ГОСТ 16093-2004В работе часто возникает необходимость нарезания наружной метрической резьбы и некоторые из рабочих не знают как правильно протачивать диаметр под резьбу, то есть номинальный диаметр и предельное отклонение. Данная таблица поможет молодым специалистам разобраться в нарезании метрической резьбы и возможно сократить брак. Табличные значения могут пригодиться на рабочих местах. Диаметры стержней под нарезание метрической резьбы регламентированы ГОСТ 16093-2004.
Стандартный шаг метрической резьбы обозначен (*) | ||||||||
www.tokar-work.ru
ГОСТ 19258-73 Стержни под нарезание метрической резьбы. Диаметры
ГОСТ 19258-73
Группа Г13
Дата введения 1974-01-01
Постановлением Государственного комитета стандартов Совета Министров СССР от 6 декабря 1973 г. N 2663 срок введения установлен с 01.01.74
Проверен в 1983 г. Постановлением Госстандарта СССР от 04.08.83 N 3618 снято ограничение срока действия
ВЗАМЕН MH 5597-64
ПЕРЕИЗДАНИЕ. Сентябрь 1991 г.
1. Настоящий стандарт устанавливает диаметры стержней, обеспечивающих нарезание метрической резьбы по ГОСТ 9150-81* с допусками по ГОСТ 16093-81**, изготовляемых из сталей по ГОСТ 380-71, ГОСТ 4543-71, ГОСТ 1050-88, ГОСТ 10702-78, ГОСТ 5632-72 и ГОСТ 20072-74 (кроме сплавов на никелевой основе), меди по ГОСТ 859-78****.
________________
* На территории Российской Федерации действует ГОСТ 9150-2002, здесь и далее по тексту.
** На территории Российской Федерации действует ГОСТ 16093-2004, здесь и далее по тексту.
*** На территории Российской Федерации действует ГОСТ 859-2001. – Примечание “КОДЕКС”.
2. Размеры и предельные отклонения диаметров стержней для резьб с крупным шагом должны соответствовать указанным в табл.1, для резьб с мелким шагом – указанным в табл.2.
Таблица 1
мм
Номинальный диаметр резьбы | Шаг | Диаметр стержня под резьбу с полем допуска | |||||||||
4h | 6h | 6g | 6e | 6d | 6h; 6g; 6e; 6d | 8h | 8g | 8h; 8g | |||
Номин. | Пред. откл. | Номин. | Пред. откл. | Номин. | Пред. откл. | ||||||
1 | 0,25 | 0,97 | -0,03 | 0,97 | 0,95 | – | – | -0,04 | – | – | – |
1,1 | 1,07 | 1,07 | 1,05 | ||||||||
1,2 | 1,17 | 1,17 | 1,15 | ||||||||
1,4 | 0,3 | 1,36 | 1,36 | 1,34 | |||||||
1,6 | 0,35 | 1,55 | 1,55 | 1,53 | |||||||
1,8 | 1,75 | 1,75 | 1,73 | ||||||||
2 | 0,4 | 1,95 | -0,04 | 1,95 | 1,93 | -0,05 | |||||
2,2 | 0,45 | 2,15 | 2,15 | 2,13 | -0,06 | ||||||
2,5 | 2,45 | 2,45 | 2,43 | ||||||||
3 | 0,5 | 2,94 | 2,94 | 2,92 | 2,89 | ||||||
3,5 | 0,6 | 3,44 | -0,05 | 3,44 | 3,42 | 3,39 | -0,07 | ||||
4 | 0,7 | 3,94 | -0,06 | 3,94 | 3,92 | 3,89 | -0,08 | ||||
4,5 | 0,75 | 4,44 | 4,44 | 4,42 | 4,38 | -0,09 | |||||
5 | 0,8 | 4,94 | -0,07 | 4,94 | 4,92 | 4,88 | -0,10 | 4,94 | 4,92 | -0,18 | |
6 | 1 | 5,92 | 5,92 | 5,89 | 5,86 | 5,83 | 5,92 | 5,89 | -0,20 | ||
7 | 6,92 | 6,92 | 6,89 | 6,86 | 6,83 | 6,92 | 6,89 | ||||
8 | 1,25 | 7,90 | -0,08 | 7,90 | 7,87 | 7,84 | 7,80 | -0,11 | 7,90 | 7,87 | -0,24 |
9 | 8,90 | 8,90 | 8,87 | 8,84 | 8,80 | 8,90 | 8,87 | ||||
10 | 1,5 | 9,88 | -0,09 | 9,88 | 9,85 | 9,81 | 9,78 | -0,12 | 9,88 | 9,85 | -0,26 |
11 | 10,88 | 10,88 | 10,85 | 10,81 | 10,78 | 10,88 | 10,85 | ||||
12 | 1,75 | 11,86 | -0,10 | 11,86 | 11,83 | 11,80 | 11,76 | -0,13 | 11,84 | 11,83 | -0,29 |
14 | 2 | 13,84 | 13,84 | 13,80 | 13,77 | 13,74 | 13,84 | 13,80 | |||
16 | 15,84 | 15,84 | 15,80 | 15,77 | 15,74 | 15,84 | 15,80 | ||||
18 | 2,5 | 17,84 | -0,13 | 17,84 | 17,80 | 17,76 | 17,73 | -0,18 | 17,84 | 17,80 | -0,37 |
20 | 19,84 | 19,84 | 19,80 | 19,76 | 19,73 | 19,84 | 19,80 | ||||
22 | 21,84 | 21,84 | 21,80 | 21,76 | 21,73 | 21,84 | 21,80 | ||||
24 | 3 | 23,84 | -0,16 | 23,84 | 23,79 | 23,75 | 23,73 | -0,22 | 23,84 | 23,79 | -0,44 |
27 | 26,84 | 26,84 | 26,79 | 26,75 | 26,73 | 26,84 | 26,79 | ||||
30 | 3,5 | 29,84 | -0,18 | 29,84 | 29,79 | 29,75 | 29,72 | -0,27 | 29,84 | 29,79 | -0,51 |
33 | 32,84 | 32,84 | 32,79 | 32,75 | 32,72 | 32,84 | 32,79 | ||||
36 | 4 | 35,84 | -0,22 | 35,84 | 35,78 | 35,74 | 35,71 | -0,32 | 35,84 | 35,78 | -0,59 |
39 | 38,84 | 38,84 | 38,78 | 38,74 | 38,71 | 38,84 | 38,78 | ||||
42 | 4,5 | 41,84 | -0,24 | 41,84 | 41,78 | 41,74 | 41,71 | -0,34 | 41,84 | 41,78 | -0,64 |
45 | 44,84 | 44,84 | 44,78 | 44,74 | 44,71 | 44,84 | 44,78 | ||||
48 | 5 | 47,84 | -0,26 | 47,84 | 47,77 | 47,73 | 47,71 | -0,37 | 47,84 | 47,77 | -0,69 |
52 | 51,84 | 51,84 | 51,77 | 51,73 | 51,71 | 51,84 | 51,77 | ||||
56 | 5,5 | 55,84 | -0,28 | 55,84 | 55,76 | 55,73 | 55,70 | -0,40 | 55,84 | 55,76 | -0,74 |
60 | 59,84 | 59,84 | 59,76 | 59,73 | 59,70 | 59,84 | 59,76 | ||||
64 | 6 | 63,84 | -0,30 | 63,84 | 63,76 | 63,72 | 63,69 | -0,44 | 63,84 | 63,76 | -0,79 |
68 | 67,84 | 67,84 | 67,76 | 67,72 | 67,69 | 67,84 | 67,76 | ||||
Таблица 2
мм
Номи- | Шаг | Диаметр стержня под резьбу с полем допуска | |||||||||
4h | 6h | 6g | 6e | 6d | 6h; 6g; 6e; 6d | 8h | 8g | 8h; 8g | |||
Номин. | Пред. откл. | Номин. | Пред. откл. | Номин. | Пред. откл. | ||||||
1 | 0,2 | 0,98 | -0,03 | 0,98 | 0,96 | – | – | -0,04 | – | – | – |
1,1 | 1,08 | 1,08 | 1,06 | ||||||||
1,2 | 1,18 | 1,18 | 1,16 | ||||||||
1,4 | 1,38 | 1,38 | 1,36 | ||||||||
1,6 | 1,58 | 1,58 | 1,56 | ||||||||
1,8 | 1,78 | 1,78 | 1,76 | ||||||||
2 | 0,25 | 1,97 | 1,97 | 1,95 | |||||||
2,2 | 2,17 | 2,17 | 2,15 | ||||||||
2,5 | 0,35 | 2,45 | 2,45 | 2,43 | |||||||
3 | 2,95 | 2,95 | 2,93 | ||||||||
3,5 | 3,45 | 3,45 | 3,43 | ||||||||
4 | 0,5 | 3,94 | -0,04 | 3,94 | 3,92 | 3,89 | -0,06 | ||||
4,5 | 4,44 | 4,44 | 4,42 | 4,39 | |||||||
5 | 4,94 | 4,94 | 4,92 | 4,89 | |||||||
5,5 | 5,44 | 5,44 | 5,42 | 5,39 | |||||||
6 | 5,94 | 5,94 | 5,92 | 5,89 | |||||||
0,75 | -0,06 | 5,88 | -0,09 | ||||||||
7 | 0,5 | 6,94 | -0,04 | 6,94 | 6,92 | 6,89 | -0,06 | ||||
0,75 | -0,06 | 6,88 | -0,09 | ||||||||
8 | 0,5 | 7,94 | -0,04 | 7,94 | 7,92 | 7,89 | -0,06 | ||||
0,75 | -0,06 | 7,88 | -0,09 | ||||||||
1 | 7,92 | -0,07 | 7,92 | 7,89 | 7,86 | 7,83 | -0,10 | 7,92 | 7,89 | -0,20 | |
9 | 0,5 | 8,94 | -0,04 | 8,94 | 8,92 | 8,89 | – | -0,06 | – | – | – |
0,75 | -0,06 | 8,88 | -0,09 | ||||||||
1 | 8,92 | -0,07 | 8,92 | 8,89 | 8,86 | 8,83 | -0,10 | 8,92 | 8,89 | -0,20 | |
10 | 0,5 | 9,94 | -0,04 | 9,94 | 9,92 | 9,89 | – | -0,06 | – | – | – |
0,75 | -0,06 | 9,88 | -0,09 | ||||||||
1 | 9,92 | -0,07 | 9,92 | 9,89 | 9,86 | 9,83 | -0,10 | 9,92 | 9,89 | -0,20 | |
1,25 | 9,90 | -0,08 | 9,90 | 9,87 | 9,84 | 9,80 | -0,11 | 9,90 | 9,87 | -0,24 | |
11 | 0,5 | 10,94 | -0,04 | 10,94 | 10,92 | 10,89 | – | -0,06 | |||
docs.cntd.ru
Метрические резьбы. Диаметры стержней и допуски на них под метрическую резьбу М3-М50, выполняемую плашками. Диаметры сверл М1-М10 для высверливания отверстий под метрическую резьбу. Нарезание резьб плашками и метчиками.
Таблица 1. Диаметры стержней под метрическую резьбу, выполняемую плашками
| |||||
dpva.ru
Нарезание резьбы. | МеханикИнфо
Нарезание резьбы. Таблица отверстий для нарезания резьбы. Формула нарезания резьбы. Образование винтовой линии. 4.60/5 (92.00%) проголосовало 5
Основные понятия.
Соединение деталей болтами, винтами и шпильками широко применяется в котельном производстве в местах, где возможно потребуется разъем деталей конструкции. Такие соединения называют разъемными.
Болты, винты и шпильки представляют собой цилиндрические стержни, на поверхности которых имеется винтовая наружная резьба. На конец болта, винта и шпильки навертывается гайка, внутри которой также нарезана винтовая внутренняя резьба.
Операция нарезки может выполняться вручную и механическим способом на станках специальным резьбонарезным инструментом.
Резьбовые детали всегда парные изделия: гайка и болт. Поэтому резьбовой инструмент разделяется на инструмент для нарезания внутренней резьбы — метчики и для наружной резьбы — плашки.
Резьба представляет собой канавку и рядом с ней выступ на поверхности цилиндра или отверстия, идущих по спирали, называемой винтовой линией. Угол, под которым поднимается эта линия, называют углом подъема винтовой линии. Еще одно понятие, как шаг винтовой линии – это расстояние полного оборота винтовой линии.
Образование винтовой линии.
Образование винтовой линии можно представить в следующем виде. Возьмем цилиндр и прямоугольный треугольник (рис. 1), сторона которого равна длине окружности цилиндра. Если треугольник обернуть вокруг цилиндра, совмещая большой катет с плоскостью основания цилиндра, то гипотенуза образует на цилиндре винтовую линию. Другая сторона треугольника (катет) составит шаг винтовой линии, а длина гипотенузы — длину витка винтовой линии.
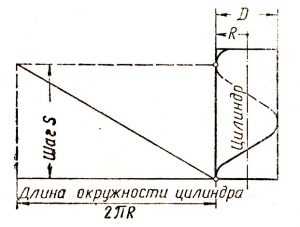
Рис. 1. Образование винтовой линии.
Основные элементы резьбы.
Если винтовая линия идет слева направо, то она образует правую нарезку, а если справа налево — левую нарезку. Винтовая нарезка может быть одноходовой, двухходовой и многоходовой. Нарезку различают по профилю и по величине.
Ранее резьба применялась только дюймового исчисления, в настоящее время она сохранилась лишь у болтовых изделий и для нарезки труб (газовая). Для остальных изделий применяется резьба с метрическим исчислением. В производстве наиболее чаете встречаются по форме трехгранные, трапецоидальные и прямоугольные или ленточные резьбы.
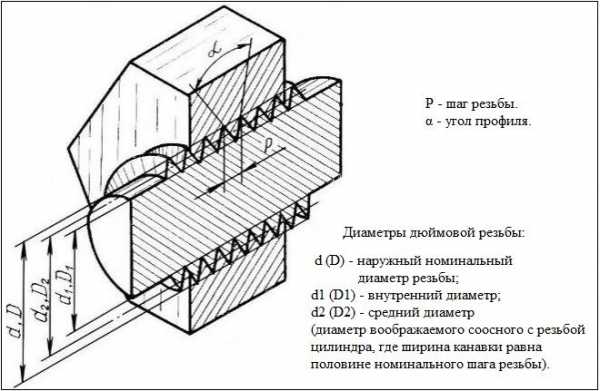
Резьба имеет следующие элементы (рис. 2): шаг, угол профиля, внутренний, наружный и средний диаметр, а также различают глубину впадины и высоту выступа. Углом профиля резьбы называется угол между сторонами треугольника.
Рис. 2. Элементы резьбы.
a — наружный диаметр; b — средний диаметр; с — внутренний диаметр; d —вершина резьбы; е — впадина резьбы; t — шаг резь бы; α — угол резьбы.
Дюймовая резьба имеет угол профиля равный 55° и характеризуется не шагом резьбы, а числом витков (ниток), приходящихся на 1 дюйм, а также наружным диаметром резьбы, измеряемым в дюймах. Метрическая резьба имеет угол профиля 60° и характеризуется тем, что она измеряется по шагу резьбы и по наружному диаметру винта в миллиметрах. Трубная резьба имеет профиль дюймовой резьбы, но мельче ее и за диаметр резьбы у ней принимается внутренний диаметр трубы, а не наружный. Она также измеряется в дюймах и характеризуется числом ниток витков резьбы на 1 дюйме.
Для одноходового винта шаг равен расстоянию между двумя соседними вершинами профиля нарезки, для двухходового — двум расстояниям, для трехходового — трем и т. д.
Самая правильная, точная, разнообразная по числу витков (ниток) и наружным диаметрам резьба выполняется на токарно-винторезных станках резьбовыми резцами.
Формула нарезания резьбы. Как рассчитать диаметр сверла под резьбу?!
Для нарезания резьбы необходимо правильно подобрать диаметр сверла. При большем диаметре просверленного отверстия не будет полной по глубине резьбы, а если отверстие будет меньше, чем положено, то вероятность поломать метчик и сорвать резьбу увеличивается. Диаметр сверла под резьбу можно выбрать по таблице либо рассчитать по формулам:
Для мягких металлов: d = D — 0,09 S или d= D — 1,5 t.
Для твердого хрупкого металла (сталь): d = D — 1,8 t.
Для вязкого металла (медь, алюминий и т. д.):
d = D — 1,2 t.
где d —диаметр отверстия (сверла) под резьбу в мм;
D — диаметр наружной резьбы в мм;
S — шаг резьбы в мм;
t — глубина нарезки в мм.
При нарезке резьбы метчиком отверстие должно быть несколько больше внутреннего диаметра нарезки. Выбор сверла в зависимости от металла, в котором нарезается резьба, и вида резьбы приводится в табл. 1.
Отверстия под нарезание резьб.
Таблица 1. Подбор сверла под резьбу таблица. Сталь, латунь.
| Сталь и латунь | Нарезка трубная | ||||
| Нарезка метрическая | Нарезка дюймовая | диаметр резьбы в дюймах | диаметр сверла в мм | ||
| диаметр в мм | диаметр резьбы в дюймах | диаметр сверла в мм | |||
| резьбы | сверла | ||||
| 5 | 4,2 | 1/4 | 5 | 1/4 | 11,7 |
| 6 | 5 | 5/16 | 6,5 | 1/2 | 18,6 |
| 8 | 6,7 | 3/8 | 8,0 | 3/4 | 24,3 |
| 10 | 8,4 | 7/16 | 9,2 | 1 | 30,5 |
| 12 | 10,1 | 1/2 | 10,5 | 1 1/4 | 39,2 |
| 14 | 11,8 | 5/8 | 13,5 | 1 1/2 | 45,1 |
| 16 | 13,8 | 3/4 | 16,5 | ||
| 20 | 17,3 | 7/8 | 19,5 | ||
| 22 | 19,3 | 1 | 22,3 | ||
| 24 | 20,7 | 1 1/4 | 28 | ||
| 27 | 23,7 | 1 1/2 | 33,7 | ||
| 30 | 26,1 | 1 3/4 | 39,2 | ||
| 36 | 31,6 | 2 | 44,8 | ||
| 42 | 37,0 | ||||
| 48 | 42,7 | ||||
Примечание: Для чугуна и бронзы при нарезке метрической резьбы размер сверла должен быть уменьшен на 0,1 мм; при нарезке дюймовой резьбы размер сверла должен быть в зависимости от величины размера меньше на 0,1—1,0 мм.
mechanicinfo.ru
Справочная таблица диаметров отверстий под резьбу для нарезания резьбы метчиками Часть 1 Метрическая резьба ISO по DIN 13 Метрическая мелк
Справочная таблица диаметров отверстий под резьбу для нарезания резьбы метчиками Часть 1 Метрическая резьба ISO по DIN 13 Метрическая мелк
Справочная таблица диаметров отверстий под резьбу для нарезания резьбы метчиками Часть 1 Метрическая резьба ISO по DIN 13 Метрическая мелкая резьба ISO по DIN 13 M Внутренний диаметр резьбы гайки Доп. по ISO2 0 отверстия под резьбу по DIN 336 I 1 0,25 0,774 0,75 1,1 0,25 0,874 0,85 1,2 0,25 0,974 0,95 1,4 0,3 1,128 1,1 1,6 0,35 1,321 1,25 1,8 0,35 1,521 1,45 2 0,4 1,679 1,6 2,2 0,45 1,838 1,75 2,5 0,45 2,138 2,05 3 0,5 2,599 2,5 3,5 0,6 3,010 2,9 4 0,7 3,422 3,3 4,5 0,75 3,878 3,7 5 0,8 4,334 4,2 6 1 5,153 5 7 1 6,153 6 8 1,25 6,912 6,8 9 1,25 7,912 7,8 10 1,5 8,676 8,5 11 1,5 9,676 9,5 12 1,75 10,441 10,2 14 2 12,210 12 16 2 14,210 14 18 2,5 15,744 15,5 20 2,5 17,744 17,5 22 2,5 19,744 19,5 24 3 21,252 21 27 3 24,252 24 30 3,5 26,771 26,5 33 3,5 29,771 29,5 36 4 32,270 32 39 4 35,270 35 42 4,5 37,799 37,5 45 4,5 40,799 40,5 48 5 43,297 43 52 5 47,297 47 56 5,5 50,796 50,5 60 5,5 54,796 54,5 64 6 58,305 58 68 6 62,305 62 ) Поле допукса ISO1 (4H) (старый профиль DIN, средний допуск) 1,7 0,35 1,346 1,3 2,3 0,4 1,920 1,9 2,6 0,45 2,176 2,1 MF M Шаг Внутренний 0 резьбы гайки Доп. по ISO2 ( 0 отверстия под резьбу по DIN 336 I 2×0,25 1,774 1,75 2,2×0,25 1,974 1,95 2,3×0,25 2,071 2,05 2,5×0,35 2,184 2,15 2,6×0,35 2,252 2,2 3×0,35 2,684 2,65 3,5×0,35 3,184 3,15 4×0,35 3,684 3,65 4×0,5 3,599 3,5 5×0,5 4,599 4,5 6×0,5 5,599 5,5 6×0,75 5,378 5,2 7×0,75 6,378 6,2 8×0,5 7,599 7,5 8×0,75 7,378 7,2 8×1 7,153 7 9×0,75 8,378 8,2 9×1 8,153 8 10×0,5 9,599 9,5 10×0,75 9,378 9,2 10×1 9,153 9 10×1,25 8,912 8,8 11×1 10,153 10 12×0,75 11,378 11,2 12×1 11,153 11 12×1,25 10,912 10,8 12×1,5 10,676 10,5 13×1 12,153 12 14×1 13,153 13 14×1,25 12,912 12,8 14×1,5 12,676 12,5 15×1 14,153 14 15×1,5 13,676 13,5 16×1 15,153 15 16×1,5 14,676 14,5 18×1 17,153 17 18×1,5 16,676 16,5 18×2 16,210 16 20×1 19,153 19 20×1,5 18,676 18,5 20×2 18,210 18 22×1 21,153 21 22×1,5 20,676 20,5 22×2 20,210 20 ) Поле допукса ISO1 (4H) MF M Шаг Внутренний 0 резьбы гайки Доп. по ISO2 0 отверстия под резьбу по DIN 336 I 24×1 23,153 23 24×1,5 22,676 22,5 24×2 22,210 22 25×1 24,153 24 25×1,5 23,676 23,5 26×1,5 24,676 24,5 27×1,5 25,676 25,5 27×2 25,210 25 28×1,5 26,676 26,5 28×2 26,210 26 30×1 29,153 29 30×1,5 28,676 28,5 30×2 28,210 28 32×1,5 30,676 30,5 33×1,5 31,676 31,5 33×2 31,210 31 34×1,5 32,676 32,5 35×1,5 33,676 33,5 36×1,5 34,676 34,5 36×2 34,210 34 36×3 33,252 33 38×1,5 36,676 36,5 39×1,5 37,676 37,5 39×2 37,210 37 39×3 36,252 36 40×1,5 38,676 38,5 40×2 38,210 38 40×3 37,252 37 42×1,5 40,676 40,5 42×2 40,210 40 42×3 39,252 39 45×1,5 43,676 43,5 45×2 43,210 43 45×3 42,252 42 48×1,5 46,676 46,5 48×2 46,210 46 48×3 45,252 45 50×1,5 48,676 48,5 50×2 48,210 48 50×3 47,252 47 52×1,5 50,676 50,5 52×2 50,210 50 52×3 49,252 49 63×1,5 61,676 61,5 324 GARANT Справочник по обработке резанием Нарезание резьбы
lab2u.ru
Метчики для нарезания резьбы. Таблица размеров
 Любое техническое изделие состоит из отдельных деталей, скрепляемых между собой с помощью крепёжных элементов. Хотя резьбовые соединения были известны ещё в Древнем Риме, Китае, а также цивилизации Майя, метчик стал использоваться в качестве резьбообразующего инструмента лишь в конце Средних веков (XV–XVI столетие). До этого внутреннюю спираль гайки изготавливали другими способами, в том числе и с помощью токарного станка.
Любое техническое изделие состоит из отдельных деталей, скрепляемых между собой с помощью крепёжных элементов. Хотя резьбовые соединения были известны ещё в Древнем Риме, Китае, а также цивилизации Майя, метчик стал использоваться в качестве резьбообразующего инструмента лишь в конце Средних веков (XV–XVI столетие). До этого внутреннюю спираль гайки изготавливали другими способами, в том числе и с помощью токарного станка.
Особенности устройства
Вначале использовали трёх- или четырехгранный стержень, на котором выпиливали зубчики. Конец затачивали на пологий конус. При завинчивании такого артефакта в отверстие гайки или корпуса зубчатые перемычки нарезали внутреннюю резьбу. Понятно, что такой инструмент был далёк от совершенства, поскольку режущие зубья не имели заднего угла, а передний угол был отрицательным. Однако постепенно его конструкция совершенствовалась, пока не стала более рациональной. Сегодня любой метчик для нарезания резьбы имеет схожие конструктивные элементы:
- Канавки для выхода стружки и подведения охлаждающе-смазочной жидкости (СОЖ). Количество их обычно — от 2 до 6.
- Профиль впадин может быть разным: однорадиусный, прямолинейные передняя и задняя поверхности, прямолинейная передняя и радиусная задняя.
- Направление канавок: прямолинейные, спиральные правые и левые. Первые применяются в обычных универсальных метчиках. Канавки с левонаправленной винтовой линией служат для нарезания резьбы на проход. При этом стружка идёт перед метчиком, чтобы не портить нарезку. Правые углубления применяют для глухих отверстий, чтобы стружка выводилась назад, в противном случае она, будучи спрессованной, сломает инструмент.
- Заборная часть выполняется конической, для того чтобы облегчить врезание режущих зубьев в материал детали. Угол наклона выполняют от 3 до 20 градусов, в зависимости от назначения метчика (черновой, промежуточный, чистовой).
- Калибрующая часть — цилиндрическая, имеет обратное занижение до 0,1 мм, служащее для уменьшения силы трения. С этой же целью калибрующие зубья затылуют на расстоянии 1/3 ширины пера от вершины зуба. Занижение составляет около одной десятой миллиметра для резьб диаметром от 12 до 30 мм.

Виды метчиков
По назначению
- Слесарные (ручные) метчики используют для изготовления резьбы с помощью воротка. С целью уменьшения усилия, изготавливаются комплектом, в составе которого 2–3 инструмента, каждый из которых снимает лишь часть припуска на обработку. Первый метчик является черновым, последний — чистовым. Чтобы различить их между собой, на хвостовик наносят маркировку в виде чёрточек (одна, две, три черты). Слесарные метчики в основном используют для нарезания резьбы в корпусных деталях.
- Машинные (машинно-ручные). Применяются для механизированного нарезания резьбы на станках: сверлильных, токарных, агрегатных, типа обрабатывающий центр. Конструктивно не отличаются от слесарных, разве что имеют укороченную заборную часть и более высокую стойкость. Основное назначение — нарезание резьбы в деталях.
- Гаечные. Как видно из названия, используются для нарезания гаек. Состоят всегда из одного метчика с удлинённым заборным конусом. При работе метчик из гайки не вывинчивают, а готовые гайки нанизывают на удлинённый хвостовик, который имеет 2 исполнения: прямолинейный и радиусный (изогнутый). Первое используют на сверлильных и токарных станках. После заполнения накопительной части хвостовика инструмент вынимают из быстрозажимного патрона и стряхивают готовые гайки. Кривой метчик применяют на резьбонарезных автоматах. В этом случае гайки под напором друг друга перемещаются до конца инструмента, где падают в тару.

Конструктивные исполнения
- Метчики с короткими канавками (бесканавочные). Используются для нарезания резьбы в алюминиевых сплавах, вязких низкоуглеродистых или высокопрочных легированных сталях.
- С винтовыми канавками. Используют на обрабатывающих центрах, при нарезании глухих резьб.
- С шахматным расположением зубьев. Последние на калибрующей части срезаны через один, тем самым уменьшается сила трения, что актуально для вязких материалов.
- Ступенчатые. Режущая часть инструмента разделена на два участка, каждый из которых работает по своей схеме формообразования. Например, 1-й участок режет по генераторной схеме, 2-й — по профильной. Или, 1-й работает как режущий инструмент, 2-й — как выглаживающий.
- Комбинированные. 1-я ступень представляет собой сверло, 2-я метчик. Как говорится — два в одном.
- Метчик-протяжка. С его помощью нарезают резьбу любого диаметра и шага в деталях со сквозным отверстием на токарном станке. Деталь надевают на хвостовик инструмента, после чего зажимают её в патрон станка, а хвостовик закрепляют в резцедержателе. Устанавливают автоматическую подачу, равную шагу нарезки и включают соответствующее вращение шпинделя. После того как протяжка выйдет из обрабатываемой детали, резьба готова.
- С внутренним подводом СОЖ. Применяют на специализированных или многооперационных станках для повышения производительности.
- Колокольного типа. Используют при нарезании сквозной резьбы большого диаметра (50–400 мм). Инструмент выполняется составным, состоящим из отдельных режущих секторов. Внутрь подводится СОЖ, количество перьев достигает 16, а просторные канавки вмещают большой объем стружки.
По виду нарезаемой резьбы
- Метрические, обозначаются буквой М. Размеры, в том числе и шаг резьбы, измеряются в миллиметрах. Ниже приведена таблица параметров метчиков с основным (крупным) шагом. Для каждого типоразмера ГОСТ 8724–2002 устанавливает несколько дополнительных (мелких) шагов. Три миллиметра — максимальный, который под силу нарезать с помощью воротка.
Обозначение Размеры, мм Основной шаг Сверление под резьбу
М 3 0,5 2,5
М 4 0,7 3,3
М 5 0,8 4,2
М 6 1,0 5,0
М 8 1,25 6,7
М 10 1,5 8,5
М 12 1,75 10,2
М 14 2 12,0
М 16 2 14,0
М 18 2,5 15,4
М 20 2,5 17,4
М 22 2,5 19,4
М 24 3 20,9
М 27 3 23,9
- Дюймовые конические. Диаметр выражается в английских единицах длины — дюймах (25,4 мм), а вместо шага записывается обратная величина — количество витков на 1”, или на техническом лексиконе — количество ниток. Чем больше ниток, тем меньше шаг резьбы. Средняя поверхность резьбы имеет уклон, составляющий 1° 47′ 24», поэтому метчик в конце нарезания доходит до упора, что следует иметь в виду, чтобы не сломать его.
- Трубные цилиндрические. Разновидность дюймовых резьб, ограниченная ассортиментом стандартных металлических труб. Шаг также выражается в нитках на 1 дюйм.
- Трубные конические. То же, что и цилиндрические, но с уклоном. Диаметр сверления под резьбу на несколько десяток меньше. Резьба нарезается до упора.

Сводная таблица содержит параметры метчиков с дюймовым шагом резьбы
Конические
Обозначение Шаг резьбы (ниток на дюйм) Диаметр отверстия, мм
K 1/16” 27 6,0
K 1/8” 27 8,3
K 1/4” 18 10,7
K 3/8” 18 14,3
K 1/2” 14 17,5
K 3/4” 14 23,0
K 1” 11,5 28,7
Трубные цилиндрические
G 1/8” 29 8,6
G 1/4” 19 11,5
G 3/8” 19 15,0
G 1/2” 14 18,7
G 5/8” 14 20,6
G 3/4” 13 24,2
G 7/8” 12 27,9
G 1” 11 30,3
Трубные конические
Rc 1/8” 28 8,2
Rc 1/4” 19 11,0
Rc 3/8” 16 14,5
Rc 1/2” 14 18,1
Rc 3/4” 12 23,6
Rc 1” 11 29,6
Инструментальный материал
Ручные метчики при работе нагреваются незначительно, поэтому их изготавливают из высокоуглеродистых инструментальных сталей У10А, У12А. Для машинных метчиков, работающих на повышенных скоростях, применяют быстрорежущие стали Р6М5, Р6М5К5, Р6М5К8. Самый лучший быстрорез — Р18. Наконец, высокопроизводительные станки оснащают твердосплавным инструментом. Небольшие метчики изготавливают полностью из твёрдого сплава, средние выполняют напайными, а крупные обычно имеют сборную конструкцию.
proinstrumentinfo.ru
Дюймовая резьба: размеры, таблица, ГОСТ
Дюймовая резьба используется преимущественно для создания соединений труб: ее наносят как на сами трубы, так и на металлические и пластиковые фитинги, необходимые для монтажа трубных магистралей различного назначения. Основные параметры и характеристики резьбовых элементов таких соединений регламентирует соответствующий ГОСТ, приводя таблицы размеров дюймовой резьбы, на которые и ориентируются специалисты.

Сантехнические изделия с трубной дюймовой резьбой
Основные параметры
Нормативным документом, в котором оговариваются требования к размерам цилиндрической дюймовой резьбы, является ГОСТ 6111-52. Как и любая другая, дюймовая резьба характеризуется двумя основными параметрами: шагом и диаметром. Под последним обычно подразумевают:
- наружный диаметр, измеряемый между верхними точками резьбовых гребней, находящихся на противоположных сторонах трубы;
- внутренний диаметр как величину, характеризующую расстояние от одной самой нижней точки впадины между резьбовыми гребнями до другой, также находящихся на противоположных сторонах трубы.
Параметры дюймовой резьбы
Зная наружный и внутренний диаметры дюймовой резьбы, можно легко посчитать высоту ее профиля. Для вычисления данного размера достаточно определить разницу между такими диаметрами.
Второй важный параметр – шаг – характеризует расстояние, на котором друг от друга расположены два соседних гребня или две соседние впадины. На всем участке изделия, на котором выполнена трубная резьба, ее шаг не меняется и имеет одно и то же значение. Если такое важное требование не будет соблюдено, она будет просто нерабочей, к ней нельзя будет подобрать второй элемент создаваемого соединения.
Ознакомиться с положениями ГОСТ относительно дюймовых резьб можно, скачав документ в формате pdf по ссылке ниже.ГОСТ 6111-52 Резьба коническая дюймовая с углом профиля 60°
Скачать
Таблица размеров дюймовых и метрических резьб
Узнать, как соотносятся метрические резьбы с различными видами дюймовых резьб, можно с помощью данных из приведенной ниже таблицы.
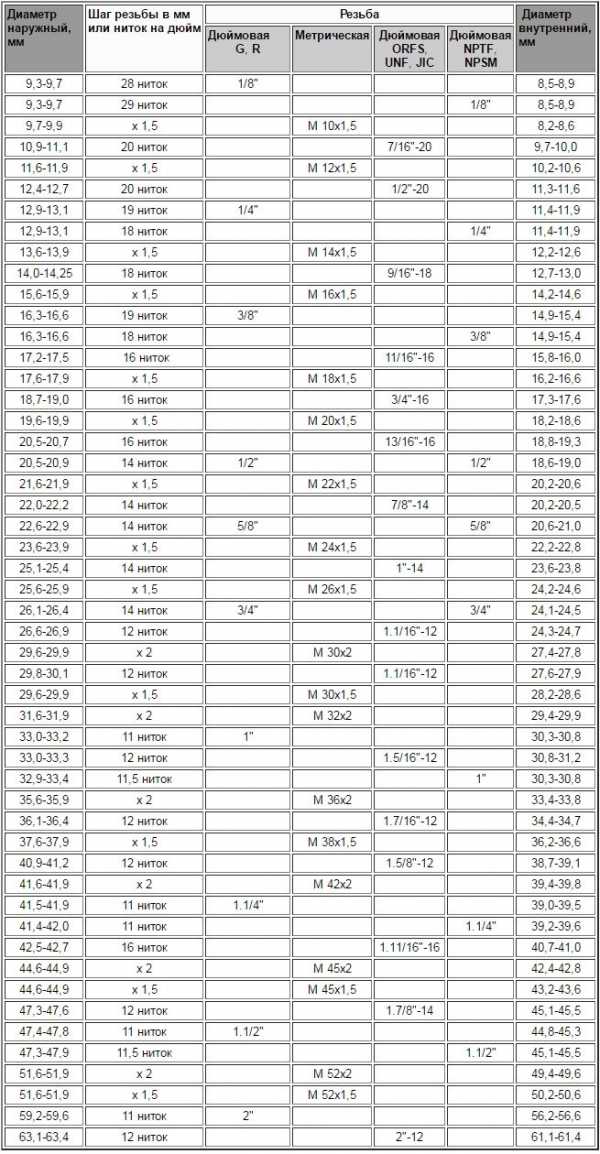
Сходные размеры метрических и различных разновидностей дюймовых резьб в диапазоне примерно Ø8-64мм
Отличия от метрической резьбы
По своим внешним признакам и характеристикам метрические и дюймовые резьбы имеют не так много отличий, к наиболее значимым из которых стоит отнести:
- форму профиля резьбового гребня;
- порядок расчета диаметра и шага.
Различия в профиле резьбы
При сравнении форм резьбовых гребней можно увидеть, что у дюймовой резьбы такие элементы являются более острыми, чем у метрической. Если говорить о точных размерах, то угол при вершине гребня дюймовой резьбы составляет 55°.
Параметры метрических и дюймовых резьб характеризуются различными единицами измерения. Так, диаметр и шаг первых измеряются в миллиметрах, а вторых, соответственно, в дюймах. Следует, однако, иметь в виду, что по отношению к дюймовой резьбе используется не общепринятый (2,54 см), а специальный трубный дюйм, равный 3,324 см. Таким образом, если, например, ее диаметр составляет ¾ дюйма, то в пересчете на миллиметры он будет соответствовать значению 25.
Чтобы узнать основные параметры дюймовой резьбы любого типоразмера, который фиксируется ГОСТом, достаточно заглянуть в специальную таблицу. В таблицах, содержащих размеры дюймовых резьб, приведены как целые, так и дробные значения. Следует иметь в виду, что шаг в таких таблицах приводится в количестве нарезанных канавок (ниток), содержащихся на одном дюйме длины изделия.
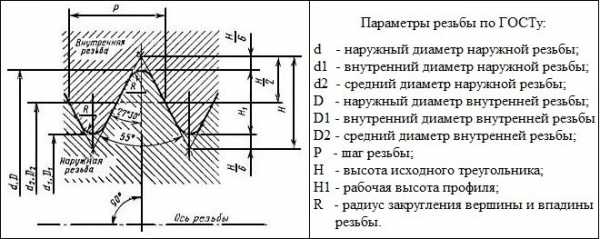
Чертеж. Основные параметры профиля по ГОСТу
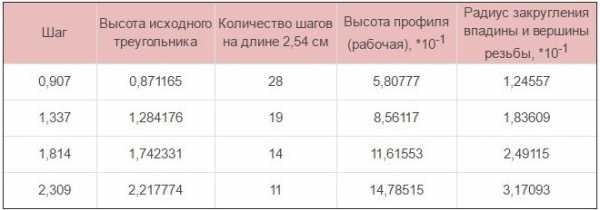
Таблица 1. Основные размеры профиля резьбы

Таблица 2. Основные параметры трубной резьбы
Чтобы проверить, соответствует ли шаг уже выполненной резьбы размерам, которые оговаривает ГОСТ, этот параметр необходимо измерить. Для таких измерений, проводимых как для метрических, так и для дюймовых резьб по одному алгоритму, используются стандартные инструменты – гребенка, калибр, механический измеритель и др.
Проще всего измерить шаг трубной дюймовой резьбы по следующей методике:
- В качестве простейшего шаблона используют муфту или штуцер, параметры внутренней резьбы которых точно соответствуют требованиям, которые приводит ГОСТ.
- Болт, параметры наружной резьбы которого необходимо измерить, вкручивается в муфту или штуцер.
- В том случае, если болт сформировал с муфтой или штуцером плотное резьбовое соединение, то диаметр и шаг резьбы, которая нанесена на его поверхность, точно соответствуют параметрам используемого шаблона.

Шаг дюймовой резьбы – это количество витков на дюйм
Если же болт не вкручивается в шаблон или вкручивается, но создает с ним неплотное соединение, то следует провести такие измерения, используя другую муфту или другой штуцер. По аналогичной методике измеряется и внутренняя трубная резьба, только в качестве шаблона в таких случаях применяется изделие с наружной резьбой.
Определить требуемые размеры можно при помощи резьбомера, представляющего собой пластину с зазубринами, форма и другие характеристики которых точно соответствуют параметрам резьбы с определенным шагом. Такая пластина, выступающая в роли шаблона, просто прикладывается к проверяемой резьбе своей зазубренной частью. О том, что резьба на проверяемом элементе соответствует требуемым параметрам, будет свидетельствовать плотное прилегание к ее профилю зазубренной части пластины.

Использование резьбомера для дюймовой резьбы
Для того чтобы измерить размер наружного диаметра дюймовой или метрической резьбы, можно использовать обычный штангенциркуль или микрометр.
Технологии нарезки
Резьба трубная цилиндрическая, которая относится к дюймовому типу (как внутренняя, так и наружная), может нарезаться ручным или механическим методом.
Нарезка резьбы вручнуюНарезание резьбы при помощи ручного инструмента, в качестве которого используется метчик (для внутренней) или плашка (для наружной), выполняется в несколько шагов.
- Обрабатываемая труба зажимается в тисках, а используемый инструмент фиксируется в воротке (метчик) или в плашкодержателе (плашка).
- Плашка надевается на конец трубы, а метчик вставляется во внутреннюю часть последней.
- Используемый инструмент вворачивается в трубу или навинчивается на ее конец посредством вращения воротка или плашкодержателя.
- Чтобы сделать результат более чистым и точным, можно повторить процедуру нарезания несколько раз.
Механическим способом трубная резьба нарезается по следующему алгоритму:
- Обрабатываемая труба зажимается в патроне станка, на суппорте которого фиксируется резьбонарезной резец.
- На конце трубы, используя резец, снимают фаску, после чего выполняют настройку скорости перемещения суппорта.
- После подведения резца к поверхности трубы на станке включают резьбовую подачу.
Следует иметь в виду, что резьба дюймовая нарезается механическим методом с помощью токарного станка только на трубных изделиях, толщина и жесткость которых позволяют это сделать. Выполнение трубной дюймовой резьбы механическим способом позволяет получать качественный результат, но применение такой технологии требует от токаря соответствующей квалификации и наличия определенных навыков.
Классы точности и правила маркировки
Резьба, относящаяся к дюймовому типу, как указывает ГОСТ, может соответствовать одному из трех классов точности – 1, 2 и 3. Рядом с цифрой, обозначающей класс точности, ставят буквы «А» (наружная) или «В» (внутренняя). Полные обозначения классов точности резьбы в зависимости от ее типа выглядят как 1А, 2А и 3А (для наружных) и 1В, 2В и 3В (для внутренних). Следует иметь в виду, что 1-му классу соответствуют самые грубые резьбы, а 3-му – самые точные, к размерам которых предъявляются очень жесткие требования.

Предельные отклонения размеров по ГОСТу
Чтобы понять, каким параметрам соответствует конкретный резьбовой элемент, достаточно разобраться в обозначении резьбы, которая на него нанесена. Обозначение, о котором идет речь, используют многие зарубежные производители, которые работают по американским стандартам, относящимся к элементам резьбовых соединений.
Пример условного обозначения дюймовой резьбы
В такой маркировке содержится следующая информация о резьбе:
- номинальный размер (наружный диаметр) – первые цифры;
- число витков, приходящихся на дюйм длины;
- группа;
- класс точности.
В обозначении дюймовой резьбы также могут присутствовать буквы LH, которые указывают на то, что ее витки имеют не правое, а левое направление.
Оценка статьи:
Загрузка…Поделиться с друзьями:
met-all.org