Оптимальный диаметр сверла под резьбу
Ни одно разъемное соединение не может существовать без резьбового сочленения деталей. Надо сказать, что любые метизы, имеющие наружную резьбу, например болты, можно купить в любом специализированном магазине. С внутренней все намного сложнее. Она нарезается вручную или на специальных станках.
Классификация резьб.
Чтобы ее получить, необходимо сначала просверлить в заготовке отверстие, которое должно соответствовать диаметру инструмента, предназначенного для нарезки. Каждое такое отверстие требует определенного размера инструмента. Именно для этого подбирается диаметр сверла под резьбу.
Промышленность выпускает диаметры сверл совершенно разного размера. Он может начинаться с минимума, равного 0,5 мм, и заканчиваться большими коническими сверлами, размеры которых равны, как правило, 0,05 мм. Следовательно, сверлением можно получить самые разные отверстия, необходимые для выполнения технологического процесса.
Основные характеризующие параметры
Когда требуется сделать отверстия, имеющие большой диаметр, применяются специальные станки, в которых сверла сделаны с конусным хвостом.
Диаметр: 6-10 мм, конус: 11-22 2 мм.
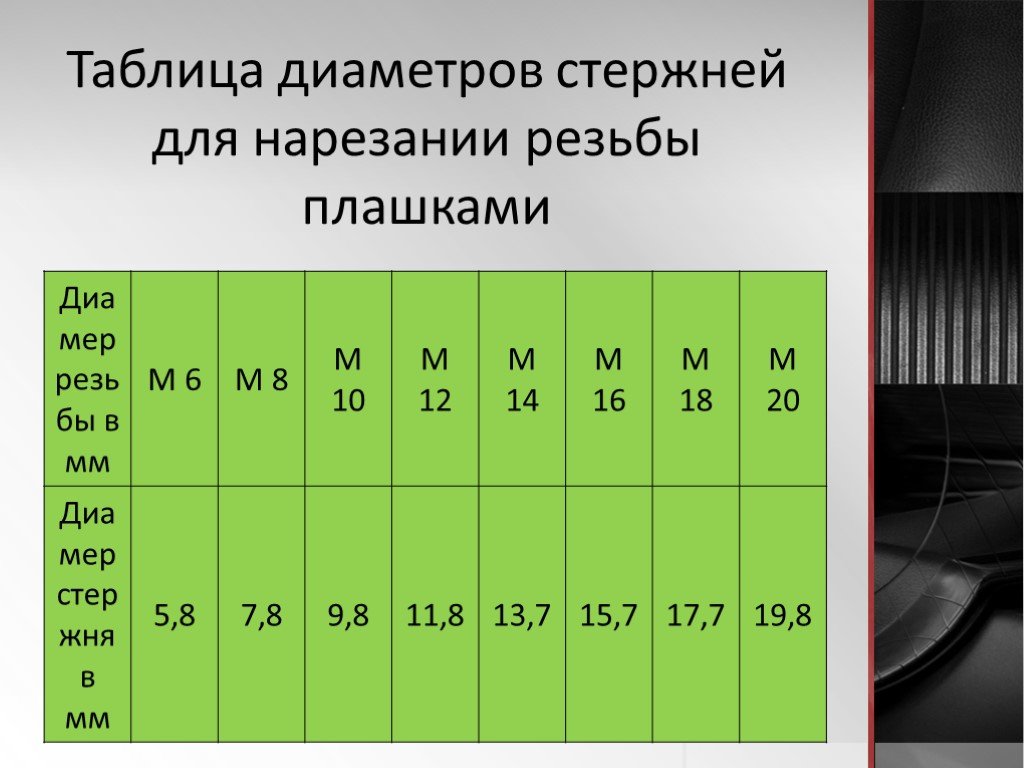
Таблица подбора диаметра сверла под рузьбу.
Самые большие сверла обязательно имеют пятый конус. Когда необходимо сделать внутреннюю резьбу, диаметр отверстия подбирается по диаметру резьбы и величине резьбового шага. В инженерных чертежах такие данные показываются надписью М8×1. В этом случае буква «М», показывает метрическую резьбу, цифра обозначает шаг резьбы. Когда просто пишут «М8», без цифр, подразумевается применение стандартного крупного шага. Такой резьбовой шаг наиболее предпочтителен, так он стандартизован для большинства размеров.
Каждый диаметр требует наличие определенного размера отверстия. Для определения применяется специальная таблица, в которой указаны самые ходовые размеры.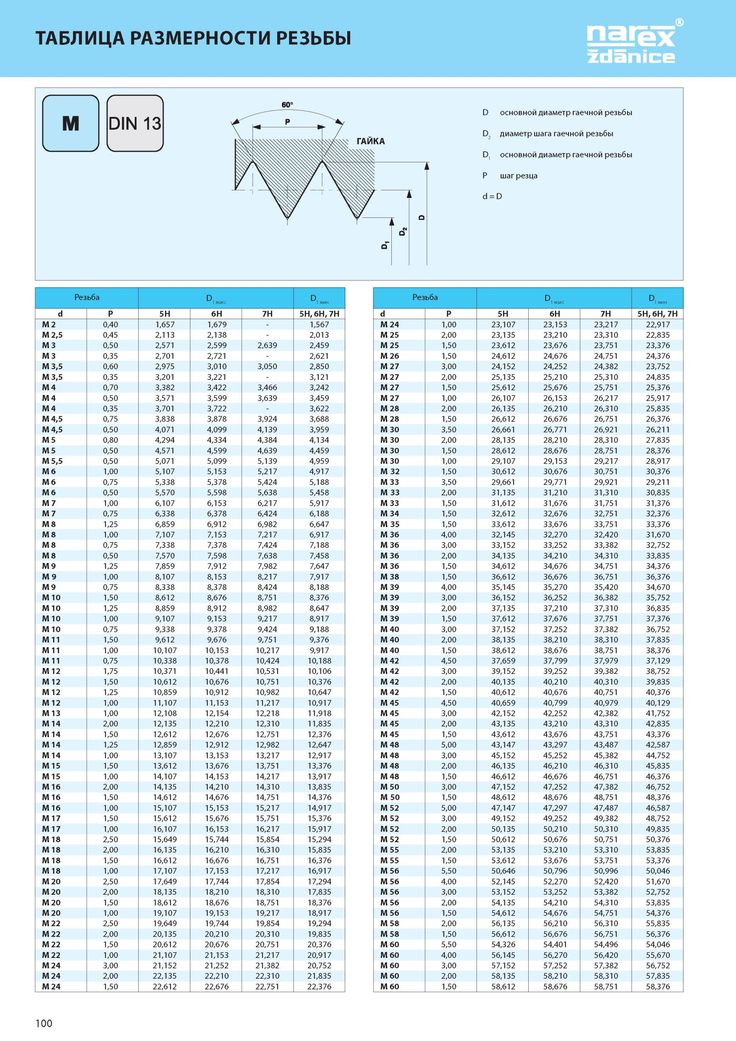 С ними сталкивается любой слесарь или домашний умелец.
С ними сталкивается любой слесарь или домашний умелец.
Вернуться к оглавлению
Нарезание резьбы: рекомендации
Своим внешним видом резьба напоминает винтовую канавку, имеющую постоянное сечение. Резьба имеет два вида:
- наружная;
- внутренняя.
Резьбовые соединения применяются практически везде. С их помощью можно придать вращению детали поступательное движение. Любой механизм, любая сложная машина не могут обойтись без резьбовых сочленений.
Она подразделяется на несколько групп:
- однозаходная;
- многозаходная.
Направление движения направляющих влияет на разделение резьбы на два вида:
- левая;
- правая.
Нарезание резьбы метчиком.
- трубная;
- метрическая;
- дюймовая.
Характеризует метрическую резьбу своеобразный профиль, имеющий вид треугольника. Его угол достигает 60°. Все измерения размеров проводят в миллиметрах. При большом шаге она маркируется цифрами с добавлением буквенного обозначения. Обычно цифры демонстрируют величину наружного диаметра. Каждый технический чертеж обязательно показывает характеристику резьбы типа “М6” или ее аналог. Когда хотят метрическую резьбу показать с нестандартным мелким шагом, специально добавляют число, показывающее шаг. Маркировка выглядит следующим образом: М6×0,6.
Его угол достигает 60°. Все измерения размеров проводят в миллиметрах. При большом шаге она маркируется цифрами с добавлением буквенного обозначения. Обычно цифры демонстрируют величину наружного диаметра. Каждый технический чертеж обязательно показывает характеристику резьбы типа “М6” или ее аналог. Когда хотят метрическую резьбу показать с нестандартным мелким шагом, специально добавляют число, показывающее шаг. Маркировка выглядит следующим образом: М6×0,6.
Другая величина угла профиля отличает специальную дюймовую резьбу. Он обычно достигает 55°. Величина отверстия показывается в дюймах, количеством ниток измеряется шаг.
Основным отличием трубной резьбы считается ее первоначальный диаметр, который базируется на размере трубного отверстия. В этом случае нарезка делается только снаружи.
Чтобы выполнить операцию нарезки, пользуются самым разным оборудованием, таким как:
- сверловочный станок;
- токарный парк;
- резьбонарезные приспособления.


Кроме механизированных способов, нарезка очень часто делается вручную. Чтобы получить внутреннюю резьбу, слесаря используют особые резьбовые метчики. Нарезка снаружи делается с помощью плашек.
Таблица выбора метчиков для нарезания резьбы.
Метчики также подразделяются на несколько групп:
- метрические;
- дюймовые;
- трубные.
В большинстве случаев ручные метчики выпускаются в комплекте, куда входит три предмета. Первые два предназначены для предварительной операции, последний считается доводочным. Он создает окончательную резьбовую форму и нужные размеры. Абсолютно каждый метчик имеет свой номер, который маркирован на хвосте инструмента. Иногда метчиков бывает только два. Тогда один считается предварительным, а другой – чистовым.
Применяя плашку, получают наружную резьбу. По своей конструкции этот инструмент делится на:
- круглые;
- призматические.
Для абсолютно круглых плашек применяется специальный вороток, получивший название плашкодержатель.
Вернуться к оглавлению
Как можно получить внутреннюю резьбу?
Необходимо сначала подобрать нужный размер сверла, чтобы проделать отверстие в том месте, где требуется нарезка.
Чтобы пользоваться метчиком, отверстие обрабатывают зенкером до получения определенной чистоты. Когда выполняется нарезка, происходит небольшое выдавливание материала.
Поэтому размер сверла нужно подбирать немного больше, чем его внутренний резьбовой диаметр.
Очень твердый металл не позволяет сильно изменяться величине отверстия, когда нарезается резьба.
Однако, когда материал имеет невысокую твердость, размер отверстия сильно меняется. Если величина отверстия совпадет с внутренним резьбовым диаметром, то начнет происходить выдавливание материала во время нарезки. Его излишки начнут воздействовать на зубья метчика. Они начнут нагреваться, начнет прилипать стружка. Такая резьба будет иметь рваные нитки, не исключена поломка метчика.
Они начнут нагреваться, начнет прилипать стружка. Такая резьба будет иметь рваные нитки, не исключена поломка метчика.
Чтобы определить диаметр сверла, необходимо обратиться к помощи специальных таблиц, в которых указаны все необходимые параметры. Удачи!
ПЕРЕХОДНИК С ДЮЙМОВОЙ РЕЗЬБЫ В МЕТРИЧЕСКУЮ
 Как же быть? Предлагаю быть смелее!
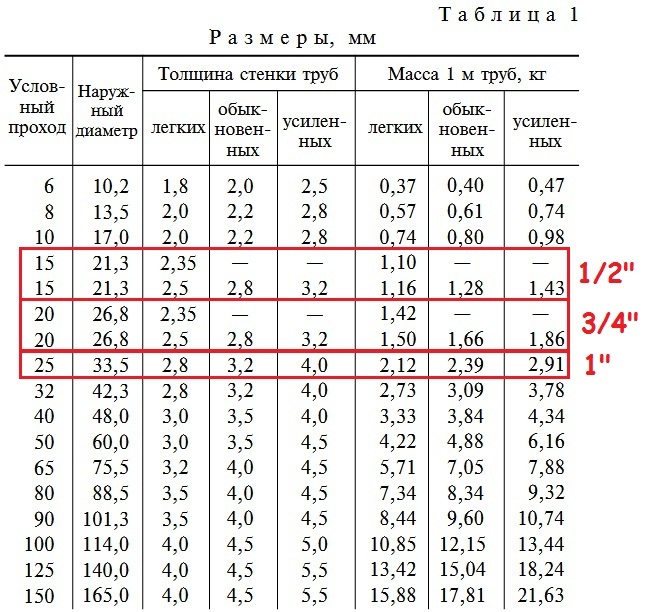
Как же быть? Предлагаю быть смелее!Таблица размеров резьбы дюймовой
Это таблица наиболее ходовых размеров дюймовой резьбы. Смотрим на первые два столбика. Слева диаметр дюймовой резьбы, справа её наружный диаметр в миллиметрах. Есть такие соотношения этих двух показателей, которые позволяют в случае крайней необходимости взять и перерезать дюймовую резьбу на метрическую. В качестве примера приведённое ниже описание произведённых работ.
Адаптируем резьбу в патроне
Приобрёл весьма симпатичный во всех отношениях сверлильный мини патрон китайского производства под свёрла диаметром от 0,5 до 3 мм, не вникая в то какая у него посадочная резьба.
Зря не вникнул, она оказалась дюймовой с размером одна четвёртая дюйма. Хвостовик, имевшийся у патрона, укоротил, срезав шестигранник. И стал использовать патрон в тандеме с ручными тисочками в качестве ручной сверлилки. По-своему тоже вещь необходимая в различных работах. А тем временем по возможности стал интересоваться, где найти токаря с настольным токарным станком, да ещё работающего по дюймовой резьбе.
Ручная сверлилка
Однажды мне это долгое и нудное мероприятие надоело. Нашёл вышеприведённую таблицу и определился, что ближайшая из метрических резьб к четверть дюйма, которая в диаметре равна 6,35 мм – это метрическая резьба М6. Раскрутил патрон и хорошенько смазав имевшуюся резьбу машинным маслом нарезал прямо по ней новую. И соединительной резьбой патрона стала резьба М6.
Разборка мини-патрона
Проверил её способность к удержанию вкрутив в патрон винт М6 и зажав через него в ручные тиски сделал от руки несколько отверстий 4 мм сверлом в толстом деревянном бруске. При работе не обнаружил абсолютно никакой разницы от смены резьб.
Наличие на патроне метрической соединительной резьбы позволило сделать переходник на вал электродвигателя самостоятельно. Зажав подходящую заготовку из пластмассы, которая уже имело внутреннее отверстие, в патрон электродрели (ИМХО так удобнее) нарезал на ней метчиком нужную резьбу.
Пластиковый переходник на резьбу
Вкрутил в патрон, вместо стоявшего там винта, необходимое количество, а излишек отрезал ножовкой по металлу.
Что получилось
Готовый патрон с самодельным переходником
В итоге патрон наконец-то занял давно уготованное ему место на валу электродвигателя марки YOHNSON (U питания 12 – 24 вольта, токопотребление до 1,1 ампера) от струйного принтера. Вот так рискнув (замечу осмысленно) удалось сменить резьбу и в результате теперь есть, кому помимо моих рук сверлить отверстия диаметром от полутора до двух с половиной миллиметров, причём даже в мягком металле. Автор – Babay iz Barnaula.
Форум
Размеры внутренней метрической резьбы и крепежа M50
Таблица размеров внутренней метрической резьбы Размеры крепежа M52 – M72
Метрические технические данные по ISO
Конструкция крепежа и винта/болта, формула и расчеты
 АНСИ/АСМЭ Б1.13М-1995. Эти размеры и классы резьбы представляют собой болты и винты, а также другие стандартные внутренние резьбы. Не используйте эти значения для стандартной метрической конструкции наружной резьбы. Все единицы измерения в мм.
АНСИ/АСМЭ Б1.13М-1995. Эти размеры и классы резьбы представляют собой болты и винты, а также другие стандартные внутренние резьбы. Не используйте эти значения для стандартной метрической конструкции наружной резьбы. Все единицы измерения в мм.Где:
H = P ( 3 1/2 / 2 ) = 0,866025 P
или
0,125H = 0,108253P
Метрическая система ISO | Шаг | Метрическая внутренняя резьба | |||||||
Допуск | Малый диаметр | Диаметр шага | Большой диаметр | Метчик | |||||
Мин. | Макс. | Мин. | Макс. | Мин. | Макс. | Базовый | |||
M52x5 | 5 | 6H | 46.587 | 47.297 | 48.752 | 49.067 | 52.000 | 53.037 | 47.000 |
M52x4 | 4 | 6H | 47.670 | 48.270 | 49. | 49.717 | 52.000 | 52.892 | 48.000 |
M52x3 | 3 | 6H | 48.752 | 49.252 | 50.051 | 50.331 | 52.000 | 52.713 | 49.000 |
M52x2 | 2 | 6H | 49.835 | 50.210 | 50.701 | 50,937 | 52.000 | 52,525 | 50.000 |
M52x1,5 | 1,5 | 6H | 50. | 50.676 | 51.026 | 51.238 | 52.000 | 52.429 | 50.500 |
M55x4 | 4 | 6H | 50.670 | 51.270 | 52.402 | 52.717 | 55.000 | 55.892 | 51.000 |
M55x3 | 3 | 6H | 51.752 | 52.252 | 53.051 | 53.331 | 55.000 | 55.713 | 52.000 |
M55x2 | 2 | 6ч | 52,835 | 53. | 53.701 | 53,937 | 55.000 | 55,525 | 53.000 |
M55x1,5 | 1,5 | 6H | 53.376 | 53.676 | 54.026 | 54.238 | 55.000 | 55.428 | 53.500 |
M56x6,5 | 6,5 | 6H | 48,964 | 49.814 | 51.778 | 52.178 | 56.000 | 57.338 | 49.500 |
M56x5,5 | 5,5 | 6H | 50. | 50.796 | 52.428 | 52.783 | 56.000 | 57.149 | 50.500 |
M56x4 | 4 | 6H | 51.670 | 52.270 | 53.402 | 53.717 | 56.000 | 56.892 | 52.000 |
M56x3 | 3 | 6H | 52.752 | 53.252 | 54.051 | 54.331 | 56.000 | 56.713 | 53.000 |
M56x2 | 2 | 6H | 53,835 | 54. | 54.701 | 54,937 | 56.000 | 56.525 | 54.000 |
M56x1,5 | 1,5 | 6H | 54.376 | 54.676 | 55.026 | 55.238 | 56.000 | 56.429 | 54.500 |
M56x1 | 1 | 6H | 54,917 | 55.153 | 55.350 | 55,540 | 56.000 | 56.334 | 55.000 |
M58x4 | 4 | 6H | 53. | 54.270 | 55.402 | 55.717 | 58.000 | 58.892 | 54.000 |
M58x3 | 3 | 6H | 54.752 | 55.252 | 56.051 | 56.331 | 58.000 | 58.713 | 55.000 |
M58x2 | 2 | 6H | 55,835 | 56.210 | 56.701 | 56,937 | 58.000 | 58,525 | 56.000 |
M58x1,5 | 1,5 | 6Н | 56. | 56.676 | 57.026 | 57.238 | 58.000 | 58.429 | 56.500 |
M60x5,5 | 5,5 | 6H | 54.046 | 54.796 | 56.428 | 56.783 | 60.000 | 61.149 | 54.500 |
M60x4 | 4 | 6H | 55.670 | 56.270 | 57.402 | 57.717 | 60.000 | 60.892 | 54.000 |
M60x3 | 3 | 6H | 56. | 57.252 | 58.051 | 58.331 | 60.000 | 60.713 | 57.000 |
M60x2 | 2 | 6H | 57.835 | 58.210 | 58.701 | 58,937 | 60.000 | 60,525 | 58.000 |
M60x1,5 | 1,5 | 6H | 58.376 | 58.676 | 59.026 | 59.238 | 60.000 | 60.428 | 58.500 |
M60x1 | 1 | 6H | 58,917 | 59. | 59.350 | 59.540 | 60.000 | 60.334 | 59.000 |
M62x4 | 4 | 6H | 57.670 | 58.270 | 59.402 | 59.717 | 62.000 | 62.892 | 58.000 |
M62x3 | 3 | 6H | 58.752 | 59.252 | 60.051 | 60.331 | 62.000 | 62.713 | 59.000 |
M62x2 | 2 | 6H | 59,835 | 60. | 60.701 | 60,937 | 62.000 | 62,525 | 60.000 |
M62x1,5 | 1,5 | 6H | 60.376 | 60.676 | 61.026 | 61.238 | 62.000 | 62.429 | 60.500 |
M63x1,5 | 1,5 | 6ч | 61.376 | 61.676 | 62.026 | 62.238 | 63.000 | 63.429 | 61.500 |
M64x6 | 6 | 6H | 57. | 58.305 | 60.103 | 60.478 | 64.000 | 65.241 | 58.000 |
M64x5,5 | 5,5 | 6H | 58.046 | 58.796 | 60.428 | 60.783 | 64.000 | 65.149 | 58.500 |
M64x4 | 4 | 6H | 59.670 | 60.270 | 61.402 | 61.717 | 64.000 | 64.892 | 60.000 |
M64x3 | 3 | 6H | 60. | 61.252 | 62.051 | 62.331 | 64.000 | 64.713 | 61.000 |
M64x2 | 2 | 6H | 61.835 | 62.210 | 62.701 | 62,937 | 64.000 | 64,525 | 62.000 |
M64x1,5 | 1,5 | 6H | 62.376 | 62.676 | 63.026 | 63.238 | 64.000 | 64.429 | 62.500 |
M64x1 | 1 | 6H | 62,917 | 63. | 63.350 | 63.540 | 64.000 | 64.334 | 63.000 |
M65x4 | 4 | 6H | 60.670 | 61.270 | 62.402 | 62.717 | 65.000 | 65.892 | 61.000 |
M65x3 | 3 | 6H | 61.752 | 62.252 | 63.051 | 63.331 | 65.000 | 65.713 | 62.000 |
M65x2 | 2 | 6H | 62. | 63.210 | 63.701 | 63,937 | 65.000 | 65,525 | 63.000 |
M65x1,5 | 1,5 | 6H | 63.376 | 63.676 | 64.026 | 64.238 | 65.000 | 65.428 | 63.500 |
M68x6 | 6 | 6H | 61.505 | 62.305 | 64.103 | 64.478 | 68.000 | 69.241 | 62.000 |
M68x4 | 4 | 6H | 63. | 64.270 | 65.402 | 65.717 | 68.000 | 68.892 | 64.000 |
M68x3 | 3 | 6H | 64.752 | 65.252 | 66.051 | 66.331 | 68.000 | 68.713 | 65.000 |
M68x2 | 2 | 6H | 65.835 | 66.210 | 66.701 | 66,937 | 68.000 | 68.525 | 66.000 |
M68x1,5 | 1,5 | 6H | 66. | 66.676 | 67.026 | 67.238 | 68.000 | 68.429 | 66.500 |
M68x1 | 1 | 6H | 66,917 | 67.153 | 67.350 | 67.540 | 68.000 | 68.334 | 67.000 |
M70x6 | 6 | 6H | 63.505 | 64.305 | 66.103 | 66.478 | 70.000 | 71.241 | 64.000 |
M70x4 | 4 | 6H | 65. | 66.270 | 67.402 | 67.717 | 70.000 | 70.892 | 66.000 |
M70x3 | 3 | 6H | 66.752 | 67.252 | 68.051 | 68.331 | 70.000 | 70.713 | 67.000 |
M70x2 | 2 | 6H | 67.835 | 68.210 | 68.701 | 68,937 | 70.000 | 70,525 | 68.000 |
M70x1,5 | 1,5 | 6H | 68. | 68.676 | 69.026 | 69.238 | 70.000 | 70.428 | 68.500 |
M72x6 | 6 | 6ч | 65.505 | 66.305 | 68.103 | 68.478 | 72.000 | 73.241 | 66.000 |
M72x4 | 4 | 6H | 67.670 | 68.270 | 69.402 | 69.717 | 72.000 | 72.892 | 68.000 |
M72x3 | 3 | 6H | 68. | 69.252 | 70.051 | 70.331 | 72.000 | 72.713 | 69.000 |
M72x2 | 2 | 6H | 69.835 | 70.210 | 70.701 | 70,937 | 72.000 | 72,525 | 70.000 |
M72x1,5 | 1,5 | 6H | 70.376 | 70.676 | 71.026 | 71.238 | 72.000 | 72.429 | 70.500 |
M72x1 | 1 | 6H | 70,917 | 71. | 71.350 | 71.540 | 72.000 | 72.334 | 71.000 |

 402
402 376
376 210
210 046
046 210
210 670
670 376
376 752
752 153
153 210
210 505
505 752
752 153
153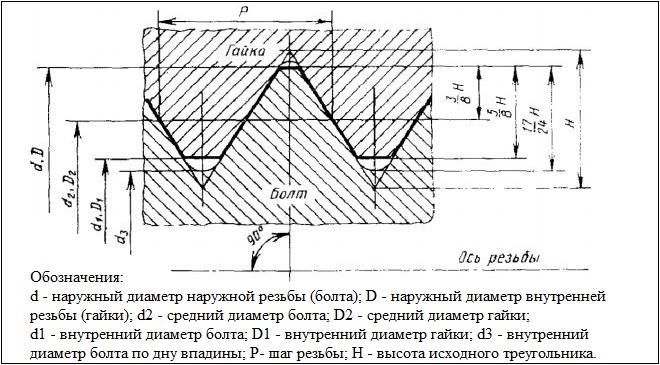 835
835 670
670 376
376 670
670 376
376 752
752 153
153Связанный:
- Руководство по проектированию аппаратного обеспечения дюймовых единиц ANSI
- Длина зацепления резьбы пер. Калькулятор, формула и таблица ISO 965-1. Длина зацепления сопрягаемой резьбы выбирается для использования полной прочности на растяжение болта до срезания и резьбы гайки.
- Стандартные размеры внутренней метрической резьбы и крепежа M 0,25 – M 8
- Размеры внутренней метрической резьбы и крепежа M 9 – M 24
- Размеры внутренней метрической резьбы и крепежа M 24 – M 50
- Размеры внутренней метрической резьбы и крепежа M75–M120
- Размеры внутренней метрической резьбы и крепежа M125–M180
- Размеры внутренней метрической резьбы и крепежа M185–M230
- Размеры внутренней метрической резьбы и крепежа M235 – M600
Калькулятор делительного диаметра
Создано Kenneth Alambra
Отзыв от Wojciech Sas, PhD и Steven Wooding
Последнее обновление: 24 октября 2022 г.
- Что такое делительный диаметр?
- Как пользоваться калькулятором шага метрической резьбы?
- Различные формулы расчета среднего диаметра
- Пример расчета среднего диаметра резьбы
- Хотите узнать больше?
- Часто задаваемые вопросы
Калькулятор делительного диаметра поможет вам определить один из основных размеров резьбовых крепежных изделий – средний диаметр. В этом калькуляторе вы узнаете:
- Что такое делительный диаметр;
- Как пользоваться калькулятором шага метрической резьбы;
- Различные формулы делительного диаметра; и
- Как рассчитать средний диаметр резьбы.
Готовы узнать о шаговых диаметрах? Тогда продолжайте читать 🙂.
Что такое делительный диаметр?
Резьба на резьбовых крепежных изделиях имеет три различных диаметра, необходимых для определения правильной посадки болтов в гайках или болтов в резьбовых отверстиях. Этими тремя диаметрами являются большой диаметр, меньший диаметр и средний диаметр, как показано на диаграмме ниже:
На приведенной выше диаграмме также видно, что толщина резьбы и расстояние между двумя витками равны по делительному диаметру. В то же время сумма этих расстояний также соответствует шагу резьбы , отсюда и название делительного диаметра. Узнайте больше о шаге резьбы, воспользовавшись нашим калькулятором шага резьбы.
В то же время сумма этих расстояний также соответствует шагу резьбы , отсюда и название делительного диаметра. Узнайте больше о шаге резьбы, воспользовавшись нашим калькулятором шага резьбы.
Прежде чем мы узнаем, как найти значение делительного диаметра, давайте сначала обсудим, как использовать этот калькулятор делительного диаметра в следующем разделе этого текста.
🙋 Обратите внимание, что этот инструмент работает только как калькулятор шагового диаметра метрической резьбы ISO . Это означает, что все расчеты, которые выполняет этот инструмент, относятся только к резьбе с углом 60º в соответствии с метрическими стандартами ISO.
Как пользоваться калькулятором шага метрической резьбы?
Предположим, мы хотим рассчитать средний диаметр болта M25 × 1,5 – 6g\text{M25 × 1,5 – 6g}M25 × 1,5 – 6g. Так как это условное обозначение метрической резьбы болта, наш первый шаг:
- Выбираем
размеры внешней резьбыдля варианта того, что мы хотим рассчитать. - Затем мы выбираем 1,5 мм\маленький{1,5\ \text{мм}}1,5 мм для шага резьбы и вводим 25 мм\маленький{25\ \text{мм}}25 мм для Основной диаметр .
- Затем мы выбираем 6\small{6}6 и g\small{\text{g}}g для класса допуска и положения допуска соответственно.
После выполнения этих шагов мы уже должны получить значения для основной диаметр 24,026 мм\малый{24,026\ \text{мм}}24,026 мм, максимальный диаметр 23,994 мм\малый{23,994\ \text{мм}}23,994 мм и минимальный шаг диаметр 23.850 мм\маленький{23.850\ \text{мм}}23.850 мм.
Если вы хотите увидеть предварительные значения, используемые для получения этих значений делительного диаметра, перейдите в расширенный режим калькулятора. При этом отобразятся значения основного отклонения и допусков, , верхнее отклонение (es\small{es}es) и допуск диаметра делителя (Td2\small{T_\text{d2}}Td2) и высота основного треугольника (H\small{H}H) резьбы.
В следующем разделе этого текста мы обсудим различные формулы, которые мы используем в нашем калькуляторе делительного диаметра.
Различные формулы делительного диаметра
Из нашего обсуждения того, как использовать калькулятор делительного диаметра, мы знаем, что нам нужны значения основного основного диаметра и шага резьбы, которую мы исследуем. Зная эти значения, мы можем легко найти базовый диаметр делителя, используя эту формулу:
d2=d−(3×3×P8)d_2 = d – \left(3\times \sqrt{3} \times \frac{P}{8}\right)d2=d−(3×3
×8P)
где:
- d2d_2d2 – Основной делительный диаметр ;
- ddd – Основной основной диаметр ; и
- PPP – Шаг резьбы .
Мы получаем эту формулу, подставляя значение высоты фундаментального треугольника нити, HHH, которое равно (3)×P2\small{(\sqrt{3}) \times \frac{P}{2}}( 3)×2P в это уравнение d2=d−(2×38)×H\small{d_2 = d – (2 \times \frac{3}{8}}) \times Hd2=d−(2 ×83)×H, где это означает, что 38 H\small{\frac{3}{8}\ \text{of}\ H}83 H вычитается с обеих сторон основного большого диаметра, как показано ниже:
💡 Альтернативное уравнение для определения делительного диаметра: Часть 3×38\small{3\times\frac{\sqrt{3}}{8}}3×83 приведенной выше формулы равна 0,64951 или приблизительно 0,6495 .
Теперь, когда мы знаем, как найти базовое значение делительного диаметра, давайте теперь выясним максимальное и минимальное пределы делительного диаметра. Вот уравнения, которые мы используем, чтобы найти эти значения:
Для внешней резьбы (болт или винт) средний диаметр (d₂):
- d2max=d2+esd_\text{2max} = d_2 + esd2max=d2+es
- d2min=d2+es-Td2d_\text{2min} = d_2 + es – T_\text{d2}d2min=d2+es-Td2
Для внутренней резьбы (гайка или резьбовое отверстие) средний диаметр (D₂):
- D2max=D2+EI+TD2D_\text{2max} = D_{2} + EI + T_\text{D2}D2max =D2+EI+TD2
- D2мин=D2+EID_\текст{2мин} = D_{2} + EID2мин=D2+EI
где:
- эсэсес и ЭЭИЭИ – основных отклонений , верхнее и нижнее отклонения соответственно; и
- Td2T_\text{d2}Td2 и TD2T_\text{D2}TD2 – допуск на диаметр шага резьбы для наружной и внутренней резьбы соответственно.
Основные отклонения и допуски — это мельчайшие допуски, которые мы применяем к резьбе, чтобы дать резьбовым соединениям некоторое пространство для маневра, когда они соединяются вместе. Мы можем либо сделать так, чтобы они сидели очень плотно, либо иметь больше места для маневра, но мы не можем спилить нити так, чтобы они стали очень свободными даже при рекомендованных 9.0005 момент затяжки болтов . Изучите физику того, какой крутящий момент требуется болту для достаточной затяжки, с помощью нашего калькулятора крутящего момента болта.
Мы можем либо сделать так, чтобы они сидели очень плотно, либо иметь больше места для маневра, но мы не можем спилить нити так, чтобы они стали очень свободными даже при рекомендованных 9.0005 момент затяжки болтов . Изучите физику того, какой крутящий момент требуется болту для достаточной затяжки, с помощью нашего калькулятора крутящего момента болта.
Мы можем рассчитать основные отклонения, eseses и EIEIEI в зависимости от положения допуска резьбы:
Для наружной резьбы:
- Для положения и : es=−(50+11×P)/1000\small{ es = -(50 + 11 х P)/1000} es=-(50+11×P)/1000;
- Для позиции f : es=−(30+11×P)/1000\small{es = –(30 + 11×P)/1000}es=−(30+11×P)/1000 ;
- Для г позиции : es=−(15+11×P)/1000\small{es = –(15 + 11×P)/1000}es=−(15+11×P)/1000; и
- Для позиции ч : es=0\small{es = 0}es=0.
Для внутренней резьбы:
- Для G положение: EI=(15+11×P)/1000\small{EI = (15 + 11 \×P)/1000}EI=(15+11×P) )/1000; и
- Для позиции H : EI=0\small{EI = 0}EI=0.

С другой стороны, мы определяем значения допуска 9{0,1} / 1000)}TD2(n)=k×(90×P0,4×d0,1/1000) Они почти одинаковы, но их множители, k\small{k}k, зависят от степени допуска резьбы, определяемой значением n\small{n}n. Для степени допуска 6 для внешней резьбы мы должны использовать 1,0\small{1,0}1,0 для значения k\small{k}k. Мы можем увидеть другие значения k\small{k}k в таблице ниже: n к для T d2 ( n ) для T D2 ( n ) 3 0,50 — 4 0,63 0,85 5 0,80 1,06 6 1,00 1,32 7 1,25 1,70 8 1,60 2. 9 2,00 — Допустим, у нас есть болт M30×2-6h , и мы хотим определить его шаг резьбы. Мы знаем, что наш болт имеет основной диаметр 30 мм и шаг резьбы 2 мм , учитывая условное обозначение резьбы. Отсюда мы уже можем рассчитать базовый диаметр болта, как показано ниже: d2=d−(3×3×P8)=30 мм−(3×3×2 мм8)=28,701 мм\scriptsize
\начать{выравнивать*}
d_2 &= d – \left(3\times \sqrt{3} \times \frac{P}{8}\right)\\
&= 30\ \text{mm} – \left(3\times \sqrt{3} \times \frac{2\ \text{mm}}{8}\right)\\
&= 28,701\ \text{мм}
\end{align*}d2=d−(3×3 ×8P)=30 мм−(3×3 ×82 мм)=28,701 мм Поскольку наш болт имеет класс точности 6h , мы можем использовать таблицу из предыдущего раздела найти множитель k\small{k}k равным 1 , а из списка формул основного отклонения мы знаем, что es=0 mm\small{es = 0\ \text{mm}}es= 0 мм. Td2(n)=k×(90×P0,4×d0,1)1000Td2(6)=1×( 90×2 мм0,4×30 мм0,1)1000=(9{0.1})}{1000}\\\\
&= (90 х 1,31950 х 1,40511)/1000\\
&= 0,16687\ \text{мм}
\end{align*}Td2(n)Td2(6)=k×1000(90×P0,4×d0,1)=1×1000(90×2 мм0,4×30 мм0,1) =(90×1,31950×1,40511)/1000=0,16687 мм Наконец, мы можем найти максимальный делительный диаметр следующим образом: размер сценария
\начать{выравнивать*}
d_\text{2max} &= d_2 + es\\
&= 28,701\ \text{мм} + 0\ \text{мм}\\
&= 28,701\ \text{мм}
\end{align*}d2max=d2+es=28,701 мм+0 мм=28,701 мм И минимальный диаметр шага : d2min=d2+es-Td2=28,701 мм+0 мм−0,16687 мм=28,534 мм\scriptsize
\начать{выравнивать*}
d_\text{2min} &= d_2 + es – T_{d2}\\
&= 28,701\ \text{мм} + 0\ \text{мм} – 0,16687\ \text{мм}\\
&= 28,534\ \text{мм}
\end{align*}d2min=d2+es-Td2=28,701 мм+0 мм-0,16687 мм=28,534 мм Если вы нашли этот калькулятор полезным, возможно, вы также найдете информативным наш калькулятор диаметра болта. Делительный диаметр зубчатого колеса — это диаметр делительной окружности зубчатого колеса, радиус которой равен расстоянию от центра зубчатого колеса до его делительной точки . Точка тангажа — это точка, в которой две шестерни взаимодействуют друг с другом. В отличие от резьбовых крепежных изделий, где внешняя и внутренняя резьбы должны иметь одинаковый шаг и диаметр резьбы для идеального сопряжения, шестерни могут соединяться друг с другом, даже если у них разные диаметры шага, если они имеют одинаковый шаг шестерни. Допустим, у вас есть болт с метрической резьбой с наружным диаметром (или большим диаметром) 20 мм и резьбой с шагом 1,5 мм . Вы можете использовать формулу средний диаметр = большой диаметр – 0,6495 × шаг резьбы , если вы знаете большой диаметр рассматриваемой внутренней резьбы. С другой стороны, вы также можете измерить внутренний диаметр внутренней резьбы с помощью штангенциркуля, а затем использовать это уравнение: диаметр делителя = внутренний диаметр + 0,4330 × шаг резьбы . Пределы делительного диаметра — это максимальный и минимальный делительные диаметры, которые может иметь резьбовое соединение . Установка предельных значений диаметра резьбы обеспечивает стандартные припуски для каждой изготавливаемой резьбы в зависимости от предпочтительного допуска. 12
12 Как рассчитать средний диаметр резьбы пример
 Затем мы можем получить допуск Td2\small{T_{d2}}Td2 с помощью следующего уравнения:
Затем мы можем получить допуск Td2\small{T_{d2}}Td2 с помощью следующего уравнения: Хотите узнать больше?
 Этот инструмент поможет вам оцените расположение отверстий по кругу, особенно при сверлении отверстий под болты на фланце.
Этот инструмент поможет вам оцените расположение отверстий по кругу, особенно при сверлении отверстий под болты на фланце. Часто задаваемые вопросы
Что такое средний диаметр шестерни?
Как узнать диаметр делителя?

Как определить средний диаметр внутренней резьбы?
Каковы ограничения по делительному диаметру?