Как варить инверторной сваркой советы новичкам
Что такое сварочный инвертор и как он работает
Инвертором это устройство назвали потому, что он преобразует переменный ток сети 220 В с частотой 50 Гц, в высокочастотные колебания, а затем — в постоянный ток. При этом устройство имеет высокий КПД: порядка 85-90% и даже при довольно больших нагрузках счетчик «мотает» немного. Во всяком случае, бешеные счета вам оплачивать не придется. Расход будет чуть выше, чем без сварки, но ненамного.
Этот небольшой ящик и есть инверторный сварочный аппарат
Большинство инверторных сварочных аппаратов работают от бытовой сети 220 В (есть аппараты и от 380 В). И это — один из их плюсов. Причем, они практически никак на нее не влияют, т.е. не «садят» напряжение. Насчет соседей будьте спокойны: они и не будут знать, что вы занимаетесь сваркой. Второй немаловажный плюс в том, что они более-менее нормально могут работать и при пониженном напряжении. Нужно, конечно, смотреть в характеристиках, но при 170 В большая их часть еще позволяет работать электродом 3 мм.
Что еще хорошо для новичков — что дугу при инверторной сварке и получить и удержать легче. И вообще, по мнению многих варит от «мягче» и дуга у него «легче». Так что хотите научится варить — пробуйте сначала инверторной сваркой.
Основы сварки инвертором
Для начала разберемся в конструкции сварочного инвертора. «Начинку» рассматривать не будем, осмотрим, что есть сверху и чем придется пользоваться.
Из чего состоит инверторный сварочный аппарат (Чтобы увеличить размер картинки щелкните по ней правой клавишей мышки)
Этот аппарат представляет собой небольшой металлический ящик, который в зависимости от мощности весит от 3 кг до 6-7 кг. Корпус обычно металлический, некоторые производители делают в нем вентиляционные отверстия — для лучшего охлаждения «начинки» (большей частью — трансформатора). Для переноски есть ремень, иногда есть еще и ручка: ремень надевают на плечо, если работа требует передвижения.
На одной из панелей есть клавиша или тумблер включения питания. В лицевой части расположены индикаторы питания и перегрева. Также есть ручки выставления напряжения и сварочного тока. Также на передней панели есть два выхода — «+» и «-» к которым подключаются рабочие кабели. Один кабель заканчивается зажимом-прищепкой, который цепляют к детали, второй — держателем электрода. Разъем подключения кабеля электропитания находится, как правило, сзади. Вот собственно, все.
При покупке инвертора обратите внимание, чтобы кабели были достаточно длинными и гибкими: так удобнее работать. Именно на недостаточно длинные и жесткие рабочие кабели больше всего нареканий у пользователей популярной марки сварочных инверторных аппаратов «Ресанта»
Общие принципы работы с инверторным сварочным аппаратом рассказаны в этом видео.
Сварка инвертором для начинающих
Как при любой электросварке, расплавление металла происходит за счет теплоты электрической дуги. Она возникает между сварочным электродом и свариваемым металлом. Для создания дуги их подключают к противоположным полюсам: на один подают «+», на второй «-«.
Она возникает между сварочным электродом и свариваемым металлом. Для создания дуги их подключают к противоположным полюсам: на один подают «+», на второй «-«.
При подключении электрода к «минусу» а детали к «плюсу» соединение называют «прямым». Если на электрод подан «плюс» — подключение — обратное. И тот и другой вариант используются при сварке, но только для металлов разной толщины: обратную — для сварки тонких металлов; прямую — для сварки толстых металлов (толщиной более 3 мм). Но это — не непреложное правило, иногда поступают наоборот.
Прямая и обратная полярность подключения на сварочном инверторе
Чем на практике вызвано такое разделение? Физикой процесса. Электроды при возникновении дуги движутся от минуса к плюсу. И передают при этом положительно заряженной поверхности еще и свою энергию, увеличивая ее температуру. Потому тот элемент, который подключен к положительному выходу, нагревается больше. При сварке металлов достаточной толщины их нужно хорошо разогревать, чтобы они сплавились и шов был качественный. Потому на них подают «+». Тонкий металл, наоборот, от перегрева может прогореть и к нему цепляют «минус», сильнее разогревая электрод, с которого в шов поступает больше расплавленного металла.
Потому на них подают «+». Тонкий металл, наоборот, от перегрева может прогореть и к нему цепляют «минус», сильнее разогревая электрод, с которого в шов поступает больше расплавленного металла.
Правильно варить металл инвертором можно только если электрод хорошо вами контролируется. Для этого нужно держак взять правильно. Как это сделать, смотрите в видео.
Как при сварке образуется шов
Чтобы азы сварки инвертором были понятнее, рассмотрим, что происходит при образовании шва. Для начала уточним, что сварочный электрод для сварки металлов состоит из металлического сердечника и обмазки — специального покрытия, которое закрывает область сварки от контакта с кислородом, содержащимся в воздухе. Подробнее об электродах для инверторов читайте тут.
Теперь собственно о процессе сварки. Электрическая дуга образуется при контакте сердечника электрода и металла (как разжечь дугу читайте чуть ниже). При этом начинает гореть обмазка. Она частично расплавляется, переходя в жидкое состояние, частично превращается в газы. Эти газы окружают зону сварки — сварную ванну. Они не дают «прорваться» к расплавленному металлу кислороду из воздуха. Та часть обмазки, которая перешла в жидкое состояние, покрывает расплавленный металл, создавая второй слой защиты. После остывания она превращается в шлак, который коркой покрывает шов. И на этом этапе шлак защищает горячий еще металл от кислорода.
Эти газы окружают зону сварки — сварную ванну. Они не дают «прорваться» к расплавленному металлу кислороду из воздуха. Та часть обмазки, которая перешла в жидкое состояние, покрывает расплавленный металл, создавая второй слой защиты. После остывания она превращается в шлак, который коркой покрывает шов. И на этом этапе шлак защищает горячий еще металл от кислорода.
Как происходит сварка инвертором
Но шлак и защита — далеко не единственный процесс, который при этом происходит, и который нужно контролировать. При сварке необходимо следить за тем, чтобы место соединения двух кусков металла прогревалось равномерно и достаточно. Обе детали должны расплавиться на одинаковое расстояние от края. Чтобы прогрев был равномерным, нужно удерживать одинаковое расстояние от кончика электрода до детали. Делать это не очень просто: электрод в время сварки плавится, и частицы его расплавленного металла дугой переносятся в шов. Потому приходится держатель электрода постепенно пододвигать ближе к детали. Но и на этом еще не заканчивается техника сварки электродом. Нужно еще его кончиком «выписывать» некоторые фигуры — зигзаги, круги, елочки и т.д. Они позволяют сделать шов шире и сплавить две детали вместе. Самые распространенные движения электрода представлены на фото ниже.
Но и на этом еще не заканчивается техника сварки электродом. Нужно еще его кончиком «выписывать» некоторые фигуры — зигзаги, круги, елочки и т.д. Они позволяют сделать шов шире и сплавить две детали вместе. Самые распространенные движения электрода представлены на фото ниже.
Движения электрода при сварке инвертором: для начинающих сварщиков нужно отработать несколько движений до автоматизма
То есть, двигать электрод нужно из стороны в сторону на ширину шва по одной из этих траекторий, следить при этом за тем, в каком состоянии находится сварная ванна, и еще опускать по мере прогорания электрод, поддерживая расстояние до детали постоянным. Вот такая непростая задача стоит перед тем, кто хочет научиться варить металл. Сварочным инвертором это проще — дуга постоянная и не скачет, но поначалу у вас может не получиться.
В этом видео с очень большим замедлением показан процесс переноса частиц металла с электрода в сварную ванну и то, как она формируется.
Как научиться сваривать металл инвертором
Начинают обучение с розжига дуги.
Начинают работу с подключения сварочных кабелей. Затем в держатель вставляют выбранный электрод (для начала возьмите МР 3 диаметром 3 мм — они легко зажигаются и хорошо варят). После включают питание, выставляют сварочный ток (смотрите таблицу). Для электрода 3 мм диаметром выставляют ток 90-120 А. Ток в процессе сварки может корректироваться. Если вы видите, что получается не валик, а просто какие-то несвязные полоски, увеличьте его. Если же наоборот, металл очень жидкий и двигать сварную ванну сложно, уменьшайте. Настройки очень сильно зависят от аппарата и выбранного электрода. Так что пробуйте, меняйте. Выставив ток надевают маску сварщика (новичкам будет проще работать в
Общие рекомендации по выбору диаметра электрода в зависимости от толщины металла
Сварка инвертором для начинающих начинается с обучения розжигу дуги. Есть два метода: несколько раз стукнуть кончиком электрода по детали или чиркнуть им, как спичкой. Оба метода работают. Каким вам будет удобнее, тем и пользуйтесь. Но на будущее учтите, что чиркать нужно вдоль линии шва — чтобы следов на изделии не оставалось. Чтобы устойчиво разжигать дугу вам придется поупражняться некоторое время и сжечь несколько электродов.
Есть два метода: несколько раз стукнуть кончиком электрода по детали или чиркнуть им, как спичкой. Оба метода работают. Каким вам будет удобнее, тем и пользуйтесь. Но на будущее учтите, что чиркать нужно вдоль линии шва — чтобы следов на изделии не оставалось. Чтобы устойчиво разжигать дугу вам придется поупражняться некоторое время и сжечь несколько электродов.
Когда дуга зажигается уже без проблем, можно двигаться дальше — осваивать движения. Делают это прокладывая на толстом металле валики. На металлической пластине рисуете мелом черту, которая будет заменять вам шов. Потом зажигаете дугу. В том месте, куда она уперлась, плавится металл и покрывается пленкой жидкого шлака. Это место называют сварочной ванной. Вот ее и придется вам двигать вдоль нарисованной линии. Делают это одним из движений, показанных на рисунке выше.
Чтобы ванна двигалась, электрод нужно немного наклонить, примерно под углом 50-45°. У кого-то угол больше, у кого-то меньше. Вообще, наклоняя электрод, вы меняете размеры (ширину) сварной ванны. Можете поэкспериментировать: в сварке очень много разных техник и важно только чтобы шов был качественным, а как вы этого добьетесь — ваше дело, тем более, что работать вы будете на себя и для себя.
Можете поэкспериментировать: в сварке очень много разных техник и важно только чтобы шов был качественным, а как вы этого добьетесь — ваше дело, тем более, что работать вы будете на себя и для себя.
Есть два основных рабочих положения электрода: углом вперед, и углом назад. При сварке углом вперед получаем меньший нагрев, шов получится шире. Эту технику используют при сварке тонких металлов. Толстые сваривают, как правило, углом назад.
Положения электрода при сварке и их использование
Но угол наклона — это не все параметры, которые придется выдерживать. Есть еще длина дуги. Это расстояние от кончика электрода до поверхности детали. Средняя дуга — 2-3 мм, короткая — 1 мм или вообще впритык, длинная — 5 мм и больше — до отрыва. Практика начинается с работы на средней длине дуги. Выдерживайте до металла 2-3 мм. Тогда шов будет получатся ровнее и качественнее: при слишком большом зазоре дуга начинает скакать, прогрев металла недостаточный, шов получается размазанным, соединение ненадежным.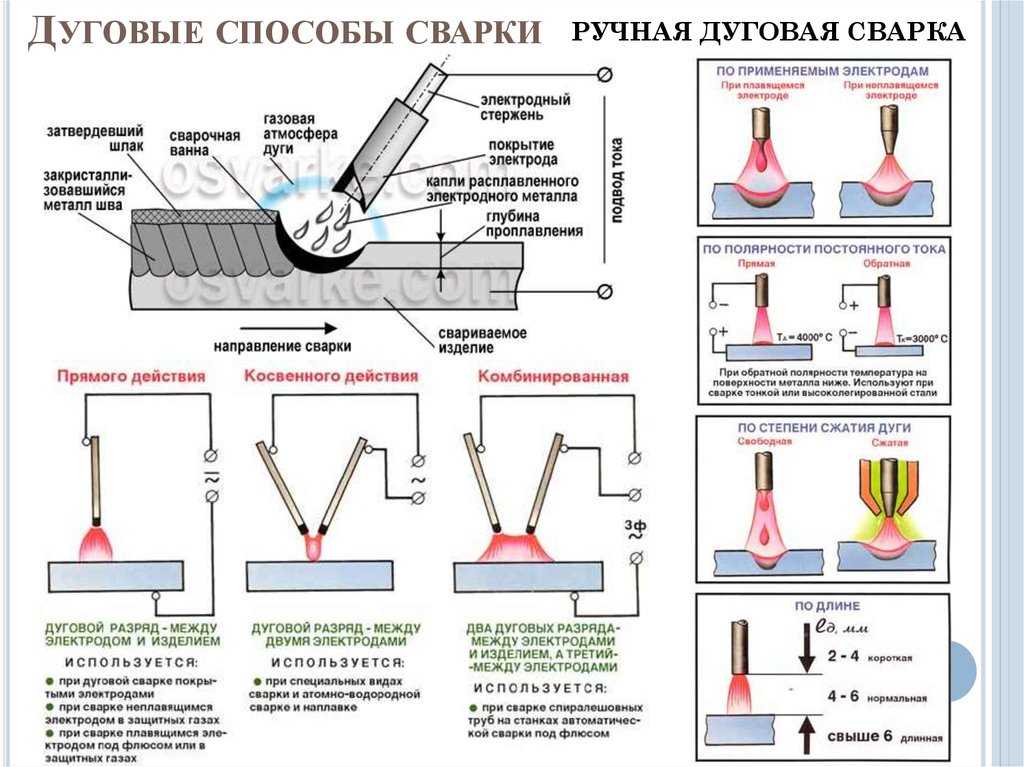 При короткой дуге возникает другая проблема — шов слишком выпуклый из-за того, что зона разогрева слишком мала. Это тоже нехорошо, так как остаются подрезы — канавки вдоль шва на детали — уменьшающие прочность соединения.
При короткой дуге возникает другая проблема — шов слишком выпуклый из-за того, что зона разогрева слишком мала. Это тоже нехорошо, так как остаются подрезы — канавки вдоль шва на детали — уменьшающие прочность соединения.
Длина сварочной дуги и ее влияние на качество шва
Потренировавшись какое-то время на укладке валиков разными движениями, вы сле того как валики получаются одинаковой ширины, чешуйки наплавки имеют приблизительно одинаковые размеры, можно пробовать варить швы. Вы можете почитать о типах швов и соединений, а также их подготовке тут, а можете посмотреть еще один урок «Сварка для чайников».
Основы сварки инвертором для начинающих все. Вам осталась только практика: нужно извести не один электрод на тренировку. Даже, может быть, не один килограмм. Когда рука будет сама совершать все движения, вам все покажется совсем несложным.
Чтобы закрепить полученные знания, попробуйте для начала немного натренировать руку без электрода, отрабатывая движения держа в руке карандаш. Тоже неплохой вариант, может он вам покажется более приемлемым. В этом видео-уроке по сварке инвертором для начинающих очень толково, просто и доступно все изложено. Если остались какие-то неясности, просмотрите. Поймете, как правильно варить инверторной сваркой. Для начинающих сварщиков много полезного.
Тоже неплохой вариант, может он вам покажется более приемлемым. В этом видео-уроке по сварке инвертором для начинающих очень толково, просто и доступно все изложено. Если остались какие-то неясности, просмотрите. Поймете, как правильно варить инверторной сваркой. Для начинающих сварщиков много полезного.
И напоследок о некоторых особенностях эксплуатации сварочных инверторов. Они очень боятся пыли, особенно металлической. Потому желательно рядом с ними не пользоваться болгаркой и проводить регулярную чистку пылесосом внутри (после того как закончен гарантийный срок). Не рекомендуется ими работать на дожде или во влажных помещениях. Особенно это касается недорогих бытовых моделей. Хоть у них есть защита от поражения электротоком, но лучше все-таки перестраховаться.
Выбирая электроды обращайте внимание на область их использования: они должны подходить для работы постоянным током. При сварке на самом большом токе или напряжении режим работы прерывистый. Он указан для каждого аппарата в паспорте.
Научиться сварочным работам самостоятельно
Главная » Статьи » Научиться сварочным работам самостоятельно
Ручная сварка для начинающих — самоучитель по сварке дома
В данный момент необходимость сварочных работ имеется практически в любой отрасли промышленности. И сложно вспомнить хотя бы одну отрасль, где не применялся бы труд сварщика. Сварочные работы проводятся на стройплощадках, в нефтеперерабатывающей промышленности, энергетике, кораблестроении, сельском хозяйстве и т. п.
Легко ли научиться варить? Обучение сварке видео может дать только теоретическую информацию и некоторые навыки, учиться всё же необходимо на своём личном опыте. От сварщика в первую очередь требуется подготовка оборудования и выявление всевозможных неисправностей. В целом же, сварщик должен в совершенстве владеть технологией сварочных работ, начиная от подготовительных работ и заканчивая зачисткой сварочного шва.
Обучение сварочным работам, как показывает практика, не совсем простое. Сложность заключается в том, что изменение любых параметров во время сварки (скорость работы, сила тока, скорость подачи проволоки или электрода, напряжение и т. п.) может отрицательно сказаться на итоговом результате.
Сложность заключается в том, что изменение любых параметров во время сварки (скорость работы, сила тока, скорость подачи проволоки или электрода, напряжение и т. п.) может отрицательно сказаться на итоговом результате.
Профессиональные же сварщики знают, как обращаться с различными видами металла (стали, сплавы, цветные металлы) и с помощью ручной дуговой сварки могут сваривать любые самые сложные металлоконструкции.
Как научиться варить ручной электросваркой?
Если нет желания или возможности проходить обучение в профессионально-технических училищах, можно научиться варить сваркой, видео или печатная информация помогут в этом. Ведь самое главное – разобраться, как правильно пользоваться ручной электросваркой и научиться основным приёмам работы.
Прежде всего, начинающему сварщику понадобится сварочный аппарат и электроды. Электродов желательно купить как можно больше (для начинающих лучше использовать электроды диаметром 3 мм), так как их будет испорчено достаточное количество до тех пор, пока начнёт получаться.
Сварка самоучитель – ход выполнения работ:
- Заранее необходимо подготовить ведро воды, так как даже небольшие остатки электрода могут вызвать воспламенение.
- Необходимо закрепить зажим с заземлением на свариваемой детали.
- Проверить, чтобы кабель был надёжно вставлен в держатель и хорошо изолирован.
- Выставить значение силы тока на панели управления сварочного аппарата (мощность тока должна соответствовать диаметру применяемого электрода).
- Пробовать зажечь дугу, установив электрод под углом примерно 60о к изделию.
- Провести электродом медленно по поверхности, а после того, как появится искра, необходимо приподнять электрод примерно на 5 мм от поверхности металла.
- Зазор в 5 мм нужно держать на протяжении всего времени сварочных работ.
ВАЖНО: нужно стараться получить устойчивую дугу в 3-5 мм между концом электрода и металлическим изделием. Если не удаётся зажечь дугу в 2-3 мм, можно попробовать увеличить силу тока на панели управления сварочного агрегата.
Сварка обучающее видео также может помочь научиться наплавлять валик. Дугу при этом нужно плавно перемещать по горизонтали с помощью колебательных движений. Если получится расплавленный металл всё время направлять в центр дуги, то должен получиться в итоге красивый ровный шов.
Технология ручной дуговой сварки
Благодаря поступлению сварочного тока от источника питания к электроду, образуется электрическая дуга. Ручная сварка для начинающих может происходить как с подключением положительного полюса к изделию, так и с подключением отрицательного.
Металлический стержень электрода за счёт действия электрической дуги плавится, и электродный металл, покрытый шлаком, попадает в сварочную ванну, после чего происходит его смешивание с металлом изделия. Так происходит образование сварочного шва.
Величина сварочной ванны обычно составляет 10-30 мм в длину, 8-15 мм в ширину и до 6 мм в глубину. Так как мы только учимся сварке, то такой разброс в значениях объясняется разными показателями: скоростью перемещения дуги на поверхности металла, конструкцией сварного изделия, выбранного режима сварки, формой и размерами кромок и т. п.
п.
Обучение сварке (видео) объясняет, куда девается воздух при плавлении электрода. Около дуги и над сварочной ванной образуется газовая атмосфера, из которой впоследствии и вытесняется воздух из сварочной зоны. После удаления сварочной дуги от ванны металл начинает кристаллизироваться, после чего образуется шов, а его поверхность покрывается застывшим шлаком.
Преимущества и недостатки ручной дуговой сварки
Преимущества:
- простота, лёгкая транспортабельность сварки;
- возможность исполнения сварочных работ в труднодоступных местах;
- возможность быстрого перехода от одной операции к другой;
- возможность сварки практически в любом пространственном положении;
- возможность сварки любых разновидностей сталей.
Недостатки:
- низкий уровень производительности и КПД;
- вредные условия сварочного процесса;
- зависимость качества шва от навыков сварщика.
 com/embed/NnaJTrs2qQA?feature=oembed”>
com/embed/NnaJTrs2qQA?feature=oembed”> Поделитесь со своими друзьями в соцсетях ссылкой на этот материал (нажмите на иконки):
swarka-rezka.ru
Как правильно варить электросваркой: гайд для начинающих сварщиков
Сварочный шов – один из самых надежных способов соединения деталей. Он используется в промышленности и в обычной повседневной жизни. Каждый домашний мастер время от времени пользуется сваркой. Хорошо, если он умеет варить сам, однако зачастую приходится обращаться к специалистам. А ведь сварке вполне можно научиться. Начинать следует с самого простого: электросварка для начинающих это, прежде всего, обучение выполнению различных швов. Более сложные работы можно будет выполнять, только набравшись опыта. Давайте разберем основы технологии и некоторые хитрости сварочного процесса.
С чего начать — подготовительный этап
Прежде всего нужно подготовить оборудование. Обязательно понадобится сварочный аппарат, комплект электродов, молоток для сбивания шлака и щетка.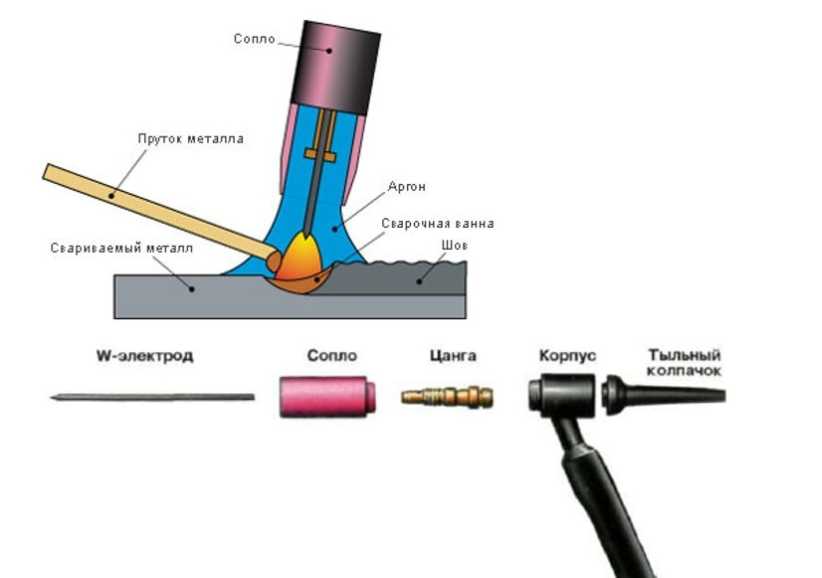 Диаметр электрода подбирается в зависимости от толщины листа металла. Не нужно забывать о защите. Готовим сварочную маску со специальным светофильтром, плотную одежду с длинным рукавом и перчатки, лучше замшевые. Так же понадобится сварочный выпрямитель, трансформатор или же инвертор – устройства, которые преобразовывают переменный ток в необходимый для сварки постоянный.
Диаметр электрода подбирается в зависимости от толщины листа металла. Не нужно забывать о защите. Готовим сварочную маску со специальным светофильтром, плотную одежду с длинным рукавом и перчатки, лучше замшевые. Так же понадобится сварочный выпрямитель, трансформатор или же инвертор – устройства, которые преобразовывают переменный ток в необходимый для сварки постоянный.
Перед работой необходимо подготовить защитную экипировку, в состав которой входит специальная маска со светофильтром, замшевые перчатки и одежда с длинным рукавом, а так же необходимые инструменты
Технология сварочного процесса
Сварка – высокотемпературный процесс. Для его осуществления образуется и удерживается электрическая дуга от электрода к свариваемому изделию. Под ее воздействием происходит расплавление материала основы и металлического стержня электрода. Образуется, как говорят специалисты, сварочная ванна, в ней перемешивается основной и электродный металл. Величина образующейся ванны напрямую зависит от выбранного режима сварки, пространственного положения, скорости перемещения дуги, формы и размеров кромки и т.д. В среднем ее ширина составляет 8-15 мм, длина 10-30 мм и глубина – порядка 6 мм.
Величина образующейся ванны напрямую зависит от выбранного режима сварки, пространственного положения, скорости перемещения дуги, формы и размеров кромки и т.д. В среднем ее ширина составляет 8-15 мм, длина 10-30 мм и глубина – порядка 6 мм.
Покрытие электрода, так называемая обмазка, при расплавлении образует особую газовую зону в районе дуги и над ванной. Она вытесняет весь воздух из области сварки и препятствует взаимодействию расплавленного металла с кислородом. Кроме того в ней находятся пары как основного, так и электродного металлов. Поверх шва образуется шлак, который так же препятствует взаимодействию расплава с воздухом, что отрицательно сказывается на качестве сварки. После постепенного удаления электрической дуги металл начинает кристаллизоваться и образуется шов, объединяющий свариваемые детали. Поверх него расположен защитный слой шлака, который впоследствии убирается.
В процессе выполнения сварочного шва обмазка электрода расплавляется, образуя особую газовую зону. Внутри нее происходит смешивание металла основания и электрода
Внутри нее происходит смешивание металла основания и электрода
Азы электродуговой сварки
В рекомендациях как правильно варить электросваркой особое внимание уделяется началу процесса. Лучше всего получать первый сварочный опыт под руководством специалиста, который сможет исправить возможные ошибки и дать полезный совет. Приступать к работе следует, надежно закрепив деталь. В целях пожарной безопасности около себя нужно поставить ведро с водой. По этой же причине нельзя выполнять сварочные работы на деревянном основании и небрежно относиться даже к очень небольшим остаткам использованного электрода.
Надежно крепим зажим «заземление». Проверяем, чтобы кабель был изолирован и аккуратно заправлен в специальный держатель. Выставляем на сварочном аппарате расчетное значение мощности тока, которое должно соответствовать выбранному диаметру электрода. Зажигаем дугу. Для этого устанавливаем электрод под углом порядка 60° относительно изделия. Медленно проводим им по поверхности.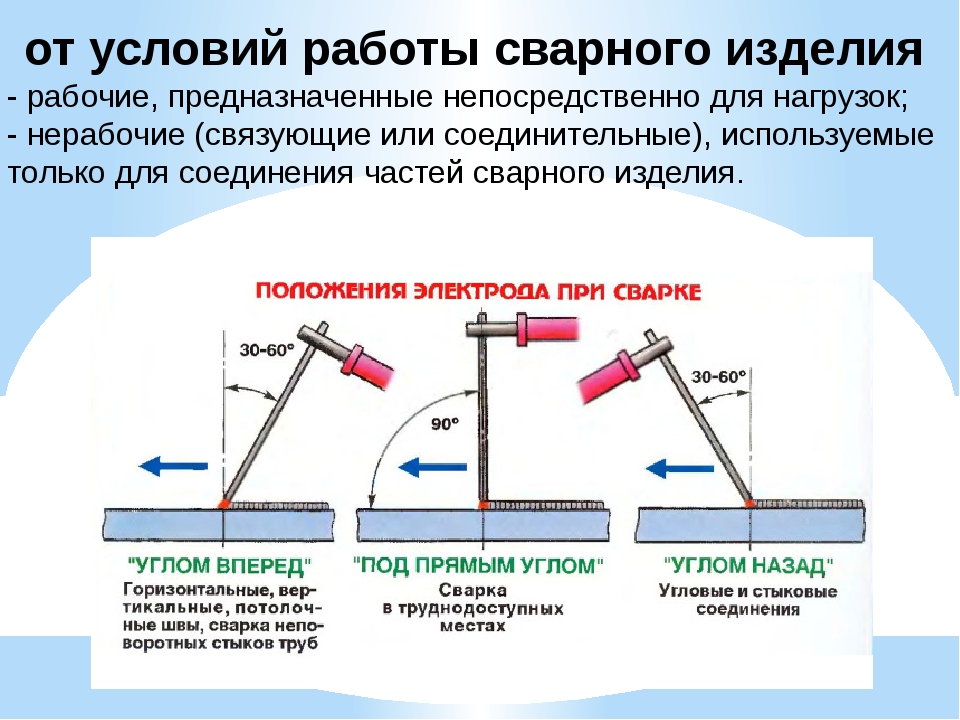 Должны появиться искры, теперь прикасаемся электродом к металлу и приподнимаем его на высоту не более 5 мм.
Должны появиться искры, теперь прикасаемся электродом к металлу и приподнимаем его на высоту не более 5 мм.
Если операция была выполнена верно, зажжется дуга. Пятимиллиметровый зазор необходимо удерживать на протяжении всей сварки. Нужно учитывать, что при правильном сваривании металла электросваркой электрод будет постепенно выгорать, поэтому его постоянно слегка приближаем к металлу. Перемещать электрод следует медленно, если он вдруг залипнет, придется слегка качнуть им в сторону. В случае если дуга не зажигается, возможно, нужно увеличить силу тока.
После того, как без проблем получается зажечь и поддержать дугу, пора переходить к наплавлению валика. Зажигаем дугу, медленно и плавно перемещаем по горизонтали электрод, выполняя им легкие колебательные движения. Расплавленный металл при этом как будто «подгребается» к самому центру дуги. В результате должен получиться крепкий шов с небольшими волнами, образованными наплавленным металлом.
Если в процессе сваривания деталей электрод выгорел практически полностью, а шов еще не завершен, работу временно прекращаем. Меняем использованный элемент на новый, удаляем шлак и продолжаем работу. На расстоянии порядка 12 мм от образовавшегося в конце шва углубления, которое еще называют кратером, зажигаем дугу. Электрод подносим к углублению так, чтобы образовывался сплав из металла старого и вновь установленного электрода, после чего сварка шва продолжается.
Меняем использованный элемент на новый, удаляем шлак и продолжаем работу. На расстоянии порядка 12 мм от образовавшегося в конце шва углубления, которое еще называют кратером, зажигаем дугу. Электрод подносим к углублению так, чтобы образовывался сплав из металла старого и вновь установленного электрода, после чего сварка шва продолжается.
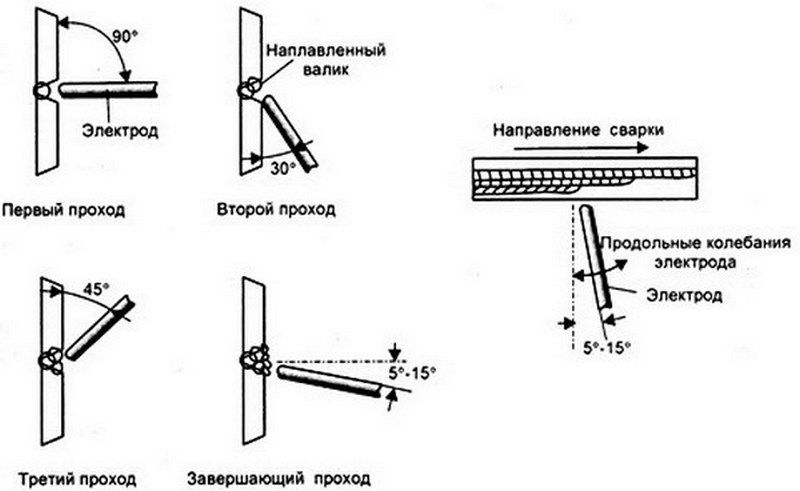
В процессе сварки электрод совершает определенные движения, в основном поступательные, продольные и поперечные. Из их комбинаций составляются различные виды швов, самые распространенные приведены на схеме
Траектория движения дуги в процессе сваривания деталей может производиться по трем направлениям:
- Поступательное. Предполагает перемещение дуги вдоль оси электрода. Таким образом достаточно легко поддерживать стабильную длину дуги.
- Продольное. Формирует ниточный сварочный ролик, высота которого зависит от скорости, с которой перемещается электрод, и его толщины. Это обычный шов, но очень тонкий.
 Чтобы его закрепить, в процессе движения электрода вдоль свариваемого шва выполняют еще и поперечные перемещения.
Чтобы его закрепить, в процессе движения электрода вдоль свариваемого шва выполняют еще и поперечные перемещения. - Поперечные. Позволяют получать нужную ширину шва. Выполняется путем колебательных движений. Их ширина подбирается исходя из размеров и положения шва, формы его разделки и т.п.
 Чтобы его закрепить, в процессе движения электрода вдоль свариваемого шва выполняют еще и поперечные перемещения.
Чтобы его закрепить, в процессе движения электрода вдоль свариваемого шва выполняют еще и поперечные перемещения.На практике используются все три основных движения, которые накладываются один на другой и образуют определенную траекторию. Существуют классические варианты, однако у каждого мастера обычно «просматривается» собственный почерк. Главное, чтобы в ходе работы хорошо проплавлялись кромки соединяемых элементов, и получался шов заданной формы.
Особенности сваривания трубопровода
Дуговой электросваркой можно выполнить вертикальный шов, который располагается сбоку трубы, горизонтальный – по ее окружности. А так же потолочный и нижний, расположенные, соответственно сверху и снизу. Причем последний считается наиболее удобным в выполнении. Стальные трубы обычно свариваются встык с обязательным проваром всех кромок по высоте стенок. Чтобы уменьшить наплывы внутри трубы выбирается угол наклона электрода величиной не более 45°относительно горизонтали. Высота шва – 2-3 мм, ширина – 6-8 мм. При сварке внахлест высота шва составляет порядка 3 мм, а ширины – 6-8 мм.
Чтобы уменьшить наплывы внутри трубы выбирается угол наклона электрода величиной не более 45°относительно горизонтали. Высота шва – 2-3 мм, ширина – 6-8 мм. При сварке внахлест высота шва составляет порядка 3 мм, а ширины – 6-8 мм.
Прежде, чем начать варить трубу электросваркой, выполняем подготовительные работы:
- Тщательно очищаем деталь.
- Если торцы трубы деформированы, обрезаем или выправляем их.
- Очищаем кромки. Минимум 10 мм прилегающей к кромкам трубы наружной и внутренней плоскости зачищаем до металлического блеска.
Теперь можно приступать к сварке. Все стыки обрабатываются непрерывно, вплоть до полного приваривания. Поворотные, а так же неповоротные стыки труб с шириной стенок до 6 мм производятся минимум в 2 слоя. При ширине стенок 6-12 мм – выполняется три слоя, более 19 мм – четыре. Особенность сваривания труб в том, что каждый шов, который накладывается на стык, должен очищаться от шлака, после этого выполняется следующий. Первый шов – наиболее ответственный. Он должен полностью расплавить все кромки и притупления. Его особенно внимательно рассматривают на предмет обнаружения трещин. Если они присутствуют, их выплавляют или же вырубают и снова заваривают фрагмент.
Он должен полностью расплавить все кромки и притупления. Его особенно внимательно рассматривают на предмет обнаружения трещин. Если они присутствуют, их выплавляют или же вырубают и снова заваривают фрагмент.
Завершающий слой выполняется по возможности максимально ровным с плавным переходом на основной металл
Второй и все последующие слои выполняются при медленном проворачивании трубы. Конец и начало всех слоев обязательно смещают относительно предыдущего слоя на 15-30 мм. Завершающий слой выполняется с плавным переходом на основной металл и с ровной поверхностью. Чтобы улучшить качество заваривания труб электросваркой каждый последующий слой ведется в обратную сторону относительно предыдущего, а их замыкающие точки обязательно располагают вразбежку.
Самостоятельная сварка – достаточно сложное мероприятие. Однако при желании освоить его все-таки можно. Нужно усвоить основные правила процесса и постепенно научиться выполнять самые простые упражнения. Не нужно жалеть силы и время на освоение азов, которые станут основой мастерства. Впоследствии можно будет смело переходить к более сложным приемам, оттачивая свои умения.
Не нужно жалеть силы и время на освоение азов, которые станут основой мастерства. Впоследствии можно будет смело переходить к более сложным приемам, оттачивая свои умения.
aqua-rmnt.com
Как научиться варить сваркой — пособие для новичков
Самостоятельно научится владеть техникой получения сварочного шва достаточно несложно, а данный навык принесёт немало пользы. Хорошо изученный процесс позволит выполнять работы разного уровня сложности от сваривания двух материалов до изготовления мангала, скамеек, каркаса теплиц. Но перед реализацией задуманного необходимо изучить теорию, подобрать необходимое оборудование и материалы, просмотреть учебное видео и наконец-то приступать к практике.
Сварочный шов — самый простой, быстрый и надёжный способ соединения металлических деталей. Сварка используется не только в промышленности, но и доступна для начинающих мастеров. Начинать необходимо с простых приёмов и постепенно совершенствовать мастерство.
Подготовительный этап.
Прежде всего понадобится подобрать и приобрести необходимое для выполнения работ оборудование:
- сварочный аппарат
- электроды
- защитный щиток или так называемая маска сварщика
- рукавицы или защитные перчатки, костюм
Сварочные аппараты бывают нескольких типов: сварочный трансформатор, более сложный сварочный выпрямитель, наиболее подходящий сварочный инвертор. Сварочный инвертор — лучший вариант для начинающего. Легкий, что еще важно, компактный, имеет плавную, как говорят профессионалы, регулировку тока, лёгкое зажигание.
Электроды необходимы для подведения тока для сваривания ко шву и путём расплавления, благодаря высокой температуре, скрепляют детали. Профессионалы считают оптимальным для начинающих электроды- металлические стержни со специальной обмазкой диаметром 3 мм.
Защитный щиток бережет глаза сварщика от термальных ожогов, которые можно получить из-за воздействия яркого и опасного для зрения излучения, а лицо от раскаленных, разлетающихся в разные стороны брызг металла. Существует огромное количество технологий и разновидностей защитных щитков и масок, разобраться в них поможет профессиональный сайт https://svarochnyemaski.ru. Большой ассортимент данного ресурса поможет выбрать щитки любой сложности и ценовой категории.
Существует огромное количество технологий и разновидностей защитных щитков и масок, разобраться в них поможет профессиональный сайт https://svarochnyemaski.ru. Большой ассортимент данного ресурса поможет выбрать щитки любой сложности и ценовой категории.
Рукавицы выбирают из брезента, либо подойдут замшевые перчатки. ХБ и трикотажные не подойдут.
Как и во всём начинать необходимо с простого. Взять ненужный кусок металла, очистить его от ржавчины и загрязнений. Вставить электрод в держатель сварочного аппарата и выставить необходимый ток. Зажечь дугу несильными постукиваниями по материалу и выдерживать расстояние до детали от 3 до 5 мм. Электрод вести плавно, без прерываний, при этом совершая колебания между свариваемыми деталями. Отбить шлак от шва. Шов должен быть равномерным и без дефектов.
От постоянства зазора и его величины напрямую зависит качество шва. Получать первый опыт желательно под присмотром опытного сварщика, но и без него вполне можно получить положительный результат.
ruki-zolotye.ru
Как правильно научиться варить электросваркой.
Сегодня без сварочных работ не обходится практически ни одна отрасль промышленности. Сварка необходима на стройплощадках, при создании различных коммуникаций, в машиностроении, энергетике. В повседневной жизни сварочный аппарат пригодится, например, при возведении забора из сетки-рабицы, когда понадобится прикрепить заборную раму к столбу.
Профессиональный сварщик должен знать весь комплекс сварочных работ, начиная от начальной подготовки поверхностей и заканчивая зачисткой шва. Если же работа сварщиком не планируется, а желание научиться сварке самостоятельно есть, достаточно изучить некоторые основы и ключевые приемы работы.
Подготовка к сварке
Прежде всего, нужно определиться с необходимым оборудованием. Для начинающих сварщиков прекрасно подойдет сварочный инвертор – легкий переносной аппарат, позволяющий плавно регулировать параметры тока. Инвертор обладает высоким быстродействием и повышенной производительностью. Существуют также более тяжелые сварочные агрегаты – трансформаторы, выпрямители. Трансформаторы используются, когда нет необходимости в высококачественном сварном шве. В сравнении с аналогами инвертор более удобен и универсален, им можно варить как легкие алюминиевые сплавы, так и углеродистую сталь.
Существуют также более тяжелые сварочные агрегаты – трансформаторы, выпрямители. Трансформаторы используются, когда нет необходимости в высококачественном сварном шве. В сравнении с аналогами инвертор более удобен и универсален, им можно варить как легкие алюминиевые сплавы, так и углеродистую сталь.
Желающим узнать, как научиться варить инверторной сваркой, стоит приобрести необходимую экипировку. В первую очередь – маску сварщика, оберегающую глаза от возможных ожогов. Кожа рук защищается брезентовыми рукавицами. Рабочий костюм сварщика должен быть изготовлен из плотного материала. Идеально подойдет прочный и толстый брезент.
Перед проведением сварочных работ каждая из свариваемых поверхностей тщательно очищается от ржавчины. Зачищать можно шкуркой, наждачкой, болгаркой. После удаления ржавчины и грязи не возникнет проблем при розжиге дуги.
Для дуговой сварки понадобятся электроды. Их функция – подвести ток к сварочному шву. Чаще всего электрод – это проволока, изготовленная из плавящегося порошка. Для начинающих больше подойдут стержни, покрытые специальным плавящимся составом. Диаметр стержня – около 3 мм. Электроды, имеющие меньший диаметр, используются при соединении тонких металлических листов, а для большего диаметра требуется более мощное специализированное оборудование.
Для начинающих больше подойдут стержни, покрытые специальным плавящимся составом. Диаметр стержня – около 3 мм. Электроды, имеющие меньший диаметр, используются при соединении тонких металлических листов, а для большего диаметра требуется более мощное специализированное оборудование.
В комплекте с инвертором поставляются два провода. Каждый провод имеет на одном конце зажим. В один провод вставляется электрод, второй называют массой и крепят к детали, с которой нужно сваривать.
Начальные навыки
Перед тем, как научиться сваривать металл инвертором, стоит поучиться на плоской поверхности, в первую очередь ведению электрода по заготовке. Стержень нужно держать под наклоном в 70-75 градусов по отношению к обрабатываемой поверхности. Расстояние между металлом и дугой должно быть от 3 до 5 миллиметров. Оно должно быть постоянным, в противном случае шов будет с дефектами.
Очень важно правильно выставить ток. Для трехмиллиметрового электрода достаточно 80А. Если тока недостаточно, дуга погаснет.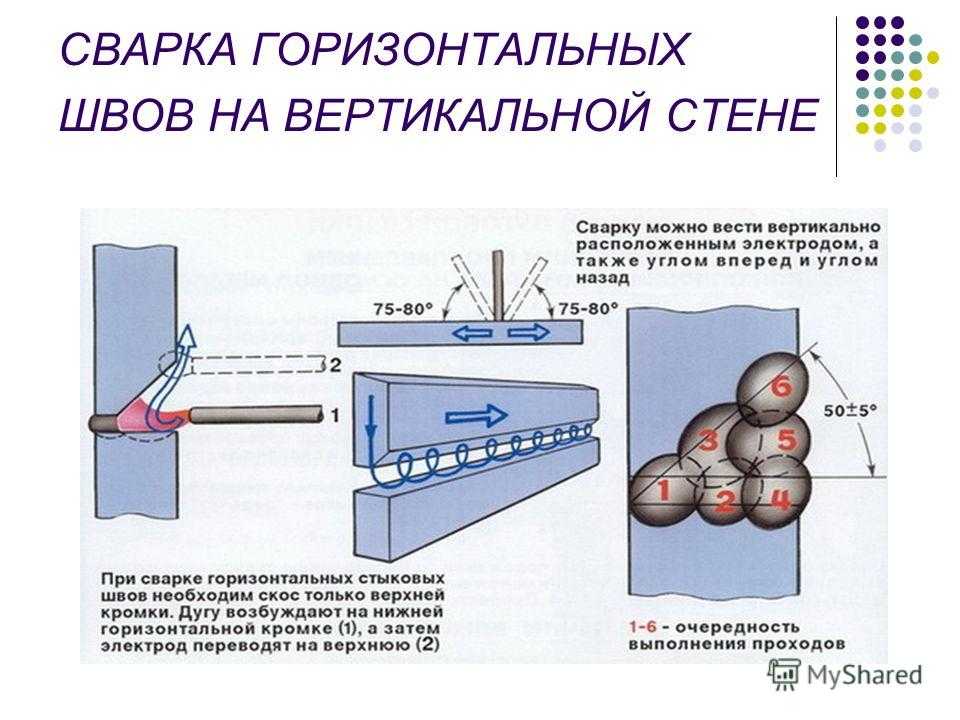 При переизбытке тока металл будет плавиться.
При переизбытке тока металл будет плавиться.
При подключении инвертора к бытовой электропроводке, предварительно стоит выяснить ее ключевые характеристики и параметры. В противном случае есть риск короткого замыкания и вследствие этого перегрева электропроводки.
Сварка поверхностей
После того, как начинающий сварщик научился варить вышеописанные валики, можно переходить к сварке двух поверхностей. Специалисты, знающие, как правильно научиться варить электросваркой, придерживаются определенного порядка выполнения сварочных работ:
1. Электрод, предварительно подготовленный к работе, устанавливается в держатель первого провода.
2. Зажим другого провода крепится на деталь, где будет проходить сварка.
3. Зажигается дуга. Для этого достаточно легонько постучать электродом по металлу.
4. Электрод ведется вдоль стыка металлов. Здесь не нужно спешить, самое главное – аккуратность. В отличие от ровной поверхности, где электрод нужно было вести по прямой, здесь необходимо совершать возвратно-поступательные движения.
5. После прохождения небольшого участка стоит остановиться и взглянуть на проделанную работу. В случае надобности образовавшийся шлак удаляется молотком либо щеткой.
6. Если качество работы устроило, можно продолжать варить.
Итогом вышеприведенных действий станет сварочный шов. Не идеальный, для этого начинающему сварщику не хватит профессионализма. Но со временем необходимый опыт придет.
Каждый может как научиться варить электросваркой самостоятельно, так и постоянно пользоваться услугами специалистов. Однако если человек научился варить, он будет меньше зависеть от посторонних людей. С опытом придет и умение варить потолочные швы, угловые соединения и прочие сложные вещи.
Оцените пожалуйста статью:
(21 голосов, средняя оценка: 4,05 из 5)
svarkahome.com
Введение в сварку электродами (SMAW)
Введение в сварку электродами (SMAW) – WelderSkills Перейти к основному содержанию Ручная сварка для студентов
Упражнения по дуговой сварке металлическим электродом в среде защитного газа (SMAW), начинающиеся с обзора электродов для электродуговой сварки.
Плоские, горизонтальные, вертикальные и потолочные угловые швы
Обзор различных стержневых электродов – 6010, 6011, 6013, 7014, 7018
Обзор различных стержневых электродов – 6010, 6011, 6013, 7014, 7018Это краткий обзор наиболее часто используемых стержневых сварочных электродов.
6010, 6011, 6013, 7014, 7018Matt Hayden – 6013 Плоские стрингеры, сварка палочкой
Matt Hayden – 6013 Плоские бусины для сварки палочкойSMAW 1/8 6013 на 1/4-дюймовых плоских бусинах из мягкой стали.
Насадки на длину дуги, позиционирование жала,Matt Hayden – 6013 Padding Stick Welding
Matt Hayden – 6013 Padding-Stand WeldingПолезные советы по использованию прокладки 6013 с Matt Hayden
Stick Welding 6013 Стержни, соединения внахлестку и советы для начинающих
Сварка электродом 6013 Стержни, соединения внахлестку и советы для начинающих6013 Советы по сварке электродом для всех, кто учится в школе сварщиков и пытается перейти на модели 6010 и 7018.
.. или кто хочет что-то построить, но у него есть только блок питания переменного тока сварщик.
Стержни
6013 предназначены для сварки на постоянном или переменном токе, и на самом деле не имеет большого значения, какой из них вы выберете.Обучение сварке электродами 6013 и 7014 – видео для начинающих
Обучение сварке электродами 6013 и 7014 – видео для начинающихВ этом видео… распространенные ошибки при обучении сварке электродами 6013 и 7014, такие как слишком низкий ток, скорость перемещения, слишком длинная дуга и т.
д.Matt Hayden – Сварка электродами 6010 2F Тройник SMAW
Matt Hayden – Сварка электродом 6010 2F Тройник SMAWКраткое видео о сварке электродом 6010 2F Тройник с матовым покрытием. СМАВ
Мэтт Хейден – 6010 сварка стержнем 3F Вертикальный тройник
Matt Hayden – 6010 сварка стержнем 3F Вертикальный тройникРучная сварка 6010 1/8″ 3F Вертикально в гору с Мэттом Хейденом
Мэтт Хейден – 6010 4F Верхняя футболка
Matt Hayden – 6010 4F Тройник над головой6010 4F Тройник над головой с Matt Hayden
Ручная сварка 7018 Прокладочные бусины
Сварка электродом 7018 Прокладочные валикиУмение укладывать валики равномерно наполовину внахлест на предыдущий валик имеет основополагающее значение для многопроходной сварки труб или конструкций.
Это одна из лучших практик концентрированной дуговой сварки.Эндрю Кардин – 7018 Горизонтальная наплавка на контактной площадке
Эндрю Кардин – 7018 Горизонтальное наращивание Сварка электродамиЯ буду использовать 7018 и покажу вам несколько отличных методов для практики.
обивочные бусины – лучший способ развить навыки работы с форменной бусиной.
стержневая сварка с 7018 1/8″Многопроходный тройник из углеродистой стали 2F для сварки палкой с 7018
Многопроходное тройниковое соединение из углеродистой стали 2F для сварки стержнем с 7018Один тест перевешивает 100 мнений.
Испытание на резку и травление многопроходного углового шва с использованием стержневых электродов 7018CLAMS – Сварка стержнем 7018 3/32″ Uphill, Arc Force, горячий старт
CLAMS – Сварка электродом 7018 3/32″ Uphill, Arc Force, горячий стартДлина дуги, Угол, Манипуляция, Скорость
Мэтт Хейден – Сварка тройника 3F 7018
Matt Hayden – 3F 7018 Сварка тройникаСварка стержнем Вертикальный тройник 7018 Сварка дугой, пояснения, стрингеры и переплетения.
3F 5/32″ 7018 Вертикальный ТРОЙНИК для сварки в гору
3F 5/32″ 7018 Вертикальный тройник для сварки вверх по склону Ручная сваркаСварщики-металлурги знакомятся со сварочными процедурами, в которых указаны электроды 5/32″ 7018.
Если процедура требует 5/32 дюйма 7018, то это то, что вы делаете.Matt Hayden – 7018 1/8″ 4F Тройник с потолочной сваркой
Matt Hayden – 7018 1/8″ 4F Тройник с потолочной сваркой4F 7018 1/8 на 1/4 стальной накладной
Ручная сварка тройника 4F из углеродистой стали 7018
Сварка стержнем тройника 4F из углеродистой стали 7018В этом видео.
.. потолочная сварка при 130 А электродом 7018 1/8″.
Одна ошибка, которую я допустил в школе сварщиков, заключалась в том, что я слишком холодно работал на воздушной подушкеНе делайте этой большой ошибки — сварка стержнем с потолком 7018
Не делайте этой большой ошибки – сварка потолочной дугой 7018Потолочная сварка с помощью 7018 может выполняться при той же силе тока, что и для плоской или горизонтальной сварки, или близкой к ней. Разогрейте машину до такой степени, чтобы она не прилипала, когда вы держите тугую дугу, а затем.
.. держите тугую дугу.Matt Hayden – Стрингеры 7018 1/8 дюйма для потолочной крыши
Matt Hayden — верхняя крыша 7018 1/8″ стрингерыMatt Hayden — тройник 4F для верхней крыши SMAW Сварка электродами 7018 1/8″ стрингеры. Отличная практика управления лужей в положении над головой
Matt Hayden Stick Weave Overhead Roof Top Weave 7018 1/8″
Matt Hayden Stick Welding Overhead Roof Top Weave 7018 1/8″Matt Hayden Stick Welding Overhead Roof Top Weave 7018 1/8″
Эндрю Кардин – 4F Накладной тройник 7018 5/32 дюйма для приварки стержней
Эндрю Кардин — 4F, над головой 7018 5/32-дюймовый тройник для сварки стержнямиЭндрю Кардин выполнял сварку в этом видео, а Джоди занимался съемкой.
165 ампер, сила дуги установлена на 10 с использованием Lincoln PowerMIG 210mp. Мы решили использовать несколько оставшихся удилищ, чтобы показать много перезапусков, потому что способность сделать хороший перезапуск – это фундаментальный навык… особенно в оверх…
Эндрю Кардин – Приварка круглой трубы потолком к пластине 4f с помощью 5/32 дюйма 7018
Эндрю Кардин — Приварка круглой трубы к пластине 4f с 5/32 дюйма 7018Сварка трубы в верхнем положении 4F с пластиной 5/32 дюйма 7018 немного сложнее, чем с электродами меньшего размера, но в большинстве случаев применимы те же основные принципы.
Малая длина дуги, угол наклона стержня и перезапуски демонстрируются с помощью поучительных выстрелов по дуге и положения тела.Stick Welding 2g 3/8″ плита с 7018 1/8″
Сварочная пластина 2 г 3/8 дюйма с 7018 1/8 дюймаСварочная пластина 2 г 3/8 дюйма с пластиной 7018 1/8 дюйма
Пластина толщиной 3/8 дюйма со скосом 22,5 градуса
Опорный стержень 1/4 дюйма, зазор 1/4 дюйма
7018 1/8″ dcep 130-135 ампер корень
чуть меньше сила тока для цоколяСтыковая сварка 3G 7018 Plate Test 3/8 “с 1/4” подложкой с прокладочными швами
Сварка стержнем 3G 7018 Пластина для испытаний 3/8 дюйма с подложкой 1/4 дюйма с прокладочными швамиВ этом видеоролике рассказывается о тестовой сварке пластины 3G толщиной 3/8 дюйма с подкладкой 1/4 дюйма и зазором 1/4 дюйма с использованием 7018 1/8 дюйма при 120 А.
Ближе к концу видео вы увидите инструкции по набивке бусин вертикально вверх по склону с помощью 7018 1/8″
Если у вас возникли проблемы с получением однородных шариков на тесте 3g, прокладочные шарики …Испытание сварки стержнем 3G — 5/32 дюйма 7018
Сварка электродом 3G Испытание сварки — 5/32 дюйма 7018Контроль сварочной ванны, обеспечение адекватного провара, предотвращение подреза, предотвращение дугового удара и соблюдение критериев приемлемости AWS D1.1 — все это важно.
Некоторые сварщики должны проводить испытания с использованием электродов 5/32 дюйма 7018 вместо электродов меньшего диаметра, таких как 1/8 дюйма. 130 ампер на…Стыковая сварка 4g 7018 пластины Тест – накладные расходы
Сварка стержнем 4g 7018 пластины Испытание – подвесноеВ этом видео рассказывается о сварке стержнем 4g пластины с использованием электрода 7018 1/8″ 120-125 ампер постоянного тока.
Для испытаний на сварку конструкций часто требуются пластины как 3G, так и 4G.
Пластины толщиной 3/8 дюйма с подложкой 1/4 дюйма и зазором 1/4 дюйма
Фаска 22,5 градусаЭндрю Кардин – Приварка круглой трубы к пластине с помощью 5/32 дюйма 7018 5F
Эндрю Кардин – Приварка круглой трубы к пластине 5/32 дюйма 7018 5FПриварка круглой трубы к пластине 5/32 дюйма 7018 в положении 5F, приварка круглой трубы к пластине с Эндрю.
Stick Welding 6010 1/8″ ОТКРЫТАЯ КОРНЕВАЯ ПЛАСТИНА 7018 3/32″ заполнение и крышка ВВЕРХ
Сварка стержнем 6010 1/8″ ОТКРЫТАЯ КОРНЕВАЯ ПЛАСТИНА 7018 3/32″ заполнение и крышка ВВЕРХПрактическая пластина 3g пластина 6010 корень 7018 заполнение и крышка
Зазор 3/32 дюйма и площадка 3/32 дюйма
75-80 А DCEP
эти настройки будут работать и на канале6010 Сварка вертикальной пластиной с открытым корнем вниз по склону
6010 Сварка вертикальной пластиной-стержнем с открытым корнем под уклонСварка труб под уклон требуется для многих операций в нефтегазовой промышленности.
Это помогает начать с пластины и постепенно переходить к трубке, как только вы освоите основыСварка стержнем с открытой корневой пластиной 5/32 дюйма 6010 на спуске
Сварка стержнем с 5/32-дюймовой пластиной 6010 с открытой корневой пластиной Скоростной спускСварка стержнем с тренировочной пластиной с открытым корнем, которая подготовит вас к трубе.
В этом видео показана важность длины дуги и угла наклона стержня, а также множество других замечательных советов.
Сварка стержнем с 5/32″ 6010 Открытая корневая пластина СпускПрактическая сварка ответвлений 6010 7010
Практическая сварка ответвлений 6010 7010В этом видеоролике показаны настройки и методы, которые будут использоваться для проверки соединения ответвлений.
. Да, это учебная пластина, но применяются методы сварки6010 1/8-дюймовая тренировочная плита для сварки стержнем над головой с открытым корнем
6010 1/8″ Учебная пластина для сварки стержнем над головой с открытым корнемВ этом видеоролике используется учебная пластина для демонстрации настроек и методов с открытым корнем. Также показаны горячий проход, заполнение и закрытие. Дуговые разряды, угол наклона стержня и многое другое. Ручная сварка SMAW 6010 xx10
Сварка труб на спуске электродами XX10
Сварка труб под уклон с помощью электродов XX1012-дюймовая труба со скосом 35 градусов.
Сварка с открытым корнем электродами 5/32 дюйма XX10
заливка и крышка с 3/16″Сварка корневой стержневой трубы с уклоном электродом 5/32″ XX10
Сварка корневой трубы на спуске с электродом XX10 5/32 дюймаВнедорожник с шатунами XX10 очень распространен в нефтегазовой отрасли.
Очень ценный и высокооплачиваемый навык — уметь пускать такие хорошие корни.
В терминах конвейера это называется “бусинка”6G 2-ДЮЙМОВЫЙ СХЕМА 80 3/32″ 6010 ROOT 7018 CAP
6G, 2 ДЮЙМА, СХЕМА 80 3/32″ 6010 ROOT 7018 CAPЭндрю Кардин приваривает 2″ 6g тест, используя 3/32″ 6010 для корня и 3/32″ 7018 для одинарного валика.
Подробно показаны советы по силе тока, ремонту замочной скважины и позиционированию тела.
Если у вас на подходе 6G, сделайте себе одолжение и посмотрите это видео несколько раз, пока будете тренироваться.6 г 6 дюймов 6010 корень 7018 заливка и крышка сварка
6g 6-дюймовый корень 6010 7018 сварка с заполнением и крышкойПодробное видео о тесте 6G на 6-дюймовой трубе сортамента 80, корень 6010 с заполнением и крышкой 7018.
85 ампер для 6010 1/8″
105 ампер для первого прохода 7018 1/8″.
затем до 115 амперСварка стержнем почти над головой — учебная плита 7018 Заливка и крышка
Сварка стержнем почти над головой — учебная пластина 7018 Заполнение и заглушкаЭта пластина расположена под углом 45 градусов, чтобы имитировать область 4–5 часов трубы 5G, где все начинает провисать.
Это не совсем над головой и не вертикально. Но это отличная тренировочная площадка, ведущая к трубе 9.00056G Welding Test — Купон Monster (Часть 2) 7018 3/32-дюймовая сварка стержнем
Испытание на сварку 6G — купон Monster (часть 2) 7018 3/32-дюймовая сварка электродом наполнитель и колпачок стика, а также наконечники для позиционирования тела.0005Эндрю Кардин – 7016 Stick сварка открытой корневой пластины с электродом 7016
Эндрю Кардин – 7016 Stick Сварка открытой корневой пластины с электродом 7016Компания Эндрю знакомится с процедурами сварки открытой корневой трубы 7016.
Прежде чем приступить к работе с открытой корневой трубой с помощью электрода 7016, некоторым может быть полезно несколько практических пластин. Обсуждаются подгонка, прихваточные швы, длина дуги, угол стержня.5G Pipe 7016 Stick Сварка с открытым корнем
Труба 5G 7016 Сварка стержнем с открытым корнемВ то время как сварка под уклон с использованием электродов XX10 все еще очень распространена, в нефтегазовой отрасли все чаще используются процедуры сварки корневого прохода с низким содержанием водорода.
Поскольку это гораздо менее распространенная процедура, это видео должно помочь любому улучшить состояние корней с помощью электродов с низким содержанием водорода
 Насадки на длину дуги, позиционирование жала,
Насадки на длину дуги, позиционирование жала, .. или кто хочет что-то построить, но у него есть только блок питания переменного тока сварщик.
Стержни
.. или кто хочет что-то построить, но у него есть только блок питания переменного тока сварщик.
Стержни  д.
д. Это одна из лучших практик концентрированной дуговой сварки.
Это одна из лучших практик концентрированной дуговой сварки. Испытание на резку и травление многопроходного углового шва с использованием стержневых электродов 7018
Испытание на резку и травление многопроходного углового шва с использованием стержневых электродов 7018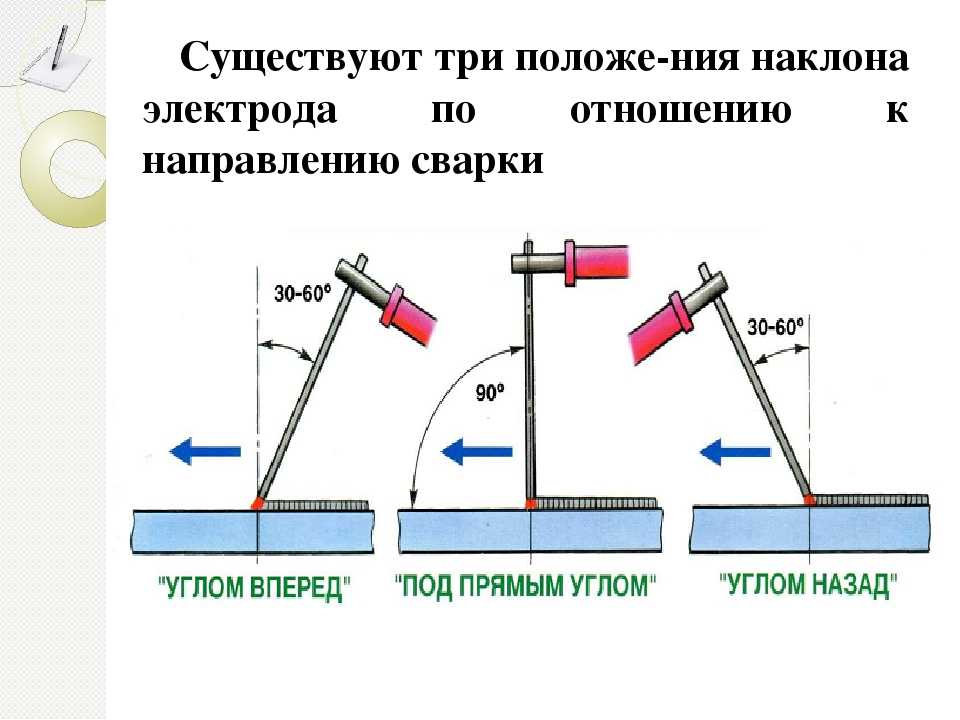
Какой вид сварки самый простой для изучения?
Многие новички рады начать карьеру сварщика, но они также не знают, как лучше всего начать. Их первый вопрос типичен: «Какой самый распространенный и простой вид сварки?»
Хотя ответ на этот вопрос всегда будет субъективным, обычно опытные сварщики рекомендуют новичкам сварочный процесс в среде защитного газа (MIG). Основная причина заключается в том, что это позволяет сварщику-новичку предварительно настроить параметры использования защитного газа и скорости подачи проволоки на сварочном аппарате.
Какие другие распространенные виды сварки существуют?
Хотя сварка MIG является одним из трех наиболее распространенных видов сварки, она не является самой старой. Это различие принадлежит дуговой сварке, более известной как сварка электродом. Несколько сложнее в освоении, чем MIG, оборудование для сварки электродом, как правило, дешевле, включая электроды для сварки электродом.
Другим популярным методом сварки является сварка вольфрамовым электродом в среде инертного газа (TIG). Это универсальный, но сложный в освоении метод сварки. Если вам интересно, что проще, сварка MIG или TIG, почти любой профессиональный сварщик посоветует вам начать с MIG и перейти к TIG когда-нибудь позже в вашей карьере. TIG имеет заслуженную репутацию производителя высококачественных и точных сварных швов, поэтому со временем вы захотите перейти на эту технику.
Почему новичкам следует начинать со сварки MIG
Настройка выполняется быстро и легко : Новички готовы начать сварку MIG в течение нескольких минут, выполнив следующие несколько шагов:
- Подсоедините горелку и кабель
- Соединительный рабочий кабель/зажим
- Установите ролик привода проволоки, соответствующий размеру проволоки .
- Загрузите катушку с проволокой
- Подключите шнур питания к розетке
- Подача проволоки в кабельный канал к пистолету
- Присоедините контактный наконечник и сопло пистолета
Вы можете учиться и практиковаться в сварке MIG в свободное время : ознакомьтесь с техникой безопасности и методами сварки, прочитав исчерпывающую книгу по сварке и просмотрев несколько обучающих видеороликов по сварке. Затем соберите свои инструменты и металлолом, чтобы начать свою первую тренировку. Вы быстро научитесь методом проб и ошибок, и вскоре вы будете выполнять базовый ремонт и простые проекты.
Настроить элементы управления сварочным аппаратом MIG относительно просто : У большинства сварочных аппаратов есть таблица настроек, помогающая неопытным операторам с начальными настройками. Позже они могут отрегулировать параметры силы тока (скорость подачи проволоки) и напряжения (тепло), чтобы улучшить качество сварки.
Легче начать сварку MIG : Некоторые методы сварки требуют зажигания с нуля или подъемной дуги для создания сварочной дуги. Эти методы требуют больше навыков, чтобы зажечь дугу и запустить ее в нужном месте. Новички в сварке MIG просто размещают горелку над заготовкой и нажимают на курок сварочного пистолета, посылая находящийся под напряжением проволочный электрод в контакт с обрабатываемым материалом и замыкая цепь, чтобы зажечь дугу.
Новички лучше видят сварку MIG : Если вы видите сварку, вы быстро научитесь управлять сварочной ванной. Поскольку при сварке MIG с газом образуется дуга с меньшим количеством искр и дыма, можно увидеть сварочную ванну и наблюдать за любыми эффектами, которые оказывают корректировки или изменения технологии, что приводит к получению качественных сварных швов за более короткое время.
Даже некрасивые сварные швы новичка могут быть прочными с MIG : Сварщики MIG выпускают защитный газ поверх сварного шва, предотвращая загрязнение, которое может привести к пористости и ослаблению сварных швов. Процесс MIG помогает новичку справиться с непривлекательным сварным швом при тех ремонтных работах и легких проектах, за которые большинство новичков берутся в первую очередь.
Новички могут быстро научиться сваривать в различных положениях : После того, как новичок научится контролировать сварочную ванну на горизонтальных поверхностях, вскоре станет возможной вертикальная и потолочная сварка с помощью сварочного аппарата MIG.
Меньше очистки дает новичкам больше времени для обучения : Поскольку при сварке MIG образуется мало брызг и не образуется шлак, новички тратят меньше времени на очистку и больше времени на совершенствование техники сварки.
Самый простой в использовании сварочный аппарат – это сварочный аппарат MIG
Вот некоторые из преимуществ выбора сварочного аппарата MIG для начала своей карьеры сварщика:
Лучший опыт сварки : Такие функции, как автоматическая подача газа и проволоки, предустановки в памяти, блокировка курка 2T/4T и предварительная и таймеры обратного прожига после продувки делают сварочные аппараты MIG легкими в освоении и приятными для новичков.
Универсальность материалов : Сварщики MIG хорошо работают с металлами, которые чаще всего используют новички: низкоуглеродистая (мягкая) сталь, нержавеющая сталь и алюминий.
Эффективен для металла различной толщины : Сварочные аппараты MIG обеспечивают превосходные результаты при сварке панелей кузова толщиной 18 мм. В то же время многие модели для домашнего использования эффективны на относительно толстых материалах, а некоторые качественные машины могут обрабатывать ½-дюймовые пластины за один проход.
Сварка в помещении или на улице : Сварка в помещении (или на открытом воздухе при слабом ветре) с использованием защитного газа обеспечивает наилучшие сварные швы. Однако использование экрана для предотвращения выброса защитного газа также работает. Вы можете отказаться от защитного газа в условиях сильного ветра и заменить проволоку с флюсовым сердечником на проволоку MIG для практичной сварки на открытом воздухе.
Удобная транспортировка на рабочие площадки : Например, портативный сварочный аппарат MIG160 с флюсовым сердечником от PrimeWeld не требует защитного газа и весит 23,8 фунта, что идеально подходит для сварки на открытом воздухе или если вы не можете управлять автомобилем в непосредственной близости от рабочей площадки. .
Немного грязи не помешает получить прочные сварные швы : Хотя для сварки MIG с защитным газом требуются чистые материалы, переход на сварку под флюсом позволяет новичкам выполнять прочные сварные швы даже на металлах со слабой ржавчиной, краской или смазкой. — именно то, что вы найдете на большинстве наружного оборудования, заборах и черных железных трубах.
Расширенные функции : Самые передовые на сегодняшний день аппараты для сварки MIG имеют все функции, которые требуются производителям, но они также помогают новичкам быстрее научиться сваривать. Ознакомьтесь с функциями аппарата PrimeWeld MIG 180, включая высокочастотную дугу, блокировку курка горелки 2T/4T и подачу защитного газа до и после подачи. Эта высококачественная портативная машина весит менее 30 фунтов.
Умные сварщики MIG требуют от новичка меньше навыков : Самый удобный в использовании сварочный аппарат упрощает обучение новичка. Сварочный аппарат подает электроэнергию, защитный газ и присадку через горелку MIG, что позволяет новичку сосредоточиться на сварке основных соединений и сварных швов. Взгляните на сварочный аппарат PrimeWeld MTS200 3-в-1, еще один легкий (32,4 фунта) аппарат с функциями, которые оценят как опытные профессионалы, так и новички-любители.
Какой материал легче всего сварить?
Новички быстро узнают о важности свариваемости в выбранной ими отрасли. Если вы серьезно относитесь к тому, чтобы стать сварщиком, будь то профессионал или любитель, вы должны понимать, какие металлы вы можете сваривать и легко сваривать, чтобы завершить успешный проект. Выбор металлов с хорошей свариваемостью намного легче сваривать, и они также сохранят более высокое качество сварки.
Сталь — самый легкий металл для сварки, что объясняет, почему это самый распространенный металл для сварки. Углеродистая сталь также является самым дешевым металлом на рынке, что повышает ее популярность. Сталь, по сути, состоит из железа и углерода со следовыми количествами других веществ, и MIG, TIG и сварка электродом хорошо работают с ней. Большинство профессионалов согласны с тем, что новички должны научиться успешно сваривать сталь, прежде чем переходить к более сложным металлам.
Вам нужен сварочный аппарат, чтобы начать свою карьеру или хобби?
В PrimeWeld мы даем профессионалам и любителям лучший опыт сварки.