| Режущий инструмент, инструментальная оснастка и приспособления / Cutting tools, tooling system and workholding | |||||
| Подборка ссылок иллюстрированных из промышленных каталогов | |||||
Это устаревшая версия страницы сайта Lab2u.ru См.также / | |||||
Диаметр отверстия под резьбу / Tap drill sizes | |||||
| 1603 Диаметр отверстия под нарезание резьбы метчиком Метрическая резьба с основным и меелким шагом DIN 13 UNC-резьба ASME В1.1 MJ-резьба UNJC-резьба UNJF-р | 1604 Диаметр сверления отверстия под резьбу UNF ASME В1.1 BSW-Whitworth-резьба BS84 Трубная резьба DIN-ISO 228-1 Резьба для стальной арматуры по DIN 40430 | 1605 Внутренние диаметры отверстий при формировании резьбы бесстружечными метчиками Метрическая резьба Метрическая резьба с мелким шагом DIN 13 номин.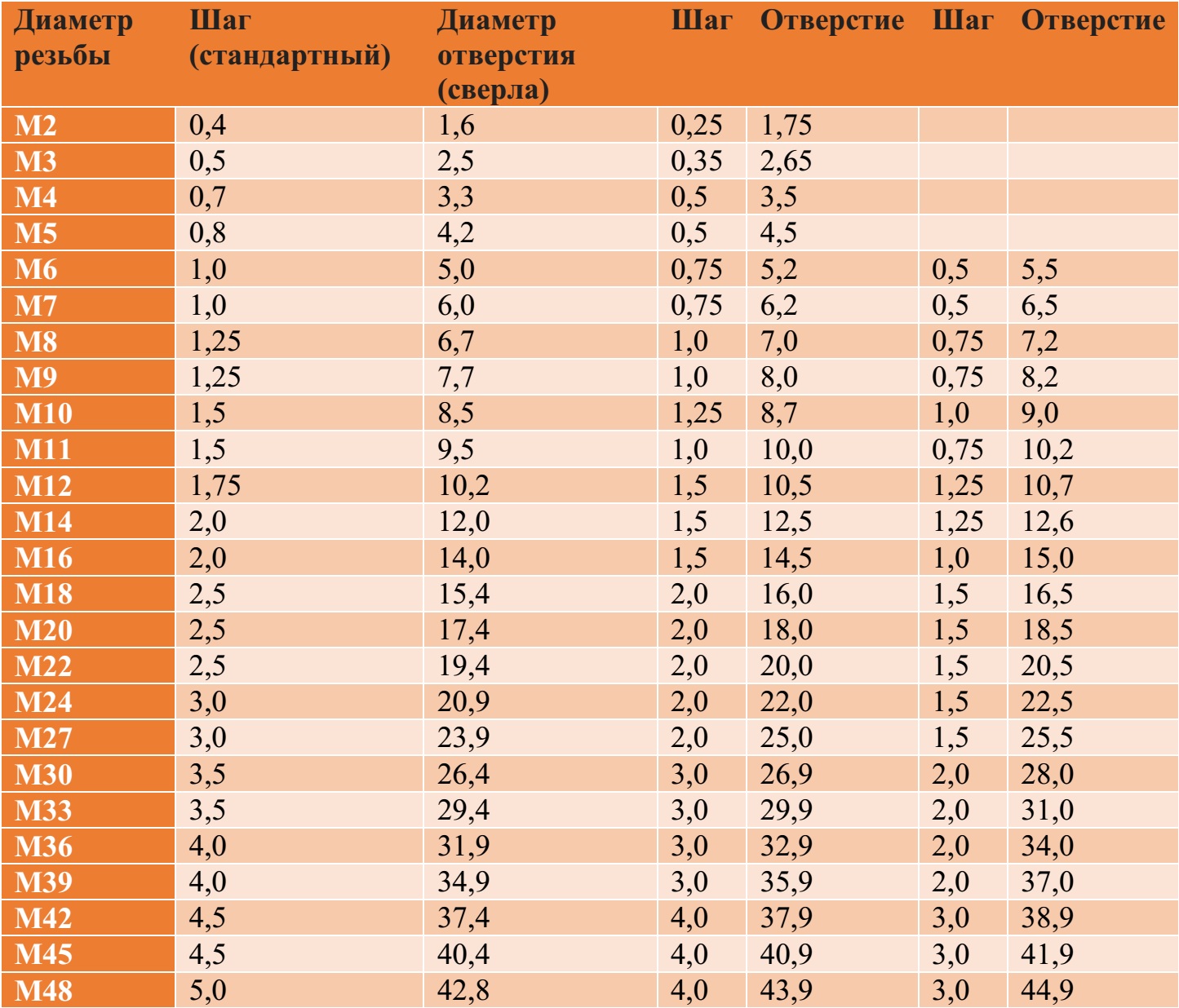 | 1606 Диаметр предварительного отверстия при обработке резьбы бесстружечными метчиками UNC-Резьба ASME В1.1 UNF-Резьба ASME В1.1 Whitworth Трубная резьба G | 1652 Drill diameters for prepared holes Metric Coarse and Fine Screw Thread Справочная таблица значений диаметра предварительного отверстия под нарезани | |
| 1352 Диаметр отверстия под нарезание резьбы метчиком Справочные таблицы Метрическая резьба ISO M Метрическая крупная резьба ISO DIN 13 и DIN ISO 965-1 D Di 0 P мм | 1353 Диаметр сверла для резьбовых отверстий Справочные таблицы рекомендованных значений Метрическая резьба ISO MF Метрическая мелкая резьба ISO DIN 13 и DIN ISO 96 | 1354 Диаметры отверстий под резьбу Метрическая резьба ISO 60° Крупная резьба по ASME B1.15 и ISO 3161 D Dl 0 P Gg/1 мин мм 3B макс мм 3B 0 мм 1-64 UNJC 1,467 1,570 | 1355 Значения диаметра отверстия под внутреннюю резьбу для резьбовых проволочных вставок Прочие виды P Dil D EG UNC Унифицированная крупная резьба для резьбовых вс | 1356 Диаметры отверстий под резьбу Техническая информация Американская резьба 60 Крупная резьба по ASMEСверхмелкая резьба по ASME B1. 1 D Dl 0 мм 0 P Gg/1 мин мм 2B 1 D Dl 0 мм 0 P Gg/1 мин мм 2B | 1357 Диаметр отверстия для нарезания резьбы метчиком Американская трубная резьба ti min. D NPT Американская стандартная трубная резьба по ASME B1.20.1 конус 1:16 N |
| 1358 Диаметры отверстий под резьбу Трубная резьба Дюймовая резьба Whitworth Трубная резьба по DIN EN ISO 228 BSW Дюймовая резьба по BS 84 D Di D Di 0 P Gg/1 мин мм | 1359 Диаметры отверстий под резьбу Резьбонарезание Дюймовая резьба Whitworth BA Британская стандартная резьба по BS 949, Part 2 Rc Коническая трубная резьба, конус | 1360 Диаметры отверстий под резьбу Накатывание резьбы Справочные таблицы значений Метрическая крупная резьба ISO DIN 13 и DIN ISO 965-1 Метрическая мелкая резьба I | 1361 Диаметры отверстий под резьбу Накатывание резьбы Метрическая крупная резьба ISO EG по DIN 8140 А Дюймовая резьба BSW по BS 84 Сверхмелкая резьба UNEF по ASME | 867 Рекомендуемые диаметры сверл под метрическую резьбу Recommended tap drill sizes Metric ISO threads | 868 Рекомендуемые диаметры сверления отверстий под дюймовую резьбу UNC UNF Диаметр сверла для трубной резьбы Whitworth pipe threads |
См. | |||||
Типы резьбы Назначение и обозначения / Thread types and applications | Перевод дюймов в мм Таблица / Inches to mm Conversion table | ||||
Метчики Конструкция / Thread taps for metal | Сверление отверстий в металле | ||||
Режущий инструмент, инструментальная оснастка и приспособления / | |||||
 также / See also :
также / See also :
Метрические резьбы. Диаметры стержней и допуски на них под метрическую резьбу М3-М50, выполняемую плашками.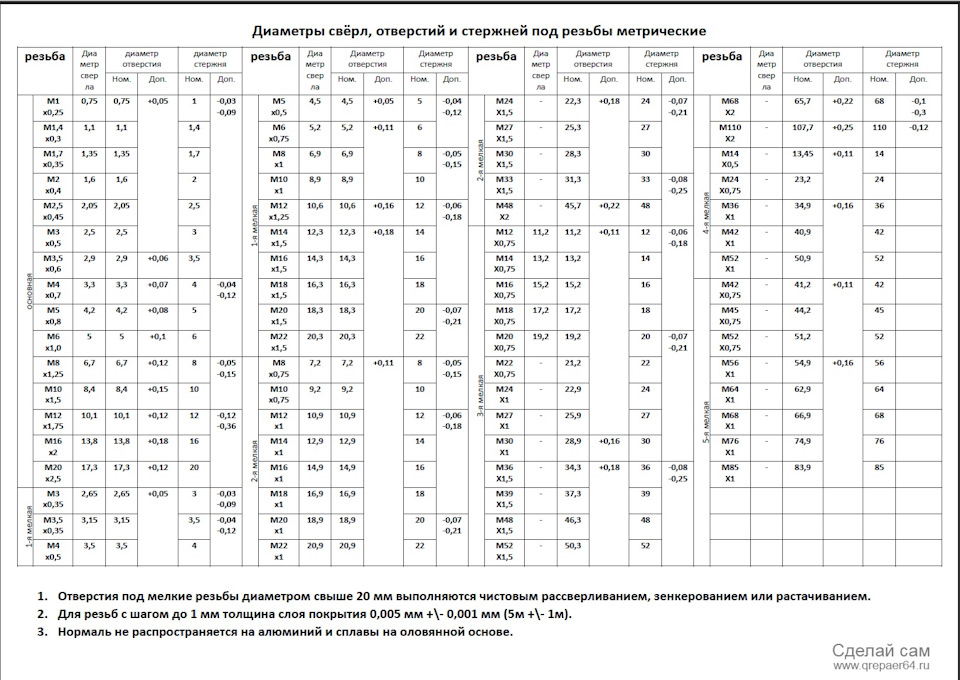 Диаметры сверл М1-М10 для высверливания отверстий под метрическую резьбу. Нарезание резьб плашками и метчиками. Диаметры сверл М1-М10 для высверливания отверстий под метрическую резьбу. Нарезание резьб плашками и метчиками.
Таблица 1. Диаметры стержней под метрическую резьбу, выполняемую плашками
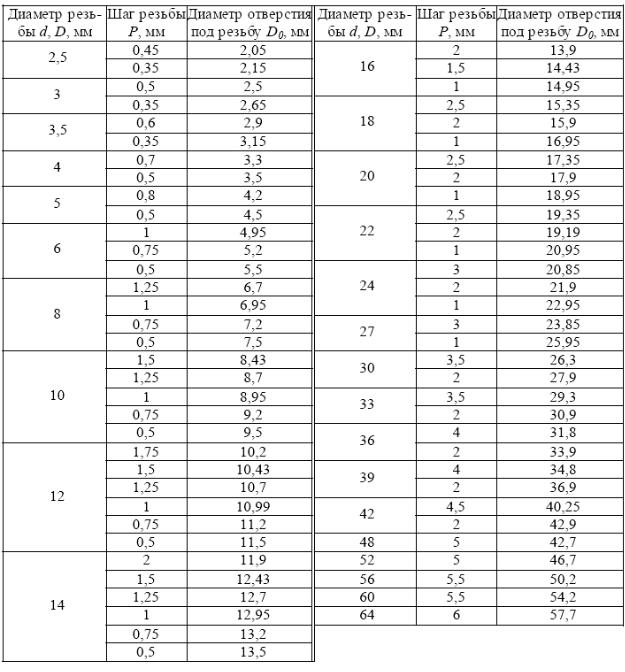
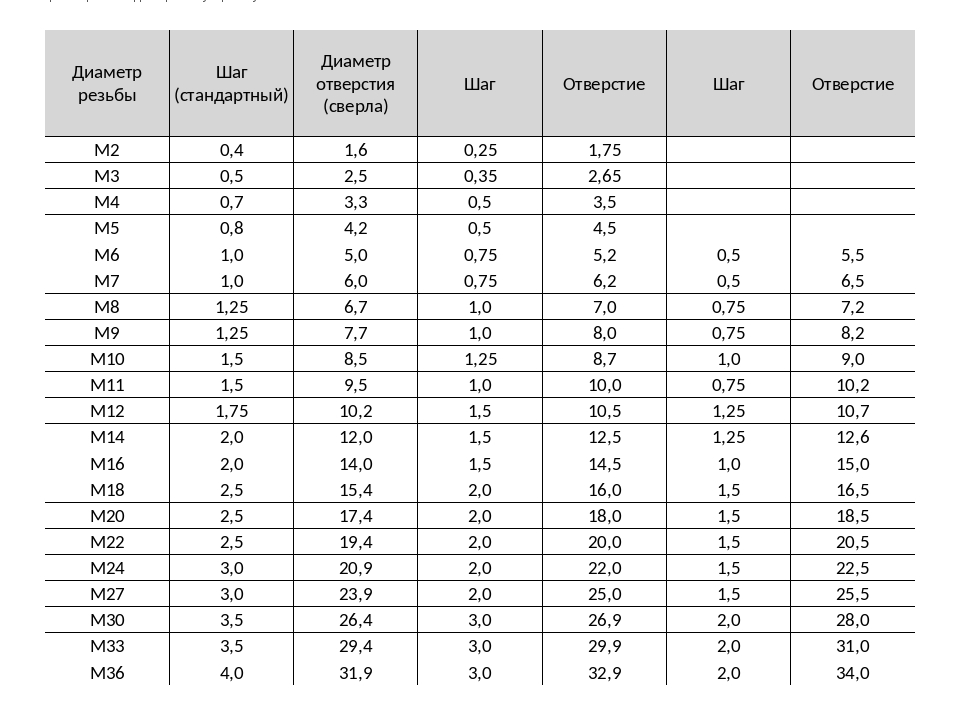
Таблица 2. Диаметры сверл для высверливания отверстий под метрическую резьбу
|
|||||

 Метчик – металлорежущий инструмент для нарезания внутренней резьбы в предварительно просверленных отверстиях. Бывают ручные (вращаются при помощи воротка) и станочные, гаечные и инструментальные (маточные и плашечные).При нарезании глубокой резьбы обычно применяют комплект из трех метчиков: первый метчик (обозначение – одна риска) – предварительный, второй (две риски) нарезает резьбу и третий (три риски или без низ) ее калибрует. Гаечные метчики пригодны для нарезания короткой резьбы (как в гайке) и имеют последовательно расположенные режущие кромки; после прохождения всей длины получают полную резьбу.
Метчик – металлорежущий инструмент для нарезания внутренней резьбы в предварительно просверленных отверстиях. Бывают ручные (вращаются при помощи воротка) и станочные, гаечные и инструментальные (маточные и плашечные).При нарезании глубокой резьбы обычно применяют комплект из трех метчиков: первый метчик (обозначение – одна риска) – предварительный, второй (две риски) нарезает резьбу и третий (три риски или без низ) ее калибрует. Гаечные метчики пригодны для нарезания короткой резьбы (как в гайке) и имеют последовательно расположенные режущие кромки; после прохождения всей длины получают полную резьбу. Очистку от стружки и смазывание повторяют, как и ранее.
Очистку от стружки и смазывание повторяют, как и ранее.Диаметры сверл для отверстий под нарезание резьбы
В табл.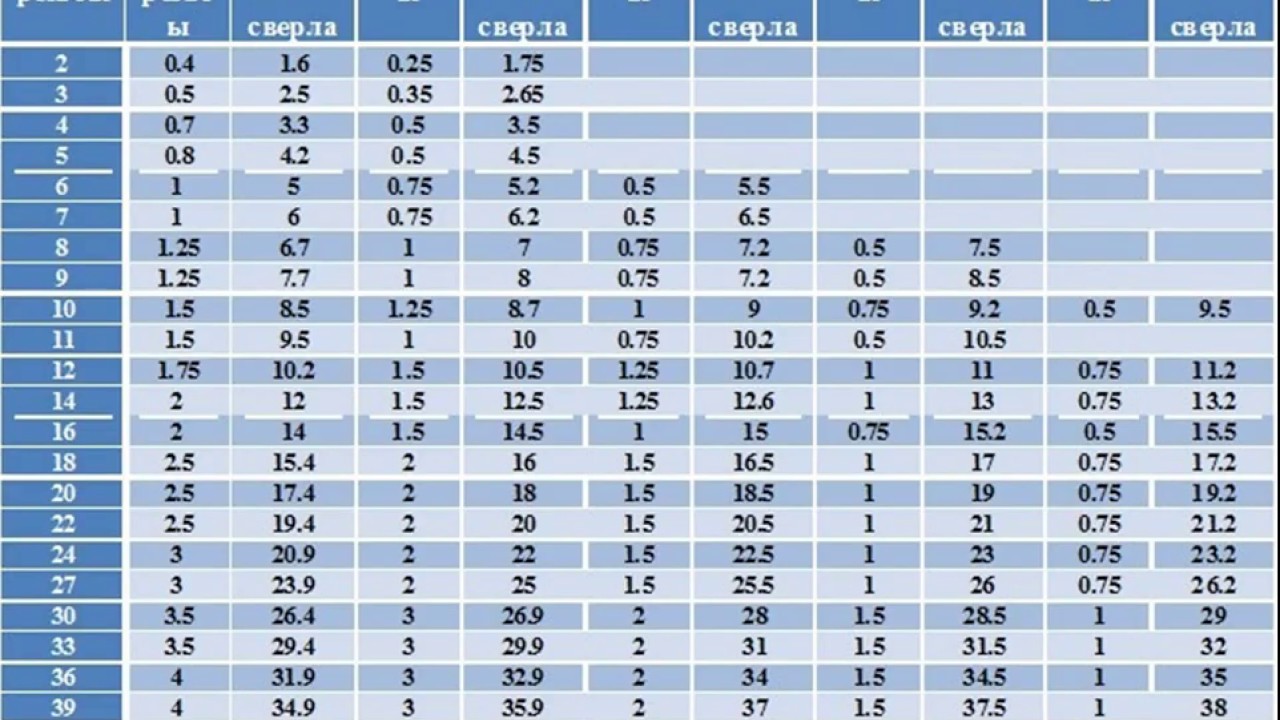 10 приведены диаметры сверл для отверстий под нарезание резьбы.
[c.18]
10 приведены диаметры сверл для отверстий под нарезание резьбы.
[c.18]Рекомендуемый диаметр сверл для отверстий под нарезание резьбы (по рекомендуемому приложению к ГОСТ 19257-73) [c.27]
Деталь комплексная 404, 405 Диаметры сверл для отверстий под нарезание резьбы 27 Допуск – Понятие 9 Допуски конструкторские 9 Допуски расположения осей отверстий после зенкерования 25,26 [c.902]
Большое значение имеет правильный выбор диаметра отверстия под резьбу. Диаметр сверла для отверстия под нарезание резьб выбирают по специальным таблицам (см. табл. 5.5). [c.210]
Диаметры сверл для отверстий под нарезание метрической резьбы. Размеры, мм [c.22]
Диаметры сверл для отверстий под нарезание дюймовых и трубных цилиндрических резьб (из Л кН 5386—64 и МН 5388—64) [c.277]
Диаметры сверл для отверстий под нарезание конических резьб (из МН 5387—64)
[c.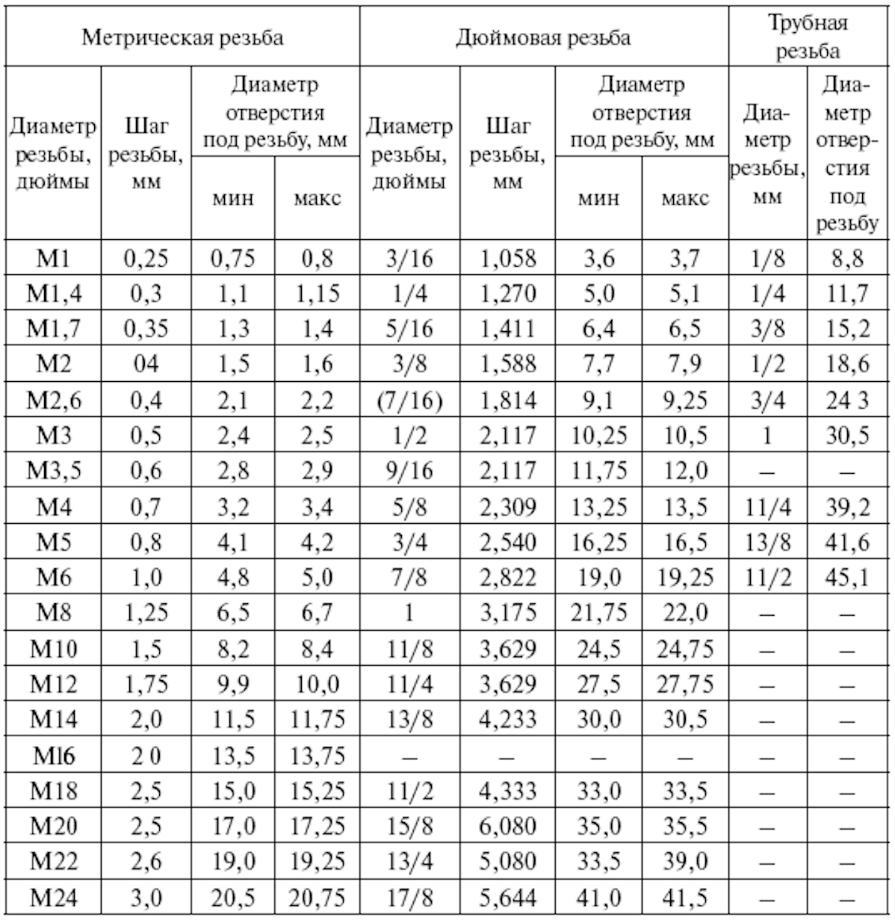 279]
279]
Диаметр сверла для отверстия под внутреннюю резьбу выбирается по таблицам и должен быть несколько меньше наружного, но больше внутреннего диаметра резьбы. Объясняется это тем, что при нарезании резьбы металл выдавливается и диа.метр отверстия уменьшается. [c.41]
Сверла – Область применения 515 – Рекомендуемый диаметр для отверстий под нарезание резьбы 27 [c.908]
В приложениях к нормалям приведены рекомендуемые диаметры сверл по ГОСТ 885-64 для отверстий под нарезание резьб. [c.20]
Номи- нальный диаметр, мм Шаг Р, мм Диаметр отверстия под резьбу Предельное (верхнее) отклонение диаметра Диаметры сверл для получения отверстий под нарезание резьбы [c.221]
Диаметры сверл, в мм, для отверстий под нарезание дюймовой резьбы [c.386]
П. Диаметры сверл для обработки отверстий под нарезание резьбы [c.223]
Диаметры сверл для обработки отверстий под нарезание резьбы приведены в табл. 11 и 12.
[c.225]
11 и 12.
[c.225]
Диаметры сверл (по ГОСТ 885-60) для обработки отверстий под нарезание метрических резьб с мелкими шагами (по ГОСТ 9150-59) [c.220]
При нарезании резьбы материал детали несколько выдавливается метчиком, и внутренний диаметр резьбы оказывается больше диаметра исходного отверстия. Это обстоятельство учтено в специальных таблицах, по которым выбирают диаметр отверстия под резьбу. Диаметры сверл для обработки отверстий в стальных деталях под нарезание метрических резьб с мелкими шагами приведены в табл. 16. [c.221]
Диаметры сверл для обработки отверстий под нарезание дюймовой резьбы в зависимости от обрабатываемого материала [c.258]
Диаметры сверл для обработки отверстий под нарезание трубной цилиндрической резьбы (ГОСТ 6357—81) [c.259]
Диаметры сверл для сверления отверстий под нарезание дюймовых и трубных резьб [c.257]
Диаметры сверл для обработки отверстий под нарезание метрических резьб (ГОСТ 9150—59) с крупными шагами [c.
 231]
231]Диаметр сверла под нарезание метрической резьбы метчиком и диаметр стержня под нарезание резьбы плашкой определяют соответственно по ГОСТ 19257—73 и ГОСТ 19258—73. Перед нарезанием резьбы в отверстии или на стержне протачивают фаску для захода инструмента. [c.49]
Диаметры сверл для обработки отверстий под нарезание метрической резьбы в чугуне и бронзе (в мм) [c.394]
Подбор сверл для сверления отверстий под резьбу. Диаметр сверла под нарезание метрической и трубной резьб определяют по справочным таблицам. Когда нельзя воспользоваться таблицами, диаметр отверстия под метрическую резьбу приближенно вычисляют по формуле [c.365]
Отверстия под резьбу. Диаметр отверстия под резьбу зависит от типоразмера последней и характера обрабатываемого материала. Для нарезания метрической резьбы с = (1 — Кс8, где — диаметр сверла й — номинальный диаметр резьбы Кс — коэффициент (табл. 27). Диаметры расточенных отверстий под нарезание метрических резьб приведены в табл. 28, а трубных цилиндрических — в табл. 29.
[c.818]
28, а трубных цилиндрических — в табл. 29.
[c.818]
При нарезании резьбы в отверстии большое значение имеет правильно выбранный диаметр сверла. Если диаметр просверленного отверстия больше, чем следует, получается неполная (по глубине) резьба, если диаметр отверстия меньше, то срывается резьба, или ломается инструмент. Диаметр сверла для сверления отверстия под резьбу выбирается по таблицам или рассчитывается по формулам [c.172]
Сверление отверстий под резьбу должно производиться правильно заточенными острыми сверлами. Отверстия под точные резьбы иногда зенкеруют и развертывают. Отверстия для глухих резьб желательно выполнять с проточкой под сбег резьбы. Диаметр отверстия под резьбу должен быть возможно большим. Для особо трудных условий нарезания высота резьбы может быть равна 75% от теоретической. [c.333]
Для получения качественной резьбы важно просверлить предварительно отверстие правильного диаметра. При большем диаметре профиль резьбы будет неполным, при меньшем — возникает опасность заклинивания и гГоломйи метчика. В процессе нарезания резьбы происходит не только снятие стружки, но частично и смятие металла. У твердых и хрупких материалов диаметр отверстия при нарезании резьбы изменяется меньше, чем у мягких и вязких материалов. Чтобы метчик не заклинился и не сломался, просверливают отверстие несколько большего диаметра, чем внутренний диаметр резьбы. Диаметр сверла для отверстия под метрическую резьбу в зависимости от материала и шага резьбы подбирают по табл. 1.
[c.40]
При большем диаметре профиль резьбы будет неполным, при меньшем — возникает опасность заклинивания и гГоломйи метчика. В процессе нарезания резьбы происходит не только снятие стружки, но частично и смятие металла. У твердых и хрупких материалов диаметр отверстия при нарезании резьбы изменяется меньше, чем у мягких и вязких материалов. Чтобы метчик не заклинился и не сломался, просверливают отверстие несколько большего диаметра, чем внутренний диаметр резьбы. Диаметр сверла для отверстия под метрическую резьбу в зависимости от материала и шага резьбы подбирают по табл. 1.
[c.40]
Наиболее благоприятные условия для нарезания резьбы метчиком создаются при подготовке отверстия сверлением или зенке-рованием. При нарезании резьбы материал детали частично выдавливается метчиком и внутренний диаметр резьбы получается больше диаметра отверстия, полученного при сверлении. При подготовке сверлением отверстий под нарезание резьбы метчиками необходимо диаметры сверл подбирать согласно ГОСТ 19257—73. Если диаметр отверстия, просверленного под резьбу, будет меньше рекомендуемого ГОСТом, нагрузка на метчик резко возрастет, резьба получится рваной, может заклинить и поломать метчик. Если диаметр просверленного отверстия окажется больше рекомендуемого, то резьба будет иметь неполный профиль.
[c.241]
Если диаметр отверстия, просверленного под резьбу, будет меньше рекомендуемого ГОСТом, нагрузка на метчик резко возрастет, резьба получится рваной, может заклинить и поломать метчик. Если диаметр просверленного отверстия окажется больше рекомендуемого, то резьба будет иметь неполный профиль.
[c.241]
Поэтому сверла для подготовки отверстия под резец в стальных деталях должны-быть больше (примерно на 0,1 мм), чем при чугунных деталях, что и отражено в таблицах диаметров сверл для обработкн отверстий под нарезание резьбы, приводимых в различных справочниках. [c.217]
Для пластичных материалов (сталь, латунь), дающих повышенный подъем витков после нарезания, диаметры сверл выбирают большими, чем для хрупких материалов (чугун, бронза). Диаметры сверл для обработки отверстий под нарезание метрических резьб с крупными и мелкими шагами нрнведены в табл. 78, 79, а для дюнмозон, трубной, конической дюймовой в табл. 80, 84, 85.
[c. 231]
231]
Выбор диаметра сверла под резьбу
Примечание. Н13 к Я14 – поля допусков. ВЫБОР ДИАМЕТРА СВЕРЛА ПОД РЕЗЬБУ [c.22]При нарезании резьбы возможны различные виды брака — поломка метчика в отверстии, рваная резьба, тупая резьба, срыв резьбы и др. Правильный выбор диаметра сверла под резьбу, применение исправных метчиков, внимательное наблюдение за работой станка обеспечивает нарезание резьбы без брака. [c.166]
Практически выбор диаметра сверла под резьбу производят по табл. 16. [c.167]
ВЫБОР ДИАМЕТРА СВЕРЛА ПОД РЕЗЬБУ [c.142]
Практически выбор диаметра сверла под резьбу производится по таблицам (см. приложения 10 и И). [c.151]
Большое значение имеет правильный выбор диаметра отверстия под резьбу. Диаметр сверла для отверстия под нарезание резьб выбирают по специальным таблицам (см. табл. 5.5).
[c.210]
Выбор диаметров сверл для сверления отверстий под резьбу [c.255]
В практике слесарной обработки при выборе диаметров сверл для отверстий под резьбу следует пользоваться данными табл. 14 и 15. При отсутствии таблиц размер диаметра отверстия под резьбу можно приближенно вычислить по формуле [c.257]
Нарезание внутренней резьбы в отверстиях. До нарезания резьбы необходимо просверлить отверстие соответствующего диаметра. Правильный выбор диаметра сверла при нарезании резьбы в отверстии имеет большое значение. Если диаметр отверстия слишком велик, резьба получается недостаточно глубокой (неполной) и молдиаметр отверстия под резьбу слишком мал, то при нарезании срывается резьба или ломается метчик. [c.200]
При выборе диаметра сверла для сверления отверстия под метрическую резьбу в различных металлах руководствуются данными [c.168]
Диаметр отверстия под резьбу должен быть несколько больше внутреннего диаметра резьбы. При этом следует учитывать материал изделия, в котором нарезается резьба в вязких металлах (латунь, сталь) диаметр отверстия должен быть несколько больше, чем в твердых (чугун, бронза). Для правильного выбора сверла при обработке отверстия под метрическую резьбу пользуются данными табл. 20.
[c.180]
При этом следует учитывать материал изделия, в котором нарезается резьба в вязких металлах (латунь, сталь) диаметр отверстия должен быть несколько больше, чем в твердых (чугун, бронза). Для правильного выбора сверла при обработке отверстия под метрическую резьбу пользуются данными табл. 20.
[c.180]
Выбор сверла под резьбу. Для полной гарантии качественного изготовления резьбы отверстие для нее изготовляют по размеру больше, внутреннего диаметра резьбы. [c.166]
Для работы метчиков важным является правильный выбор диаметра сверла для сверления под резьбу. [c.140]
Для выбора диаметра сверла при сверлении отверстий под внутреннюю резьбу можно пользоваться табл, 124—126. [c.286]
При сверлении отверстий под резьбу также надо иметь в виду твердость металла и соответственно с нею подбирать сверла. Для выбора диаметра сверла пользуются специальными таблицами (табл. 13).
[c.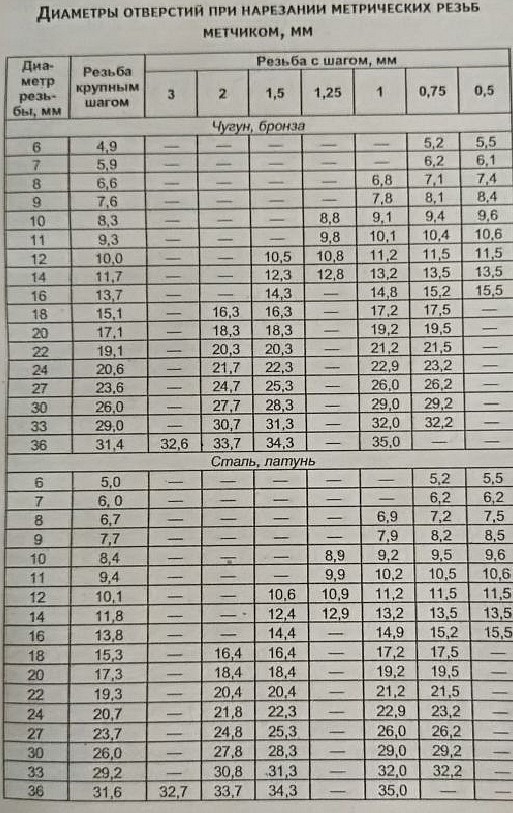 161]
161]
В табл. 163 приводятся рекомендации по выбору диаметра сверла для сверления отверстий под лты, винты, заклепки, шплинты, а также под резьбу. Так, например, для сверления отверстия под винт [c.310]
Сверление отверстий под резьбу и развертывание. Сверление отверстии под резьбу заключается в правильном выборе диаметра сверла. [c.108]
Сверление большого количества одинаковых деталей с высокой точностью осуществляется по кондуктору (шаблону, имеющему точно выполненные отверстия). Кондуктор накладывают на обрабатываемую заготовку или деталь и через отверстия в кондукторе производят сверление. Кондуктор не дает возможности сверлу отклоняться, благодаря чему отверстия получаются точными и расположенными на нужном расстоянии. При сверлении отверстия под резьбу необходимо пользоваться справочными пособиями для выбора величины диаметра сверла в соответствии с видом резьбы, а также с учетом механических свойств обрабатываемого материала.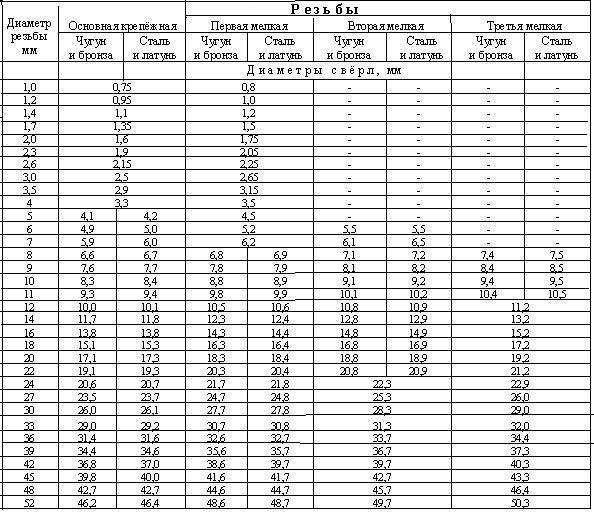 [c.52]
[c.52]
При сверлении отверстия под резьбу необходимо пользоваться справочными пособиями для выбора величины диаметра сверла, в соответствии с видом резьбы, а также с учетом механических свойств обрабатываемого материала. [c.80]
Диаметры отверстий под резьбу Для вязких материалов
Сверление отверстий под внутреннюю метрическую резьбу осуществляется по ГОСТ 19257-73 на основании диаметра и шага резьбы. При этом диаметр отверстия будет отличаться для углеродистых сталей и для вязких материалов, у которых из-за повышенных упругих деформаций и пластических свойств наблюдается значительный подъем витка (вспучивание) и поэтому диаметр отверстия для них будет несколько больше. К вязким материалам относятся сплавы магния, алюминиевые сплавы, латунь, титан, а также коррозионностойкие (нержавеющие) и жаропрочные стали.
При выборе типа сверла и режима сверления отверстия под резьбу необходимо руководствоваться типом обрабатываемого материала. Так для углеродистых сталей применяют сверла из быстрорежущей стали HSS и шлифованные сверла HSS-G, а для вязких материалов – сверла HSS-Co.
Так для углеродистых сталей применяют сверла из быстрорежущей стали HSS и шлифованные сверла HSS-G, а для вязких материалов – сверла HSS-Co.
Номинальный диаметр резьбы | Шаг резьбы | Диаметр сверла для углеродистых сталей | Диаметр сверла для вязких материалов |
2 | 0.25 | 1.75 | 1.8 |
0.4 | 1.6 | 1.65 | |
2.5 | 0.35 | 2.15 | 2.2 |
0.45 | 2. | 2.1 | |
3 | 0.5 | 2.5 | 2.6 |
0.35 | 3.15 | 3.2 | |
3.5 | 0.6 | 2.9 | 2.95 |
4 | 0.5 | 3.5 | 3.6 |
0.7 | 3.3 | 3.4 | |
5 | 0.5 | 4.5 | 4.6 |
0. | 4.2 | 4.3 | |
6 | 0.5 | 5.5 | 5.6 |
0.75 | 5.25 | 5.3 | |
1 | 5 | 5.1 | |
8 | 0.5 | 7.5 | 7.6 |
0.75 | 7.25 | 7.3 | |
1 | 7 | 7.1 | |
1.25 | 6. | 6.9 | |
10 | 0.5 | 9.5 | 9.6 |
0.75 | 9.25 | 9.3 | |
1 | 9 | 9.1 | |
1.25 | 8.8 | 8.9 | |
1.5 | 8.5 | 8.7 | |
12 | 0.75 | 11.25 | 11.3 |
1 | 11 | 11. | |
1.25 | 10.8 | 10.9 | |
1.5 | 10.5 | 10.7 | |
1.75 | 10.2 | 10.4 | |
14 | 0.75 | 13.25 | 13.3 |
1 | 13 | 13.1 | |
1.25 | 12.8 |
| |
1.5 | 12.5 | 12.7 | |
2 | 12 | 12. | |
16 | 0.5 | 15.5 |
|
0.75 | 15.25 |
| |
1 | 15 |
| |
1.5 | 14.5 |
| |
2 | 14 | 14.2 | |
18 | 0.5 | 17.5 |
|
0.75 | 17.25 |
| |
1 | 17 |
| |
1. | 16.5 |
| |
2 | 16 |
| |
2.5 | 15.5 |
| |
20 | 0.5 | 19.5 |
|
0.75 | 19.25 |
| |
1 | 19 |
| |
1.5 | 18.5 |
| |
2 | 18 |
| |
2.5 | 17.5 |
| |
22 | 0. | 21.5 |
|
0.75 | 21.25 |
| |
1 | 21 |
| |
1.5 | 20.5 |
| |
2 | 20 |
| |
2.5 | 19.5 |
| |
24 | 0.75 | 23.25 |
|
1 | 23 |
| |
1.5 | 22.5 |
| |
2 | 22 |
| |
3 | 21 |
| |
27 | 0. | 26.25 |
|
1 | 26 |
| |
1.5 | 25.5 |
| |
2 | 25 |
| |
3 | 24 |
| |
30 | 0.75 | 29.25 |
|
1 | 29 |
| |
1.5 | 28.5 |
| |
2 | 28 |
| |
3 | 27 |
| |
3. | 26.5 |
|
 05
05 8
8 8
8 1
1 2
2 5
5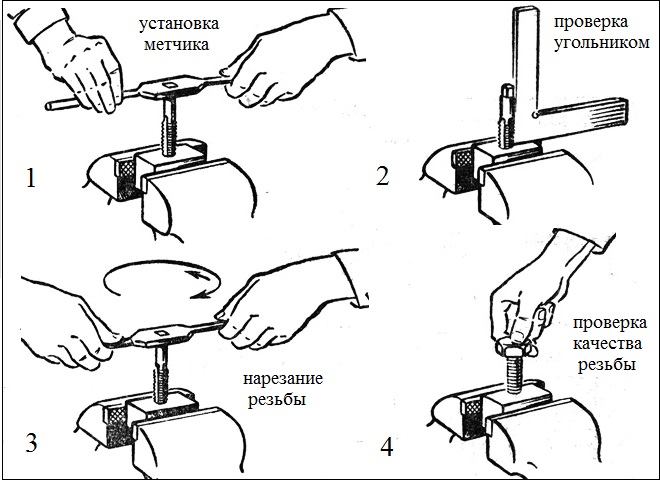 5
5 75
75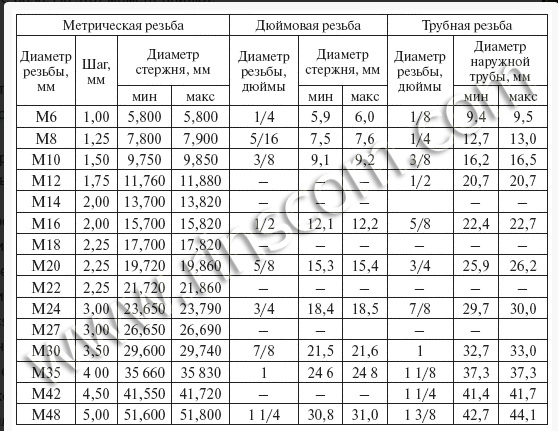 5
5
таблица размеров по ГОСТ — meig.ru
– ик: конструкция и параметрыЧтобы витки внутренней резьбы получились чистыми и аккуратными, а ее геометрические парамет те надо нарезать постепенно, путем поэтапного снята верхности. Именно поэтому с данной целью используют либостзделена на участки с различными геометрическими параметрами, либо наборы таких инструментов. Единичные метчики, рабочая часть которых имеет одинаковые геометрические параметры по всей своей длине, нужны в тех случаях, когда необходимо восстановить параметры уже имеющейся резьбы.
Минимальным набором, при помощи которого можно достаточно качественно выполнить обработку отверстий под резьбу, является комплект, состоящий из двух метчиков – чернового и чистового. Первый срезает со стенок отверстия под нарезание метрической резьбы тонкий слой металла и форуюолько углубляет сформированную канавку, но и зачищает ее.
Разновидности метчиков для резьбы и их отличия
Минимальный комплект метчиков
Комбинированные двухпроходные метчики или наборы, состоящие из двух инструментов, используются для резьбонарезания в отверстиях н 3ю резьбу большего диаметра необходимо использовать комбинированный трехпроходной инструмент или набор, состоящий из трех метчиков.
Некоторые разновидности воротков для метчиков
При использовании набора из трех метчиков, отличающихся как своей конструкцией, так и геометрическими параметрами, следует строго соблюдать последовательность их применения. Отличить их друг от друга можно как по специальным рискам, нанесенным на хвостовики, так и по конструктивным особенностям.
- Метчик, которым отверстие под нарезание метрической резьбы обрабатывается в первую очередь, отличается минимальным диаметром среди всех инструментов набора и режущими зубьями, верхняя часть которых сильно обрезана.
- Второй метуюее длинные гребни.
 Его рабочий диаметр занимает промежуточное значение между диаметрами остальных инструментов из набора.
Его рабочий диаметр занимает промежуточное значение между диаметрами остальных инструментов из набора. - Третий метчик, которым отверстие под нарезание метрической резьбы обрабатывается в последнюю очередь, характеризуется полными гребнями режущих зубцов и диаметром, который должен точно соответствовать размеру формируемой резьбы.
 Его рабочий диаметр занимает промежуточное значение между диаметрами остальных инструментов из набора.
Его рабочий диаметр занимает промежуточное значение между диаметрами остальных инструментов из набора.Комплект из трех метчиков
Как уже говорилось выше, перед началом работы надо просверлить отверстие, диаметр которого должен точно подходить под резьбу определенуедиаметры отверстий, предназначенных под нарезание метрической резэтолько к ее некачественному выполнению, но и к поломке метчика.
Учитывая тот факт, что метчик, формируя резьбовые канавки, не только срезает металл, но и продавливает его, диаметр сверла для выполнения резьбы должен быть несколько меньше, чем ее номинальный диаметр. Например, сверло под выполнение резьбы М3 должно иметь диаметр 2,5 мм, под М4 – 3,3 мм, для М5 следует выбирать сверло диаметром 4,2 мм, под резьбу М6 – 5 мм, М8 – 6,7 мм, М10 – 8,5 мм, а для М12 – 10,2.
Метчики со спиральными канавками: регулировка размера просверленного отверстия
При нарезании резьбы по разным материалам метчиками со спиральными канавками иногда могут возникать такие проблемы, как сколы метчика, поломка метчика, сварка метчика. Принятие некоторых мер предосторожности помогает преодолеть эти проблемы.
Выбор разного диаметра просверленного отверстия – это простой и осуществимый трюк. Сделав отверстие как можно большим , можно избежать проблем, упомянутых выше.К сожалению, выбор диаметра просверленного отверстия по-прежнему остается малоизвестной темой: лучшее понимание его роли в приложениях для нарезания резьбы может решить один раз и для большинства проблем нарезания резьбы.
Можно утверждать, что существует только один рекомендуемый диаметр просверленного отверстия для каждого размера метчика. Например, для нарезания резьбы M8x1,25 требуется просверленное отверстие 6,8 мм. Однако это утверждение вытекает из общепринятой практики и не совсем правильно. Действительно, для внутренней резьбы класса ISO 2 6H наименьший диаметр указан в пределах 6.Диапазон 912 ~ 6,647 мм.
Однако это утверждение вытекает из общепринятой практики и не совсем правильно. Действительно, для внутренней резьбы класса ISO 2 6H наименьший диаметр указан в пределах 6.Диапазон 912 ~ 6,647 мм.
Когда возникают проблемы нарезания резьбы, первое решение для их решения – это увеличить диаметр просверленного отверстия как можно больше и использовать максимальное значение e среди тех, которые находятся в указанном диапазоне (следовательно, в данном случае диаметр 6,912 мм ).
Взгляните на пример на картинке ниже:
Объем резания зависит от диаметра просверленного отверстияДля резьбы M8x1,25, отрегулировав диаметр просверленного отверстия с 6,8 мм до 6.9 мм (общий разброс около 1%) уменьшает объем чипа на 15%. Как следствие, нагрузка при нарезании резьбы снижается на 13%, преодолевая как проблемы поломки инструмента, так и проблемы сварки.
В следующей таблице приведены диаметры просверленных отверстий (в мм) для основной метрической резьбы.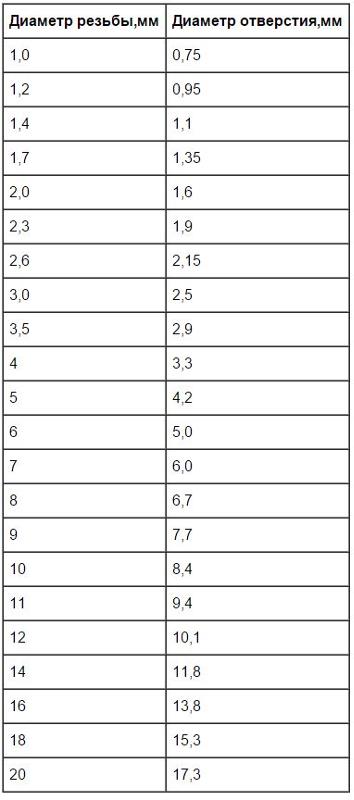 Yamawa предлагает рассматривать диаметр пробуренного отверстия , ближайший к максимальному малому диаметру (D1) внутренней резьбы.
Yamawa предлагает рассматривать диаметр пробуренного отверстия , ближайший к максимальному малому диаметру (D1) внутренней резьбы.
| РАЗМЕР | D1 МАКС. [Мм] | D1 мин. [Мм] | Размер просверленного отверстия [мм] | ||
|---|---|---|---|---|---|
| M1.4 X 0,3 | (1,142) | (1,075) | 1,13 | ||
| M1,6 X 0,35 | 1,321 | 1,221 | 1,30 | ||
| M1,7 X 0,35 | 1,421 | 1,321 | 1,40 | ||
| M2 X 0,4 | 1,679 | 1,567 | 1,65 | ||
| M2,5 X 0,45 | 2,138 | 2,013 | 2,11 | ||
| M3 X 0,5 | 2,599 | 2. 459 459 | 2,56 | ||
| M4 X 0,7 | 3,422 | 3,242 | 3,38 | ||
| M5 X 0,8 | 4,334 | 4,134 | 4,28 | ||
| M6 X 1 | 5,153 | 4,917 | 5,09 | ||
| M8 X 1,25 | 6,912 | 6,647 | 6,85 | ||
| M10 X 1,5 | 8,676 | 8,376 | 8,60 | ||
| M10 X 1.25 | 8,912 | 8,647 | 8,85 | ||
| M12 X 1,75 | 10,441 | 10,106 | 10,4 | ||
| M12 X 1,5 | 10,676 | 10,376 | 10,6 | ||
| M | 12,210 | 11,835 | 12,1 | ||
| M14 X 1,5 | 12,676 | 12,376 | 12,6 | ||
| M16 X 2 | 14,210 | 13. 835 835 | 14,1 | ||
| M16 X 1,5 | 14,676 | 14,376 | 14,6 | ||
| M18 X 2,5 | 15,744 | 15,294 | 15,6 | ||
| M18 X 1,5 | 16.67676 | 16.376 | 16.376 | 16,6 | |
| M20 X 2,5 | 17,744 | 17,294 | 17,6 | ||
| M20 X 1,5 | 18,676 | 18,376 | 18,6 | ||
| M24 X 3 | 21.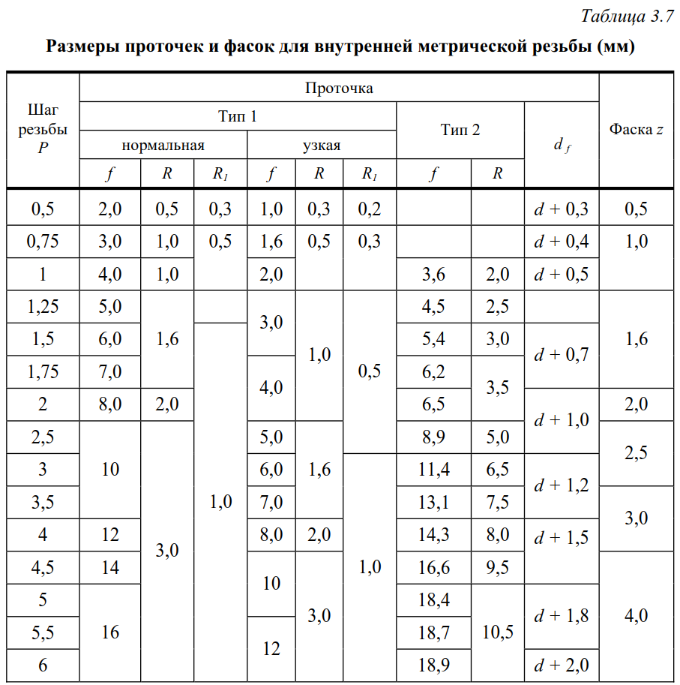 252 252 | 20,752 | 21,1 | ||
| M24 X 1,5 | 22,676 | 20,376 | 20,6 | ||
Диаметр шага и класс посадки
Рисунок 1A: Диаметр воображаемого цилиндра
Давайте сделаем быстрый шаг назад и определим шаг резьбы. Шаг – это расстояние от точки на винте. резьба до соответствующей точки на следующей резьбе, измеренная параллельно оси резьбы, см. рис. 1b
Шаг (в дюймах) = 1 / (Количество витков на дюйм) Пример: 4-40 UNC: P = 1/40 = 0.025 дюймов
Шаг метрической резьбы – это также расстояние от резьбы до соответствующих точек резьбы, за исключением того, что расстояние
от резьбы к резьбе измеряется в миллиметрах (мм). Кроме того, метрические размеры резьбы выражаются иначе, чем дюймовые.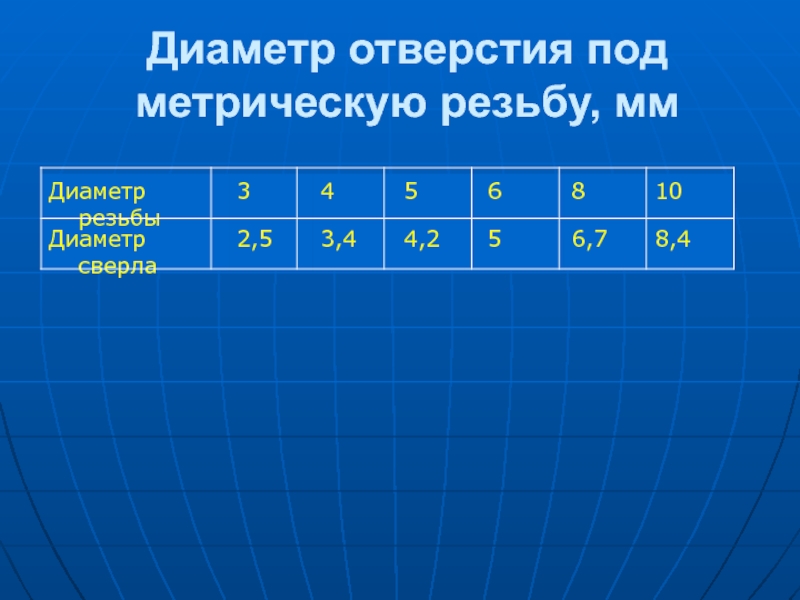
Пример: размер резьбы M10x1,5
Шаг (в мм) = 1,5
Класс соответствия:
Рисунок 1B: Определение диаметра шага
Класс посадки определяет диапазон допусков размеров резьбы, включая большой, малый и делительный диаметры резьбы. детали с внутренней или внешней резьбой.Чтобы не усложнять задачу, мы сосредоточимся на допусках на делительный диаметр. Обычно после размера резьбы указывается цифра и буква для обозначения класса посадки. На дюймовых размерах цифра 2 или 3 обозначает класс посадки, а буквы «A» или «B» обозначают внешнюю или внутреннюю резьбу соответственно. Резьбы класса 2A и 2B обычно относятся к категории коммерческого качества. Этот класс посадки имеет более широкий диапазон допусков. и он предназначен для общего использования застежек.
Резьба класса 3A и 3B относится к качеству точности, а иногда и к качеству аэрокосмической техники. Этот
класс посадки имеет более жесткий допуск и предназначен для применений, где точность и точность резьбы
являются обязательными.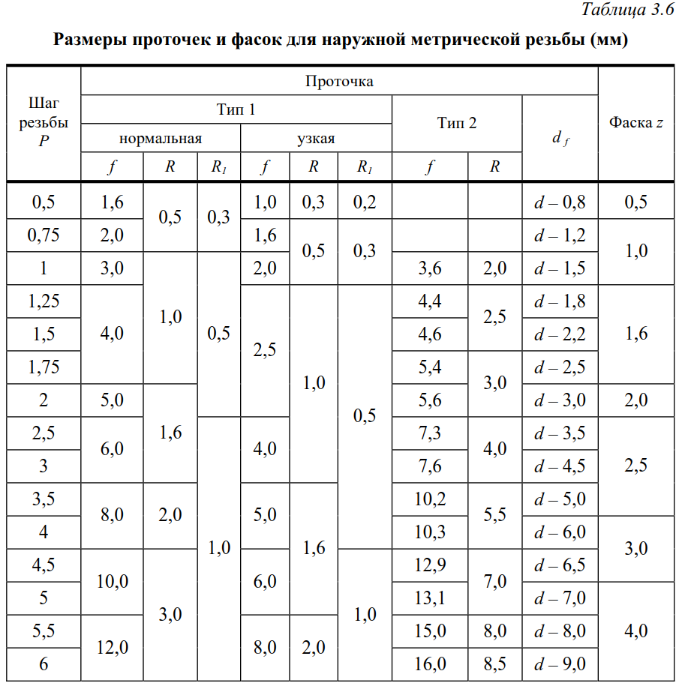 Поскольку для обеспечения этих более точных допусков необходимы прецизионное оборудование и средства измерения, более высокие
производственные затраты являются следствием определения этого класса посадки.
Поскольку для обеспечения этих более точных допусков необходимы прецизионное оборудование и средства измерения, более высокие
производственные затраты являются следствием определения этого класса посадки.
Во многих случаях необходимо компенсировать налет на резьбовом отверстии или вставке, используя метчики STI с большим шагом диаметра.Производитель смесителя делает это, указывая более крупный «предел H» на кране, в зависимости от величины компенсации, необходимой для покрытия. толщина. Каждый предел H представляет собой 0,0005 дюймов больше основного делительного диаметра.
Наилучший способ визуализации различий в классах посадки винтовой резьбы показан на гистограмме на Рисунке 2. В этом примере показан Пределы диаметра деления для внутренней и внешней стандартной резьбы ¼-28 UNF.
Метрическая резьба использует другую систему допусков диаметра деления.И эта система немного сложнее, чем та, что используется для дюймовой резьбы.
Класс допуска состоит из класса допуска и положения допуска. Степень допуска указывается числом, которое контролирует высоту тона.
допуски на диаметр (и диаметр гребня). Диаметр гребня – это наибольший диаметр на внешней резьбе, а меньший диаметр на внутренней.
нить. Положения допуска обозначаются буквами, прописными буквами для внутренней резьбы и строчными буквами для внешней резьбы.
Степень допуска указывается числом, которое контролирует высоту тона.
допуски на диаметр (и диаметр гребня). Диаметр гребня – это наибольший диаметр на внешней резьбе, а меньший диаметр на внутренней.
нить. Положения допуска обозначаются буквами, прописными буквами для внутренней резьбы и строчными буквами для внешней резьбы.
Пример:
| Класс допуска | ||
|---|---|---|
| Тип резьбы | Диаметр шага | Диаметр гребня |
| Наружная резьба | 4х5х | |
| Внутренняя резьба | 4H5H | |
Когда допуски диаметра шага и вершины одинаковы, обозначение записывается только один раз. Например; 4h5H нужно записать только как 4H.С участием с метрической резьбой, больший номер класса допуска указывает на более широкий диапазон допуска. Например; 4H приблизительно эквивалентен классу 3B (прецизионное качество), а 5H примерно соответствует классу 2B (коммерческое качество). Пожалуйста, см. Рисунок 3 для примера диаметра деления. пределы для внутренней и внешней стандартной резьбы M6x1.
Допуски диаметра шага более жесткие для резьбовых отверстий, предназначенных для спиральных вставок катушек. Эти отверстия имеют обозначение «STI». (Вставки с резьбой) после размера резьбы.Причина этого в том, что окончательная сборка должна соответствовать требованиям Федеральной Стандарты резьбы, поэтому допуски на нарезание резьбы должны быть более жесткими, чтобы учитывать допуски вставки проволоки. Класс посадки установленная вставка контролируется классом посадки резьбового отверстия. KFS предлагает метчики STI для дюймовой резьбы как класса 2B, так и 3B, а для метрической резьбы – допуски классов 4H и 5H.
Таблицы размеров крепежа | MechaniCalc
ПРИМЕЧАНИЕ. Эта страница использует JavaScript для форматирования уравнений для правильного отображения.Пожалуйста, включите JavaScript.
На этой странице представлены таблицы, в которых перечислены размеры дюймовых и метрических болтов, гаек и шайб. Для получения информации о болтовых соединениях см. Нашу справку по анализу болтовых соединений.
Содержание
Размеры оборудования: унифицированная дюймовая резьба
В этом разделе содержатся таблицы размеров для фурнитуры с дюймовой резьбой.
Размеры резьбы болта
Следующая таблица размеров резьбы для крупной и мелкой резьбы была адаптирована из ASME B1.1:
| Размер | Номинал (основной) Диаметр [дюйм] | Грубая резьба (UNC) | Мелкая резьба (UNF) | ||||||
|---|---|---|---|---|---|---|---|---|---|
| Резьба на дюйм | Растягивающее напряжение Площадь [дюйм 2 ] | Малая Площадь [в 2 ] | резьбы на дюйм | Растягивающее напряжение Площадь [дюйм 2 ] | Малая Площадь [в 2 ] | ||||
| # 0 | 0.0600 | — | — | — | 80 | 0,00180 | 0,00151 | ||
| № 2 | 0,0860 | 56 | 0,00370 | 0,00310 | 64 | 0,00394 | 0,00339 | ||
| # 4 | 0,1120 | 40 | 0,00604 | 0,00496 | 48 | 0.00661 | 0,00566 | ||
| # 5 | 0,1250 | 40 | 0,00796 | 0,00672 | 44 | 0,00830 | 0,00716 | ||
| № 6 | 0,1380 | 32 | 0,00909 | 0,00745 | 40 | 0,01015 | 0,00874 | ||
| № 8 | 0,1640 | 32 | 0.0140 | 0,01196 | 36 | 0,01474 | 0,01285 | ||
| № 10 | 0,1900 | 24 | 0,0175 | 0,01450 | 32 | 0,0200 | 0,0175 | ||
| 1/4 “ | 0,2500 | 20 | 0,0318 | 0,0269 | 28 | 0,0364 | 0.0326 | ||
| 5/16 “ | 0,3125 | 18 | 0,0524 | 0,0454 | 24 | 0,0580 | 0,0524 | ||
| 3/8 “ | 0,3750 | 16 | 0,0775 | 0,0678 | 24 | 0,0878 | 0,0809 | ||
| 7/16 “ | 0,4375 | 14 | 0.1063 | 0,0933 | 20 | 0,1187 | 0,1090 | ||
| 1/2 “ | 0,5000 | 13 | 0,1419 | 0,1257 | 20 | 0,1599 | 0,1486 | ||
| 9/16 “ | 0,5625 | 12 | 0,182 | 0,162 | 18 | 0,203 | 0.189 | ||
| 5/8 “ | 0,6250 | 11 | 0,226 | 0,202 | 18 | 0,256 | 0,240 | ||
| 3/4 “ | 0,7500 | 10 | 0,334 | 0,302 | 16 | 0,373 | 0,351 | ||
| 7/8 “ | 0,8750 | 9 | 0.462 | 0,419 | 14 | 0,509 | 0,480 | ||
| 1 “ | 1,0000 | 8 | 0.606 | 0,551 | 12 | 0,663 | 0,625 | ||
| 1-1 / 8 “ | 1,1250 | 7 | 0,763 | 0,693 | 12 | 0,856 | 0,812 | ||
| 1-1 / 4 “ | 1.2500 | 7 | 0,969 | 0,890 | 12 | 1,073 | 1.024 | ||
| 1-3 / 8 “ | 1,3750 | 6 | 1,155 | 1.054 | 12 | 1,315 | 1,260 | ||
| 1-1 / 2 “ | 1,5000 | 6 | 1,405 | 1,294 | 12 | 1.581 | 1,521 | ||
| 1-3 / 4 “ | 1.7500 | 5 | 1,90 | 1,74 | — | — | — | ||
| 2 “ | 2,0000 | 4,5 | 2,50 | 2,30 | — | — | — | ||
Размеры резьбы болта
Для расчета размеров унифицированной дюймовой резьбы можно использовать следующие уравнения:
| Уравнение, единицы США [дюймы] | Источник | |
|---|---|---|
| Малый диаметр | d м.внешний = d ном – 1,299038 / TPI | Справочник по машинам |
| Диаметр шага | d p.ext = d nom – 0,64 | ASME B1.1, раздел 10.1p |
| Номинальная площадь | ||
| Площадь растягивающего напряжения | ASME B1.1, Приложение B | |
| Малая зона (зона сдвига) |
В приведенной выше таблице d nom – номинальный диаметр в дюймах, а TPI – резьба на дюйм.
Минимальный диаметр отверстия с зазором
Следующая таблица отверстий с зазором адаптирована из ASME B18.2.8. Приведены минимальные диаметры отверстий .
| Размер болта | Диаметр болта. [дюйм] | Нормальная посадка [дюйм] | Плотная посадка [дюйм] | Свободная посадка [дюйм] |
|---|---|---|---|---|
| # 0 | 0,0600 | 0,076 | 0,067 | 0,094 |
| № 2 | 0.0860 | 0,102 | 0,094 | 0,116 |
| # 4 | 0,1120 | 0,128 | 0,120 | 0,144 |
| # 5 | 0,1250 | 0,156 | 0,141 | 0,172 |
| № 6 | 0,1380 | 0,170 | 0,154 | 0,185 |
| № 8 | 0,1640 | 0.196 | 0,180 | 0,213 |
| № 10 | 0,1900 | 0,221 | 0,206 | 0,238 |
| 1/4 “ | 0,2500 | 0,281 | 0,266 | 0,297 |
| 5/16 “ | 0,3125 | 0,344 | 0,328 | 0,359 |
| 3/8 “ | 0,3750 | 0,406 | 0.391 | 0,422 |
| 7/16 “ | 0,4375 | 0,469 | 0,453 | 0,484 |
| 1/2 “ | 0,5000 | 0,562 | 0,531 | 0.609 |
| 5/8 “ | 0,6250 | 0,688 | 0,656 | 0,734 |
| 3/4 “ | 0,7500 | 0,812 | 0,781 | 0.906 |
| 7/8 “ | 0,8750 | 0,938 | 0,906 | 1,031 |
| 1 “ | 1,0000 | 1.094 | 1,031 | 1,156 |
| 1-1 / 8 “ | 1,1250 | 1,219 | 1,156 | 1,312 |
| 1-1 / 4 “ | 1,2500 | 1,344 | 1,281 | 1,438 |
| 1-3 / 8 “ | 1.3750 | 1,500 | 1,438 | 1,609 |
| 1-1 / 2 “ | 1,5000 | 1,625 | 1,562 | 1,734 |
Длина резьбы болта
Согласно ASME B18.2.1, номинальную длину резьбы болтов дюймовой серии можно найти по:
где L – общая длина болта, а d nom – номинальный диаметр болта.
Размеры головки болта с шестигранной головкой
Следующая таблица размеров головок болтов с шестигранной головкой была адаптирована из ASME B18.6.3, таблица 29, «Размеры обычных (без шлицов) и шлицевых винтов с шестигранной головкой и большой шестигранной головкой». Эта таблица используется для оборудования меньшего размера.
| Размер | Номинал (основной) Диаметр [дюйм] | Ширина в квартирах | Высота головы | ||
|---|---|---|---|---|---|
| Минимум [дюйм] | Максимум [дюймы] | Минимум [дюйм] | Максимум [дюймы] | ||
| № 2 | 0,0860 | 0,120 | 0.125 | 0,040 | 0,050 |
| # 4 | 0,1120 | 0,181 | 0,188 | 0,049 | 0,060 |
| № 6 | 0,1380 | 0,244 | 0,250 | 0,080 | 0,093 |
| № 8 | 0,1640 | 0,244 | 0,250 | 0,096 | 0,110 |
| № 10 | 0.1900 | 0,305 | 0,312 | 0,105 | 0,120 |
| 1/4 “ | 0,2500 | 0,367 | 0,375 | 0,172 | 0,190 |
| 5/16 “ | 0,3125 | 0,489 | 0,500 | 0,208 | 0,230 |
| 3/8 “ | 0,3750 | 0,551 | 0,562 | 0.270 | 0,295 |
Следующая таблица размеров головок болтов с шестигранной головкой была адаптирована из ASME B18.2.1, Таблица 2, «Размеры болтов с шестигранной головкой».
| Размер | Номинал (основной) Диаметр [дюйм] | Ширина в квартирах | Высота головы | ||
|---|---|---|---|---|---|
| Номинальное [дюймы] | Минимум [дюйм] | Номинал [дюймы] | Минимум [дюйм] | ||
| 1/4 “ | 0.2500 | 7/16 “(0,438) | 0,425 | 11/64 “ | 0,150 |
| 5/16 “ | 0,3125 | 1/2 дюйма (0,500) | 0,484 | 7/32 “ | 0,195 |
| 3/8 “ | 0,3750 | 9/16 “(0,562) | 0,544 | 1/4 “ | 0,226 |
| 7/16 “ | 0,4375 | 5/8 “(0,625) | 0.603 | 19/64 “ | 0,272 |
| 1/2 “ | 0,5000 | 3/4 дюйма (0,750) | 0,725 | 11/32 “ | 0,302 |
| 5/8 “ | 0,6250 | 15/16 “(0,938) | 0,906 | 27/64 “ | 0,378 |
| 3/4 “ | 0,7500 | 1-1 / 8 “(1,125) | 1.088 | 1/2 “ | 0.455 |
| 7/8 “ | 0,8750 | 1-5 / 16 “(1,312) | 1,269 | 37/64 “ | 0,531 |
| 1 “ | 1,0000 | 1-1 / 2 “(1.500) | 1,450 | 43/64 “ | 0,591 |
| 1-1 / 8 “ | 1,1250 | 1-11 / 16 “(1,688) | 1,631 | 3/4 “ | 0,658 |
| 1-1 / 4 “ | 1.2500 | 1-7 / 8 “(1,875) | 1,812 | 27/32 “ | 0,749 |
| 1-3 / 8 “ | 1,3750 | 2-1 / 16 дюйма (2,062) | 1,994 | 29/32 “ | 0,810 |
| 1-1 / 2 “ | 1,5000 | 2-1 / 4 дюйма (2,250) | 2,175 | 1 “ | 0,902 |
| 1-5 / 8 “ | 1,6250 | 2-7 / 16 “(2,438) | 2.356 | 1-3 / 32 “ | 0,978 |
| 1-3 / 4 “ | 1.7500 | 2-5 / 8 “(2,625) | 2,538 | 1-5 / 32 “ | 1.054 |
| 1-7 / 8 “ | 1,8750 | 2-13 / 16 “(2,812) | 2,719 | 1-1 / 4 “ | 1,130 |
| 2 “ | 2,0000 | 3 дюйма (3.000) | 2,900 | 1-11 / 32 “ | 1.175 |
Размеры шестигранной гайки
Следующая таблица размеров шестигранных гаек была адаптирована из ASME B18.2.2, Таблица 1-1, «Размеры квадратных и шестигранных гаек для винтов». Эта таблица используется для оборудования меньшего размера.
| Размер | Номинал (основной) Диаметр [дюйм] | Ширина в квартирах | Толщина | ||
|---|---|---|---|---|---|
| Номинальное [дюймы] | Минимум [дюйм] | Минимум [дюйм] | Максимум [дюймы] | ||
| # 0 | 0.060 | 5/32 “(0,156) | 0,150 | 0,043 | 0,050 |
| № 2 | 0,086 | 3/16 дюйма (0,188) | 0,180 | 0,057 | 0,066 |
| # 4 | 0,112 | 1/4 дюйма (0,250) | 0,241 | 0,087 | 0,098 |
| № 6 | 0,138 | 5/16 “(0,312) | 0,302 | 0.102 | 0,114 |
| № 8 | 0,164 | 11/32 “(0,344) | 0,332 | 0,117 | 0,130 |
| № 10 | 0,190 | 3/8 дюйма (0,375) | 0,362 | 0,117 | 0,130 |
| 1/4 “ | 0,250 | 7/16 “(0,438) | 0,423 | 0,178 | 0,193 |
| 5/16 “ | 0.312 | 9/16 “(0,562) | 0,545 | 0,208 | 0,225 |
| 3/8 “ | 0,375 | 5/8 “(0,625) | 0.607 | 0,239 | 0,257 |
Приведенная ниже таблица размеров шестигранных гаек была адаптирована из ASME B18.2.2, таблица 4 «Размеры шестигранных гаек и шестигранных гаек».
| Размер | Номинал (основной) Диаметр [дюйм] | Ширина в квартирах | Толщина | ||
|---|---|---|---|---|---|
| Минимум [дюйм] | Максимум [дюймы] | Минимум [дюйм] | Максимум [дюймы] | ||
| 1/4 “ | 0.2500 | 0,428 | 0,438 | 0,212 | 0,226 |
| 5/16 “ | 0,3125 | 0,489 | 0,500 | 0,258 | 0,273 |
| 3/8 “ | 0,3750 | 0,551 | 0,563 | 0,320 | 0,337 |
| 7/16 “ | 0,4375 | 0,675 | 0,688 | 0.365 | 0,385 |
| 1/2 “ | 0,5000 | 0,736 | 0,750 | 0,427 | 0,448 |
| 9/16 “ | 0,5625 | 0,861 | 0,875 | 0,473 | 0,496 |
| 5/8 “ | 0,6250 | 0,922 | 0,938 | 0,535 | 0,559 |
| 3/4 “ | 0.7500 | 1.088 | 1,125 | 0,617 | 0,665 |
| 7/8 “ | 0,8750 | 1,269 | 1,312 | 0,724 | 0,776 |
| 1 “ | 1,0000 | 1,450 | 1,500 | 0,831 | 0,887 |
| 1-1 / 8 “ | 1,1250 | 1,631 | 1,688 | 0.939 | 0,999 |
| 1-1 / 4 “ | 1,2500 | 1,812 | 1,875 | 1,030 | 1.094 |
| 1-3 / 8 “ | 1,3750 | 1,994 | 2,062 | 1,138 | 1,206 |
| 1-1 / 2 “ | 1,5000 | 2,175 | 2,250 | 1,245 | 1,317 |
| 1-5 / 8 “ | 1.6250 | 2,350 | 2,430 | 1,364 | 1,416 |
| 1-3 / 4 “ | 1.7500 | 2,538 | 2,625 | 1,460 | 1,540 |
| 1-7 / 8 “ | 1,8750 | 2,722 | 2,813 | 1,567 | 1,651 |
| 2 “ | 2,0000 | 2,900 | 3.000 | 1.675 | 1,763 |
Размеры внутренней резьбы
Следующие уравнения можно использовать для расчета размеров внутренней резьбы для унифицированной дюймовой резьбы:
| Уравнение, единицы США [дюймы] | Источник | |
|---|---|---|
| Малый диаметр | d m.int = d nom – 1.08253175 / TPI | ASME B1.1, раздел 10.1s |
| Диаметр шага | d с.int = d nom – 0,64 | ASME B1.1, раздел 8.3 |
В приведенной выше таблице d nom – номинальный диаметр в дюймах, а TPI – резьба на дюйм.
Размеры плоской шайбы
Следующая таблица размеров плоских шайб была адаптирована из ASME B18.21.1, таблица 11 для плоских шайб типа A. Шайбы типа А бывают двух серий: узких и широких.
| Размер | Basic Dia.[дюйм] | серии | Внутренний диаметр, Базовый [дюйм] | Наружный диаметр, Базовый [дюйм] | Толщина, Basic [дюймы] |
|---|---|---|---|---|---|
| # 0 | 0,0600 | — | 0,078 | 0,188 | 0,020 |
| № 2 | 0,0860 | — | 0,094 | 0,250 | 0,020 |
| # 4 | 0,1120 | — | 0.125 | 0,312 | 0,032 |
| № 6 | 0,1380 | — | 0,156 | 0,375 | 0,049 |
| № 8 | 0,1640 | — | 0,188 | 0,438 | 0,049 |
| № 10 | 0,1900 | — | 0,219 | 0,500 | 0,049 |
| 1/4 “ | 0.2500 | Узкий | 0,281 | 0,625 | 0,065 |
| 1/4 “ | 0,2500 | широкий | 0,312 | 0,734 | 0,065 |
| 5/16 “ | 0,3125 | Узкий | 0,344 | 0,688 | 0,065 |
| 5/16 “ | 0,3125 | широкий | 0,375 | 0.875 | 0,083 |
| 3/8 “ | 0,3750 | Узкий | 0,406 | 0,812 | 0,065 |
| 3/8 “ | 0,3750 | широкий | 0,438 | 1.000 | 0,083 |
| 7/16 “ | 0,4375 | Узкий | 0,469 | 0,922 | 0,065 |
| 7/16 “ | 0.4375 | широкий | 0,500 | 1,250 | 0,083 |
| 1/2 “ | 0,5000 | Узкий | 0,531 | 1,062 | 0,095 |
| 1/2 “ | 0,5000 | широкий | 0,562 | 1,375 | 0,109 |
| 9/16 “ | 0,5625 | Узкий | 0,594 | 1.156 | 0,095 |
| 9/16 “ | 0,5625 | широкий | 0,625 | 1,469 | 0,109 |
| 5/8 “ | 0,6250 | Узкий | 0,656 | 1,312 | 0,095 |
| 5/8 “ | 0,6250 | широкий | 0,688 | 1,750 | 0,134 |
| 3/4 “ | 0.7500 | Узкий | 0,812 | 1,469 | 0,134 |
| 3/4 “ | 0,7500 | широкий | 0,812 | 2,000 | 0,148 |
| 7/8 “ | 0,8750 | Узкий | 0,938 | 1,750 | 0,134 |
| 7/8 “ | 0,8750 | широкий | 0,938 | 2.250 | 0,165 |
| 1 “ | 1,0000 | Узкий | 1,062 | 2,000 | 0,134 |
| 1 “ | 1,0000 | широкий | 1,062 | 2,500 | 0,165 |
| 1-1 / 8 “ | 1,1250 | Узкий | 1,250 | 2,250 | 0,134 |
| 1-1 / 8 “ | 1.1250 | широкий | 1,250 | 2,750 | 0,165 |
| 1-1 / 4 “ | 1,2500 | Узкий | 1,375 | 2,500 | 0,165 |
| 1-1 / 4 “ | 1,2500 | широкий | 1,375 | 3.000 | 0,165 |
| 1-3 / 8 “ | 1,3750 | Узкий | 1,500 | 2.750 | 0,165 |
| 1-3 / 8 “ | 1,3750 | широкий | 1,500 | 3,250 | 0,180 |
| 1-1 / 2 “ | 1,5000 | Узкий | 1,625 | 3.000 | 0,165 |
| 1-1 / 2 “ | 1,5000 | широкий | 1,625 | 3,500 | 0,180 |
| 1-5 / 8 “ | 1.6250 | — | 1,750 | 3,750 | 0,180 |
| 1-3 / 4 “ | 1.7500 | — | 1,875 | 4.000 | 0,180 |
| 1-7 / 8 “ | 1,8750 | — | 2,000 | 4,250 | 0,180 |
| 2 “ | 2,0000 | — | 2,125 | 4,500 | 0.180 |
Воспользуйтесь нашим калькулятором болтовых соединений, основанным на методике, описанной здесь.
- Расчет напряжений болтового соединения
- учитывает предварительную нагрузку, приложенную осевую нагрузку и приложенную поперечную нагрузку.
Размеры оборудования: метрическая резьба
В этом разделе содержатся таблицы размеров метрической резьбы.
Размеры резьбы болта
Следующая таблица размеров резьбы для резьбы с крупным и мелким шагом была создана с использованием стандартных размеров из ASME B1.13М. Предпочтительна резьба с крупным шагом, и ее следует использовать по возможности, как указано в ASME B1.13M. При построении таблицы использовались уравнения резьбы, приведенные ранее для области растягивающего напряжения и для небольшой площади.
Обозначение размера резьбы для метрической резьбы дается как «M [диаметр] x [шаг]». Например, резьба с номинальным диаметром 6 мм и шагом 1 мм обозначается как «M6 x 1».
| Номинал (основной) Диаметр [мм] | Крупный шаг | Мелкий шаг | ||||||
|---|---|---|---|---|---|---|---|---|
| Шаг [мм] | Растягивающее напряжение Площадь [мм 2 ] | Незначительный Площадь [мм 2 ] | Шаг [мм] | Растягивающее напряжение Площадь [мм 2 ] | Незначительный Площадь [мм 2 ] | |||
| 1.6 | 0,35 | 1,270 | 1.076 | — | — | — | ||
| 2 | 0,4 | 2,073 | 1,789 | — | — | — | ||
| 2,5 | 0,45 | 3,391 | 2,980 | — | — | — | ||
| 3 | 0.5 | 5,031 | 4,473 | — | — | — | ||
| 3,5 | 0,6 | 6,775 | 6.000 | — | — | — | ||
| 4 | 0,7 | 8,779 | 7,750 | — | — | — | ||
| 5 | 0.8 | 14,18 | 12,68 | — | — | — | ||
| 6 | 1 | 20,12 | 17,89 | — | — | — | ||
| 8 | 1,25 | 36,61 | 32,84 | 1 | 39,17 | 36,03 | ||
| 10 | 1.5 | 57,99 | 52,29 | 1,25 | 61,20 | 56,30 | ||
| 12 | 1,75 | 84,27 | 76,25 | 1,25 | 92,07 | 86,04 | ||
| 14 | 2 | 115,4 | 104,7 | 1,5 | 124,5 | 116,1 | ||
| 16 | 2 | 156.7 | 144,1 | 1,5 | 167,2 | 157,5 | ||
| 20 | 2,5 | 244,8 | 225,2 | 1,5 | 271,5 | 259,0 | ||
| 24 | 3 | 352,5 | 324,3 | 2 | 384,4 | 364,6 | ||
| 30 | 3.5 | 560,6 | 519,0 | 2 | 621,2 | 596,0 | ||
| 36 | 4 | 816,7 | 759,3 | 2 | 914,5 | 883,8 | ||
| 42 | 4,5 | 1121 | 1045 | 2 | 1264 | 1228 | ||
| 48 | 5 | 1473 | 1377 | 2 | 1671 | 1629 | ||
| 56 | 5.5 | 2030 | 1905 | 2 | 2301 | 2252 | ||
| 64 | 6 | 2676 | 2520 | 2 | 3031 | 2975 | ||
| 72 | 6 | 3460 | 3282 | 2 | 3862 | 3799 | ||
| 80 | 6 | 4344 | 4144 | 1.5 | 4851 | 4798 | ||
| 90 | 6 | 5591 | 5364 | 2 | 6099 | 6020 | ||
| 100 | 6 | 6995 | 6740 | 2 | 7562 | 7473 | ||
| 110 | — | — | — | 2 | 9182 | 9084 | ||
Размеры резьбы болта
Следующие уравнения можно использовать для расчета размеров метрической резьбы ISO.Профиль резьбы основан на параметре H, высоте основного треугольника. Значение H связано с шагом резьбы P следующим образом:
| Уравнение, метрические единицы [мм] | Источник | |
|---|---|---|
| Малый диаметр | d m.ext = d nom – 1,226869 · P | Шигли |
| Диаметр шага | d p.ext = d nom – 0.75 · H = d nom – 0,64 | Справочник по машинам |
| Номинальная площадь | ||
| Площадь растягивающего напряжения | ASME B1.13M, Приложение B | |
| Малая зона (зона сдвига) |
В приведенной выше таблице d nom – номинальный диаметр в миллиметрах, а P – шаг резьбы в миллиметрах.
Минимальный диаметр отверстия с зазором
Следующая таблица отверстий с зазором адаптирована из ASME B18.2.8. Приведены минимальные диаметры отверстий . Эта таблица также соответствует таблице рекомендуемых отверстий с зазором из ASME B18.2.3.1M.
| Размер болта | Нормальная посадка [мм] | Плотная посадка [мм] | Свободная посадка [мм] |
|---|---|---|---|
| M1.6 | 1,8 | 1,7 | 2 |
| м2 | 2.4 | 2,2 | 2,6 |
| M2,5 | 2,9 | 2,7 | 3,1 |
| М3 | 3,4 | 3,2 | 3,6 |
| М4 | 4,5 | 4,3 | 4,8 |
| M5 | 5,5 | 5,3 | 5,8 |
| M6 | 6,6 | 6,4 | 7 |
| M8 | 9 | 8.4 | 10 |
| M10 | 11 | 10,5 | 12 |
| M12 | 13,5 | 13 | 14,5 |
| M14 | 15,5 | 15 | 16,5 |
| M16 | 17,5 | 17 | 18,5 |
| M20 | 22 | 21 | 24 |
| M24 | 26 | 25 | 28 |
| M30 | 33 | 31 | 35 |
| M36 | 39 | 37 | 42 |
| M42 | 45 | 43 | 48 |
| M48 | 52 | 50 | 56 |
| M56 | 62 | 58 | 66 |
| M64 | 70 | 66 | 74 |
| M72 | 78 | 74 | 82 |
| M80 | 86 | 82 | 91 |
| M90 | 96 | 93 | 101 |
| M100 | 107 | 104 | 112 |
Длина резьбы болта
Согласно ASME B18.2.3.1M, таблица 7, «Длина резьбы», номинальную длину резьбы метрических болтов можно найти по:
где L – общая длина болта, а d nom – номинальный диаметр болта.
Размеры головки болта с шестигранной головкой
Следующая таблица размеров головок болтов с шестигранной головкой была адаптирована из ASME B18.6.7M, Таблица 14, «Размеры крепежных винтов с шестигранной головкой». Эта таблица используется для оборудования меньшего размера.
| Номинальный диаметр и шаг резьбы | Ширина в квартирах | Высота головы | ||
|---|---|---|---|---|
| Минимум [мм] | Максимум [мм] | Минимум [мм] | Максимум [мм] | |
| M2 x 0.4 | 3,02 | 3,20 | 1,3 | 1,6 |
| M2,5 x 0,45 | 3,82 | 4,00 | 1,8 | 2,1 |
| M3 x 0,5 | 4,82 | 5,00 | 2,0 | 2,3 |
| M3,5 x 0,6 | 5,32 | 5,50 | 2,3 | 2,6 |
| M4 x 0,7 | 6.78 | 7,00 | 2,6 | 3,0 |
| M5 x 0,8 | 7,78 | 8,00 | 3,3 | 3,8 |
| M6 x 1 | 9,78 | 10,00 | 4,1 | 4,7 |
| M8 x 1,25 | 12,73 | 13,00 | 5,2 | 6,0 |
| M10 x 1,5 | 15,73 | 16.00 | 6,5 | 7,5 |
| M12 x 1,75 | 17,73 | 18,00 | 7,8 | 9,0 |
Следующая таблица размеров головок болтов с шестигранной головкой была адаптирована из ASME B18.2.3.1M, Таблица 3, «Размеры винтов с шестигранной головкой».
| Номинальный диаметр и шаг резьбы | Ширина в квартирах | Высота головы | ||
|---|---|---|---|---|
| Минимум [мм] | Максимум [мм] | Минимум [мм] | Максимум [мм] | |
| M5 x 0.8 | 7,78 | 8,00 | 3,35 | 3,65 |
| M6 x 1 | 9,78 | 10 | 3,85 | 4,15 |
| M8 x 1,25 | 12,73 | 13,00 | 5,10 | 5,50 |
| M10 x 1,5 | 15,73 | 16,00 | 6,17 | 6,63 |
| M12 x 1,75 | 17.73 | 18,00 | 7,24 | 7,76 |
| M14 x 2 | 20,67 | 21,00 | 8,51 | 9,09 |
| M16 x 2 | 23,67 | 24,00 | 9,68 | 10,32 |
| M20 x 2,5 | 29,16 | 30,00 | 12,12 | 12,88 |
| M24 x 3 | 35,00 | 36.00 | 14,46 | 15,44 |
| M30 x 3,5 | 45,00 | 46,00 | 17,92 | 19,48 |
| M36 x 4 | 53,80 | 55,00 | 21,62 | 23,38 |
| M42 x 4,5 | 62,90 | 65,00 | 25,03 | 26,97 |
| M48 x 5 | 72,60 | 75.00 | 28,93 | 31,07 |
| M56 x 5,5 | 82,20 | 85,00 | 33,80 | 36,20 |
| M64 x 6 | 91,80 | 95,00 | 38,68 | 41,32 |
| M72 x 6 | 101,40 | 105,00 | 43,55 | 46,45 |
| M80 x 6 | 111,00 | 115.00 | 48,42 | 51,58 |
| M90 x 6 | 125,50 | 130,00 | 54,26 | 57,75 |
| M100 x 6 | 140,00 | 145,00 | 60,10 | 63,90 |
Размеры шестигранной гайки
Следующая таблица размеров шестигранных гаек была адаптирована из ASME B18.2.4.1M, Таблица 1, «Размеры шестигранных гаек, стиль 1.» Для получения дополнительной информации также см. ASME B18.2.4.2M, таблица 1, «Размеры шестигранных гаек типа 2».
| Номинальный диаметр и шаг резьбы | Ширина в квартирах | Толщина | ||
|---|---|---|---|---|
| Минимум [мм] | Максимум [мм] | Минимум [мм] | Максимум [мм] | |
| M1,6 x 0,35 | 3,02 | 3,20 | 1,05 | 1,30 |
| M2 x 0,4 | 3,82 | 4.00 | 1,35 | 1,60 |
| M2,5 x 0,45 | 4,82 | 5,00 | 1,75 | 2,00 |
| M3 x 0,5 | 5,32 | 5,50 | 2,15 | 2,40 |
| M3,5 x 0,6 | 5,82 | 6,00 | 2,55 | 2,80 |
| M4 x 0,7 | 6,78 | 7,00 | 2.90 | 3,20 |
| M5 x 0,8 | 7,78 | 8,00 | 4,40 | 4,70 |
| M6 x 1 | 9,78 | 10,00 | 4,90 | 5,20 |
| M8 x 1,25 | 12,73 | 13,00 | 6,44 | 6,80 |
| M10 x 1,5 | 15,73 | 16,00 | 8,04 | 8.40 |
| M12 x 1,75 | 17,73 | 18,00 | 10,37 | 10,80 |
| M14 x 2 | 20,67 | 21,00 | 12,10 | 12,80 |
| M16 x 2 | 23,67 | 24,00 | 14,10 | 14,80 |
| M20 x 2,5 | 29,16 | 30,00 | 16,90 | 18.00 |
| M24 x 3 | 35,00 | 36,00 | 20,20 | 21,50 |
| M30 x 3,5 | 45,00 | 46,00 | 24,30 | 25,60 |
| M36 x 4 | 53,80 | 55,00 | 29,40 | 31,00 |
Размеры внутренней резьбы
Следующие уравнения можно использовать для расчета размеров внутренней резьбы для метрической резьбы ISO:
| Уравнение, метрические единицы [мм] | Источник | |
|---|---|---|
| Малый диаметр | d м.int = d nom – 1,25 · H = d nom – 1.08253175 · P | Справочник по машинам |
| Диаметр шага | d p.int = d nom – 0,75 · H = d nom – 0,64 | Справочник по машинам |
В приведенной выше таблице d nom – номинальный диаметр в миллиметрах, а P – шаг резьбы в миллиметрах.
Размеры плоской шайбы
Следующая таблица размеров плоских шайб была адаптирована из ASME B18.22M, таблица 1, «Размеры метрических плоских шайб (общего назначения)». Простые шайбы бывают трех серий: обычные, узкие и широкие.
| Номинальный размер | серии | Внутренний диаметр | Внешний диаметр | Толщина | |||
|---|---|---|---|---|---|---|---|
| Мин. [Мм] | Макс [мм] | Мин. [Мм] | Макс [мм] | Мин. [Мм] | Макс [мм] | ||
| M1.6 | Узкий | 1.95 | 2,09 | 3,70 | 4,00 | 0,50 | 0,70 |
| M1.6 | Обычный | 1,95 | 2,09 | 4,70 | 5,00 | 0,50 | 0,70 |
| M1.6 | широкий | 1,95 | 2,09 | 5,70 | 6,00 | 0,60 | 0,90 |
| м2 | Узкий | 2.50 | 2,64 | 4,70 | 5,00 | 0,60 | 0,90 |
| м2 | Обычный | 2,50 | 2,64 | 5,70 | 6,00 | 0,60 | 0,90 |
| м2 | широкий | 2,50 | 2,64 | 7,64 | 8,00 | 0,60 | 0,90 |
| М2.5 | Узкий | 3,00 | 3,14 | 5,70 | 6,00 | 0,60 | 0,90 |
| M2,5 | Обычный | 3,00 | 3,14 | 7,64 | 8,00 | 0,60 | 0,90 |
| M2,5 | широкий | 3,00 | 3,14 | 9,64 | 10,00 | 0,80 | 1.20 |
| М3 | Узкий | 3,50 | 3,68 | 6,64 | 7,00 | 0,60 | 0,90 |
| М3 | Обычный | 3,50 | 3,68 | 9,64 | 10,00 | 0,80 | 1,20 |
| М3 | широкий | 3,50 | 3,68 | 11,57 | 12.00 | 1,00 | 1,40 |
| M3,5 | Узкий | 4,00 | 4,18 | 8,64 | 9,00 | 0,80 | 1,20 |
| M3,5 | Обычный | 4,00 | 4,18 | 9,64 | 10,00 | 1,00 | 1,40 |
| M3,5 | широкий | 4,00 | 4.18 | 14,57 | 15,00 | 1,20 | 1,75 |
| М4 | Узкий | 4,70 | 4,88 | 9,64 | 10,00 | 0,80 | 1,20 |
| М4 | Обычный | 4,70 | 4,88 | 11,57 | 12,00 | 1,00 | 1,40 |
| М4 | широкий | 4.70 | 4,88 | 15,57 | 16,00 | 1,60 | 2,30 |
| M5 | Узкий | 5,60 | 5,78 | 10,57 | 11,00 | 1,00 | 1,40 |
| M5 | Обычный | 5,60 | 5,78 | 14,57 | 15,00 | 1,20 | 1,75 |
| M5 | широкий | 5.60 | 5,78 | 19,48 | 20,00 | 1,60 | 2,30 |
| M6 | Узкий | 6,65 | 6,87 | 12,57 | 13,00 | 1,20 | 1,75 |
| M6 | Обычный | 6,65 | 6,87 | 18,28 | 18,80 | 1,20 | 1,75 |
| M6 | широкий | 6.65 | 6,87 | 24,88 | 25,40 | 1,60 | 2,30 |
| M8 | Узкий | 8,90 | 9,12 | 18,28 | 18,80 | 1,60 | 2,30 |
| M8 | Обычный | 8,90 | 9,12 | 24,88 | 25,40 | 1,60 | 2,30 |
| M8 | широкий | 8.90 | 9,12 | 31,38 | 32,00 | 2,00 | 2,80 |
| M10 | Узкий | 10,85 | 11,12 | 19,48 | 20,00 | 1,60 | 2,30 |
| M10 | Обычный | 10,85 | 11,12 | 27,48 | 28,00 | 2,00 | 2,80 |
| M10 | широкий | 10.85 | 11,12 | 38,38 | 39,00 | 2,50 | 3,50 |
| M12 | Узкий | 13,30 | 13,57 | 24,88 | 25,40 | 2,00 | 2,80 |
| M12 | Обычный | 13,30 | 13,57 | 33,38 | 34,00 | 2,50 | 3,50 |
| M12 | широкий | 13.30 | 13,57 | 43,38 | 44,00 | 2,50 | 3,50 |
| M14 | Узкий | 15,25 | 15,52 | 27,48 | 28,00 | 2,00 | 2,80 |
| M14 | Обычный | 15,25 | 15,52 | 38,38 | 39,00 | 2,50 | 3,50 |
| M14 | широкий | 15.25 | 15,52 | 49,38 | 50,00 | 3,00 | 4,00 |
| M16 | Узкий | 17,25 | 17,52 | 31,38 | 32,00 | 2,50 | 3,50 |
| M16 | Обычный | 17,25 | 17,52 | 43,38 | 44,00 | 3,00 | 4,00 |
| M16 | широкий | 17.25 | 17,68 | 54,80 | 56,00 | 3,50 | 4,60 |
| M20 | Узкий | 21,80 | 22,13 | 38,38 | 39,00 | 3,00 | 4,00 |
| M20 | Обычный | 21,80 | 22,32 | 49,00 | 50,00 | 3,50 | 4,60 |
| M20 | широкий | 21.80 | 22,32 | 64,80 | 66,00 | 4,00 | 5,10 |
| M24 | Узкий | 25,60 | 26,12 | 43,00 | 44,00 | 3,50 | 4,60 |
| M24 | Обычный | 25,60 | 26,12 | 54,80 | 56,00 | 4,00 | 5,10 |
| M24 | широкий | 25.60 | 26,12 | 70,80 | 72,00 | 4,50 | 5,60 |
| M30 | Узкий | 32,40 | 33,02 | 54,80 | 56,00 | 4,00 | 5,10 |
| M30 | Обычный | 32,40 | 33,02 | 70,80 | 72,00 | 4,50 | 5,60 |
| M30 | широкий | 32.40 | 33,02 | 88,60 | 90,00 | 5,00 | 6,40 |
| M36 | Узкий | 38,30 | 38,92 | 64,80 | 66,00 | 4,50 | 5,60 |
| M36 | Обычный | 38,30 | 38,92 | 88,60 | 90,00 | 5,00 | 6,40 |
| M36 | широкий | 38.30 | 38,92 | 108,60 | 110,00 | 7,00 | 8,50 |
Воспользуйтесь нашим калькулятором болтовых соединений, основанным на методике, описанной здесь.
- Расчет напряжений болтового соединения
- учитывает предварительную нагрузку, приложенную осевую нагрузку и приложенную поперечную нагрузку.
Список литературы
Общие ссылки:
- Барретт, Ричард Т., «Руководство по проектированию крепежа», справочная публикация НАСА 1228, 1990 г.
- Будинас-Нисбетт, “Машиностроительный проект Шигли”, 8-е изд.
- Чемберс, Джеффри А., “Предварительно загруженная методология совместного анализа для систем космического полета”, Технический меморандум НАСА 106943, 1995.
- Справочник по машинному оборудованию, 27-е изд., Industrial Press Inc., 2004.
- Линдебург, Майкл Р., “Справочное руководство по машиностроению для экзамена на физическую форму”, 13-е изд.
Спецификации и стандарты:
- ASME B1.1, «Унифицированная дюймовая резьба (форма резьбы UN и UNR)», Американское общество инженеров-механиков, 2003.
- ASME B18.2.1, «Болты с квадратной, шестигранной, тяжелой шестигранной и скошенной головкой, а также шестигранные, тяжелые шестигранные, шестигранные фланцы, лопастные головки и винты с шестигранной головкой (дюймовая серия)», Американское общество инженеров-механиков, 2012.
- ASME B18.2.2, «Гайки общего назначения: гайки машинных винтов, шестигранные, квадратные, шестигранные фланцы и соединительные гайки (дюймовые серии)», Американское общество инженеров-механиков, 2010.
- ASME B18.2.8, «Отверстия с зазором для болтов, винтов и шпилек», Американское общество инженеров-механиков, 1999.
- ASME B18.21.1, «Шайбы: винтовая пружина, фиксатор зуба и плоские шайбы (дюймовая серия)», Американское общество инженеров-механиков, 2009.
- FED-STD-h38 / 2B, «Стандарты винтовой резьбы для федеральных служб», Федеральный стандарт, 1991 г.
| Вернуться в меню метчиков для нарезания резьбы Размер сверла для метчиков для резьбонарезных метчиков Метчики холодной штамповки для внутренней резьбы
| ||||||