Чем можно заделать большое отверстие в металле без сварки: советы опытного сварщика
Если в металле образовалось большое отверстие, восстановить целостность детали можно с использованием сварочного аппарата. В результате получается однородная поверхность с достаточными прочностными характеристиками. Однако не каждый умеет пользоваться сваркой и имеет в наличии подходящие сварочные материалы. В ряде случаев использование сварочного оборудования запрещено по требованиям техники безопасности. В таком случае стоит разобраться, чем можно заделать большое отверстие в металле без сварки, обеспечив достаточный уровень прочности. Предлагаем познакомиться с интересными способами. Возможно, одним из них вы захотите воспользоваться.
Читайте в статье
- 1 Используем скотч, соду и клей
- 2 Чем можно заделать большое отверстие в металле без сварки: используем полиэфирную смолу и стекломат
- 3 Используем холодную сварку
Используем скотч, соду и клей
При отсутствии или невозможности использования сварочника подлатать дыру значительного размера можно с помощью:
- соды;
- клея, основу которого составляет цианоакрилат;
- скотча.
 Может быть любого вида. Необязательно брать алюминиевый. С поставленной задачей вполне справится и прозрачный.
Может быть любого вида. Необязательно брать алюминиевый. С поставленной задачей вполне справится и прозрачный.
Работы выполняем в следующей последовательности, приведённой в таблице.
| Иллюстрация | Порядок действий |
| Готовим основание. Зачищаем поверхность с помощью наждачки. Освобождаем от ржавчины не только прилегающую к дыре поверхность, но и металл внутри отверстия. Если надо восстановить целостность профильной трубы, стоит зачистить металл с внутренней стороны. | |
| Отрываем кусочек скотча. Его площади должно быть достаточно, чтобы полностью перекрыть повреждённую поверхность. Приклеиваем его на зачищенное место с обратной стороны. В результате дыра должна полностью закрыться. | |
Берём подготовленный заранее клей. Заливаем его в отверстие. Состав должен заполнить отверстие чуть больше, чем наполовину. | |
| Берём соду и насыпаем её прямо на клей. Она должна полностью закрыть отверстие и даже немного высыпаться наружу. Во вторую руку в это время берём шуруп. Он потребуется на следующем этапе. Если шурупа нет, можно взять любую другую металлическую плоскую деталь, площадь которой меньше площади образовавшейся дыры. | |
| С помощью шляпки шурупа быстро утрамбовываем соду. Действовать следует очень быстро и аккуратно, так как смесь твердеет практически мгновенно. | |
| Чтобы клей схватился как можно быстрее и сильнее, в процессе трамбовки подливаем ещё некоторое количество воды. При этом не останавливаемся и продолжаем утрамбовывать состав. | |
| Излишки смеси, застывшей на металлической поверхности, удаляем с помощью напильника. Для получения оптимальной шероховатости дополнительно используем наждачку с подходящей зернистостью. |
Внимание! После приведённых манипуляций образуется достаточно прочное полимерное соединение.

Место, в котором когда-то была дыра, можно обработать с различным режущим инструментом. К приведённому способу можно прибегнуть и тогда, когда изначально случайно просверлили отверстие большего диаметра, чем требуется. После того как состав полностью застынет, вполне можно просверлить отверстие нужного размера. Полимерное соединение рассчитано на такое воздействие. После механической обработки поверхности можно окрасить. Это позволит окончательно спрятать некогда бывший на поверхности дефект.
Для тех, кто настроен скептически, стоит отметить, что по своим характеристикам полимерное соединение не уступает сварному. Его достаточно сложно выбить и выковырять из дыры. Если есть сомнения, предлагаем в этом убедиться лично.
Чем можно заделать большое отверстие в металле без сварки: используем полиэфирную смолу и стекломат
Если толщина металла сравнительно небольшая, клей, сода и скотч позволят сформировать полимерное соединение. Однако дыру в кузове автомобиля автовладельцы чаще всего заделывают другим способом. Естественно, если сварочного аппарата не оказалось под рукой. Для этой цели потребуется полиэфирная смола и стекломат.
Естественно, если сварочного аппарата не оказалось под рукой. Для этой цели потребуется полиэфирная смола и стекломат.
Внимание! Вместо стекломата можно смело использовать стекловолокно. Оно более прочное, но стоит дороже.
Подготовив все необходимые для работы материалы, приступаем к непосредственному заделыванию дыры. Делается это в следующей последовательности, указанной в таблице.
| Иллюстрация | Порядок действий |
Зона, прилегающая к повреждённому участку, зачищается до металла. Следует полностью удалить не только декоративное покрытие, но и грунтовку. С помощью молотка выполняется обстукивание зоны, прилегающей к дыре. Делается это по всему периметру отверстия на ширину минимум 0,5 см. Это позволит обеспечить более качественное и плотное прилегание стекломата к основной поверхности и исключит удаление сформированного соединения со значительной площади в процессе последующей механической обработки кузова. | |
| Готовим смолу непосредственно перед установкой заплатки. Порядок приготовления зависит от выбранной марки. Стоит внимательно прочитать инструкцию производителя, чтобы добавить достаточное количество отвердителя. | |
| Приготовленная смесь наносится на поверхность с помощью кисти. Следует тщательно промазать всю зону, прилегающую к дыре. Работать надо в перчатках, чтобы исключить контакт смолы и стекломатов с руками. | |
| Из стекломата отрезается заплатка, размер которой превышает площадь дыры. Чтобы улучшить пропитку материала, смолу наносим на поверхность стекломата до того, как приложить к основанию. После этого стекломат прикладываем к основанию, обеспечивая полное закрытие отверстия. | |
| Наносим полиэфирную смолу на уже прикреплённый к поверхности материал. Наносимого состава должно быть достаточно, чтобы полностью покрыть кусочек материала и прилегающую зону. | |
Готовим отрезок стекломата такого же размера. Тщательно промазываем смолой. Укладываем на ранее приклеенный кусочек материала. Тщательно промазываем смолой второй отрезок. Если уложенных слоев недостаточно для полного выравнивания поверхности, укладывается третий и последующие отрезки. Всё зависит от того, на какую глубину был загнут металл в процессе простукивания основания молотком в начале процесса. После этого оставляем латку сохнуть некоторое время. Для ускорения процесса используем фен. Если капли состава попали на прилегающую поверхность, стираем их, не давая засохнуть. Тщательно промазываем смолой. Укладываем на ранее приклеенный кусочек материала. Тщательно промазываем смолой второй отрезок. Если уложенных слоев недостаточно для полного выравнивания поверхности, укладывается третий и последующие отрезки. Всё зависит от того, на какую глубину был загнут металл в процессе простукивания основания молотком в начале процесса. После этого оставляем латку сохнуть некоторое время. Для ускорения процесса используем фен. Если капли состава попали на прилегающую поверхность, стираем их, не давая засохнуть. | |
| Удаляем излишнее количество затвердевшего материала с поверхности при помощи болгарки. Срезается не весь материал. Некоторое количество оставляется. Если провести по поверхности, закладной материал должен цепляться за пальцы. | |
| Поверхность шлифуем. Желательно воспользоваться специальным инструментом. Если нет кругом с подходящей зернистостью, шлифуем основание обычными шкурками. | |
Восстановленную поверхность обезжириваем, грунтуем, окрашиваем. |
Используем холодную сварку
Если по каким-то причинам сварка плавлением недоступна, используем холодную.
Для этого:
- Готовится основание. Метал, прилегающий к повреждённому участку, тщательно, но аккуратно зачищается наждачкой.
- Подготовленную поверхность обезжиривают. Можно воспользоваться ветошью, смоченной в растворителе либо бензине.
- Готовится состав. Порядок приготовления холодной сварки подробно расписан на упаковке. Для этого из тюбика выдавливается состав, а затем тщательно разминается в руках для обеспечения достаточной пластичности. В процессе оказываемого воздействия материал слегка нагреется, что является верным признаком достижения требуемой консистенции.
- Составом аккуратно и достаточно быстро заделывается отверстие и прилегающая к нему зона. Из-за сильного схватывания состава прикреплять следует небольшие порции материала. Если он затвердеет до выравнивания, станет непригодным для дальнейшего использования.

Комментарий
Михаил Старостин
Руководитель бригады ремонтно-строительной компании “Дом Премиум”
Задать вопрос
«Холодная сварка нередко сильно схватывается за ограниченное время».
Надеемся, что предложенные нами способы помогут справиться с возникшей ситуацией. Какой вариант вам кажется предпочтительным, пишите в комментариях. Если остаются вопросы, редакция HouseChief готова на них ответить. Может, у вас есть собственный ноу-хау заделки дыр в металле без сварки? Поделитесь с нашими читателями. Если статья была интересна, ставьте оценку. Предлагаем также посмотреть видео, в котором автор на личном примере показывает, как он без сварки и заклёпок заделал дыру в днище автомобиля.
Watch this video on YouTube
Способ уменьшения диаметра отверстия
Способ уменьшения диаметра отверстия (2) в стенке детали включает сплющивание стенки детали на входе отверстия (2) по периметру (3) при помощи инструмента, контактный конец которого имеет сферическую форму или форму усеченного конуса. Стенку детали выполняют из жаропрочного материала. Предложен также способ коррекции проницаемости детали (9, 10), содержащей множество отверстий (2) для прохождения газообразной текучей среды. Способ содержит также этапы идентификации по меньшей мере одного отверстия (2), диаметр (Dr) которого превышает заранее определенный верхний предел (Dmax), и уменьшения упомянутого избыточного диаметра (Dr) посредством сплющивания отверстия (2) по периметру. 2 н. и 8 з.п. ф-лы, 6 ил.
Стенку детали выполняют из жаропрочного материала. Предложен также способ коррекции проницаемости детали (9, 10), содержащей множество отверстий (2) для прохождения газообразной текучей среды. Способ содержит также этапы идентификации по меньшей мере одного отверстия (2), диаметр (Dr) которого превышает заранее определенный верхний предел (Dmax), и уменьшения упомянутого избыточного диаметра (Dr) посредством сплющивания отверстия (2) по периметру. 2 н. и 8 з.п. ф-лы, 6 ил.
Настоящее изобретение касается способа уменьшения диаметра отверстия.
Выполнение отверстий, в частности, посредством механической обработки создает особые проблемы допуска. Если недостаточный диаметр можно откорректировать, прибегнув к повторной механической обработке детали, то снятый материал невозможно восстановить, когда диаметр отверстия достиг слишком большого значения. Поэтому такие детали обычно не сохраняют и выбраковывают, что ведет к увеличению расходов.
Изобретение согласно настоящей заявке прежде всего призвано предложить способ уменьшения диаметра отверстия, позволяющий восстанавливать детали, в которых диаметр, по меньшей мере, одного отверстия превысил предписанные допуски.
Способ в соответствии с настоящим изобретением содержит этап сплющивания периметра отверстия. При сплющивании периметра отверстия часть материала периметра выталкивается внутрь отверстия, уменьшая, таким образом, его диаметр.
Предпочтительно упомянутое сплющивание можно производить при помощи инструмента, центрованного по отверстию. За счет этого можно достичь равномерного уменьшения диаметра по всему периметру отверстия, сохраняя, таким образом, первоначальную форму отверстия.
Предпочтительно контактный конец упомянутого инструмента может содержать шарик по существу сферической формы. Использование такого шарика для сплющивания обеспечивает значительное уменьшение диаметра отверстия при минимальном воздействии на поверхность, контактирующую с шариком по периметру отверстия.
Вместе с тем контактный конец упомянутого инструмента может иметь и другие формы, например по существу форму усеченного конуса.
Предпочтительно упомянутый периметр отверстия может быть металлическим. Металлический материал обладает некоторой ковкостью, что в некоторых пределах обеспечивает пластическую деформацию периметра отверстия.
В частности, упомянутый периметр отверстия может быть выполнен из жаропрочного материала, например, такого как сплав на основе никеля, такой как Inconel® 718 или Hastelloy® X, или сплав на основе кобальта, такой как MAR M 509, или сплав на основе никеля-железа. Такие жаропрочные сплавы являются дорогими и тяжело поддаются механической обработке. Поэтому степень выбраковки является высокой, что приводит к большим затратам. В связи с этим еще больший интерес представляет применение способа в соответствии с настоящим изобретением для деталей из жаропрочного сплава.
Проблема малых допусков для диаметра отверстий встает особенно остро в случае деталей, содержащих множество отверстий небольшого диаметра для прохождения газообразной текучей среды. Такие детали, как правило, должны обеспечивать определенную проницаемость для упомянутой газообразной текучей среды. Если слишком низкую проницаемость можно скорректировать посредством расширения отверстий для прохождения газа, то слишком большую проницаемость исправить практически невозможно, что обычно приводит к выбраковке деталей.
Такие детали, как правило, должны обеспечивать определенную проницаемость для упомянутой газообразной текучей среды. Если слишком низкую проницаемость можно скорректировать посредством расширения отверстий для прохождения газа, то слишком большую проницаемость исправить практически невозможно, что обычно приводит к выбраковке деталей.
Второй задачей настоящего изобретения является разработка способа коррекции проницаемости детали, содержащей множество отверстий для прохождения газообразной текучей среды.
Способ коррекции проницаемости в соответствии с настоящим изобретением содержит этапы идентификации, по меньшей мере, одного отверстия, диаметр которого превышает заранее определенный верхний передел, и уменьшения этого диаметра при помощи вышеупомянутого способа уменьшения диаметра.
Предпочтительно упомянутый способ коррекции может дополнительно содержать предварительный этап контроля проницаемости детали. Таким образом, проницаемость корректируют только при превышении заранее определенного максимального порога.
Упомянутые отверстия могут быть охлаждающими отверстиями. Как правило, такие отверстия имеют небольшой диаметр, а также отличаются ограниченными допусками изготовления. Кроме того, чтобы поддерживать на детали некоторый температурный профиль, эти отверстия распределены на ней с очень строгим соблюдением условий расположения. Поэтому, как правило, чрезмерную проницаемость такой детали невозможно исправить посредством простого закупоривания некоторых из охлаждающих отверстий.
Еще одной задачей настоящего изобретения является ограничение выбраковки и снижение стоимости изготовления газовых турбин, в том числе для турбореактивных двигателей, турбовинтовых двигателей, газотурбинных двигателей и т.д. Упомянутая деталь может быть деталью горячей секции и/или камеры сгорания, например котелком камеры сгорания или дном камеры сгорания.
Более подробное описание изобретения представлено ниже со ссылками на прилагаемые чертежи.
Фиг. 1 – схематичный вид отверстия до применения способа уменьшения диаметра согласно варианту выполнения изобретения.
Фиг. 2 – схематичный вид этапа сплющивания периметра отверстия, показанного на фиг. 1, в рамках способа уменьшения диаметра согласно варианту выполнения изобретения.
Фиг. 3 – схематичный вид отверстия, показанного на фиг. 1, после применения способа уменьшения диаметра согласно варианту выполнения изобретения.
Фиг. 4а – вид сплющивающего инструмента для применения способа уменьшения диаметра согласно варианту выполнения изобретения.
Фиг. 4b – вид альтернативного сплющивающего инструмента для применения способа уменьшения диаметра согласно варианту выполнения изобретения.
Фиг. 5 – вид в разрезе камеры сгорания газотурбинного двигателя, содержащей два охлаждающих отверстия, которые можно обрабатывать при помощи способа уменьшения диаметра согласно варианту выполнения изобретения.
 2 варианте выполнения способа уменьшения диаметра в соответствии с настоящим изобретением периметр 3 отверстия 2 сплющивают при помощи инструмента 6, содержащего на контактном конце 7 шарик 4 по существу большего диаметра, например, в 5-10 раз превышающего диаметр Dr отверстия 1. Этот инструмент 6 показан на фиг. 4а. Во время сплющивания, показанного на фиг. 2, шарик 4 центруют по оси отверстия 2. Чтобы избежать деформации прогиба стенки 1 ее располагают на опоре. Таким образом, давление со стороны шарика 4 приводит к пластической деформации входного периметра 3 отверстия 2, которая заставляет материал продвигаться внутрь отверстия 2. Таким образом, образуется направленный внутрь буртик. После завершения сплющивания, как показано на фиг. 3, диаметр отверстия 2 на уровне его входного периметра уменьшился и имеет значение, меньшее необходимого максимального диаметра D max. В то же время механические и термические свойства стенки 1 практически не изменились, поэтому стенку 1 можно использовать по ее назначению.
2 варианте выполнения способа уменьшения диаметра в соответствии с настоящим изобретением периметр 3 отверстия 2 сплющивают при помощи инструмента 6, содержащего на контактном конце 7 шарик 4 по существу большего диаметра, например, в 5-10 раз превышающего диаметр Dr отверстия 1. Этот инструмент 6 показан на фиг. 4а. Во время сплющивания, показанного на фиг. 2, шарик 4 центруют по оси отверстия 2. Чтобы избежать деформации прогиба стенки 1 ее располагают на опоре. Таким образом, давление со стороны шарика 4 приводит к пластической деформации входного периметра 3 отверстия 2, которая заставляет материал продвигаться внутрь отверстия 2. Таким образом, образуется направленный внутрь буртик. После завершения сплющивания, как показано на фиг. 3, диаметр отверстия 2 на уровне его входного периметра уменьшился и имеет значение, меньшее необходимого максимального диаметра D max. В то же время механические и термические свойства стенки 1 практически не изменились, поэтому стенку 1 можно использовать по ее назначению.
Хотя на этапе сплющивания, показанном на фиг. 2, сплющивающий инструмент 6 заканчивается сферическим или по существу сферическим шариком 4, можно предусмотреть и другие формы. Инструмент 6 может заканчиваться усеченным конусным контактным концом 7, как показано на фиг. 4b. Предпочтительно угол конусности α должен быть больше 120°. В частности, он должен превышать 150°.
Хотя в представленном варианте выполнения инструмент 6 направляют по оси отверстия 2, способ в соответствии с настоящим изобретением можно также применять для отверстий, образующих угол с направлением давления сплющивания. Этот угол может быть равен 30°, или может быть меньше 30°, и предпочтительно является меньшим 20°.
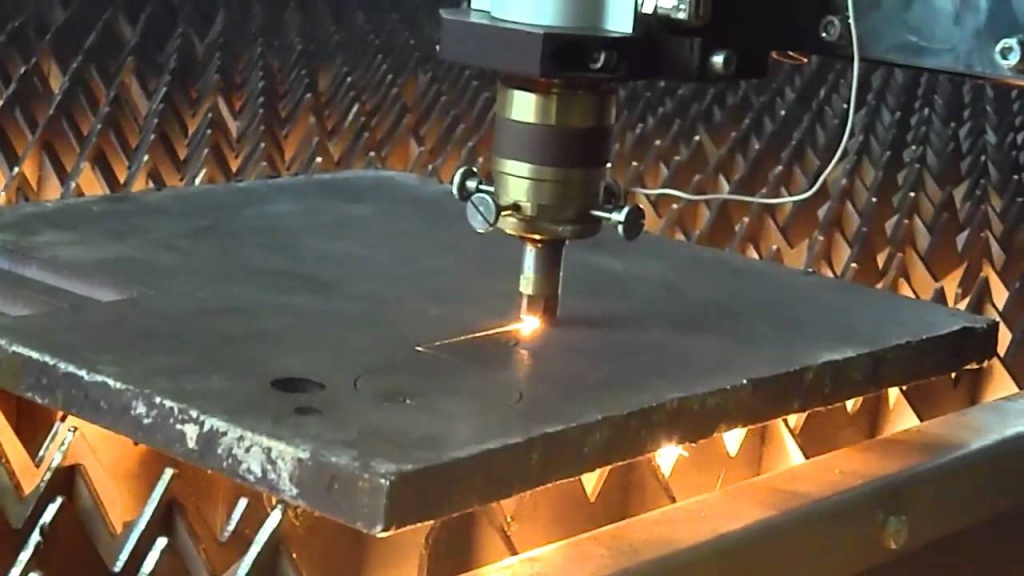
Способ в соответствии с настоящим изобретением представляет особый интерес для коррекции избыточной проницаемости на деталях, содержащих отверстия для охлаждения за счет прохождения газообразной текучей среды, такой как воздух. В частности, способ в соответствии с настоящим изобретением можно применять для коррекции избыточной проницаемости на деталях горячей секции газотурбинного двигателя, например, таких как котелок, тонкая стенка или дно камеры сгорания. На фиг. 5 показана часть камеры 8 сгорания горячей секции газотурбинного двигателя. Эта камера 8 сгорания содержит котелок 9 и тонкую стенку 10, содержащие охлаждающие отверстия 2. Такие детали горячей секции газотурбинного двигателя, как правило, выполняют из жаропрочного сплава, такого как Inconel® 718 или Hastelloy® X, или MAR M 509. Отверстия 2 выполняют с использованием известных технологий обработки, таких как лазерная обработка. После обработки обычно трудно скорректировать избыточную проницаемость. Способ в соответствии с настоящим изобретением можно применить для коррекции избыточной проницаемости этих деталей посредством уменьшения диаметра на некоторых из охлаждающих отверстий 2.
На фиг. 5 показана часть камеры 8 сгорания горячей секции газотурбинного двигателя. Эта камера 8 сгорания содержит котелок 9 и тонкую стенку 10, содержащие охлаждающие отверстия 2. Такие детали горячей секции газотурбинного двигателя, как правило, выполняют из жаропрочного сплава, такого как Inconel® 718 или Hastelloy® X, или MAR M 509. Отверстия 2 выполняют с использованием известных технологий обработки, таких как лазерная обработка. После обработки обычно трудно скорректировать избыточную проницаемость. Способ в соответствии с настоящим изобретением можно применить для коррекции избыточной проницаемости этих деталей посредством уменьшения диаметра на некоторых из охлаждающих отверстий 2.
Для этого на первом этапе контролируют проницаемость детали 8 или 9. Если она превышает максимальный порог, отверстия 2 замеряют индивидуально, чтобы определить, какие из них превышают максимальный диаметр Dmax. Затем такие отверстия 2 обрабатывают с применением описанного выше способа уменьшения диаметра, чтобы уменьшить проницаемость детали и для соответствия интервалу допуска.
Жаропрочные сплавы, применяемые в таких деталях, обладают также повышенной твердостью. Поэтому обычно необходимо прикладывать большие усилия сплющивания. Ниже в таблице 1 представлены примеры сплющивания таких отверстий в стенках из жаропрочного сплава:
| Таблица 1 | |||
| Примеры сплющивания | |||
| ⌀ До | ⌀ После | Уменьшение | Усилие [кПа] |
| 0,9 | 0,83 | 0,07 | 500 |
| 0,9 | 0,82 | 0,08 | 300 |
| 0,9 | 0,86 | 0,04 | 200 |
| 1,14 | 1,04 | 0,1 | 500 |
| 1,13 | 1,03 | 0,1 | 450 |
| 1,15 | 1,07 | 0,08 | 400 |
| 1,14 | 1,09 | 0,05 | 300 |
| 1,14 | 1,11 | 0,03 | 200 |
| 1,12 | 1,09 | 0,03 | 150 |
| 1,2 | 1,13 | 0,07 | 450 |
| 1,19 | 1,1 | 0,09 | 400 |
| 1,2 | 1,15 | 0,05 | 300 |
| 1,18 | 1,12 | 0,06 | 200 |
| 1,19 | 1,18 | 0,01 | 150 |
| 1,39 | 1,26 | 0,13 | 650 |
| 1,41 | 1,31 | 0,1 | 600 |
| 1,42 | 1,35 | 0,07 | 500 |
| 1,42 | 1,38 | 0,04 | 400 |
| 1,43 | 1,39 | 0,04 | 300 |
| 1,43 | 1,4 | 0,03 | 250 |
Таким образом, благодаря способу в соответствии с настоящим изобретением можно сохранять детали, которые в ином случае пришлось бы выбраковывать.
Несмотря на то что настоящее изобретение было описано со ссылками на конкретные примеры выполнения, разумеется, в эти примеры можно вносить различные изменения, не выходя за рамки изобретения, определенные в формуле изобретения. Следовательно, описание и чертежи следует рассматривать только в качестве иллюстрации.
Способ уменьшения диаметра отверстия (2) в стенке детали, отличающийся тем, что он содержит этап, на котором сплющивают стенку детали на входе отверстия (2) по периметру (3) при помощи инструмента, контактный конец которого имеет сферическую или по существу сферическую форму, или форму усеченного конуса, причем деталь по периметру (3) отверстия (2) выполнена из жаропрочного материала.
2. Способ по п.1, в котором упомянутое сплющивание производят при помощи инструмента (6), центрованного по отверстию (2).
3. Способ по п.2, в котором контактный конец (7) упомянутого инструмента (6) содержит шарик (4).
4. Способ по п.1, в котором деталь по упомянутому периметру (3) отверстия (2) выполнена металлической.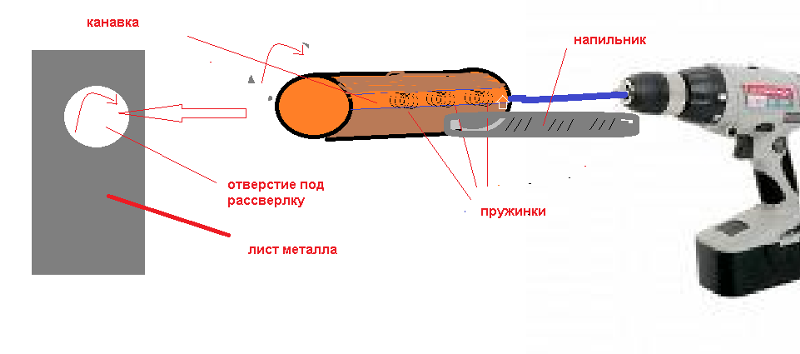
5. Способ по п.1, в котором диаметр отверстия (2) составляет 0,5-3 мм.
6. Способ коррекции проницаемости детали (9, 10), содержащей множество отверстий (2) для прохождения газообразной текучей среды, отличающийся тем, что он содержит следующие этапы:
идентифицируют по меньшей мере одно отверстие (2), диаметр (Dr) которого превышает заранее определенный верхний предел (Dmax), и
упомянутый избыточный диаметр (Dr) уменьшают способом по п.1.
7. Способ по п.6, который содержит предварительный этап контроля проницаемости детали (9, 10).
8. Способ по п.6, в котором упомянутые отверстия (2) являются охлаждающими отверстиями.
9. Способ по п.6, в котором упомянутая деталь (9, 10) является деталью горячей секции газотурбинного двигателя.
10. Способ по п.6, в котором упомянутая деталь (9, 10) является частью камеры (8) сгорания.
Метрология | Нагреваю деталь с отверстием под термоусадку. Дырка становится меньше? | Практик-механик
Джон КК
Пластик

- #1
Здравствуйте,
Если я нагрею деталь из мягкой стали, скажем, 3-дюймовый диск с отверстием посередине, чтобы сжать его до 1-1/2-дюймового вала, станет ли отверстие меньше из-за расширения металла вокруг него?
Спасибо
Джон
quadman2007
Алюминий
- #2
Когда вы нагреете его, отверстие станет больше.
кг
Чугун

- #3
«Отверстие» будет увеличиваться при нагревании объекта, а затем уменьшаться при его охлаждении
дворняга
Титан
- #4
Джон Си сказал:
Привет,
Если я нагрею деталь из мягкой стали, скажем, 3-дюймовый диск с отверстием посередине для усадки на вал 1-1/2 дюйма, станет ли отверстие меньше, потому что металл вокруг него расширится?Спасибо
Джон
Нажмите, чтобы развернуть.
 ..
..Я согласен с двумя другими парнями, но не со всеми. Эта тема вызвала горячие споры и кулачные бои в Интернете.
Брент
пмтул
Чугун
- #5
дворник сказал:
Я согласен с двумя другими парнями, но не со всеми. Эта тема вызвала горячие споры и кулачные бои в Интернете.
Брент
Нажмите, чтобы развернуть…
Действительно? Это кажется глупым.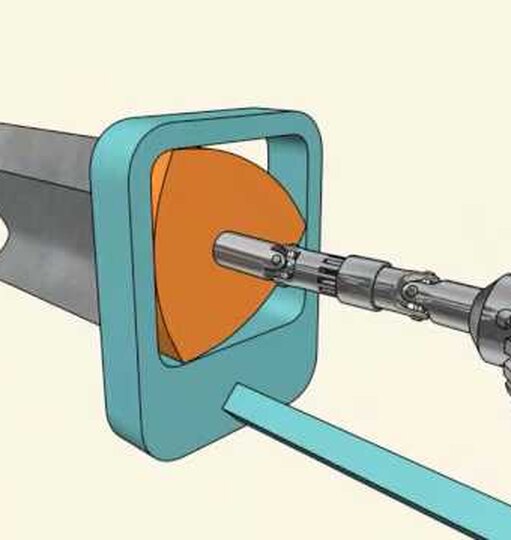 Он явно становится больше. Просверлить дырку в чем-то круглом. Измерьте это. Поставь его на плиту. Разогреть это. Измерьте еще раз. Смотрите, что он больше. О чем спорить???
Он явно становится больше. Просверлить дырку в чем-то круглом. Измерьте это. Поставь его на плиту. Разогреть это. Измерьте еще раз. Смотрите, что он больше. О чем спорить???
Стоунхейвен
Горячекатаный
- #6
Я предполагаю, что в начале нагрева он сожмется, но в конечном итоге расширится при достаточном количестве тепла.
jns
Пластик

- #7
Наружный диаметр диска увеличится, диаметр отверстия уменьшится. Мы сталкиваемся с этим явлением почти ежедневно, работая с пресс-формами для литья под давлением, стержнями и полостями.
И да, это одна из тех тем, которые вызывают споры, но, со своей стороны, мои микрофоны и нутромеры не лгут!
ханермо
Титан
- #8
Должен увеличиться .. в противном случае термоусадочная посадка будет невозможна.
Это также школьная демонстрация по физике.
Нагрейте металлическое кольцо в пламени пропана, и испытательный образец (чуть меньше отверстия) войдет в кольцо, как только кольцо нагреется.
Я видел, как это сделали, лет 27 назад.
Антиматерия
Пластик
- #9
Отверстия в деталях НИКОГДА не сжимаются от тепла. Они всегда будут расширяться.
Следующее объяснение не является моим ответом. Но это очень хорошо объясняет, поэтому я опубликую это.
Если диск однородный и изотропный (одинаковый в разных направлениях), отверстие будет расширяться в той же пропорции, что и металл. Это можно увидеть, потому что уравнение теплового расширения
dL=LαdT
применимо ко всем длинам, связанным с металлом, включая окружность отверстия, поскольку край отверстия сделан из металла. А если окружность отверстия увеличивается, то и диаметр тоже.
А если окружность отверстия увеличивается, то и диаметр тоже.
Вместо круглого отверстия подумаем о квадратном. Квадратное отверстие можно получить двумя способами: вырезать его из цельного листа или разрезать лист на 9 частей.маленькие квадраты и выбросив центральный. Поскольку все 8 внешних квадратов становятся больше при нагревании, внутренний квадрат (отверстие) также должен стать больше:
Это сбивает людей с толку, потому что основной опыт, с которым они сталкиваются, когда продукты становятся больше при нагревании, связан с приготовлением пищи. Если вы оставите отверстие в середине печенья и приготовите его, да, печенье станет больше, а отверстие станет меньше. Но причина этого в том, что печенье не такое прочное. Это больше похоже на жидкость, она деформируется. И, как отмечает Илмари Каронен, форма для печенья не сильно расширяется, поэтому действуют силы трения.
конус Морзе2
Алмаз
- #10
Нагрейте стальной (или металлический) диск с отверстием, наружный диаметр диска – И – внутренний диаметр отверстия будут увеличиваться при более высоких температурах. Любой, кто говорит иначе, не понимает основ физики теплового расширения материалов (за исключением нескольких чудаков, таких как температура замерзания воды).
Поначалу это не всегда интуитивно понятно, но изучите и обдумайте примеры в сети. И ты придешь.
Проблема обсуждается здесь. Мяч не пройдет через кольцо, пока кольцо не нагреется (или шарик не сожмется). Мяч проходит через кольцо после нагревания кольца примерно в 2:30 на видео ниже…
спецфаб
Титан
- #11
jns сказал:
Внешний диаметр диска увеличится, а диаметр отверстия уменьшится. Мы сталкиваемся с этим явлением почти ежедневно, работая с пресс-формами для литья под давлением, стержнями и полостями.
И да, это одна из тех тем, которые вызывают споры, но, со своей стороны, мои микрофоны и нутромеры не лгут!
Нажмите, чтобы развернуть…
Я подозреваю, что может быть очень ограниченное число случаев, когда может казаться, что отверстие становится меньше при начальном нагреве, когда нагрев локализован, а окружающий более холодный материал имеет такой температурный перепад, что ограничивает расширение материала наружу. в районе отверстия. Это единственное возможное объяснение, которое я мог видеть для этого наблюдения.
Скоттл
Алмаз
- #12
При равномерном нагреве детали отверстие
должноувеличиваться, но остаточные напряжения могут немного деформировать форму.
Сталь, подвергающаяся нагреву, иногда может привести к некоторым интересным вещам. На старых автомобилях при ремонте кузова обычной практикой была термоусадка небольших вмятин. Центр вмятины нагревают до красного каления, а затем мокрую тряпку перемещают по этому участку, чтобы быстро охладить его. Я был свидетелем того, как опытный специалист по кузовным работам несколько раз делал это и возвращал почти к исходному профилю.
В случае с шайбой, если она представляет собой перфорированную деталь, попытка посадить ее на вал с насадкой может привести к плохим результатам, но отверстие, обработанное по размеру для термопосадки, должно подойти.
ниеми24с
Алюминий
- №13
Хотя, возможно, технически это и неправильно, для меня лучший способ запомнить, что делает отверстие, когда объект, содержащий его, нагревается, — это не думать о его диаметре (который заполнен воздухом), а думать о его окружности, которая является металлической. Хотя я не думаю, что существует такая вещь, как круговой коэффициент теплового расширения , круговой вид находится между линейным и площадным коэффициентами теплового расширения.
И это видео, показывающее, как стальные шины устанавливаются на литые ведущие колеса локомотива, наглядно демонстрирует это:
https://www.youtube.com/watch?v=9L3oaA-nxzY Если отверстие стало меньше при нагреве, шину необходимо охладить и/или нагреть колесо для установки.
Единственное, что я могу придумать, это вода, которая расширяется при охлаждении (в определенном диапазоне температур). Вот почему водяной лед плавает.
Последнее редактирование:
Лудасмит
Чугун
- №14
Я не разбираюсь в науке, стоящей за всем этим, но я знаю, что термоусадочная оправка нагревается, чтобы инструмент вошел в нее.
Руководство Ред.
Нержавеющая сталь
- №15
Отверстие будет увеличиваться, ЕСЛИ ТЕПЛО РАВНОМЕРНО.
Проделайте 2-дюймовое отверстие в пластине толщиной 10 дюймов и диаметром 10 футов.
Если вы направите тепло на дыру, материал вокруг дыры расширится. Он ни хрена не вытолкнет 5 футов из 10-дюймовой пластины наружу, так что отверстие уменьшится.
Нагрейте всю пластину, и тогда отверстие станет больше.
Калибр
Алмаз
- №16
Руководство ЭД
Что произойдет с отверстием, когда вся пластина снова остынет? «Огромные силы искажения должны были бы куда-то деваться».
Будет ли отверстие больше, чем было вначале, после того как весь металл остынет? Доказательства искажения и «дробления»? “Безударная ковка”.
Я знаю, что легко “усадить” отверстие, нагревая и охлаждая окружающий металл. Охлаждение даже не обязательно должно быть быстрым. Воздушное охлаждение работает нормально.
Руководство Ред.
Нержавеющая сталь
- # 17
КалГ сказал:
Инструкция ЭД
Что будет с отверстием, когда вся пластина снова остынет”
Нажмите, чтобы развернуть…
Это намного выше моей зарплаты.
Если бы область вокруг дыры раскалилась докрасна, я должен представить, что там было бы какие-то постоянные искажения.
Вы правы, это невероятное количество силы, которое нужно куда-то девать. Может быть, это расширит края отверстия наружу?
Кто знает… этому форуму нужны еще химики и металлурги!
Улица
Горячекатаный
- # 18
, когда я проверял размеры на предмет посадки, я делал это в холодном состоянии, чтобы определить, насколько он будет тугим, а затем устанавливал мои пружинные суппорты на соответствующий зазор, чтобы соответствовать детали.
Я бы нагрел деталь до тех пор, пока штангенциркули не будут легко устанавливаться, я использую штангенциркули, так как тепло может повредить/разрушить чувствительный микрометр.
Затем установите деталь, зная, что я нагрел ее достаточно, чтобы ее можно было установить, затем дайте ей остыть, чтобы она могла схватиться, поддерживая ее.
После того, как он схватился, он был охлажден воздухом.
Другие работы по подгонке Я использовал индукционный нагреватель eddythern с температурным датчиком, нагретым до определенной температуры, он отключает гудение, после чего я подгоняю деталь. В основном использовал это на подшипниках.
Я могу представить штампы забавных форм и большой массы, которые сдерживают вещи, вы можете получить причудливые формы и неравномерное расширение.
Большинство предметов, которые я сделал, круглые, подшипники, трубы, полый стержень и т. д.
Лайонелт
Нержавеющая сталь
- # 19
Помню, когда я был учеником, я сверлил и разрезал зубчатый венец на маховике, чтобы снять его.
Затем нагрейте новый зубчатый венец и наденьте его на маховик.
Кроме того, держатели термоусадочных инструментов не расширяют держатель при нагревании и не увеличивают отверстие, чтобы можно было вставить инструмент?
Майк1974
Алмаз
- #20
Людасмит сказал:
Я не разбираюсь в науке, стоящей за всем этим, но я знаю, что державка с горячей посадкой нагревается, чтобы инструмент вошел внутрь. 9является идеальным примером. Никто не может отрицать, что это работает.
Общий | Сделать отверстия чуть меньше? | Практик-механик
Фрэнсис
Алюминий
- #1
Я просверлил 3/8″ низкоуглеродистой стали сверлом 0,5″ в изношенном (как мне теперь кажется) сверлильном патроне, и он просверлил отверстия ближе к 0,508″.
Я подумываю купить бронзовый подшипник 5/8″ и просто обработать свой собственный по размеру, но, учитывая, что я уже купил несколько десятков готовых втулок, я надеюсь, что есть трюк, о котором я не подумал.
в следующий раз просверлите прямо в цанге…
идеи?
Спасибо!
тнмгкарбид
Алмаз
- #2
сверло – инструмент для черновой обработки.
Джо Роджерс
Горячекатаный
- #3
Как насчет серии меток по периметру негабаритных отверстий? Насколько точно требуется расположение втулки? Даже пара ударов молотком
по отверстиям шариковым штифтом может сжать его настолько, чтобы захватить втулку.
Джо
Спайдередж
Титан
- #4
Попросите кого-нибудь сварить его TIG и начать заново с меньшим сверлом и РАСТОЧКОЙ до нужного размера.
матовый_иссерсштедт
Алмаз
- #5
Я бы подержался за ваши подшипники скольжения. В конце концов, вы найдете им применение. Мой совет – приступить к плану Б и купить цельный бронзовый стержень или стержень с сердечником… лично я предпочитаю твердую бронзу CDA 932 = SAE 660. Несмотря на способность удерживать масло и сдерживать частое техническое обслуживание, пористая «ойлитная» бронза не является чудодейственным средством.
диан
Титан
- #6
почему втулки не “накручиваются”? будучи мягкими, они должны. может попробуй глубже.
гбент
Алмаз
- #7
Если вы хотите выковать его, поместите в отверстие шарик подшипника диаметром 1–1 1/2 дюйма.
Скраффи887
Титан
- #8
Это фото здесь в заблокированной теме, плохой заголовок. Я взял кусок стержня Томсона и проколол конец, и он вырос ровно настолько, чтобы расширить некоторые втулки, которые у меня были, около 500 из них. .625 стержень, если быть точным. Просто натягивал их и разряжал, когда 3-4 рукава были внизу.
Металлорез
Титан
- #9
Попытка просверлить отверстие
Во-первых, просверлите отверстие примерно такого диаметра, как вы хотите. Затем вставьте сверло 1/2″.
Объяснение:
Если острие сверла смещено от центра, сверло будет вращаться вокруг точки и сделает отверстие больше. Следовательно, пилот, поэтому точка не может влиять на размер сверла.После использования пилота сверло по-прежнему делало отверстие больше, чем я хотел. Мне нужно было немного меньшее отверстие, чем дрель будет сверлить. Немного подумав, я взял микрометр и измерил обратную конусность сверла по направлению к хвостовику. Когда я пришел к нужному диаметру, я отрезал конец и заострил его.
При надлежащей подаче сверло может легко вырезать нужный размер. Снова просверлите пилотное отверстие, близкое к размеру сверла.
Доп.. Для точного расположения отверстий. Центровочное сверло должно аккуратно «вытягивать» стружку.
С уважением,
Стэн-
тнмгкарбид
Алмаз
- #10
зависит от производителя сверла, но допуски на 1/2 дюйма составляют +.006, -.001. Наземное PTD или новое поле, вероятно, будет ближе к .
неаккуратный , as- кованый ужас грузовой или ch-enco . твердосплавные сверла обычно точны, но возьмите проклятое сверло 31/64 и развертку .500.
ДМФ_ТомБ
Алмаз
- #11
размер отверстия
Фрэнсис сказал:
Я просверлил 3/8-дюймовую мягкую сталь сверлом 0,5 дюйма в изношенном (я теперь думаю) сверлильном патроне, и он просверлил отверстия ближе к 0,508 дюйма. Я купил и планировал запрессовать бронзу для подшипников 0,503 дюйма.
Я подумываю купить бронзовый подшипник 5/8″ и просто обработать свой собственный по размеру, но, учитывая, что я уже купил несколько десятков готовых втулок, я надеюсь, что есть трюк, о котором я не подумал.
в следующий раз просверлите прямо в цанге…
идеи?
Спасибо!
Будет
Нажмите, чтобы развернуть…
.
Меня учили, когда я был учеником первого года обучения. Просверленные отверстия, как правило, на 1-3% больше размера
0,500×0,01= 0,005
0,500×0,03= 0,015
у вас есть отверстие 0,508 или увеличенный размер 0,008, почти так же, как они учат учеников, что типичный размер отверстия, как ожидается, будет
магнитная аномалия
Титан
- #12
Накатайте отверстие и стопу. Стандартный трюк для капитального ремонта автомобильных направляющих клапанов У Goodson должен быть инструмент.
В следующий раз сделай, как все говорят, просверли меньше размера и расширь.
Фрэнсис
Алюминий
- №13
Всем спасибо за идеи!
Я использовал эту насадку раньше и помню, что она была всего на тысячу или две больше, но я, вероятно, использовал ее непосредственно в цанге. Я просверлил два других размера (три, если считать установочное сверло), и последний проход до 0,5 дюйма не был большим скачком, поэтому я действительно думаю, что это изношенный патрон для дрели без ключа.
Скраффи, меня заинтриговала твоя идея немного развальцевать втулки (если я тебя правильно понял). Я сделаю небольшой конический стержень и слегка надавлю на него и посмотрю, сработает ли это. В противном случае план Б, и я просто сделаю свой собственный калибр .510″.
ДМФ_ТомБ
Алмаз
- №14
Фрэнсис сказал:
Всем спасибо за идеи!
Я использовал эту насадку раньше и помню, что она была всего на тысячу или две больше, но я, вероятно, использовал ее непосредственно в цанге.
Scruffy ,Я заинтригован вашей идеей слегка развальцевать втулки(если я вас правильно понял).Я сделаю небольшой конический вал и слегка надавлю на несколько и посмотрю, сработает ли это.В противном случае план Б и я просто сделаю мой собственный около 0,510 дюйма.
Нажмите, чтобы развернуть…
.
как профессиональный машинист, я считаю, что слишком большие отверстия возникают в основном из-за
1) плохая заточка, особенно точка не по центру
2) высокие скорости подачи имеют тенденцию вызывать больше отверстий большого размера
3) отсутствие направляющего отверстия, если направляющее отверстие меньше 1/64 тогда уменьшается вероятность того, что последнее сверло сверлит слишком большой размер
4) наконечник сверла, который качается из-за эксцентрикового держателя инструмента, не помогает, но это только одна из многих причин
.
Майк 44
Горячекатаный
- №15
Решит ли проблему Loctite?
Майк
Макгайвер
Алмаз
- №16
Фрэнсис сказал:
Я просверлил 3/8-дюймовую мягкую сталь сверлом 0,5 дюйма в изношенном (я теперь думаю) сверлильном патроне, и он просверлил отверстия ближе к 0,508 дюйма. Я купил и планировал запрессовать бронзу для подшипников 0,503 дюйма. втулки. Я попробовал обычные трюки с втулками, чтобы сделать их немного больше – прямая накатка на токарном станке и несколько ударов кернером. Увы, кажется, что бронза достаточно мягкая (еще и пропитана маслом), так что на самом деле это не делает их больше.
Я подумываю купить бронзовый подшипник 5/8″ и просто обработать свой собственный по размеру, но, учитывая, что я уже купил несколько десятков готовых втулок, я надеюсь, что есть трюк, о котором я не подумал.
в следующий раз просверлите прямо в цанге.
идеи?
Спасибо!
Будет
Нажмите, чтобы развернуть…
вы совершаете две основные ошибки: 1) как уже отмечалось, вы никогда не должны ожидать точного диаметра от сверления и спиральных сверл, типичных для сверла слишком большого размера, и 2) вы думаете, что ваша проблема заключается в патроне сверла. это не борштанга… небольшой эксцентрик в патроне не имеет значения…. важна заточка спирального сверла. Чем он ближе к идеальному, тем ближе по размеру отверстие (при разумных условиях подачи/скорости/охлаждающей жидкости и т.д.).
Я бы просверлил его большего размера, приварил/припаял/закрепил заглушку и сделал всю работу заново, на этот раз просверлил меньше размера 1/32 и расширил.
Также имейте в виду, что диаметр отверстия для подшипников из агломерированной бронзы имеет значение. При запрессовке в правильное номинальное отверстие внутренний диаметр также уменьшается, создавая желаемый зазор для вала.
.
Джейми76x
Горячекатаный
- # 17
Термоусадочное масло.
MetalCarnage
Нержавеющая сталь
- # 18
майк 44 сказал:
Решит ли проблему Loctite?
МайкНажмите, чтобы развернуть.
Я думал что-то вроде Loctite 680
-Ron
джрмах
Титан
- # 19
Иногда мне нужно посмотреть в адресную строку и убедиться, что я в личке.
Калибр
Алмаз
- #20
Отверстие в полдюйма в стали толщиной 3/8? Это отверстие можно без проблем закрыть газовой горелкой и молотком.