Таблицы диаметров свёрел и метчиков для нарезания резьбы по металлу – как подобрать резьбовые размеры, какой метод подбора правильный
06ДекСодержание статьи
- Размеры отверстий согласно ГОСТ
- Размеры отверстий, используемые инструменты, процесс нанесения
- Основные параметры
- Полезная таблица сверл и метчиков: диаметр и шаг резьбы
- Используемые приспособления
- Как правильно наносить витки
- Таблица подбора сверла под метчик с учетом его диаметра
- Диаметр прута для наружной насечки
- Таблица размеров сверл для нарезания резьбы, металлической, дюймовой
Выполнить такую операцию, как создание посадочных мест, достаточно просто. Подбор подходящего инструмента тоже не составит труда, если перед глазами будет таблица диаметра сверла под резьбу метчика. Вот только на какие ее данные смотреть? Ниже мы расскажем, на что обращать внимание, что за параметры должны быть ориентирами.
Размеры отверстий по ГОСТ
Действующий сегодня государственный стандарт был введен в уже далеком 1973 году, еще в Советском Союзе. Понятно, что за прошедший период он неоднократно пересматривался, но каждый раз после проверок его положения не только не менялись, но и заново утверждались, так как признавались наиболее рациональным и до сих пор актуальными.
Понятно, что за прошедший период он неоднократно пересматривался, но каждый раз после проверок его положения не только не менялись, но и заново утверждались, так как признавались наиболее рациональным и до сих пор актуальными.
Номер нормативного акта – ГОСТ 19257-73, – и он обладает следующими особенностями:
представляет собой целый комплект различных документов;
задает условия для четкого соблюдения геометрических показателей, что позволит обеспечить прочность, износостойкость, качество крепежа;
регламентирует обработку сразу нескольких сплавов – стали, чугуна, меди и алюминия.
Размеры отверстий, используемые инструменты, процесс нанесения
Для создания спирали сначала требуется просверлить посадочное место с двойным радиусом на 1-2 мм уже необходимого сечения. Это нужно, чтобы впоследствии сделать витки и соблюсти их величину.
Это нужно, чтобы впоследствии сделать витки и соблюсти их величину.
Далее следует выбрать диаметр сверла для нарезки резьбы из таблицы (приведем ее ниже, она указывает параметры как внутреннего, так и наружного рисунка), зафиксировать инструмент в патроне дрели и немного поработать. Да, вероятно, придется применить еще и некоторые дополнительные приспособления – им мы тоже уделим должное внимание чуть позже.
Основные параметры
Определяясь, следует учитывать такие важные практические характеристики:
Измерительная система, используемая для расчетов, – все российские заводы, изготавливающие крепеж, ориентируются на миллиметры, тогда как на Западе в ходу дюймы (по умолчанию).
Количество нитей для захода – 1, 2, 3 – оно определяет максимальную интенсивность и прочность закручивания; две – наиболее распространенный вариант.

Геометрия профиля – он будет круглым, квадратным, треугольным или трапециевидным.
Характер развития витков – правый или левый.
Расположение внутри относительно заготовки – внутри (гайки – лучший пример) или снаружи (шурупы) – это влияет напрямую, какие выбрать сверла под резьбу.
Форма создаваемой поверхности – с расширением к шляпке, в виде конуса (как у самореза) или одинаковая по всей детали (как у винта).
Назначение готового крепежного элемента – условия его дальнейшего использования обязательно принимаются во внимание.
Чтобы эти параметры было проще учитывать, ввели ряд условных обозначений, проставляемых в схемах и на чертежах:
М – метрическая СИ, согласно ГОСТ 9150-2002;
BSW, NPT, UTS – дюймовая;
МК – коническая нарезка, в соответствии со стандартом 6211-81;
MJ – в форме цилиндра, ее определяет уже ГОСТ 6351-81;
Tr – трапециевидная, по нормативному акту 9484-81;
Кр – округлая, находит применение главным образом в сантехнике;
S – упорная, обусловлена ГОСТ 10177-82;
E – с эдисоновским профилем;
R и G – трубная;
S45 – усиленная.

Данные маркеры также являются составной частью номенклатуры целого ряда выпускаемых крепежных элементов.
Полезная таблица свёрл и метчиков: диаметр и шаг резьбы
Сначала – немного важной информации. Один и тот же виток можно обозначать по-разному, но не составляет труда рассчитать его – нужна лишь обычная линейка и терпение. Необходимо измерить расстояние между соседними боковинами профиля – ближайшие стороны и дадут нам заветную величину Р.
Для большей точности есть альтернативный способ:
отсчитайте 10 ниток;
проверьте, сколько миллиметров на отрезке от первой до десятой;
разделите данную цифру на 10.
Ph, то есть ход, рассчитывается похожим образом, только вычисления следует проводить по виткам одной нити. Если взять в качестве примера двухзаходной болт, стоит ориентироваться по верхним точкам – учитывается каждая вторая.
Если взять в качестве примера двухзаходной болт, стоит ориентироваться по верхним точкам – учитывается каждая вторая.
Как правило, Ph в 2-3 раза превышает P, но также он может быть нестандартным. Хотя лучше, чтобы он все-таки соответствовал ГОСТу, ведь тогда крепежный элемент универсальный, и его не проблема поменять в случае поломки. Ведь искать какие-то индивидуальные винты, саморезы, чтобы точно подходили уже использованным, зачастую проблематично.
А вот и таблица с размерами, что поможет проследить зависимость от диаметра сверл при нарезании резьбы.
| Обозначение | Сечение, мм | Шаг с дополнительным значением для мелкой насечки в миллиметрах |
| М2 | 2 | 0,4 |
| М3 | 3 | 0,5 |
| М4 | 4 | 0,7 |
| М5 | 5 | 0,8 |
| М6 | 6 | 1 |
| М8 | 8 | 1,25 (1) |
| М10 | 10 | 1,5 (1,25) |
| М12 | 12 | 1,75 (1,25) |
| М14, М16 | 14, 16 | 2 (1,5) |
| М8, М20 | 18, 80 | 2,5 (1,5) |
Используемые приспособления
Наносить витки можно как вручную, так и на предназначенном для этого станке. Второй способ, конечно, точнее и не такой трудозатратный, но и для его реализации оператор должен:
Второй способ, конечно, точнее и не такой трудозатратный, но и для его реализации оператор должен:
зафиксировать заготовку в тисках;
установить необходимые настройки на пульте управления;
получить и проверить обработанную деталь.
Это универсальный порядок действий для изделий из всех подходящих материалов, в том числе и пластика или дерева. Но так как мы рассматриваем сверла для резьбы по металлу (диаметры, таблицы их соответствия и все в этом духе), то предлагаем сосредоточиться на способах, актуальных для стального, чугунного, медного, алюминиевого крепежа. Благо винты, шурупы, гайки сегодня используются в огромных количествах. Предметы более сложных форм или массивных габаритов тоже есть, и для них подходят те же правила, просто мощность и производительность оборудования должны быть посерьезнее.
Есть и еще более технологичный метод, но для его реализации необходимы плашки – круглые основания с асимметрично расположенными лезвиями. Внутри одной из них и нужно зафиксировать заготовку, после чего вращать ее, для чего на ее торцах предусмотрены специальные отверстия, в которые вставляется любой подручный рычаг, например, отвертка. Конечно, у таких приспособлений тоже есть своя маркировка.
И если мы осуществляем действительно грамотный подбор сверл под резьбу, таблица размеров плашек (смотря какое сечение прутка) нам тоже пригодится – приведена ниже:
Диаметр, мм | Габариты заготовки в виде стержня, мм |
М6 | 5,8 |
М8 | 7,8 |
М10 | 9,8 |
М12 | 11,8 |
М14 | 13,7 |
М16 | 15,7 |
М18 | 17,7 |
М20 | 19,8 |
Также существует метчик, то есть специальное приспособление для нанесения рисунка изнутри, например, на гайку.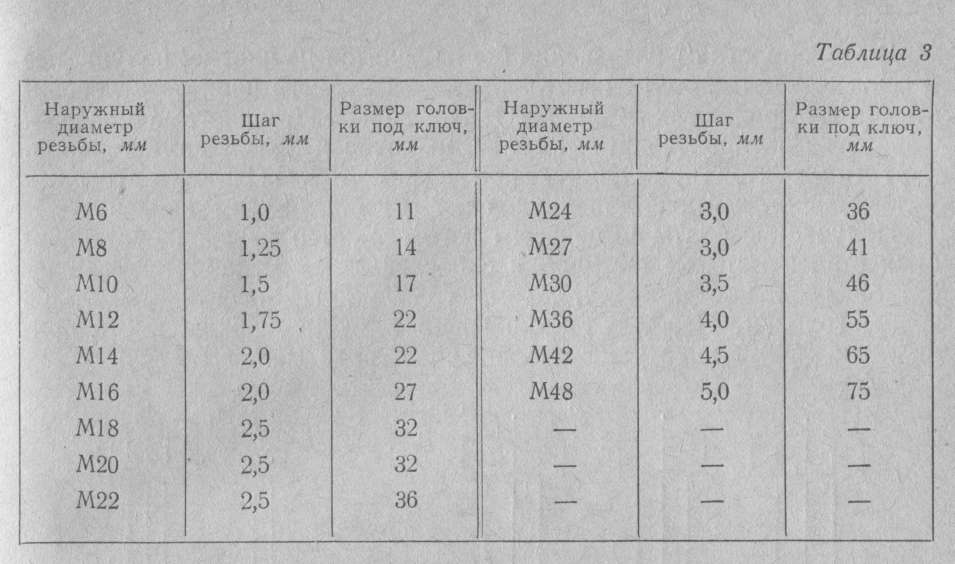 Вариантов его тоже очень много – для выполнения самых разных задач, – но работают они схожим образом. При использовании любого из них сначала просверливают отверстие, в которое затем и вкручивают инструмент с 1-3 кромками, формирующими соответствующее количество нитей.
Вариантов его тоже очень много – для выполнения самых разных задач, – но работают они схожим образом. При использовании любого из них сначала просверливают отверстие, в которое затем и вкручивают инструмент с 1-3 кромками, формирующими соответствующее количество нитей.
Чтобы такой помощник оказался эффективным, он должен быть изготовлен из более стойкого к разрушению материала, чем металл заготовки, то есть из высокопрочной углеродной стали, которую, кстати, длительное время вообще не нужно затачивать. Тогда он создаст в детали точное зеркальное отражение своего профиля.
Как правильно наносить витки
Выбирая сверло для нарезания резьбы, необходимо помнить и о том, как и когда его использовать. Например, бессмысленно и даже вредно пытаться сделать посадочное место в каленом железе, ведь оно прошло термическую подготовку, а значит приобрело низкую устойчивость к подобным воздействиям и может просто раскрошиться.
Перед проведением технологической операции следует позаботиться о том, чтобы под рукой были зажимы и тиски. Станок, естественно, должен быть в пригодном к эксплуатации состоянии.
Станок, естественно, должен быть в пригодном к эксплуатации состоянии.
В процессе труда следует:
перемещать инструмент медленно и плавно, без рывков;
по завершении внимательно осматривать изделие, даже если оно простой формы, и не лениться его шлифовать;
выполнять предварительный нагрев заготовки, в тех случаях, когда это требуется;
регулярно проворачивать лезвие в обратную сторону, обламывая таким образом стружку и предотвращая заклинивание воротка.
Подготовка
Прежде чем браться за работу, тщательно счистите ржавчину, масляные разводы и любые другие загрязнения или посторонние вещества с контактных поверхностей. Затем просушите деталь и смажьте ту ее часть, на которой появится нить. Чем? Смотря из чего сделаны ваши резьбовые сверла, таблица совместимости выглядит следующим образом:
Чем? Смотря из чего сделаны ваши резьбовые сверла, таблица совместимости выглядит следующим образом:
Средство | Материал | |||||
Сталь | Алюминий | Латунь | Медь | Чугун | Бронза | |
Мыльная вода | + | + | + | + | Лучше поддаются обработке «насухую» | |
Льняное масло | + | – | + | – | ||
Покупная эмульсия | + | + | + | + | ||
Керосин | – | + | – | – | ||
Скипидар | – | – | – | + | ||
Сало и минеральное, машинное масла | Способствует налипанию стружки из-за своей вязкой структуры, поэтому практически не подходит | |||||
Процесс создания наружной насечки
Труба или прут зажимаются тисками в вертикальном положении.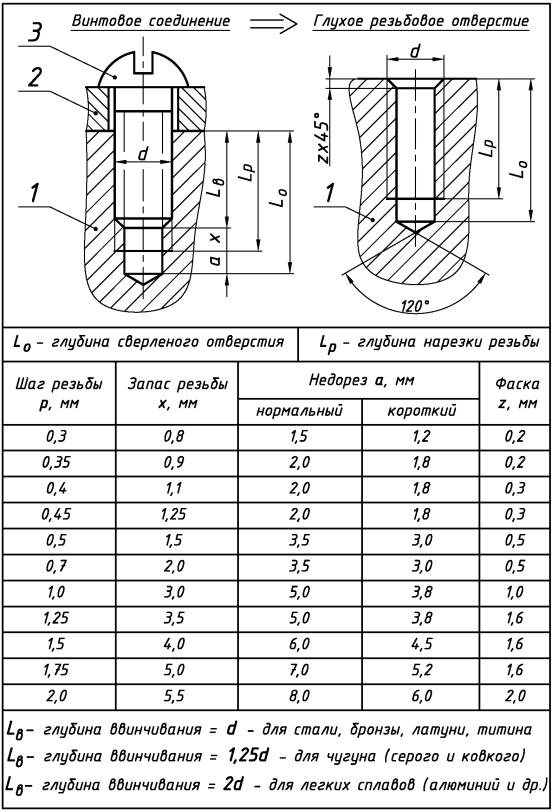 Плашка должна применяться строго горизонтально, не шататься, не срываться, а натягиваться плотно и ровно. С особенным вниманием отнеситесь к начальным виткам – от их нарезания зависит дальнейшая укладка нитей. Сделайте два подхода – черновой и чистовой. Первый инструмент менее глубокий, второй на 0,5-1 мм глубже. Для вращения плашки в торцовые отверстия вставляются плашкодержатели или воротки. Посмотрим на видео этот процесс:
Плашка должна применяться строго горизонтально, не шататься, не срываться, а натягиваться плотно и ровно. С особенным вниманием отнеситесь к начальным виткам – от их нарезания зависит дальнейшая укладка нитей. Сделайте два подхода – черновой и чистовой. Первый инструмент менее глубокий, второй на 0,5-1 мм глубже. Для вращения плашки в торцовые отверстия вставляются плашкодержатели или воротки. Посмотрим на видео этот процесс:
Технология нанесения внутренней насечки
Поступаете схожим образом:
надежно зажимаете деталь;
выполняете отверстие и шлифуете его края;
наносите смазку и вводите двухпроходное черновое приспособление, вкручивая его постепенно и медленно, регулярно обламывая стружку; затем используете чистовой инструмент.

Порядок работ хорошо показан в ролике ниже.
Ну а теперь еще немного полезной статистики.
Таблица подбора сверла под метчик с учетом его диаметров
Обратите внимание, она также учитывает шаг, чтобы насечку можно было сделать как мелкой, так и крупной.
Сверло | Шаг | Окружность | Спираль | |
Мелкий | Крупный | |||
мм | ||||
1,6 | 0,25 | 0,4 | 1,75 | 2 |
5 | 0,5 | 1 | 5,5 | 6 |
8,5 | 0,5 | 1,5 | 9,5 | 10 |
12 | 0,5 | 2 | 13,5 | 14 |
15,4 | 0,5 | 2,5 | 17,5 | 18 |
19,4 | 0,5 | 2,5 | 21,5 | 22 |
26,4 | 0,75 | 3,5 | 29,2 | 30 |
31,9 | 1 | 4 | 35 | 36 |
37,4 | 1 | 4,5 | 41 | 42 |
42,8 | 1 | 5 | 47 | 48 |
Диаметр прута для наружной насечки
Спираль | Шаг | Мин-макс сечение |
мм | ||
6 | 1 | 5,8 |
8 | 1,25 | 7,8-7,9 |
10 | 1,5 | 9,75-9,85 |
12 | 1,75 | 11,76-11,88 |
14 | 2 | 13,7-13,82 |
16 | 2 | 15,7-15,82 |
18 | 2,25 | 17,7-17,82 |
20 | 2,25 | 19,82-19,86 |
22 | 2,25 | 21,72-21,86 |
24 | 3 | 23,65-23,79 |
27 | 3 | 26,65-26,79 |
30 | 3,5 | 29,6-29,74 |
Таблица размеров сверл для нарезания резьбы, метрической, дюймовой
Она нужна для быстрого перевода российской маркировки в западную.
Окружность спирали | Сечение инструмента, мм |
1/8 | 8,9 |
1/4 | 11,9 |
3/8 | 15,8 |
1/2 | 19 |
2/4 | 24,3 |
1 | 30,5 |
1,25 | 39,2 |
1,75 | 41,6 |
1,5 | 45 |
Определяясь, будьте внимательны, не торопитесь, не стесняйтесь сверяться со справочными данными. Помните, что ошибка в таком случае чревата недостаточным качеством крепежа и, в перспективе, преждевременной поломкой функционального узла.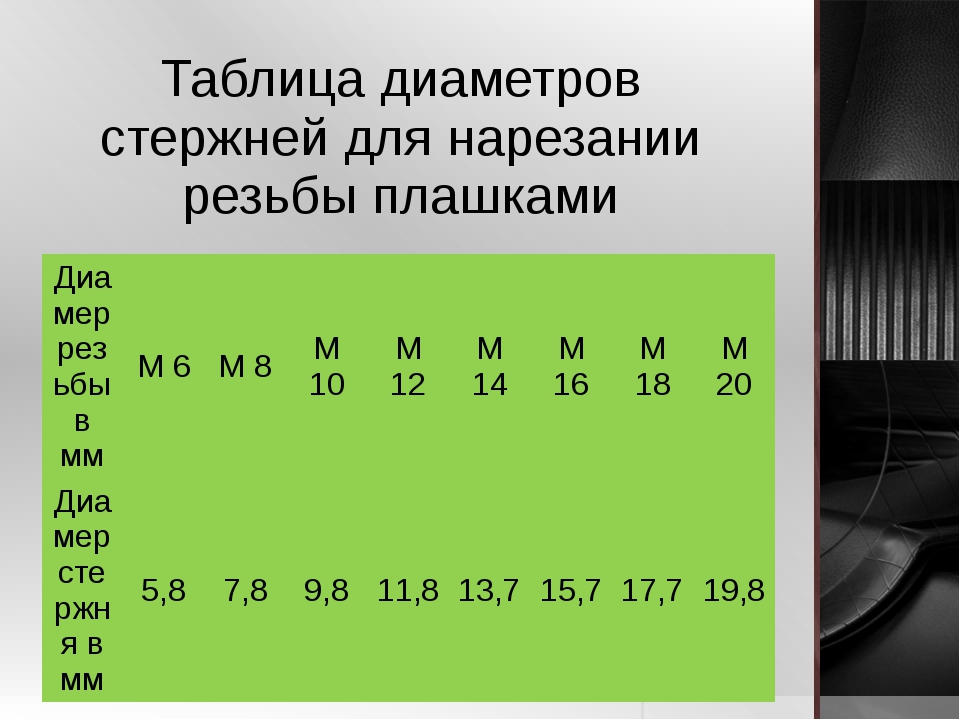
Обращайтесь к нам для заказа станков, на которых можно выполнить все работы по созданию технологических отверстий. Теперь, когда вам известно, как по таблице размеров подобрать сверла под метчики для нарезания резьбы, с нанесением необходимой насечки не должно возникнуть сложностей.
Как подобрать диаметр сверла под резьбу? Резьбовое соединение деталей – это часто применяемый способ соединения деталей разных видов. Различают два Вида по типу поверхности резьбы:
Инструменты применяемые для нарезания Резьбы на деталях это
Прежде, чем нарезать внутреннюю резьбу нужно сделать отверстие, правильно подобрав его диаметр. И сразу встает вопрос: «Как подобрать диаметр сверла под резьбу?» Ведь, если отверстие сделать большого размера, то резьба будет недостаточно глубокой и быстро скосится, если маленького, то сломается сам инструмент в процессе сверления Самый простой способ – это воспользоваться специальной Таблицей Диаметров сверл под резьбу, где указаны основные параметры: маркировка, Диаметр Резьбы, Шаг Резьбы, Диаметр сверла под резьбу Параметры, указанные в таблице, соответствуют ГОСТу: размеры отверстий для любого диаметра резьбы, с учетом шага резьбы и допусков. Если этой Таблицы сверл под резьбу нет в нужный момент под рукой, то можно воспользоваться простым методом, рассчитав диаметр отверстия по формуле: Из наружного диаметра резьбы вычесть шаг и в результате получается диаметр сверла. Как видно, рассчитать диаметр сверла под резьбу несложно. Можно воспользоваться готовой таблицей или использовать простую формулу для вычисления нужного диаметра. Например, для М10х1.5: Dотв = 10 – 1.5 = 8.5 мм Магазин инструментов «Инструмент-Уфа» предоставляет возможность купить в Уфе все необходимое оборудование и оснастку для нарезания резьбы в материалах любой твердости, выполнения различных металлорежущих и слесарных работ Таблица рекомендуемых диаметров отверстий под резьбу, мм
Изготавливаем и поставляем Все Инструменты для Металлообработки: сверла, метчики, плашки, фрезы, развертки, резцы, калибры, зенкеры зенковки, ролики протяжки, долбяки, цековки, оправкипресс-формы, оснастку, шестерни согласно ГОСТ и по чертежам заказчика В магазине продается профессиональный инструмент для токарей-фрезеровщиков представленные компанией ООО “АНГО”, а также инструменты от мировых ведущих производителей
Алфавитный каталог: Адаптеры, переходники и держатели для бит Алмазная и эльборовая паста, ГОИ Алмазные головки Алмазные карандаши, иглы, алмазы в оправе Алмазные круги Алмазные надфили Алмазные напильники Алмазные отрезные диски Алмазные сверла и коронки Биты двухсторонние Биты квадратные тип S Биты крестовые РZ Биты крестовые РН Биты шлицевые SL Бородки, высечки и кернеры Борфрезы твердосплавные Бруски ручные алмазные Бруски хонинговальные тип АБХ Бруски шлифовальные Буры твердосплавные Взрывобезопасный инструмент Воротки для метчиков и плашкодержатели Воротки и оснаcтка для торцевых головок Вставки к пробкам Втулки 7:24 MAS 403 BT / КМ Втулки 7:24 ГОСТ 25827 исп.1 / КМ Втулки 7:24 ЧПУ NT / КМ Втулки HSK / КМ Втулки R8 / КМ Втулки КМ / КМ для концевых фрез Втулки КМ / КМ для центров Втулки КМ / КМ с лапкой и клинья Втулки поддерживающие к оправкам для фрез Гайковерты и винтоверты Гидравлическое оборудование Глубиномеры Головки делительные Головки измерительные Головки расточные Головки торцевые с хвостовиком Головки торцевые сменные Головки торцевые сменные дюймовые Головки шарнирные Головки шлифовальные – наборы Головки шлифовальные конические KW(ГКЗ), EW(ГК) Головки шлифовальные угловые DW(ГУ) Головки шлифовальные цилиндрические AW(ГЦ) Головки шлифовальные шаровые FW(ГШЦ), F2W(ГШ) Гребенки резьбонарезные Диски сепарационные Диски фибровые и самозацепляемые Долбяки и шеверы Долота и стамески Домкраты Заготовки – стержни круглые Р6АМ5 и ВК6М Заготовки резцов квадратные Р6АМ5 Заготовки резцов прямоугольные Р6АМ5 Заклепочники и заклепки Замки Заточные станки Зенкеры насадные Зенкеры с коническим хвостовиком Зенкеры твердосплавные насадные Зенкеры твердосплавные с коническим хвостовиком Зенковки с коническим хвостовиком Зенковки с цилиндрическим хвостовиком Зерно шлифовальное Зубила Измерительный инструмент уценённый Инвентарь Индикаторы Калибры разные Квадратные неперетачиваемые пластины Кельмы и шпатели Клейма и маркеры Клещи для снятия стопорных колец Клуппы и плашки к ним Ключи для круглых шлицевых гаек Ключи комбинированные Ключи накидные кольцевые коленчатые Ключи разводные Ключи разные Ключи рожковые гаечные Ключи торцевые Ключи трубные Ключи уцененные Ключи шестигранные имбусовые Ключи шестигранные TORX имбусовые Ключи шестигранные дюймовые имбусовые Кольца промежуточные к оправкам для фрез Кольца резьбовые Крепежная оснастка УСП Круги вулканитовые Круги зачистные обдирочные Круги и пасты полировальные Круги отрезные Круги шлифовальные 2П, 3П, 4П, ПВ, ПВД Круги шлифовальные ПП прямого профиля Круги шлифовальные лепестковые радиальные КЛ Круги шлифовальные лепестковые радиальные КЛО Круги шлифовальные лепестковые торцовые КЛТ Круги шлифовальныеЧК (т.11) ЧЦ (т.6) Т (т.12) Круглогубцы Круглые неперетачиваемые пластины Кувалды Кусачки Лебёдки, тали и стропы Линейки Ломы, лопаты Малярный инструмент и принадлежности Манжеты (сальники) Металлорежущий инструмент уценённый Метчики гаечные Метчики гаечные ЛЕВЫЕ Метчики для трапецеидальной резьбы TR Метчики дюймовые BSW/BSF резьба Уитворта Метчики дюймовые UNC/UNF м/р Метчики дюймовые UNC/UNF ручные Метчики дюймовые для резьб G, Rc K Метчики дюймовые резьба G ручные ЛЕВЫЕ Метчики машинно-ручные Метчики машинно-ручные ЛЕВЫЕ Метчики машинно-ручные твёрдосплавные Метчики ручные Метчики ручные ЛЕВЫЕ Микрометры Молотки киянки Муфты кулисно-крестовые плавающие Наборы алмазного инструмента Наборы бит Наборы измерительного инструмента Наборы ключей Наборы концевых мер длины и поштучно Наборы метчиков и плашек Наборы напильников, надфилей и рашпилей Наборы отверток Наборы сверл и буров Наборы сверл уценённые Наборы свёрл по дереву Наборы слесарно-монтажного инструмента Наборы торцевых головок Наборы фрез Надфили Наковальни Напаиваемые пластины Напильники квадратные Напильники круглые Напильники плоские Напильники полукруглые Напильники ромбические Напильники трехгранные Напильники уценённые Ножи и лезвия Ножи к фрезам Ножницы для резки арматуры, кабеля, троса Ножницы по металлу Ножовки по металлу Нутромеры Оправки для насадных зенкеров и развёрток Оправки для насадных и торцовых фрез Оправки контрольные с хвостовиком Оправки контрольные центровые Оправки переходные для сверлильных патронов Оснастка для кольцевых корончатых сверл Оснастка к электроинструменту Оснастка уценённая Отвертки Параллелограмм неперетачиваемые пластины Патроны быстросменные с шариками Патроны резьбонарезные для метчиков Патроны сверлильные Патроны токарные и комплектующие Патроны фрезерные Патроны цанговые и цанги ER Патроны цанговые и цанги-втулки переходные Паяльное оборудование и принадлежности Пилки для электролобзиков Пилы дисковые по дереву Пилы и ножовки по дереву Пилы по металлу и сегменты Пластины разные Плашки для метрической резьбы Плашки для метрической резьбы ЛЕВЫЕ Плашки дюймовые BSW/BSF резьба Уитворта Плашки дюймовые UNC/UNF Плашки дюймовые для резьб G, R K Плиты поверочные и станины Плиты, призмы и блоки магнитные Плоскогубцы Пневмосверлильные машины Подшипники качения Подшипники корпусные Подшипники линейные (шариковые втулки) Подшипники шарнирные (Ш, ШС, ШМ и т.д.) Пожарное оборудование Полотна ручные и машинные Пресса Приборы Призмы поверочные и разметочные Пробки гладкие Пробки резьбовые Проволочки для измерения среднего диаметра резьбы Протяжки Прочее (станки и оснастка) Прочие товары уценённые Пятигранные неперетачиваемые пластины Развертки конические 1:10 Котельные Развертки конические 1:16 Rc и K Развертки конические 1:30 Развертки конические 1:50 Развертки конические под конус Морзе Развертки машинные с коническим хвостовиком Развертки машинные с цилиндрическим хвостовиком Развертки насадные Развертки ручные разжимные Развертки ручные регулируемые Развертки ручные с цилиндрическим хвостовиком Деревообрабатывающий инструмент Рашпили и рихтовочные напильники Резцедержатели, держатели сверл хвостовик VDI Резцы отрезные Резцы подрезные Резцы проходные Резцы расточные Резцы расточные для головок-оправок, КРС Резцы резьбовые Резцы сборные с механическим креплением пластин Резцы со вставками оснащенными СТМ Резцы строгальные Резцы чистовые широкие и специальные Ромбические неперетачиваемые пластины Рубанки и фуганки Рулетки Сварочное оборудование Сварочное оборудование – газопламенное Сварочное оборудование – электроды Сверла двухсторонние Р6М5 Сверла кольцевые корончатые по бетону и дер Сверла кольцевые корончатые по кирпичу Сверла кольцевые корончатые по металлу Р6М5 Сверла кольцевые корончатые по металлу Т15К6 Сверла по дереву Сверла с коническим хвостовиком Сверла с коническим хвостовиком длинные Сверла с коническим хвостовиком короткие Сверла с утолщённым цилиндрическим хвостовиком Сверла с утолщённым цилиндрическим хвостовиком левые Сверла с цилиндрическим хвостовиком Сверла с цилиндрическим хвостовиком левые Сверла с цилиндрическим хвостовиком длинные Сверла с цилиндрическим хвостовиком короткие Сверла с цилиндрическим хвостовиком короткие левые Сверла с цилиндрическим хвостовиком уцененные Сверла ступенчатые конусные Сверла ступенчатые под резьбу Сверла твердосплавные к/х по металлу Сверла твердосплавные цилиндрический хвостовик по металлу Сверла твердосплавные цилиндрический хвостовик по металлу 2-х сторонние Сверла твердосплавные с цилиндрический хвостовик по бетону Сверла твердосплавные центровочные Сверла центровочные Сверлильные станки Сегменты шлифовальные Сетка абразивная Системы охлаждения, СОЖ, смазки Скобы гладкие листовые с пластинами твердосплавными Скобы гладкие регулируемые Скобы индикаторные и рычажные Слесарно-монтажный инструмент уценённый Слесарный инструмент, разный Смазки подшипников Средства защиты Средства измерений Стенкомеры и толщиномеры Стойки и Штативы Столы поворотные и координатные Стопорные кольца Стопорные кольца эксцентрические Строительный инструмент разный Струбцины слесарные Струбцины столярные Съемники Тиски слесарные Тиски станочные Тиски станочные специальные Топоры Трехгранные ломаные неперетач. пластины Трехгранные неперетачиваемые пластины Трубогибы, трубоприжимы и труборезы Угломеры и Угломеры-транспортиры Угольники Уровни Фрезы дисковые 3-х сторонние Фрезы дисковые 3-х сторонние твердосплавные Фрезы дисковые зуборезные мелкомодульные Фрезы дисковые зуборезные модульные Фрезы дисковые пазовые Фрезы для Т-образных пазов Фрезы для Т-образных пазов твердосплавные Фрезы для пазов “ласточкин хвост” Фрезы для пазов сегментных шпонок Фрезы концевые радиусные Фрезы концевые радиусные твердосплавные Фрезы концевые с коническим хвостовиком Фрезы концевые с механическим креплением твердосплавных пластин Фрезы концевые с цилиндрическим хвостовиком Фрезы концевые твердосплавные конический хвостовик Фрезы концевые твердосплавные цилиндрический хвостовик Фрезы отрезные-прорезные Фрезы полукруглые вогнутые и выпуклые Фрезы резьбовые гребёнчатые Фрезы торцевые насадные Фрезы торцевые насадные твердосплавные Фрезы угловые Фрезы цилиндрические насадные и конический хвостовик Фрезы червячные для зубчатых колес Фрезы червячные для зубьев звездочек Фрезы червячные для шлицевых валов Фрезы шпоночные к/х уцененные Фрезы шпоночные с коническим хвостовиком Фрезы шпоночные с цилиндрическим хвостовиком Фрезы шпоночные твердосплавные конический хвостовик Фрезы шпоночные твердосплавные цил. хв. Хомуты Цековки Центры и задние бабки Циркули разметочные -Кронциркули Чертилки слесарные Шаберы Шарики и ролики Шестигранные неперетачиваемые пластины Шланги пневматические Шланги промышленные Шлифлента на тканевой основе водост. Шлифмашины и бормашины Шлифшкурка на бумажной основе водост. Шлифшкурка на бумажной основе неводост. Шлифшкурка на тканевой основе водост. Шлифшкурка на тканевой основе неводост. Шприцы и масленки Штангенглубиномеры Штангенинструмент разный Штангенрейсмасы Штангенциркули Штревели Щетки стальные зачистные Экстракторы Электрические шлифовальные машины Электроинструмент разный Электроперфораторы Электроточило Эльборовые круги Ящики инструментальные
Таблица диаметра Сверл под Дюймовую резьбу
| ||||||||||||
 Этот способ позволяет много раз разбирать и собирать части деталей, без потери эксплуатационных свойств
Этот способ позволяет много раз разбирать и собирать части деталей, без потери эксплуатационных свойств
 4
4
 25
25 25
25 5
5 5
5Диаметр отверстия под метрическую резьбу: с помощью таблицы и без
Несмотря на простоту нарезки внутренней резьбы в сравнении со многими другими металлорежущими операциями, что вполне доступно к выполнению при минимальном наборе инструментов в бытовых условиях, необходимо выполнить некоторые требования для получения надежного соединения. Одно из этих требований – точный подбор диаметра отверстия под номинальный размер метрической резьбы. Если он будет ниже необходимого, то существует риск поломки метчика, если больше – то будет ослабление резьбового соединения, деформация нитей и выход из строя детали. Рассмотрим особенности подбора сверла под диаметр метрических резьб.
Выбор диаметра с помощью таблицы
Подобрать необходимый диаметр сверла можно с помощью приведенной ниже таблицы или другой справочной документации.
Для получения искомого значения необходимо знать два параметра – номинальный диаметр резьбы (d) и её шаг (Р). Первое представляет собой расстояние между противоположными вершинами витков винтовой линии. Шаг резьбы – это расстояние между вершинами соседних витков. Зная эти значения можно легко определить потребный диаметр сверла для подготовки отверстия.
Упрощенный подбор
Вполне возможно, что не всегда в вашем распоряжении будет таблица для выбора диаметра. В том случае, если к резьбовому соединению не предъявляются высокие требования и оно не будет подвергаться повышенным нагрузкам, то можно определить искомое значение по простой формуле:
Дотв = d – P
Где Дотв – это потребный диаметр отверстия; d – номинальный диаметр резьбы и р – её шаг
Так, если взять резьбу М5х0,8 то мы получим диаметр с отверстия равный: 5-0,8=4,2 мм.
Также хотим отметить, что при ручной нарезке резьбы в бытовых условиях или в слесарной мастерской допускается небольшое увеличение диаметра отверстия относительно табличного значения. В целом же, подбор диаметра отверстия под резьбу регулирует ГОСТ 19257-73.
Особенности нарезки
Перед использованием метчика необходимо произвести сверление отверстия, диаметр которого вы определили по указанной выше методике. Далее приходит очередь метчика. Для получения витков соответствующих требованиям к данному типу резьб необходима постепенная нарезка. Металл тонкими слоями поэтапно снимается с обрабатываемой поверхности, образуя требуемую форму витков. Поэтому при одном проходе резьбонарезной инструмент разделен на отдельные черновые и чистовые участки. Второй вариант – это использовании набора из двух или трех метчиков, которыми поочередно, в порядке присвоенного номера, производится нарезка резьбы во внутреннем отверстии.
При нанесении резьбы необходимо установить метчик строго вертикально относительно поверхности детали. Производить нарезку следует с помощью воротка, наиболее удобным является вариант конструкции с трещоткой. Деталь должна быть надежно зафиксирована, нарезка производится путем вращения резьбонарезного инструмента по часовой стрелке. Для удаления стружки необходимо чередовать рабочие вращения метчика с обратными. Как правило, после совершения половины оборота по часовой стрелке необходимо произвести четверть оборота назад.
Для облегчения процесса нарезки и отвода тепла рекомендуется использование смазочных материалов. Для этих целей может быть использован солидол, олифа для стали, керосин или скипидар для алюминия. Также возможно использование и машинных масел.
рекомендации, таблица — Немного о ремонте и строительстве
Оглавление: Главные характеризующие параметры Нарезание резьбы: советы Как возможно взять внутреннюю резьбу? Ни одно разъемное соединение не существует без резьбового сочленения подробностей.
Нужно заявить, что каждые метизы, имеющие наружную резьбу, к примеру болты, возможно приобрести в любом специальном магазине. С внутренней все куда сложнее. Она нарезается вручную либо на особых станках.
Классификация резьб.
Дабы ее взять, нужно сперва просверлить в заготовке отверстие, которое должно соответствовать диаметру инструмента, предназначенного для нарезки. Каждое такое отверстие требует определенного размера инструмента.
Как раз для этого подбирается диаметр сверла под резьбу. Промышленность производит диаметры сверл совсем различного размера.
Он может начинаться с минимума, равного 0,5 мм, и заканчиваться громадными коническими сверлами, размеры которых равны, в большинстве случаев, 0,05 мм. Следовательно, сверлением возможно взять самые различные отверстия, нужные для исполнения технологического процесса.
Главные характеризующие параметры В то время, когда требуется сделать отверстия, имеющие громадный диаметр, используются особые станки, в которых сверла сделаны с конусным хвостом. Все обычные сверла имеют цилиндрический хвост.
Конус громадного сверла соответствует пятому размеру. Размеры конуса находятся в прямой зависимости от размера сверл.
Громадный диаметр сверл требует наличия громадного конуса. Вот ориентировочные эти: Диаметр: 6-10 мм, конус: 11-22 2 мм.
Таблица подбора диаметра сверла под рузьбу. Самые громадные сверла в обязательном порядке имеют пятый конус.
В то время, когда нужно сделать внутреннюю резьбу, диаметр отверстия подбирается по величине и диаметру резьбы резьбового шага. В инженерных чертежах такие эти показываются надписью М8?1.
В этом случае буква «М», показывает метрическую резьбу, цифра обозначает ход резьбы. В то время, когда «М8», без цифр, подразумевается использование стандартного большого шага. Таковой резьбовой ход самый предпочтителен, так он стандартизован для большинства размеров.
Любой диаметр требует наличие определенного размера отверстия. Для определения используется особая таблица, в которой указаны самые ходовые размеры. С ними сталкивается любой слесарь либо домашний умелец.
Возвратиться к оглавлению Нарезание резьбы: советы Своим внешним видом резьба напоминает винтовую канавку, имеющую постоянное сечение. Резьба имеет два вида: наружная; внутренняя. Резьбовые соединения используются фактически везде.
С их помощью возможно придать вращению подробности поступательное перемещение. Любой механизм, каждая сложная машина не смогут обойтись без резьбовых сочленений. Она подразделяется на пара групп: однозаходная; многозаходная.
Направление перемещения направляющих воздействует на разделение резьбы на два вида: левая; правая. Нарезание резьбы метчиком. Имеется кроме этого подразделение резьбы на пара видов в соответствии с имеющейся совокупности размеров: трубная; метрическая; дюймовая.
Характеризует метрическую резьбу необычный профиль, имеющий вид треугольника. Его угол достигает 60°.
Все измерения размеров выполняют в миллиметрах. При громадном шаге она маркируется цифрами с добавлением буквенного обозначения. В большинстве случаев цифры демонстрируют величину наружного диаметра.
Любой технический чертеж в обязательном порядке показывает чёрта резьбы типа М6? либо ее аналог. В то время, когда желают метрическую резьбу продемонстрировать с нестандартным небольшим шагом, намерено додают число, показывающее ход. Маркировка выглядит следующим образом: М6?0,6.
Вторая величина угла профиля отличает особую дюймовую резьбу. Он в большинстве случаев достигает 55°. Величина отверстия показывается в дюймах, числом ниток измеряется ход.
Главным отличием трубной резьбы считается ее начальный диаметр, что базируется на размере трубного отверстия. В этом случае нарезка делается лишь снаружи.
Дабы выполнить операцию нарезки, пользуются самым различным оборудованием, таким как: сверловочный станок; токарный парк; резьбонарезные приспособления. Не считая механизированных способов, нарезка частенько делается вручную.
Чтобы получить внутреннюю резьбу, слесаря применяют особенные резьбовые метчики. Нарезка снаружи делается посредством плашек.
Таблица выбора метчиков для нарезания резьбы. Метчики кроме этого подразделяются на пара групп: метрические; дюймовые; трубные. Как правило ручные метчики выпускаются в наборе, куда входит три предмета.
Первые два предназначены для предварительной операции, последний считается доводочным. Он формирует окончательную нужные размеры и резьбовую форму.
Полностью любой метчик имеет собственный номер, что маркирован на хвосте инструмента. Время от времени метчиков не редкость лишь два. Тогда один считается предварительным, а второй — чистовым. Материалом для метчиков помогает высоколегированная сталь.
Используя плашку, приобретают наружную резьбу. По собственной конструкции данный инструмент делится на: круглые; призматические. Для полностью круглых плашек используется особый вороток, названный плашкодержатель.
Возвратиться к оглавлению Как возможно взять внутреннюю резьбу? Нужно сперва подобрать необходимый размер сверла, дабы выполнить отверстие в том месте, где требуется нарезка.
Дабы пользоваться метчиком, отверстие обрабатывают зенкером до получения определенной чистоты. В то время, когда выполняется нарезка, происходит маленькое выдавливание материала.
Исходя из этого размер сверла необходимо подбирать больше, чем его внутренний резьбовой диаметр. Весьма жёсткий металл не разрешает очень сильно изменяться величине отверстия, в то время, когда нарезается резьба.
Но, в то время, когда материал имеет низкую твердость, размер отверстия очень сильно изменяется. В случае если величина отверстия совпадет с внутренним резьбовым диаметром, то начнет происходить выдавливание материала на протяжении нарезки.
Его излишки начнут влиять на зубья метчика. Они начнут нагреваться, начнет прилипать стружка.
Такая резьба будет иметь рваные нитки, не исключена поломка метчика. Дабы выяснить диаметр сверла, нужно обратиться к помощи особых таблиц, в которых указаны все нужные параметры.
Удачи!
Отверстия под резьбу
Вы прочитали статью, но не прочитали журнал…
lab4x4.ru – Диаметр сверла и прутка для нарезания резьбы
Диаметр сверла и прутка для нарезания резьбы
В процессе изготовления или ремонта конструкций из металла часто требуется выполнить резьбовое соединение. Для этого существуют определённые стандарты. На просторах интернета представлено огромное количество информации. Мы же рассмотрим самые распространённые вопросы и представим некоторые шпаргалки для повседневного использования.
Как правило, самой часто-изготавливаемой является метрическая резьба. Она подходит для большинства случаев. На чертежах метрическая резьба обозначается буквой М:
M16, М42, М64 – с крупным шагом
М16×0,5; М42×2; М64×3 – с мелким шагом
М42×3 (Р1) – это означает, что резьба многозаходная с диаметром 42 мм, шагом 1 мм и её ход составляет 3 мм (трёхзаходная)
M14LH, M40×2LH, M42×3(P1)LH – если нужно обозначить левую резьбу, то после условного обозначения ставят буквы LH.
Нормальным считается крупный шаг, но ему соответствует несколько более мелких. Малый шаг используют при нанесении на тонкостенные изделия (трубы с тонкой стенкой). Также делают мелкий виток если нанесенная резьба является способом подстройки каких-либо параметров. Также малый шаг между витками делают для повышения герметичности соединения и для преодоление явления самовывинчивания детали. В остальных случаях нарезается стандартный (крупный) шаг.
Инструментами для нарезания резьбы являются:
– метчик – для нарезания внутренней резьбы;
– лёрка – для нарезания наружной резьбы.(второе название – плашка)
Для нарезания внутренней резьбы необходимо просверлить отверстие в материале определённого диаметра. Подобрать подходящий метчик и нарезать резьбу. Правильный выбор диаметра отверстия под резьбу имеет большое значение. Если диаметр отверстия выполнен больше требуемого, то резьба не будет иметь полного профиля, что отрицательно скажется на прочности соединения. При меньшем диаметре отверстия вход метчика в него затруднен, что приведёт либо к срыву резьбы, либо к заклиниванию и поломке метчика. Для вычисления необходимого диаметра сверла существует формула: диаметр сверла = диаметр резьбы – шаг резьбы.
Для наглядности приведём таблицу с заранее посчитанными значениями. Данные в таблице приведены для таких материалов как сталь, латунь, алюминий. Для хрупких материалов, таких, например, как чугун, бронза, пластмасса диаметр сверла следует брать меньше на 0,1 мм, чем значение в таблице.
Отверстия под нарезание метрической резьбы регулируется ГОСТ 19257-73.
Полный ГОСТ 19257-73 в формате .pdf
| Диаметр резьбы | Шаг резьбы | Диаметр сверла | Шаг резьбы | Диаметр сверла | Шаг резьбы | Диаметр сверла | Шаг резьбы | Диаметр сверла | Шаг резьбы | Диаметр сверла | Шаг резьбы | Диаметр сверла |
| 1 | 0.2 | 0.8 | 0.25 | 0.75 | ||||||||
| 1.1 | 0.2 | 0.9 | 0.25 | 0.85 | ||||||||
| 1.2 | 0.2 | 1.0 | 0.25 | 0.95 | ||||||||
| 1.4 | 0.2 | 1.0 | 0.3 | 1.1 | ||||||||
| 1.6 | 0.2 | 1.4 | 0.35 | 1.25 | ||||||||
| 1.8 | 0.2 | 1.6 | 0.35 | 1.45 | ||||||||
| 2 | 0.4 | 1.6 | 0.25 | 1.75 | ||||||||
| 3 | 0.5 | 2.5 | 0.35 | 2.65 | ||||||||
| 4 | 0.7 | 3.3 | 0.5 | 3.5 | ||||||||
| 5 | 0.8 | 4.2 | 0.5 | 4.5 | ||||||||
| 6 | 1 | 5 | 0.75 | 5.2 | 0.5 | 5.5 | ||||||
| 7 | 1 | 6 | 0.75 | 6.2 | 0.5 | 6.5 | ||||||
| 8 | 1.25 | 6.7 | 1 | 7 | 0.75 | 7.2 | 0.5 | 7.5 | ||||
| 9 | 1.25 | 7.7 | 1 | 8 | 0.75 | 7.2 | 0.5 | 8.5 | ||||
| 10 | 1.5 | 8.5 | 1.25 | 8.7 | 1 | 9 | 0.75 | 9.2 | 0.5 | 9.5 | ||
| 11 | 1.5 | 9.5 | 1 | 10 | 0.75 | 10.2 | 0.5 | 10.5 | ||||
| 12 | 1.75 | 10.2 | 1.5 | 10.5 | 1.25 | 10.7 | 1 | 11 | 0.75 | 11.2 | 0.5 | 11.5 |
| 14 | 2 | 12 | 1.5 | 12.5 | 1.25 | 12.6 | 1 | 13 | 0.75 | 13.2 | 0.5 | 13.5 |
| 16 | 2 | 14 | 1.5 | 14.5 | 1 | 15 | 0.75 | 15.2 | 0.5 | 15.5 | ||
| 18 | 2.5 | 15.4 | 2 | 16 | 1.5 | 16.5 | 1 | 17 | 0.75 | 17.2 | 0.5 | 17.5 |
| 20 | 2.5 | 17.4 | 2 | 18 | 1.5 | 18.5 | 1 | 19 | 0.75 | 19.2 | 0.5 | 19.5 |
| 22 | 2.5 | 19.4 | 2 | 20 | 1.5 | 20.5 | 1 | 21 | 0.75 | 21.2 | 0.5 | 21.5 |
| 24 | 3 | 20.9 | 2 | 22 | 1.5 | 22.5 | 1 | 23 | 0.75 | 23.2 | ||
| 27 | 3 | 23.9 | 2 | 25 | 1.5 | 25.5 | 1 | 26 | 0.75 | 26.2 | ||
| 30 | 3.5 | 26.4 | 3 | 26.9 | 2 | 28 | 1.5 | 28.5 | 1 | 29 | 0.75 | 29.2 |
| 33 | 3.5 | 29.4 | 3 | 29.9 | 2 | 31 | 1.5 | 31.5 | 1 | 32 | 0.75 | 32.2 |
| 36 | 4 | 31.9 | 3 | 32.9 | 2 | 34 | 1.5 | 34.5 | 1 | 35 | ||
| 39 | 4 | 34.9 | 3 | 35.9 | 2 | 37 | 1.5 | 37.5 | 1 | 38 | ||
| 42 | 4.5 | 37.4 | 4 | 37.9 | 3 | 38.9 | 2 | 34 | 1.5 | 40.5 | 1 | 41 |
| 45 | 4.5 | 40.4 | 4 | 40.9 | 3 | 41.9 | 2 | 43 | 1.5 | 43.5 | 1 | 44 |
| 48 | 5 | 42.8 | 4 | 43.9 | 3 | 44.9 | 2 | 46 | 1.5 | 46.5 | 1 | 47 |
Табличка для печати
Для нарезания внутренней резьбы используем заранее приготовленные метчики. Для производства качественной резьбы следует использовать наборы из двух, трёх или (в редких случаях) из пяти мечиков. Каждый метчик в таком комплекте имеет свой порядковый номер. Делать первый проход нужно метчиком с первым номером, он же черновой, и далее по возрастанию. Последний проход делается чистовым метчиком с наибольшим номером. Такая последовательность обусловлена чистотой обработки и облегчением выполнения резьбы. После чернового метчика профиль резьбы будет не полным и болт или шпильку просто не получится ввернуть. Используя сразу чистовой метчик, возникает большая вероятность заклинивания и поломки инструмента. При нарезании резьбы необходимо чередовать направление вращения метчика для облома и извлечения стружки.
Для выполнения наружной резьбы на круглом прокате используется лёрка (плашка). Процесс нарезания подобен нарезанию внутренней резьбы. При всех видах работ рекомендуется использовать смазку. Также необходимо помнить о соблюдении мер безопасности при работе. В заключении приведём таблицу диаметров стержней под нарезание метрической наружной резьбы.
Стержни под нарезание метрической резьбы регулируется ГОСТ 19258-73.
Полный ГОСТ 19258-73 в формате .pdf
| Диаметр резьбы | Шаг резьбы | Диаметр стержня | Шаг резьбы | Диаметр стержня | Шаг резьбы | Диаметр стержня | Шаг резьбы | Диаметр стержня | Шаг резьбы | Диаметр стержня | Шаг резьбы | Диаметр стержня |
| 1 | 0.25 | 0.97 | ||||||||||
| 1.2 | 0.25 | 1,17 | ||||||||||
| 1.4 | 0.3 | 1.36 | ||||||||||
| 1.6 | 0.35 | |||||||||||
| 2 | 0.4* | 1.95 | 0.25 | 1.97 | ||||||||
| 2.5 | 0.45 | 2.45 | ||||||||||
| 3 | 0.5* | 2.94 | 0.35 | 2.95 | ||||||||
| 4 | 0.7* | 3.94 | 0.5 | 3.94 | ||||||||
| 5 | 0.8* | 4.94 | 0.5 | 4.94 | ||||||||
| 6 | 1* | 5.92 | 0.75 | 5.94 | 0.5 | 5.94 | ||||||
| 8 | 1.25* | 7.90 | 1 | 7.92 | 0.75 | 7.94 | 0.5 | 7.94 | ||||
| 10 | 1.5* | 9.88 | 1 | 9.92 | 0.5 | 9.94 | 0.75 | 9.94 | ||||
| 12 | 1.75* | 11.86 | 1.5 | 11.88 | 1.25 | 11.90 | 1 | 11.92 | 0.75 | 11.94 | 0.5 | 11.94 |
| 14 | 2* | 13.84 | 1.5 | 13.88 | 1 | 13.92 | 0.75 | 13.94 | 0.5 | 13.94 | ||
| 16 | 2* | 15.84 | 1.5 | 15.88 | 1 | 15.92 | 0.75 | 15.94 | 0.5 | 15.94 | ||
| 18 | 2* | 17.84 | 1.5 | 17.88 | 1 | 17.92 | 0.75 | 17.94 | ||||
| 20 | 2.5* | 19.84 | 1.5 | 19.88 | 1 | 19.92 | 0.75 | 19.94 | 0.5 | 19.94 |
* – стандартный шаг метрической резьбы.
Табличка для печати
Диаметры свёрл для отверстий под нарезание метрической резьбы
ГОСТ 19257-73 устанавливает стандарт на отверстия под нарезание метрической резьбы. В таблице 1 приводятся диаметры свёрл для отверстий под нарезание метрической резьбы. Жирным шрифтом выделены диаметры свёрл для отверстий под резьбу с крупным шагом.
|
Номинальный диаметр резьбы d |
Шаг резьбы Р | Диаметр сверла |
| 1 | 0,2 | 0,80 |
| 1 | 0,25 | 0,75 |
| 1,1 | 0,2 | 0,90 |
| 1,1 | 0,25 | 0,85 |
| 1,2 | 0,2 | 1,00 |
| 1,2 | 0,25 | 0,95 |
| 1,4 | 0,2 | 1,20 |
| 1,4 | 0,3 | 1,10 |
| 1,6 | 0,2 | 1,40 |
| 1,6 | 0,35 | 1,25 |
| 1,8 | 0,2 | 1,60 |
| 1,8 | 0,35 | 1,45 |
| 2 | 0,25 | 1,75 |
| 2 | 0,4 | 1,60 |
| 2,2 | 0,25 | 1,95 |
| 2,2 | 0,45 | 1,75 |
| 2,5 | 0,35 | 2,15 |
| 2,5 | 0,45 | 2,05 |
| 3 | 0,35 | 2,65 |
| 3 | 0,5 | 2,50 |
| 3,5 | 0,35 | 3,15 |
| 3,5 | 0,6 | 2,90 |
| 4 | 0,5 | 3,50 |
| 4 | 0,7 | 3,30 |
| 4,5 | 0,5 | 4,00 |
| 4,5 | 0,75 | 3,75 |
| 5 | 0,5 | 4,50 |
| 5 | 0,8 | 4,20 |
| 5,5 | 0,5 | 5,00 |
| 6 | 0,5 | 5,50 |
| 6 | 0,75 | 5,25 |
| 6 | 1 | 5,00 |
| 7 | 0,5 | 6,50 |
| 7 | 0,75 | 6,25 |
| 7 | 1 | 6,00 |
| 8 | 0,5 | 7,50 |
| 8 | 0,75 | 7,25 |
| 8 | 1 | 7,00 |
| 8 | 1,25 | 6,80 |
| 9 | 0,5 | 8,50 |
| 9 | 0,75 | 8,25 |
| 9 | 1 | 8,00 |
| 9 | 1,25 | 7,80 |
| 10 | 0,5 | 9,50 |
| 10 | 0,75 | 9,25 |
| 10 | 1 | 9,00 |
| 10 | 1,25 | 8,80 |
| 10 | 1,5 | 8,50 |
| 11 | 0,5 | 10,50 |
| 11 | 0,75 | 10,25 |
| 11 | 1 | 10,00 |
| 11 | 1,5 | 9,50 |
| 12 | 0,5 | 11,50 |
| 12 | 0,75 | 11,25 |
| 12 | 1 | 11,00 |
| 12 | 1,25 | 10,80 |
| 12 | 1,5 | 10,50 |
| 12 | 1,75 | 10,20 |
| 14 | 0,5 | 13,50 |
| 14 | 0,75 | 13,25 |
| 14 | 1 | 13,00 |
| 14 | 1,25 | 12,80 |
| 14 | 1,5 | 12,50 |
| 14 | 2 | 12,00 |
| 15 | 1 | 14,00 |
| 15 | 1,5 | 13,50 |
| 16 | 0,5 | 15,50 |
| 16 | 0,75 | 15,25 |
| 16 | 1 | 15,00 |
| 16 | 1,5 | 14,50 |
| 16 | 2 | 14,00 |
| 17 | 1 | 16,00 |
| 17 | 1,5 | 15,50 |
| 18 | 0,5 | 17,50 |
| 18 | 0,75 | 17,25 |
| 18 | 1 | 17,00 |
| 18 | 1,5 | 16,50 |
| 18 | 2 | 16,00 |
| 18 | 2,5 | 15,50 |
| 20 | 0,5 | 19,50 |
| 20 | 0,75 | 19,25 |
| 20 | 1 | 19,00 |
| 20 | 1,5 | 18,50 |
| 20 | 2 | 18,00 |
| 20 | 2,5 | 17,50 |
| 22 | 0,5 | 21,50 |
| 22 | 0,75 | 21,25 |
| 22 | 1 | 21,00 |
| 22 | 1,5 | 20,50 |
| 22 | 2 | 20,00 |
| 22 | 2,5 | 19,50 |
| 24 | 0,75 | 23,25 |
| 24 | 1 | 23,00 |
| 24 | 1,5 | 22,50 |
| 24 | 2 | 22,00 |
| 24 | 3 | 21,00 |
| 25 | 1 | 24,00 |
| 25 | 1,5 | 23,50 |
| 25 | 2 | 23,00 |
| 26 | 1,5 | 24,50 |
| 27 | 0,75 | 26,25 |
| 27 | 1 | 26,00 |
| 27 | 1,5 | 25,50 |
| 27 | 2 | 25,00 |
| 27 | 3 | 24,00 |
| 28 | 1 | 27,00 |
| 28 | 1,5 | 26,50 |
| 28 | 2 | 26,00 |
| 30 | 0,75 | 29,25 |
| 30 | 1 | 29,00 |
| 30 | 1,5 | 28,50 |
| 30 | 2 | 28,00 |
| 30 | 3 | 27,00 |
| 30 | 3,5 | 26,50 |
| 32 | 1,5 | 30,50 |
| 32 | 2 | 30,00 |
| 33 | 0,75 | 32,25 |
| 33 | 1 | 32,00 |
| 33 | 1,5 | 31,50 |
| 33 | 2 | 31,00 |
| 33 | 3 | 30,00 |
| 33 | 3,5 | 29,50 |
| 35 | 1,5 | 33,50 |
| 36 | 1 | 35,00 |
| 36 | 1,5 | 34,50 |
| 36 | 2 | 34,00 |
| 36 | 3 | 33,00 |
| 36 | 4 | 32,00 |
| 38 | 1,5 | 36,50 |
| 39 | 1 | 38,00 |
| 39 | 1,5 | 37,50 |
| 39 | 2 | 37,00 |
| 39 | 3 | 36,00 |
| 39 | 4 | 35,00 |
| 40 | 1,5 | 38,50 |
| 40 | 2 | 38,00 |
| 40 | 3 | 37,00 |
| 42 | 1 | 41,00 |
| 42 | 1,5 | 40,50 |
| 42 | 2 | 40,00 |
| 42 | 3 | 39,00 |
| 42 | 4 | 38,00 |
| 42 | 4,5 | 37,50 |
| 45 | 1 | 44,00 |
| 45 | 1,5 | 43,50 |
| 45 | 2 | 43,00 |
| 45 | 3 | 42,00 |
| 45 | 4 | 41,00 |
| 45 | 4,5 | 40,50 |
| 48 | 1 | 47,00 |
| 48 | 1,5 | 46,50 |
| 48 | 2 | 46,00 |
| 48 | 3 | 45,00 |
| 48 | 4 | 44,00 |
| 48 | 5 | 43,00 |
| 50 | 1,5 | 48,50 |
| 50 | 2 | 48,00 |
| 50 | 3 | 47,00 |
| 52 | 1 | 51,00 |
| 52 | 1,5 | 50,50 |
| 52 | 2 | 50,00 |
| 52 | 3 | 49,00 |
| 52 | 4 | 48,00 |
| 52 | 5 | 47,00 |
Диаметры свёрл для нарезания метрической резьбы в материалах повышенной вязкости, к которым относят сплавы магния по ГОСТ 804-93, сплавы алюминиевые по ГОСТ 4784-97, латуни по ГОСТ 15527-70 титановые сплавы, стали и сплавы высоколегированные, коррозионностойкие, жаростойкие, жаропрочные (на никелевой основе) по ГОСТ 5632-72, ГОСТ 20072-74 приведены в таблице 2.
|
Номинальный диаметр резьбы d |
Шаг резьбы Р | Диаметр сверла |
| 1 | 0,2 | 0,82 |
| 1 | 0,25 | 0,80 |
| 1,1 | 0,2 | 0,92 |
| 1,1 | 0,25 | 0,90 |
| 1,2 | 0,2 | 1,05 |
| 1,2 | 0,25 | 1,00 |
| 1,4 | 0,2 | 1,25 |
| 1,4 | 0,3 | 1,15 |
| 1,6 | 0,2 | 1,45 |
| 1,6 | 0,35 | 1,30 |
| 1,8 | 0,2 | 1,65 |
| 1,8 | 0,35 | 1,50 |
| 2 | 0,25 | 1,80 |
| 2 | 0,4 | 1,65 |
| 2,2 | 0,25 | 2,00 |
| 2,2 | 0,45 | 1,80 |
| 2,5 | 0,35 | 2,20 |
| 2,5 | 0,45 | 2,10 |
| 3 | 0,35 | 2,70 |
| 3 | 0,5 | 2,60 |
| 3,5 | 0,35 | 3,20 |
| 3,5 | 0,6 | 2,95 |
| 4 | 0,5 | 3,60 |
| 4 | 0,7 | 3,40 |
| 4,5 | 0,75 | 3,90 |
| 5 | 0,5 | 4,60 |
| 5 | 0,8 | 4,30 |
| 5,5 | 0,5 | 5,10 |
| 6 | 0,5 | 5,60 |
| 6 | 0,75 | 5,30 |
| 6 | 1 | 5,10 |
| 7 | 0,5 | 6,60 |
| 7 | 0,75 | 6,30 |
| 7 | 1 | 6,10 |
| 8 | 0,5 | 7,60 |
| 8 | 0,75 | 7,30 |
| 8 | 1 | 7,10 |
| 8 | 1,25 | 6,90 |
| 9 | 0,5 | 8,60 |
| 9 | 0,75 | 8,30 |
| 9 | 1 | 8,10 |
| 9 | 1,25 | 7,90 |
| 10 | 0,5 | 9,60 |
| 10 | 0,75 | 9,30 |
| 10 | 1 | 9,10 |
| 10 | 1,25 | 8,90 |
| 10 | 1,5 | 8,70 |
| 11 | 0,5 | 10,60 |
| 11 | 0,75 | 10,30 |
| 11 | 1 | 10,10 |
| 11 | 1,5 | 9,70 |
| 12 | 0,75 | 11,30 |
| 12 | 1 | 11,10 |
| 12 | 1,25 | 10,90 |
| 12 | 1,5 | 10,70 |
| 12 | 1,75 | 10,40 |
| 14 | 0,75 | 13,30 |
| 14 | 1 | 13,10 |
| 14 | 1,5 | 12,70 |
| 14 | 2 | 12,20 |
| 15 | 1,5 | 13,70 |
| 16 | 2 | 14,20 |
Какое отверстие под резьбу м8 таблица
Сверло под резьбу – металлорежущий инструмент, который используют перед применением метчика или аналогичного приспособления. Необходимо, чтобы все параметры соответствовали действующим требованиям и стандартам. В противном случае крепление будет ненадежным.
Для выбора оптимального диаметра сверла под резьбу были разработаны специальные таблицы. Значение зависит от типа нарезки. Требования к размеру сверла и параметрам метрических отверстий регулируется межгосударственным стандартом ГОСТ 19257-73. В качестве вспомогательного инструмента необходимо использовать штангенциркуль или другое приспособление для вычисления размера и шага резьбы.
Параметры отверстия
Резьбу различают по следующим характеристикам:
- Единица измерения. На территории страны используют преимущественно метрическую систему исчисления. Дюймовыми значениями пользовались в трубной промышленности.
За рубежом дюймовая система считается основной. Владельцы автомобилей, которые собирались для американского рынка, знают, что в них нет ни одного элемента с метрической нарезкой.
- Шаг резьбы и количество заходов ниток. Нестандартные параметры используются в автомобильной и станкостроительной промышленности.
- Форма профиля. Фигуры отличаются по типу нарезки. Существуют элементы треугольной, прямоугольной, трапециевидной и круглой формы.
- Направление витков. Различают право- и левосторонние нарезки.
- Вид. Наружная или внутренняя.
- Тип поверхности. Он может быть цилиндрическим или коническим.
Основным условием качественного соединения является соответствие показателей внешней и внутренней резьбы. Если один из параметров не совпадает, крепление будет ненадежным.
Наиболее распространенными методами резьбового соединения являются болтовой и шпилечный крепежи. В последнем случае помимо основного приспособления в качестве вспомогательных элементов используют гайки и шайбы.
Предварительное сверление отверстий – непременная процедура, предшествующая нарезке. При этом диаметр буравчика должен быть несколько меньше размера болта или шпильки.
Глубина сверления – один из самых важных показателей. При расчете необходимо учитывать следующие факторы:
- глубину ввинчивания резьбового элемента;
- величину наружной нарезки;
- наличие и параметры фаски.
Для расчета глубины ввинчивания необходимо учитывать тип обрабатываемого материала. Для стали, титана, бронзы и латуни никакие поправки не нужны, а вот для серого и ковкого чугуна применяют повышающий коэффициент 1,25. Для легких сплавов этот показатель еще выше – его увеличивают в два раза.
Таблица размеров сверла и отверстий под метрическую и дюймовую резьбу
Рассмотрим результаты расчетов из ГОСТ 19257-73:
- Под резьбу М3 необходим метчик, для которого стандартный шаг – 0,5, сверла – 2,5 мм.
- Под резьбу М4 необходим метчик, для которого стандартный шаг – 0,7, сверла – 3,3 мм.
- Под резьбу М5 необходим метчик, для которого стандартный шаг – 0,8, сверла – 4,2 мм.
- Под резьбу М6 необходим метчик, для которого стандартный шаг – 1,0, сверла – 5,0 мм.
- Под резьбу М8 необходим метчик, для которого стандартный шаг – 1,25, сверла – 6,75 мм.
- Под резьбу М10 необходим метчик, для которого стандартный шаг – 1,5, сверла – 8,5 мм.
- Под резьбу М12 необходим метчик, для которого стандартный шаг – 1,75, сверла – 10,25 мм.
- Под резьбу М16 необходим метчик, для которого стандартный шаг – 2,0, сверла – 13,5 мм.
Несмотря на то что метрическая система исчислений является наиболее популярной, рекомендуем ознакомиться с таблицей диаметров сверл под резьбу:
Формула подбора сверлильного инструмента
Подбор оптимального размера сверла под резьбу – залог качественной работы нарезного приспособления.
Для расчета проще всего использовать известную формулу: от значения номинального диаметра отнимают величину шага. Например, для М8 необходимо приспособление сечением 8-1,25 (стандартный шаг) = 6,75 мм.
Следует помнить, что при работе с пластичными материалами расчетное количество витков увеличивается. Таким образом, для сверления латуни необходимо подготовить буравчик большего диаметра, чем необходимо для хрупких металлов и сплавов, таких как чугун или бронза.
Как показывает практика, диаметр отверстия должен быть меньше, чем номинальная величина нарезки. При этом существуют предельные показатели, превышение которых считают нарушением технологического процесса. Например, для М6 максимальный диаметр отверстия не должен превышать 5,153 мм.
Какое сверло лучше использовать
Современная промышленность предлагает потребителям широкий выбор приспособлений для обработки различных поверхностей. Встречаются следующие сверла по металлу:
- Спиральные. Наиболее распространенный вид. Представляет собой инструмент цилиндрической формы, изготовленный из высококачественных материалов. Чаще всего используют быстрорежущую сталь. Максимальный диаметр буравчика может достигать 80 мм. Их используют на крупных металлообрабатывающих предприятиях.
- Ступенчатые. Имеют форму расширяющегося бура. Их нельзя использовать в качестве подготовительного инструмента перед применением метчика. Основная область использования – обработка тонколистового металла.
- Перовые. Универсальный инструмент. Особенность – наличие съемных режущих пластин. С их помощью можно получить отверстие идеальной формы. Перовые сверла – относительно недорогой инструмент. Их редко используют для сверления отверстий под нарезку. Основная сфера применения – исправление дефектов и перекосов.
- Удлиненные. Такая конструкция позволяет выполнить глухие или сквозные отверстия на значительной глубине. Эксплуатация таких приспособлений предусматривает использование смазочно-охлаждающей жидкости, которую подают по специальным каналам. На промышленных предприятиях используют буравчики для обработки сверхтвердых материалов.
- Центровочные. Относятся к токарным приспособлениям. Используются для сверления отверстий с целью дальнейшего закрепления заготовки в центрах.
Необходимо обращать внимание на класс точности. От этого параметра зависит чистота готового отверстия. Существует три класса точности:
- «В». Самый низкий класс. Позволяет оформлять отверстия с точностью до 15 квалитета.
- «В1». Инструмент повышенной чистоты. Показатель точности – до 14 квалитета.
- «А». Приспособление повышенной точности. Позволяет выполнять отверстия в диапазоне 10–13 квалитета. Отличаются высокой стоимостью.
Выбор правильного размера сверла для оформления отверстия перед нарезкой резьбы – важная процедура, от качества выполнения который зависит надежность будущего соединения.
А вы пользуетесь формулой подбора или предпочитаете руководствоваться вспомогательными таблицами? Напишите о вашем методе в блоке комментариев.
Многие из вас сталкивались с нарезанием внутренней резьбы с помощью метчика и у многих возникал вопрос — какого диаметра должно быть сверло под резьбу, к примеру М8 или М10. Ведь при нарезке резьбы первоначальной задачей становится сверление отверстия подходящего диаметра, чтобы метчик резал металл не слишком туго и в то же время не болтался. Поэтому расскажу, как можно самому высчитать правильный диаметр сверла под любую метрическую резьбу.
На самом деле все просто, как вы знаете, параметров резьбы всего 2: это диаметр и шаг. Еще можно заметить(для тех кто не знает), что резьба бывает стандартная(со стандартным шагом) и любая другая. К примеру, стандартная резьба для 10 мм — это 1.5мм, то есть М10*1.5. Но ведь встречается довольно часто резьба 10*1.25 и 10*1. Буква М на резьбе означает, что резьба метрическая. А бывает еще трубная(читать про трубные плашки). Ну а в этой статье мы разберем все нюансы нарезания метрической резьбы и конечно же узнаем, как вычислить диаметр сверла под резьбу.
Значит, как я уже говорил, в основу расчетов берем диаметр и шаг. Просто вычитаем из диаметра шаг резьбы и полученная цифра будет диаметром требуемого сверла. Давайте посчитаем диаметр сверла под резьбу М8(стандартная).
8 минус 1.25(стандартный шаг) получаем 6.75 мм — именно такое сверло нужно, чтобы нарезать резьбу М8. А например, резьба 8*1 — сверло получится диаметром 7 мм. Надеюсь, все понятно. Также предоставлю вам нужную табличку стандартных резьб(то есть вы сможете узнать, какой шаг стандартный у определенного диаметра) и диаметр сверл для них.
Таблица стандартной резьбы и диаметр сверла для них.
| Обозначение резьбы | Диаметр отверстия, мм | Обозначение резьбы | Диаметр отверстия, мм |
| М 1 | 075 | М 10 | 8.5 |
| М 1.1 | 0.85 | М 11 | 9.5 |
| М 1.2 | 0.95 | М 12 | 10.2 |
| М 1.4 | 1.1 | М 14 | 12.0 |
| М 1.6 | 1.25 | М 16 | 14.0 |
| М 1.8 | 1.45 | М 18 | 15.4 |
| М2 | 1.6 | М 20 | 17.4 |
| М 2.2 | 1.75 | М 22 | 19.4 |
| М 2.5 | 2.05 | М 24 | 20.9 |
| М3 | 2.5 | М 27 | 23.9 |
| М 3.5 | 2.9 | МЗО | 26.4 |
| М 4 | 3.3 | МЗЗ | 29.4 |
| М 4.5 | 3.8 | М36 | 31.9 |
| М 5 | 4.2 | М 39 | 34.9 |
| Мб | 5.0 | М 42 | 37.4 |
| М 7 | 6.0 | М 45 | 40.4 |
| М 8 | 6.7 | М 48 | 42.8 |
| М 9 | 7.7 | М 52 | 46.8 |
Отверстие, с которым будем работать, должно быть чистым от стружки, следует учитывать, что при нарезании металл будет частично выдавливаться, из-за этого диаметр сверла подбирают немного большим, чем внутр. диам. резьбы. А при работе с металлами, имеющими повышенную вязкость, перед сверлением отверстия необходимо внести коррективы учитывающие явление подъёма витка.
| Материал | Величина подъема витка резьбы для шага резьбы, мм | ||||||||||||||||||||||
| 0,2 | 0,25 | 0,3 | 0,35 | 0,4 | 0,45 | 0,5 | 0,6 | 0,7 | 0,75 | 0,8 | 1 | 1,25 | 1,5 | 1,75 | 2 | 2,5 | 3 | 3,5 | 4 | 4,5 | 5 | ||
| Алюминиевые сплавы | 0,080 | 0,016 | 0,020 | 0,024 | 0,028 | 0,032 | 0,036 | 0,040 | 0,048 | 0,056 | 0,060 | 0,064 | 0,080 | 0,100 | 0,120 | 0,140 | 0,160 | 0,200 | 0,240 | 0,280 | 0,320 | 0,360 | 0,400 |
| Магниевые сплавы | 0,115 | 0,023 | 0,029 | 0,034 | 0,040 | 0,046 | 0,052 | 0,057 | 0,069 | 0,080 | 0,086 | 0,092 | 0,115 | 0,144 | 0,172 | 0,201 | 0,230 | 0,288 | 0,345 | 0,402 | 0,460 | 0,518 | 0,575 |
| Латунь | 0,073 | 0,014 | 0,018 | 0,022 | 0,025 | 0,029 | 0,033 | 0,036 | 0,044 | 0,051 | 0,055 | 0,058 | 0,073 | 0,090 | 0,110 | 0,127 | 0,146 | 0,182 | 0,219 | 0,256 | 0,292 | 0,328 | 0,365 |
| Титановые сплавы | 0,130 | 0,026 | 0,032 | 0,039 | 0,045 | 0,052 | 0,058 | 0,065 | 0,078 | 0,091 | 0,097 | 0,104 | 0,130 | 0,162 | 0,195 | 0,227 | 0,260 | 0,325 | 0,390 | 0,455 | 0,520 | 0,585 | 0,650 |
| Жаропрочные стали и сплавы | 0,150 | 0,030 | 0,037 | 0,045 | 0,052 | 0,060 | 0,067 | 0,075 | 0,090 | 0,105 | 0,112 | 0,120 | 0,150 | 0,187 | 0,225 | 0,262 | 0,300 | 0,375 | 0,450 | 0,525 | 0,600 | 0,675 | 0,750 |
| Коррозионностойкие, жаростойкие стали на никелевой основе | 0,170 | 0,034 | 0,042 | 0,051 | 0,059 | 0,068 | 0,076 | 0,085 | 0,092 | 0,119 | 0,127 | 0,136 | 0,170 | 0,212 | 0,255 | 0,295 | 0,340 | 0,425 | 0,510 | 0,595 | 0,680 | 0,765 | 0,85 |
Процесс нарезания резьбы начинается с чернового метчика, он устанавливается в ручной инструмент (вороток, различные варианты метчикодержателей) или в станок.
Важно проводить нарезание резьбы, полным набором метчиков соблюдая очередность двухкомплектные – черновой/чистовой, трехкомплектные – черновой/средний/чистовой. Недопустимо сразу проводить нарезание резьбы средним или чистовым метчиком, это оказывает существенную нагрузку на режущий инструмент и может стать причиной поломки метчика и плохого качества резьбы.
Работая с материалами, имеющими повышенную вязкость или мягкость, метчик нужно с некоторой периодичностью полностью выворачивать, для очистки режущих канавок от стружки.
Средний и чистовой метчики вставляются в черновую резьбу, после попадания в резьбу и легкого проворачивания, на них одевают вороток и доводят резьбу до чистового состояния.
Если вам необходимо работать не со сквозным отверстием, требуется, чтобы отверстие было несколько глубже, чем требуемая длина резьбы.
В процессе нужно постоянно проверять отсутствие перекоса угольником, проверка выполняется через два-три нарезанных витка.
Общее правило: на 2 оборота по ходу резьбы, необходимо сделать 1 в обратную сторону для сбрасывания стружки, это снижает нагрузку на резьборезный инструмент.
В процессе нарезания используют СОЖ.
Виды СОЖ используемых при нарезании резьбы
Использование СОЖ является важным моментом, который позволит:
- Улучшить отвод тепла;
- Значительно увеличить период эксплуатации метчика;
- Повысить качество резьбы;
- Повысить скорость работы;
- Снизить налипание стружки.
При правильном выборе СОЖ для вашей задачи вы сможете повысить стойкость инструмента до 4 раз и значительно продлить срок его эксплуатации. Подбор оптимальной эффективной СОЖ зависит от режима резания и рабочего металла.
СОЖ для разных металлов
| Металл | сож |
| Инструментальная и конструкционная сталь | Сурепное масло, сульфофрезол, компаундированное масло, эмульсия |
| Стальное литье, легированные стали | Сурепное масло, эмульсия |
| Чугунное литье | Сурепное масло, керосин, обработка без охлаждения |
| Латунь, бронза | Сурепное масло, обработка без охлаждения |
| Алюминий | Эмульсия, обработка без охлаждения |
Влияние СОЖ на стойкость инструмента
| Область применения | Обрабатываемый материал | СОЖ аналог | Коэффициент увеличения стойкости режущего инструмента |
| Масляная СОЖ ОСМ-3 | |||
| Нарезание внутренней резьбы | Конструкционная сталь | Сульфофрезол | 1,5 |
| Серый чугун | Керосин | 1Д | |
| Масляная СОЖ МР-1 | |||
| Нарезание резьбы при помощи плашки метчика на токарных автоматах | Конструкционная сталь | Сульфофрезол | От 1,2 до 1,4 |
| Коррозионно-стойкая сталь | Сульфофрезол, олеиновая кислота, ИС-20 | От 1,4 до 2 | |
| Титановые сплавы | Сульфофрезол | 1,3 | |
| Нарезание внутренней резьбы | Конструкционная сталь | 1,2 | |
| Коррозионно-стойкая сталь | 1,5-3 | ||
| Высокомарганцовистые стали | 1,3 | ||
| Масляная СОЖ ОСМ-5 | |||
| Нарезание внутренней резьбы | Чугун серый | 3% эмульсия ЭГТ и ЭТ-2 | 1,2 |
| Сплавы алюминия | 1,3 | ||
| Масляные СОЖ МР-6, ЛЗ-СОЖ 1Т, ЛЗ-СОЖ ПИО | |||
| Мелкие резьбы в глухих отверстиях | Конструкционная сталь | 3% эмульсия ЭГТ и ЭТ-2 | 1,9 |
Кустарные смеси, популярные при работе с малоуглеродистыми и легированными сталями высокой вязкости:
- 30% керосина, 70% льняного масла;
- 5% скипидара и 95% сульфофрезола;
- 5% сала, 10% скипдара, 15% керосина, 70% льняного масла;
- 5% жидкого мыла, 95% сульфофрезола;
- 2-3% серы, 97-98% сульфофрезола.
При работе со сталями высокой и средней прочности часто используют чистое льняное масло или свиной жир, с бронзовыми и чугунными изделиями допускается работать без СОЖ.
СОЖ на органической основе, имеет более высокие противозадирные характеристики, чем минеральные масла даже с соответствующим присадками. Большинство СОЖ рекомендуемых для резьбонарезки это смесь растительных и минеральных масел с добавлением серы.
“>
Adblock detector
– Таблица размеров метчиков и сверл
для США| Отвод | Фракционное сверло | Число сверл | Сверло для письма |
|---|---|---|---|
| № 0-80 | 3/64 “ | – | – |
| № 1-64 | – | 53 | – |
| № 2-56 | – | 50 | – |
| № 3-48 | – | 47 | – |
| № 4-40 | 3/32 “ | 43 | – |
| № 5-40 | – | 38 | – |
| № 6-32 | 7/64 “ | 35 | – |
| № 8-32 | – | 29 | – |
| № 10-24 | 5/32 “ | 25 | – |
| № 10-32 | 5/32 “ | 21 | – |
| № 12-24 | 11/64 “ | 16 | – |
| 1/4 “-20 | 13/64 “ | 7 | – |
| 1/4 “-28 | 7/32 “ | 3 | – |
| 5/16 “-18 | 17/64 “ | – | F |
| 5/16 “-24 | – | – | I |
| 3/8 дюйма -16 | 5/16 “ | – | – |
| 3/8 дюйма -24 | 21/64 “ | – | Q |
| 7/16 “-14 | 23/64 “ | – | U |
| 7/16 “-20 | 25/64 “ | – | – |
| 1/2 “-13 | 27/64 “ | – | – |
| 1/2 “-20 | 29/64 “ | – | – |
| 9/16 “-12 | 31/64 “ | – | – |
| 9/16 “-18 | 33/64 “ | – | – |
| 5/8 “-11 | 17/32 “ | – | – |
| 5/8 “-18 | 37/64 “ | – | – |
| 3/4 “-10 | 21/32 “ | – | – |
| 3/4 “-16 | 11/16 “ | – | – |
| Размер сверла рассчитан на глубину резьбы 75%. | |||
Распродажа
Калькулятор машиниста | Наши таблицы сверления нарезки и зазора доступны в виде файла Adobe Acrobat PDF. Вы можете распечатать этот файл, чтобы использовать его в своем магазине. Чтобы скачать файл, щелкните правой кнопкой мыши ссылку ниже и выберите Сохранить цель как или Сохранить ссылку как .
| ||||||||||
Таблица сверл для метчиков и способы ее использования | Домашний ремонт
Практически невозможно узнать, какой размер сверла для метчика использовать для вашего винта или болта, без хорошей таблицы сверл для метчика под рукой.
Это потому, что нужно учитывать так много переменных; в зависимости от размера винта, шага его резьбы, основы, в которой вы сверляете, и даже от того, требуется ли вам плотное или свободное соединение.
При этом вам понадобится быстрый и удобный справочник, в котором учтены все эти спецификации и изложены все в единой организованной таблице.
Поскольку таблица может быть сложной, полезная таблица может оказаться полезной только в том случае, если вы сможете ее понять и быстро прочитать.
Но как?
Ниже приведены некоторые практические инструкции по использованию таблицы размеров сверл для метчиков, включая полезное руководство для каждого раздела матрицы.
Цель состоит в том, чтобы сделать это легким справочником для вас, будь вы случайным домашним мастером, любителем, студентом или опытным слесарем, работающим в магазине с использованием передовых инструментов Starrett.
Говоря о простоте, мы даже рассмотрим полезный трюк, который использует быстрый обходной расчет для поиска нужных размеров сверл для метчика. Продолжай читать!
СОВЕТ: Ознакомьтесь с нашей полной таблицей ниже, чтобы найти все эквиваленты размеров сверл для метчиков для SAE и метрических единиц.
В противном случае давайте рассмотрим диаграмму, чтобы вы могли использовать ее без затруднений.
Как читать таблицу сверления метчика
Вкратце, хорошая таблица сверления метчика, подобная приведенной ниже, или версия PDF для печати будет иметь три основных столбца или раздела.
В первом столбце указан размер используемого винта или болта. Во втором столбце будет указан размер метчика, который вам нужно использовать. В третьем и последнем столбце указано, какой размер сверла использовать, чтобы вырезать отверстие для врезки.
Давайте рассмотрим каждый более подробно, чтобы вы могли эффективно использовать диаграмму.
Начните с размера болта и винта, который вам нужен
При использовании таблицы преобразования сверл для метчиков убедитесь, что вы знаете, какой размер крепежа вы используете. Размеры винтов бывают двух различных категорий: стандартный (SAE) и метрический .
Большинство из нас знакомы со стандартными размерами, поскольку в Северной Америке они используются в основном в мебели, станках и другом оборудовании. Конечно, вам придется достаточно часто работать с метрическими болтами.
Стандартные размеры делятся на два разных класса: набор малого диаметра и набор большего диаметра.
Вот разбивка стандартных размеров:
Размеры менее 1/4 дюйма:
Для размеров менее 1/4 дюйма дробные измерения не используются. Вместо этого была создана система нумерации от 0 до 12. «0», конечно, самый маленький, а «12» – это размер непосредственно перед тем, как вы дойдете до 1/4 дюйма.
Размеры 1/4 дюйма и больше:
Для размеров более 1/4 дюйма используется дробный размер, основанный на фактическом диаметре винта.Для нашей таблицы сверл для метчиков мы увидим, что этот диапазон изменяется от 1/4 дюйма до 1 дюйма, чтобы соответствовать размеру нашего сверла для метчика.
Но это еще не все.
При поиске размера сверла для метчика в таблице сверл для метчика вам потребуется немного больше информации о креплении. Знать размер – это только первая часть головоломки.
Вы также захотите узнать соответствующий большой диаметр болта. Хорошая новость в том, что у каждого размера винта есть только один большой диаметр.Это просто расстояние между двумя внешними выступами резьбы, и оно включено в таблицу сверл для метчика для удобства.
Вы почти у цели!
Вы также захотите узнать Шаг вашего винта. Это просто количество резьбы, или витков на дюйм (TPI) , для которого предназначен винт, который вы используете.
Это может показаться сложным, но опять же, хорошая таблица сверл для метчика перечислит все возможные количества резьбы, чтобы помочь вам подобрать соответствующий размер сверла для метчика.
Каждый размер крепежа в стандартной спецификации имеет два возможных значения резьбы на дюйм для винтов размером от №1 до №10. Для размеров № 12 и больше предусмотрено три размера ниток.
Эти различные значения шага просто относятся к тому, насколько крупной или мелкой является каждая резьба. В нашей таблице сверл для метчиков для стандартных размеров меньшее число шага вверху обозначает более крупную резьбу, а другая (или две) резьбы – более мелкую.
В частности, первое число называется шагом UNC (Unified National Coarse).Второе число – это поле UNF (Unified National Fine). И нижняя цифра в стопке – UNSF для «Super Fine».
В таблице вы просто найдете номер, соответствующий вашей застежке. Вот пример:
На этом снимке цифра «20» относится к UNC , «28» относится к UNF , а «32» – к UNSF или «Super Fine».Чтобы узнать больше о шагах, которые не указаны в таблице сверл и метчиков, вы можете загрузить PDF-файл с информацией о шагах болтов / винтов.
Например, размер винта 7/16 ″ может иметь 14, 20 или 28 витков резьбы на дюйм, как указано в соответствующем столбце таблицы.
И последнее замечание: в зависимости от количества витков резьбы, ваша застежка может иметь разные значения для ее Minor Diameter . Не волнуйтесь, они также являются стандартными в зависимости от количества потоков. В основном, чем больше резьбы, тем больше число второстепенного диаметра.
Теперь размеры сверл для метчика для идеальной посадки
Следующий набор столбцов в таблице сверл для метчика просто соответствует размеру вашего винта, указанному в левой части таблицы (и только что рассмотренному выше).Эта информация сообщает вам, какой размер метчика использовать для каждого размера застежки.
Что такое постукивание?
Проще говоря, если вы выберете отверстие, вы равномерно нарежете в него резьбу. Сверло для метчика нарезает внутреннюю резьбу , помещается в предварительно просверленное отверстие и поворачивается специальным ключом.
Каждый метчик сужается для первых нескольких резьб, чтобы облегчить начало процесса резки. Вы можете купить метчики (и матрицы для нарезания наружной или наружной резьбы) в наборах, которые поставляются с необходимым гаечным ключом.
В последние годы производители разработали комбинированные сверла для метчиков для электродрелей. Подробнее об этом позже – и касательная диаграмма все еще будет полезна!
Когда вы покупаете метчик или штамп, он будет отмечен тремя разными числами: 1. его диаметр, 2. его резьба на дюйм (шаг) и 3. тип резьбы, которую он нарезает.
Набор метчиков и матриц с указанием размера крепежа, типа резьбы и диаметраИтак, таблица показывает вам правильный размер сверла для метчика, который вы можете использовать для соответствия болту или винту, для которого вы нарезаете резьбу.
Это похоже на выбор размеров сверл для обычного сверления, за исключением того, что размеры сверл под метчик назначаются в соответствии с размером отверстий промышленного стандарта для нарезания резьбы.
Это становится немного сложнее, поэтому, к счастью, наша таблица сверл для метчиков упрощает для нас это.
В нашей таблице метчиков для сверл мы обозначаем два разных размера в зависимости от прочности основания (материала, который вы ударяете). Мы разделяем их на мягкие и твердые материалы.
Мягкие материалы включают медь , алюминий и все виды пластика.Более твердые вещества используются в промышленности и обычно относятся к нержавеющей стали , стали , железу и титану .
В таблице будут указаны два значения размеров сверл для метчика; стандартный размер сверла и его десятичный эквивалент в дюймах. Например, размер сверла 5/16 соответствует 0,313 дюйма при сверлении мягкого металла.
Получение предварительно просверленного отверстия до нужного размера
Последний сегмент таблицы сверления метчика – это столбцы в правой трети нашей таблицы.Это преобразование размера сверла с зазором, или, проще говоря, сверло размера, которое вам нужно, чтобы вырезать исходное отверстие перед выполнением остальной части инструмента.
В этих столбцах перечислены два класса размеров. Один для более тесной или узкой посадки, а другой для более свободной.
В зависимости от проекта и работы крепежа может потребоваться его плотное ввинчивание в вал. Или вы можете захотеть, чтобы он был менее плотным и имел небольшой зазор.
Каждое указанное здесь значение правильно соответствует размерам сверл для метчика слева, которые, конечно же, соответствуют размеру вашего болта или винта и типу резьбы.
Пример, который поможет вам освоить схему сверления и простукивания
Иногда лучший способ понять что-то полностью – это на примере. Давайте кратко рассмотрим одну из них.
Допустим, вам нужно что-то отремонтировать в машине, или, может быть, вы строите машину или конструкцию. Вам нужно скрепить болтами две разностные детали из твердого металла, например стали.
Сначала определите, какие болты вы используете.
Вы исследуете и определили, что болт SAE «12-28» выполнит работу по скреплению ваших частей вместе.
Что теперь?
Это легко, проверьте таблицу, найдя болт № 12 в крайнем левом столбце.
Снимок диаграммы, показывающий наш пример размера болтаОтсюда просто проведите по экрану и найдите соответствующий размер сверла для метчика в строке, которая выстроена. Вы увидите, что для тяжелых материалов, таких как сталь, правильный размер сверла для метчика – «10» (или метчик диаметром 0,194 дюйма).
Столбцы, показывающие размеры сверл для метчика для болта № 12-28, входящего в стальНаконец, определите, подходит ли плотная посадка или посадка с более «открытым» зазором.Обдумайте материал, к которому вы прикрепляете прикрепленную деталь. Найдите размер сверла, совпадающий в строке, точно так же, как вы только что нашли значение сверла для метчика.
Это легко, если вы научитесь читать таблицу слева направо.
А как насчет нашей таблицы сверл для метчиков?
Его можно читать так же, как и в таблице SAE. Просто имейте в виду, что метрические сверла не используют «резьбу на миллиметр» для шага резьбы. Они просто следуют формуле 1, деленной на количество нитей на миллиметр.
В метрической таблице также будет указан размер сверла для метчика в миллиметрах, а также место, которое эквивалентно или приблизительно соответствует размерам сверл в Северной Америке. Вы увидите по одному столбцу для каждого.
Это действительно полезно, если в вашем ящике с инструментами или в мастерской мало доступных метрических размеров.
Таблица стандартных сверл для метчиков (SAE)
Стандарт (SAE) | Размер сверла |
| |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
Размер винта | Большой диаметр | Резьба на дюйм | Малый диаметр | 7517% Резьба для мягких материалов50% Резьба для твердых материалов | Плотная посадка | Свободная посадка | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
Дробное | Десятичное | 179017 | Десятичное | Десятичное | Дробное | Десятичное 903 55 | Дробное | Десятичное | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
0 | 0.060 | 80 | 0,045 | 3/64 | 0,047 | 55 | 0,052 | 52 | 52 | 0,070 | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
1 | 0,073 | 64 | 0,054 | 53 | 0.060 | 1/16 | 0,063 | 48 | 0,076 | 46 | 0,081 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
72355 | 0,060 | 52 | 0,064 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
2 | 0,086 | 56 | 0.064 | 50 | 0,070 | 49 | 0,073 | 43 | 0,089 | 41 0,089 | 41 | 0 | 0,067 | 50 | 0,070 | 48 | 0,076 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
3 | 0.099 | 48 | 0,073 | 47 | 0,079 | 44 | 0,086 | 37 | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
37 | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
37 | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 0,110 | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
56 | 0,077 | 45 | 0,082 | 43 | 0.089 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
4 | 0,112 | 40 | 0,081 | 43 | 43 | 0,089 | 5 9034 | 5 9035 | 0,116 | 30 | 0,129 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
48 | 0,086 | 42 | 0.094 | 40 | 0,098 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
5 | 0,125 | 40 | 0,094 | 0,094 | 9035 / 64 | 0,109 | 30 | 0,129 | 29 | 0,136 | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
44 | 0.097 | 37 | 0,104 | 35 | 0,110 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
6 | 28 | 0,107 | 32 | 0,116 | 27 | 0,144 | 25 | 0.150 | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
40 | 0,107 | 33 | 0,113 | 31 | 0,120 | 0,120 | 0,126 | 29 | 0,136 | 27 | 0,144 | 18 | 0.170 | 16 | 0,177 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
36 | 0,130 | 29 | 0,136 | 0,136 | 26 0 10 | 0,190 | 24 | 0,139 | 22 | 0,157 | 20 | 0.161 | 9 | 0,196 | 7 | 0,201 | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
32 | 0,152 | 5 | 0,152 | 5 | 9346 9355 | 9346 9355 | 0,170 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
12 | 0,216 | 24 | 0,165 | 16 | 0.177 | 12 | 0,189 | 2 | 0,221 | 1 | 0,228 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 9035 | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
0,182 | 10 | 0,194 | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
32 | 0,178 | 13 | 0.185 | 9 | 0,196 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
1/4 | 0,250 | 20 | 0,189 | 718355 90340,189 | 718355 9035 90340,219 | F | 0,257 | H | 0,266 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
28 | 9183 | 0,213 | 1 | 0,228 | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
32 | 0,212 | 7/32 | 7/32 | 7/32 900 | 0,228 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
5/16 | 0,313 | 18 | 0,244 | F | 257 | J | 0,277 | P | 0,323 | Q | 0,332 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 9017 9035 9035 | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 9035 9035 | 0,272 | 9/32 | 0,281 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
32 | 0,274 | 9/32 | 0.281 | L | 0,290 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
3/8 | 0,375 | 16 | 0,298 | 518280,298 | 0,298 | Q | 0,332 | W | 0,386 | X | 0,397 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
24 | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
Q | 0,332 | S | 0,348 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
32 | 0,337 | 17 932 | 17/32 | 0,358 | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
7/16 | 0,438 | 14 | 0,350 | U | U | 368 | 25/64 | 0,391 | 29/64 | 0,453 | 15/32 | 0,469 | 20359 | 20359 | 25/64 | 0,391 | 13/32 | 0,406 | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
28 | 0,394 | . | .404 | Z | 0,413 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
1/2 | 0,500 | 13 | 0,406 | /0,406 | /9034 | 29/64 | 0,453 | 33/64 | 0,516 | 17/32 | 0,531 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 9006 0346 | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
9439 | 29/64 | 0,453 | 15/32 | 0,469 | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
28 | 0,456 | / 9035 0,456 | /9035 9035 | 15/32 | 0,469 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
9/16 | 0,563 | 12 | 0,460 | 0,460 | 484 | 33/64 | 0,516 | 37/64 | 0,578 | 19/32 | 0,594 | 0,4 | 33/64 | 0,516 | 17/32 | 0,531 | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
24 | 0,511 | 900.516 | 17/32 | 0,531 | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
5/8 | 0,625 | 11 | 0,514 | 0,514 | 9 0,5319/16 | 0,563 | 41/64 | 0,641 | 21/32 | 0,656 | 0,656 | 557 | 37/64 | 0,578 | 19/32 | 0,594 | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
24 | 0,574 | /0,574 | /19/32 | 0,594 | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
11/16 | 0,688 | 24 | 0,636 | 0,636 | 41/641 | 21/32 | 0,656 | 45/64 | 0,703 | 23/32 | 0,719 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
0,750 | 10 | 0,627 | 21/32 | 0,656 | 11/16 | 0,688 9006 495 | 0,688 9006 | 25/32 | 0,781 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
16 | 0,673 | 11/16 | 0,688 | 45/69034 | 0,688 | 45/9034 | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
20 | 0,689 | 45/64 | 0,703 | 23/32 | 0,719 | /90 0.813 | 20 | 0,751 | 49/64 | 0,766 | 25/32 | 0,781 | 5317 | 5317 | 27/32 | 0,844 | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
7/8 | 0,875 | 9 | 0,739 | 4917 918
Диаграмма метрического сверла 9034
Есть старый ярлык, который вы можете использовать, чтобы быстро найти метрические размеры сверл – с помощью небольшой математики в начальной школе. Если вы возьмете размер винта (в мм) и вычтете из него значение шага, то получите ответ. Так, например, возьмем винт M12 с числом резьбы (шагом) 1,5. «12 мм – 1,5 мм = 10,5 мм» Имейте в виду, что это не учитывает количество крупной или тонкой резьбы для любого заданного размера, но дает вам приблизительный размер. Лучше придерживаться графика! Таблица сверл для метчиков для конической трубы с резьбой NPTКонечно, винтовые крепежные детали – не единственное оборудование, которое можно использовать.Трубы – еще одно распространенное применение для нарезания резьбы. Соединение труб с помощью резьбовых соединений требует аналогичных знаний при создании трубной резьбы. При установке труб следует учитывать два момента: 1. Стандартная трубная резьба против с сухой посадкой и 2. Коническая против прямой нарезки трубы. В чем отличия? Стандартные трубы (сокращенные до NPT) – это различие в соответствии с Американским национальным стандартом трубной резьбы (ANSI).Для резьбы NPT требуется герметик, такой как смазка или лента, чтобы не допустить утечки жидкости, которую она передает. Трубная резьба с сухим уплотнением (NPTF) по американскому национальному стандарту является самоуплотняющейся. Основные физические различия между NPT и NPTF – это плоскостность выступов и впадин резьбы. Для использования нашей таблицы сверл для метчиков NPT вам просто нужно знать разницу между фитингами NPT и NPTF. Таблица ниже предназначена для труб с нормальной трубной резьбой. И наконец… Нарезка трубы может быть конической или прямой.Это говорит само за себя, и вы снова увидите дифференциацию на диаграмме сверления для метчиков. Если вы хотите узнать об этих различиях, это видео объясняет вышеизложенное более подробно:
А теперь таблица сверления метчика NPT… Эта диаграмма NPT (американский национальный стандарт трубной резьбы) очень проста читать. Например, читая текст, вы обнаружите, что для метчика 1/8 NPT потребуется сверло для метчика размера «R». Для метчика 3/8 NPT будет использоваться размер 37/64 и так далее.
Знайте, что вы нажимаете | Разработка режущего инструментаКлюч к успешной нарезке резьбы – это знание истинного размера просверленного отверстия. Хотя многие факторы способствуют отказу или поломке метчика, часто упускается из виду один основной очевидный фактор – размер просверленного отверстия. Проблема в том, что этот коэффициент нельзя точно рассчитать с использованием традиционных диаграмм для метчиков и сверл. За годы, прошедшие с момента разработки первой схемы метчиков / сверл, произошло много изменений – программируемое оборудование, жесткое нарезание резьбы, синхронное нарезание резьбы, улучшенные державки, специализированные жидкости для нарезания резьбы и высококачественные метчики премиум-класса. Самое главное, что сверла, используемые для выполнения отверстий под резьбу, были улучшены.Усовершенствованная геометрия вершин сверления, новые формы канавок, отверстия для охлаждающей жидкости, улучшенные сплавы HSS и карбидов, а также покрытия, такие как TiN и TiCN, многое сделали для улучшения качества и размера просверленного отверстия. Поскольку рекомендации по сверлению разрабатывались для серий стандартной крупной (UNC) и мелкой (UNF) резьбы, размеры сверл были выбраны на основе испытаний, показывающих, что стандартное универсальное сверло с длинной долей – со стандартным острием 118 ° угол – размер отверстия будет больше измеренного диаметра сверла.Это стало известно как «вероятный размер отверстия», который часто указывается в таблицах метчиков / сверл рядом с десятичными эквивалентами размеров сверл (таблица 1). Например, сверло № 7 (диаметр 0.2010 дюйма) в среднем дает отверстие, которое на 0,0038 дюйма больше диаметра сверла. Это приведет к просверленному отверстию размером 0,2048 дюйма, примерно 70% высоты резьбы. По сравнению со спецификациями малого диаметра для метчика 1 / 4-20 UNC-2B (от 0,1960 дюйма до 0,2070 дюйма), размер готового отверстия близок к верхнему пределу, 0.0022 “при минимальном максимальном диаметре (Таблица 2). Сверло удаляет как можно больше материала из отверстия, снижая нагрузку на метчик. Это облегчает нарезание резьбы и снижает вероятность поломки метчика. диаметр предотвращает образование слишком мелкой резьбы. Современные сверла, оснащенные более точными и высокоскоростными станками, производят отверстия, которые намного ближе к фактическому измеренному размеру сверла или даже меньше диаметра сверла.Изготовление отверстий с предварительной нарезкой меньшего размера значительно увеличивает рабочую нагрузку на метчик. Переход на одно из этих продвинутых сверл может привести к поломке метчика там, где его раньше не было. Стандартное сверло № 7 может больше не соответствовать размеру сверла для резьбы 1 / 4-20 UNC-2B. Может потребоваться сверло 13/64, № 6 или даже № 5, чтобы сделать отверстие размером 70% от высоты резьбы. Определение размера сверла
Таблица 1: Типовая таблица метчиков / сверл с указанием возможных размеров отверстий. Если таблицы для метчиков / сверл не подходят для сегодняшней практики обработки, то как установить правильный размер сверла? Для начала учтите следующие факторы: Просверленное отверстие должно соответствовать характеристикам класса резьбы.Выбранное сверло должно обеспечивать размер отверстия между минимальным и максимальным малым диаметром для данного класса резьбы. Например, для резьбы 1 / 4-20 UNC-2B можно использовать любое сверло, которое производит отверстие диаметром от 0,1960 до 0,2070 дюйма. После того, как отверстие просверлено, важно измерить отверстие, чтобы проверить его размер, используя калибры со штифтами или пробками, соответствующие минимальным и максимальным спецификациям малого диаметра. Размеры минимального и максимального диаметра резьбы винта можно найти во многих публикациях.Промышленный стандарт ASME B1.1 является одним из лучших источников этой информации. Удалите сверлом как можно больше материала для заданной длины зацепления, чтобы облегчить нарезание резьбы. Наряду с уменьшением сил резания и уменьшением поломки метчика эта стратегия также принесет пользу операции сверления. Сверла большего размера менее хрупкие и имеют меньшее отношение глубины к диаметру, а их большие канавки облегчают эвакуацию стружки.
Таблица 2: Незначительные диаметры и шаговые диаметры для резьбы 1 / 4-20 UNC. Длина зацепления Хотя лучше всего использовать сверло максимального размера, это может отрицательно сказаться на прочности резьбового узла в некоторых ситуациях.Если, например, деталь или гайка с внутренней резьбой были сделаны из чего-то тонкого, такого как толстый листовой металл, одна или две резьбы в гайке могут быть недостаточно прочными, чтобы выдержать нагрузку при затягивании винта. Поэтому для тонких деталей рекомендуется использовать сверло наименьшего размера для максимального процента резьбы, чтобы резьба оставалась как можно более прочной. По мере того, как длина резьбового зацепления между гайкой и винтом, также известная как длина зацепления, становится больше, появляется большее количество резьб, способствующих прочности собранной гайки и винта; следовательно, размер отверстия может быть увеличен.Таким образом, сверлите детали с минимальным меньшим диаметром в тонких деталях и с максимальным диаметром в более длинных сборках. Чтобы определить правильные размеры отверстий, обеспечивающие максимальную прочность при различной длине зацепления, обратитесь к стандарту ASME или другим коммерческим руководствам, содержащим эту информацию. Если посмотреть на рекомендуемые размеры отверстий для резьбы 1¼4-20 UNC-2B (Таблица 3), то длины зацепления указаны с точки зрения диаметров резьбы. Другими словами, «1 / 3d» указывает длину зацепленной резьбы между гайкой и болтом при сборке.Одна треть диаметра резьбы 1/4 дюйма составляет 0,083 дюйма. Это означает, что если бы болт длиной 3/4 дюйма был ввинчен в гайку толщиной 0,083 дюйма, то можно было бы сказать, что длина зацепления составляет 1/3 диаметра (1 / 3d). Обратите внимание, что для этой короткой длины зацепления диапазон размеров отверстия, рекомендуемый для резьбы класса 2B, составляет от 0,1960 “до 0,2020”, или около нижнего предела. Теперь посмотрим на большую длину зацепления. По мере увеличения зацепления рекомендуемый размер просверленного отверстия перед нарезанием резьбы увеличивается. Рекомендуемый размер предварительно просверленного отверстия от 2 / 3d до 1 1 / 2d равен 0.2020 “до 0,2070”, или около верхнего предела. Этот диапазон часто называют длиной зацепления «1 диаметр». Рекомендации по меткам / диаграммам сверления обычно основываются на этой длине.
Таблица 3: Рекомендуемые пределы размера отверстия для различной длины зацепления для резьбы 1 / 4-20 UNC. В крайних случаях, когда длина зацепления превышает диаметр резьбы более чем в 1,5 раза (1 1/2d), размер отверстия может быть увеличен до 0,2100 дюйма, или на 0,0030 дюйма больше максимального предела малого диаметра 0,2070 “. Дополнительная резьба в зацеплении позволяет уменьшить высоту резьбы при сохранении прочности сборки. Однако следует соблюдать осторожность, прежде чем применять это правило. Именно зацепление между двумя частями позволяет использовать отверстие большего размера. размер, а не глубина резьбового отверстия.Если бы резьбовое отверстие было 3/4 дюйма глубиной, а длина винта только 1/4 дюйма, то зацепление было бы диаметром 1, и это правило не применялось бы. Большая длина зацепления с большим процентом резьбы (небольшие размеры просверленных отверстий) не увеличивает значительно прочность закрепленной резьбы. Фактически, в некоторых случаях было доказано, что большая длина зацепления может фактически снизить прочность сборки из-за накопленных ошибок резьбы, которые с большей вероятностью возникают при высоком процентном содержании резьбы.Поэтому не поддавайтесь желанию использовать более длинные крепежные детали и резьбу с высоким процентом резьбы в попытке усилить резьбовые соединения. Метчики для резьбонарезания В метчиках для нарезания резьбы используются сверла большего диаметра, чтобы учесть смещение материала детали. Материал смещается внутрь, образуя конечный малый диаметр резьбы. Таблица 3: Рекомендуемые пределы размера отверстия для различной длины зацепления для резьбы 1 / 4-20 UNC Например, рекомендуемый размер сверла для резьбы 1 / 4-20 UNC – No.1 (диаметр 0,228 дюйма) на таблице метчиков / сверл. Однако принцип сверления с превышением размера или вероятного превышения размера применим и к этим рекомендациям. Поскольку высокопроизводительные сверла производят отверстия меньшего размера, диаметр сверла, возможно, придется увеличить до предотвратить поломку метчика или грубую резьбу из-за чрезмерного смещения материала.Как и в случае с отверстиями, просверленными для метчиков, размер отверстия намного важнее, чем диаметр сверла, использованного для его выполнения. При нарезании резьбы или нарезании резьбы использование метчика для получения резьбы меньшего диаметра не рекомендуется.Хотя использование метчиков для получения меньшего диаметра не является хорошей идеей, метчики можно использовать для устранения заусенцев, образующихся ниже малого диаметра в детали во время нарезания резьбы. Метчики, используемые для этой цели, называются «управляемыми корневыми метчиками». Меньший диаметр метчика регулируется размером просверленного отверстия в детали. Во время нарезания резьбы заусенцы, образовавшиеся на малом диаметре, «срезаются» на меньший диаметр метчика, оставляя резьбу гладкой. Заусенцы обычно имеют небольшие размеры и не должны сильно влиять на силу резания.Если, однако, метчик требуется для удаления большего количества материала, чем небольшие заусенцы, усилие резания или формовки может превысить разрывной момент метчика. Хотя многие факторы влияют на поломку метчика и производительность метчика, определение правильного размера отверстия часто упускается из виду или считается само собой разумеющимся. Хотя диаметр сверла важен, наиболее важным является размер готового отверстия. Для достижения наилучших результатов используйте сверло любого размера, обеспечивающего оптимальный размер отверстия. Об авторе Дэвид Мискинис (David Miskinis) – специалист по продукции в Greenfield Industries, Evans, GA.
Резьба – Диаграмма сверления и метчикаРезьба – Диаграмма сверления и метчика
Стрижка Стивена Л. Хендерсона Кромки Метрическая таблица для метчиков и сверлСпиральное сверло было изобретен Стивеном Морсом из Ист-Бриджуотер, Массачусетс, в 1861 году. Он получил патент США 38,119 на свое изобретение на 7 апреля 1863 г. Первоначальный метод изготовления заключался в том, чтобы вырезать две канавки на противоположных сторонах круглого стержня, а затем поверните стержень, чтобы получить винтовые канавки.Это дало инструменту название.В настоящее время сверло обычно делается путем вращения прутка при перемещении его мимо шлифовального круга для резки канавок таким же образом, как и режущие косозубые шестерни. Инструменты, известные как спиральные сверла, в настоящее время производятся в диаметрах, охватывающих широкий диапазон. от 0,05 мм (0,002 дюйма) до 100 мм (4 дюйма). Длина до 1000 мм (39 дюймов) доступна для использования в руке с электроприводом. инструменты. Геометрия и заточка режущих кромок имеют решающее значение для рабочих характеристик сверла.Пользователи часто выбрасывайте затупившиеся мелкие насадки и заменяйте их новыми, поскольку они недороги и их хорошо заточить сложно. Для более крупных бит доступны специальные шлифовальные приспособления. Специальный шлифовальный инструмент доступны для заточки или изменения формы режущих поверхностей на спиральных сверлах, чтобы оптимизировать сверло для конкретного материал. -Википедия Стандартная метрическая таблица размеров метчика и сверла
. | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||