| Режущий инструмент, инструментальная оснастка и приспособления / Cutting tools, tooling system and workholding | |||||
| Подборка ссылок из каталогов инструмента для словаря по машиностроению | |||||
| 806 Размеры отверстий под метрическую резьбу с крупным и мелким шагом (M, MF) для нарезания метчиками общего применения Справочная таблица | 807 Диаметр отверстия под накатку метрической резьбы с крупным и мелким шагом (M, MF) Размер сверла под унифицированную дюймовую резьбу (UNC, UNF) | 1603 Диаметр отверстия под нарезание резьбы метчиком Метрическая резьба с основным и меелким шагом DIN 13 UNC-резьба ASME В1.1 MJ-резьба UNJC-резьба UNJF-р | 1604 Диаметр сверления отверстия под резьбу UNF ASME В1.1 BSW-Whitworth-резьба BS84 Трубная резьба DIN-ISO 228-1 Резьба для стальной арматуры по DIN 40430 | 1605 Внутренние диаметры отверстий при формировании резьбы бесстружечными метчиками Метрическая резьба Метрическая резьба с мелким шагом DIN 13 номин. | 1606 Диаметр предварительного отверстия при обработке резьбы бесстружечными метчиками UNC-Резьба ASME В1.1 UNF-Резьба ASME В1.1 Whitworth Трубная резьба G |
| 76 Диаметр сверла под стандартную метрическую резьбу ISO с крупным и мелким шагом Справочная таблица Метрические и дюймовые размеры сверлильного инструмента | 77 Диаметр сверла под дюймовую резьбу с мелким и крупным шагом (UNC UNF), Whitworth с крупным шагом (BSW), трубную цилиндрическую (G) Справочная таблица | 78 Диаметры свёрл под дюймовую резьбу для нарезания метчиками Цилиндрическая и коническая американская трубная резьба (NPSM NPT) Коническая трубная резьба (Rc) | 79 Диаметры отверстий под накатку внутренней резьбы бесстружечными метчиками – раскатниками Метрические и дюймовые стандартные резьбы Таблица размеров | 785 Диаметр отверстия под резьбу Особенности при применении сверл CoroDrill Delta-C Более точные по сравнению со свёрлами из быстрорежущей стали (HSS) | 786 Диаметр отверстия под дюймовые и метрические резьбы ISO Сверла CoroDrill Delta-C Нарезание и накатывание резьбы метчиком Резьбофрезерование |
См. | |||||
Устройство метчика / Thread taps for metal | Нарезание резьбы метчиками / Tapping | ||||
Резьбонарезные патроны для метчиков / Tapping chucks | Метчик для накатки резьбы / Cold forming roll taps | ||||
Перевод дюймов в мм Таблица / Inches to mm Conversion table | Типы резьб / Thread types and applications | ||||
Технология сверления металла / Drill a hole in metal | Сверла Конструкция / Parts of a drill | ||||
| Примеры страниц из каталогов инструмента для металлообработки | |||||
76 Руководство DORMER 2008 Обработка металлов резанием на металлорежущих станках Стр. | |||||
Диаметр сверла под стандартную метрическую резьбу ISO с крупным и мелким шагом Справочная таблица Метрические и дюймовые размеры сверлильного инструмента Диаметр сверла под стандартную метрическую резьбу ISO с крупным и мелким шагом Справочная таблица Метрические и дюймовые размеры сверлильного инструмента _ Макс. Внутренний Сверло Сверло Шаг Диам. Диам. Диам. M mm Дюйм 1.6 0.35 1.321 1.25 3/64 1.8 0.35 1.521 1.45 54 2 0.4 1.679 1.6 1/16 2.2 0.45 1.833 1.75 50 2.5 0.45 2.138 2.05 46 3 0.5 2.599 2.5 40 3.5 0.6 3.010 2.9 33 4 0.7 3.422 3.3 30 4.5 0.75 3.878 3.8 27 5 0.8 4.334 4.2 19 6 1 5.153 5 9 7 1 6.153 6 15/64 8 1.25 6.912 6.8 H 9 1.25 7.912 7.8 5/16 10 1.5 8.676 8.5 Q 11 1.5 9.676 9.5 3/8 12 1.75 10.441 10.3 Y 14 2 12.210 12 15/32 16 2 14.210 14 35/64 18 2.5 15.744 15.5 39/64 20 2.5 17.744 17.5 11/16 22 2.5 19.744 19.5 49/64 24 3 21.252 21 53/64 27 3 24.252 24 61/64 30 3.5 26.771 26.5 1.3/64 33 3.5 29.771 29.5 1.5/32 36 4 32.  210 26 8×1 7.153 7 J 30×1.5 28.676 28.5 9×1 8.153 8 O 30×2 28.210 28 10×0.75 9.378 9.3 U 32×1.5 30.676 30.5 10×1 9.153 9 T 32×2 30.210 30 10×1.25 8.912 .8 8 11/32 33×2 31.210 31 11×1 10.153 10 X 35×1.5 33.676 33.5 12×1 11.153 11 7/16 36×1.5 34.676 34.5 12×1.25 10.912 10.8 27/64 36×2 34.210 34 12×1.5 10.676 10.5 Z 36×3 33.252 33 14×1 13.153 13 17/32 38×1.5 36.676 36.5 14×1.25 12.912 12.8 1/2 39×3 36.252 36 14×1.5 12.676 12.5 31/64 40×1.5 38.676 38.5 15×1 14.153 14 35/64 40×2 38.210 38 15×1.5 13.676 13.5 17/32 40×3 37.252 37 16×1 15.153 15 19/32 42×1.5 40.676 40.5 16×1.5 14.676 14.5 9/16 42×2 40.210 40 18X1 17.153 17 43/64 42×3 39.252 39 18X1.5 16.676 16.5 41/64 45×1.5 43.676 43.5 18X2 16.210 16 5/8 45X2 43.210 43 20X1 19.153 19 3/4 45X3 45.252 42 20X1.5 18.676 18.5 47/64 48X1.5 46.676 46.5 20X2 18.210 18 45/64 48X2 46.210 46 22X1 21.153 21 53/64 48X3 45.252 45 22X1.5 20.676 20.5 13/16 50X1.5 48.686 48.2 22X2 20.210 20 25/32 50X2 48.210 48 24X1 23.153 23 29/32 50X3 47.252 47 24X1.5 22.676 22. 210 26 8×1 7.153 7 J 30×1.5 28.676 28.5 9×1 8.153 8 O 30×2 28.210 28 10×0.75 9.378 9.3 U 32×1.5 30.676 30.5 10×1 9.153 9 T 32×2 30.210 30 10×1.25 8.912 .8 8 11/32 33×2 31.210 31 11×1 10.153 10 X 35×1.5 33.676 33.5 12×1 11.153 11 7/16 36×1.5 34.676 34.5 12×1.25 10.912 10.8 27/64 36×2 34.210 34 12×1.5 10.676 10.5 Z 36×3 33.252 33 14×1 13.153 13 17/32 38×1.5 36.676 36.5 14×1.25 12.912 12.8 1/2 39×3 36.252 36 14×1.5 12.676 12.5 31/64 40×1.5 38.676 38.5 15×1 14.153 14 35/64 40×2 38.210 38 15×1.5 13.676 13.5 17/32 40×3 37.252 37 16×1 15.153 15 19/32 42×1.5 40.676 40.5 16×1.5 14.676 14.5 9/16 42×2 40.210 40 18X1 17.153 17 43/64 42×3 39.252 39 18X1.5 16.676 16.5 41/64 45×1.5 43.676 43.5 18X2 16.210 16 5/8 45X2 43.210 43 20X1 19.153 19 3/4 45X3 45.252 42 20X1.5 18.676 18.5 47/64 48X1.5 46.676 46.5 20X2 18.210 18 45/64 48X2 46.210 46 22X1 21.153 21 53/64 48X3 45.252 45 22X1.5 20.676 20.5 13/16 50X1.5 48.686 48.2 22X2 20.210 20 25/32 50X2 48.210 48 24X1 23.153 23 29/32 50X3 47.252 47 24X1.5 22.676 22. | |||||
| | |||||
| | |||||
| 77 Руководство DORMER 2008 Обработка металлов резанием на металлорежущих станках Стр.77 | |||||
Диаметр сверла под дюймовую резьбу с мелким и крупным шагом (UNC UNF), Whitworth с крупным шагом (BSW), трубную цилиндрическую (G) Справочная таблица Диаметр сверла под дюймовую резьбу с мелким и крупным шагом (UNC UNF), Whitworth с крупным шагом (BSW), трубную цилиндрическую (G) Справочная таблица _ Сверло Внутренний Диам.  5 1.1/2 11 45.485 45 1.3/4 11 51.428 51 2 11 57.296 57 2.1/4 11 63.342 63 2.1/2 11 72.866 72.5 2.3/4 11 79.216 79 3 11 85.566 85.5 Метрическая резьба с крупным шагом согл. ISO для резьбовых вставок МЕТЧИК Сверло Диам. EG M mm 2.5 2.6 3 3.2 3.5 3.7 4 4.2 5 5.2 6 6.3 8 8.4 10 10.5 12 12.5 14 14.5 16 16.5 18 18.75 20 20.75 22 22.75 24 24.75 Дюймовая резьба с крупным шагом согл. ISO для резьбовых вставок МЕТЧИК Сверло Диам. EG UNC mm nr 2-56 2.3 nr 3-48 2.7 nr 4-40 3 nr 5-40 3.4 nr 6-32 3.7 nr 8-32 4.4 nr 10-24 5.1 nr 12-24 5.8 1/4-20 6.7 5/16-18 8.4 3/8-16 10 7/16-14 11.7 1/2-13 13.3 77 Нарезание резьбы метчиками ДИАМЕТРЫ СВЕРЛ ДЛЯ ОТВЕРСТИЙ ПОД НАРЕЗАНИЕ РЕЗЬБЫ Дюймовая резьба с крупным шагом согл. ISO МЕТЧИК Макс. Сверло Whitworth 5 1.1/2 11 45.485 45 1.3/4 11 51.428 51 2 11 57.296 57 2.1/4 11 63.342 63 2.1/2 11 72.866 72.5 2.3/4 11 79.216 79 3 11 85.566 85.5 Метрическая резьба с крупным шагом согл. ISO для резьбовых вставок МЕТЧИК Сверло Диам. EG M mm 2.5 2.6 3 3.2 3.5 3.7 4 4.2 5 5.2 6 6.3 8 8.4 10 10.5 12 12.5 14 14.5 16 16.5 18 18.75 20 20.75 22 22.75 24 24.75 Дюймовая резьба с крупным шагом согл. ISO для резьбовых вставок МЕТЧИК Сверло Диам. EG UNC mm nr 2-56 2.3 nr 3-48 2.7 nr 4-40 3 nr 5-40 3.4 nr 6-32 3.7 nr 8-32 4.4 nr 10-24 5.1 nr 12-24 5.8 1/4-20 6.7 5/16-18 8.4 3/8-16 10 7/16-14 11.7 1/2-13 13.3 77 Нарезание резьбы метчиками ДИАМЕТРЫ СВЕРЛ ДЛЯ ОТВЕРСТИЙ ПОД НАРЕЗАНИЕ РЕЗЬБЫ Дюймовая резьба с крупным шагом согл. ISO МЕТЧИК Макс. Сверло Whitworth | |||||
| | |||||
| | |||||
78 Руководство DORMER 2008 Обработка металлов резанием на металлорежущих станках Стр.78 | |||||
Диаметры свёрл под дюймовую резьбу для нарезания метчиками Цилиндрическая и коническая американская трубная резьба (NPSM NPT) Коническая трубная резьба (Rc) Диаметры свёрл под дюймовую резьбу для нарезания метчиками Цилиндрическая и коническая американская трубная резьба (NPSM NPT) Коническая трубная резьба (Rc) _ Цилиндрическая американская трубная резьба “DRYSEAL” Коническая трубная резьба Whitworth МЕТЧИК Min Макс. | |||||
| | |||||
| | |||||
79 Руководство DORMER 2008 Обработка металлов резанием на металлорежущих станках Стр. | |||||
Диаметры отверстий под накатку внутренней резьбы бесстружечными метчиками – раскатниками Метрические и дюймовые стандартные резьбы Таблица размеров Диаметры отверстий под накатку внутренней резьбы бесстружечными метчиками – раскатниками Метрические и дюймовые стандартные резьбы Таблица размеров _ с крупным шагом согл. ISO МЕТЧИК Макс. Внутренний Сверло Сверло Диам. Диам. Диам. M mm Дюйм 2 1.679 1.8 2.5 2.138 2.3 3 2.599 2.8 35 3.5 3.010 3.2 30 4 3.422 3.7 5 4.334 4.6 14 6 5.153 5.5 7/32 8 6.912 7.4 10 8.676 9.3 12 10.441 11.2 7/16 14 12.210 13.0 16 14.210 15.0 D = Диаметр сверла (мм) Dnom = Номинальный диаметр метчика (мм) P = Шаг метчика (мм) 65 в формуле стоит для желаемой высоты резьбы в % Метрическая резьба с мелким шагом согл. ISO МЕТЧИК Макс. Сверло Внутренний Диам. Диам. MF mm 4×0.50 3.599 3.8 5×0.50 4.599 4.8 6×0.75 5.378 5.7 8×0.75 7.378 7.7 8×1.00 7.158 7.5 10×1.00 9.153 9.5 10×1.25 8.912 9.4 12×1.00 11.153 11. | |||||
| Подборка ссылок иллюстрированных из промышленных каталогов | |||||
| 867 Рекомендуемые диаметры сверл под метрическую резьбу Recommended tap drill sizes Metric ISO threads | 868 Рекомендуемые диаметры сверления отверстий под дюймовую резьбу UNC UNF Диаметр сверла для трубной резьбы Whitworth pipe threads | 1076 Размер сверла под метрическую резьбу с основным и мелким шагом Справочная таблица Стандартное обозначение резьбы Диаметр сверлильного инструмента | 1652 Drill diameters for prepared holes Metric Coarse and Fine Screw Thread Справочная таблица значений диаметра предварительного отверстия под нарезани | ||
| 767 Размер сверла для отверстий под унифицированную американскую резьбу UNC и UNF нарезаемую метчиками Метрическая и дюймовая системы | 768 Основные диаметры отверстий под метрическую резьбу с крупным и мелким шагом для нарезки метчиками Размеры в метрической и дюймовой системах измерения | 769 Таблица размеров сверл для отверстий под резьбу Резьбонарезание метчиком Крупный и мелкий шаг стандартной метрической резьбы 65 70 75 процентов | 770 Таблица диаметров отверстий под накатку метчиками раскатниками дюймовой унифицированной резьбы (UNC UNF) с основным и мелким шагом | 771 Таблица диаметров под накатку бесстружечными метчиками стандартной метрической резьбы (M MF) с основным и мелким шагом | 772 Таблица размеров сверл для отверстий под трубную резьбу NPT NPTF NPSM NPSC NPSF Предварительное отверстие обработано без развертки и с разверткой |
| 352 Справочная таблица диаметров отверстий под резьбу для нарезания резьбы метчиками Часть 1 Метрическая резьба ISO по DIN 13 Метрическая мелк | 353 Справочная таблица диаметров отверстий под резьбу для нарезания резьбы метчиками Часть 2 Трубная резьба Витворта по DIN ISO 228/1 Резьба В | 354 Справочная таблица диаметров отверстий под резьбу для нарезания резьбы метчиками Часть 3 Американская унифицированная крупная резьба по AS | 355 Справочная таблица диаметров отверстий под резьбу для нарезания резьбы метчиками Часть 4 Трубная резьба по DIN 40 430 Pg Число ниток Наруж | 356 Таблица диаметров отверстий под резьбу для раскатников (бесстружечных метчиков) Часть 1 Метрическая резьба ISO по DIN 13 Метрическая мелка | 357 Таблица диаметров отверстий под резьбу для раскатников (бесстружечных метчиков) Часть 2 Трубная резьба Витворта по DIN ISO 228/1 G Число н |
| 1352 Диаметр отверстия под нарезание резьбы метчиком Справочные таблицы Метрическая резьба ISO M Метрическая крупная резьба ISO DIN 13 и DIN ISO 965-1 D Di 0 P мм | 1353 Диаметр сверла для резьбовых отверстий Справочные таблицы рекомендованных значений Метрическая резьба ISO MF Метрическая мелкая резьба ISO DIN 13 и DIN ISO 96 | 1354 Диаметры отверстий под резьбу Метрическая резьба ISO 60° Крупная резьба по ASME B1. 15 и ISO 3161 D Dl 0 P Gg/1 мин мм 3B макс мм 3B 0 мм 1-64 UNJC 1,467 1,570 15 и ISO 3161 D Dl 0 P Gg/1 мин мм 3B макс мм 3B 0 мм 1-64 UNJC 1,467 1,570 | 1355 Значения диаметра отверстия под внутреннюю резьбу для резьбовых проволочных вставок Прочие виды P Dil D EG UNC Унифицированная крупная резьба для резьбовых вс | 1356 Диаметры отверстий под резьбу Техническая информация Американская резьба 60 Крупная резьба по ASMEСверхмелкая резьба по ASME B1.1 D Dl 0 мм 0 P Gg/1 мин мм 2B | 1357 Диаметр отверстия для нарезания резьбы метчиком Американская трубная резьба ti min. D NPT Американская стандартная трубная резьба по ASME B1.20.1 конус 1:16 N |
| 1358 Диаметры отверстий под резьбу Трубная резьба Дюймовая резьба Whitworth Трубная резьба по DIN EN ISO 228 BSW Дюймовая резьба по BS 84 D Di D Di 0 P Gg/1 мин мм | 1359 Диаметры отверстий под резьбу Резьбонарезание Дюймовая резьба Whitworth BA Британская стандартная резьба по BS 949, Part 2 Rc Коническая трубная резьба, конус | 1360 Диаметры отверстий под резьбу Накатывание резьбы Справочные таблицы значений Метрическая крупная резьба ISO DIN 13 и DIN ISO 965-1 Метрическая мелкая резьба I | 1361 Диаметры отверстий под резьбу Накатывание резьбы Метрическая крупная резьба ISO EG по DIN 8140 А Дюймовая резьба BSW по BS 84 Сверхмелкая резьба UNEF по ASME | ||
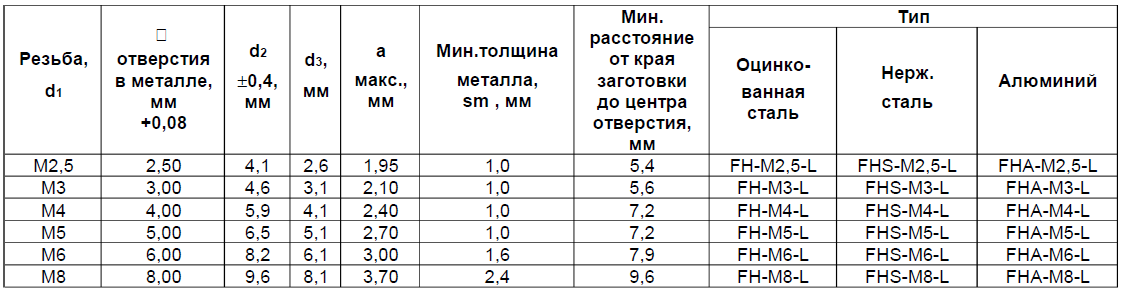
| 358 Диаметры отверстий под резьбу для болтов Диаметр отверстия под резьбу всегда должен быть меньше, чем наружный диаметр резьбы на плашке Пла | 359 Диаметры отверстия под резьбу для болтов Американская крупная резьба в соответствии с ASME B1 1 Американская мелкая резьба в соответствии | 360 Диаметры отверстия под резьбу для болтов Трубная резьба G в соответствии с DIN EN ISO 228 G Шаг P Предварительный диаметр d мм 0 при токар | 1320 Диаметр сверла под резьбовое отверстие Резьба метрическая крупная (M) Метрическая мелкая (MF) Режущий материал осевого режущего инструмента | 1321 Размеры отверстия и зенкования под метрический болт с цилиндрической головкой Таблица и чертеж Номинальный размер резьбы | 963 Таблица выбора диаметра сверла под нарезаемую резьбу Метрическая резьба с основным шагом Метрическая резьба с мелким шагом Обозначение резьбы Диаметр сверлильно |
| 279 Рекомендуемые диаметры предварительно обработанных отверстий под нарезание стандартной метрической резьбы (DIN 13) метчиком Справочные таблицы для резьбового режущег | 280 Справочная таблица значений диаметров предварительно обработанных отверстий под нарезку метчиками стандартной мелкой метрической резьбы MF DIN 13 Металлорежущий инст | 281 Рекомендуемые диаметры сверления отверстий под дюймовую резьбу UNC UNF ASME B1 1 G DIN-ISO 228 Справочная таблица от шведского производителя металлорежущего инструме | 282 Рекомендуемые диаметры предварительно обработанных отверстий для нарезания метчиками американской цилиндрической и конической трубной резьбы NPT ASME B1 20 1 Cone 1 | 283 Таблица значений диаметров отверстий под бесстружечные метчики (раскатники) Метрическая стандартная резьба с основным и мелким шагом DIN 13 мм дюйм TDZ TP PHD PHD M | 284 Рекомендуемые значения диаметров просверленных отверстий под бесстружечные метчики (раскатники) Дюймовая американская унифицированная резьба с основным и мелким шаго |
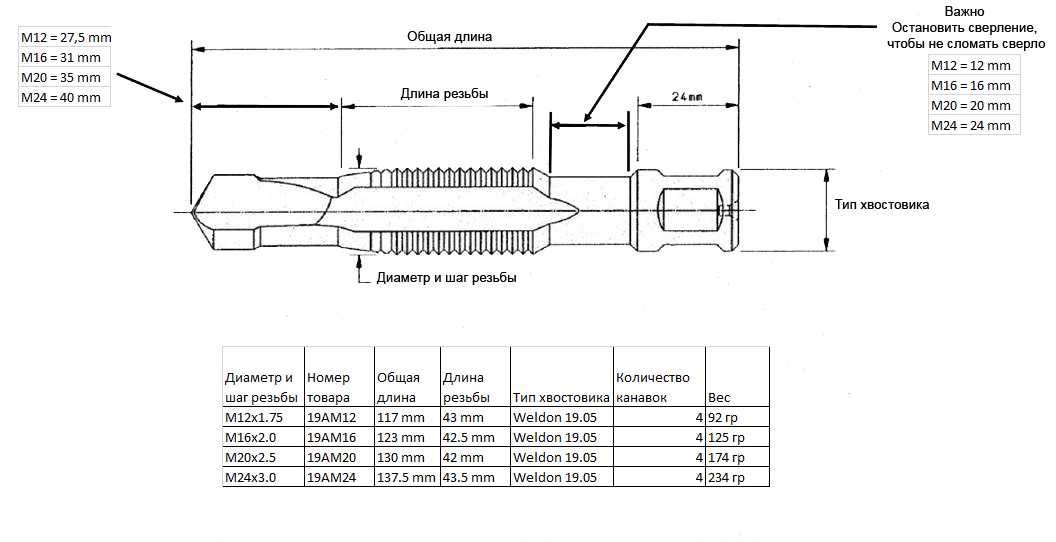
| Пример иллюстрации инструмента из промышленного каталога (из подборки фото инструментов для металлообработки / Metal cutting tools images) | |||||
926 Каталог WALTER 2012 Режущий инструмент и инструментальная оснастка Стр. | |||||
Красочная иллюстрация работы машинного метчика по нарезанию метрической резьбы в глухом отверстии заготовки из металла Промышленные каталоги Германии Красочная иллюстрация работы машинного метчика по нарезанию метрической резьбы в глухом отверстии заготовки из металла Промышленные каталоги Германии _ Общий каталог инструмента WALTER на русском языке за 2012 год Токарная обработка Сверление Резьбонарезание Фрезерование Инструментальная оснастка Walter | |||||
Каталоги инструмента и оснастки для металлообработки на станках / | |||||
 также / See also :
также / See also : 76
76
 Диам. Диам. UNC mm Дюйм nr 2-56 1.872 1.85 50 nr 3-48 2.146 2.1 47 nr 4-40 2.385 2.35 43 nr 5-40 2.697 2.65 38 nr 6-32 2.896 2.85 36 nr 8-32 3.513 3.5 29 nr 10-24 3.962 3.9 25 nr 12-24 4.597 4.5 16 1/4-20 5.268 5.1 7 5/16-18 6.734 6.6 F 3/8-16 8.164 8 5/16 7/16-14 9.550 9.4 U 1/2-13 11.013 10.8 27/64 9/16-12 12.456 12.2 31/64 5/8-11 13.868 13.5 17/32 3/4-10 16.833 16.5 21/32 7/8-9 19.748 19.5 49/64 1-8 22.598 22.25 7/8 1.1/8-7 25.349 25 63/64 1.1/4-7 28.524 28 1.7/64 1.3/8-6 31.120 30.75 1.7/32 1.1/2-6 34.295 34 1.11/32 1.3/4-5 39.814 39.5 1.9/16 2-41/2 45.595 45 1.25/32 Дюймовая резьба с мелким шагом согл. ISO МЕТЧИК Макс. Внутренний Сверло Сверло Диам. Диам. Диам. UNF mm Дюйм nr 2-64 1.913 1.9 50 nr 3-56 2.197 2.15 45 nr 4-48 2.459 2.4 42 nr 5-44 2.741 2.7 37 nr 6-40 3.023 2.95 33 nr 8-36 3.607 3.5 29 nr 10-32 4.166 4.1 21 nr 12-28 4.724 4.7 14 1/4-28 5.580 5.5 3 5/16-24 7.038 6.9 I 3/8-24 8.626 8.5 Q 7/16-20 10.030 9.9 25/64 1/2-20 11.618 11.5 29/64 9/16-18 13.084 12.9 33/64 5/8-18 14.
Диам. Диам. UNC mm Дюйм nr 2-56 1.872 1.85 50 nr 3-48 2.146 2.1 47 nr 4-40 2.385 2.35 43 nr 5-40 2.697 2.65 38 nr 6-32 2.896 2.85 36 nr 8-32 3.513 3.5 29 nr 10-24 3.962 3.9 25 nr 12-24 4.597 4.5 16 1/4-20 5.268 5.1 7 5/16-18 6.734 6.6 F 3/8-16 8.164 8 5/16 7/16-14 9.550 9.4 U 1/2-13 11.013 10.8 27/64 9/16-12 12.456 12.2 31/64 5/8-11 13.868 13.5 17/32 3/4-10 16.833 16.5 21/32 7/8-9 19.748 19.5 49/64 1-8 22.598 22.25 7/8 1.1/8-7 25.349 25 63/64 1.1/4-7 28.524 28 1.7/64 1.3/8-6 31.120 30.75 1.7/32 1.1/2-6 34.295 34 1.11/32 1.3/4-5 39.814 39.5 1.9/16 2-41/2 45.595 45 1.25/32 Дюймовая резьба с мелким шагом согл. ISO МЕТЧИК Макс. Внутренний Сверло Сверло Диам. Диам. Диам. UNF mm Дюйм nr 2-64 1.913 1.9 50 nr 3-56 2.197 2.15 45 nr 4-48 2.459 2.4 42 nr 5-44 2.741 2.7 37 nr 6-40 3.023 2.95 33 nr 8-36 3.607 3.5 29 nr 10-32 4.166 4.1 21 nr 12-28 4.724 4.7 14 1/4-28 5.580 5.5 3 5/16-24 7.038 6.9 I 3/8-24 8.626 8.5 Q 7/16-20 10.030 9.9 25/64 1/2-20 11.618 11.5 29/64 9/16-18 13.084 12.9 33/64 5/8-18 14.
 Rec. Rec. МЕТЧИК Min Recommended МЕТЧИК DRILL Внутренний Внутренний Drill Drill Внутренний Drill Number Диам. Диам. Диам . Диам. Диам. Диам. of Диам. NPSM mm Дюйм NPSF mm Rc t.p.i. mm 1/8”-27 9.039 9.246 9.10 23/64 1/8”-27 8.651 8.70 1/8 28 8.4 1/4”-18 11.887 12.217 12.00 15/32 1/4”-18 11.232 11.30 1/4 19 11.2 8 /8” 3/ 15.316 15.545 15.50 39/64 8 /8” 3/ 14.671 14.75 3/8 19 14.75 1/2”-14 18.974 19.279 19.00 3/4 1/2”-14 18.118 18.25 1/2 14 18.25 14 /4” 3 24.333 24.638 24.50 31/32 3/4”-14 23.465 23.50 5/8 14 20.25 1’-11.1/2 30.506 303.759 30.50 1.13/64 1”-11.1/2” 29.464 29.50 3/4 14 23.75 1.1/4”-.11.1/2 39.268 39.497 39.50 1. 9/16 7/8 14 27.5 1.1/2”-.11.1/2 45.339 45.568 45.50 1.51/64 1 11 30 2”-11.1/2 57.379 57.607 57.50 2. 1/4 1.1/8 11 34.5 2.1/2”-8 68.783 69.266 69.00 2.23/32 1.1/4 11 38.5 3”-8 84.684 85.166 85.00 3.3/8 1.3/8 11 41 1.1/2 11 44.5 1.3/4 11 50 2 11 56 2.1/4 11 62 2.1/2 11 71.5 2.3/4 11 78 3 11 84 Коническая американская трубная резьба метчик Сверло Сверло Number of Диам. Диам.
Rec. Rec. МЕТЧИК Min Recommended МЕТЧИК DRILL Внутренний Внутренний Drill Drill Внутренний Drill Number Диам. Диам. Диам . Диам. Диам. Диам. of Диам. NPSM mm Дюйм NPSF mm Rc t.p.i. mm 1/8”-27 9.039 9.246 9.10 23/64 1/8”-27 8.651 8.70 1/8 28 8.4 1/4”-18 11.887 12.217 12.00 15/32 1/4”-18 11.232 11.30 1/4 19 11.2 8 /8” 3/ 15.316 15.545 15.50 39/64 8 /8” 3/ 14.671 14.75 3/8 19 14.75 1/2”-14 18.974 19.279 19.00 3/4 1/2”-14 18.118 18.25 1/2 14 18.25 14 /4” 3 24.333 24.638 24.50 31/32 3/4”-14 23.465 23.50 5/8 14 20.25 1’-11.1/2 30.506 303.759 30.50 1.13/64 1”-11.1/2” 29.464 29.50 3/4 14 23.75 1.1/4”-.11.1/2 39.268 39.497 39.50 1. 9/16 7/8 14 27.5 1.1/2”-.11.1/2 45.339 45.568 45.50 1.51/64 1 11 30 2”-11.1/2 57.379 57.607 57.50 2. 1/4 1.1/8 11 34.5 2.1/2”-8 68.783 69.266 69.00 2.23/32 1.1/4 11 38.5 3”-8 84.684 85.166 85.00 3.3/8 1.3/8 11 41 1.1/2 11 44.5 1.3/4 11 50 2 11 56 2.1/4 11 62 2.1/2 11 71.5 2.3/4 11 78 3 11 84 Коническая американская трубная резьба метчик Сверло Сверло Number of Диам. Диам. NPT t.p.i. mm Дюйм 1/16 27 6.3 D 1/8 27 8.5 R 1/4 18 11 7/16 3/8 18 14.5 37/64 1/2 14 18 23/32 3/4 14 23 59/64 1 14 29 1.5/32 1.1/4 11.1/2 38 1.1/2 1.1/2 11.1/2 44 1.47/64 2 11.1/2 56 2.7/32 2.1/2 8 67 2.5/8 3 8 83 3.1/4 Коническая американская трубная резьба “DRYSEAL” метчик Сверло Number of Диам. NPTF t.p.i. mm 1/8 27 8.4 1/4 18 10.9 3/8 18 14.25 1/2 14 17.75 3/4 14 23 1 11.1/2 29 1.1/4 11.1/2 37.75 1.1/2 11.1/2 43.75 2 11.1/2 55.75 2.1/2 8 66.5 3 8 82.5 Трубная резьба ARMOUR PG 7 9 11 13.5 16 21 29 36 42 48 Макс. Сверло Number Внутренний of Диам. Диам. t.p.i. mm 20 11.45 11.4 18 14.01 13.9 18 17.41 17.25 18 19.21 19 18 21.31 21.25 16 27.03 27 16 35.73 35.5 16 45.73 45.5 16 52.73 52.5 16 58.03 58 МЕТЧИК 78 Нарезание резьбы метчиками ДИАМЕТРЫ СВЕРЛ ДЛЯ ОТВЕРСТИЙ ПОД НАРЕЗАНИЕ РЕЗЬБЫ Коническая американская трубная (NPT)
NPT t.p.i. mm Дюйм 1/16 27 6.3 D 1/8 27 8.5 R 1/4 18 11 7/16 3/8 18 14.5 37/64 1/2 14 18 23/32 3/4 14 23 59/64 1 14 29 1.5/32 1.1/4 11.1/2 38 1.1/2 1.1/2 11.1/2 44 1.47/64 2 11.1/2 56 2.7/32 2.1/2 8 67 2.5/8 3 8 83 3.1/4 Коническая американская трубная резьба “DRYSEAL” метчик Сверло Number of Диам. NPTF t.p.i. mm 1/8 27 8.4 1/4 18 10.9 3/8 18 14.25 1/2 14 17.75 3/4 14 23 1 11.1/2 29 1.1/4 11.1/2 37.75 1.1/2 11.1/2 43.75 2 11.1/2 55.75 2.1/2 8 66.5 3 8 82.5 Трубная резьба ARMOUR PG 7 9 11 13.5 16 21 29 36 42 48 Макс. Сверло Number Внутренний of Диам. Диам. t.p.i. mm 20 11.45 11.4 18 14.01 13.9 18 17.41 17.25 18 19.21 19 18 21.31 21.25 16 27.03 27 16 35.73 35.5 16 45.73 45.5 16 52.73 52.5 16 58.03 58 МЕТЧИК 78 Нарезание резьбы метчиками ДИАМЕТРЫ СВЕРЛ ДЛЯ ОТВЕРСТИЙ ПОД НАРЕЗАНИЕ РЕЗЬБЫ Коническая американская трубная (NPT) 79
79 5 12×1.25 10.9912 11.4 12×1.50 10.676 11.3 14×1.00 13.153 13.5 14×1.25 12.912 13.4 14×1.50 12.676 13.3 16×1.00 15.153 15.5 16×1.50 14.676 15.25 Дюймовая резьба с крупным шагом согл. ISO МЕТЧИК Макс. Внутренний Сверло Сверло Диам. Диам. Диам. UNC mm Дюйм nr 1-64 1.582 1.7 51 nr 2-56 1.872 2 47 nr 3-48 2.148 2.3 nr 4-40 2.385 2.6 39 nr 5-40 2.697 2.9 33 nr 6-32 2.896 3.2 1/8 nr 8-32 3.513 3.8 25 nr 10-24 3.962 4.4 11/64 nr 12-24 4.597 5 9 1/4-20 5.268 5.8 5/16-18 6.734 7.3 3/8-16 8.164 8.8 11/32 7/16-14 9.550 10.3 Y 1/2-13 11.013 11.9 .463 Дюймовая резьба с мелким шагом согл. ISO МЕТЧИК Макс. Внутренний Сверло Сверло Диам. Диам. Диам. UNF mm Дюйм nr 1-72 1.613 1.7 51 nr 2-64 1.913 2.0 nr 3-56 2.197 2.3 nr 4-48 2.459 2.6 37 nr 5-44 2.741 2.9 33 nr 6-10 3.023 3.2 1/8 nr 8-36 3.607 3.9 24 nr 10-32 4.166 4.5 16 nr 12-28 4.724 5.1 7 1/4-28 5.588 6 A 5/16-24 7.038 7.5 .293 3/8-24 8.626 9.1 7/16-20 10.030 10.6 Z 1/2-20 11.618 12.1 .476 79 Нарезание резьбы метчиками ДИАМЕТРЫ СВЕРЛ ДЛЯ ОТВЕРСТИЙ ПОД РАСКАТЫВАНИЕ РЕЗЬБЫ СПРАВОЧНЫЕ ТАБЛИЦЫ Диаметр сверла может быть рассчитан из: D = D – 0,0068 P 65
5 12×1.25 10.9912 11.4 12×1.50 10.676 11.3 14×1.00 13.153 13.5 14×1.25 12.912 13.4 14×1.50 12.676 13.3 16×1.00 15.153 15.5 16×1.50 14.676 15.25 Дюймовая резьба с крупным шагом согл. ISO МЕТЧИК Макс. Внутренний Сверло Сверло Диам. Диам. Диам. UNC mm Дюйм nr 1-64 1.582 1.7 51 nr 2-56 1.872 2 47 nr 3-48 2.148 2.3 nr 4-40 2.385 2.6 39 nr 5-40 2.697 2.9 33 nr 6-32 2.896 3.2 1/8 nr 8-32 3.513 3.8 25 nr 10-24 3.962 4.4 11/64 nr 12-24 4.597 5 9 1/4-20 5.268 5.8 5/16-18 6.734 7.3 3/8-16 8.164 8.8 11/32 7/16-14 9.550 10.3 Y 1/2-13 11.013 11.9 .463 Дюймовая резьба с мелким шагом согл. ISO МЕТЧИК Макс. Внутренний Сверло Сверло Диам. Диам. Диам. UNF mm Дюйм nr 1-72 1.613 1.7 51 nr 2-64 1.913 2.0 nr 3-56 2.197 2.3 nr 4-48 2.459 2.6 37 nr 5-44 2.741 2.9 33 nr 6-10 3.023 3.2 1/8 nr 8-36 3.607 3.9 24 nr 10-32 4.166 4.5 16 nr 12-28 4.724 5.1 7 1/4-28 5.588 6 A 5/16-24 7.038 7.5 .293 3/8-24 8.626 9.1 7/16-20 10.030 10.6 Z 1/2-20 11.618 12.1 .476 79 Нарезание резьбы метчиками ДИАМЕТРЫ СВЕРЛ ДЛЯ ОТВЕРСТИЙ ПОД РАСКАТЫВАНИЕ РЕЗЬБЫ СПРАВОЧНЫЕ ТАБЛИЦЫ Диаметр сверла может быть рассчитан из: D = D – 0,0068 P 65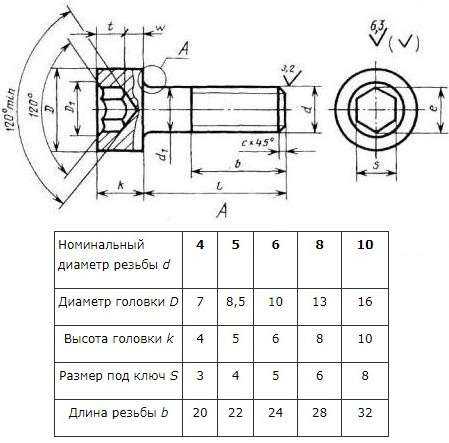
ГОСТ 21350-75 Отверстия под нарезание трубной конической резьбы. Диаметры
ГОСТ 21350-75
Группа Г13
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
ОТВЕРСТИЯ ПОД НАРЕЗАНИЕ ТРУБНОЙ КОНИЧЕСКОЙ РЕЗЬБЫ
Диаметры
Holes for threading pipe taper screw thread. Diameters
Diameters
Дата введнения 1977-01-01
ИНФОРМАЦИОННЫЕ ДАННЫЕ
1. РАЗРАБОТАН И ВНЕСЕН Всесоюзным научно-исследовательским институтом по нормализации в машиностроении (ВНИИНМАШ)
2. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета стандартов Совета Министров СССР от 12.12.75 N 3877
3. ВЗАМЕН ГОСТ 5389-64
4. ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
Обозначение НТД, на который дана ссылка | Номер пункта |
ГОСТ 380-94 | 1 |
ГОСТ 859-2001 | 1 |
ГОСТ 1050-88 | 1 |
ГОСТ 4543-71 | 1 |
ГОСТ 5632-72 | 1 |
ГОСТ 6211-81 | 1, 2 |
ГОСТ 19281-89 | 1 |
ГОСТ 20072-74 | 1 |
5. Ограничение срока действия снято по Постановлению Госстандарта от 29.06.84 N 2403
Ограничение срока действия снято по Постановлению Госстандарта от 29.06.84 N 2403
6. ПЕРЕИЗДАНИЕ
1. Настоящий стандарт устанавливает диаметры отверстий под нарезание трубной конической резьбы по ГОСТ 6211 в изделиях из сталей по ГОСТ 380, ГОСТ 4543, ГОСТ 1050, ГОСТ 19281 и ГОСТ 5632 (кроме сплавов на никелевой основе), ГОСТ 20072 и меди по ГОСТ 859.
2. Диаметры отверстий с развертыванием на конус и их предельные отклонения должны соответствовать указанным на черт.1 и в табл.1.
Черт.1
Таблица 1
Номинальный размер резьбы, дюймы | Число ниток на 1″ | Шаг , мм | Диаметр отверстия | Глубина сверления , мм | |||
Номин. | Пред. откл. | Номин. | Пред. откл. | ||||
28 | 0,907 | 8,10 | +0,20 | 8,57 | +0,10 | 15 | |
19 | 1,337 | 10,80 | +0,24 | 11,45 | 20 | ||
14,30 | 14,95 | 24 | |||||
14 | 1,814 | 17,90 | 18,63 | 29 | |||
23,25 | +0,28 | 24,12 | 31 | ||||
1 | 11 | 2,309 | 29,35 | 30,29 | 37 | ||
1 | 37,80 | +0,34 | 38,95 | 40 | |||
1 | 43,70 | 44,85 | 42 | ||||
2 | 55,25 | +0,40 | 56,66 | 44 | |||
Примечание. Для резьб с номинальным размером свыше 2″ номинальные диаметры отверстий и их предельные отклонения должны быть равны установленным ГОСТ 6211 для внутреннего диаметра резьбы.
Для резьб с номинальным размером свыше 2″ номинальные диаметры отверстий и их предельные отклонения должны быть равны установленным ГОСТ 6211 для внутреннего диаметра резьбы.
3. Диаметры отверстий без развертывания на конус и их предельные отклонения должны соответствовать указанным на черт.2 и в табл.2.
Черт.2
Таблица 2
Номинальный размер резьбы, дюймы | Число ниток на 1″ | Шаг , мм | Диаметр отверстия | Глубина сверления , мм | |
Номин. | Пред. откл. | ||||
28 | 0,907 | 8,25 | +0,20 | 15 | |
19 | 1,337 | 11,05 | +0,24 | 20 | |
14,50 | 24 | ||||
14 | 1,814 | 18,10 | +0,28 | 29 | |
23,60 | 31 | ||||
1 | 11 | 2,309 | 29,65 | 37 | |
1 | 38,30 | +0,34 | 40 | ||
1 | 44,20 | 42 | |||
2 | 56,00 | +0,40 | 44 | ||
4. Допускается под нарезание трубной конической резьбы применять отверстия других диаметров, полученных на основании экспериментальных данных.
Допускается под нарезание трубной конической резьбы применять отверстия других диаметров, полученных на основании экспериментальных данных.
5. Диаметры сверл для отверстий под нарезание резьбы указаны в приложении.
ПРИЛОЖЕНИЕ
Рекомендуемое
ДИАМЕТРЫ СВЕРЛ ДЛЯ ОТВЕРСТИЙ ПОД НАРЕЗАНИЕ ТРУБНОЙ КОНИЧЕСКОЙ РЕЗЬБЫ
Номинальный размер резьбы, дюймы | Число ниток на 1″ | Шаг , мм | Диаметр сверла для отверстия, мм | |
с развертыванием на конус | без развертывания на конус | |||
28 | 0,907 | 8,1 | 8,3 | |
19 | 1,337 | 10,8 | 11,1 | |
14,25 | 14,5 | |||
14 | 1,814 | – | – | |
23,25 | ||||
1 | 11 | 2,309 | – | |
1 | 38,25 | |||
1 | – | |||
2 | 56,00 | |||
Электронный текст документа
и сверен по:
Дюймовые и специальные резьбы: Сб. ГОСТов. –
ГОСТов. –
М.: ИПК Издательство стандартов, 2003
Специальные размеры метчиковых сверл | Таблица метчиковых сверл
| метчик | метчик | Десятичный размер сверла | Тео. % резьбы | Вероятный увеличенный размер | Вероятный размер отверстия | % резьбы |
|---|---|---|---|---|---|---|
| 0-80 | 56 | .0465 | 83 | .0015 | .0480 | 74 |
| 3/64 | .0469 | 81 | .0015 | .0480 | 71 | |
| 1-64 | 54 | .0550 | 89 | .0015 | .0565 | 81 |
| 53 | .0595 | 67 | .0015 | .0610 | 59 | |
| 1-72 | 53 | .0595 | 75 | . 0015 0015 | .0610 | 67 |
| 1/16 | .0625 | 58 | .0015 | 0640 | 50 | |
| 2-56 | 51 | .0670 | 82 | .0017 | 0687 | 74 |
| 50 | .0770 | 69 | .0017 | .0717 | 62 | |
| 49 | .0730 | 56 | .0017 | .0747 | 49 | |
| 2-64 | 50 | .0700 | 79 | .0017 | .0717 | 70 |
| 49 | .0730 | 64 | .0017 | .0747 | 56 | |
| 3-48 | 48 | .0760 | 85 | .0019 | .0779 | 78 |
| 5/64 | .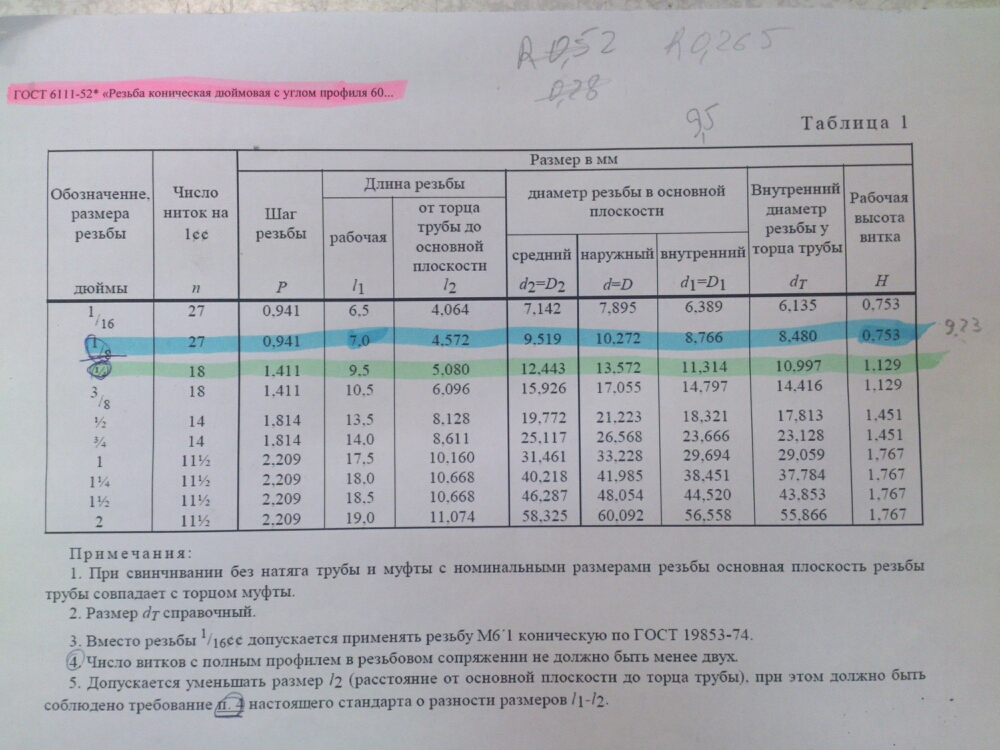 0781 0781 | 77 | .0019 | .0800 | 70 | |
| 47 | .0785 | 76 | .0019 | .0804 | 69 | |
| 46 | .0810 | 67 | .0019 | .0829 | 60 | |
| 45 | .0820 | 63 | .0019 | .0839 | 56 | |
| 3-56 | 46 | .0810 | 78 | .0019 | .0829 | 69 |
| 45 | .0820 | 73 | .0019 | .0839 | 65 | |
| 44 | .0860 | 56 | .0020 | .0880 | 47 | |
| 4-40 | 44 | .0860 | 80 | .0020 | .0880 | 74 |
| 43 | .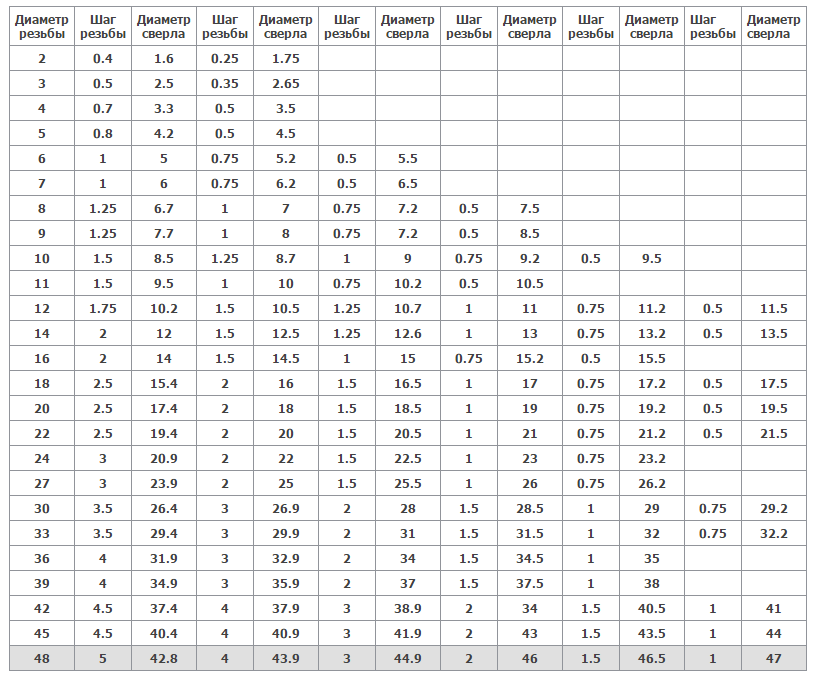 0890 0890 | 71 | .0020 | .0910 | 65 | |
| 42 | .0935 | 57 | .0020 | .0955 | 51 | |
| 3/32 | .0938 | 56 | .0020 | .0958 | 50 | |
| 4-48 | 42 | .0935 | 68 | .0020 | .0955 | 61 |
| 3/32 | .0938 | 68 | .0020 | .0958 | 60 | |
| 41 | .0960 | 59 | .0020 | .0980 | 52 | |
| 5-40 | 40 | .0980 | 83 | .0023 | .1003 | 76 |
| 39 | .0995 | 79 | .0023 | .1018 | 71 | |
| 38 | . 1015 1015 | 72 | .0023 | .1038 | 65 | |
| 37 | .1040 | 65 | .0023 | .1063 | 58 | |
| 5-44 | 38 | .1015 | 79 | .0023 | .1038 | 72 |
| 37 | .1040 | 71 | .0023 | .1063 | 63 | |
| 36 | .1065 | 63 | .0023 | .1088 | 55 | |
| 6-32 | 37 | .1040 | 84 | .0023 | .1063 | 78 |
| 36 | .1065 | 78 | .0023 | .1088 | 72 | |
| 7-64 | .1094 | 70 | .0026 | .1120 | 64 | |
| 35 | . 1100 1100 | 69 | .0026 | .1126 | 63 | |
| 34 | .1110 | 67 | .0026 | .1136 | 60 | |
| 33 | .1130 | 62 | .0026 | .1156 | 55 | |
| 6-40 | 34 | .1110 | 83 | .0026 | .1136 | 75 |
| 33 | .1130 | 77 | .0026 | .1156 | 69 | |
| 32 | .1160 | 68 | .0026 | .1186 | 60 | |
| 8-32 | 29 | .1360 | 69 | .0029 | .1389 | 62 |
| 28 | .1405 | 58 | .0029 | .1434 | 51 | |
| 8-36 | 29 | . 1360 1360 | 78 | .0029 | .1389 | 70 |
| 28 | .1405 | 68 | .0029 | .1434 | 57 | |
| 9-64 | .1406 | 68 | .0029 | .1435 | 57 | |
| 10-24 | 27 | .1440 | 85 | .0032 | .1472 | 79 |
| 26 | .1470 | 79 | .0032 | .1502 | 74 | |
| 25 | .1495 | 75 | .0032 | .1527 | 69 | |
| 24 | .1520 | 70 | .0032 | .1552 | 64 | |
| 23 | .1540 | 67 | .0032 | .1572 | 61 | |
| 10-32 | 5/32 | . 1563 1563 | 83 | .0032 | .1595 | 75 |
| 22 | .1570 | 81 | .0032 | .1602 | 73 | |
| 21 | .1590 | 76 | .0032 | .1622 | 68 | |
| 20 | .1610 | 71 | .0032 | .1642 | 64 | |
| 19 | .1660 | 59 | .0032 | .1692 | 51 | |
| 12-24 | 11/64 | .1719 | 82 | .0035 | .1754 | 75 |
| 17 | .1730 | 79 | .0035 | .1765 | 73 | |
| 16 | .1770 | 72 | .0035 | .1805 | 66 | |
| 15 | .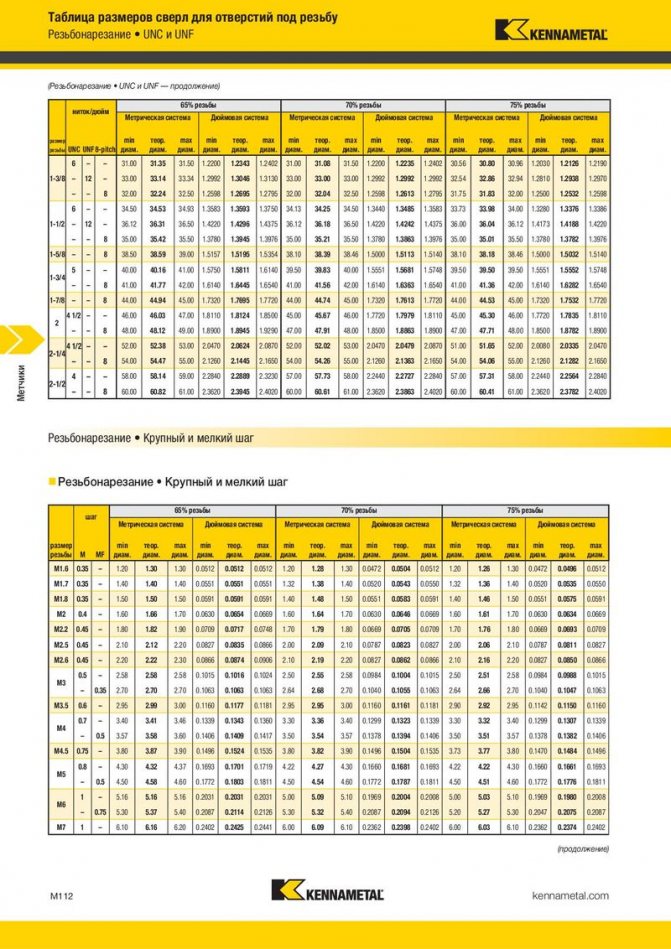 1800 1800 | 67 | .0035 | .1835 | 60 | |
| 14 | .1820 | 63 | .0035 | .1855 | 56 | |
| 12-28 | 16 | .1770 | 84 | .0035 | .1805 | 77 |
| 15 | .1800 | 78 | .0035 | .1835 | 70 | |
| 14 | .1820 | 73 | .0035 | .1855 | 66 | |
| 13 | .1850 | 67 | .0035 | .1885 | 59 | |
| 3/16 | .1875 | 61 | .0036 | .1910 | 54 | |
| 1/4-20 | 9 | .1960 | 83 | .0038 | .1998 | 77 |
| 8 | . 1990 1990 | 79 | .0038 | .2028 | 73 | |
| 7 | .2010 | 75 | .0038 | .2048 | 70 | |
| 13/64 | .2031 | 72 | .0038 | .2069 | 66 | |
| 6 | .2040 | 71 | .0038 | .2078 | 65 | |
| 5 | .2055 | 69 | .0038 | .2093 | 63 | |
| 4 | .2090 | 63 | .0038 | .2128 | 57 | |
| 1/4-28 | 3 | .2130 | 80 | .0038 | .2168 | 72 |
| 7/32 | .2188 | 67 | .0038 | .2226 | 59 | |
| 2 | . 2210 2210 | 63 | .0038 | .2248 | 55 | |
| 16-18 5/18 | Ф | .2570 | 77 | .0038 | .2608 | 72 |
| Г | .2610 | 71 | .0041 | .2651 | 66 | |
| 17/64 | .2656 | 65 | .0041 | .2697 | 59 | |
| Х | .2660 | 64 | .0041 | .2701 | 59 | |
| 16-24 5 | Х | .2660 | 86 | .0041 | .2701 | 78 |
| я | .2720 | 75 | .0041 | .2761 | 67 | |
| Дж | .2770 | 66 | .0041 | .2811 | 58 | |
| 3/8-16 | 5/16 | . 3125 3125 | 77 | .0044 | .3169 | 72 |
| О | .3160 | 73 | .0044 | .3204 | 68 | |
| Р | .323 | 64 | .0044 | .3274 | 59 | |
| 3/8-24 | 21/64 | .3281 | 87 | .0044 | .3325 | 79 |
| В | .3320 | 79 | .0044 | .3364 | 71 | |
| Р | .3390 | 67 | .0044 | .3434 | 58 | |
| 16-14 июля | Т | .3580 | 86 | .0046 | .3626 | 81 |
| 23/64 | .3594 | 84 | .0046 | .3640 | 79 | |
| У | . 3680 3680 | 75 | .0046 | .3726 | 70 | |
| 3/8 | .3750 | 67 | .0046 | .3796 | 62 | |
| В | .3770 | 65 | .0046 | .3816 | 60 | |
| 16-20 июля | Вт | .3860 | 79 | .0046 | .3906 | 72 |
| 25/64 | .3906 | 72 | .0046 | .3952 | 65 | |
| х | .3970 | 62 | .0046 | .4016 | 55 | |
| 1/2-13 | 27/64 | .4219 | 78 | .0047 | .4266 | 73 |
| 7/16 | .4375 | 63 | .0047 | .4422 | 58 | |
| 1/2-20 | 29/64 | . 4531 4531 | 72 | .0047 | .4578 | 65 |
| 9/16-12 | 15/32 | .4688 | 87 | .0048 | .4736 | 82 |
| 31/64 | .4844 | 72 | .0048 | .4892 | 68 | |
| 16-18 сентября | 1/2 | .500 | 87 | .0048 | .5048 | 80 |
| 33/64 | .5156 | 65 | .0048 | .5204 | 58 | |
| 5/8-11 | 17/32 | .5313 | 79 | .0049 | .5362 | 75 |
| 35/64 | .5469 | 66 | .0049 | .5518 | 62 | |
| 5/8-18 | 16 сентября | .5625 | 87 | . 0049 0049 | .5674 | 80 |
| 37/64 | .5781 | 65 | .0049 | .5831 | 58 | |
| 3/4-10 | 41/64 | .6406 | 84 | .0050 | .6456 | 80 |
| 21/32 | .6563 | 72 | .0050 | .6613 | 68 | |
| 3/4-16 | 16/11 | .6875 | 77 | .0050 | .6925 | 71 |
| 7/8-9 | 49/64 | .7656 | 76 | .0052 | .7708 | 72 |
| 25/32 | .7812 | 65 | .0052 | .7864 | 61 | |
| 8/8-14 | 51/64 | .7969 | 84 | .0052 | .8021 | 79 |
| 13/16 | . 8125 8125 | 67 | .0052 | .8177 | 62 | |
| 1-8 | 55/64 | .8594 | 87 | .0059 | .8653 | 83 |
| 7/8 | .875 | 77 | .0059 | .8809 | 73 | |
| 57/64 | .8906 | 67 | .0059 | .8965 | 64 | |
| 1-12 | 29/32 | .9063 | 58 | .0059 | .9122 | 54 |
| 29/32 | .9063 | 87 | .0059 | .9122 | 81 | |
| 1-14 | 59/64 | .9219 | 72 | .0060 | .9279 | 67 |
| 15/16 | .9375 | 58 | .0060 | .9435 | 52 | |
| 1-14 | 59-64 | . 9219 9219 | 84 | .0060 | .9279 | 78 |
| 15/16 | .9375 | 67 | .0060 | .9435 | 61 | |
| 1-1/8-7 | 31/32 | .9688 | 84 | .0062 | .9750 | 81 |
| 63/64 | .9844 | 76 | .0067 | .9911 | 72 | |
| 1 | 1.000 | 67 | .0070 | 1,007 | 64 | |
| 1-1/64 | 1.0156 | 59 | .0070 | 1.0226 | 55 | |
| 1-1/8-12 | 1-1/32 | 1.0313 | 87 | .0071 | 1.0384 | 80 |
| 1-3/64 | 1.0469 | 72 | .0072 | 1. 0541 0541 | 66 | |
| 1-1/4-7 | 1-3/32 | 1.0938 | 84 | РЕКОМЕНДУЕТСЯ РАЗВЕРТЫВАНИЕ | ||
| 1-7/64 | 1.1094 | 76 | РЕКОМЕНДУЕТСЯ РАЗВЕРТЫВАНИЕ | |||
| 1-1/8 | 1,125 | 67 | РЕКОМЕНДУЕТСЯ РАЗВЕРТЫВАНИЕ | |||
| 1-1/4-12 | 1-5/32 | 1.1563 | 87 | РЕКОМЕНДУЕТСЯ РАЗВЕРТЫВАНИЕ | ||
| 1-11/64 | 1.1719 | 72 | РЕКОМЕНДУЕТСЯ РАЗВЕРТЫВАНИЕ | |||
| 1-3/8-6 | 1-3/16 | 1.1875 | 87 | РЕКОМЕНДУЕТСЯ РАЗВЕРТЫВАНИЕ | ||
| 1-13/64 | 1. 2031 2031 | 79 | РЕКОМЕНДУЕТСЯ РАЗВЕРТЫВАНИЕ | |||
| 1-7/32 | 1.2188 | 72 | РЕКОМЕНДУЕТСЯ РАЗВЕРТЫВАНИЕ | |||
| 1-15/64 | 1.2344 | 65 | РЕКОМЕНДУЕТСЯ РАЗВЕРТЫВАНИЕ | |||
| 1-3/8-12 | 1-9/32 | 1.2813 | 87 | РЕКОМЕНДУЕТСЯ РАЗВЕРТЫВАНИЕ | ||
| 1-19/64 | 1,2969 | 72 | РЕКОМЕНДУЕТСЯ РАЗВЕРТЫВАНИЕ | |||
| 1-1/2-6 | 1-5/16 | 1.3125 | 87 | РЕКОМЕНДУЕТСЯ РАЗВЕРТЫВАНИЕ | ||
| 1-21/64 | 1.3281 | 79 | РЕКОМЕНДУЕТСЯ РАЗВЕРТЫВАНИЕ | |||
| 1-11/32 | 1. 3438 | 72 | РЕКОМЕНДУЕТСЯ РАЗВЕРТЫВАНИЕ | |||
| 1-23/64 | 1.3594 | 65 | РЕКОМЕНДУЕТСЯ РАЗВЕРТЫВАНИЕ | |||
| 1-1/2-12 | 1-13/32 | 1.4063 | 87 | РЕКОМЕНДУЕТСЯ РАЗВЕРТЫВАНИЕ | ||
| 1-27/64 | 1.4219 | 72 | РЕКОМЕНДУЕТСЯ РАЗВЕРТЫВАНИЕ |
Размеры отверстий под смеситель для кухонной мойки (Великобритания)
Перейти к содержимому
Вы занимаетесь ремонтом кухни, и следующим пунктом в вашем списке является выбор нового смесителя для кухни? С сотнями, если не тысячами вариантов на рынке, все ли они имеют одинаковый размер отверстия под смеситель и будут ли они работать с типом и размером кухонной раковины, которую вы хотите?
В этом посте я объясню размеры отверстий для смесителей, расстояния и некоторые моменты, которые следует учитывать при размещении кухонного смесителя. Возможно, это не самая гламурная тема для меня, но она по-прежнему является важным фактором дизайна кухни.
Давайте приступим!
Какой диаметр отверстия под смеситель в кухонной мойке?
Стандартный размер отверстия под смеситель для кухонной мойки составляет 35 мм в диаметре. Это размер отверстия в раковине или выреза в столешнице, который обычно подходит для стандартного одинарного крана.
Однако основание самого метчика всегда будет больше 35 мм, чтобы закрыть отверстие. Большинство кухонных смесителей имеют размер основания от 44 до 60 мм. Достаточно, чтобы комфортно покрыть стандартный диаметр выреза 35 мм.
Полезно знать: Смесители для раковины и смесители для ванны в вашей ванной комнате будут другого размера, чем кухонные смесители.
Все ли кухонные отверстия для кранов одного размера?
Нет. Хотя наиболее распространенный размер отверстия для смесителя составляет 35 мм, этот размер может варьироваться в зависимости от типа смесителя, а также стиля и производителя.
Одиночные (или моноблочные) краны, скорее всего, будут иметь стандартное отверстие для летки диаметром 35 мм, хотя для некоторых может потребоваться только отверстие диаметром 32 мм.
Однако для кухонных смесителей с двумя отверстиями для смесителей (смесители на колонне или смесители для монтажа на столешницу) может потребоваться вырез размером 25–35 мм в зависимости от производителя и модели. Это связано с тем, что им требуется только одна подача в каждое отверстие (горячая или холодная подача), и поэтому количество места, необходимое для подачи, меньше, чем если бы они оба проходили через одно и то же «единственное» отверстие летки.
Точно так же для метчиков с тремя отверстиями могут потребоваться отверстия разных размеров. Обычно меньший размер летки 25-32 мм для рычагов. Затем более стандартное отверстие 32-35 мм для носика. Опять же, разные модели могут незначительно отличаться.
А также эти различные варианты касания. Для таких дополнений, как ополаскиватель для кухонного крана (или душ для рук), обычно требуется отверстие для крана диаметром 30 мм.
Вам также могут понравиться:
Что такое кран для наполнения горшков? (И нужен ли он вам?)
Расстояние между кухонным отверстием под смеситель и раковиной
Общее правило заключается в том, чтобы оставить 50-80 мм от заднего края раковины до центра выреза под смеситель.
Это, конечно, зависит от размера и размеров крана. Размер выреза отверстия и досягаемость носика также могут определять точное расстояние, на котором отверстие расположено от края раковины.
Зазор в 50-80 мм оставляет достаточно места для любых шайб или креплений для надежной установки смесителя под столешницей, не перекрывая и не ударяя какую-либо часть или край раковины.
Он также обеспечивает достаточное расстояние от выреза раковины, чтобы безопасно просверлить отверстие под смеситель, не нарушая структурную целостность столешницы в этой области. Поскольку вы будете сверлить отверстие под смеситель рядом с вырезом под раковину, вы рискуете треснуть столешницу, если отверстие и вырез расположены слишком близко друг к другу.
Кроме того, вам необходимо учитывать тип и размер рычагов крана. Поскольку вам потребуется достаточно места, чтобы их можно было отодвинуть, чтобы открыть кран.
В зависимости от глубины вашей столешницы и наличия чего-либо за раковиной, например, стойки или любого материала для задней панели , вам может потребоваться сдвинуть отверстие под смеситель вперед, чтобы избежать конфликта.
На приведенной ниже диаграмме вы можете увидеть, как Quooker (популярный бренд кранов для кипящей воды ) устанавливает требуемое расстояние 70 мм от внутреннего края раковины до центра отверстия под смеситель.
Спецификация установки смесителя QuookerГлавный совет: Если у вас недостаточно места за раковиной для правильной установки смесителя, подумайте о том, чтобы отодвинуть нижние шкафы дальше от стены, чтобы освободить больше места и создать немного более глубокую столешницу.
расстояние между кухонными отверстиями для смесителей
Если в столешнице вырезано несколько отверстий для смесителей, расстояние между ними будет зависеть от того, что у вас есть.
Стандартные метчики-перемычки с двумя отверстиями, как правило, требуют вырезания метчиков на расстоянии 150–250 мм друг от друга, при этом многие используют популярное расстояние 180 мм.
Некоторые перемычки имеют фиксированное расстояние для отверстий, в то время как другие могут быть гибкими в зависимости от положения, которое вы выберете для установки оснований. Вы можете поворачивать основание внутрь или наружу в зависимости от того, хотите ли вы увеличить или уменьшить расстояние между отверстиями. Это также придает некоторую гибкость внешнему виду и стилю кранов.
Если вам нужно прорезать второе отверстие для дополнительного и отдельного крана, например, крана с фильтром, крана с кипящей водой или ополаскивателя, его можно расположить в любом удобном для вас месте. Тем не менее, вам все равно нужно будет применить те же соображения к местоположению по отношению к раковине.
Чаще всего дополнительные отверстия для смесителя располагаются сбоку от раковины на одной линии с основным смесителем.
Положение смесителя для встраиваемых моек
Аналогично другим типам моек. Хорошим ориентиром для раковин, устанавливаемых под смеситель, является оставление 50-80 мм от края раковины до центра выреза под смеситель.
Это обеспечивает достаточное расстояние, чтобы безопасно просверлить отверстие под смеситель и закрепить смеситель, не мешая установке раковины.
Смеситель, установленный с встраиваемой мойкой и стойкой позадиПоложение смесителя для врезных моек
Во многих врезных мойках отверстие под смеситель уже предварительно просверлено и расположено как часть самой раковины. Так что у вас может не быть выбора в месте.
Однако обычно это стандартные отверстия диаметром 35 мм, расположенные на расстоянии 30–70 мм от края до центра летки в разумном месте. Которые часто могут быть смещены от центра раковины и в сторону. Особенно, если это мойка на 1,5 или 2 чаши.
Вам также могут понравиться:
Руководство по покупке кухонной мойки: все, что вам нужно знать
Заключительные мысли…
Вот оно! Все, что вам нужно знать о размерах и конфигурациях кухонных смесителей, а также о том, что следует учитывать при их выборе.