Оптимальный диаметр сверла под резьбу
Ни одно разъемное соединение не может существовать без резьбового сочленения деталей. Надо сказать, что любые метизы, имеющие наружную резьбу, например болты, можно купить в любом специализированном магазине. С внутренней все намного сложнее. Она нарезается вручную или на специальных станках.
Классификация резьб.
Чтобы ее получить, необходимо сначала просверлить в заготовке отверстие, которое должно соответствовать диаметру инструмента, предназначенного для нарезки. Каждое такое отверстие требует определенного размера инструмента. Именно для этого подбирается диаметр сверла под резьбу.
Промышленность выпускает диаметры сверл совершенно разного размера. Он может начинаться с минимума, равного 0,5 мм, и заканчиваться большими коническими сверлами, размеры которых равны, как правило, 0,05 мм. Следовательно, сверлением можно получить самые разные отверстия, необходимые для выполнения технологического процесса.
Основные характеризующие параметры
Когда требуется сделать отверстия, имеющие большой диаметр, применяются специальные станки, в которых сверла сделаны с конусным хвостом.
Диаметр: 6-10 мм, конус: 11-22 2 мм.
Таблица подбора диаметра сверла под рузьбу.
Самые большие сверла обязательно имеют пятый конус. Когда необходимо сделать внутреннюю резьбу, диаметр отверстия подбирается по диаметру резьбы и величине резьбового шага. В инженерных чертежах такие данные показываются надписью М8×1. В этом случае буква «М», показывает метрическую резьбу, цифра обозначает шаг резьбы. Когда просто пишут «М8», без цифр, подразумевается применение стандартного крупного шага. Такой резьбовой шаг наиболее предпочтителен, так он стандартизован для большинства размеров.
Каждый диаметр требует наличие определенного размера отверстия. Для определения применяется специальная таблица, в которой указаны самые ходовые размеры.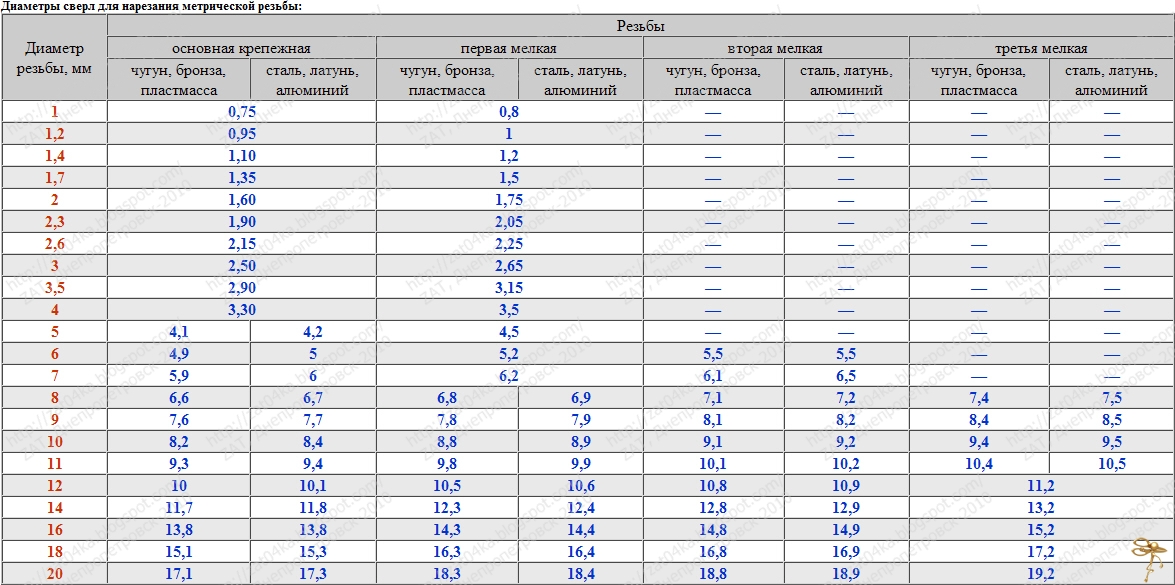 С ними сталкивается любой слесарь или домашний умелец.
С ними сталкивается любой слесарь или домашний умелец.
Вернуться к оглавлению
Нарезание резьбы: рекомендации
Своим внешним видом резьба напоминает винтовую канавку, имеющую постоянное сечение. Резьба имеет два вида:
- наружная;
- внутренняя.
Резьбовые соединения применяются практически везде. С их помощью можно придать вращению детали поступательное движение. Любой механизм, любая сложная машина не могут обойтись без резьбовых сочленений.
Она подразделяется на несколько групп:
- однозаходная;
- многозаходная.
Направление движения направляющих влияет на разделение резьбы на два вида:
- левая;
- правая.
Нарезание резьбы метчиком.
Имеется также подразделение резьбы на несколько видов согласно имеющейся системе размеров:
- трубная;
- метрическая;
- дюймовая.
Характеризует метрическую резьбу своеобразный профиль, имеющий вид треугольника. Его угол достигает 60°. Все измерения размеров проводят в миллиметрах. При большом шаге она маркируется цифрами с добавлением буквенного обозначения. Обычно цифры демонстрируют величину наружного диаметра. Каждый технический чертеж обязательно показывает характеристику резьбы типа “М6” или ее аналог. Когда хотят метрическую резьбу показать с нестандартным мелким шагом, специально добавляют число, показывающее шаг. Маркировка выглядит следующим образом: М6×0,6.
Его угол достигает 60°. Все измерения размеров проводят в миллиметрах. При большом шаге она маркируется цифрами с добавлением буквенного обозначения. Обычно цифры демонстрируют величину наружного диаметра. Каждый технический чертеж обязательно показывает характеристику резьбы типа “М6” или ее аналог. Когда хотят метрическую резьбу показать с нестандартным мелким шагом, специально добавляют число, показывающее шаг. Маркировка выглядит следующим образом: М6×0,6.
Другая величина угла профиля отличает специальную дюймовую резьбу. Он обычно достигает 55°. Величина отверстия показывается в дюймах, количеством ниток измеряется шаг.
Основным отличием трубной резьбы считается ее первоначальный диаметр, который базируется на размере трубного отверстия. В этом случае нарезка делается только снаружи.
Чтобы выполнить операцию нарезки, пользуются самым разным оборудованием, таким как:
- сверловочный станок;
- токарный парк;
- резьбонарезные приспособления.


Кроме механизированных способов, нарезка очень часто делается вручную. Чтобы получить внутреннюю резьбу, слесаря используют особые резьбовые метчики. Нарезка снаружи делается с помощью плашек.
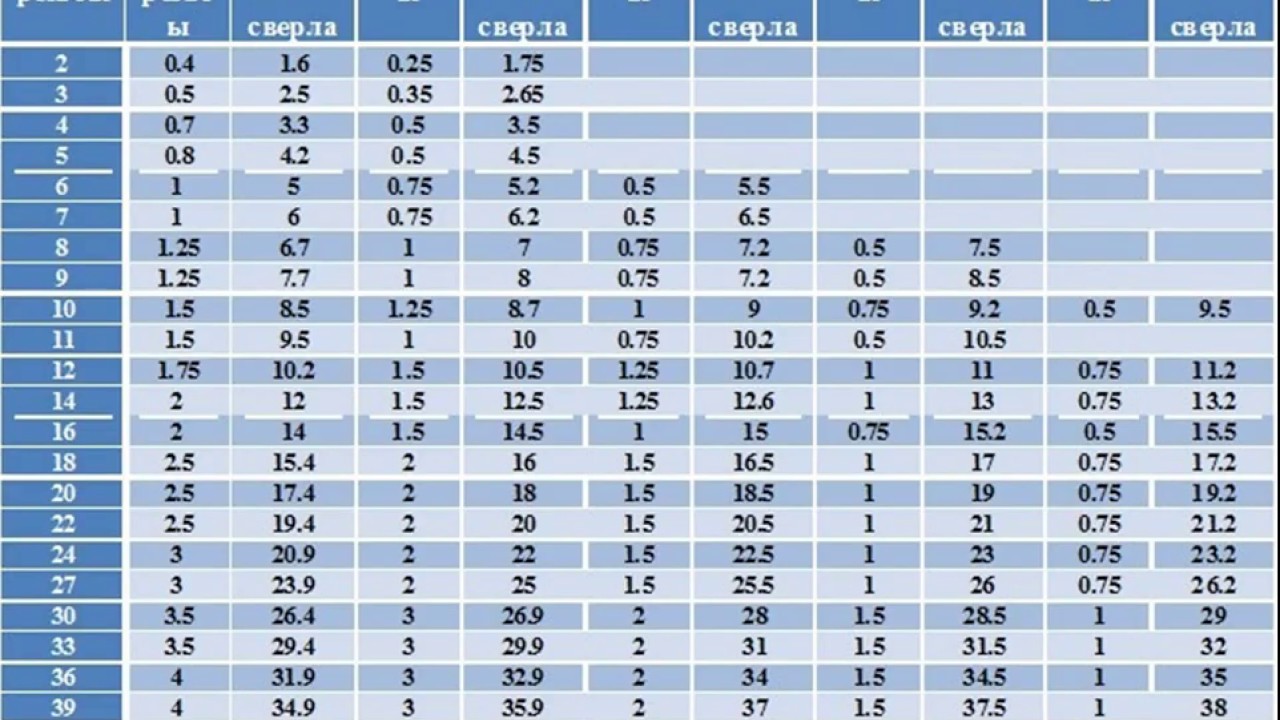
Таблица выбора метчиков для нарезания резьбы.
Метчики также подразделяются на несколько групп:
- метрические;
- дюймовые;
- трубные.
В большинстве случаев ручные метчики выпускаются в комплекте, куда входит три предмета. Первые два предназначены для предварительной операции, последний считается доводочным. Он создает окончательную резьбовую форму и нужные размеры. Абсолютно каждый метчик имеет свой номер, который маркирован на хвосте инструмента. Иногда метчиков бывает только два. Тогда один считается предварительным, а другой – чистовым. Материалом для метчиков служит высоколегированная сталь.
Применяя плашку, получают наружную резьбу. По своей конструкции этот инструмент делится на:
- круглые;
- призматические.
Для абсолютно круглых плашек применяется специальный вороток, получивший название плашкодержатель.
Вернуться к оглавлению
Как можно получить внутреннюю резьбу?
Необходимо сначала подобрать нужный размер сверла, чтобы проделать отверстие в том месте, где требуется нарезка.
Чтобы пользоваться метчиком, отверстие обрабатывают зенкером до получения определенной чистоты. Когда выполняется нарезка, происходит небольшое выдавливание материала.
Поэтому размер сверла нужно подбирать немного больше, чем его внутренний резьбовой диаметр.
Очень твердый металл не позволяет сильно изменяться величине отверстия, когда нарезается резьба.
Однако, когда материал имеет невысокую твердость, размер отверстия сильно меняется. Если величина отверстия совпадет с внутренним резьбовым диаметром, то начнет происходить выдавливание материала во время нарезки. Его излишки начнут воздействовать на зубья метчика.
Чтобы определить диаметр сверла, необходимо обратиться к помощи специальных таблиц, в которых указаны все необходимые параметры. Удачи!
Как подобрать сверло для метчиков?
- #Пресс-релизы
Выбирая сверло для метчиков, необходимо учитывать множество параметров. Какие именно параметры важны, рассказывают специалисты из петербургской компании ТКТ, занимающейся комплексной продажей и поставками станочной оснастки и металлорежущего инструмента на предприятия РФ, в том числе сверл и метчиков https://tkt-spb.ru/katalog/metchiki
6 «золотых» правил, на которые нужно опираться при выборе сверла под метчик:
Сверло должно подходить под материал заготовки.
Для большинства операций по нарезке
резьбы достаточно сверла из стали HSS
CO (быстрорежущей стали с добавлением
кобальта). Если резьба наносится на
материалы высокой твердости, лучше
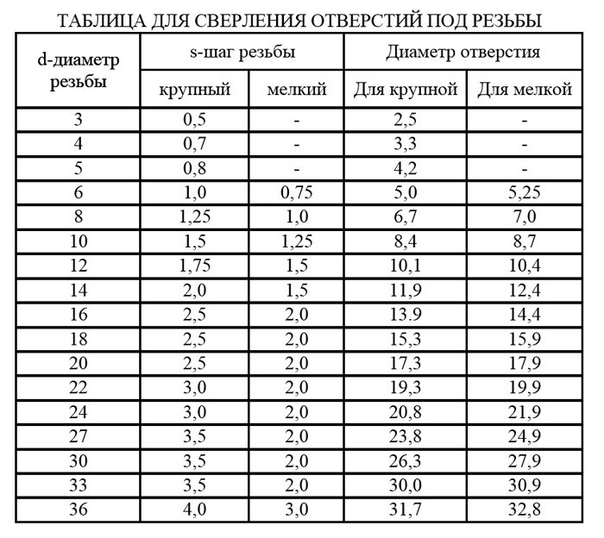
использовать твердосплавные сверла.Помимо основного типа материала заготовки, нужно учесть и его свойства. В зависимости от того, мягкий металл или твердый, будет различаться диаметр отверстия. Так, диаметр сверла под резьбу М8 в заготовках из твердых материалов составит 6.7 мм, а в мягких – 6.8 мм.
Если работаете с хрупкими материалами, например, с чугуном, необходимо уменьшить размер чернового отверстия 0,1 мм от рекомендованных по стандарту.
Все размеры отверстий и предельные отклонения диаметров можно найти в ГОСТ. Обязательно используйте сверла в соответствии с ГОСТами, тогда вероятность ошибки будет сведена к минимуму, на выходе будет качественная резьба.
В ГОСТах есть
размеры метрических метчиков, раскатников,
трубных, дюймов и других типов метчиков.Помните, что даже при одном и том же размере и шаге резьбы, диаметр отверстия под бесстружечные и классические метчики будет отличаться.
Перед нарезанием резьбы обработайте отверстие зенковкой и сделайте фаску. Эта процедура не займет много времени, зато позволит отцентрировать метчик и обеспечить проникновению в резьбу шпилек, болтов и т.д.
 Для большинства операций по нарезке
резьбы достаточно сверла из стали HSS
CO (быстрорежущей стали с добавлением
кобальта). Если резьба наносится на
материалы высокой твердости, лучше
использовать твердосплавные сверла.
Для большинства операций по нарезке
резьбы достаточно сверла из стали HSS
CO (быстрорежущей стали с добавлением
кобальта). Если резьба наносится на
материалы высокой твердости, лучше
использовать твердосплавные сверла. В ГОСТах есть
размеры метрических метчиков, раскатников,
трубных, дюймов и других типов метчиков.
В ГОСТах есть
размеры метрических метчиков, раскатников,
трубных, дюймов и других типов метчиков.Простой вариант подбора сверла для метчика – использование таблиц и ГОСТов. Если же по каким-то причинам, вы не можете воспользоваться популярными таблицами, есть и другой способ подбора.
Для
выбора сверла необходимо отнять от
номинального диаметра резьбы его шаг.
Например, вам нужно сделать нарезку
резьбы М10х1,5. В данном случае номинальный
размер резьбы составляет 10 мм, а шаг –
1,5 мм. Вычитаем одного из другого и
получаем, что для нарезки требуется
сверло с диаметром 8,5 мм.
Вычитаем одного из другого и
получаем, что для нарезки требуется
сверло с диаметром 8,5 мм.
Этот метод вполне рабочий, однако, специалисты «ТКТ» не рекомендуют использовать его на производственных предприятиях. Все-таки метод выдает лишь приблизительное значение, в отличие от подтвержденных ГОСТами таблиц. Подбором профессионального обработки металла должны заниматься профессионалы: операторы станков, инженеры и сотрудники специализированных компаний.
OOO «ТОП КАТ ТЕХНОЛОДЖИ»
Юридический адрес: Санкт-Петербург, Ключевая ул., 30, лит. А, пом. 404
ОГРН: 1157847230232
ИНН: 7804264528
На правах рекламы
Нашли ошибку в тексте? Выделите ее и нажмите Ctrl + Enter
версия для печати
Размер сверла для метчиков | МеталМарт Интернэшнл, Инк.
Запрос котировок:
Размеры метчиков (дюймы) для резьбы 75 %
Вы можете найти метчик для любого размера резьбы 60 градусов, вычесть один шаг из основного диаметра
Английский Пример для резьбы 3/8-16: . 375 – .0625 = .3125 метчик (5/16)
375 – .0625 = .3125 метчик (5/16)
Метрическая система Пример для резьбы M6 X 1: 6 мм – 1 мм = 5 мм метчик
| Размер метчика | Резьбовая форма | Метчик | Размер метчика | Резьбовая форма | Метчик | Размер метчика | Резьбовая форма | Метчик | ||
| 0-80 | УНФ | 3/64 | 10-24 | УНК | 25 | 1/2-20 | УНФ | 29/64 | ||
| 1-64 | УНК | 53 | 10-32 | УНФ | 21 | 16-12 сентября | УНК | 31/64 | ||
| 1-72 | УНФ | 53 | 12-24 | УНК | 16 | 16-18 сентября | УНФ | 33/64 | ||
| 2-56 | УНК | 50 | 12-28 | УНФ | 14 | 5/8-11 | УНК | 17/32 | ||
| 2-64 | УНФ | 50 | 14-20 | УНС | 10 | 5/8-18 | УНФ | 37/64 | ||
| 3-48 | УНК | 47 | 14-24 | УНС | 7 | 16. 11.11 11.11 | УНС | 19/32 | ||
| 3-56 | УНФ | 45 | 1/4-20 | УНК | 7 | 16-16.11 | УНС | 5/8 | ||
| 4-40 | УНК | 43 | 1/4-28 | УНФ | 3 | 3/4-10 | УНК | 21/32 | ||
| 4-48 | УНФ | 42 | 16-18.05 | УНК | Ф | 3/4-16 | УНФ | 16.11 | ||
| 5-40 | УНК | 38 | 16/5-24 | УНФ | я | 7/8-9 | УНК | 49/64 | ||
| 5-44 | УНФ | 37 | 3/8-18 | УНК | 5/16 | 7/8-14 | УНФ | 13/16 | ||
| 6-32 | УНК | 36 | 3/8-20 | УНФ | Q | 1-8 | УНК | 7/8 | ||
| 6-40 | УНФ | 33 | 16-14 июля | УНК | У | 1-12 | УНФ | 59/64 | ||
| 8-32 | УНК | 29 | 16.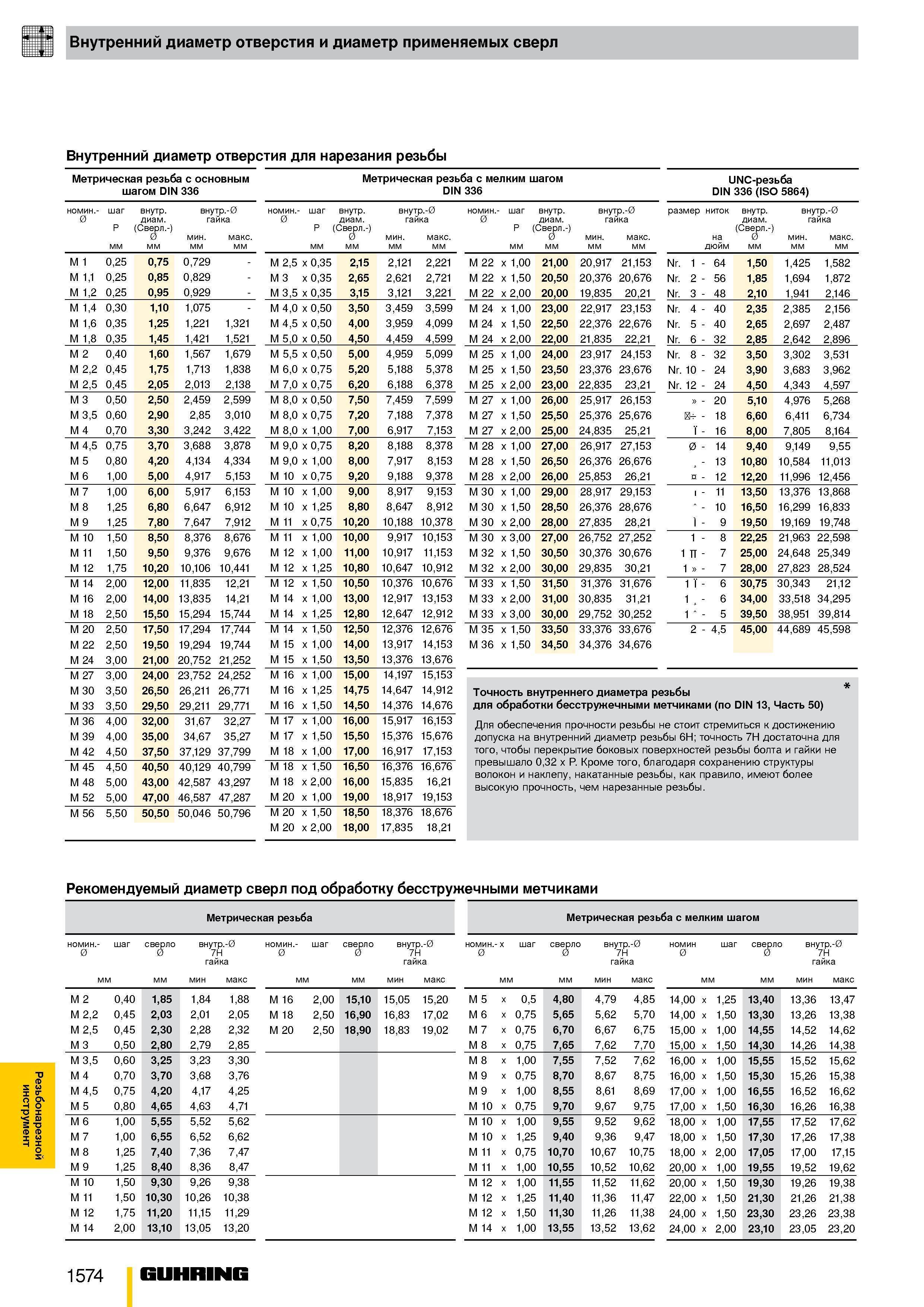 07.20 07.20 | УНФ | 25/64 | 1-14 | УНС | 15/16 | ||
| 8-36 | УНФ | 29 | 1/2-13 | УНК | 27/64 |
Поиск подходящего размера сверла для нарезания резьбы
Поделись этой записью Избегайте распространенных ошибок.
Одна из самых распространенных ошибок, которую допускают слесари при нарезании резьбы, — это использование сверла неправильного размера. Не специально конечно, просто большинство машинистов пользуются устаревшими схемами, разработанными еще в 19 веке.50-х, когда высокоскоростные сверла были нормой.
Чтобы снизить риск поломки резьбы, инженер-конструктор часто проявлял осторожность и указывал высокие проценты высоты резьбы в резьбовых отверстиях. Процент значений резьбы, которые указаны в старых таблицах сверления метчиков, в большинстве случаев выше, чем необходимо. Другая причина, по которой некоторые таблицы сверления резьбовых отверстий устарели, заключается в том, что большинство сверл для изготовления резьбовых отверстий были изготовлены из быстрорежущей стали или кобальта на момент создания таблиц. Многие отверстия под метчик в настоящее время создаются с помощью высокопроизводительных твердосплавных сверл, и эти твердосплавные сверла позволяют получить более точные отверстия, чем сверла из быстрорежущей стали. Высокоскоростные сверла обычно вырезают отверстия большего размера, чем твердосплавные сверла.
Процент значений резьбы, которые указаны в старых таблицах сверления метчиков, в большинстве случаев выше, чем необходимо. Другая причина, по которой некоторые таблицы сверления резьбовых отверстий устарели, заключается в том, что большинство сверл для изготовления резьбовых отверстий были изготовлены из быстрорежущей стали или кобальта на момент создания таблиц. Многие отверстия под метчик в настоящее время создаются с помощью высокопроизводительных твердосплавных сверл, и эти твердосплавные сверла позволяют получить более точные отверстия, чем сверла из быстрорежущей стали. Высокоскоростные сверла обычно вырезают отверстия большего размера, чем твердосплавные сверла.
Правильный выбор размера сверла для метчика повлияет на операцию обработки. Многие производители инструментов предлагают использовать процент значений резьбы от 60 до 70 процентов для большинства операций предварительного сверления. Увеличивая диаметр предварительно просверленного отверстия, слесарь может увеличить срок службы метчика за счет уменьшения усилия, необходимого для формирования резьбы. Важно понимать, что прочность нити не прямо пропорциональна проценту нити. По некоторым данным, 100-процентная резьба всего на пять процентов прочнее, чем 75-процентная резьба, но для ее создания требуется в три раза больший крутящий момент. Срок службы метчика значительно сокращается, чтобы теоретически увеличить прочность резьбы.
Важно понимать, что прочность нити не прямо пропорциональна проценту нити. По некоторым данным, 100-процентная резьба всего на пять процентов прочнее, чем 75-процентная резьба, но для ее создания требуется в три раза больший крутящий момент. Срок службы метчика значительно сокращается, чтобы теоретически увеличить прочность резьбы.
Например, нарезанная резьба 7/16-14 UNC обычно обозначается буквой «U» для сверления диаметром 9,3 мм (0,3680 дюйма) на большинстве старых таблиц метчиков, что соответствует 75-процентному значению для процента от резьба, но сверло диаметром 9,4 мм (0,3701 дюйма) может быть лучшим выбором. Немного больший диаметр сверла по-прежнему обеспечивает 73-процентную резьбу, что более чем приемлемо. Но это двухпроцентное уменьшение процента резьбы снизит крутящий момент на режущем инструменте и увеличит срок службы метчика. Как правило, чем прочнее материал, тем меньший процент резьбы требуется для удовлетворения проектных требований. В некоторых более твердых материалах, таких как никелевые сплавы, нержавеющая сталь и закаленные стали, можно нарезать резьбу всего лишь с 50 % диаметра резьбы.