| | Адрес этой страницы (вложенность) в справочнике dpva.ru: главная страница / / Техническая информация / / Технологии и чертежи / / Сварка металлов / / Диаметр электрода от толщины металла (листа или детали), сила тока сварки от диаметра электрода. Режимы – выбор режима ручной дуговой сварки. Траектории движения электрода. Схема, скорость сварки, влияние наклона электрода, силы сварочного тока… Поделиться:
| ||||
dpva.ru
Как выбрать электрод для сварки. Инструкция для чайников читать на сайте Евротек
Это статья из серии экспресс-уроков Свар-EXPRESS.Темы урока: какой диаметр электрода нужен под конкретную толщину металла; какой сварочный ток выставлять для каждого случая; что такое полярность сварки.
|
|
Инженер-сварщик Евгений Евсин |
Выбор сварочного электрода, для начинающего сварщика может стать проблемой. Например, какой диаметр электрода нужен под конкретную толщину металла, или какой сварочный ток выставить для получения прочного шва?
Постараемся ответить на эти вопросы.
Для начала разберёмся, что такое электрод и для чего нужна обмазка.

Электрод представляет собой металлический сердечник с особым покрытием, которое называется обмазкой. В процессе сварки сердечник плавится, а обмазка при сгорании создаёт газовую защиту шва от вредного воздействия кислорода. Так же в процессе сварки формируется защитный шлаковый слой сварочной ванны.
Выбирая электрод следует обратить внимание на состав сердечника, который должен быть схож со свариваемым металлом. Так существуют специальные электроды для углеродистых, легированных, высоколегированных сталей, электроды для работы с нержавейкой, жаростойкими сталями, для работы с алюминием или чугуном. 
Существует огромное множество металлов и их сплавов, рассказывать о каждом мы не будем, а сосредоточимся на тех электродах, которые могут понадобиться в быту. В основном для домашних нужд используется конструкционная сталь небольшой толщины. Вот для неё мы и попробуем подобрать электроды. Но прежде несколько слов об обмазке электродов. Различают 4 типа покрытий: основной, рутиловый, кислый и целлюлозный. Каждый из них применяется для решения своих задач.

Основное и целлюлозное покрытия используются для сварки исключительно на постоянном токе. Данные электроды можно использовать при монтаже ответственных конструкций, где требуется максимальная прочность наплавленного металла.
Рутиловые электроды подойдут для работы на постоянном или переменном токе. Они отличаются лёгким поджигом и малым разбрызгиванием металла. Электроды могут работать с аппаратами обладающими низким значением напряжения холостого хода.
При использовании электродов с кислым покрытием – можно добиться лёгкого отделения шлака, однако пользоваться подобными электродами в замкнутом пространстве не рекомендуется – они достаточно вредны для здоровья сварщика.
Ещё один момент – электроды с рутиловым и кислым покрытием рекомендуется использовать при сварке аппаратами с напряжением холостого хода 50 (+/- 5) вольт.

Наиболее широко распространены электроды с основным и рутиловым покрытием. Для новичка знакомства с ними будет вполне достаточно.
Самыми распространёнными электродами с основным покрытием являются УОНИ 13/55. Данные электроды предназначены для углеродистых и низколегированных сталей. Как сказано в описании данных электродов, они рекомендуются для сварки ответственных конструкций, швы, сваренные с помощью УОНИ 13/55 отличаются пластичностью и стойкостью к ударным нагрузкам. Изделия, сваренные УОНИ 13/55 могут эксплуатироваться в условиях низких температур. 
К недостаткам данных электродов стоит отнести требовательность к чистоте кромок заготовок. Если кромки заготовок перед сваркой не обработать и на них попадёт масло, вода, или ржавчина, велика вероятность появления сварочных пор.
УОНИ 13/55 – предназначены для сварки только постоянным током на обратной полярности – о которой мы расскажем чуть позже.
Самым распространённым представителем рутиловых электродов можно назвать электроды марки МР-3. Они предназначены для работы с углеродистыми и низколегированными сталями.
К сильным сторонам данных электродов стоит отнести возможность сварки как на постоянном, так и переменном токах, малое разбрызгивание металла, стабильность дуги во всех пространственных положениях.
Кроме двух самых распространённых марок электродов для работ с конструкционной сталью, новичкам можно рекомендовать электроды российского производства ОЗС-12 и АНО-4. А для сварки нержавейки электроды зарубежных производителей ОК 63.34, ОК 61.30 или отечественные электроды ЦЛ-11. Подобные электроды, так же могут понадобиться домашнему мастеру.
Большая часть инверторов для ручной дуговой сварки работает с постоянным током. На постоянном токе существует 2 варианта подключения полярности: прямая и обратная.
Прямая полярность – вариант подключения при котором к быстросъёму «+» инвертора подключается масса, держак подключается к «-». Обратная полярность – масса подключается к «-»; «+» к держателю электрода.
При сварке на плюсовом контакте выделяется больше тепла, а значит на обратной полярности лучше сваривать массивные детали, а на прямой тонкий металл (до 2 мм) или высоколегированную сталь, чтобы избежать их перегрева.
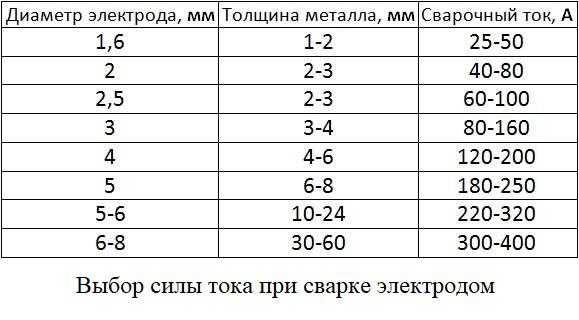
Диаметр электрода подбирают, ориентируясь на толщину металла заготовок. Для сварки металлов толщиной до 1.5 мм сварка электродами применяется крайне редко, для таких толщин лучше использовать полуавтоматы или аргонодуговую сварку.
Примерное соотношение толщины заготовок и диаметров электродов вы можете узнать из таблицы:

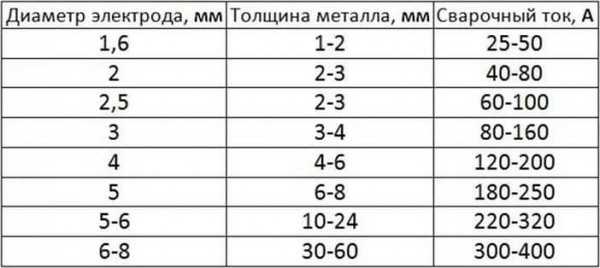
Следующий важный момент – какой ток необходимо выставить для электрода конкретного диаметра. Данную информацию можно узнать на упаковке электродов, или посмотрев следующую таблицу: 
Так же начинающему сварщику, будет полезно знать, что сварочный ток можно подобрать из расчёта 20-30А на один миллиметр диаметра электрода. Т.е. для электрода диаметром 3мм, ток должен быть в приделах 80-110А, в зависимости от пространственного положения, толщины металла и количества проходов.
Точных и однозначных настроек тока не существует – каждый сварщик видит процесс по-своему, и в зависимости от собственных ощущений выставляет необходимые параметры тока.
Чем выше сварщик выставляет параметры тока, тем более жидкой и менее «управляемой» получается ванна. Задача сварщика – настроить аппарат таким образом, чтобы работа была комфортной, а сварочная ванна достаточной для провара и управления краями ванны.
Перейти в каталог:
Смотрите данную статью в видео-ролике:
evrotek.spb.ru
Каких диаметров бывают электроды для сварки?
Сварка – это совокупность многих процессов, которые позволяются производить сплавление металла без переплавки всех частей изделия. На сам процесс сварки влияет ток, полярность и род тока, напряжение дуги, скорость сварки и диаметр электрода. Длина электрода, свойства покрытия самого электрода, температура металла перед свариванием и подобные процессы влияют на процесс сварки лишь частично. Поэтому при произведении сваривания Вам не обязательно следить за состоянием этих факторов.
Однако одно из самых сильных влияний на сварочный процесс оказывает диаметр электрода
Помимо самых популярных толщин электродов существует еще много, однако самыми популярными и теми, которые можно купить практически в каждом магазине сварочных электродов и сварочного оборудования.
Это такие диаметры: 1,5; 2,0; 2,5; 3,0; 4,0; 5,0; 6,0. Практически в каждом специализированном магазине Вы сможете это все купить. Однако если Вам нужны электроды большего диаметра, то Вы можете без проблем их заказать. Кроме этого Вам нужно еще и правильно подбирать диаметр электрода к толщине металла. Ваш выбор диаметра электрода должен зависеть не только от толщины свариваемого металла, а также еще и от свойств металла. Для того, чтобы правильно подобрать диаметр электродов воспользуйтесь форумами, блогами или специализированными сайтами.
Помимо основы – сварочных электродов, для сварочного процесса очень важно, чтобы был правильно подобран сварочный ток, то есть он должен соответствовать диаметру данных электродов. Если же Вы превысили или сильно понизили ток, в первом случае Вы, скорее всего, прожжете металл, а во втором – у Вас навряд ли выйдет вообще зажечь дугу, а если и выйдет, то не надолго.
Узнать правильную величину сварочного тока Вы можете либо на упаковке электродов, либо на специализированных сайтах для сварщиков. В этом случае Вам нужно помнить, что слушать советов других необязательно, ведь если, к примеру, Вы имеете дело с тонким металлом, небольшое превышение сварочного тока способно испортить Ваше изделие. Поэтому Вам нужно точно узнавать, какой требуемый ток для произведения сварочного процесса. Помните, что правильный подбор тока влияет на успех сварочного процесса.
Как видите, придерживаться правил, которые требуют электроды очень важно. Правильный подбор диаметра электрода по отношению к толщине металла и правильный подбор сварочного тока позволят Вам производить сваривание нужных Вам деталей без пользования услугами профессиональных сварщиков. Таким образом Вы сэкономите немало денег, сил и времени, тем самым ускоряя сварочный процесс в несколько раз.
elektrod-3g.ru
основная взаимосвязь, правила и особенности подбора, видео
Сварочный ток и диаметр электрода – важные параметры, которые влияют на прочностные характеристики соединения. Профессионалы знают, какие параметры нужно подбирать в соответствии с типом металла, изделием, швом, а вот у новичков в этом деле могут появиться некоторые проблемы. Чтобы выставить необходимое напряжение рекомендуется учитывать даже мелочи, на которые иногда не обращаешь внимания, к примеру, толщину шва.
Раньше сварщики данные параметры высчитывали самостоятельно, в настоящее время имеются нормативные документы, при помощи которых можно выставить правильные настройки. И чтобы избежать неприятных проблем стоит рассмотреть информацию, которая предоставлена ниже, она в дальнейшем поможет правильно подобрать показатели тока и диаметра электродов.

Общая характеристика
Сила тока при сварке с использованием электродов должна выбираться в соответствии со многими критериями. Важно помнить, что режим сварочного процесса должен состоять не только из силы тока и показателей диаметра стержней, но из других не менее важных параметров:
- марки электродов;
- положения при сварочных работах;
- рода сварочного тока;
- полярности тока;
- слоев будущих соединений.
Но обязательно нужно учитывать, какие характеристики будут в приоритете – качество соединения, его размер, другие качества. Исходя из этих качеств следует производить настройку режима сварки и силу тока. Но для новичков это может показаться тяжелым и трудным процессом, поэтому стоит рассмотреть все важные нюансы.
Запомните! Если вы не знаете, как подобрать сварочный ток, то нужно взять на заметку золотое правило – чтобы рассчитать оптимальную силу тока необходимо посмотреть на диаметр электрода, который будет применяться для сваривания. Он будет базой для проведения дальнейших настроек.
Выбор стержней считается также важным этапом. Их диаметр рекомендуется выбирать с учетом толщины металлического изделия. Чем больше будет толщина, тем больше должен быть диаметр расходников. Одновременно с этим рекомендуется учитывать рекомендуемое пространственное положение для электродов.
Но лучше проводить сварку в том положении, для которого предназначены стержни. Но не все сварщики могут приобретать разные электроды для формирования различных швов. Но есть решение, которое позволит существенно сэкономить.
К примеру, в наличии имеются расходники для сварки в нижнем пространственном положении, но сварщику требуется сделать вертикальное соединение. В этом случае амперы можно уменьшить на 10-15 %. Данный метод подходит и для формирования швов потолочного типа, но в этом случае амперы укорачиваются уже на 25-30 %. Однако стоит помнить, что при сваривании потолочных соединений диаметр стержней не должен быть больше 4 мм.
Зависимость электрического тока от толщины электрода
Важно знать, как подобрать силу тока при сварке в соответствии с толщиной стержней. Это два взаимосвязанных свойства, которые оказывают основное влияние на прочностные характеристики шва и изделия в целом. Для каждой марки расходников предусмотрена наиболее подходящая величина тока.

Важно! Если будет неправильно выбран сварочный ток для электродов 2, 3, 4, 5 мм при проведении инвентарной или дуговой сварки, то это может привести к неприятным последствиям. Если напряжения будет недостаточно, то будет наблюдаться проваривание шва, а при его превышении, будет пропаливание соединения.
В настоящее время производится много компактных сварочных аппаратов, которые подходят для бытовых условий. При помощи них заваривают небольшие металлические конструкции – заборы, крыши, двери и многое другое. Именно для них подходят расходники с небольшим диаметром – 1, 1,5, 2 мм. Показатель напряжения для стержней с этими значениями должен составлять от 30 до 45 Ампер. Регулирование на приборе должно быть плавным. Дело в том, что даже небольшая погрешность может негативно отразиться на качестве шва.
Данная информация всегда указывается в описании на упаковке сварочных материалов. Но все же ниже рассмотрим примерные параметры, которые часто используются во время сварочных работ.
Ток сварки для электрода 6-8 мм
Как выбрать ток для сварки, если используются расходники с диаметром 6-8 мм? Обязательно должен соблюдаться определенный показатель напряжения, это требуется для получения прочного шва. Обычно при большом диаметре показатель напряжения должен быть 250 Ампер.
А вот как правильно выбрать ток при сварке инвертором, если проводятся тяжелые работы? Опытные сварщики советуют выставлять напряжение в пределах 300-350 Ампер. Но все же не стоит забывать про толщину металлических заготовок, она также влияет на размер диаметра стержней.
Ток сварки для электрода 5 мм
Как выбрать сварочный ток, если используются стержни 5 мм? Сварщики рекомендуют устанавливать напряжение в пределах 160-250 Ампер. Во время этого процесса должен учитываться тип металла, пространственное положение.
Обратите внимание! Электроды 5 мм являются массивным расходным материалом. Количество Ампер должно зависеть от степени глубины проваривания металла.
Чтобы сделать сварочную ванну с глубиной больше 5 мм должна использоваться максимальная мощность. При стандартных режимах хватает 200-220 Ампер. Для обеспечения качественной и постоянной работы с такими электродами должен использоваться трансформатор с достаточными показателями мощности.
Ток сварки для электрода 4 мм
Стержни с диаметром 4 мм являются популярными сварочными расходными материалами. Их востребованность связано с тем, что они считаются универсальными материалами. Они подходят для сваривания как мелких, так и больших соединений.
Но все же не стоит забывать про правильное напряжение, оно также оказывает огромное влияние на прочностные качества шва изделия. Сила тока при сварке электродом 4 мм должна быть от 110 до 200 Ампер.
Ток сварки для электрода 3 мм
Обязательно требуется знать, какой ток нужно выставлять при сварке электродом 3мм. Это влияет на прочность, форму, внешний вид, качество сварных соединений. Этот критерий требуется обязательно учитывать, иначе металлическое изделие может получиться хрупким, оно быстро придет в негодность.
Так какой ток нужен для сварки электродом 3мм? Обычно применяется показатель в пределах от 65 до 130 Ампер. Но предварительно сварщики настраивают усредненный показатель – 80-90 А. Это поможет установить, какой ток подходит для электрода 3 мм.
Ток сварки для электрода 2 мм
А какой ток для сварки электродом 2мм? Обычно данные стержни применяются для сваривания металлических изделий с толщиной 2-3 мм. Но чтобы шов был прочным не стоит забывать про правильную настройку напряжения.
Сила тока при сварке электродом 2 мм должна быть в пределах от 30 до 80 Ампер. Большое расхождение обусловлено видом металла и выбранным положением в пространстве.
Но все предоставленные показатели приблизительные. На практике сила тока будет зависеть от марки стержня. У каждой марки имеются собственные показатели, которые указываются в описании на упаковке. К примеру, чтобы выяснить, каким током варить на электроде 3 мм, требуется первым делом изучить рекомендации производителей. Но вот опытные сварщики смогут с этим разобраться быстро, у них в этом деле имеются хорошие познания.
Особенности практического определения
Как было указано выше, сварщики с большим опытом способны определить показатели силы тока и диаметра стержнем самостоятельно без применения специальных таблиц, нормативных документов и таблиц. Чтобы выполнить расчеты им достаточно знать размеры заготовок и основные характеристики металлов.
Для облегчения может использоваться таблица сварочных токов для инвертора:
При помощи нее можно с легкостью установить подходящие настройки для сваривания металлических изделий с определенной толщиной. Дополнительно стоит учитывать указания, которые имеются в инструкции для расходников и сварочного оборудования. Но имеются формулы, по которым могут производиться расчеты тока.
Если расходники имеют диаметр 4 мм и более 6 мм, то для них стоит использовать следующую формулу:
I = (20 + 6d) d В ней под значением I понимается ток, который выражается в Амперах. Под d – показатель диаметра электродов, он выражается в миллиметрах.
Сила тока при сварке электродом 3 мм и меньше высчитывается с использованием немного другой формулы:
I = 30 d
А вот для выполнения расчетов напряжения при применении стержней с диаметром 3-4 мм рекомендуется выполнять расчеты по формуле:
I = 40 d
Стоит отметить! На деле расчетные значения всегда изменяются и исправляются. Часто делают корректирование в меньшую сторону, уменьшение производится на 10-15 %.
Расположение и характер соединения
Подходящая сила сварочного тока зависит от места расположения шва и положения, из которого выполняется сварка. Кроме этого обязательно нужно учитывать скошены ли кромки свариваемых изделий, показатель угла, под которым они находятся. Наиболее ясным это будет после рассмотрения примеров.
Если производится сваривание горизонтального шва в верхнем положении, то ток при сварке должен иметь высокое значение в отличие от сварки соединений вертикального и горизонтального типа в нижнем положении. Это связано с тем, что сварочная ванна горизонтальных, свариваемых сверху соединений имеет повышенную стойкость, она не растекается. Высокие показатели тока обеспечат наиболее глубокое проваривание изделий. В результате этого выйдет сплавление с высокой прочностью, оно будет находиться на всей толщине изделия.
Небольшой ток для сварки рекомендуется выбирать во время сваривания потолочных соединений в нижнем положении. В данной ситуации расплавленная металлическая смесь под влиянием силы тяжести будет стремиться отделиться от соединения и упасть. Это смогут сдержать до некоторого времени силы поверхностного натяжения расплавленной металлической основы.
Обычно данные работы требуют от сварщика большого опыта и высокой квалификации. Ведь ему в процессе сварки необходимо будет тщательно контролировать состояние жидкой массы сварочной ванны, он должен предотвращать вытекание из нее металла.
Важно! Сварщик, который имеет большой опыт и навыки, сможет производить регулирование процесса без уменьшения силы тока. Он будет повышать скоростные показатели передвижения стержней вдоль сварного соединения. Это существенно сокращает временные затраты.
Перед тем как сваривать торцевые поверхности изделий обязательно подготавливаются, для этого осуществляется их скашивание. Но при их сваривании обязательно уменьшается величина электрического напряжения. Это связано с тем, что неподготовленные кромки провариваются глубже в отличие от предварительно снятых. Но в данной ситуации, если имеется опыт и навыки, то можно будет выбрать требуемый режим при помощи корректировки скоростных показателей сварки.
Как влияет полярность тока
Если вы не знаете, как на сварочном аппарате правильно выставить ток, то стоит обратить внимание на особенности полярности напряжения. При проведении сварочных работ инвертором или классическим оборудованием, выбор режима будет тесно связан с показателями полярности тока.

Стоит отметить! Прямая полярность – схема, во время которой расходники подключаются к клемме аппарата со знаком минус, а вот свариваемое изделие соединяется с плюсовой клеммой.
Главная особенность сварки состоит в том, что плавление материала стержней осуществляется в интенсивном режиме, в отличие от плавления заготовки. И чтобы понять, почему так происходит, стоит рассмотреть особенности процесса.
Обычно условное направление протекания электрического напряжения происходит от плюса к минусу. Но вот в реальном физическом процессе все происходит по-другому – во время него наблюдается движение отрицательно заряженных частиц, а именно электронов, и они движутся от минуса к плюсу. При соблюдении такой полярности наблюдается быстрый расход материала стержней. Прямую полярность стоит применять при сваривании тонких изделий, также она подходит, когда к массивной конструкции приваривается заготовка с тонкой структурой.
При подключении стержней к плюсовой клемме, а свариваемой заготовки к отрицательной клемме, выходит ток с обратной полярностью. При ее использовании наблюдается интенсивное расплавление заготовки. По этой причине обратную полярность часто применяют при сваривании изделий с толстой структурой.
Подбор электродов в зависимости от толщины металла
Диаметр электрода, сварочный ток и толщина металла – главные критерии, которые требуется настроить перед сваркой. Они тесно связаны между собой, поэтому каждый параметр должен точно соответствовать.
На заметку! Обычно профессионалы диаметр стержней подбирают под толщину металла свариваемых изделий. Чем толще будет сталь, тем больше должен быть диаметр электродов. А уже после производится выбор сварочного тока.
Итак, ниже имеются примерные параметры:
- если размер толщины изделий составляет 1,5-2,5 мм, то диаметр стержней должен быть 2-2,5 мм;
- при толщине стали 3 мм стоит применять расходники 2,5-3 мм;
- для 4-5 мм подойдут электроды 3-4 мм;
- при 6-10 мм – 4-5 мм.
Как указывалось выше, сварочный ток для электродов также настраивается в соответствии с диаметром стержней. Если будет превышение допустимых значений напряжения и диаметра расходников, то это может привести к образованию пор в структуре соединения. По этой причине обязательно нужно знать, какой должен быть показатель тока при сварке электродом 3мм, 4 мм, 5 мм.
Обратите внимание! Если толщина металлических заготовок составляет меньше 1,5 мм, то в этом случае стоит отказаться от применения ручной дуговой сварки.
Отличие электродов для постоянного и переменного тока
Сварочный ток бывает постоянного и переменного типа. В зависимости от вида напряжения используются соответствующие электроды, от которых зависят прочностные характеристики шва.
Но все же между стержнями для постоянного и переменного тока имеются определенные различия:
- стержни, которые предназначены для работ с использованием переменного тока, можно применять и при сварке с постоянным напряжением. По этой причине их считают универсальными электродами;
- расходники для постоянного напряжения нельзя применять при сваривании с применением переменного тока.
Однако стоит помнить, что изделия, которые входят во вторую группу, позволяют получить более качественное и прочное соединение. Обычно они применяются при осуществлении работ с высокой ответственностью.
Популярные марки электродов
Диаметр электрода и сила тока – главные критерии, которые требуется настраивать в первую очередь. От них зависит правильный и качественный сварочный процесс. Особенно тяжело с подбором данных параметров новичкам, потому что они не знают правильно соотношение напряжения и размера диаметра стержней. По этой причине стоит предварительно изучить специальную литературу, таблицы с указанием настроек режимов сварки.

Но все же нужно знать не только, как выбрать силу тока при сварке инвертором, но и марки стержней для работ с применением переменного и постоянного напряжения.
По этой причине стоит рассмотреть популярные марки стержней:
- Электроды МР-3С. Данные стержни считаются востребованными расходниками, они относятся к универсальным видам. Их можно использовать, когда применяется постоянный и переменный ток сварки. Преимущество расходников состоит в том, что при их использовании отмечается легкое воспламенение дуги при первом и при последующих розжигах. На поверхности имеется обмазка из рутила, она защищает соединения от окисления, от проникновения шлака.
- АНО-37. Электроды рекомендуется использовать при сваривании и ремонте изделий из углеродистых и низкоуглеродистых металлов. Обладают низкой чувствительностью к грязи и ржавчине. Расходники этой марки с легкостью перекрывают большие зазоры в металлических изделиях. В инструкции на упаковке имеется подробная инструкция, в ней указывается на каком токе нужно варить электродом 3 мм, 4 мм, 5 мм и с другими размерами диаметра. При их использовании отмечается легкое разжигание дуги. Соединение отлично образуется при небольших показателях напряжения сварки. Данные стержни могут применять новички, начинающие сварщики при помощи них смогут сделать качественные сварные соединения.
- ОК 46.00. Электроды этой марки рекомендуется применять при сваривании изделий из углеродистой стали. Их можно спокойно применять для плохочищенных изделий, они обладают легким поджигом. Их можно смело применять для заваривания широких зазоров. Стержни обладают низкой чувствительностью к поверхностям с загрязнениями, ржавчинной. Во время их применения разбрызгивание расплавленного металла небольшое. Подходят для проведения сварки в разных пространственных положениях.
- ОЗС-4. Стержни применяются при работе с изделиями из углеродистого металла. Перед проведением сварки поверхность изделий не обязательно очищать от загрязнений, ржавчины. Электроды подходят для сварки, даже если на заготовках присутствует влага. Обеспечивают легкое разжигание дуги и сохраняют ее равномерное горение на протяжении всего сварочного процесса. В инструкции к стержням указывается, какой должен быть ток для сварки электродом 3 мм, 4 мм, 5 мм и с другими диаметрами. Электроды позволяют осуществлять сварку на режимах, при помощи них можно с легкость сваривать изделия с большой и средней толщиной.
- LB-52U. Стержни обладают несколькими положительными качествами – имеют высокую степень производительности, снижают до минимума разбрызгивание расплавленного металла, наделены отличными механическими качествами, обеспечивают сохранение стабильной дуги при низком и высоком напряжении.
- АНО-4. Электроды применяются для сваривания изделий из углеродистого металла. При помощи стержней можно варить загрязненные, ржавые и даже влажные заготовки. Они обеспечивают легкое разжигание дуги, а затем они поддерживают ее стабильное горение. Но все же у них наблюдается небольшая склонность к появлению пор. Готовые соединения обладают высокой прочностью. Электроды обладают низкой чувствительностью к изменению длины дуги.
Практически ко всем электродам независимо от марки прилагается инструкция. В ней указывается, как выбрать ток для сварки инвертором и другими сварочными аппаратами для стержней в зависимости от диаметра. Но все же опытные сварщики полагаются и на другие факторы – вид металла, его толщина, размер будущего соединения и прочее.
Виды покрытий электродов
Начинающий сварщик должен знать, не только как правильно выбрать силу тока при сварке инвертором, но и уметь определять электроды в зависимости от типа покрытия. Этот критерий оказывает влияние на качество и вид соединения металлических изделий.

Выделяют 4 вида покрытий электродов:
- Основное, оно обозначается «Б». Это распространенный тип обмазки. В ее составе присутствуют карбонаты кальция и магния. Главное преимущество состоит в том, в покрытии наблюдается низкий уровень водорода. Благодаря данным свойствам при использовании электродов во время сварочных работ получается качественный, механически прочный и очень пластичный шов, который обладает отличной ударной вязкостью. К популярным электродам, имеющие основное покрытие, относятся такие марки – УОНИ 13/55, УОНИИ 13/55, УОНИ 13/45. Однако не стоит забывать про характерный недостаток – при их применении образуется большое количество шлака.
- Рутиловое, обозначается в виде буквы «Р». Это также одно из популярных покрытий. В основе имеется рутил (диоксид титана). А вот как правильно выставить сварочный ток для таких стержней, указывается в инструкции к ним. Обычно напряжение также выставляется в зависимости от диаметра. При использовании электродов с рутиловым покрытием обеспечивается легкий первичный розжиг, а также не возникает сложностей при последующих розжигах. Горение дуги стабильное на протяжении всего сварочного процесса. Минимальное разбрызгивание расплавленного металла, происходит легкое отделение корки из шлака.
- Кислое «А». В состав этого покрытия входит железо, кремний, марганец и другие компоненты. При помощи стержней с кислой обмазкой можно производить сваривание покрытий с окалиной и ржавчиной. Они противостоят образованию в швах металла воздушных каналов. Однако иногда в структуре металлов могут появляться горячие трещины.
- Целлюлозное «Ц». В состав покрытия входят такие компоненты, как целлюлоза, органические смолы, ферросплавы, другие вещества. Они отлично подходят для проведения сварочных работ в вертикальном положении. Это связано с тем, что они обеспечивают полноценное выделение защитных газов и снижают уровень шлаков. Но при их использовании отмечается сильное разбрызгивание жидкого металла. Также при сварке повышается показатель водорода, это может ухудшить качество соединения.
Перед тем как проводить сварочные работы стоит рассмотреть главные параметры, от которых зависит прочность соединения. Чтобы в дальнейшем конструкция быстро не сломалась, сварщик обязательно должен выполнить точные расчеты тока и диаметра стержней. Опытные сварщики делают обычно это самостоятельно без специальных таблиц и формул, а вот новички часто ошибаются. В любом случае стоит учитывать, что для электрода 3 мм средняя сила тока должна быть в пределах 80-90 Ампер. Этот показатель можно будет уменьшить или повысить в процессе сваривания. Это же относится к расходникам большего диаметра.
Интересное видео
osvarka.com
Разновидности электродов по диаметру – какие бывают и как выбрать
На рынке представлено огромное множество электродов. Все они отличаются по своим техническим характеристикам и предназначены для разных работ с разными материалами. Однако одни и те же модели могут отличаться между собой размерами и что самое главное, диаметром. Сегодня будем выяснять, какое влияние оказывает диаметр электрода на его рабочие свойства и как правильно его подобрать, что сварка была эффективной и простой.

Содержание статьи:
Какие бывают диаметры электродов?
Разные производители предусматривают разные диаметры. Здесь играет роль также их назначение. Большой диаметр требуется не для всех металлов, и потому выпускать стержни больше определенного размера незачем. Чтобы познакомиться с разными диаметрами на практике, давайте посмотрим какие диаметры предлагают разные производители в своих моделях:
- LB 52U — 2,6, 3,2, 4, 5 мм;

- АНО-21 — 1,6, 2, 2,5, 3, 4, 5 мм;

МР-3 — 2, 2,5, 3, 4, 5 мм;

- ОЗС-12 — 2, 2,5, 3, 4, 5 мм;

- ОК-46 — 2, 2,5, 3, 4, 5 мм;
- Уони 13/45 — 2, 2,5, 3, 4, 5 мм.

Помимо диаметра, во внимание принимается также длина электродов. Это не столь важный параметр, но о нем все же полезно знать. Длина прутка имеет прямую зависимость от диаметра. Чем больше диаметр, тем больше длина. Причиной такого соотношения является расход электродов, и частая необходимость делать непрерывные соединения.
При больших токах электроды плавятся быстрее.
Сварщики предпочитают пользоваться электродами, имеющими наибольшую длину. В этом случае не придется прерываться во время работы. Это позволяет делать длинные швы беспрерывными. В результате вы получаете красивое, надежное и равномерное соединение. Длинные швы нужны не везде и короткие стержни отлично подходят для таких работ.
Почему тонкие электроды не делают длинными? Дело в том, что ими было бы неудобно пользоваться. Они бы часто гнулись и ломались, что повредило бы покрытие, необходимое для качественной работы.
Не все марки имеют широкий выбор размеров, поскольку имеют собственную специализацию.
Зависимость диаметра от толщины металла
Чтобы надежно соединить большие детали и массивные конструкции, требуется сделать на них большой шов. Для его получения понадобятся электроды с большим диаметром. На них также можно подать больший ток, чтобы расплавить металл, имеющий большую толщину и требующий более глубокой проплавки.
Таким образом зависимость между диаметром стержней и толщиной металла является прямо пропорциональной. Чем больше толщина металла, тем больший диаметр электрода требуется для его сварки.
Некоторые виды электродов выпускаются в диаметрах до 8 мм. Они могут потребоваться на промышленных производствах при сборке и ремонте толстых конструкций. При сварке тонкостенных изделий, применяются небольшие диаметры — от 1 мм, поскольку так удается добиться большей точности шва.
Если диаметр прутка будет больше толщины металла, он просто проплавит его. Для расплавки электрода потребуется мощность, которую не способны выдержать более тонкие изделия.
Зависимость силы тока от толщины материалов
Металл, имеющий большую толщину, требует большой температуры для расплавки и соответственно большой силы тока. Электрод с небольшим диаметром не может передать большого тока на металл. Вместо этого он просто вскипит и разбрызгается.
Изделия, имеющие большую толщину, требуют больших сварочных токов. Это обусловлено не только температурой плавления, но также глубиной проплавки и шириной шва. Только электроды с большими диаметрами могут выдерживать высокие токи и качественно передавать их на свариваемые детали.
Помимо способности переносить и использовать большие токи, в работе с толстым материалом, особую роль играет также источник тока. Без хорошего трансформатора сварщику не удастся получить нужные значения тока и сделать надежное соединение. Аппарат должен иметь и большой запас прочности, поскольку на сварку массивных конструкций уходит очень много времени. Работать на максимальных мощностях в течение нескольких часов может далеко не вся сварочная техника.
Заключение
Выбор диаметра электродов производится с учетом предстоящих работ и свариваемых материалов. Правильно подобрав размеры электродов, можно сделать прочное и надежное соединение, которое прослужит долгие годы.
Электроды с большими диаметрами используются на особых производствах, где собираются и обслуживаются конструкции и изделия, работающие в условиях высоких температур, большого давления или в агрессивных средах. Для большинства бытовых работ отлично подходят стандартные диаметры стержней до 3 — 4 мм.
instrument-blog.ru
Размеры электродов для сварки: выбор длины и диаметра
Среди всего разнообразия электродов, которые можно встретить на современном рынке, отличия встречаются не только в различных марках, предназначенных для каждого вида металла, но и в размерах изделий. Практически все сварочные электроды, которые активно используются для промышленных и частных целей выпускаются в нескольких вариантах. Длина электрода хоть и является важным, но не столь существенный показатель, как диаметр электрода. Когда сварщик определился с маркой, относительно сорта металла и прочих нюансов будущей работы, самое время определиться с размерами.

Сварочные электроды подходящей длины
При выборе расходного материала диаметр стержня электрода становится одним из определяющих параметров. Он подбирается под размеры основного металла, будь то лист или какая-либо другая форма. Здесь все зависит от мощности сварочного трансформатора, которая потребуется для расплавления присадочного материала и основного материала. Дело в том, если взять такой вариант, что толщина электрода будет заметно меньше толщина листов, то для расплавления основного металла потребуется такая мощность, что стержень просто вскипит и разбрызгается, так и не создав шов. При правильном подборе температура плавления в обоих случаях будет одинаковой, благодаря чему образуется качественный однородный шов. В нем не будет возникать раковин и пор, горячих трещин и температурных деформаций. Окружающая поверхность не забрызгается каплями расплавленного металла.
Если диаметр сварочных электродов окажется выше, чем толщина заготовки, то он может перепалить его. Ведь для расплавки стержня нужно будет намного большую мощность, при которой листы расплавятся и в них образуется дыра. Если же мощность будет выставлена относительно размеров основного металла, то присадочный материал будет постоянно залипать и электрическая дуга не сможет зажечься. Это также испортит качество соединения, так как невозможно будет создать равномерный шов без прерывания дуги. Таким образом, выбор диаметра электрода будет очень важным параметром.
Длина электрода для сварки оказывает не столь важное значение, но все же имеет свой вес. Она напрямую зависит от толщины в прямо пропорциональной зависимости. Зачастую сварщики предпочитают, чтобы она была как можно больше, так как тогда меньше нужно прерываться во время работы и длинные швы можно сделать беспрерывными. Это делает соединение более качественным и эстетически привлекательным. Короткие расходные материалы также используются, так как далеко не везде нужно создавать длинные швы. Тонкие электроды делают более короткими по той причине, что при большой длине ими было бы неудобно пользоваться и возникал бы рыск их погнуть, а это грозит обсыпанием покрытия. Без покрытия материалы становятся непригодными для выполнения ответственных процедур. Стоит отметить, что далеко не все марки имеют полный ассортимент размеров, так как некоторые из них представлены в узкой специализации и не предназначены, к примеру, для работы с тонкими материалами.
Размеры видов электродов от различных производителей
Производители создают свой ассортимент размеров, который будет удобен для использования. Поэтому, несмотря на достаточную схожесть, в каждой марке имеются свои нюансы соотношения, и порой возникает разница в несколько сантиметров длины или несколько миллиметров толщины. Более точно требуется смотреть уже в данные конкретной модели. Размеры электродов для сварки от различных производителей:
LB-52U
| Диаметр, мм | 2.6 | 3.2 | 4 | 5 | |
| Длинна, м | 0,35 | 0,35 | 0,4 | 0,4 | 0,4 |

Сварочный электрод LB-52U
АНО-21
| Диаметр, мм | 1.6 | 2 | 2,5 | 3 | 4 | 5 |
| Длинна, м | 0,25 | 0,25 | 0,3 | 0,3 | 0,35 | 0,4 |

Сварочные электроды АНО-21
МР-3
| Диаметра, мм | Длина, м |
| 2 | 0,3 |
| 2,5 | 0,3 |
| 3 | 0,35 |
| 4 | 0,45 |
| 5 | 0,45 |

Сварочный электрод МР-3
ОЗС-12
| Диаметр стержня, мм | Длина стержня, м |
| 2 | 0,3 |
| 2,5 | 0,35 |
| 3 | 0,35 |
| 4 | 0,45 |
| 5 | 0,45 |
Сварочный электрод ОЗС-12
ОК-46
| Диаметр стержня, мм | Длина стержня, м |
| 2 | 0,3 |
| 2,5 | 0,35 |
| 3 | 0,35 |
| 4 | 0,45 |
| 5 | 0,35 |
Сварочный электрод ОК.46
УОНИ-13 45
| Величина диаметра, мм | Длина электрода, м |
| 2 | 0,3 |
| 2,5 | 0,35 |
| 3 | 0,35 |
| 4 | 0,45 |
| 5 | 0,45 |

Электрод для сварки УОНИ-13/45
АНО-6
| Диаметр, мм | Длина, м |
| 3 | 0,35 |
| 4 | 0,45 |
| 5 | 0,45 |
Выбор
Диаметры электродов для сварки подбираются по тому, с какой толщиной заготовок придется работать. Максимально схожий состав металла требуется не только для создания однородного соединения, но и для того, чтобы у них была одинакова температура плавления. Здесь все строится на элементарных законах физики, так как для расплавления большего объема металла требуется большая температура, создаваемая большей силой тока. Здесь нет большой разницы, какая длина электрода имеется, так как сопротивление, вызванное разницей в данном параметре, является незначительным и в расчет может не браться.
| Толщина металла, мм | Электрод, мм | Ток, А |
| 1-2 | 1,6 | 25-50 |
| 2-3 | 2,0 | 40-80 |
| 2-3 | 2,5 | 60-100 |
| 3-4 | 3 | 80-160 |
| 4-6 | 4 | 120-200 |
| 6-8 | 5 | 180-250 |
| 10-24 | 5-6 | 220-320 |
| 30-60 | 6-8 | 300-400 |
«Важно!
Всегда перед использованием следует проверять состояние обмазки, чтобы она не была повреждена или на ней не оставалась влага.»
Длина сварочного электрода будет иметь значение для тех соединений, где очень нежелательно прерываться во время процесса сварки. Это может быть ремонт герметической емкости, вещей, которые работают под давлением, и так далее. В иных случаях больше обращают внимание на толщину. Иногда специально выпускают длинные и тонкие материалы для таких целей. Тонкие материалы могут также служить для создания прихваток, чтобы зафиксировать заготовки перед основным свариванием. Использование более мощных материалов может повредить основной металл, а так материал не сможет провариться на достаточную глубину.
svarkaipayka.ru
Выбираем сварочные электроды | Блог
Электроды – устройство и принцип действия.
Появление новых видов сварок (MIG/MAG, TIG) немного расширило ассортимент материалов, применяемых для сварки, но основным расходным материалом сварочных работ до сих пор остаются плавкие штучные электроды для ручной сварки (MMA). Это неудивительно – снижение цен на компактные сварочные трансформаторы и сварочные инверторы привело к тому, что сварка перестала быть уделом специалистов и сварочный аппарат сегодня есть у многих. Соответственно, обилие различнейших электродов на прилавках может вогнать в ступор даже опытного мастера.
Вообще, большинство характеристик электродов имеет рекомендательный характер. Вполне можно при сварке переменным током железных деталей использовать электроды для нержавейки, да еще и предназначенные для постоянного тока. Но при неправильном использовании электродов качество шва будет намного хуже, да и процесс сварки может вызывать немалые затруднения. Поэтому, прежде чем начать использовать свежекупленный сварочный аппарат, надо разобраться, какие электроды подойдут к нему и к каждому конкретному свариваемому материалу.
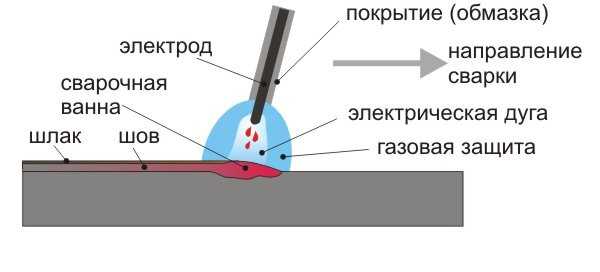
Устроен электрод достаточно просто – металлический стержень из электропроводного материала, покрытый обмазкой (покрытием). Назначение стержня – создавать электрический контакт между анодом и катодом для поддержания электрической дуги и (в случае плавкого электрода) служить источником металла для шва. Основное назначение обмазки – создавать при горении газовую защиту для предотвращения окисления расплавленного металла. Кроме того, компоненты обмазки могут служить для стабилизации горения дуги, облегчения розжига дуги и изменения свойств металла шва.
Особенность использования покрытых электродов – в образующейся поверх сварочной ванны пленке продуктов сгорания обмазки – шлака. Шлак легче расплавленного металла, и, пока металл находится в жидком состоянии, шлаковая пленка покрывает его сверху, улучшая защиту сварочной ванны. Но если шов делается в несколько проходов, перед каждым последующим проходом остывший шлак следует счищать, иначе вкрапления шлака могут остаться в глубине шва, что очень сильно снизит его прочность. Также шлак следует счищать после окончания сварки, особенно, если предполагается последующая покраска сваренных деталей.
Различают три вида ручной сварки плавким электродом: переменным током, постоянным током прямой полярности и постоянным током обратной полярности.
При сварке переменным током анод и катод меняются местами с частотой питающей сети, дуга нестабильна и требует не только использования подходящих электродов, но и немалого опыта сварщика. Плюсом сварки переменным током является минимальное магнитное отдувание электрической дуги – отклонение дуги в сторону под действием электромагнитных сил, возникающих в свариваемых деталях. В большинстве случаев это преимущество не будет заметно, но иногда стыковые и угловые швы проще варить переменным током.
Кроме того, сварка переменным током оптимальна при сварке алюминиевых сплавов. Хотя наилучший эффект дает сварка алюминия TIG-методом в среде аргона, существуют и электроды по алюминию для MMA-сварки без создания защитной газовой среды, и ими лучше варить переменным током. В то же время сварка алюминия простой ручной сваркой сложна и требует от сварщика особых навыков и немалого опыта.
При сварке постоянным током следует иметь в виду, что анод (положительный полюс) всегда нагревается сильнее катода. Поэтому сварку током прямой полярности (когда вывод «+» подведен к детали, а «-» – к электроду) применяют при сваривании толстостенных элементов и при резке металла. А сварку обратной полярности – наоборот – при сварке тонкостенных элементов и при сварке металлов, не любящих сильного нагрева. Следует иметь в виду, что форма дуги при прямой и обратной полярности разная и пятно контакта дуги с металлом в случае обратной полярности имеет меньшую площадь. Вследствие этого при сварке постоянным током обратной полярности глубина проплавления больше, но площадь сварочной ванны меньше, шов тоньше.
Характеристики электродов.

Покрытие. Различные покрытия обусловливают различные свойства, и соответственно, применения электродов. Наиболее распространенными покрытиями являются рутиловое и основное.
Рутиловое покрытие хорошо зажигается даже при невысоком напряжении холостого хода аппарата, электроды с таким покрытием дают мало брызг, шов получается аккуратный, с низкой пористостью. Электродами с рутиловым покрытием можно варить детали, не счищая ржавчину, и продукты горения этого покрытия наименее токсичны. Из минусов рутилового покрытия – высокая вероятность образования трещин шва и обилие трудноудалимого шлака. Предназначены для сварки низкоуглеродистого металла как постоянным, так и переменным током. Начинающим сварщикам рекомендуется применять электроды именно с рутиловым покрытием.
Электроды с основным покрытием предназначены для образования швов высокой прочности, стойких к ударным нагрузкам. Шов стоек к появлению трещин, но при неправильно выставленных параметрах сварки, может иметь пористую структуру. Кроме того, для уверенного розжига таких электродов требуется высокое напряжение холостого хода сварочного аппарата. Варить такими электродами рекомендуется постоянным током обратной полярности.
Также на электродах встречается кислое покрытие (по свойствам близкое к рутиловому, но продукты его горения высокотоксичны), целлюлозное (близкое к основному) и ильменитовое, средние по свойствам между рутиловыми и основными.
Род тока. Выбирается исходя из особенностей сварочного аппарата. Сварочным трансформаторам не подойдут электроды, предназначенные только для постоянного тока. Обладатели же выпрямителей могут выбирать электроды сообразно имеющейся задачи.

Диаметр. Следует выбирать, исходя из толщины свариваемых деталей и возможностей сварочного аппарата. Таблица соответствия токов и диаметров обычно приведены на коробке электродов. Если на коробке таблицы нет, можно выбрать по усредненным данным:
Ориентировочная таблица соответствий токов сварки.
| Диаметр электрода | Толщина металла | Сварочный ток |
| 1,6 | 1-2 | 25-50 |
| 2 | 2-3 | 40-80 |
| 3 | 3-4 | 80-160 |
| 4 | 4-6 | 120-200 |
| 5 | 6-8 | 180-250 |
| 6 | 10-24 | 220-320 |
Приоритет – у возможностей сварочного аппарата. Если аппарат позволяет использовать электроды максимум 4мм, то для сварки толстых (толще 10мм) деталей все равно придется использовать 4мм электроды – просто варить придется долго, в несколько проходов. Не стоит пытаться варить электродами, большими, чем это позволяется руководством по эксплуатации сварочного аппарата – тока не хватит для создания дуги и сварка будет просто невозможна.
Назначение. Выбирается исходя из материала предполагаемых к сварке деталей. Чаще всего можно варить детали и электродами для других металлов, но тогда надо быть готовым к тому, что свойства металла шва будут отличаться от свойств металла самих деталей. Поэтому для ответственных швов лучше все же подбирать соответствующие электроды.
А для наиболее ответственных швов, подверженных сжатию-растяжению или ударным нагрузкам, следует обратить внимание на показатели прочности и пластичности электродов: временное сопротивление, относительное удлинение, ударная вязкость и предел текучести. При выполнении ответственных швов надо следить, чтобы перечисленные показатели металла свариваемых деталей более или менее совпадали с аналогичными показателями электродов. Следует иметь в виду, что эти показатели электродов характеризуют не металл, из которого сделан электрод, а металл будущего шва. Свойства самого электрода могут быть другими, и излишняя пластичность электрода, призванного обеспечить упругий шов, не должна вводить в заблуждение.
Временное сопротивление (или статический предел прочности) показывает, при каком усилии произойдет разрушение детали.
Относительное удлинение показывает, насколько металл детали растянется перед началом разрушения.
Предел текучести – это напряжение, при котором начинается деформация детали.
Ударная вязкость характеризует устойчивость металла к ударным воздействиям. Если ударная вязкость электрода меньше ударной вязкости деталей, то при ударных нагрузках разлом произойдет именно по шву.

Положение сварки. Выбирая электрод, обратите также внимание на рекомендуемое положение сварки – некоторые электроды не позволяют вести сварку сверху вниз: сварочная ванна забивается стекающим шлаком. Поэтому, если у вас есть веская причина варить именно так, подберите соответствующий электрод.
Обработка электродов перед сваркой. Некоторые электроды перед применением требуют специальной обработки – например, выдерживания в температуре 190-300 градусов в течение некоторого времени. Если у вас нет возможности обеспечить такие условия, имейте в виду, что могут возникнуть затруднения при сварке, особенно при начальном её этапе.

При выборе электродов также обращайте внимание на вес упаковки: цена обычно указывается за коробку, а фасовка может быть самая различная – от 100г до 5кг и больше.
Покрытие большинства электродов боится влаги, варить «подмоченными» электродами намного сложнее – пока он не прогреется и не просохнет, будут происходить постоянные залипания и потери дуги. Поэтому покупку лучше производить в магазинах, обеспечивающих правильные условия хранения. Покупая электроды, осматривайте упаковку: цел ли полиэтилен упаковки, нет ли следов воздействия влаги на картонной коробке. Набравшие влагу электроды можно высушить в обычной духовке, но лучше все же подмокшие электроды не покупать.
Варианты выбора.
Начинающим сварщикам стоит выбирать [url=”http://www.dns-shop.ru/catalog/17aa1b7e16404e77/elektrody/?p=1&i=1&f=baij]электроды с рутиловым покрытием.
При повышенных требованиях к будущему шву следует обратить внимание на [url=”http://www.dns-shop.ru/catalog/17aa1b7e16404e77/elektrody/?p=1&i=1&f=baj0]электроды с основным покрытием.
Владельцам сварочных трансформаторов следует выбирать из [url=”http://www.dns-shop.ru/catalog/17aa1b7e16404e77/elektrody/?p=1&i=1&f=baid]электродов, работающих на переменном токе.
Самые [url=”http://www.dns-shop.ru/catalog/17aa1b7e16404e77/elektrody/?p=1&i=1&f=balt]дешевые электроды – для сварки углеродистой стали. Они стоят от 100 до 200 р/кг в зависимости от производителя, материала покрытия и прочих характеристик.

Самые [url=”http://www.dns-shop.ru/catalog/17aa1b7e16404e77/elektrody/?p=1&i=1&f=baiy]дорогие электроды – для сварки нержавеющей стали. Эти обойдутся от 800 до 3000 руб/кг.
club.dns-shop.ru