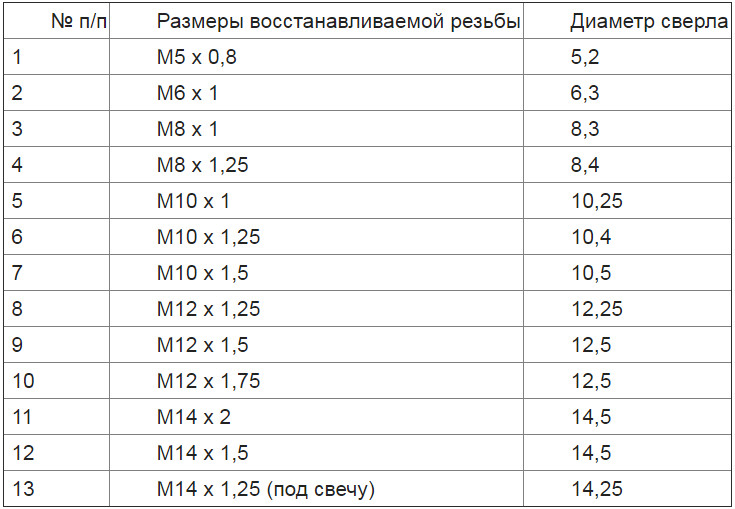
Таблица диаметров отверстий под нарезание резьбы М1-М68 и резьбы с мелким шагом M2х0,25 – М64х4 Резьбы. Метрическая резьба – размеры, таблицы. Дюймовые резьбы – размеры, таблицы. Таблицы соответствия резьб.
* метрическая – Профиль по стандарту DIN | ||||||||||||
 диаметр резьбы под гайку
диаметр резьбы под гайку диаметр под гайку по DIN 336, допуск 4H для резьбы с мелким шагом P=0,25
диаметр под гайку по DIN 336, допуск 4H для резьбы с мелким шагом P=0,25Таблица диаметров отверстий для нарезания резьбы метчиками
Сверло под резьбу – металлорежущий инструмент, который используют перед применением метчика или аналогичного приспособления. Необходимо, чтобы все параметры соответствовали действующим требованиям и стандартам. В противном случае крепление будет ненадежным.
Для выбора оптимального диаметра сверла под резьбу были разработаны специальные таблицы. Значение зависит от типа нарезки. Требования к размеру сверла и параметрам метрических отверстий регулируется межгосударственным стандартом ГОСТ 19257-73. В качестве вспомогательного инструмента необходимо использовать штангенциркуль или другое приспособление для вычисления размера и шага резьбы.
Параметры отверстия
Резьбу различают по следующим характеристикам:
- Единица измерения. На территории страны используют преимущественно метрическую систему исчисления.
 Дюймовыми значениями пользовались в трубной промышленности.
Дюймовыми значениями пользовались в трубной промышленности.
 Дюймовыми значениями пользовались в трубной промышленности.
Дюймовыми значениями пользовались в трубной промышленности.За рубежом дюймовая система считается основной. Владельцы автомобилей, которые собирались для американского рынка, знают, что в них нет ни одного элемента с метрической нарезкой.
- Шаг резьбы и количество заходов ниток. Нестандартные параметры используются в автомобильной и станкостроительной промышленности.
- Форма профиля. Фигуры отличаются по типу нарезки. Существуют элементы треугольной, прямоугольной, трапециевидной и круглой формы.
- Направление витков. Различают право- и левосторонние нарезки.
- Вид. Наружная или внутренняя.
- Тип поверхности. Он может быть цилиндрическим или коническим.
Основным условием качественного соединения является соответствие показателей внешней и внутренней резьбы. Если один из параметров не совпадает, крепление будет ненадежным.
Наиболее распространенными методами резьбового соединения являются болтовой и шпилечный крепежи. В последнем случае помимо основного приспособления в качестве вспомогательных элементов используют гайки и шайбы.
В последнем случае помимо основного приспособления в качестве вспомогательных элементов используют гайки и шайбы.
Предварительное сверление отверстий – непременная процедура, предшествующая нарезке. При этом диаметр буравчика должен быть несколько меньше размера болта или шпильки.
Глубина сверления – один из самых важных показателей. При расчете необходимо учитывать следующие факторы:
- глубину ввинчивания резьбового элемента;
- величину наружной нарезки;
- наличие и параметры фаски.
Для расчета глубины ввинчивания необходимо учитывать тип обрабатываемого материала. Для стали, титана, бронзы и латуни никакие поправки не нужны, а вот для серого и ковкого чугуна применяют повышающий коэффициент 1,25. Для легких сплавов этот показатель еще выше – его увеличивают в два раза.
Таблица размеров сверла и отверстий под метрическую и дюймовую резьбу
Рассмотрим результаты расчетов из ГОСТ 19257-73:
- Под резьбу М3 необходим метчик, для которого стандартный шаг – 0,5, сверла – 2,5 мм.
- Под резьбу М4 необходим метчик, для которого стандартный шаг – 0,7, сверла – 3,3 мм.
- Под резьбу М5 необходим метчик, для которого стандартный шаг – 0,8, сверла – 4,2 мм.
- Под резьбу М6 необходим метчик, для которого стандартный шаг – 1,0, сверла – 5,0 мм.
- Под резьбу М8 необходим метчик, для которого стандартный шаг – 1,25, сверла – 6,75 мм.
- Под резьбу М10 необходим метчик, для которого стандартный шаг – 1,5, сверла – 8,5 мм.
- Под резьбу М12 необходим метчик, для которого стандартный шаг – 1,75, сверла – 10,25 мм.
- Под резьбу М16 необходим метчик, для которого стандартный шаг – 2,0, сверла – 13,5 мм.
Несмотря на то что метрическая система исчислений является наиболее популярной, рекомендуем ознакомиться с таблицей диаметров сверл под резьбу:
Формула подбора сверлильного инструмента
Подбор оптимального размера сверла под резьбу – залог качественной работы нарезного приспособления.
Для расчета проще всего использовать известную формулу: от значения номинального диаметра отнимают величину шага.
 Например, для М8 необходимо приспособление сечением 8-1,25 (стандартный шаг) = 6,75 мм.
Например, для М8 необходимо приспособление сечением 8-1,25 (стандартный шаг) = 6,75 мм.Следует помнить, что при работе с пластичными материалами расчетное количество витков увеличивается. Таким образом, для сверления латуни необходимо подготовить буравчик большего диаметра, чем необходимо для хрупких металлов и сплавов, таких как чугун или бронза.
Как показывает практика, диаметр отверстия должен быть меньше, чем номинальная величина нарезки. При этом существуют предельные показатели, превышение которых считают нарушением технологического процесса. Например, для М6 максимальный диаметр отверстия не должен превышать 5,153 мм.
Какое сверло лучше использовать
Современная промышленность предлагает потребителям широкий выбор приспособлений для обработки различных поверхностей. Встречаются следующие сверла по металлу:
- Спиральные. Наиболее распространенный вид. Представляет собой инструмент цилиндрической формы, изготовленный из высококачественных материалов. Чаще всего используют быстрорежущую сталь. Максимальный диаметр буравчика может достигать 80 мм. Их используют на крупных металлообрабатывающих предприятиях.
- Ступенчатые. Имеют форму расширяющегося бура. Их нельзя использовать в качестве подготовительного инструмента перед применением метчика. Основная область использования – обработка тонколистового металла.
- Перовые. Универсальный инструмент. Особенность – наличие съемных режущих пластин. С их помощью можно получить отверстие идеальной формы. Перовые сверла – относительно недорогой инструмент. Их редко используют для сверления отверстий под нарезку. Основная сфера применения – исправление дефектов и перекосов.
- Удлиненные. Такая конструкция позволяет выполнить глухие или сквозные отверстия на значительной глубине. Эксплуатация таких приспособлений предусматривает использование смазочно-охлаждающей жидкости, которую подают по специальным каналам. На промышленных предприятиях используют буравчики для обработки сверхтвердых материалов.
- Центровочные. Относятся к токарным приспособлениям. Используются для сверления отверстий с целью дальнейшего закрепления заготовки в центрах.
 Чаще всего используют быстрорежущую сталь. Максимальный диаметр буравчика может достигать 80 мм. Их используют на крупных металлообрабатывающих предприятиях.
Чаще всего используют быстрорежущую сталь. Максимальный диаметр буравчика может достигать 80 мм. Их используют на крупных металлообрабатывающих предприятиях.
Необходимо обращать внимание на класс точности. От этого параметра зависит чистота готового отверстия. Существует три класса точности:
- «В». Самый низкий класс. Позволяет оформлять отверстия с точностью до 15 квалитета.
- «В1». Инструмент повышенной чистоты. Показатель точности – до 14 квалитета.
- «А». Приспособление повышенной точности. Позволяет выполнять отверстия в диапазоне 10–13 квалитета. Отличаются высокой стоимостью.
Выбор правильного размера сверла для оформления отверстия перед нарезкой резьбы – важная процедура, от качества выполнения который зависит надежность будущего соединения.
А вы пользуетесь формулой подбора или предпочитаете руководствоваться вспомогательными таблицами? Напишите о вашем методе в блоке комментариев.
Метчик – инструмент, с помощью которого можно быстро и точно нарезать резьбу в подготовленном отверстии. Это стержень, разделенный на рабочую часть и хвостовик. Хвостовик служит для фиксации в воротке или патроне станка. Удаление стружки обеспечивают продольные или винтовые канавки, находящиеся на режущей части. Для изготовления этого инструмента используют углеродистые или быстрорежущие стали. Чтобы качественно нарезать внутреннюю резьбу, необходимо знать, как правильно выбрать метчик и подготовить отверстие.
Это стержень, разделенный на рабочую часть и хвостовик. Хвостовик служит для фиксации в воротке или патроне станка. Удаление стружки обеспечивают продольные или винтовые канавки, находящиеся на режущей части. Для изготовления этого инструмента используют углеродистые или быстрорежущие стали. Чтобы качественно нарезать внутреннюю резьбу, необходимо знать, как правильно выбрать метчик и подготовить отверстие.
Разновидности инструмента
Подходящий инструмент выбирают, в зависимости от особенностей обрабатываемого материала, требуемой производительности и других параметров. С помощью метчиков разных типов можно нарезать метрическую или дюймовую внутреннюю резьбу с цилиндрическим или коническим профилем.
По способу ведения процесса различают модели:
- Проходные (универсальные). Их рабочая часть состоит из трех зон. Первая выполняет черновую нарезку, вторая – промежуточную, третья – чистовую.
- Комплектные. Для выполнения полного комплекса работ используют несколько инструментов – для черновой, промежуточной и чистовой нарезки. Комплекты состоят из трех метчиков, реже – из двух (для черновой и чистовой обработки). Для обработки особо прочных металлов используют комплекты с 5 инструментами.
 Комплекты состоят из трех метчиков, реже – из двух (для черновой и чистовой обработки). Для обработки особо прочных металлов используют комплекты с 5 инструментами.
Комплекты состоят из трех метчиков, реже – из двух (для черновой и чистовой обработки). Для обработки особо прочных металлов используют комплекты с 5 инструментами.Инструмент изготавливают двух типов: для обработки отверстия вручную или с помощью металлорежущего оборудования.
- Машинно-ручной. Имеет квадратный хвостовик. Работает в комплекте с держателем с двумя ручками – воротком.
- Машинный. Устанавливается в патрон металлообрабатывающих станков различных типов.
Для нарезки резьбы в непроходных и сквозных отверстиях применяют метчики разных конструкций:
- Для непроходных отверстий используют комплектный инструмент без конусного кончика. Работа обычно выполняется воротком.
- В сквозных отверстиях резьбу изготавливают метчиками с конусообразным кончиком. Чаще всего это разновидности инструмента универсального типа.
Каналы для отведения стружки имеют различные формы: прямую, винтовую, укороченную.
Для обработки материалов невысокой твердости подходят стружкоотводящие каналы любых форм. Чтобы метчиком нарезать резьбу в материалах высокой твердости, таких как нержавеющая и жаропрочная стали, применяют только инструмент, в котором режущие сегменты имеют шахматное расположение.
Как правильно определить диаметр отверстия?
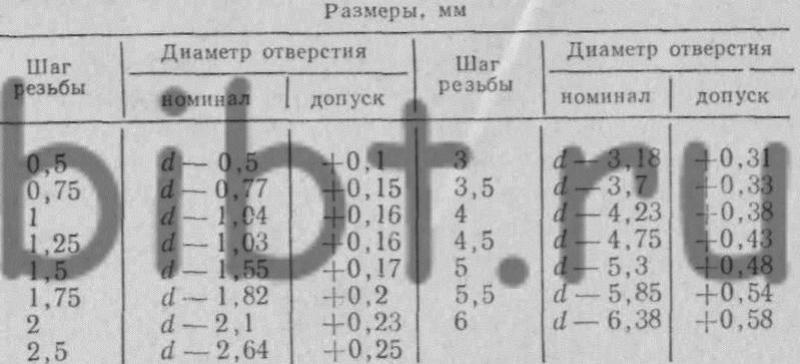
Перед тем как нарезать резьбу, изготавливают отверстие, диаметр которого определяют по стандартизированным таблицам. Если подготовить отверстие, сечение которого меньше рекомендованной величины, инструмент выйдет из строя, если больше – результат будет некачественным.
Таблица соответствия метрических резьб и диаметров отверстий для них
| Обозначение резьбы | Диаметр, мм | Обозначение резьбы | Диаметр, мм | Обозначение резьбы | Диаметр, мм |
| М 2 | 1,6 | М 8 | 6,7 | М 22 | 19,4 |
| М 2.2 | 1,75 | М 9 | 7,7 | М 24 | 20,9 |
М 2.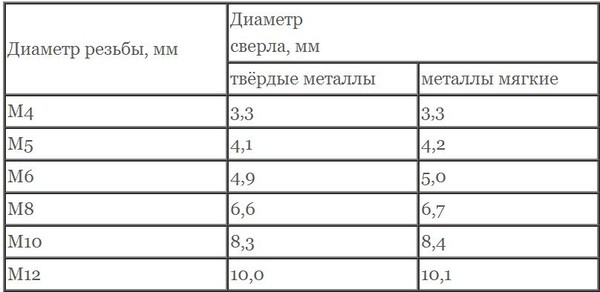 5 5 | 2,05 | М 10 | 8,5 | М 27 | 23,9 |
| М 3 | 2,5 | М 11 | 9,5 | М 30 | 26,4 |
| М 3.5 | 2,9 | М 12 | 10,2 | М 33 | 29,4 |
| М 4 | 3,3 | М 14 | 12,0 | 31,9 | |
| М 5 | 4,2 | М 16 | 14,0 | М 39 | |
| М 6 | 5,0 | М 18 | 15,4 | М 42 | 37,4 |
| М 7 | 6,0 | М 20 | 17,4 | М 45 | 40,4 |
Таблица соответствия дюймовых резьб и диаметров отверстий для них
| Размер резьбы, дюймы | Диаметр, мм | Размер резьбы, дюймы | Диаметр, мм |
| 1/8 | 8,8 | 7/8 | 28,1 |
| 1/4 | 11,7 | 1 | 30,5 |
| 3/8 | 15,2 | 1 1/8 | 35,2 |
| 1/2 | 18,9 | 1 1/4 | 39,2 |
| 5/8 | 20,7 | 1 3/8 | 41,6 |
| 3/4 | 24,3 | 45,2 |
Этапы нарезания резьбы машинно-ручным метчиком
Порядок производства работ:
- Первый шаг – разметка в соответствии с чертежами.
- По отметкам производят кернение остро заточенным керном.
- Сверлят со средним нажимом на невысоких оборотах. Дрель должна находиться под прямым углом к поверхности. Перед началом работ сверло смазывают. Если глубина отверстия большая, то смазывание производят не только перед началом, но и во время работы. Глубина глухого отверстия должна быть несколько больше, чем нарезаемая длина. При отсутствии запаса резьба может получиться неполной.
- Повысить качество результата позволяет обработка зенкером, которая уменьшает конусность и обеспечивает параллельность боковых поверхностей.
- Метчик закрепляют в воротке, кончик его смазывают и вставляют в отверстие строго под прямым углом к поверхности. Делают первый оборот, несильно нажимая сверху на вороток. После первого оборота вперед следует сделать половину оборота назад для удаления стружки. Особую осторожность соблюдают при использовании универсального инструмента – он хрупкий и его легко повредить. Проще работать с комплектными моделями.


Полезные советы
- Чтобы правильно нарезать резьбу в металлах с низкой твердостью и высокой вязкостью, таких как алюминий, сплавы на его основе, медь, баббиты, метчик рекомендуется периодически вынимать для очистки каналов от налипшей стружки.
- При использовании комплектных моделей следует использовать полный набор. Пропуск чернового инструмента не ускоряет, а замедляет нарезание. Такое нарушение технологии приводит к снижению качества результата, а иногда и к выходу метчика из строя.
- Для предотвращения перекоса метчика через 2-3 нити проверяют вертикальность его положения с помощью угольника. Такая предосторожность особенно актуальна для глухих и мелких отверстий.
Процесс необходимо вести с применением жидкостей, предназначенных для смазки и охлаждения:
- в стальных элементах применяют эмульсии, льняное масло, олифу;
- в изделиях из алюминия и его сплавов – керосин;
- при обработке меди – скипидар.
Нарезать резьбу в деталях из чугуна или бронзы можно без применения смазки.
Дата введения 1974-01-01
ВВЕДЕН В ДЕЙСТВИЕ постановлением Государственного комитета стандартов Совета Министров СССР от 6 декабря 1973 г. N 2662
Ограничение срока действия снято Постановлением Госстандарта от 04.08.83 N 3618
ВЗАМЕН МН 5384-64; МН 5385-64
1. Настоящий стандарт устанавливает диаметры отверстий, обеспечивающих нарезание метрической резьбы ГОСТ 9150-81, ГОСТ 24705-81 с допусками по ГОСТ 16093-81, в сером чугуне по ГОСТ 1412-85, в сталях по ГОСТ 380-94, ГОСТ 1050-88, ГОСТ 4543-71, ГОСТ 5632-72 (кроме сплавов на никелевой основе), ГОСТ 20072-74, в алюминиевых литейных сплавах по ГОСТ 1583-93, в меди по ГОСТ 859-78.
2. Размеры и предельные отклонения диаметров отверстий для резьб с крупным шагом должны соответствовать указанным в табл.1, для резьб с мелким шагом — указанным в табл.2.
Номинальный диаметр резьбы
Диаметр отверстия под резьбу с полем допуска
4Н5Н; 5Н; 5Н6Н; 6Н; 7Н
Номинальный диаметр резьбы
Диаметр отверстия под резьбу с полем допуска
4Н5Н; 5Н; 5Н6Н; 6Н; 7Н
Справочная таблица диаметров отверстий под резьбу для нарезания резьбы метчиками Часть 1 Метрическая резьба ISO по DIN 13 Метрическая мелк
Справочная таблица диаметров отверстий под резьбу для нарезания резьбы метчиками Часть 1 Метрическая резьба ISO по DIN 13 Метрическая мелк
Справочная таблица диаметров отверстий под резьбу для нарезания резьбы метчиками Часть 1 Метрическая резьба ISO по DIN 13 Метрическая мелкая резьба ISO по DIN 13 M Внутренний диаметр резьбы гайки Доп. по ISO2 0 отверстия под резьбу по DIN 336 I 1 0,25 0,774 0,75 1,1 0,25 0,874 0,85 1,2 0,25 0,974 0,95 1,4 0,3 1,128 1,1 1,6 0,35 1,321 1,25 1,8 0,35 1,521 1,45 2 0,4 1,679 1,6 2,2 0,45 1,838 1,75 2,5 0,45 2,138 2,05 3 0,5 2,599 2,5 3,5 0,6 3,010 2,9 4 0,7 3,422 3,3 4,5 0,75 3,878 3,7 5 0,8 4,334 4,2 6 1 5,153 5 7 1 6,153 6 8 1,25 6,912 6,8 9 1,25 7,912 7,8 10 1,5 8,676 8,5 11 1,5 9,676 9,5 12 1,75 10,441 10,2 14 2 12,210 12 16 2 14,210 14 18 2,5 15,744 15,5 20 2,5 17,744 17,5 22 2,5 19,744 19,5 24 3 21,252 21 27 3 24,252 24 30 3,5 26,771 26,5 33 3,5 29,771 29,5 36 4 32,270 32 39 4 35,270 35 42 4,5 37,799 37,5 45 4,5 40,799 40,5 48 5 43,297 43 52 5 47,297 47 56 5,5 50,796 50,5 60 5,5 54,796 54,5 64 6 58,305 58 68 6 62,305 62 ) Поле допукса ISO1 (4H) (старый профиль DIN, средний допуск) 1,7 0,35 1,346 1,3 2,3 0,4 1,920 1,9 2,6 0,45 2,176 2,1 MF M Шаг Внутренний 0 резьбы гайки Доп. по ISO2 ( 0 отверстия под резьбу по DIN 336 I 2×0,25 1,774 1,75 2,2×0,25 1,974 1,95 2,3×0,25 2,071 2,05 2,5×0,35 2,184 2,15 2,6×0,35 2,252 2,2 3×0,35 2,684 2,65 3,5×0,35 3,184 3,15 4×0,35 3,684 3,65 4×0,5 3,599 3,5 5×0,5 4,599 4,5 6×0,5 5,599 5,5 6×0,75 5,378 5,2 7×0,75 6,378 6,2 8×0,5 7,599 7,5 8×0,75 7,378 7,2 8×1 7,153 7 9×0,75 8,378 8,2 9×1 8,153 8 10×0,5 9,599 9,5 10×0,75 9,378 9,2 10×1 9,153 9 10×1,25 8,912 8,8 11×1 10,153 10 12×0,75 11,378 11,2 12×1 11,153 11 12×1,25 10,912 10,8 12×1,5 10,676 10,5 13×1 12,153 12 14×1 13,153 13 14×1,25 12,912 12,8 14×1,5 12,676 12,5 15×1 14,153 14 15×1,5 13,676 13,5 16×1 15,153 15 16×1,5 14,676 14,5 18×1 17,153 17 18×1,5 16,676 16,5 18×2 16,210 16 20×1 19,153 19 20×1,5 18,676 18,5 20×2 18,210 18 22×1 21,153 21 22×1,5 20,676 20,5 22×2 20,210 20 ) Поле допукса ISO1 (4H) MF M Шаг Внутренний 0 резьбы гайки Доп.
по ISO2 0 отверстия под резьбу по DIN 336 I 1 0,25 0,774 0,75 1,1 0,25 0,874 0,85 1,2 0,25 0,974 0,95 1,4 0,3 1,128 1,1 1,6 0,35 1,321 1,25 1,8 0,35 1,521 1,45 2 0,4 1,679 1,6 2,2 0,45 1,838 1,75 2,5 0,45 2,138 2,05 3 0,5 2,599 2,5 3,5 0,6 3,010 2,9 4 0,7 3,422 3,3 4,5 0,75 3,878 3,7 5 0,8 4,334 4,2 6 1 5,153 5 7 1 6,153 6 8 1,25 6,912 6,8 9 1,25 7,912 7,8 10 1,5 8,676 8,5 11 1,5 9,676 9,5 12 1,75 10,441 10,2 14 2 12,210 12 16 2 14,210 14 18 2,5 15,744 15,5 20 2,5 17,744 17,5 22 2,5 19,744 19,5 24 3 21,252 21 27 3 24,252 24 30 3,5 26,771 26,5 33 3,5 29,771 29,5 36 4 32,270 32 39 4 35,270 35 42 4,5 37,799 37,5 45 4,5 40,799 40,5 48 5 43,297 43 52 5 47,297 47 56 5,5 50,796 50,5 60 5,5 54,796 54,5 64 6 58,305 58 68 6 62,305 62 ) Поле допукса ISO1 (4H) (старый профиль DIN, средний допуск) 1,7 0,35 1,346 1,3 2,3 0,4 1,920 1,9 2,6 0,45 2,176 2,1 MF M Шаг Внутренний 0 резьбы гайки Доп. по ISO2 ( 0 отверстия под резьбу по DIN 336 I 2×0,25 1,774 1,75 2,2×0,25 1,974 1,95 2,3×0,25 2,071 2,05 2,5×0,35 2,184 2,15 2,6×0,35 2,252 2,2 3×0,35 2,684 2,65 3,5×0,35 3,184 3,15 4×0,35 3,684 3,65 4×0,5 3,599 3,5 5×0,5 4,599 4,5 6×0,5 5,599 5,5 6×0,75 5,378 5,2 7×0,75 6,378 6,2 8×0,5 7,599 7,5 8×0,75 7,378 7,2 8×1 7,153 7 9×0,75 8,378 8,2 9×1 8,153 8 10×0,5 9,599 9,5 10×0,75 9,378 9,2 10×1 9,153 9 10×1,25 8,912 8,8 11×1 10,153 10 12×0,75 11,378 11,2 12×1 11,153 11 12×1,25 10,912 10,8 12×1,5 10,676 10,5 13×1 12,153 12 14×1 13,153 13 14×1,25 12,912 12,8 14×1,5 12,676 12,5 15×1 14,153 14 15×1,5 13,676 13,5 16×1 15,153 15 16×1,5 14,676 14,5 18×1 17,153 17 18×1,5 16,676 16,5 18×2 16,210 16 20×1 19,153 19 20×1,5 18,676 18,5 20×2 18,210 18 22×1 21,153 21 22×1,5 20,676 20,5 22×2 20,210 20 ) Поле допукса ISO1 (4H) MF M Шаг Внутренний 0 резьбы гайки Доп. по ISO2 0 отверстия под резьбу по DIN 336 I 24×1 23,153 23 24×1,5 22,676 22,5 24×2 22,210 22 25×1 24,153 24 25×1,5 23,676 23,5 26×1,5 24,676 24,5 27×1,5 25,676 25,5 27×2 25,210 25 28×1,5 26,676 26,5 28×2 26,210 26 30×1 29,153 29 30×1,5 28,676 28,5 30×2 28,210 28 32×1,5 30,676 30,5 33×1,5 31,676 31,5 33×2 31,210 31 34×1,5 32,676 32,5 35×1,5 33,676 33,5 36×1,5 34,676 34,5 36×2 34,210 34 36×3 33,252 33 38×1,5 36,676 36,5 39×1,5 37,676 37,5 39×2 37,210 37 39×3 36,252 36 40×1,5 38,676 38,5 40×2 38,210 38 40×3 37,252 37 42×1,5 40,676 40,5 42×2 40,210 40 42×3 39,252 39 45×1,5 43,676 43,5 45×2 43,210 43 45×3 42,252 42 48×1,5 46,676 46,5 48×2 46,210 46 48×3 45,252 45 50×1,5 48,676 48,5 50×2 48,210 48 50×3 47,252 47 52×1,5 50,676 50,5 52×2 50,210 50 52×3 49,252 49 63×1,5 61,676 61,5 324 GARANT Справочник по обработке резанием Нарезание резьбы
по ISO2 0 отверстия под резьбу по DIN 336 I 24×1 23,153 23 24×1,5 22,676 22,5 24×2 22,210 22 25×1 24,153 24 25×1,5 23,676 23,5 26×1,5 24,676 24,5 27×1,5 25,676 25,5 27×2 25,210 25 28×1,5 26,676 26,5 28×2 26,210 26 30×1 29,153 29 30×1,5 28,676 28,5 30×2 28,210 28 32×1,5 30,676 30,5 33×1,5 31,676 31,5 33×2 31,210 31 34×1,5 32,676 32,5 35×1,5 33,676 33,5 36×1,5 34,676 34,5 36×2 34,210 34 36×3 33,252 33 38×1,5 36,676 36,5 39×1,5 37,676 37,5 39×2 37,210 37 39×3 36,252 36 40×1,5 38,676 38,5 40×2 38,210 38 40×3 37,252 37 42×1,5 40,676 40,5 42×2 40,210 40 42×3 39,252 39 45×1,5 43,676 43,5 45×2 43,210 43 45×3 42,252 42 48×1,5 46,676 46,5 48×2 46,210 46 48×3 45,252 45 50×1,5 48,676 48,5 50×2 48,210 48 50×3 47,252 47 52×1,5 50,676 50,5 52×2 50,210 50 52×3 49,252 49 63×1,5 61,676 61,5 324 GARANT Справочник по обработке резанием Нарезание резьбы
Нарезание резьбы. | МеханикИнфо
Нарезание резьбы. Таблица отверстий для нарезания резьбы. Формула нарезания резьбы. Образование винтовой линии. 4.60/5 (92.00%) проголосовало 5
Основные понятия.Соединение деталей болтами, винтами и шпильками широко применяется в котельном производстве в местах, где возможно потребуется разъем деталей конструкции. Такие соединения называют разъемными.
Болты, винты и шпильки представляют собой цилиндрические стержни, на поверхности которых имеется винтовая наружная резьба. На конец болта, винта и шпильки навертывается гайка, внутри которой также нарезана винтовая внутренняя резьба.
Операция нарезки может выполняться вручную и механическим способом на станках специальным резьбонарезным инструментом.
Резьбовые детали всегда парные изделия: гайка и болт. Поэтому резьбовой инструмент разделяется на инструмент для нарезания внутренней резьбы — метчики и для наружной резьбы — плашки.
Резьба представляет собой канавку и рядом с ней выступ на поверхности цилиндра или отверстия, идущих по спирали, называемой винтовой линией. Угол, под которым поднимается эта линия, называют углом подъема винтовой линии. Еще одно понятие, как шаг винтовой линии – это расстояние полного оборота винтовой линии.
Образование винтовой линии.Образование винтовой линии можно представить в следующем виде. Возьмем цилиндр и прямоугольный треугольник (рис. 1), сторона которого равна длине окружности цилиндра. Если треугольник обернуть вокруг цилиндра, совмещая большой катет с плоскостью основания цилиндра, то гипотенуза образует на цилиндре винтовую линию. Другая сторона треугольника (катет) составит шаг винтовой линии, а длина гипотенузы — длину витка винтовой линии.
Рис. 1. Образование винтовой линии.
Основные элементы резьбы.Если винтовая линия идет слева направо, то она образует правую нарезку, а если справа налево — левую нарезку. Винтовая нарезка может быть одноходовой, двухходовой и многоходовой. Нарезку различают по профилю и по величине.
Ранее резьба применялась только дюймового исчисления, в настоящее время она сохранилась лишь у болтовых изделий и для нарезки труб (газовая). Для остальных изделий применяется резьба с метрическим исчислением. В производстве наиболее чаете встречаются по форме трехгранные, трапецоидальные и прямоугольные или ленточные резьбы.
Резьба имеет следующие элементы (рис. 2): шаг, угол профиля, внутренний, наружный и средний диаметр, а также различают глубину впадины и высоту выступа. Углом профиля резьбы называется угол между сторонами треугольника.
Рис. 2. Элементы резьбы.
a — наружный диаметр; b — средний диаметр; с — внутренний диаметр; d —вершина резьбы; е — впадина резьбы; t — шаг резь бы; α — угол резьбы.
Дюймовая резьба имеет угол профиля равный 55° и характеризуется не шагом резьбы, а числом витков (ниток), приходящихся на 1 дюйм, а также наружным диаметром резьбы, измеряемым в дюймах. Метрическая резьба имеет угол профиля 60° и характеризуется тем, что она измеряется по шагу резьбы и по наружному диаметру винта в миллиметрах. Трубная резьба имеет профиль дюймовой резьбы, но мельче ее и за диаметр резьбы у ней принимается внутренний диаметр трубы, а не наружный. Она также измеряется в дюймах и характеризуется числом ниток витков резьбы на 1 дюйме.
Для одноходового винта шаг равен расстоянию между двумя соседними вершинами профиля нарезки, для двухходового — двум расстояниям, для трехходового — трем и т. д.
Самая правильная, точная, разнообразная по числу витков (ниток) и наружным диаметрам резьба выполняется на токарно-винторезных станках резьбовыми резцами.
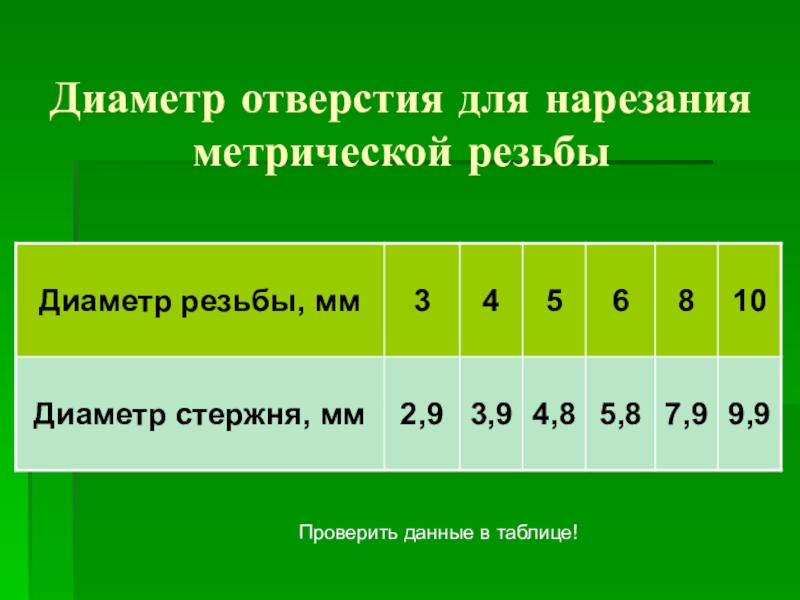
Формула нарезания резьбы. Как рассчитать диаметр сверла под резьбу?!Для нарезания резьбы необходимо правильно подобрать диаметр сверла. При большем диаметре просверленного отверстия не будет полной по глубине резьбы, а если отверстие будет меньше, чем положено, то вероятность поломать метчик и сорвать резьбу увеличивается. Диаметр сверла под резьбу можно выбрать по таблице либо рассчитать по формулам:
Для мягких металлов: d = D — 0,09 S или d= D — 1,5 t.
Для твердого хрупкого металла (сталь): d = D — 1,8 t.
Для вязкого металла (медь, алюминий и т. д.):
d = D — 1,2 t.
где d —диаметр отверстия (сверла) под резьбу в мм;
D — диаметр наружной резьбы в мм;
S — шаг резьбы в мм;
t — глубина нарезки в мм.
При нарезке резьбы метчиком отверстие должно быть несколько больше внутреннего диаметра нарезки. Выбор сверла в зависимости от металла, в котором нарезается резьба, и вида резьбы приводится в табл. 1.
Отверстия под нарезание резьб.Таблица 1. Подбор сверла под резьбу таблица. Сталь, латунь.
| Сталь и латунь | Нарезка трубная | ||||
| Нарезка метрическая | Нарезка дюймовая | диаметр резьбы в дюймах | диаметр сверла в мм | ||
| диаметр в мм | диаметр резьбы в дюймах | диаметр сверла в мм | |||
| резьбы | сверла | ||||
| 5 | 4,2 | 1/4 | 5 | 1/4 | 11,7 |
| 6 | 5 | 5/16 | 6,5 | 1/2 | 18,6 |
| 8 | 6,7 | 3/8 | 8,0 | 3/4 | 24,3 |
| 10 | 8,4 | 7/16 | 9,2 | 1 | 30,5 |
| 12 | 10,1 | 1/2 | 10,5 | 1 1/4 | 39,2 |
| 14 | 11,8 | 5/8 | 13,5 | 1 1/2 | 45,1 |
| 16 | 13,8 | 3/4 | 16,5 | ||
| 20 | 17,3 | 7/8 | 19,5 | ||
| 22 | 19,3 | 1 | 22,3 | ||
| 24 | 20,7 | 1 1/4 | 28 | ||
| 27 | 23,7 | 1 1/2 | 33,7 | ||
| 30 | 26,1 | 1 3/4 | 39,2 | ||
| 36 | 31,6 | 2 | 44,8 | ||
| 42 | 37,0 | ||||
| 48 | 42,7 | ||||
Примечание: Для чугуна и бронзы при нарезке метрической резьбы размер сверла должен быть уменьшен на 0,1 мм; при нарезке дюймовой резьбы размер сверла должен быть в зависимости от величины размера меньше на 0,1—1,0 мм.
Таблицы отверстий под метрическую резьбу.
Понадобилась таблица отверстий под метрическую резьбу — вот она. И мне пригодится.
Таблица отверстий под резьбу
| ||||||||||||
Стол для нарезания резьбы и сверления – Thelen Tree Farm
На этой странице содержится информация о сверлах для метчиков и зазоров для крепежных винтов американского стандарта от 0 до 1 3/4 (от 0,060 до 1,750 дюйма)
| Крепежный винт Размер | Thds на дюйм | Незначительный Диаметр | Сверла для метчиков | Сверла для чистовых отверстий | |||||||
| Квасцы, латунь, и пластмассы 75% Резьба | Нержавеющая сталь, Стали и чугун 50% Резьба | Все материалы | |||||||||
| Плотно прилегание | Free Fit | ||||||||||
| # или Dia | Major Диаметр | Сверло Размер | дек. Экв. | Сверло Размер | Десятичное Экв. | Сверло Размер | Декабрь Экв. | Сверло Размер | Декабрь Экв. | ||
| 0 | 0,060 | 80 | .045 | 3/64 | 0,047 | 55 | 0,0520 | 52 | .063 | 50 | .070 |
| 1 | 0,073 | 64 | .054 | 53 | .059 | 1/16 | .0625 | 48 | 0,076 | 46 | .081 |
| 72 | 0,056 | 53 | .059 | 52 | .0635 | ||||||
| 2 | .086 | 56 | 0,064 | 50 | .070 | 49 | 0,0730 | 43 | .089 | 41 | .096 |
| 64 | .067 | 50 | .070 | 48 | .0760 | ||||||
| 3 | 0,099 | 48 | .073 | 47 | .078 | 44 | .0860 | 37 | .104 | 35 | .110 |
| 56 | .077 | 45 | .082 | 43 | .0890 | ||||||
| 4 | .112 | 40 | .081 | 43 | .089 | 41 | .0960 | 32 | .116 | 30 | .128 |
| 48 | .086 | 42 | .093 | 40 | .0980 | ||||||
| 5 | . 125 | 40 | .094 | 38 | .101 | 7/64 | . 1094 | 30 | .128 | 29 | ,136 |
| 44 | .097 | 37 | .104 | 35 | .1100 | ||||||
| 6 | .138 | 32 | . 100 | 36 | .106 | 32 | .1160 | 27 | .144 | 25 | . 149 |
| 40 | .107 | 33 | .113 | 31 | . 1200 | ||||||
| 8 | . 164 | 32 | .126 | 29 | ,136 | 27 | . 1440 | 18 | .169 | 16 | . 177 |
| 36 | . 1300 | 29 | ,136 | 26 | . 1470 | ||||||
| 10 | . 190 | 24 | .139 | 25 | .149 | 20 | ,1610 | 9 | ,196 | 7 | .201 |
| 32 | . 152 | 21 | . 159 | 18 | . 1695 | ||||||
| 12 | .216 | 24 | ,165 | 16 | . 177 | 12 | . 1890 | 2 | ,221 | 1 | . 228 |
| 28 | . 172 | 14 | .182 | 10 | . 1935 | ||||||
| 32 | . 178 | 13 | . 185 | 9 | . 1960 | ||||||
| 1/4 | ,250 | 20 | . 189 | 7 | .201 | 7/32 | ,2188 | F | 0,257 | H | ,266 |
| 28 | . 206 | 3 | . 213 | 1 | . 2280 | ||||||
| 32 | .212 | 7/32 | ,219 | 1 | . 2280 | ||||||
| 5/16 | ,312 | 18 | . 244 | F | 0,257 | Дж | ,2770 | -п. | .323 | Q | ,332 |
| 24 | . 261 | I | .272 | 9/32 | . 2812 | ||||||
| 32 | . 274 | 9/32 | . 281 | л | .2900 | ||||||
| 3/8 | ,375 | 16 | ,298 | 5/16 | .312 | Q | .3320 | Вт | ,386 | х | .397 |
| 24 | .324 | Q | .332 | S | . 3480 | ||||||
| 32 | .337 | 11/32 | . 344 | т | .3580 | ||||||
| 7/16 | . 437 | 14 | .3500 | U | ,368 | 25/64 | .3906 | 29/64 | . 453 | 15/32 | . 469 |
| 20 | .376 | 25/64 | .391 | 13/32 | .4062 | ||||||
| 28 | .394 | Y | . 404 | Z | .4130 | ||||||
| 1/2 | . 500 | 13 | . 406 | 27/64 | .422 | 29/64 | .4531 | 33/64 | ,516 | 17/32 | ,531 |
| 20 | .439 | 29/64 | . 453 | 15/32 | . 4688 | ||||||
| 28 | . 456 | 15/32 | .469 | 15/32 | . 4688 | ||||||
| 9/16 | . 562 | 12 | . 460 | 31/64 | . 484 | 33/64 | . 5156 | 37/64 | . 578 | 19/32 | .594 |
| 18 | . 494 | 33/64 | . 516 | 17/32 | . 5312 | ||||||
| 24 | . 511 | 33/64 | . 516 | 17/32 | . 5312 | ||||||
| 5/8 | .625 | 11 | . 513 | 17/32 | . 531 | 16 сентября | . 5625 | 41/64 | .641 | 21/32 | .656 |
| 18 | . 557 | 37/64 | .578 | 19/32 | . 5938 | ||||||
| 24 | . 574 | 37/64 | . 578 | 19/32 | . 5938 | ||||||
| 11/16 | . 687 | 24 | . 636 | 41/64 | .641 | 21/32 | . 6562 | 45/64 | . 703 | 23/32 | . 656 |
| 3/4 | . 750 | 10 | . 627 | 21/32 | . 656 | 16/11 | .6875 | 49/64 | ,766 | 25/32 | ,781 |
| 16 | .673 | 16/11 | .687 | 45/64 | . 7031 | ||||||
| 20 | .689 | 45/64 | .703 | 23/32 | . 7188 | ||||||
| 13/16 | . 812 | 20 | . 751 | 49/64 | ,766 | 25/32 | 0,7812 | 53/64 | . 828 | 27/32 | .844 |
| 7/8 | . 875 | 9 | ,739 | 49/64 | ,766 | 51/64 | .7969 | 57/64 | .891 | 29/32 | .906 |
| 14 | .787 | 13/16 | . 812 | 53/64 | . 8281 | ||||||
| 20 | . 814 | 53/64 | . 828 | 27/32 | .8438 | ||||||
| 15/16 | . 937 | 20 | .876 | 57/64 | .891 | 29/32 | . 9062 | 61/64 | . 953 | 31/32 | . 969 |
| 1 | 1.000 | 8 | . 847 | 7/8 | .875 | 59/64 | . 9219 | 1-1 / 64 | 1.016 | 1-1 / 32 | 1.031 |
| 12 | . 898 | 15/16 | . 937 | 61/64 | . 9531 | ||||||
| 20 | .939 | 61/64 | . 953 | 31/32 | . 9688 | ||||||
| 1–1 / 16 | 1.062 | 18 | .994 | 1.000 | 1.000 | 1-1 / 64 | 1.0156 | 1-5 / 64 | 1.078 | 1-3 / 32 | 1.0938 |
| 1-1 / 8 | 1,125 | 7 | .950 | 63/64 | . 984 | 1-1 / 32 | 1.0313 | 1-9 / 64 | 1,141 | 1-5 / 32 | 1.156 |
| 12 | 1.023 | 1-3 / 64 | 1.047 | 1-5 / 64 | 1.0781 | ||||||
| 18 | 1.057 | 1–1 / 16 | 1.062 | 1-5 / 64 | 1.0781 | ||||||
| 1-3 / 16 | 1.187 | 18 | 1,119 | 1-1 / 8 | 1,125 | 1-9 / 64 | 1,1406 | 1-13 / 64 | 1.203 | 1-7 / 32 | 1,219 |
1-1 / 4 | 1,250 | 7 | 1.075 | 1-7 / 64 | 1,109 | 1-5 / 32 | 1,1562 | 1-17 / 64 | 1,266 | 1-9 / 32 | 1,281 |
| 12 | 1,148 | 1-11 / 64 | 1.172 | 1-13 / 64 | 1.2031 | ||||||
| 18 | 1,182 | 1-3 / 16 | 1,187 | 1-13 / 64 | 1.2031 | ||||||
| 1-5 / 16 | 1,312 | 18 | 1,244 | 1-1 / 4 | 1.250 | 1-17 / 64 | 1,2656 | 1-21 / 64 | 1,328 | 1-11 / 32 | 1,344 |
| 1-3 / 8 | 1,375 | 6 | 1,170 | 1-7 / 32 | 1,219 | 1-17 / 64 | 1.2656 | 1-25 / 64 | 1,391 | 1-13 / 32 | 1.406 |
| 12 | 1,273 | 1-19 / 64 | 1,297 | 1-21 / 64 | 1,3281 | ||||||
| 18 | 1,307 | 1-5 / 16 | 1.312 | 1-21 / 64 | 1,3281 | ||||||
| 1-7 / 16 | 1,437 | 18 | 1,369 | 1-3 / 8 | 1,375 | 1-25 / 64 | 1,3906 | 1-29 / 64 | 1.453 | 1-15 / 32 | 1.469 |
| 1-1 / 2 | 1,500 | 6 | 1,295 | 1-11 / 32 | 1,344 | 1-25 / 64 | 1,3906 | 1-33 / 64 | 1,516 | 1-17 / 32 | 1,531 |
| 12 | 1.398 | 1-27 / 64 | 1,422 | 1-7 / 16 | 1.4375 | ||||||
| 18 | 1,432 | 1-7 / 16 | 1,437 | 1-29 / 64 | 1.4531 | ||||||
| 1-9 / 16 | 1,562 | 18 | 1.494 | 1-12 | 1,500 | 1-33 / 64 | 1,5156 | 1-37 / 64 | 1,578 | 1-19 / 32 | 1,594 |
| 1-5 / 8 | 1,625 | 18 | 1,557 | 1-9 / 16 | 1.562 | 1-37 / 64 | 1,5781 | 1-41 / 64 | 1.641 | 1-21 / 32 | 1.656 |
| 1-11 / 16 | 1,687 | 18 | 1,619 | 1-5 / 8 | 1,625 | 1-41 / 64 | 1.6406 | 1-45 / 64 | 1.703 | 1-23 / 32 | 1,719 |
| 1-3 / 4 | 1,750 | 5 | 1,505 | 1-9 / 16 | 1,562 | 1-5 / 8 | 1.6250 | 1-49 / 64 | 1.766 | 1-25 / 32 | 1,781 |
| # или Dia | Major Диаметр | Thds | Незначительный Диаметр | Сверло Размер | Декабрь Экв. | Сверло Размер | Десятичное Экв. | Сверло Размер | Декабрь Экв. | Сверло Размер | Декабрь Экв. |
| Крепежный винт Размер | Квасцы, латунь, и пластмассы 75% Резьба | Нержавеющая сталь, Стали и чугун 50% Резьба | Плотная посадка | Free Fit | |||||||
| Все материалы | |||||||||||
| Сверла для метчиков | Сверла для чистовых отверстий | ||||||||||
– крепежные детали Blacks
Таблицы сверл для нарезания резьбыСверла для нарезания резьбы, приведенные на следующих страницах, имеют миллиметровые размеры для удобства тех, кто работает или намеревается работать преимущественно в метрических единицах измерения.
Были выбраны сверла стандартных размеров, которые при разумной осторожности позволяют образовывать отверстия в указанных пределах меньшего диаметра.
Из этих сверл рекомендуются большие размеры для облегчения нарезания резьбы.
В качестве ориентира для относительных зазоров, индексные цифры рядом с размером сверла показывают разницу между номинальным диаметром сверла и минимальным вспомогательным диаметром.
Метрическая серия с крупным шагом ISO
| Размер и шаг резьбы | Малый диаметр резьбы гайки (A) | |||||||||
|---|---|---|---|---|---|---|---|---|---|---|
| | Максимум | Минимум | Рекомендуемый | 2 | мм | дюймов | мм | |||
M1.6 x 0,35 | 1,321 | 1,221 | 1,30 3 | 3/64 0 | 1,25 1 | 22 1,25 1 2 9001,679 | 1,567 | 1,65 4 | 1/16 1 | 1.60 1 |
| 917.5 x 0,45 | 2,138 | 2,013 | 2,10 3 | No. 46 9 | 2,05 1 | 2,599 | 2,459 | 2,55 3 | № 41 0 | 2,50 1 |
| 9.7 | 3,422 | 3,242 | 3,40 6 | № 30 1 | 3,30 2 | 2 4.134 | 4.30 6 | No. 19 3 | 4.20 2 | |
M6 x 1.00 | 5,133 | 4,917 | 5,10 7 | № 9 2 | 5,00 3 9003 | 6.647 | 6.901 0 | 17/64 4 | 6.80 6 | |
8,676 | 8,376 | 8,60 9 | Q 2 | 8,50 5 9003 9109003 910 | 10,105 | 10,40 11 | 13/32 8 | 10,20 4 | ||
M16 x 2.00 | 14.210 | 13.835 | 14.00 6 | 35/64 2 | – | 17,294 | 17,50 8 | 11/16 7 | – | |
M24 x 3.0 | 21.252 | 20.752 | 21.00 10 | 53/64 11 | – | |||||
M30 x 3.5 | ||||||||||
M30 x 3.5 | 0 2617.2000 | 26,50 11 | 13/64 15 | – | ||||||
M36x 4.0 | 32,270 | 31.670 | 32,00 13 | 117/64 19 | – | |||||
Маленькие индексы показывают теоретический зазор в тысячных долей малого диаметра над минимальным диаметром гайки.
Сверла для букв и проволоки устарели и заменяются метрическими.
Британский стандарт Whitworth – BSW
| Размер и шаг резьбы на дюйм | Малый диаметр резьбы гайки (A) | 917 ||||||||
|---|---|---|---|---|---|---|---|---|---|
| | Максимум | Минимум | Рекомендуемый | 03 | 22 03дюймов | мм | дюймов | ||
1/8 – 40 | 0.1020 | 0,0930 | 39 7 | 2,55 7 | 40 5 | ||||
| 0 – 24174000 | |||||||||
| 0 – 24174000 910 – 24174000 0,1341 | 27 10 | 3,70 12 | 28 6 | ||||||
1/4 – 20 | 0.2030 | 0,1860 | 9 10 | 5,00 11 | 10 7 12 3 | 9169 | 0 | 0,2413 | 1/4 9 | 6,40 11 | D5 C 1 |
3/8 – 917.3145 | 0,2950 | N 7 | 7,70 8 | 19/64 2 S 2 | – 9172|||||
0,3461 | T 12 | 9,10 12 | Y 11 X 4 | 9570,3932 | 13/32 13 | 10,40 13 | – | ||
9/16 – 9102 | |||||||||
9/16 – 9104 9172 | 15/32 13 | 12,00 7 | – | ||||||
5/8 – 11 | 0,5338 | 017.508617/32 23 | 13,50 23 | 33/64 7 | |||||
3/4 – 10 | 4901741/64 19 | 16,25 17 | 5/8 3 | ||||||
7/8 – 9 | 9002 0,71067328 | 3/4 17 | 19,00 15 | 47/64 2 | |||||
1-8 | 7 | 7 | 55/64 19 | 22.00 26 | 27/32 1 | ||||
1 1/8 – 7 | 0175720 | 31/32 17 | 24,50 22 | 6 1/64 11 | |||||
1 1/4 – 7 | 1.0670 | 13/32 27 | 27,50 16 | 1 5/64 11 | |||||
1 1/2 – 6 | 0 9179 | 1.2866 | 1 5/16 26 | 33,00 12 | 1 19/64 11 | ||||
1 3/4 – 5 | 0 | 1.4938 | 1 17/32 37 | 38,50 22 | 1 33/64 20 | ||||
10 1 – 917 | 1.7154 | 1 3/4 35 | 44,50 37 | 1 47/64 20 | |||||
| – A) средние классы. | |||||||||
Маленькие индексы показывают теоретический зазор в тысячных долях дюйма выше минимального вспомогательного диаметра резьбы гайки.
Сверла для букв и проволоки устарели и заменяются метрическими.
Таблицы резьбовых сверл.pdf
| |
| |
| |
| |
| |
| |
| |
| |
| |
| |
| |
| |
| |
| |
| |
| |
| |
|
Размеры отверстий для колонн – Таблицы – Руководство по резьбонарезным инструментам
Таблицы размеров отверстий для колоннОтверстие под сердечник – это отверстие, в котором нарезается внутренняя резьба.Основное отверстие предварительно просверливается спиральным сверлом.
Различают метрическую и дюймовую резьбу. Для метрической резьбы размеры указаны в миллиметрах. Шаг рассчитывается путем измерения расстояния между первым и вторым зубом. Однако для дюймовой резьбы размеры даны в дюймах. 1 дюйм соответствует 25,4 мм. Здесь шаг определяется путем подсчета количества витков резьбы на один дюйм.
Отверстия для коронок имеют определенный размер, соответствующий нарезанной резьбы.Это означает, что размер отверстия спирального сверла определяется диаметром резьбы.
Подробнее о бурении колонковых отверстий читайте в статье нашего блога:
Важно!
Для глухих отверстий необходимо предварительно просверлить отверстие под стержень глубже, чем желаемая резьба, на длину фаски.
Рекомендуем опустить отверстие под сердечник до диаметра резьбы.
Далее вы найдете таблицы размеров колонковых отверстий для колонкового бурения для:
- Метрическая резьба DIN 13
- Мелкая метрическая резьба
- BSP
- UNC
- UNF
- BSW
- BSF
- NPT
- НПТФ
- Тр
Размеры отверстий под метрическую резьбу DIN 13
Правильные размеры отверстий для корончатых сверл, таблиц сверления и таблиц резьбы для метрической стандартной резьбы ISO:
| Размеры отверстий под метрическую резьбу DIN 13 | ||
| Метрическая резьба ISO или стандартная резьба измеряется в миллиметрах и является наиболее часто используемой в Европе. | ||
| Номинальный размер мм | Шаг мм | Глубинное отверстие мм |
| М 1 | 0,25 | 0,75 |
| М 1,1 | 0,25 | 0,85 |
| М 1,2 | 0,25 | 0,95 |
| П 1,4 | 0,3 | 1,1 |
| М 1,6 | 0,35 | 1,25 |
| М 1,7 | 0,35 | 1,3 |
| М 1,8 | 0,35 | 1,45 |
| м 2 | 0,4 | 1,6 |
| М 2,2 | 0,45 | 1,75 |
| М 2,3 | 0,4 | 1,9 |
| М 2,5 | 0,45 | 2,05 |
| M 2,6 | 0,45 | 2,1 |
| M 3 | 0,5 | 2,5 |
| М 3,5 | 0,6 | 2,9 |
| М 4 | 0,7 | 3,3 |
| М 4,5 | 0,75 | 3,7 |
| М 5 | 0,8 | 4,2 |
| м 6 | 1 | 5 |
| М 7 | 1 | 6 |
| М 8 | 1,25 | 6,8 |
| М 9 | 1,25 | 7,8 |
| М 10 | 1,5 | 8,5 |
| м 11 | 1,5 | 9,5 |
| П 12 | 1,75 | 10,2 |
| П 14 | 2 | 12 |
| П 16 | 2 | 14 |
| М 18 | 2,5 | 15,5 |
| П 20 | 2,5 | 17,5 |
| П 22 | 2,5 | 19,5 |
| П 24 | 3 | 21 |
| П 27 | 3 | 24 |
| П 30 | 3,5 | 26,5 |
| П 33 | 3,5 | 29,5 |
| П 36 | 4 | 32 |
| М 39 | 4 | 35 |
| М 42 | 4,5 | 37,5 |
| П 45 | 4,5 | 40,5 |
| М 48 | 5 | 43 |
| П 52 | 5 | 47 |
| П 56 | 5,5 | 51,5 |
| П 60 | 5,5 | 54,5 |
| м 64 | 6 | 58 |
Размеры отверстий под метрическую мелкую резьбу
Правильные размеры отверстий для корончатых сверл, таблиц сверления, а также таблиц резьбы для метрической мелкой резьбы ISO:
| Размеры отверстий под метрическую мелкую резьбу | ||
| По сравнению со стандартной резьбой, мелкая резьба имеет меньший уклон . | ||
| Номинальный размер, мм | Шаг мм | Глубинное отверстие мм |
| MF 2,5 x 0,35 | 0,35 | 2,15 |
| MF 2,6 x 0,35 | 0,35 | 2,15 |
| MF 3 x 0,35 | 0,35 | 2,65 |
| MF 3,5 x 0,35 | 0,35 | 3,15 |
| MF 4 x 0,35 | 0,35 | 3,65 |
| MF 4 x 0,5 | 0,5 | 3,5 |
| MF 4,5 x 0,35 | 0,35 | 4,15 |
| MF 4,5 x 0,5 | 0,5 | 4 |
| MF 5 x 0,5 | 0,5 | 4,5 |
| MF 5 x 0,75 | 0,75 | 4,25 |
| MF 5,5 x 0,5 | 0,5 | 5 |
| MF 5,5 x 0,75 | 0,75 | 4,75 |
| MF 6 x 0,5 | 0,5 | 5,5 |
| MF 6 x 0,75 | 0,75 | 5,25 |
| MF 7 x 0,5 | 0,5 | 6,5 |
| MF 7 x 0,75 | 0,75 | 6,25 |
| MF 8 x 0,5 | 0,5 | 7,5 |
| MF 8 x 0,75 | 0,75 | 7,25 |
| MF 8 x 1 | 1 | 7 |
| MF 8 x 1,5 | 1,5 | 6,5 |
| MF 9 x 0,5 | 0,5 | 8,5 |
| MF 9 x 0,75 | 0,75 | 8,2 |
| MF 9 x 1 | 1 | 8 |
| MF 10 x 0,5 | 0,5 | 9,5 |
| MF 10 x 0,75 | 0,75 | 9,25 |
| MF 10 x 1 | 1 | 9 |
| MF 10 x 1,25 | 1,25 | 8,8 |
| MF 11 x 0,5 | 0,5 | 10,5 |
| MF 11 x 0,75 | 0,75 | 10,25 |
| MF 11 x 1 | 1 | 10 |
| MF 11 x 1,25 | 1,25 | 9,75 |
| MF 12 x 0,5 | 0,5 | 11,5 |
| MF 12 x 0,75 | 0,75 | 11,25 |
| MF 12 x 1 | 1 | 11 |
| MF 12 x 1,25 | 1,25 | 10,8 |
| MF 12 x 1,5 | 1,5 | 10,5 |
| MF 13 x 0,5 | 0,5 | 12,5 |
| MF 13 x 0,75 | 0,75 | 12,25 |
| MF 13 x 1 | 1 | 12 |
| MF 13 x 1,25 | 1,25 | 11,75 |
| MF 13 x 1,5 | 1,5 | 11,5 |
| MF 14 x 0,5 | 0,5 | 13,5 |
| MF 14 x 0,75 | 0,75 | 13,25 |
| MF 14 x 1 | 1 | 13 |
| MF 14 x 1,25 | 1,25 | 12,8 |
| MF 14 x 1,5 | 1,5 | 12,5 |
| MF 15 x 0,5 | 0,5 | 14,5 |
| MF 15 x 0,75 | 0,75 | 14,25 |
| MF 15 x 1 | 1 | 14 |
| MF 15 x 1,25 | 1,25 | 13,8 |
| MF 15 x 1,5 | 1,5 | 13,5 |
| MF 16 x 0,5 | 0,5 | 15,5 |
| MF 16 x 0,75 | 0,75 | 15,25 |
| MF 16 x 1 | 1 | 15 |
| MF 16 x 1,25 | 1,25 | 14,75 |
| MF 16 x 1,5 | 1,5 | 14,5 |
| MF 17 x 0,75 | 0,75 | 16,25 |
| MF 17 x 1 | 1 | 16 |
| MF 17 x 1,5 | 1,5 | 15,5 |
| MF 18 x 0,5 | 0,5 | 17,5 |
| MF 18 x 0,75 | 0,75 | 17,25 |
| MF 18 x 1 | 1 | 17 |
| MF 18 x 1,25 | 1,25 | 16,75 |
| MF 18 x 1,5 | 1,5 | 16,5 |
| MF 18 x 2 | 2 | 16 |
| MF 19 x 1 | 1 | 18 |
| MF 19 x 1,5 | 1,5 | 17,5 |
| MF 20 x 0,5 | 0,5 | 19,5 |
| MF 20 x 0,75 | 0,75 | 19,25 |
| MF 20 x 1 | 1 | 19 |
| MF 20 x 1,25 | 1,25 | 18,75 |
| MF 20 x 1,5 | 1,5 | 18,5 |
| MF 20 x 2 | 2 | 18 |
| MF 21 x 1 | 1 | 20 |
| MF 21 x 1,5 | 1,5 | 19,5 |
| MF 22 x 0,5 | 0,5 | 21,5 |
| MF 22 x 0,75 | 0,75 | 21,25 |
| MF 22 x 1 | 1 | 21 |
| MF 22 x 1,25 | 1,25 | 20,75 |
| MF 22 x 1,5 | 1,5 | 20,5 |
| MF 22 x 2 | 2 | 20 |
| MF 23 x 1 | 1 | 22 |
| MF 23 x 1,5 | 1,5 | 21,5 |
| MF 24 x 0,5 | 0,5 | 23,5 |
| MF 24 x 0,75 | 0,75 | 23,25 |
| MF 24 x 1 | 1 | 23 |
| MF 24 x 1,25 | 1,25 | 22,75 |
| MF 24 x 1,5 | 1,5 | 22,5 |
| MF 24 x 2 | 2 | 22 |
| MF 25 x 1 | 1 | 24 |
| MF 25 x 1,5 | 1,5 | 23,5 |
| MF 25 x 2 | 2 | 23 |
| MF 26 x 1 | 1 | 25 |
| MF 26 x 1,25 | 1,25 | 24,75 |
| MF 26 x 1,5 | 1,5 | 24,5 |
| MF 26 x 2 | 2 | 24 |
| MF 27 x 1 | 1 | 26 |
| MF 27 x 1,5 | 1,5 | 25,5 |
| MF 27 x 2 | 2 | 25 |
| MF 28 x 1 | 1 | 27 |
| MF 28 x 1,5 | 1,5 | 26,5 |
| MF 28 x 2 | 2 | 26 |
| MF 30 x 1 | 1 | 29 |
| MF 30 x 1,5 | 1,5 | 28,5 |
| MF 30 x 2 | 2 | 28 |
| MF 30 x 3 | 3 | 27 |
| MF 32 x 1 | 1 | 31 |
| MF 32 x 1,5 | 1,5 | 30,5 |
| MF 32 x 2 | 2 | 30 |
| MF 32 x 3 | 3 | 29 |
| MF 33 x 1 | 1 | 32 |
| MF 33 x 1,5 | 1,5 | 31,5 |
| MF 33 x 2 | 2 | 31 |
| MF 33 x 3 | 3 | 30 |
| MF 34 x 1 | 1 | 33 |
| MF 34 x 1,5 | 1,5 | 32,5 |
| MF 34 x 2 | 2 | 32 |
| MF 34 x 3 | 3 | 31 |
| MF 35 x 1 | 1 | 34 |
| MF 35 x 1,5 | 1,5 | 33,5 |
| MF 35 x 2 | 2 | 33 |
| MF 35 x 3 | 3 | 32 |
| MF 36 x 1 | 1 | 35 |
| MF 36 x 1,5 | 1,5 | 34,5 |
| MF 36 x 2 | 2 | 34 |
| MF 36 x 3 | 3 | 33 |
| MF 38 x 1 | 1 | 37 |
| MF 38 x 1,5 | 1,5 | 36,5 |
| MF 38 x 2 | 2 | 36 |
| MF 38 x 3 | 3 | 35 |
| MF 39 x 1,5 | 1,5 | 37,5 |
| MF 39 x 2 | 2 | 37 |
| MF 39 x 3 | 3 | 36 |
| MF 40 x 1 | 1 | 39 |
| MF 40 x 1,5 | 1,5 | 38,5 |
| MF 40 x 2 | 2 | 38 |
| MF 40 x 3 | 3 | 37 |
| MF 42 x 1,5 | 1,5 | 40,5 |
| MF 42 x 2 | 2 | 40 |
| MF 42 x 3 | 3 | 39 |
| MF 42 x 4 | 4 | 38 |
| MF 45 x 1 | 1 | 44 |
| MF 45 x 1,5 | 1,5 | 43,5 |
| MF 45 x 2 | 2 | 43 |
| MF 45 x 3 | 3 | 42 |
| MF 45 x 4 | 4 | 41 |
| MF 48 x 1 | 1 | 47 |
| MF 48 x 1,5 | 1,5 | 46,5 |
| MF 48 x 2 | 2 | 46 |
| MF 48 x 3 | 3 | 45 |
| MF 48 x 4 | 4 | 44 |
| MF 50 x 1 | 1 | 49 |
| MF 50 x 1,5 | 1,5 | 48,5 |
| MF 50 x 2 | 2 | 48 |
| MF 50 x 3 | 3 | 47 |
| MF 50 x 4 | 4 | 46 |
| MF 52 x 1 | 1 | 51 |
| MF 52 x 1,5 | 1,5 | 50,5 |
| MF 52 x 2 | 2 | 50 |
| MF 52 x 3 | 3 | 49 |
| MF 52 x 4 | 4 | 48 |
| MF 54 x 1,5 | 1,5 | 52,5 |
| MF 54 x 2 | 2 | 52 |
| MF 54 x 3 | 3 | 51 |
| MF 54 x 4 | 4 | 50 |
| MF 55 x 1,5 | 1,5 | 53,5 |
| MF 55 x 2 | 2 | 53 |
| MF 55 x 3 | 3 | 52 |
| MF 55 x 4 | 4 | 51 |
| MF 56 x 1,5 | 1,5 | 54,5 |
| MF 56 x 2 | 2 | 54 |
| MF 56 x 3 | 3 | 53 |
| MF 56 x 4 | 4 | 52 |
| MF 58 x 1,5 | 1,5 | 56,5 |
| MF 58 x 2 | 2 | 56 |
| MF 58 x 3 | 3 | 55 |
| MF 58 x 4 | 4 | 54 |
| MF 60 x 1,5 | 1,5 | 58,5 |
| MF 60 x 2 | 2 | 58 |
| MF 60 x 3 | 3 | 57 |
| MF 60 x 4 | 4 | 56 |
| MF 62 x 1,5 | 1,5 | 60,5 |
| MF 62 x 2 | 2 | 60 |
| MF 62 x 3 | 3 | 59 |
| MF 62 x 4 | 4 | 58 |
| MF 64 x 1,5 | 1,5 | 62,5 |
| MF 64 x 2 | 2 | 62 |
| MF 64 x 3 | 3 | 61 |
| MF 64 x 4 | 4 | 60 |
Размеры колонкового отверстия для BSP
Правильные размеры отверстий для корончатых сверл, таблиц сверления, резьбы на дюйм и таблиц резьбы для трубной резьбы Витворта:
| Размеры отверстий под сердечник для резьбы BSP | ||
| Труба по британскому стандарту (BSP / G) представляет собой трубную резьбу Уитворта и указывается в дюймах. | ||
| Номинальный размер мм | Число шестерен на дюйм | Глубинное отверстие мм |
| G 1/8 | 28 | 8,8 |
| G 1/4 | 19 | 11,8 |
| G 3/8 | 19 | 15,3 |
| G 1/2 | 14 | 19 |
| G 5/8 | 14 | 21 |
| G 3/4 | 14 | 24,5 |
| G 7/8 | 14 | 28,3 |
| G 1 | 11 | 30,5 |
| Г 1.1/8 | 11 | 35,5 |
| G 1.1 / 4 | 11 | 39,5 |
| G 1,3 / 8 | 11 | 42 |
| G 1.1 / 2 | 11 | 45 |
| G 1,5 / 8 | 11 | 49,6 |
| G 1,3 / 4 | 11 | 51 |
| G 2 | 11 | 57 |
| G 2.1 / 4 | 11 | 63,3 |
| Г 2.1/2 | 11 | 72,8 |
| G 2.3 / 4 | 11 | 79 |
| G 3 | 11 | 85,5 |
| G 3.1 / 4 | 11 | 91,6 |
| G 3.1 / 2 | 11 | 98 |
| G 3,3 / 4 | 11 | 104 |
| G 4 | 11 | 110,7 |
Размеры отверстий под сердечник для UNC
Правильные размеры отверстий для корончатых сверл, таблиц сверления, резьбы на дюйм и таблиц резьбы для стандартной американской резьбы:
| Размеры отверстий под резьбу UNC | ||
| Унифицированная национальная грубая резьба (UNC) – это американский эквивалент стандартной резьбы.Только единицы измерения даны в дюймах. | ||
| Номинальный размер мм | Шестерен на дюйм | Глубинное отверстие мм |
| № 1 | 64 | 1,5 |
| № 2 | 56 | 1,8 |
| № 3 | 48 | 2,1 |
| №4 | 40 | 2,3 |
| № 5 | 40 | 2,6 |
| № 6 | 32 | 2,9 |
| № 8 | 32 | 3,5 |
| № 10 | 24 | 3,9 |
| № 12 | 24 | 4,5 |
| 1/4 | 20 | 5,2 |
| 5/16 | 18 | 6,6 |
| 3/8 | 16 | 8 |
| 7/16 | 14 | 9,4 |
| 1/2 | 13 | 10,8 |
| 9/16 | 12 | 12,3 |
| 5/8 | 11 | 13,5 |
| 3/4 | 10 | 16,5 |
| 7/8 | 9 | 19,5 |
| 1 | 8 | 22,3 |
| 1.1/8 | 7 | 25 |
| 1. 1/4 | 7 | 28,3 |
| 1. 3/8 | 6 | 30,8 |
| 1. 1/2 | 6 | 34 |
| 1. 5/8 | 5 | 37,1 |
| 1. 3/4 | 5 | 39,5 |
| 1. 7/8 | 4,5 | 42 |
| 2 | 4,5 | 45 |
Размеры отверстий под резьбу UNF
Правильные размеры отверстий для корончатых сверл, таблиц сверления, резьбы на дюйм и таблицы резьбы для американской мелкой резьбы:
| Размеры отверстий под резьбу UNF | ||
| Унифицированная национальная тонкая резьба (UNF) является американским эквивалентом метрической мелкой резьбы ISO.Единица измерения – дюймы. | ||
| Номинальный размер мм | Шестерен на дюйм | Глубинное отверстие мм |
| № 0 | 80 | 1,25 |
| № 1 | 72 | 1,55 |
| № 2 | 64 | 1,85 |
| № 3 | 56 | 2,1 |
| №4 | 48 | 2,4 |
| № 5 | 44 | 2,7 |
| № 6 | 40 | 3 |
| № 8 | 36 | 3,5 |
| № 10 | 32 | 4,1 |
| № 12 | 28 | 4,65 |
| 1/4 | 28 | 5,5 |
| 5/16 | 24 | 6,9 |
| 3/8 | 24 | 8,5 |
| 7/16 | 20 | 9,9 |
| 1/2 | 20 | 11,5 |
| 9/16 | 18 | 13 |
| 5/8 | 18 | 14,5 |
| 3/4 | 16 | 17,5 |
| 7/8 | 14 | 20,5 |
| 1 (14) ” | 14 | 23,3 |
| 1 (12) ” | 12 | 23,3 |
| 1.1/8 | 12 | 26,5 |
| 1. 1/4 | 12 | 29,5 |
| 1. 3/8 | 12 | 32,5 |
| 1. 1/2 | 12 | 36 |
Размеры отверстий под резьбу BSW
Правильные размеры отверстий для корончатых сверл, таблиц сверления, резьбы на дюйм и таблицы резьбы для британской резьбы BSW:
| Размеры отверстий под сердечник для резьбы BSW | ||
| Британский стандарт Whitworth (BSW / WW) – это винтовая резьба.Он дан в дюймах. | ||
| Номинальный размер мм | Gänge pro Zoll | Кернлох мм |
| 1/16 | 60 | 1,2 |
| 3/32 | 48 | 1,9 |
| 1/8 | 40 | 2,6 |
| 5/32 | 32 | 3,2 |
| 3/16 | 24 | 3,8 |
| 7/32 | 24 | 4,6 |
| 1/4 | 20 | 5,1 |
| 5/16 | 18 | 6,5 |
| 3/8 | 16 | 7,9 |
| 7/16 | 14 | 9,3 |
| 1/2 | 12 | 10,5 |
| 9/16 | 12 | 12 |
| 3/4 | 10 | 16,5 |
| 7/8 | 9 | 19,5 |
| 1 ″ | 8 | 22 |
| 1.1/8 | 7 | 25 |
| 1. 1/4 | 7 | 28 |
| 1. 3/8 | 6 | 30,5 |
| 1. 1/2 | 6 | 33,5 |
| 1. 5/8 | 5 | 35,5 |
| 1. 7/8 | 4,5 | 41,5 |
| 2. 1/4 | 4 | 50,8 |
| 2. 1/2 | 4 | 57,15 |
| 2.3/4 | 3,5 | 62,6 |
| 3 ″ | 3,5 | 68,95 |
Kernlochmaße für BSF
Die richtigen Kernlochmaße für Kernlochbohrer, Bohrtabellen, Gänge pro Inch sowie Gewindetabellen für das britische Feingewinde.
| Kernlochmaße für BSF Gewinde | ||
| Das British Standard Fine (BSF) ist die englische Variante des Feingewindes.Es wird в Zoll angegeben. | ||
| Nennmaß мм | Шестерен на дюйм | Глубинное отверстие мм |
| 3/16 | 32 | 4 |
| 1/4 | 26 | 5,3 |
| 5/16 | 22 | 6,8 |
| 3/8 | 20 | 8,3 |
| 7/16 | 18 | 9,7 |
| 1/2 | 16 | 11,1 |
| 9/16 | 16 | 12,7 |
| 5/8 | 14 | 14 |
| 11/16 | 14 | 15,7 |
| 3/4 | 12 | 16,8 |
| 13/16 | 12 | 18,5 |
| 7/8 | 11 | 19,8 |
| 15/16 | 11 | 21,5 |
| 1 | 10 | 22,8 |
| 1.1/8 | 9 | 25,5 |
| 1. 1/4 | 9 | 28,6 |
| 1. 3/8 | 8 | 31,5 |
| 1. 1/2 | 8 | 34,6 |
| 1. 5/8 | 8 | 38,1 |
| 1. 3/4 | 7 | 40,8 |
| 2 | 7 | 47,2 |
Размеры основного отверстия для NPT
| NPT- National Pipe Taper – трубная резьба американского происхождения. | ||||
| Номинальный размер резьбы | Градиент в шестернях на дюйм / дюйм | Шаг (мм) | Наружный диаметр (мм) | Отверстие под сердечник (мм) |
| 1/16 ″ – 27 NPT | 27 | 0,941 | 7 895 | 6 |
| 1/8 ″ – 27 NPT | 27 | 0,941 | 10 242 | 8,25 |
| 1/4 ″ – 18 NPT | 18 | 1,411 | 13 616 | 10,7 |
| 3/8 ″ – 18 NPT | 18 | 1,411 | 17055 | 14,1 |
| 1/2 ″ – 14 NPT | 14 | 1814 | 21 223 | 17,4 |
| 3/4 ″ – 14 NPT | 14 | 1814 | 26,568 | 22,6 |
| 1 ″ – 11 1/2 NPT | 11,5 | 2,209 | 33 228 | 28,5 |
| 1 1/4 ″ – 11 1/2 NPT | 11,5 | 2,209 | 41 985 | 37 |
| 1 1/2 ″ – 11 1/2 NPT | 11,5 | 2,209 | 48 054 | 43,5 |
| 2 ″ – 11 1/2 NPT | 11,5 | 2,209 | 60 092 | 55 |
| 2 1/2 ″ – 8 NPT | 8 | 3,175 | 72 699 | 65,5 |
| 3 ″ – 8 NPT | 8 | 3,175 | 88 608 | 81,5 |
| 3 1/2 ″ – 8 NPT | 8 | 3,175 | 101 316 | 94,3 |
| 4 ″ – 8 NPT | 8 | 3,175 | 113,973 | 107 |
| 5 ″ – 8 NPT | 8 | 3,175 | 141,3 | 134 384 |
| 6 ″ – 8 NPT | 8 | 3,175 | 168 275 | 161,191 |
| 8 ″ – 8 NPT | 8 | 3,175 | 219 075 | 211 673 |
| 10 ″ – 8 NPT | 8 | 3,175 | 273,05 | 265 311 |
| 12 ″ – 8 NPT | 8 | 3,175 | 323,85 | 315 793 |
Размеры отверстий под NPTF
| NPTF – National Pipe Taper Fuel – американо-американская трубная резьба. | ||||
| Номинальный размер резьбы | Градиент в шестернях на дюйм | Шаг (мм) | Наружный диаметр (мм) | Глубокое отверстие (мм) |
| 1/16 ″ – 27 NPTF | 27 | 0,94 | 7,87 | 6 |
| 1/8 ″ – 27 NPTF | 27 | 0,94 | 10217 | 8,25 |
| 1/4 ″ – 18 NPTF | 18 | 1,411 | 13 577 | 10,7 |
| 3/8 ″ – 18 NPTF | 18 | 1,411 | 17016 | 14,1 |
| 1/2 ″ – 14 NPTF | 14 | 1814 | 21 211 | 17,4 |
| 3/4 ″ – 14 NPTF | 14 | 1814 | 26,566 | 22,6 |
| 1 ″ – 11 1/2 NPTF | 11,5 | 2,209 | 33,195 | 28,5 |
| 1 1/4 ″ – 11 1/2 NPTF | 11,5 | 2,209 | 41 952 | 37 |
| 1 1/2 ″ – 11 1/2 NPTF | 11,5 | 2,209 | 48021 | 43,5 |
| 2 ″ – 11 1/2 NPTF | 11,5 | 2,209 | 60,06 | 55 |
| 2 1/2 ″ – 8 NPTF | 8 | 3,175 | 72 642 | 65,5 |
| 4 ″ – 8 NPTF | 8 | 3,175 | 113 913 | 107 |
Размеры колонкового отверстия для Tr
| Tr – Трапецеидальная резьба имеет форму равнобедренной трапеции. | |||
| Номинальный размер резьбы | Шаг (мм) | Диаметр до обработки (мм) | Диаметр сердечника (мм) |
| Tr 9 x 2 | 2 | 6,5 | 7 |
| Tr 10 x 2 | 2 | 7,5 | 8 |
| Tr 11 x 3 | 3 | 7,5 | 8 |
| Tr 12 x 3 | 3 | 8,5 | 9 |
| Tr 14 x 3 | 3 | 10,5 | 11 |
| Tr 16 x 4 | 4 | 11,5 | 12 |
| Tr 18 x 4 | 4 | 13,5 | 14 |
| Tr 20 x 4 | 4 | 15,5 | 16 |
| Tr 22 x 5 | 5 | 16,5 | 17 |
| Tr 24 x 5 | 5 | 17,5 | 19 |
| Tr 26 x 5 | 5 | 20,5 | 21 |
| Tr 28 x 5 | 5 | 22,5 | 23 |
| Tr 30 x 6 | 6 | 23 | 24 |
| Tr 32 x 6 | 6 | 25 | 26 |
| Tr 34 x 6 | 6 | 27 | 28 |
| Tr 36 x 6 | 6 | 29 | 30 |
| Tr 38 x 7 | 7 | 30 | 31 |
| Tr 40 x 7 | 7 | 32 | 33 |
| Tr 42 x 7 | 7 | 34 | 35 |
| Tr 44 x 7 | 7 | 36 | 37 |
| Tr 46 x 8 | 8 | 37 | 38 |
| Tr 48 x 8 | 8 | 39 | 40 |
| Tr 50 x 8 | 8 | 41 | 42 |
| Tr 52 x 8 | 8 | 43 | 44 |
| Tr 55 x 9 | 9 | 45 | 46 |
| Tr 60 x 9 | 9 | 50 | 51 |
| Tr 65 x 10 | 10 | 54 | 55 |
| Tr 70 x 10 | 10 | 59 | 60 |
| Tr 75 x 10 | 10 | 64 | 65 |
| Tr 80 x 10 | 10 | 69 | 70 |
| Tr 85 x 12 | 12 | 72 | 73 |
| Tr 90 x 12 | 12 | 77 | 78 |
| Tr 95 x 12 | 12 | 82 | 83 |
| Tr 100 x 12 | 12 | 87 | 88 |
| Tr 105 x 12 | 12 | 92 | 93 |
| Tr 110 x 12 | 12 | 97 | 98 |
| Tr 115 x 14 | 14 | 99 | 101 |
| Tr 120 x 14 | 14 | 104 | 106 |
| Tr 125 x 14 | 14 | 109 | 111 |
| Tr 130 x 14 | 14 | 114 | 116 |
| Tr 135 x 14 | 14 | 119 | 121 |
| Tr 140 x 14 | 14 | 124 | 126 |
| Tr 145 x 14 | 14 | 129 | 131 |
| Tr 150 x 16 | 16 | 132 | 134 |
| Tr 155 x 16 | 16 | 137 | 139 |
| Tr 160 x 16 | 16 | 142 | 144 |
| Tr 165 x 16 | 16 | 147 | 149 |
| Tr 170 x 16 | 16 | 152 | 154 |
| Tr 175 x 16 | 16 | 157 | 159 |
| Tr 180 x 18 | 18 | 160 | 162 |
| Tr 185 x 18 | 18 | 165 | 167 |
| Tr 190 x 18 | 18 | 170 | 172 |
| Tr 195 x 18 | 18 | 175 | 177 |
| Tr 200 x 18 | 18 | 180 | 182 |
| Tr 210 x 20 | 20 | 188 | 190 |
| Tr 220 x 20 | 20 | 198 | 200 |
| Tr 230 x 20 | 20 | 208 | 210 |
| Tr 240 x 22 | 22 | 216 | 218 |
| Tr 250 x 22 | 22 | 226 | 228 |
| Tr 260 x 22 | 22 | 236 | 238 |
| Тр 270 х 24 | 24 | 244 | 246 |
| Tr 280 x 24 | 24 | 254 | 256 |
| Tr 290 x 24 | 24 | 264 | 266 |
| Tr 300 x 24 | 24 | 274 | 276 |
Эта таблица является таблицей для публикации информации о дробных крепежных винтах, а также информации о сверлах для метчиков и зазоров.Если ничего не помогает, вы можете воспользоваться нашей таблицей преобразования размеров сверла или калькулятором размера сверла . Информации, доступной из наших источников, обычно достаточно для удовлетворения всех требований к сверлам или винтам, связанным с компьютерами, во всем мире.
| ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
% PDF-1.6 % 1204 0 объект > эндобдж xref 1204 40 0000000016 00000 н. 0000001599 00000 н. 0000001739 00000 н. 0000002106 00000 п. 0000002152 00000 н. 0000002490 00000 н. 0000002675 00000 н. 0000002865 00000 н. 0000003127 00000 н. 0000003673 00000 н. 0000003940 00000 н. 0000004251 00000 н. 0000005305 00000 н. 0000006356 00000 п. 0000007611 00000 п. 0000007753 00000 н. 0000007782 00000 н. 0000008080 00000 н. 0000009337 00000 н. 0000010387 00000 п. 0000011184 00000 п. 0000011354 00000 п. 0000012143 00000 п. 0000017072 00000 п. 0000018087 00000 п. 0000019630 00000 п. 00000 00000 п. 00000