойка контрольная галтель-бандаж СК-130-270 | 586.50 |
| 2725ххх | Поверка (калибровка) | Стойки для измерительных головок С-I,С-II,C-III,C-IV и др. | 190.50 |
| 2761692 | Калибровка | Тахеометры всех типов (угломерная часть) | 5244.50 |
| 2761791 | Поверка (калибровка) | Теодолиты ЦД до 5″ 3Т2КП,3Т2КА,3Т5КП,Т2,Т5,2Т2 | 5244.50 |
| 2761791 | Поверка (калибровка) | Теодолиты ЦД свыше 5″ 2Т30П,Т30,4Т30П,4Т15П,ТОМ | 4574.00 |
| 2701 | Калибровка | Толщиномер ступицы колеса ТСК-1 | 2119. 50 50 |
| 2701 | Поверка | Толщиномеры бумаги и картона 1650, N1101, N1101P, N1102, N1102P | 1057.50 |
| 2703883 | Поверка (калибровка) | Толщиномеры индикаторные ТН, ТР | 199.50 |
| 2774711 | Поверка (калибровка) | Толщиномеры покрытий ВТ;МТ;Константа;ИТДП и др. (с 1 датчиком) | 2115.50 |
| 2771851 | Поверка (калибровка) | Толщиномеры ультразвуковые УТ;Булат и др. (с 1 датчиком) | 3481.11 |
| 2771851 | Поверка (калибровка) | Толщиномеры ультразвуковые(импортн.) DM;DL;DIO и др. (с 1 датчиком) | 3581.11 |
| 27 | Калибровка | Трафареты для расшифровки радиографических снимков | 2398.00 |
| 2701х1х | Поверка (калибровка) | Трубки напорные осредняющие “TORBAR”,”Annubar”,SDF-Зонд (определение отклонений линейных размеров) | 1361.50 |
| 2761ххх | Поверка (калибровка) | Угломеры УМ,УН,УО (0. .360градус.) .360градус.) | 130.00 |
| 2761х0х | Поверка (калибровка) | Угольники поверочные до 630мм УЛ,УЛП,УП,УШ и др. | 159.00 |
| 2761х0х | Поверка (калибровка) | Угольники поверочные эталонные до 630мм УЛП,УП,УШТК и др. | 657.50 |
| 2761ххх | Поверка (калибровка) | Уклономеры УК-1,УК-2 и др. | 609.50 |
| 2761783 | Поверка (калибровка) | Уровни рамные и брусковые | 317.00 |
| 2761782 | Поверка (калибровка) | Уровни с микрометрич.подачей ампулы 2″..20″ | 705.00 |
| 2761981 | Калибровка | Уровни строительные УС | 468.00 |
| 2702 | Поверка (калибровка) | Уровни электронные всех типов | 3065.50 |
| 2761ххх | Поверка | Установка автоколлимационная для поверки нивелиров и теодолитов АУПНТ | 25140.00 |
| 2701 | Поверка | Установки для поверки КМД УКМ-100 и др. | 3266.50 |
| 2701 | Калибровка | Устройства для измерения высоты оси автосцепки над головками рельса | 1622.00 |
| 27 | Поверка | Устройство для поверки и настройки вихретоковых преобразователей ТИК-ЮСТ | 3084.50 |
| 2701 | Калибровка | Уступомер бандажный УБ-40-140 | 742.50 |
| 2701 | Калибровка | Шаблон положения колеса вагона ШПКВ-2 | 1297.50 |
| 2701 | Калибровка | Шаблоны для определения лещадности щебня (гравия) | 434.00 |
| 2701 | Калибровка | Шаблоны плоские (калибровка) | 732.00 |
| 2703792 | Поверка (калибровка) | Шаблоны путевые контрольные ПШ,КШ,ЦУП и др. | 456.50 |
| 2703691 | Поверка (калибровка) | Шаблоны радиусные и резьбовые РШ (за 1 шт.) | 78.00 |
| 2701 | Калибровка | Шаблоны сварщика универсальные УШС-2,УШК-1,Ушерова-Маршака и др. | 390.00 |
| 2745ххх | Калибровка | Шаблоны сварщика универсальные УШС-3 и др. | 1055.00 |
| 2761х8х | Поверка (калибровка) | Шаблоны угловые (1 угол) | 130.00 |
| 2742685 | Калибровка | Шагомеры шага зацепления | 434.00 |
| 2701813 | Калибровка | Шарик к вискозиметру Гепплера | 651.50 |
| 2702931 | Калибровка | Шкалы 200мм 20 дел. | 4674.50 |
| 2702931 | Калибровка | Шкалы с перекрестием ШК-2 и др. | 1738.00 |
| 2703841 | Поверка (калибровка) | Штангенглубиномеры до 400 мм ШГ,ШГЦ | 137.00 |
| 2703846 | Поверка (калибровка) | Штангензубомеры ШЗ,ШЗН и др. | 190.50 |
| 2703841 | Поверка (калибровка) | Штангенрейсмасы ШР,ШРК | 172.00 |
| 27 | Поверка (калибровка) | Штангенциркули ШЦ, ШЦК, ШЦЦ и др. (св 125..250мм ) (св 125..250мм ) | 356.90 |
| 27 | Поверка (калибровка) | Штангенциркули ШЦ, ШЦК, ШЦЦ и др. (св 630..2000мм) | 681.40 |
| 27 | Поверка (калибровка) | Штангенциркули ШЦ, ШЦК, ШЦЦ и др. (до 125мм) | 129.70 |
| 27 | Поверка (калибровка) | Штангенциркули ШЦ, ШЦК, ШЦЦ и др. (св 250..630мм) | 481.30 |
| 27 | Поверка | Штангенциркули путевые ПШВ | 3504.00 |
| 2701 | Калибровка | Штангенциркуль ШЦ-III-3000 (0..3000 мм) | 2666.00 |
| 2701 | Калибровка | Штангенциркуль специальный середины оси ШЦСО-1100-1270 | 1660.00 |
| 2701 | Калибровка | Штангенциркуль специальный электроаппаратный ШЦЭ-2-60 | 586.50 |
| 2701 | Калибровка | Штихмасс межбандажный ШМБ-1420-1450 | 586.50 |
| 2701908 | Поверка (калибровка) | Щупы (за 1 шт. ) ) | 74.50 |
| 2701 | Калибровка | Щупы плоские специальные ЩПС и др. | 468.00 |
| 2761181 | Поверка (калибровка) | Экзаменаторы мод.130 | 1457.00 |
| 2701ххх | Поверка (калибровка) | Эталоны чувствительности канавочные ЭЧК, TS-1 | 501.50 |
| ИЗМЕРЕНИЯ ГЕОМЕТРИЧЕСКИХ ВЕЛИЧИН |
| поверка, калибровка видеоэндоскопа, комплекса измерительного с видеофиксацией |
| поверка, калибровка высотомера до 1600мм |
| поверка, калибровка высотомера до 500мм |
| поверка, калибровка гребенки и колеса для определения толщины мокрого слоя |
| поверка, калибровка гриндометра |
| поверка, калибровка дальномера |
| поверка, калибровка устройства проекционного |
| поверка, калибровка комплекта для визуального измерительного контроля |
| поверка, калибровка комплекта ВИК по РД 03-606-03 |
| поверка, калибровка меры васоты ступенчатого |
| поверка, калибровка меры толщины пократий (набора) |
| поверка, калибровка образцов шероховатости сравнения |
| поверка, калибровка прибора для измерения шероховатости поверхности (профилемера, профилометра) |
| поверка, калибровка стенкомера, Толщиномера индикаторного |
| поверка, калибровка толщиномера пократий |
| поверка, калибровка толщиномера ультразвукового, универсального, магнитного |
| поверка, калибровка шаблона радиусного набор №1 |
| поверка, калибровка шаблона радиусного набор №2 |
| поверка, калибровка шаблона радиусного набор №3 |
| поверка, калибровка шаблона радиусного, универсального |
| поверка, калибровка шаблона сварщика универсального |
| поверка, калибровка шаблона сварщика универсальнай УШС-3 |
| поверка, калибровка щупа |
| поверка, калибровка щупа набор №1 |
| поверка, калибровка щупа набор №2 |
| поверка, калибровка щупа набор №3 |
| поверка, калибровка щупа набор №4 |
| Дефектоскопы и системы акустические |
| поверка, калибровка дефектоскопа акустические импедансного |
| поверка, калибровка дефектоскопа и установки вихретокового, преобразователи вихретокового |
| поверка, калибровка дефектоскопа и установки ультразвукового (акустические) |
| поверка, калибровка дефектоскопа и установки ультразвукового (акустические) на фазированнах решетках |
| поверка, калибровка дефектоскопа и установки ультразвукового (акустические) автоматизированного, многоканального |
поверка, калибровка дефектоскопа магнитного типа МД-6 и пр. |
| поверка, калибровка дефектоскопа магнитопорошкового |
| поверка, калибровка дефектоскопа электроискрового/детектора микроотверстий/холидей детектора |
| поверка, калибровка преобразователи пьезоэлектрические ультразвукового |
| поверка, калибровка система акустико-эмиссионного (до 8 каналов) |
| поверка, калибровка система акустико-эмиссионного (от 8 каналов, доп. за канал) |
| Контрольные и настроечные образцы, СОП, КО, НО |
| поверка, калибровка комплекта мер для видеоэндоскопии |
| поверка, калибровка комплекта мер дефектоскопических (образца предприятий для вихретоковой дефектоскопии) |
| поверка, калибровка контрольного и настроечного образца (мера) для ультразвукового контроля |
| поверка, калибровка меры дефектов для ультразвуковой дефектоскопии |
| поверка, калибровка образца предприятий (СОП, КО) для капиллярной дефектоскопии |
| поверка, калибровка образца предприятий (СОП, КО) для магнитопорошковой дефектоскопии |
| Измерения плоского угла (Угольники, угломеры, уклономеры, инклинометры) |
| поверка, калибровка инклинометра |
| поверка, калибровка угломера |
| поверка, калибровка угольника поверочного, строительного 90°, до 400мм |
| поверка, калибровка угольника поверочного, строительного 90°, от 400 до 630мм |
| поверка, калибровка угольника поверочного, строительного 90°, от 630 до 1000мм |
| поверка, калибровка уклономера |
| Индикаторы часвого типа ИЧ, многооборотные |
| поверка, калибровка индикатора часового типа ИЧ-2, ИЧ-5, ИЧ-10 |
| поверка, калибровка индикатора часового типа ИЧ-25, ИЧ-50 |
| поверка, калибровка индикатора многооборотного |
| Линейки, штриховые меры длины, рулетки, циркометры, ленты измерительные |
| поверка, калибровка ленты измерительной |
| поверка, калибровка линейки измерительной металлической до 1000мм |
| поверка, калибровка линейки измерительной металлической до 3000мм |
| поверка, калибровка линейки лекальной ЛД — 2 грани |
| поверка, калибровка линейки лекальной ЛТ – 3 грани |
| поверка, калибровка линейки лекальной ЛЧ – 4 грани |
| поверка, калибровка линейки поверочной до 1000мм |
| поверка, калибровка линейки поверочной до 320мм |
| поверка, калибровка лупы измерительной |
| поверка, калибровка метрштока |
| поверка, калибровка метра складного до 1000мм |
| поверка, калибровка метра складного до 3000мм |
| поверка, калибровка объект микрометра |
| поверка, калибровка рулетки измерительнй до 10м |
| поверка, калибровка рулетки измерительнй от 10м до 20м |
| поверка, калибровка рулетки измерительной от 20м до 100м |
| поверка, калибровка циркометра |
| Меры длины концевые |
| поверка, калибровка меры длины концевой до 100мм КТ1 |
| поверка, калибровка меры длины концевой до 500мм КТ1 |
| поверка, калибровка меры длины концевой до 1000мм КТ1 |
| поверка, калибровка меры длины концевой до 100мм КТ2, КТ3, КТ4, КТ5 |
| поверка, калибровка меры длины концевой до 500мм КТ2, КТ3, КТ4, КТ5 |
| поверка, калибровка меры длины концевой до 1000мм КТ2, КТ3, КТ4, КТ5 |
| поверка, калибровка набора КМД №1 |
| поверка, калибровка набора КМД №2 |
| поверка, калибровка набора КМД №3 |
| поверка, калибровка набора КМД №4,5,6,7,13 |
| поверка, калибровка набора КМД №8 |
| поверка, калибровка набора КМД №9 |
| поверка, калибровка набора КМД №10,21 |
| поверка, калибровка набора КМД №11 |
| поверка, калибровка набора КМД №12 |
| поверка, калибровка набора КМД №14 |
| поверка, калибровка набора КМД №15 |
| поверка, калибровка набора КМД №16,17 |
| поверка, калибровка набора КМД №20 |
| поверка, калибровка набора КМД №22 |
| поверка, калибровка набора КМД №23 |
| поверка, калибровка набора КМД №24 |
| Меры плоского угла |
| поверка, калибровка меры плоского угла |
| Меры установочные |
| поверка, калибровка меры установочной до 100мм |
| поверка, калибровка меры установочной до 400мм |
| поверка, калибровка меры установочной до 800мм |
| поверка, калибровка меры установочной до 1000мм |
| Микрометры и инструменты микрометрические |
| поверка, калибровка микрометра и инструмента микрометрического от 0 до 25 мм |
| поверка, калибровка микрометра и инструмента микрометрического от 25 до 200 мм |
| поверка, калибровка микрометра и инструмента микрометрического от 200 до 600 мм |
| поверка, калибровка микрометра и инструмента микрометрического от 600 до 1000 мм |
| поверка, калибровка микрометра и инструмента микрометрического от 1000 до 1600 мм |
| Микроскопы |
| поверка, калибровка комплекса и микроскопа видоизмерительного |
| поверка, калибровка микроскопа измерительного |
| поверка, калибровка микроскопа отсчетного |
| поверка, калибровка микроскопа универсального |
| Приборы контроля материалов |
| поверка, калибровка вискозиметра |
| поверка, калибровка измерителя защитного слоя бетона |
| поверка, калибровка прибора для измерения характеристик качества бетона и определения глубина залегания арматура |
| поверка, калибровка прибора ультразвукового для измерения скорости и времени распространения УЗ колебаний в твердах неметаллических материалах |
| поверка, калибровка сита лабораторного (размер ячеек от 0,02 до 125 мм) |
| Скобы рачажные и индикаторные |
| поверка, калибровка скобы индикаторной СИ до 600 мм |
| поверка, калибровка скобы индикаторной СИ от 600 до 1000 мм |
| поверка, калибровка скобы рачажной СР до 150 мм |
| поверка, калибровка скобы рачажной, индикаторной цифровой |
| Средства радиографического контроля |
| поверка, калибровка меры (линейки) оптической плотности |
| поверка, калибровка негатоскопа |
| поверка, калибровка негатоскопа со встроенным денситометром |
| поверка, калибровка образца-имитатора вогнутости и вапуклости корня сварного шва |
| поверка, калибровка трафарета для расшифровки радиографических снимков |
| поверка, калибровка шаблона радиографа |
| поверка, калибровка эталона чувствительности (канавочного, проволочного)10 шт / комплект |
| поверка, калибровка эталона чувствительности (канавочного, проволочного) 1 шт |
| Нутромеры индикаторные, микрометрические до 1600мм |
поверка, калибровка нутромера индикаторного повышенной точности НИ (ц. д. 0,001; 0,002; 0,005 мм) в т.ч. с цифровой индикацией (КТ 1, КТ 2) д. 0,001; 0,002; 0,005 мм) в т.ч. с цифровой индикацией (КТ 1, КТ 2) |
| поверка, калибровка нутромера индикаторного НИ (ц.д. 0,01 мм) в т.ч. с цифровой индикацией (КТ 1, КТ 2) |
| поверка, калибровка нутромера микрометрического с боковами губками |
| поверка, калибровка нутромера микрометрического НМ (50…200 мм) |
| поверка, калибровка нутромера микрометрического НМ (200…800 мм) |
| поверка, калибровка нутромера микрометрического НМ (800…1600 мм) |
| Рейки |
| поверка, калибровка рейки инварной |
| поверка, калибровка рейки нивелирной деревянной |
| поверка, калибровка рейки нивелирной телескопической |
| поверка, калибровка рейки шашечной |
| Уровни |
| поверка, калибровка уровня брускового рамного с микрометрической подачей |
| поверка, калибровка уровня гидростатического |
| поверка, калибровка уровня рамного, брускового |
| поверка, калибровка уровня строительного |
| поверка, калибровка уровня электронного |
| Штангенинструмент |
| поверка, калибровка штангенциркуля, штангенглубиномера, штангенрейсмаса, штангензубомера до 150 мм |
| поверка, калибровка штангенциркуля, штангенглубиномера, штангенрейсмаса, штангензубомера до 320 мм |
| поверка, калибровка штангенциркуля, штангенглубиномера, штангенрейсмаса, штангензубомера до 630 мм |
| поверка, калибровка штангенциркуля, штангенглубиномера, штангенрейсмаса, штангензубомера до 1000 мм |
| поверка, калибровка штангенциркуля, штангенглубиномера, штангенрейсмаса, штангензубомера до 1600 мм |
| поверка, калибровка штангенциркуля путевого |
| ИЗМЕРЕНИЯ МЕХАНИЧЕСКИХ ВЕЛИЧИН |
| поверка, калибровка твердомера металлов и сплавов: |
| поверка, калибровка твердомера ЛКП |
| поверка, калибровка прибора для определения прочности бетона |
| поверка, калибровка адгезиметра механического |
| поверка, калибровка адгезиметра электронного |
| поверка, калибровка твердомера для резины по методу Шора |
| поверка, калибровка твердомера металлов и сплавов стационарного |
| поверка, калибровка гайковерта, винтоверта и отвертки моментного, шкального, предельного, электронного |
| поверка, калибровка микротвердомера |
| поверка, калибровка машины испатательной, разравной до 50тс |
| поверка, калибровка машины испатательной, разравной до 100тс |
| поверка, калибровка копра маятникового до 500 Дж |
| поверка, калибровка копра маятникового до 1000 Дж |
| поверка, калибровка пресса до 50тс |
| поверка, калибровка пресса до 100тс |
| поверка, калибровка меры твердости металлов и сплавов (по шкалам Роквелла, Бринелля, Виккерса) |
| (50 … 450) НВ |
| (50 … 1000) HV |
| (70 … 93) HRA |
| (25 … 100) HRB |
| (20 … 100) HRC |
| (20 … 94) HRN |
| (10 … 93) HRT |
| поверка, калибровка меры твердости по методу Шора |
(0 … 100) ед. тв. тв. |
| поверка, калибровка ключа динамометрического предельного (0…199 Нм) |
| поверка, калибровка ключа динамометрического предельного (200…499 Нм) |
| поверка, калибровка ключа динамометрического предельного (500…3000 Нм) |
| поверка, калибровка ключа динамометрического шкального (0…199 Нм) |
| поверка, калибровка ключа динамометрического шкального (200…499 Нм) |
| поверка, калибровка ключа динамометрического шкального (500…3000 Нм) |
| поверка, калибровка ключа динамометрического электронного |
| ОПТИЧЕСКИЕ И ОПТИКО-ФИЗИЧЕСКИЕ ИЗМЕРЕНИЯ |
| поверка, калибровка денситометра |
| поверка, калибровка измерителя оптической плотности |
| поверка, калибровка комплекса для расшифровки и обработки радиографических снимков |
| поверка, калибровка люксметра, яркометра |
| поверка, калибровка спектрометра рентгенофлуоресцентного, анализатора рентгеновского для спектрального анализа; Спектрометра и анализатора оптико-эмиссионного |
| ИЗМЕРЕНИЯ ДАВЛЕНИЯ И ВАКУУМА |
| поверка, калибровка вакууметра вода/воздух |
| поверка, калибровка вакууметра кислородного |
| поверка, калибровка вакууметра образцового вода/воздух |
| поверка, калибровка вакууметра образцового кислородного |
| поверка, калибровка вакууметра цифрового |
| поверка, калибровка датчика давления |
| поверка, калибровка измерителя, преобразователя (датчика) давления |
| поверка, калибровка мановакууметра образцового |
| поверка, калибровка мановакууметра показавающие |
| поверка, калибровка мановакууметра цифрового |
| поверка, калибровка манометра деформационного воздух/вода |
| поверка, калибровка манометра деформационного кислородного/газового |
| поверка, калибровка манометра деформационного образцового |
| поверка, калибровка манометра избыточного давления |
поверка, калибровка манометра показцывающие в т. ч. Дифференциального ч. Дифференциального |
| поверка, калибровка манометра цифрового |
| поверка, калибровка преобразователя давления измерительного |
| ТЕМПЕРАТУРНЫЕ И ТЕПЛОФИЗИЧЕСКИЕ ИЗМЕРЕНИЯ |
| поверка, калибровка датчика температуры |
| поверка, калибровка измерителя температура |
| поверка, калибровка пирометра до 1100 °С |
| поверка, калибровка преобразователя температуры |
| поверка, калибровка тепловизора до 1100 °С |
| поверка, калибровка термометра |
| поверка, калибровка термометра сопротивления |
| поверка, калибровка термометра стеклянного жидкостного до 110 °С |
| поверка, калибровка термопреобразователя |
| ЭЛЕКТРИЧЕСКИЕ И МАГНИТНЫЕ ИЗМЕРЕНИЯ |
| поверка, калибровка измерителя напряженности магнитного поля |
| поверка, калибровка измериттеля концентрации напряжений (1 канал) |
поверка, калибровка измериттеля концентрации напряжений — доп. канал канал |
| поверка, калибровка индикатора магнитного поля |
| поверка, калибровка магнитного коэрцитиметра |
| поверка, калибровка магнитометра, Миллитесламетра |
| поверка, калибровка структуроскопа |
| ГЕОДЕЗИЧЕСКОЕ ОБОРУДОВАНИЕ |
| поверка, калибровка нивелира оптического |
| поверка, калибровка нивелира цифрового (электронного) |
| поверка, калибровка нивелира лазерного, лазерного центрира, построителя плоскостей, кросслайнера, прибора вертикального проектирования |
| поверка, калибровка теодолита оптического |
| поверка, калибровка теодолита цифрового |
| поверка, калибровка тахеометра |
| поверка, калибровка колеса дорожного, курвиметра |
| поверка, калибровка лазерного дальномера |
| поверка, калибровка уровня брускового рамного с микрометрической подачей |
| поверка, калибровка уровня гидростатического |
| поверка, калибровка уровня рамного, брускового |
| поверка, калибровка уровня строительного |
| поверка, калибровка уровня электронного |
| поверка, калибровка рулетки измерительной до 10м |
| поверка, калибровка рулетки измерительной от 10м до 20м |
| поверка, калибровка рулетки измерительной от 20м до 100м |
| поверка, калибровка рейки инварной |
| поверка, калибровка рейки нивелирной деревянной |
| поверка, калибровка рейки нивелирной телескопической |
| поверка, калибровка рейки шашечной |
| ФИЗИКО-ХИМИЧЕСКИЕ ИЗМЕРЕНИЯ |
| поверка, калибровка анализатора влажности весового |
| поверка, калибровка газоанализатора переносного многокомпонентного (всех типов, кроме шахтных) |
| поверка, калибровка шахтного лабораторного интерферометра |
| поверка, калибровка аппарата сигнализации метана |
| поверка, калибровка газоанализатора переносного шахтного с диапазоном измерения (0-5) % СН4 |
| поверка, калибровка газоанализатора переносного шахтного многокомпонентного |
| поверка, калибровка газоанализатора переносного шахтного |
| поверка, калибровка газоанализатора переносного шахтного |
| поверка, калибровка газоанализатора переносного шахтного |
| поверка, калибровка газоанализатора переносного шахтного с диапазоном измерения от 0 до 100 % СН4 |
| поверка, калибровка газоанализатора стационарного промашленного, вторичного преобразователя |
| поверка, калибровка гигрометра психрометрического |
| поверка, калибровка датчика горючих газов (метана) шахтного |
| поверка, калибровка датчика метана |
| поверка, калибровка датчика токсичнах газов шахтного |
| поверка, калибровка измерители скорости воздушного потока ультразвукового |
| поверка, калибровка измерительнай канал систем газовой защита |
| поверка, калибровка прибора комбинированного, измерительного преобразователя температуры и влажности |
| поверка, калибровка психрометра аспирационного |
| поверка, калибровка установки газоаналитической |
| ВЕСОВОЕ ОБОРУДОВАНИЕ |
| поверка, калибровка весов и дозатора весового |
| поверка, калибровка весов аналитических специальных КТ |
| поверка, калибровка весов лабораторных 4 разряда, КТ 3, КТ 4 |
| поверка, калибровка весов лабораторных со встроеннами гирями КТ 1, КТ 2 |
| поверка, калибровка весов лабораторных равноплечных 3 разряда |
| поверка, калибровка весов лабораторных электронных с мах нагрузкой до 60 кг Васокий КТ |
| поверка, калибровка весов лабораторных электронных с мах нагрузкой до 60 кг Средний КТ |
| поверка, калибровка весов лабораторных электронных с мах нагрузкой до 1000 г Специальнай КТ |
| поверка, калибровка весов лабораторных электронных с мах нагрузкой свыше 1000 г специальнай КТ |
| поверка, калибровка весов лабораторных электронных с подстройкой |
| поверка, калибровка весов платформенных электронных с мах нагрузкой от 30 кг и ваше |
| поверка, калибровка весов торговых электронных подвесных до 50 кг |
| поверка, калибровка весов электронных с мах нагрузкой до 30 кг Средний КТ (без определения стоимости товара) |
| поверка, калибровка весов электронных настольных торговых 30-150 кг |
| поверка, калибровка весов электронных почтовых |
| поверка, калибровка весов торговых для определения массы и стоимости товара |
| поверка, калибровка весов торговых чекопечатающих |
| поверка, калибровка весов настольных гирных до 20 кг |
| поверка, калибровка весов настольных циферблатных торговых |
| поверка, калибровка весов циферблатных почтовых |
| поверка, калибровка весов рачажных до 500 кг |
| поверка, калибровка весов рачажных от 500 до 1000 кг |
| поверка, калибровка весов рачажных свыше от 1000 до 2500 кг |
| поверка, калибровка весов ручных равноплечных |
| поверка, калибровка спидометра механического всех типов |
| поверка, калибровка спидометра электрического всех типов |
| поверка, калибровка тахографа электронного и цифрового всех типов |
| поверка, калибровка тахометра автомобильного всех типов |
| поверка, калибровка тахометра стендового |
| поверка, калибровка тахометра цифрового |
| поверка, калибровка электронного блока тахометров цифроввх |
| поверка, калибровка тахометра механические |
| поверка, калибровка тахометра часового |
| поверка, калибровка тахометра электрического |
| поверка, калибровка тахометра фотоэлектрического, лазерного, стробоскопического |
| ЭЛЕКТРОИЗМЕРИТЕЛЬНОЕ ОБОРУДОВАНИЕ |
| поверка, калибровка клещей токоизмерительных |
| поверка, калибровка мультиметра портативного |
| поверка, калибровка мультиметра/вольтметра 5-5,5 разрядов |
| поверка, калибровка мультиметра/вольтметра 6-6,5 разрядов |
| поверка, калибровка мультиметра-калибратора |
| поверка, калибровка тестера-пробника |
| поверка, калибровка тестера батарей |
| поверка, калибровка осциллографа |
| поверка, калибровка осциллографа-мультиметра |
| поверка, калибровка калибратора токовой петли |
| поверка, калибровка мегаомметра |
| поверка, калибровка измерителя сопротивления изоляции |
| поверка, калибровка измерителя сопротивления заземления |
| поверка, калибровка меры электрического сопротивления однозначного |
| поверка, калибровка меры электрического сопротивления многозначного |
| поверка, калибровка моста постоянного и переменного тока |
| поверка, калибровка сИ электрической мощности |
| поверка, калибровка шунта токового однопредельного |
| поверка, калибровка шунта токового многопредельного |
поверка, калибровка измерителя температуры цифрового (в т. ч. Логгера) ч. Логгера) |
| поверка, калибровка измерителя комбинированного |
| поверка, калибровка калибратора многофункционального (процессов и т.п.) |
| поверка, калибровка модуля давления/измерителя давления |
| поверка, калибровка источника питания постоянного тока |
| поверка, калибровка тестера заземления |
| поверка, калибровка регистратора параметров качества электрического напряжения |
| поверка, калибровка анализатора параметров качества электроэнергии |
| поверка, калибровка источника питания постоянного тока линейного |
| поверка, калибровка анализатора спектра |
| поверка, калибровка генератора сигналов сложной и специальной формы |
| поверка, калибровка генератора импульсов |
| поверка, калибровка генератора сигналов низкочастотного |
| поверка, калибровка генератора сигналов васокочастотного |
| поверка, калибровка измерителя неоднородностей линий передач |
| поверка, калибровка средств измерений параметров кабеля связи |
| ФИЗИЧЕСКИЕ ИЗМЕРЕНИЯ |
поверка, калибровка измерителя скорости возд. потока, анемометра, термоанемометра потока, анемометра, термоанемометра |
| поверка, калибровка расходомера (беспроливная поверка) |
| поверка, калибровка гигрометра, термогигрометра цифрового |
| поверка, калибровка анемометра |
| поверка, калибровка установки проверки электробезопасности |
| поверка, калибровка калибратора осциллографов |
| поверка, калибровка осциллографа универсального, цифрового до 16,5 ГГц |
| поверка, калибровка шумомера, анализатора шума 20-140 дБ |
| поверка, калибровка виброметра |
| Дозиметры гамма и рентгеновского излучения |
| поверка, калибровка дозиметра ДРГ 3-01,-02,-03, ДРГ-05, 05М, 05М1 |
| поверка, калибровка дозиметра ДКГ-02У, ДКГ-03Д, ДКГ-07Д |
| поверка, калибровка дозиметра ДРГ-01Т1, ДБГ-01Н, ДБГ-04А, ДБГ-06Т, ДКС-04 |
| поверка, калибровка дозиметра ДКС-90У, ДКС-90Н, ДКС-АТ1121, — АТ1123, МКС-АТ1125 |
| поверка, калибровка дозиметра ДКГ-РМ-1102, — 1103, 1203М, -1204, 1208М, -1401, — 1401М, -1701, -1701М, — 1701М, -1703, 1603А, 1604А, — 1603В, — 1604В, — 1621, — 1621А |
| поверка, калибровка дозиметра МКС-АТ6130-А, -В, -С, -Д, ДКГ-АТ2503, -А, ДКС-АТ3509, -А, -В, -С |
| поверка, калибровка дозиметра ДПГ-02СБ, СРПС-05Д |
| поверка, калибровка измерителя мощности дозы рентгеновского и гамма-излучения ИМД-12, ИМД-1С, ИМД-1Р, ИМД-2, ДП-5А, -5В, ИМД-5, ДП-64 |
| Радиометры-дозиметры |
поверка, калибровка дозиметра-радиометра МКС-01СА, -01СА1М, МКС-04Н, -05, 05Н, РКС-20. 03 «Припять», РКС-107, МС-04Б, МКС-10Д, -15Д, — 151, ИРД-02, 02Б, 02Б1, МКС-АТ6130, ДКГ-01, ДРГБ-04Н, TracercoТ202 03 «Припять», РКС-107, МС-04Б, МКС-10Д, -15Д, — 151, ИРД-02, 02Б, 02Б1, МКС-АТ6130, ДКГ-01, ДРГБ-04Н, TracercoТ202 |
| поверка, калибровка дозиметра-радиометра СРП-68-01, -02, -03, СРП-88Н, СРП-97, 98, СЗБ-04, SR-4 |
| поверка, калибровка дозиметра-радиометра Victoreen |
| поверка, калибровка дозиметра-радиометра ДКС-96 (А, Ам, Ас, Ат, Б, Б1, Бб, Бс, Г, Гб, М, М4, В, П, Пм, к, -05П), МКС-01Р, — 01Р1, МКС-АТ1117М, — АТ6101, МКС-РМ 1401К-01А, 01В, РКСБ-104 |
| поверка, калибровка дозиметра-радиометра МКС-15ЭЦ, МКС-14ЭЦ, МКС-08, ДРБП-03 |
| поверка, калибровка дозиметра-радиометра ДРГБ-01, 01М, МКГ-01, РМ-1501 |
Калибровка микрометра | GR Metrology
Блог
Микрометры используются для измерения толщины, диаметра и глубины пазов с небольшими расстояниями. Вращения формы винта и резьбы считываются по шкале и определяют точность. Микрометр состоит из рамы, наковальни, цилиндра, контргайки, винта, шпинделя, наперстка и храпового механизма. Рама представляет собой толстый С-образный корпус, на котором крепится наковальня и ствол. Толщина сводит к минимуму сжатие и расширение, сохраняя точность измерения.Образец опирается на наковальню, а шпиндель движется к ней. Ствол – это неподвижный элемент, на котором нанесена шкала. Контргайка используется для удержания шпинделя в неподвижном состоянии. Винт находится внутри ствола. Шпиндель представляет собой цилиндрический элемент, который движется к образцу и наковальне. Наперсток имеет градуированные отметки и поворачивается для перемещения шпинделя. Наконец, ограничитель храпового механизма находится на конце ручки и ограничивает прилагаемое давление.
Рама представляет собой толстый С-образный корпус, на котором крепится наковальня и ствол. Толщина сводит к минимуму сжатие и расширение, сохраняя точность измерения.Образец опирается на наковальню, а шпиндель движется к ней. Ствол – это неподвижный элемент, на котором нанесена шкала. Контргайка используется для удержания шпинделя в неподвижном состоянии. Винт находится внутри ствола. Шпиндель представляет собой цилиндрический элемент, который движется к образцу и наковальне. Наперсток имеет градуированные отметки и поворачивается для перемещения шпинделя. Наконец, ограничитель храпового механизма находится на конце ручки и ограничивает прилагаемое давление.
При калибровке микрометра стандартная точность должна быть больше, чем соотношение 4: 1 по сравнению с точностью калибруемого манометра.Для точного стандарта измерительный блок должен иметь сертификат прослеживаемости NIST.
Вот несколько рекомендаций по калибровке микрометров по пяти точкам:
- Осмотрите раму на предмет повреждений
- Убедитесь, что поверхности шпинделя и упора плоские, без отверстий и чистые.
- Проверьте плавность вращения шпинделя при перемещении микрометра от 0 до 25 мл. Если повернуть тяжело, возможно повреждение. Микрометр должен плавно вращаться во всем диапазоне
- Сделайте любой ремонт, который необходимо сделать, прежде чем продолжить
- Проверьте пять точек с помощью отслеживаемых мер.Например, вы можете взять весь диапазон, разделить его пополам, разделить пополам, снова разделить пополам и разделить в последний раз. Нулевая точка повторно проверяется, но не сообщается; и если у вас есть точка измерения, которая проверяется ежедневно, вы должны включить этот номер в процедуру калибровки.

Чтобы убедиться, что ваши микрометры откалиброваны точно, вы должны сделать это в аккредитованной калибровочной лаборатории.
источника:
измерение микрометрами
микрометры калибровочные
Предыдущий пост Следующий постКак откалибровать микрометр Starrett
Калибровка микрометра Starrett важна, когда вы работаете с очень точными деталями в механическом цехе. Допуски очень малы и отмечают максимально допустимое отклонение от измерений на чертеже. Если ваш измерительный инструмент отключен более чем на эту сумму и вы не знаете, возможно, вы тратите свое время и деньги магазина на плохие детали. Калибровка позволяет пользователю узнать, что его микрометр Starrett является точным и приемлемым для проверки деталей, выходящих из машины.
Допуски очень малы и отмечают максимально допустимое отклонение от измерений на чертеже. Если ваш измерительный инструмент отключен более чем на эту сумму и вы не знаете, возможно, вы тратите свое время и деньги магазина на плохие детали. Калибровка позволяет пользователю узнать, что его микрометр Starrett является точным и приемлемым для проверки деталей, выходящих из машины.
Перед калибровкой проверьте, насколько точны текущие показания микрометра. Закройте шпиндель микрометра Старрета, поворачивая регулировочное кольцо по часовой стрелке, пока передняя часть шпинделя не коснется наковальни микрометра.Проверьте показания на втулке и регулировочном колесе. Линия на втулке должна быть совмещена с нулевой линией на регулировочном колесе. Обязательно проверьте наличие зазоров между опорой и шпинделем перед регулировкой и при необходимости протрите поверхности.
Отрегулируйте гайку микрометра с помощью С-образного гаечного ключа. Поверните гайку в любом направлении, чтобы совместить втулку с нулевой линией на регулировочном колесе.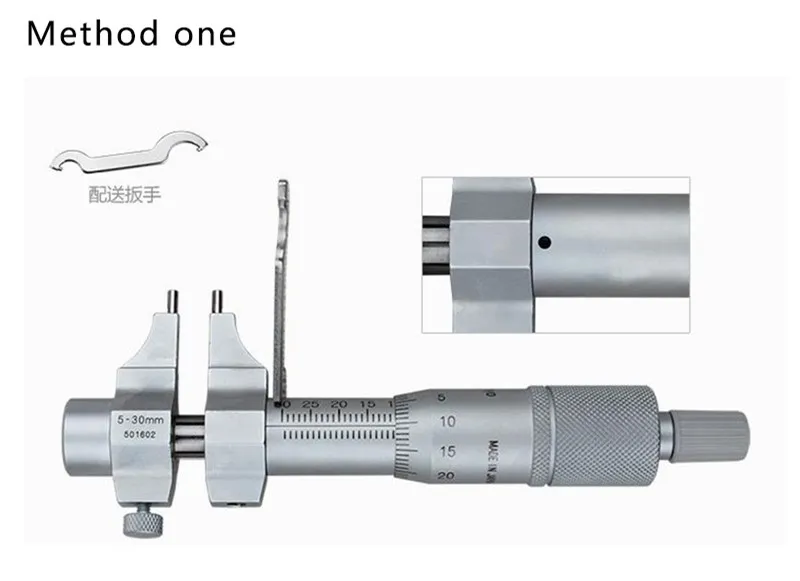 Не применяйте силу, если он смещен более чем на 0,002 дюйма, вам придется его отремонтировать.После того, как вы настроили его на ноль, откройте шпиндель, повернув регулировочное кольцо против часовой стрелки и три раза вернувшись к нулю, чтобы убедиться, что ноль повторяется.
Не применяйте силу, если он смещен более чем на 0,002 дюйма, вам придется его отремонтировать.После того, как вы настроили его на ноль, откройте шпиндель, повернув регулировочное кольцо против часовой стрелки и три раза вернувшись к нулю, чтобы убедиться, что ноль повторяется.
Используйте калибр 0,25 дюйма для калибровки микрометра. Откройте шпиндель микрометра чуть больше 0,25 дюйма. Вставьте блок между шпинделем и опорой и переместите шпиндель назад так, чтобы он касался измерительного блока. Посмотри на чтение. Если он мертв на 0,25 дюйма, переходите к шагу 4. Если нет, используйте гаечный ключ С-образный ключ, чтобы отрегулировать микрометр так, чтобы он показывал.25 точно.
Повторите измерение измерительного блока еще два раза. Если результат измерения отклоняется более чем на 0,0005 дюйма более одного раза, микрометр не может быть откалиброван таким образом и должен быть отремонтирован. Убедитесь, что поверхности микрометра и измерительного блока чистые и на них нет мусора, который может привести к ошибочным неточным показаниям.
Измерьте калибровочные блоки 0,5 и 0,75 дюйма, как в шагах 3 и 4, чтобы убедиться, что измерения на всем дюйме точны.Иногда микрометр может показывать 0,25 дюйма с точностью, но есть некоторые проблемы с отметкой в один дюйм. Это могло быть вызвано повреждением и отсутствием калибровки на протяжении многих лет. Правильная калибровка измерительного инструмента включает случайные измерения по всему диапазону измерения.
Калибровочная диаграмма для цифрового микрометра (0-25 мм) (Красный …
Контекст 1
… случай примера показан на рис.1, линейная зависимость: Погрешность измерения = 0.2437 ∙ Истинное значение + 0,6244 [мкм] Наибольшее значение погрешности измерения составляло 2 мкм, поэтому предел соответствия можно рассчитать как …
Контекст 2
… результат измерения не нарушает пределы спецификации плюс расширенная неопределенность, то можно констатировать соответствие спецификации (см. случай а) на рис. 1). Если предел спецификации превышен результатом измерения за вычетом расширенной неопределенности, то можно констатировать несоответствие спецификации (см. Случай e) на рис.1). Если результат измерения плюс / минус расширенная неопределенность перекрывает предел (см. Случай b), c) и d) на рисунке 1), невозможно указать соответствие или …
1). Если предел спецификации превышен результатом измерения за вычетом расширенной неопределенности, то можно констатировать несоответствие спецификации (см. Случай e) на рис.1). Если результат измерения плюс / минус расширенная неопределенность перекрывает предел (см. Случай b), c) и d) на рисунке 1), невозможно указать соответствие или …
Контекст 3
. .. предел спецификации не нарушается результатом измерения плюс расширенная неопределенность, тогда можно констатировать соответствие спецификации (см. случай a) на рис. 1). Если предел спецификации превышен результатом измерения за вычетом расширенной неопределенности, то можно констатировать несоответствие спецификации (см. Случай e) на рис.1). Если результат измерения плюс / минус расширенная неопределенность перекрывает предел (см. Случай b), c) и d) на рисунке 1), невозможно указать соответствие или …
Контекст 4
. .. является примером калибровки и проверки работоспособности микрометра в Таблице 1 и на Рис. 1. Если используются вышеупомянутые утверждения, хорошие характеристики можно найти в столбце «Решение согласно GUM». Это правильные значения, если аккредитованная (ISO 17025 [3]) калибровочная лаборатория делает это заявление.Если аттестация измерительного устройства производится такой лабораторией, которая не аккредитована (например, неаккредитованной лабораторией производителя измерительного устройства), то они обычно не принимают во внимание неопределенность измерения. В этом случае проверку производительности можно увидеть в столбце «Обычное решение». Сравнивая два типа решений, они отличаются друг от друга, что не очень хорошо с точки зрения потребителей. Есть несколько руководств, которые заявляют, что отношение неопределенности измерения к указанному интервалу должно быть достаточно небольшим.Руководства отличаются друг от друга. В Руководстве APLAC [8] предлагается, чтобы соотношение неопределенность: допуск (U: T) составляло 1: 3. В стандарте ANSI / NCSL 540-1 [9] предлагается, чтобы соотношение U: T составляло 1: 4.
1. Если используются вышеупомянутые утверждения, хорошие характеристики можно найти в столбце «Решение согласно GUM». Это правильные значения, если аккредитованная (ISO 17025 [3]) калибровочная лаборатория делает это заявление.Если аттестация измерительного устройства производится такой лабораторией, которая не аккредитована (например, неаккредитованной лабораторией производителя измерительного устройства), то они обычно не принимают во внимание неопределенность измерения. В этом случае проверку производительности можно увидеть в столбце «Обычное решение». Сравнивая два типа решений, они отличаются друг от друга, что не очень хорошо с точки зрения потребителей. Есть несколько руководств, которые заявляют, что отношение неопределенности измерения к указанному интервалу должно быть достаточно небольшим.Руководства отличаются друг от друга. В Руководстве APLAC [8] предлагается, чтобы соотношение неопределенность: допуск (U: T) составляло 1: 3. В стандарте ANSI / NCSL 540-1 [9] предлагается, чтобы соотношение U: T составляло 1: 4.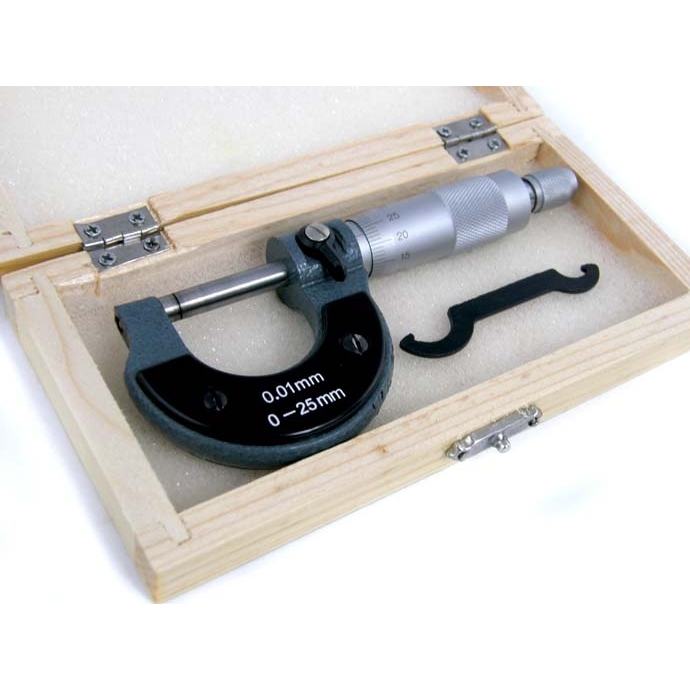 (Рис. 2). Калибровка измерительных приборов, используемых для контроля производственного процесса в автомобильной промышленности, является обязательной. Калибровка может быть выполнена им самим, в аккредитованной калибровочной лаборатории или производителем измерительного устройства (ISO / TS 16949 [10]). Бывают случаи, когда также требуется оценка соответствия измерительного устройства.Для выбора лаборатории для проверки характеристик измерительного устройства полезно знать, каковы возможности этой выбранной лаборатории, связанные с этим конкретным измерительным устройством. В таблице 2 показаны возможности калибровки и измерения (CMC) выбранных аккредитованных калибровочных лабораторий из Венгрии и Великобритании для нескольких устройств измерения размеров. Данные взяты с сайтов органов по аккредитации (NAT и UKAS). Хорошо видно, что значения CMC легче сравнивать друг с другом, если мы выбираем лаборатории из Великобритании, чем в случае венгерских лабораторий.Лаборатории были выбраны случайным образом из базы данных.
(Рис. 2). Калибровка измерительных приборов, используемых для контроля производственного процесса в автомобильной промышленности, является обязательной. Калибровка может быть выполнена им самим, в аккредитованной калибровочной лаборатории или производителем измерительного устройства (ISO / TS 16949 [10]). Бывают случаи, когда также требуется оценка соответствия измерительного устройства.Для выбора лаборатории для проверки характеристик измерительного устройства полезно знать, каковы возможности этой выбранной лаборатории, связанные с этим конкретным измерительным устройством. В таблице 2 показаны возможности калибровки и измерения (CMC) выбранных аккредитованных калибровочных лабораторий из Венгрии и Великобритании для нескольких устройств измерения размеров. Данные взяты с сайтов органов по аккредитации (NAT и UKAS). Хорошо видно, что значения CMC легче сравнивать друг с другом, если мы выбираем лаборатории из Великобритании, чем в случае венгерских лабораторий.Лаборатории были выбраны случайным образом из базы данных. Если я хочу заказать оценку соответствия для микрометра, у которого значение MPE составляет 4 мкм, лаборатория Y не подходит, потому что ее значение CMC превышает требуемый предел допуска для микрометра. Если мое требование состоит в том, чтобы иметь U: T = 1: 4, в этом случае лаборатории X, Y, Z, A, B, C не подходят для этой цели, потому что в этом случае максимально допустимая погрешность составляет MPE / 4 = 4/4 = 1 мкм. Значения CMC этих лабораторий превышают это максимально допустимое значение неопределенности.Если предметом проверки производительности является простой пробковый манометр, проблем больше. Датчики изготавливаются очень точно; производственные допуски указаны в таблице 3. Размер допуска зависит от классификации калибра. Например, если требуется аттестация плоского манометра с пробкой диаметром 10 мм и класса X, трудно найти лабораторию, в которой CMC будет ниже, по крайней мере, половины допуска, то есть ниже 0,5 мкм. Видно, что выбранные лаборатории из Венгрии и Великобритании не могут квалифицировать этот тип датчика.
Если я хочу заказать оценку соответствия для микрометра, у которого значение MPE составляет 4 мкм, лаборатория Y не подходит, потому что ее значение CMC превышает требуемый предел допуска для микрометра. Если мое требование состоит в том, чтобы иметь U: T = 1: 4, в этом случае лаборатории X, Y, Z, A, B, C не подходят для этой цели, потому что в этом случае максимально допустимая погрешность составляет MPE / 4 = 4/4 = 1 мкм. Значения CMC этих лабораторий превышают это максимально допустимое значение неопределенности.Если предметом проверки производительности является простой пробковый манометр, проблем больше. Датчики изготавливаются очень точно; производственные допуски указаны в таблице 3. Размер допуска зависит от классификации калибра. Например, если требуется аттестация плоского манометра с пробкой диаметром 10 мм и класса X, трудно найти лабораторию, в которой CMC будет ниже, по крайней мере, половины допуска, то есть ниже 0,5 мкм. Видно, что выбранные лаборатории из Венгрии и Великобритании не могут квалифицировать этот тип датчика. Таким образом, в случае манометров трудно подтвердить соответствие спецификациям, или существует лишь несколько лабораторий, которые соответствуют этим требованиям. Есть два приближения, которые можно использовать для оценки соответствия. В первом случае верхний предел спецификации, который является базой отсчета, является постоянным значением (например, микрометрами), во втором случае предел спецификации пропорционален измеренному значению шкалы (например, штангенциркулям). Если опорное значение базы для решения оценки соответствия является значением константы он должен быть определить наибольшую погрешность измерения плюс связанные величины неопределенности в диаграмме калибровки.Это нижний предел для обычного использования этого устройства. В случае примера, показанного на рис. 1, предел составляет 6 + 1,5 мкм = 7,5 мкм. Это означает, что микрометр можно использовать для тех целей, где допустимая погрешность превышает 7,5 мкм (рис. 3, пунктирная зеленая линия). Отчет о калибровке должен содержать это значение для принятия соответствующих решений.
Таким образом, в случае манометров трудно подтвердить соответствие спецификациям, или существует лишь несколько лабораторий, которые соответствуют этим требованиям. Есть два приближения, которые можно использовать для оценки соответствия. В первом случае верхний предел спецификации, который является базой отсчета, является постоянным значением (например, микрометрами), во втором случае предел спецификации пропорционален измеренному значению шкалы (например, штангенциркулям). Если опорное значение базы для решения оценки соответствия является значением константы он должен быть определить наибольшую погрешность измерения плюс связанные величины неопределенности в диаграмме калибровки.Это нижний предел для обычного использования этого устройства. В случае примера, показанного на рис. 1, предел составляет 6 + 1,5 мкм = 7,5 мкм. Это означает, что микрометр можно использовать для тех целей, где допустимая погрешность превышает 7,5 мкм (рис. 3, пунктирная зеленая линия). Отчет о калибровке должен содержать это значение для принятия соответствующих решений. Таким образом, если в автомобильной промышленности это устройство используется для характеристики, которая имеет диапазон допуска более 75 мкм, микрометр может быть подходящим.Если базовое значение для оценки соответствия является функцией шкалы измерений, предел соответствия может быть рассчитан как …
Таким образом, если в автомобильной промышленности это устройство используется для характеристики, которая имеет диапазон допуска более 75 мкм, микрометр может быть подходящим.Если базовое значение для оценки соответствия является функцией шкалы измерений, предел соответствия может быть рассчитан как …
Контекст 5
… это пример калибровки и проверки рабочих характеристик микрометра в Таблица 1 и на Рис. 1. Если используются вышеупомянутые утверждения, то хорошую квалификацию можно найти в столбце «Решение по ГУМу». Это правильные значения, если аккредитованная (ISO 17025 [3]) калибровочная лаборатория делает это заявление.Если аттестация измерительного устройства производится такой лабораторией, которая не аккредитована (например, неаккредитованной лабораторией производителя измерительного устройства), то они обычно не принимают во внимание неопределенность измерения. В этом случае проверку производительности можно увидеть в столбце «Обычное решение». Сравнивая два типа решений, они отличаются друг от друга, что не очень хорошо с точки зрения потребителей. Есть несколько руководств, которые заявляют, что отношение неопределенности измерения к указанному интервалу должно быть достаточно небольшим.Руководства отличаются друг от друга. В Руководстве APLAC [8] предлагается, чтобы соотношение неопределенность: допуск (U: T) составляло 1: 3. В стандарте ANSI / NCSL 540-1 [9] предлагается, чтобы соотношение U: T составляло 1: 4. (Рис. 2). Калибровка измерительных приборов, используемых для контроля производственного процесса в автомобильной промышленности, является обязательной. Калибровка может быть выполнена им самим, в аккредитованной калибровочной лаборатории или производителем измерительного устройства (ISO / TS 16949 [10]). Бывают случаи, когда также требуется оценка соответствия измерительного устройства.Для выбора лаборатории для проверки характеристик измерительного устройства полезно знать, каковы возможности этой выбранной лаборатории, связанные с этим конкретным измерительным устройством. В таблице 2 показаны возможности калибровки и измерения (CMC) выбранных аккредитованных калибровочных лабораторий из Венгрии и Великобритании для нескольких устройств измерения размеров. Данные взяты с сайтов органов по аккредитации (NAT и UKAS). Хорошо видно, что значения CMC легче сравнивать друг с другом, если мы выбираем лаборатории из Великобритании, чем в случае венгерских лабораторий.Лаборатории были выбраны случайным образом из базы данных. Если я хочу заказать оценку соответствия для микрометра, у которого значение MPE составляет 4 мкм, лаборатория Y не подходит, потому что ее значение CMC превышает требуемый предел допуска для микрометра. Если мое требование состоит в том, чтобы иметь U: T = 1: 4, в этом случае лаборатории X, Y, Z, A, B, C не подходят для этой цели, потому что в этом случае максимально допустимая погрешность составляет MPE / 4 = 4/4 = 1 мкм. Значения CMC этих лабораторий превышают это максимально допустимое значение неопределенности.Если предметом проверки производительности является простой пробковый манометр, проблем больше.
В таблице 2 показаны возможности калибровки и измерения (CMC) выбранных аккредитованных калибровочных лабораторий из Венгрии и Великобритании для нескольких устройств измерения размеров. Данные взяты с сайтов органов по аккредитации (NAT и UKAS). Хорошо видно, что значения CMC легче сравнивать друг с другом, если мы выбираем лаборатории из Великобритании, чем в случае венгерских лабораторий.Лаборатории были выбраны случайным образом из базы данных. Если я хочу заказать оценку соответствия для микрометра, у которого значение MPE составляет 4 мкм, лаборатория Y не подходит, потому что ее значение CMC превышает требуемый предел допуска для микрометра. Если мое требование состоит в том, чтобы иметь U: T = 1: 4, в этом случае лаборатории X, Y, Z, A, B, C не подходят для этой цели, потому что в этом случае максимально допустимая погрешность составляет MPE / 4 = 4/4 = 1 мкм. Значения CMC этих лабораторий превышают это максимально допустимое значение неопределенности.Если предметом проверки производительности является простой пробковый манометр, проблем больше. Датчики изготавливаются очень точно; производственные допуски указаны в таблице 3. Размер допуска зависит от классификации калибра. Например, если требуется аттестация плоского манометра с пробкой диаметром 10 мм и класса X, трудно найти лабораторию, в которой CMC будет ниже, по крайней мере, половины допуска, то есть ниже 0,5 мкм. Видно, что выбранные лаборатории из Венгрии и Великобритании не могут квалифицировать этот тип датчика.Таким образом, в случае манометров трудно подтвердить соответствие спецификациям, или существует лишь несколько лабораторий, которые соответствуют этим требованиям. Есть два приближения, которые можно использовать для оценки соответствия. В первом случае верхний предел спецификации, который является базой отсчета, является постоянным значением (например, микрометрами), во втором случае предел спецификации пропорционален измеренному значению шкалы (например, штангенциркулям). Если опорное значение базы для решения оценки соответствия является значением константы он должен быть определить наибольшую погрешность измерения плюс связанные величины неопределенности в диаграмме калибровки. Это нижний предел для обычного использования этого устройства. В случае примера, показанного на рис. 1, предел составляет 6 + 1,5 мкм = 7,5 мкм. Это означает, что микрометр можно использовать для тех целей, где допустимая погрешность превышает 7,5 мкм (рис. 3, пунктирная зеленая линия). Отчет о калибровке должен содержать это значение для принятия соответствующих решений. Таким образом, если в автомобильной промышленности это устройство используется для характеристики, которая имеет диапазон допуска более 75 мкм, микрометр может быть подходящим.Если базовое значение для оценки соответствия является функцией шкалы измерений, предел соответствия может быть рассчитан как …
Датчики изготавливаются очень точно; производственные допуски указаны в таблице 3. Размер допуска зависит от классификации калибра. Например, если требуется аттестация плоского манометра с пробкой диаметром 10 мм и класса X, трудно найти лабораторию, в которой CMC будет ниже, по крайней мере, половины допуска, то есть ниже 0,5 мкм. Видно, что выбранные лаборатории из Венгрии и Великобритании не могут квалифицировать этот тип датчика.Таким образом, в случае манометров трудно подтвердить соответствие спецификациям, или существует лишь несколько лабораторий, которые соответствуют этим требованиям. Есть два приближения, которые можно использовать для оценки соответствия. В первом случае верхний предел спецификации, который является базой отсчета, является постоянным значением (например, микрометрами), во втором случае предел спецификации пропорционален измеренному значению шкалы (например, штангенциркулям). Если опорное значение базы для решения оценки соответствия является значением константы он должен быть определить наибольшую погрешность измерения плюс связанные величины неопределенности в диаграмме калибровки. Это нижний предел для обычного использования этого устройства. В случае примера, показанного на рис. 1, предел составляет 6 + 1,5 мкм = 7,5 мкм. Это означает, что микрометр можно использовать для тех целей, где допустимая погрешность превышает 7,5 мкм (рис. 3, пунктирная зеленая линия). Отчет о калибровке должен содержать это значение для принятия соответствующих решений. Таким образом, если в автомобильной промышленности это устройство используется для характеристики, которая имеет диапазон допуска более 75 мкм, микрометр может быть подходящим.Если базовое значение для оценки соответствия является функцией шкалы измерений, предел соответствия может быть рассчитан как …
% PDF-1.4
%
4 0 obj
>
endobj
3 0 obj
> / A 4 0 R / H / I / QuadPoints [56,7 590,996 283,68 590,996 283,68 606,992 56,7 606,992 277,68 594,68 277,68 594,68 277,68 595,345 277,68 595,345] / Граница [0 0 0] / Тип / Аннотация >>
endobj
7 0 объект
>
endobj
6 0 obj
> / A 7 0 R / H / I / QuadPoints [56,7 569,396 285,72 569,396 285,72 585,392 56. 7 585,392 279,72 573,08 279,72 573,08 279,72 573,745 279,72 573,745] / Граница [0 0 0] / Тип / Аннотация >>
endobj
9 0 объект
>
endobj
8 0 объект
> / A 9 0 R / H / I / QuadPoints [56,7 547,796 62,7 547,796 62,7 563,792 56,7 563,792 78,78 547,796 284,894 547,796 284,894 563,792 78,78 563,792] / Граница [0 0 0] / Тип / Аннотации >>
endobj
11 0 объект
>
endobj
10 0 obj
> / A 11 0 R / H / I / QuadPoints [56,7 526,196 62,7 526,196 62,7 542,192 56,7 542,192 78,7788 526,196 284,425 526,196 284,425 542,192 78,7788 542,192] / Граница [0 0 0] / Тип / Аннотация >>
endobj
13 0 объект
>
endobj
12 0 объект
> / A 13 0 R / H / I / QuadPoints [66.72 507,596 222,781 507,596 222,781 523,592 66,72 523,592 81,72 511,28 81,72 511,28 81,72 511,945 81,72 511,945 88,8 511,28 88,8 511,28 88,8 511,945 88,8 511,945 88,8 491,996 283,14 497,9592,68 277,14 277,96 277,14 277,14 277,14] / Аннотация >>
endobj
15 0 объект
>
endobj
14 0 объект
> / A 15 0 R / H / I / Border [0 0 0] / Type / Annot >>
endobj
18 0 объект
>
endobj
17 0 объект
> / A 18 0 R / H / I / QuadPoints [56,7 451,796 62,7 451,796 62,7 467,792 56. 7 467,792 78,7824 451,796 224,774 451,796 224,774 467,792 78,7824 467,792 78,78 436,196 286,132 436,196 286,132 452,192 78,78 452,192] / Граница [0 0 0] / Тип / Аннотация >>
endobj
21 0 объект
>
endobj
20 0 объект
> / A 21 0 R / H / I / Border [0 0 0] / Type / Annot >>
endobj
23 0 объект
>
endobj
22 0 объект
> / A 23 0 R / H / I / Border [0 0 0] / Type / Annot >>
endobj
25 0 объект
>
endobj
24 0 объект
> / A 25 0 R / H / I / QuadPoints [66,72 380,396 261,429 380,396 261,429 396,392 66,72 396,392 88,8 364,796 283,336 364,796 283.336 380,792 88,8 380,792] / Граница [0 0 0] / Тип / Аннотация >>
endobj
27 0 объект
>
endobj
26 0 объект
> / A 27 0 R / H / I / QuadPoints [66,72 346,196 265,761 346,196 265,761 362,192 66,72 362,192 88,8 330,596 239,316 330,596 239,316 346,592 88,8 346,592 88,8 314,996 285,03 314,996 285,03 330,992 / граница] 0/0 Тип 330,992 / 0/0 >
endobj
30 0 объект
>
endobj
29 0 объект
> / A 30 0 R / H / I / Border [0 0 0] / Type / Annot >>
endobj
33 0 объект
>
endobj
32 0 объект
> / A 33 0 R / H / I / QuadPoints [66,72 277,796 247.
7 467,792 78,7824 451,796 224,774 451,796 224,774 467,792 78,7824 467,792 78,78 436,196 286,132 436,196 286,132 452,192 78,78 452,192] / Граница [0 0 0] / Тип / Аннотация >>
endobj
21 0 объект
>
endobj
20 0 объект
> / A 21 0 R / H / I / Border [0 0 0] / Type / Annot >>
endobj
23 0 объект
>
endobj
22 0 объект
> / A 23 0 R / H / I / Border [0 0 0] / Type / Annot >>
endobj
25 0 объект
>
endobj
24 0 объект
> / A 25 0 R / H / I / QuadPoints [66,72 380,396 261,429 380,396 261,429 396,392 66,72 396,392 88,8 364,796 283,336 364,796 283.336 380,792 88,8 380,792] / Граница [0 0 0] / Тип / Аннотация >>
endobj
27 0 объект
>
endobj
26 0 объект
> / A 27 0 R / H / I / QuadPoints [66,72 346,196 265,761 346,196 265,761 362,192 66,72 362,192 88,8 330,596 239,316 330,596 239,316 346,592 88,8 346,592 88,8 314,996 285,03 314,996 285,03 330,992 / граница] 0/0 Тип 330,992 / 0/0 >
endobj
30 0 объект
>
endobj
29 0 объект
> / A 30 0 R / H / I / Border [0 0 0] / Type / Annot >>
endobj
33 0 объект
>
endobj
32 0 объект
> / A 33 0 R / H / I / QuadPoints [66,72 277,796 247. 952 277,796 247,952 293,792 66,72 293,792 88,8 262,196 284.808 262,196 284.808 278,192 88,8 278,192] / Граница [0 0 0] / Тип / Аннотация >>
endobj
35 0 объект
>
endobj
34 0 объект
> / A 35 0 R / H / I / QuadPoints [66,72 243,596 276,559 243,596 276,559 259,592 66,72 259,592 88,8 227,996 285,454 227,996 285,454 243,992 88,8 243,992] / Граница [0 0 0] / Тип / Аннотация >>
endobj
37 0 объект
>
endobj
36 0 объект
> / A 37 0 R / H / I / QuadPoints [319,02 593,996 524,791 593,996 524,791 609,992 319,02 609,992 341,1 578,396 534,712 578.396 534,712 594,392 341,1 594,392 341,1 562,796 500,435 562,796 500,435 578,792 341,1 578,792 341,1 547,196 538,092 547,196 538,092 563,192 341,1 563,192] / Граница [0 0 0] / Тип / Аннотация >>
endobj
40 0 obj
>
endobj
39 0 объект
> / A 40 0 R / H / I / QuadPoints [319,02 528,596 516,072 528,596 516,072 544,592 319,02 544,592 319,02 532,28 319,02 532,28 319,02 532,945 319,02 532,945 341,1 512,996 535,233 512,996 535,233,14813,198,981 341,381 498,992 348,992 349,81 482,31 4813,81 482,381 348,992 348,991 3492,1 4892,1 4892,1 4892,18 992,381 348,992 348,992 349,81 4892,31 4892,1 4892,1 4892,13796 538,092 481,796 538,092 497,792 341,1 497,792] / Граница [0 0 0] / Тип / Аннотация >>
endobj
42 0 объект
>
endobj
41 0 объект
> / A 42 0 R / H / I / QuadPoints [319,02 463,196 499,966 463,196 499,966 479,192 319,02 479,192 341,1 447,596 537,794 447,596 537,794 463,592 341,1 463,592] / Граница [0 0 0] / Тип / Аннотация >>
endobj
44 0 объект
>
endobj
43 0 объект
> / A 44 0 R / H / I / Border [0 0 0] / Type / Annot >>
endobj
47 0 объект
>
endobj
46 0 объект
> / A 47 0 R / H / I / Border [0 0 0] / Type / Annot >>
endobj
49 0 объект
>
endobj
48 0 объект
> / A 49 0 R / H / I / QuadPoints [319.
952 277,796 247,952 293,792 66,72 293,792 88,8 262,196 284.808 262,196 284.808 278,192 88,8 278,192] / Граница [0 0 0] / Тип / Аннотация >>
endobj
35 0 объект
>
endobj
34 0 объект
> / A 35 0 R / H / I / QuadPoints [66,72 243,596 276,559 243,596 276,559 259,592 66,72 259,592 88,8 227,996 285,454 227,996 285,454 243,992 88,8 243,992] / Граница [0 0 0] / Тип / Аннотация >>
endobj
37 0 объект
>
endobj
36 0 объект
> / A 37 0 R / H / I / QuadPoints [319,02 593,996 524,791 593,996 524,791 609,992 319,02 609,992 341,1 578,396 534,712 578.396 534,712 594,392 341,1 594,392 341,1 562,796 500,435 562,796 500,435 578,792 341,1 578,792 341,1 547,196 538,092 547,196 538,092 563,192 341,1 563,192] / Граница [0 0 0] / Тип / Аннотация >>
endobj
40 0 obj
>
endobj
39 0 объект
> / A 40 0 R / H / I / QuadPoints [319,02 528,596 516,072 528,596 516,072 544,592 319,02 544,592 319,02 532,28 319,02 532,28 319,02 532,945 319,02 532,945 341,1 512,996 535,233 512,996 535,233,14813,198,981 341,381 498,992 348,992 349,81 482,31 4813,81 482,381 348,992 348,991 3492,1 4892,1 4892,1 4892,18 992,381 348,992 348,992 349,81 4892,31 4892,1 4892,1 4892,13796 538,092 481,796 538,092 497,792 341,1 497,792] / Граница [0 0 0] / Тип / Аннотация >>
endobj
42 0 объект
>
endobj
41 0 объект
> / A 42 0 R / H / I / QuadPoints [319,02 463,196 499,966 463,196 499,966 479,192 319,02 479,192 341,1 447,596 537,794 447,596 537,794 463,592 341,1 463,592] / Граница [0 0 0] / Тип / Аннотация >>
endobj
44 0 объект
>
endobj
43 0 объект
> / A 44 0 R / H / I / Border [0 0 0] / Type / Annot >>
endobj
47 0 объект
>
endobj
46 0 объект
> / A 47 0 R / H / I / Border [0 0 0] / Type / Annot >>
endobj
49 0 объект
>
endobj
48 0 объект
> / A 49 0 R / H / I / QuadPoints [319. 02 391,796 383,641 391,796 383,641 407,792 319,02 407,792 341,1 376,196 498,778 376,196 498,778 392,192 341,1 392,192] / Граница [0 0 0] / Тип / Аннотации >>
endobj
52 0 объект
>
endobj
51 0 объект
> / A 52 0 R / H / I / Border [0 0 0] / Type / Annot >>
endobj
55 0 объект
>
endobj
54 0 объект
> / A 55 0 R / H / I / QuadPoints [309,0 335,996 315,0 335,996 315,0 351,992 309,0 351,992 331,08 335,996 517,864 335,996 517,864 351,992 331,08 351,992 331,08 320,396 538,436 320,396 538,436 336,392 331,08] Тип 0/0/0 336/0 >
endobj
58 0 объект
>
endobj
57 0 объект
> / A 58 0 R / H / I / Border [0 0 0] / Type / Annot >>
endobj
60 0 объект
>
endobj
59 0 объект
> / A 60 0 R / H / I / Border [0 0 0] / Type / Annot >>
endobj
2 0 obj
[3 0 R 6 0 R 8 0 R 10 0 R 12 0 R 14 0 R 17 0 R 20 0 R 22 0 R 24 0 R 26 0 R 29 0 R 32 0 R 34 0 R 36 0 R 39 0 R 41 0 R 43 0 R 46 0 R 48 0 R 51 0 R 54 0 R 57 0 R 59 0 R]
endobj
61 0 объект
> поток
HtTM0Whx = jJzX @ hI ‘; BD) 7 ~ / o @ wɑ $
*) $ ϩ) [% 2 “莤! $ u {諯 oh ~ B8ԭ; {0 # eϧzuw! ʁK [a
02 391,796 383,641 391,796 383,641 407,792 319,02 407,792 341,1 376,196 498,778 376,196 498,778 392,192 341,1 392,192] / Граница [0 0 0] / Тип / Аннотации >>
endobj
52 0 объект
>
endobj
51 0 объект
> / A 52 0 R / H / I / Border [0 0 0] / Type / Annot >>
endobj
55 0 объект
>
endobj
54 0 объект
> / A 55 0 R / H / I / QuadPoints [309,0 335,996 315,0 335,996 315,0 351,992 309,0 351,992 331,08 335,996 517,864 335,996 517,864 351,992 331,08 351,992 331,08 320,396 538,436 320,396 538,436 336,392 331,08] Тип 0/0/0 336/0 >
endobj
58 0 объект
>
endobj
57 0 объект
> / A 58 0 R / H / I / Border [0 0 0] / Type / Annot >>
endobj
60 0 объект
>
endobj
59 0 объект
> / A 60 0 R / H / I / Border [0 0 0] / Type / Annot >>
endobj
2 0 obj
[3 0 R 6 0 R 8 0 R 10 0 R 12 0 R 14 0 R 17 0 R 20 0 R 22 0 R 24 0 R 26 0 R 29 0 R 32 0 R 34 0 R 36 0 R 39 0 R 41 0 R 43 0 R 46 0 R 48 0 R 51 0 R 54 0 R 57 0 R 59 0 R]
endobj
61 0 объект
> поток
HtTM0Whx = jJzX @ hI ‘; BD) 7 ~ / o @ wɑ $
*) $ ϩ) [% 2 “莤! $ u {諯 oh ~ B8ԭ; {0 # eϧzuw! ʁK [a
микрометров | Типы и характеристики измерительных систем | Основы измерения
Микрометр – это инструмент, который измеряет размер цели, закрывая ее. Некоторые модели даже могут выполнять измерения с точностью до 1 мкм. В отличие от ручных штангенциркулей, микрометры соответствуют принципу Аббе, который позволяет им выполнять более точные измерения.
Некоторые модели даже могут выполнять измерения с точностью до 1 мкм. В отличие от ручных штангенциркулей, микрометры соответствуют принципу Аббе, который позволяет им выполнять более точные измерения.
В общем, термин «микрометр» относится к внешним микрометрам. Также существует множество других типов микрометров в зависимости от различных измерительных приложений. Примеры включают внутренние микрометры, микрометры внутреннего диаметра, микрометры трубы и микрометры глубины. Диапазон измерения различается каждые 25 мм, например от 0 до 25 мм и от 25 до 50 мм, в зависимости от размера рамки, поэтому необходимо использовать микрометр, соответствующий цели.В последнее время невероятную популярность приобрели цифровые микрометры.
Аббе гласит: «Чтобы повысить точность измерения, цель измерения и шкала измерительного прибора должны располагаться коллинеарно в направлении измерения». У микрометров шкала и положение измерения коллинеарны, поэтому эти инструменты соответствуют принципу Аббе. Таким образом, можно сказать, что микрометры обладают высокой точностью измерения.
Таким образом, можно сказать, что микрометры обладают высокой точностью измерения.
- А
- Наковальня
- B
- Шпиндель
- С
- Зажим
- D
- Гильза
- E
- Рама
- F
- Плита термостойкая
- G
- Масштаб
- H
- Наперсток
- I
- Стопор с храповым механизмом
- Поместите цель между наковальней и шпинделем, а затем поверните наперсток, чтобы зафиксировать цель между двумя поверхностями.
- Перед измерением протрите поверхности опоры и шпинделя чистой тканью. Это удаляет грязь и пыль с поверхностей, что обеспечивает точные измерения.
- Чтобы удерживать микрометр, удерживайте термостойкую пластину на раме большим и указательным пальцами левой руки и зажмите наперсток между большим и указательным пальцами правой руки.
- Возьмитесь за цель между наковальней и шпинделем, поверните ограничитель храповика до проскальзывания, а затем прочитайте значение.
- Считайте значение по основной шкале на рукаве и шкале на наперстке. Используйте линию на правом краю рукава, чтобы прочитать значение с шагом 0,5 мм. Затем вы можете использовать шкалу, по которой проходит центральная линия наперстка (шкала), чтобы считать значение в единицах 0,01 мм.

- А
- Шкала наперстка показывает «0,15».
- B
- Шкала наперстка превышает “12”.0 мм “
- Используйте измерительный блок или специальный измерительный прибор для калибровки микрометра. Для точных измерений поверхность наковальни всегда должна быть плоской. После выполнения нескольких измерений поверхность может перестать быть плоской из-за износа и накопления грязи. Поэтому периодически используйте деталь, известную как оптическая плоскость, чтобы проверять, является ли поверхность плоской в соответствии с отображаемыми кольцами Ньютона.
- При измерении металлической мишени и выполнении калибровки с помощью измерительного блока проявляйте осторожность в отношении теплового расширения.По возможности не держитесь за металл голыми руками или используйте перчатки, не пропускающие тепло и предназначенные для точной работы.
- Межповерочный интервал микрометров составляет от 3 месяцев до 1 года.

Дом
12 дней | 16 ~ 25 | 0–25 | 31 | 29 | 150 | 0.01 | Рама: чугун с шаровидным графитом, шпиндель: высокоуглеродистая хромистая подшипниковая сталь | Измерительная поверхность имеет закаленный наконечник. Рама окрашена | Измерение внешних размеров | Выдача документов, таких как калибровочная услуга + отчет о калибровке, сертификат калибровки, диаграмма системы прослеживаемости | ||
12 дней | 26 ~ 50 | 25–50 | 56 | 37 | 200 | 0. 01 | Рама: чугун с шаровидным графитом, шпиндель: высокоуглеродистая хромистая подшипниковая сталь | Измерительная поверхность имеет закаленный наконечник. Рама окрашена | Измерение внешних размеров | Выдача документов, таких как калибровочная услуга + отчет о калибровке, сертификат калибровки, диаграмма системы прослеживаемости | ||
12 дней | от 51 до 100 | 50 ~ 75 | 81 | 50 | 230 | 0.01 | Рама: чугун с шаровидным графитом, шпиндель: высокоуглеродистая хромистая подшипниковая сталь | Измерительная поверхность имеет закаленный наконечник. Рама окрашена | Измерение внешних размеров | Выдача документов, таких как калибровочная услуга + отчет о калибровке, сертификат калибровки, диаграмма системы прослеживаемости | ||
12 дней | от 51 до 100 | 75 ~ 100 | 106 | 63 | 260 | 0. 01 01 | Рама: чугун с шаровидным графитом, шпиндель: высокоуглеродистая хромистая подшипниковая сталь | Измерительная поверхность имеет закаленный наконечник. Рама окрашена. | Измерение внешних размеров | Выдача документов, таких как услуга калибровки + отчет о выполнении калибровки, сертификат калибровки, диаграмма системы прослеживаемости |
Использование ISO «Руководства по выражению неопределенности измерений» определить требования к калибровке.
Использование ISO «Руководство по выражению неопределенности измерений» для определить требования к калибровке. Как представлено в 1997 г.
Национальная конференция лабораторий стандартов
Семинар и симпозиум
Д-р Хенрик С. Нильсен
Абстрактные
Калибровка часто выполняется без технического обоснования атрибутов.
которые калибруются, и результирующая погрешность калибровки.Что еще хуже, калибровка
иногда исключительно на основании требований аудиторов.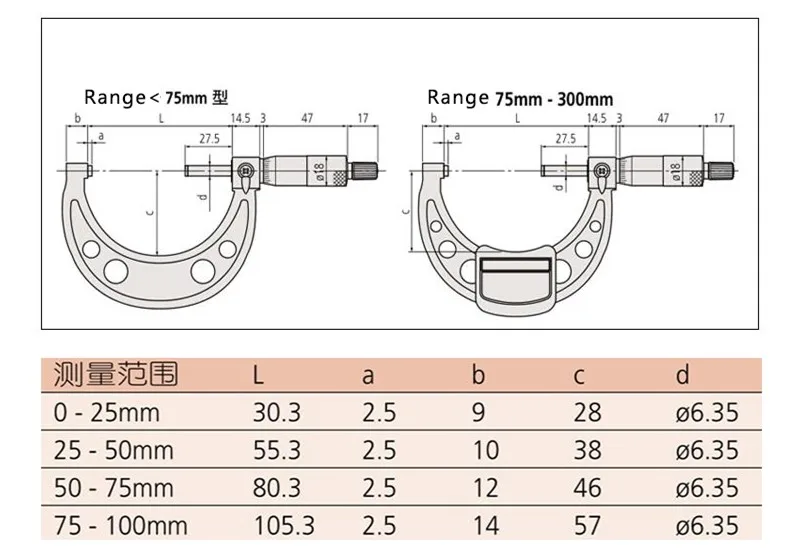 Такой подход оставляет компаниям
стоимость чрезмерной калибровки в некоторых областях, оставляя их незащищенными в других областях
где они “недокалиброваны”. В документе представлен бюджет неопределенности, определяемый
методика, которая определяет, какие атрибуты каждого стандарта и инструмента должны быть
откалиброван и до какой неопределенности. Методика обеспечивает четкую документацию на основе данных
реальных потребностей в калибровке руководству и аудиторам.Основная концепция заключается в том, что
цель калибровки – ограничение максимальной погрешности метрологического
характеристики калиброванных эталонов или инструментов, которые входят в неопределенность
бюджеты последующих измерений.
Такой подход оставляет компаниям
стоимость чрезмерной калибровки в некоторых областях, оставляя их незащищенными в других областях
где они “недокалиброваны”. В документе представлен бюджет неопределенности, определяемый
методика, которая определяет, какие атрибуты каждого стандарта и инструмента должны быть
откалиброван и до какой неопределенности. Методика обеспечивает четкую документацию на основе данных
реальных потребностей в калибровке руководству и аудиторам.Основная концепция заключается в том, что
цель калибровки – ограничение максимальной погрешности метрологического
характеристики калиброванных эталонов или инструментов, которые входят в неопределенность
бюджеты последующих измерений.
Введение
Этот документ написан с учетом того, что читатель знаком с Руководством ISO по
Expression of Uncertainty in Measurement (GUM) (1), который является международным
признанный способ выражения неопределенности измерения.Он также относится к определению
отдельные составляющие неопределенности и их комбинация без подробностей. Для
более подробную информацию о концепциях, используемых в этом отношении, см. в ISO 14253-2 (2), в настоящее время в стадии разработки.
этап от Технического комитета ISO 213.
Для
более подробную информацию о концепциях, используемых в этом отношении, см. в ISO 14253-2 (2), в настоящее время в стадии разработки.
этап от Технического комитета ISO 213.
Работа сосредоточена на изучении выводов, которые можно сделать из бюджет неопределенности в отношении «Системы метрологического подтверждения», или система калибровки, используемая для поддержания возможностей, предусмотренных в различных частях бюджеты неопределенности.Эта система может иметь глобальные элементы, контролируемые NIST или аналогичным агентства в других странах, а также элементы, поддерживаемые в рамках отдельной компании.
Таким образом, концепции, представленные в статье, могут быть использованы как в тактической компании. уровень, чтобы определить, какие возможности важны и представляют ценность для компании, а также на стратегическом национальном или международном уровне, определяя, какие возможности важны для нас как нации или как глобальное общество.
Пример микрометра
Первый пример очень простой, касается обычных мастерских микрометров 0-25. мм, так как они используются в каждом механическом цехе по всему миру.
мм, так как они используются в каждом механическом цехе по всему миру.
Если мы посмотрим на стандарт ISO для микрометров, ISO 3611 (3), мы увидим ряд требований к этим микрометрам (национальные стандарты разных стран имеют по сути те же требования, что и стандарты ISO). Если мы объединим эти требования с условиями окружающей среды в обычной мастерской, с кондиционером для существа комфорт, если это вообще возможно, мы получаем следующие вкладчики в бюджет неопределенности для измерения выполнены микрометрами:
| Автор | Предел вариации | Эквивалентное влияние на уровне 1 с |
| Погрешность шкалы микрометра | 3 м | 1. 73 кв.м. 73 кв.м. |
| Ошибка нулевой точки | 2 м | 1,15 м |
| Средняя температура | +/- 5 o C | 0,09 м |
| Разница температур | 3 или С | 0,61 м |
| Параллельность опор | 2 м | 0,58 м |
| Повторяемость | 6 = 2 м | 0.33 кв.м. |
| Комбинированная стандартная неопределенность, u | 2,27 м | |
| Расширенная неопределенность, U | 5,54 м | |
Таблица 1: Бюджет погрешности измерения с использованием микрометра 0-25 мм в мастерской
Окружающая среда. Допущения: микрометр откалиброван в соответствии с ISO 3611, мастерская
температура 20 o C +/- 5 o C, максимальная разница температур
между микрометром и деталью 3 o C.
Допущения: микрометр откалиброван в соответствии с ISO 3611, мастерская
температура 20 o C +/- 5 o C, максимальная разница температур
между микрометром и деталью 3 o C.
Если мы внимательно рассмотрим вклады, мы можем получить несколько очень полезных частей информация, которая может помочь нам решить, куда инвестировать (или не инвестировать) для улучшения неопределенность наших измерений.
Первое наблюдение заключается в том, что температура не является основным фактором. Это говорит нам что, если бы мы планировали перенести измерение в среду с контролируемой температурой, мы было бы зря потратить наши деньги, так как есть гораздо более крупные вкладчики в неопределенность, чем влияние температуры.Предварительная разработка бюджета неопределенности сэкономили нам на стоимости корпуса с регулируемой температурой для наших микрометрических измерений!
Следующее наблюдение заключается в том, что основной причиной является ошибка шкалы
микрометр. Предполагая, что мы калибруем наши микрометры на месте, это заставляет нас сосредоточиться на
процедура, которую мы используем для калибровки шкалы микрометров.
Обычная процедура для этой калибровки заключается в использовании специального набора калибров, которые имеют размеры для проверки различных точек по шкале, а также ошибок шага в пределах каждый оборот шпинделя микрометра.Допустим, мы планируем наши возможность калибровки погрешности шпинделя наших собственных микрометров на месте.
Наше исходное предположение состоит в том, что нам нужен хороший набор стальных мерных блоков, ISO 3650, класс 0, а также среда с контролируемой температурой, работающая при 20 o C +/- 1 o C для выполнения этой задачи. Чтобы проверить эти предположения, посмотрим при бюджете неопределенности калибровки погрешность шкалы:
Участник | Предел вариации | Эквивалентное влияние через 1 с уровень |
| Калибровочный блок | 0. 14 м 14 м | 0,08 м |
| Цифровой шаг / повторяемость | 1 метр | 0,29 м |
| Средняя температура | 1 или С | 0,017 м |
| Разница температур | 0,5 o С | 0,1 м |
| Комбинированная стандартная неопределенность, u | 0.31 метр | |
| Расширенная неопределенность, U | 0,62 м | |
Таблица 2: Бюджет погрешности для калибровки погрешности шкалы 0-25 мм
микрометр с использованием измерительных блоков класса 0 в лабораторных условиях. Допущения: Лаборатория
температура: 20 o C +/- 1 o C, максимальная разница температур
между микрометром и измерительным блоком: 0.5 o C.
Из этого первоначального анализа мы видим, что основной вклад в неопределенность калибровка – это разрешение самих микрометров. Это означает, что мы можем переработать процесс измерения для калибровки погрешности шкалы наших микрометров.
Прежде всего, мы можем использовать менее дорогие мерные блоки 1-го класса. Мы также можем расширить интервал калибровки для мерных блоков, так как допуск для блоков 1-го класса больше чем вдвое больше, чем у блоков класса 0.Кроме того, как правило, дешевле иметь блоки класса 1 откалиброваны, чем блоки класса 0, так как допуски больше, поэтому каждый калибровка дешевле.
Во-вторых, мы видим, что средняя температура калибровки равна
выполняется при незначительном влиянии, пока мы используем стальные измерительные блоки для
откалибровать стальной манометр. Разница температур между измерительным блоком и
микрометр – второй по величине вкладчик, но даже если его удвоить, вы только
изменится на 13% и останется малым по сравнению с допуском на погрешность шкалы микрометра.
Разница температур между измерительным блоком и
микрометр – второй по величине вкладчик, но даже если его удвоить, вы только
изменится на 13% и останется малым по сравнению с допуском на погрешность шкалы микрометра.
Участник | Предел вариации | Эквивалентное влияние на уровне 1 с |
| Калибровочный блок | 0,3 м | 0,17 м |
| Цифровой шаг / повторяемость | 1 метр | 0,29 м |
| Средняя температура | 5 o С | 0. 09 м 09 м |
| Разница температур | 1 или С | 0,2 м |
| Комбинированная стандартная неопределенность, u | 0,4 м | |
| Расширенная неопределенность, U | 0,8 м | |
Таблица 3: Бюджет неопределенности для калибровки погрешности шкалы 0-25 мм микрометр с использованием измерительных блоков класса 1 в лабораторных условиях.Допущения: Лаборатория температура: 20 o C +/- 5 o C, максимальная разница температур между микрометром и измерительным блоком: 1 o C.
Этот пример показывает нам, что мы можем использовать бюджетирование неопределенностей не только для оценки
фактическое измерение и среду, в которой мы его проводим, мы также можем использовать его для
определить требования к калибровке наших манометров, как с точки зрения стандартов, так и
окружающая среда необходима.
Мы обнаружили, что, изменив нашу процедуру измерения в областях, где влияние на погрешность мала, мы можем значительно сэкономить на стоимости наших измерений.
Пример воздухомера
Воздушные манометры часто используются для измерения жестких допусков порядка нескольких микрон. Они измеряют изменение расхода или давления в зависимости от разница в диаметре между заглушкой или кольцом воздуховода и соответствующим отверстием или вал измеряется.
Так как воздушный манометр является относительным, он полагается на пару главных кольца или штифты для установки верхнего и нижнего пределов допуска (или нулевой точки и усиления). Если мы посмотрите на бюджет неопределенности для измерения номинального отверстия 10 мм в стали заготовки с использованием стальной пробки воздуховода, получаем следующий бюджет неопределенности:
Участник | Предел вариации | Эквивалентное влияние на уровне 1 с |
| Сертификат установочного кольца: | 1 метр | 0. 58 м 58 м |
| Средняя температура: | +/- 1 o C | 0,007 м |
| Разница температур: | 0,5 o С | 0,04 м |
| Воспроизводимость (дрейф): | 0,5 м | 0,29 м |
| Комбинированная стандартная неопределенность, u | 0.65 кв.м. | |
| Расширенная неопределенность, U | 1,30 м | |
Таблица 4: Бюджет неопределенности для измерения диаметра отверстия 10 мм с использованием
воздушный манометр, откалиброванный с помощью измерительного кольца в лабораторных условиях. Предположения:
Лабораторная температура: 20 o C +/- 1 o C, максимальная разница в
температура между манометром и заготовкой: 0,5 o C.
Бюджет погрешности основан на использовании 2 колец, каждое калиброванное на 1 м, для настройки верхний и нижний предел допуска, средняя температура 20 o C +/- 1 o C во время измерения и разница температур между манометром и заготовкой менее 0,5 o C. Эти условия используются как для калибровки воздушный манометр и последующие измерения.
Если мы предположим, что наша целевая (желаемая) неопределенность составляет 1 м, то нам придется улучшить наш процесс измерения, чтобы достичь этого.Бюджет неопределенности показывает, что главный вклад – неопределенность установочных колец. Поэтому ничего нельзя получить сокращая интервалы калибровки, так как это только улучшит воспроизводимость и участник дрейфа.
Точно так же и температурные условия окружающей среды настолько хороши по сравнению с неопределенность установочных колец, что условия могут быть смягчены в 5 раз не влияя на неопределенность.
Составление бюджета неопределенности показало нам, что контролирующий фактор
для этого измерения – погрешность установочных колец. Это дает нам
знания, необходимые для настойчивого стремления к совершенствованию в этой области. К сожалению, мы находим
что очень немногие коммерческие калибровочные лаборатории могут калибровать кольца намного лучше
чем 1 м. Лучшие имеют порядка 0,5 м. Если мы используем такую лабораторию для
предоставить нам возможность отслеживания этого измерения, мы можем изменить наш бюджет неопределенности на
следующие:
Это дает нам
знания, необходимые для настойчивого стремления к совершенствованию в этой области. К сожалению, мы находим
что очень немногие коммерческие калибровочные лаборатории могут калибровать кольца намного лучше
чем 1 м. Лучшие имеют порядка 0,5 м. Если мы используем такую лабораторию для
предоставить нам возможность отслеживания этого измерения, мы можем изменить наш бюджет неопределенности на
следующие:
Автор | Предел вариации | Эквивалентное влияние на уровне 1 с |
| Сертификат установочного кольца: | 0.5 м | 0,29 м |
| Средняя температура: | +/- 1 o C | 0,007 м |
| Разница температур: | 0,5 o С | 0,04 м |
| Воспроизводимость (дрейф): | 0,5 м | 0,29 м |
| Комбинированная стандартная неопределенность, u | 0. 41 метр 41 метр | |
| Расширенная неопределенность, U | 0,82 м | |
Таблица 5: Бюджет неопределенности для измерения диаметра отверстия 10 мм с использованием воздушный манометр, откалиброванный с помощью измерительного кольца в лабораторных условиях. Предположения: Лабораторная температура: 20 o C +/- 1 o C, максимальная разница в температура между манометром и заготовкой: 0,5 o C.
На данный момент неопределенность, связанная с воспроизводимостью и дрейфом, находится на тот же порядок величины, что и результат неопределенности установочного кольца. Следовательно теперь возможно еще больше улучшить неопределенность, сократив интервал между калибровки манометра.
Использование бюджета неопределенности в этом примере показало нам правильную последовательность
улучшения нашего процесса измерения для достижения максимальных результатов. Без этого у нас могло бы быть
изменяли интервалы калибровки или пытались улучшить тепловую среду перед работой
о неопределенности наших установочных колец. Опять же, бюджетирование неопределенности дало нам четкое
руководство о том, как улучшить наш процесс измерения.
Без этого у нас могло бы быть
изменяли интервалы калибровки или пытались улучшить тепловую среду перед работой
о неопределенности наших установочных колец. Опять же, бюджетирование неопределенности дало нам четкое
руководство о том, как улучшить наш процесс измерения.
Заключение
В этой статье обсуждаются два очень простых примера того, как можно составить бюджет на основе неопределенности. используется как инструмент для улучшения процессов измерения.
Первый пример показал, как мы можем использовать бюджет неопределенности для снижения стоимости измерений, при минимальном увеличении неопределенности, за счет нацеливания области высокой стоимости и низкого влияния на неопределенность для ослабления требований.
Второй пример показал, как мы можем использовать бюджет неопределенности, чтобы определить, в какой области
процесса измерения, который нам необходимо улучшить, если мы хотим улучшить общую неопределенность
процесса измерения.
Список литературы
1 Руководство по выражению неопределенности в измерениях
2 ISO / DTR 14253-2: 1997 «Геометрические характеристики изделия (GPS) – Проверка измерение деталей и измерительных инструментов – Часть 2: Руководство по оценке неопределенность измерения GPS, калибровки средств измерений и продукта проверка.
3 ISO 3611: 1978 Штангенциркуль для внешних измерений
4 ISO 3650: 1978 Калибры
Вернуться к статьям
Вернуться на главную страницу
.