Сверла Диаметры спиральные – Энциклопедия по машиностроению XXL
Градация диаметров спиральных сверл н допуски по диаметрам [c.328]Контроль засверловкой. Засверловкой могут быть выявлены непровары, трещины и пористость. Засверливание производится электрическими, пневматическими и ручными дрелями или особыми, приборами. Для сверления применяются спиральные свёрла и специальные фрезы диаметром 6—2Ь мм с углом заточки 90 . Засверловку конических углублений в сварном щве следует вести с расчётом вскрытия всего сечения шва и захвата основного металла по 1,5 мм на сторону. При ширине шва, требующей применения сверла диаметром более 25 мм, можно вскрывать шов частично и для облегчения применять предварительную засверловку свёрлами меньшего диаметра. Стенки засверлённого углубления должны иметь гладкую поверхность. [c.436]
ЩЪ мм, спиральные сверла диаметром от 1,8 до 5,2 мм, конические и цилиндрические борфрезы диаметром от 8 до 32 мм.

Спиральное сверло диаметром 20 мм, шлифование по наружному диаметру Предварительный Окончательный 20-22 18-22 20-25 12 6 3 2 1 1 4 7-й 8-й [c.648]
Градация диаметров спиральных сверл должна соответствовать следующему ряду (по ГОСТу 885—64) в мм 0,25—0,8 мм через 0,05 мм 0,82 0,85 0,9 0,92 0,95 1,00—3,00 через 0,05 мм 3,1—14,0 мм через 0,1 мм (отсутствуют размеры 1,4 11,6 12,9 13,4 13,9 мм) 14,25— 32,5 мм через 0,25 мм 33—50,5 через 0,5 мм. Кроме сверл указанных размеров, по согласованию с потребителем заводы изготовляют сверла других диаметров. [c.109]
У спиральных сверл диаметром свыше 12 мм производится подточка режущей части по форме, приведенной в табл. 122. [c.164]
Глубинное шлифование предусматривает применение больших глубин резания и медленной ползучей подачи. При этом значительно меньше ощущается влияние исходных погрешностей формы и колебания припуска на результаты обработки.
Градация диаметров спиральных сверл н допуски но диаметрам в мм уло РОСТу SS5—6 ) [c.199]
Более сложный процесс происходит при обработке многолезвийным инструментом. Точность диаметра отверстий при сверлении их спиральными сверлами определяется допусками на диаметр сверл и погрешностями, возникающими в результате разбивки отверстий. Допуски на диаметр спиральных сверл регламентируются ГОСТом 885—64. Разбивка отверстий возникает в результате неуравновешенности радиальной силы резания при несимметричной заточке сверла.
Рабочим инструментом сверлильных машин служат сверла (рис. 12.2). Для работы по металлу применяют спиральные сверла с цилиндрическим (диаметром до 6 мм) 1 и коническим (диаметром более 6 мм) 2 хвостовиками. Сверла диаметром до 14 мм обычно закрепляют в трехкулачковом патроне, одеваемом на шпиндель, а сверла боль-
[c.341]
Сверла диаметром до 14 мм обычно закрепляют в трехкулачковом патроне, одеваемом на шпиндель, а сверла боль-
[c.341]
Размеры сверл. Градация диаметров спиральных сверл должна соответствовать следующему ряду (ГОСТ 8 —64), мм 0,25—0,8 через 0,05 мм 0,82 0,85 0,9 0,92 0,95 1,0—3,0 через 0,05 мм 3,1—14,0 через 0,1 мм (отсутствуют размеры 1,4 11,6 12,9 13,4 13,9 мм) 14,25— 32,5 через 0,25 мм 33—50,5 через 0,5 мм. [c.235]
Сверла выбирают согласно ГОСТам 885-64, 886-64, 2034-64, 2092-64, 4010-64, 5756-64, 6647-64, 10902-64, 10903-64. Диаметры спиральных сверл приведены в табл. 5. [c.225]
Испытание твердости на приборе Виккерса производится в тех случаях, когда необходимо определить твердость тонких деталей толщиной менее 0,3 мм, например, твердость тонкого азотированного слоя, твердость стержней малого сечения (спиральные сверла диаметром 1 мм и менее, режущие кромки разверток и т. п.). В этом приборе испытание ведут четырехгранной алмазной пирамидой с углом при вершине 136° нагрузка — в 5 10 20 30 50 и 100 кГ.
 Малые нагрузки применяют для измерения твердости азотированного слоя тонких или мелких предметов. Во всех остальных случаях применяют повышенную нагрузку. Мерилом твердости на приборе Виккерса служит размер диагонали углубления пирамиды на испытуемой детали.
[c.33]
Малые нагрузки применяют для измерения твердости азотированного слоя тонких или мелких предметов. Во всех остальных случаях применяют повышенную нагрузку. Мерилом твердости на приборе Виккерса служит размер диагонали углубления пирамиды на испытуемой детали.
[c.33]Хвостовики у спиральных сверл могут быть цилиндрическими и коническими. Конические хвостовики для сверл диаметром более 6 мм в цилиндрические для сверл свыще 8 мм выполняются из конструкционной стали и привариваются к рабочей части в стык. Конический хвостовик на конце имеет лапку, цилиндрический — гладкий или с поводком. [c.70]
При слесарных работах пользуются обычно спиральными сверлами. Диаметр сверла зависит от размера просверливаемого отверстия и технических требований, предъявляемых к нему. [c.230]
Данные для выбора диаметра сверла приведены в ГОСТе 885-60. Допуски на диаметр спиральных сверл в зависимости от условий работы следовало бы давать различные, однако в действительности трудно предвидеть точное назначение сверла, и поэтому допуски на диаметр принимаются единые. [c.248]
[c.248]
Для повышения износостойкости (в 3—5 раз) неперетачиваемых твердосплавных пластинок их покрывают тонким слоем (0,005 мм) карбида титана методом осаждения из газовой среды. Из твердых сплавов изготовляют монолитный твердосплавный инструмент. В промышленности с успехом используют монолитные твердосплавные прорезные и отрезные фрезы, спиральные сверла диаметром 0,35—6 мм, канавочные фрезы, дисковые модульные зубофрезерные фрезы т — 0,2 0,8 мм, червячные зуборезные фрезы т = 0,05 -J- [c.14]
Сердцевина и поперечная кромка сверла. Диаметр сердцевины у спиральных сверл является важнейшим злементом. При недостаточном диаметре сердцевины сверло будет менее жестким, а следовательно, будет выдерживать меньшие крутящие моменты. Однако при уменьшении сердцевины значительно сокращается осевая сила и облегчается процесс сверления, так как уменьшается поперечная кромка. [c.206]
Технологический процесс. Спиральные сверла с цилиндрическим хвостовиком точного исполнения диаметром 2,0-—10 мм изготовляют из серебрянки группы В 3-го класса точности, форма, размеры и предельные отклонения которой должны соответствовать сортаменту по ГОСТ 14955—69.
Монолитные твердосплавные спиральные сверла получают вышли-фовкой из круглой заготовки с любыми заданными геометрическими параметрами. Современные технологии обеспечивают изготовление внутренних каналов для подвода СОЖ в сверлах диаметром от 2 мм. Проч- [c.228]
Вышлифовкой обрабатываются профили канавок спиральных быстрорежущих и твердосплавных сверл диаметром 0,1…20 мм с углом наклона стружечных канавок до 35″, концевых фрез диаметром до 20 мм с углом наклона стружечных канавок до 45°, метчиков диаметром до 20 мм, твердосплавных разверток до 12 мм, центровочных сверл и т.п. [c.410]
Стойкость цельных спиральных сверл диаметром 0,7…2 мм, изготовленных из закаленных твердосплавных заготовок методом вышли-фовки, в три раза выше стойкости таких же сверл, сделанных из обычных заготовок.
[c. 428]
428]
Сверление отверстий. Отверстие в сплошном металле можно получить, пользуясь сверлами различных конструкций спиральными, перовыми, трубчатыми и другими. Самое распространенное— спиральное сверло. Достоинство спиральных сверл состоит в том, что у них лучший отвод стружки, чем у сверл других конструкций. Инструментальная промышленность выпускает спиральные сверла с диаметрами 0,25—80 мм. При сверлении отверстий диаметром свыше 30 мм проводят сверление и рассверливание. При этом диаметр перового сверла равен примерно 0,5—0,7 окончательного диаметра отверстия. [c.139]
В машинных развертках и сверлах хвостовик оканчивается лапкой. Ее обрабатывают на горизонтально-фрезерных станках двумя трехсторонними фрезами в условиях мелкосерийного производства и на специальных автоматах — крупносерийного. Автомат модели СИ-08 предназначен для фрезерования лапок у спиральных сверл диаметром 6—15,5 мм с цилиндрическим хвостовиком, а автомат модели ГФ-555 — для обработ-.
 кн лапок сверл с конусом Морзе № 1, 2 и 3.
[c.272]
кн лапок сверл с конусом Морзе № 1, 2 и 3.
[c.272]Точность диаметра отверстий при сверлении их спиральными сверлами определяется допусками на диаметр сверл и погрешностями, возникающими в результате разбивки отверстий. Допуски на диаметр спиральных сверл регламентируются ГОСТом 885-60. Разбивка отверстий возникает в результате неуравновешенности радиальной силы резания при несимметричной заточке сверла. С увеличением глубины сверления разбивка возрастает в связи с тем, что радиальная жесткость системы сверло — шпиндель из-за увеличивающейся при этом длины консоли снижается. Другая причина разбивки отверстия заключается в несоосности рабочей части сверла и его хвостовика. [c.270]
Диаметр спиральных сверл с цилиндрическим и коническим хвостовиками изменяется в пределах 0,25—80 мм. При сверлении [c.562]
К оснастке станка, используемой при обработке деталей, относятся следующие детали и узлы патроны самоцентрирующий трехкулачковый и четырехкулачковый, планшайбы, машинные тиски, сверлильный и расточный патроны, дерн авка для сверления мелкими сверлами, пружинные чертилки, установочные центры, оправки для выверки нулевых положений, наборы центровых и спиральных сверл диаметром до 8 жм наборы расточных резцов и резцов для нанесения рисок.
Диаметры спиральных сверл в зависимости от их назначения по гост 885—60 даны в табл. 30—3 , [c.64]
Диаметры спиральных сверл в зависимости от их назначения в мм [c.65]
Расточку производят одновременно в двух матрицах — подвижной и неподвижной, установленных сомкнуто на горизонтально-расточном станке. Отверстие перед расточкой сверлят насквозь спиральным сверлом, после чего производят черновую расточку резцом. Чистовую расточку ведут, начиная с передней. (обращённой к пуансону) части ручья, отг делывая постепенно каждый диаметр. Если диаметр средней части ручья больше входного, например при расточке полости под вставку, этот участок обрабатывают раздельно вмсаждой матрице. [c.480]
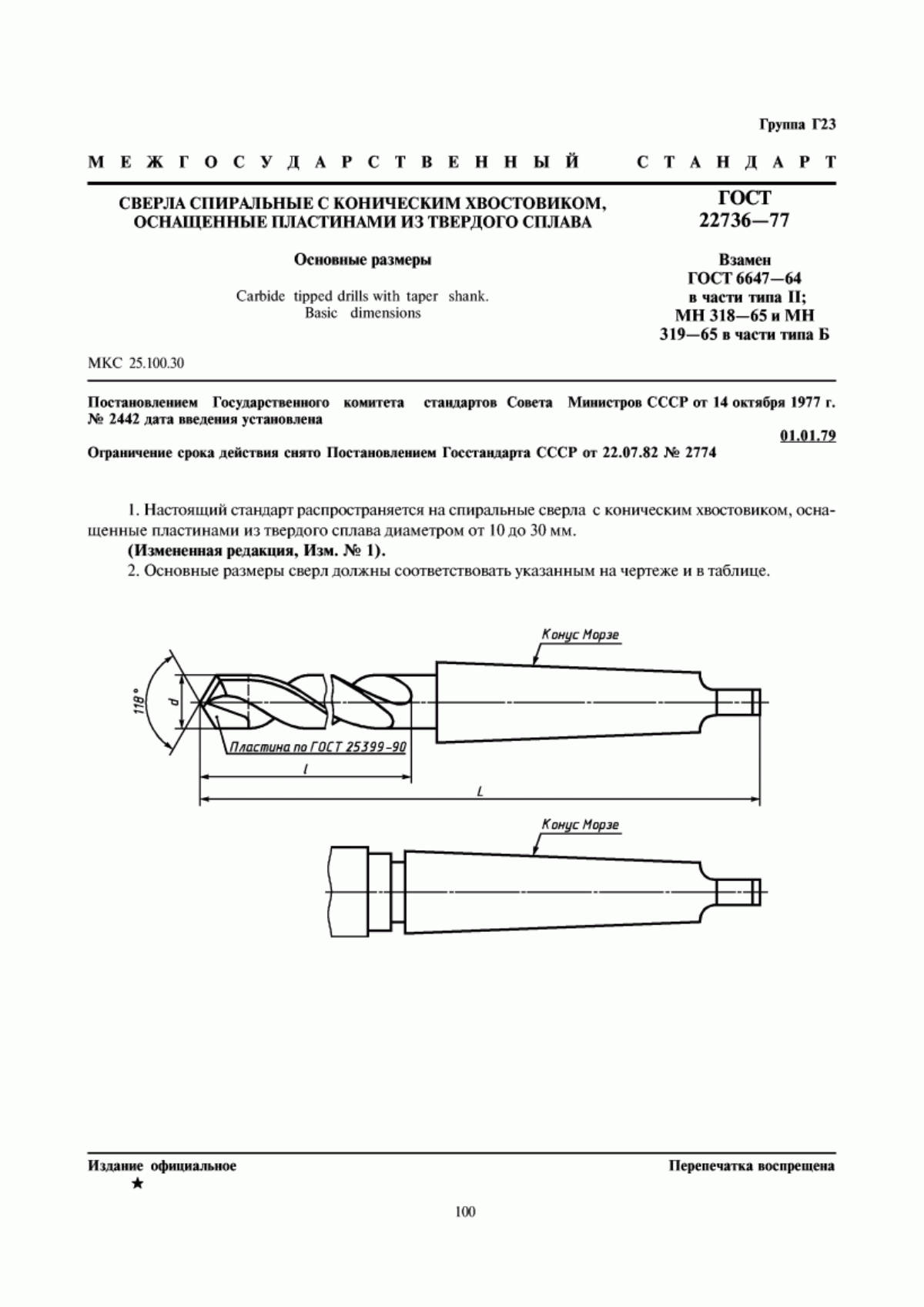
Для твердосплавных сверл задний угол а стандартизованных сверл диаметром d 5…30 мм такой же, как у спиральных сверл из быстрорежушей стали винтовая канавка у конца пластины имеет угол наклона со, а на пластине выполняются прямые канавки для стандартизованных сверл диаметром 5. ..30 мм угол со = 15…20° вспомогательный угол в плане ф задается обратной конусностью на твердосплавных пластинах сверл для сверл диаметром до 30 мм разница в диаметрах в начале рабочей части и в конце пластинки равна 0,01. ..0,08 мм двойную заточку выполняют на длине переходного лезвия Ь = о,2d.
[c.166]
..30 мм угол со = 15…20° вспомогательный угол в плане ф задается обратной конусностью на твердосплавных пластинах сверл для сверл диаметром до 30 мм разница в диаметрах в начале рабочей части и в конце пластинки равна 0,01. ..0,08 мм двойную заточку выполняют на длине переходного лезвия Ь = о,2d.
[c.166]
Диаметр сверла всегда следует брать немного меньще, чем диаметр просверливаемого им отверстия, так как диаметр отверстия при сверлении увеличивается. Диаметр сверла выбирают по ГОСТ 885—64. Допуски на диаметр спиральных сверл в зависимости от условий работы следовало бы давать различные, однако, учитывая, что окончательная обработка отверстия производится другими инструментами (развертки, раскатки) и что трудно предвидеть точное назначение сверла, допуски на диаметр принимают единые. Диаметр направляющей части спирального сверла с целью уменьщения трения о стенки отверстия уменьшается по направлению к хвостовику, т. е. направляющая часть сверла имеет обратную конусность
[c. 206]
206]
Алмазные круги для операций вышлифовывания канавок и спинок правят 6 помош,ью специального приспособления, смонтированного на универсально-заточном станке мод, ЗВ642 или на епециально-правиль-ном станке мод. ВК-65, Правка выполняется в той же последовательности и таким же образом, что и для спиральных твердосплавных сверл диаметром 1,0—5,0 мм (ем. риа. 10). Геометрические параметры профиля алмазного круга для сверл [c.31]
Конструктивные элементы спиральных твердосплавых сверл диаметром 0,6—1,1 мм [c.33]
Точный профиль спиральных сверл диаметром 40…60 мм из быстрорежущих сталей получают также комбинированным способом – объемной горячей штамповкой и последующей вышлифовкой полного профиля. При этом достигается экономия быстрорежущей стали и повышение производительности обработки (припуск при дошлифовке не превышает 0,5 мм по профилю канавки, что позволяет работать с подачами в 3 раза превышающими подачи при вышлифовке полного профиля). [c.410]
[c.410]
Отверстие в сплошном металле можно получить, пользуясь сверлами различных конструкций спиральными, перовыми, кольцевыми и др. Самыми распространенными являются спиральные сверла. Достоинством спиральных сверл является наилучший отвод стружки. Инструментальная про-мышлевность выпускает спиральные сверла диаметрами от 0,25 до 80 мм. Недостатком спиральных сверл является малое сопротивление скручиванию и продольному изгибу, причем чем меньше диаметр сверла, тем больше ощутим этот недостаток. Уже для сверла диаметром 10 мм величина подачи определяется не режущими свойствами лезвий, а его прочностью. Из-за огромных усилий подачи практически сверление спиральными сверлами ограничивают диаметром 50 мм. При сверлении отвер- [c.108]
Спиральные сверла могут быть и твердосплавными. Сверла диаметром от 1,8 до 5,2 мм изготовляются монолитными из твердых сплавов марок ВК6 и ВК8М, а диаметром свыше 6 мм оснащаются пластинками твердого сплава,
[c. 242]
242]
Корпуса сверл, оснащенных пластинками из твердых сплавов, выполняются из сталей марок Р9, 9ХС, 40Х, 45Х. Стали марок Р9 и 9ХС применяются для корпусов сверл одного диаметра с режущей частью, стали марок 40Х и 45Х применяются при изготовлении корпусов, диаметр которых меньше диаметра режущей части. Корпуса из стали марки Р9 диаметром от 6 мм (сверла с коническим хвостовиком) или диаметром 8 мм (сверла с цилиндрическим хвостовиком) должны изготовляться сварными, с хвостовиком из углеродистых сталей. Твердость корпусов, измеренная аналогично сверлам из быстрорежущих сталей, должна быть HR 40—50 — для корпусов из сталей марок 40Х и 45Х HR 56—62 — для корпусов из сталей марок 9ХС и Р9. Корпуса сверл из стали марки 9ХС за твердосплавной пластинкой на участке, равном длине пластинки, могут иметь твердость на 10 ед. HR ниже. Рабочая часть цельных твердосплавных спиральных сверл и монолитных сверл изготовляется из твердых сплавов марок ВК6М, ВК8, ВКЮМ или из других марок сплавов в соответствии с техническими условиями на заготовки сверл (гл.
 10). Материал хвостовиков составных цельных твердосплавных сверл — сталь 45 или 40Х. Соединение твердосплавной рабочей части со стальным хвостовиком производится пайкой (припоями Л68,-Пср-40) или другими методами, гарантирующими качество соединения. Рабочая часть быстрорежущих сверл диаметром свыше 6 мм может быть цианирована,обработана в среде перегретого водяного пара или подвергнута иной упрочняющей обработке.
[c.204]
10). Материал хвостовиков составных цельных твердосплавных сверл — сталь 45 или 40Х. Соединение твердосплавной рабочей части со стальным хвостовиком производится пайкой (припоями Л68,-Пср-40) или другими методами, гарантирующими качество соединения. Рабочая часть быстрорежущих сверл диаметром свыше 6 мм может быть цианирована,обработана в среде перегретого водяного пара или подвергнута иной упрочняющей обработке.
[c.204]Форма и углы поперечной кромки зависят от формы задних поверхностей, метода заточки, параметров установки при заточке. Наиболее распространенными методами заточки сверл являются одноплоскостная, двухплоскостная, коническая, цилиндрическая, винтовая. Название метода заточки связано с формой задней поверхности. Более простым и технологичным является метод, называемый одноплоскостной заточкой. При этом методе задняя поверхность каждого зуба сверла представляет собой участок одной плоскости (рис. 6.5, а). Существует мнение, что заточка спиральных сверл по плоскости применима только для мелких сверл диаметром до 3 мм. Мнение это ошибочно и возникло, вероятно, потому, что для мелких сверл необходимы ббльшие значения задних углов., которые близки к получаемым при одноплоскостной заточке. Ниже будет показано, при каких условиях возможна заточка спиральных сверл по плоскости. Возможности одноплоскостной заточки ограничиваются условиями наличия спада затылка между точками 1 и 2 задней поверхности. С достаточной для практики точностью условие наличия спада характеризуется зависимостью 0/2 — р., где 0 — центральный угол канавки [55].
[c.209]
Мнение это ошибочно и возникло, вероятно, потому, что для мелких сверл необходимы ббльшие значения задних углов., которые близки к получаемым при одноплоскостной заточке. Ниже будет показано, при каких условиях возможна заточка спиральных сверл по плоскости. Возможности одноплоскостной заточки ограничиваются условиями наличия спада затылка между точками 1 и 2 задней поверхности. С достаточной для практики точностью условие наличия спада характеризуется зависимостью 0/2 — р., где 0 — центральный угол канавки [55].
[c.209]
Сверло состоит из корпуса и рабочей части, которая, в свою очередь, подразделяется на зенковочную и сверловочную части. Все сверла, за исключением сверл диаметром 0,8 мм, — двусторонние. Материалом сверл обычно служат быстрорежущие стали. Твердость рабочей части инструмента соответствует НЯС 62—64 (у сверл диаметром й сверл диаметром >3,15 мм). Сверловочная часть представляет сверло с двумя прямыми, наклонными или винтовыми канавками, режущая часть которого аналогична режущей части спирального сверла (2ф == = 118° а = 11 (О = 5 ). Профиль канавок — угловой под углом 90—110°. Цилиндрический участок сверловочной части имеет по длине обратную конусность, равную 0,05—0,1 мм на 25 мм его длины. Ленточки на сверловочной части отсутствуют, а спинка затылуется по архимедовой или логарифмической спирали со спадом, обеспечивающим задний угол по цилиндру, равный 1—2°. Получение большего заднего угла затылованием спинки в значительной степени снизит прочность сверловочной части, поэтому при необходимости создания больших задних углов заты-лование производят не на всей спинке, а лишь на небольшом ее участке, прилегающем к передней поверхности сверла, таким
[c.227]
Профиль канавок — угловой под углом 90—110°. Цилиндрический участок сверловочной части имеет по длине обратную конусность, равную 0,05—0,1 мм на 25 мм его длины. Ленточки на сверловочной части отсутствуют, а спинка затылуется по архимедовой или логарифмической спирали со спадом, обеспечивающим задний угол по цилиндру, равный 1—2°. Получение большего заднего угла затылованием спинки в значительной степени снизит прочность сверловочной части, поэтому при необходимости создания больших задних углов заты-лование производят не на всей спинке, а лишь на небольшом ее участке, прилегающем к передней поверхности сверла, таким
[c.227]
При обычных условиях эксплуатации разбивка имеет определенные установленные практикой величины. Допуски на диаметр сниральньгх сверл в завнс1шости от условий работы различные. Б табл. 7 приведены допуски на диаметр спиральных сверл общего назначения и точного исполнения. Как видно из табл. 7, все допуски даны в сторону уменьшения, так как сверло всегда обеспечивает увеличение диаметра отверстия из-за разбивки. [c.90]
[c.90]
Спиральные сверла с монолитной твердосплавной рабочей частью. Существующие в настоящее время способы прессования и спекания твердосплавных заготовок позволяют получать фасонную твердосплавную заготовку очень сложной формы. Это обстоятельство позволяет изготовлять рабочую часть спирального сверла целиком из твердого сплава, а затем соединять ее путем пайки с хвостовой частью. На рис. 73 показаны конструкции спиральных сверл с твердосплавной монолитной рабочей частью. Сверла (рис. 73, а) с твердосплавной рабочей частью, впаянной в цилиндрический хвостовик большого диаметра, изготовляют на заводе Фрезер диаметром от 1,5 до 6,5 мм. Могут быть изготовлены свер.ла и меньших диаметров цельными твердосплавными (вместе с хвостовиком) (рис. 73,6). Сверла диаметром от 3 до 12 мм можно шготовлять по типу, показанному на [c.111]
Перед началом работы на станке указатели на линейках и ва лимбах устанавливаются в ну.певые положения. При установке заданных размеров отсчет ведется по линейкам и лимбам. После установки размеров, во избен ание случайного сдвига маховичков (рукояток), все установочные винты стопорятся. Враш ение маховичков при установке размера ведется только в одну сторону для создания натяга. Разметка под сверление отверстий в деталях ведется центровым сверлом производить разметку спиральным сверлом или сверлить без предварительного засверливания центровым сверлом не рекомендуется. Диаметр центрового сверла берется в зависимости от диаметра спирального сверла.
[c.177]
После установки размеров, во избен ание случайного сдвига маховичков (рукояток), все установочные винты стопорятся. Враш ение маховичков при установке размера ведется только в одну сторону для создания натяга. Разметка под сверление отверстий в деталях ведется центровым сверлом производить разметку спиральным сверлом или сверлить без предварительного засверливания центровым сверлом не рекомендуется. Диаметр центрового сверла берется в зависимости от диаметра спирального сверла.
[c.177]
Свёрла. Длинная серия. Справочник
Размеры (мм) и обозначение спиральных свёрл с цилиндрическим хвостовиком Длинная серия (общего назначения) ГОСТ 886-88
| Обозначение свёрл исполнения | d | L | l | Обозначение свёрл исполнения | d | L | l | ||
| 1 | 2 | 1 | 2 | ||||||
| 2300-2151 | – | 1,95 | 85 | 56 | 2300-6974 | 2300-7174 | 6,2 | 148 | 97 |
| 2300-0001 | – | 2,00 | 85 | 56 | 2300-6976 | 2300-7176 | 6,4 | 148 | 97 |
| 2300-0005 | – | 2,20 | 90 | 59 | 2300-6977 | 2300-7177 | 6,5 | 148 | 97 |
| 2300-0008 | – | 2,50 | 95 | 62 | 2300-6979 | 2300-7179 | 6,7 | 148 | 97 |
| 2300-0012 | – | 2,70 | 100 | 66 | 2300-6981 | 2300-7181 | 6,8 | 156 | 102 |
| 2300-0015 | 2300-2222 | 3,00 | 100 | 66 | 2300-6983 | 2300-7183 | 7,0 | 156 | 102 |
| 2300-0018 | 2300-2225 | 3,20 | 105 | 69 | 2300-6985 | 2300-7185 | 7,2 | 156 | 102 |
| 2300-0022 | 2300-2229 | 3,50 | 112 | 73 | 2300-6988 | 2300-7188 | 7,5 | 156 | 102 |
| 2300-0024 | 2300-2231 | 3,70 | 112 | 73 | 2300-6991 | 2300-7191 | 7,7 | 165 | 109 |
| 2300-0026 | 2300-2233 | 3,90 | 119 | 78 | 2300-6992 | 2300-7192 | 7,8 | 165 | 109 |
| 2300-0027 | 2300-2234 | 4,0 | J19 | 78 | 2300-6994 | 2300-7194 | 8,0 | 165 | 109 |
| 2300-0029 | 2300-2236 | 4,2 | 119 | 78 | 2300-6997 | 2300-7197 | 8,3 | 165 | 109 |
| 2300-0031 | 2300-2240 | 4,5 | 126 | 82 | 2300-6998 | 2300-7198 | 8,4 | 165 | 109 |
| 2300-2160 | 2300-2242 | 4,7 | 126 | 82 | 2300-6999 | 2300-7199 | 8,5 | 165 | 109 |
| 2300-0033 | 2300-2243 | 4,8 | 132 | 87 | 2300-7001 | 2300-7201 | 8,6 | 175 | 115 |
| 2300-0061 | 2300-2244 | 4,9 | 132 | 87 | 2300-7002 | 2300-7202 | 8,7 | 175 | 115 |
| 2300-0034 | 2300-2245 | 5,0 | 132 | 87 | 2300-7003 | 2300-7203 | 8,8 | 175 | 115 |
| 2300-6963 | 2300-7163 | 5,2 | 132 | 87 | 2300-7005 | 2300-7205 | 9,0 | 175 | 115 |
| 2300-6966 | 2300-7166 | 5,5 | 139 | 91 | 2300-7007 | 2300-7207 | 9,2 | 175 | 115 |
| 2300-6968 | 2300-7168 | 5,7 | 139 | 91 | 2300-7009 | 2300-7209 | 9,4 | 175 | 115 |
| 2300-6969 | 2300-7169 | 5,8 | 139 | 91 | 2300-7011 | 2300-7211 | 9,5 | 175 | 115 |
| 2300-6971 | 2300-7171 | 5,9 | 139 | 91 | 2300-7013 | 2300-7213 | 9,7 | 184 | 121 |
| 2300-6972 | 2300-7172 | 6,0 | 139 | 91 | 2300-7014 | 2300-7214 | 9,8 | 184 | 121 |
| – | – | – | – | – | 2300-7016 | 2300-7216 | 10,0 | 184 | 121 |
Примечания:
1. Свёрла диаметром более d=10 мм целесообразно применять с коническим хвостовиком по ГОСТ 12121-88.
Свёрла диаметром более d=10 мм целесообразно применять с коническим хвостовиком по ГОСТ 12121-88.
2. Пример условного обозначения сверла общего назначения d=9,0 мм исполнения1:
Сверло 2300-7005 ГОСТ 886-88
3. Центровые отверстия по ГОСТ 14034-84
4.Допускается изготовление свёрл без центровых отверстий.
5.Технические требования по ГОСТ 2034-82
6. Конструктивные элементы и геометрические параметры режущих элементов свёрл по ГОСТ 4010-88.
Размеры (мм) и обозначение спиральных свёрл с коротким цилиндрическим хвостовиком.
Длинная серия – ГОСТ 12122-77
| Обозначение свёрл | d | L | l | Обозначение свёрл | d | L | l | ||
| точного исполнения | общего назначения | точного исполнения | общего назначения | ||||||
| 2300-5122 | 2300-7322 | 1,95 | 65 | 40 | 2300-5173 | 2300-7373 | 5,2 | 105 | 70 |
| 2300-5123 | 2300-7323 | 2,00 | 65 | 40 | 2300-5176 | 2300-7376 | 5,5 | 115 | 80 |
| 2300-5125 | 2300-7325 | 2,10 | 65 | 40 | 2300-5179 | 2300-7379 | 5,8 | 115 | 80 |
| >2300-5127 | 2300-7327 | 2,20 | 70 | 45 | 2300-5182 | 2300-7382 | 6,0 | 115 | 80 |
| 2300-5127 | 2300-7327 | 2,20 | 70 | 45 | 2300-5182 | 2300-7382 | 6,0 | 115 | 80 |
| 2300-5129 | 2300-7329 | 2,30 | 70 | 45 | 2300-5184 | 2300-7384 | 6,2 | 125 | 85 |
| 2300-5132 | 2300-7332 | 2,40 | 70 | 45 | 2300-5186 | 2300-7386 | 6,4 | 125 | 85 |
| 2300-5134 | 2300-7334 | 2,50 | 70 | 45 | 2300-5187 | 2300-7387 | 6,5 | 125 | 85 |
| 2300-5136 | 2300-7336 | 2,60 | 70 | 45 | 2300-5189 | 2300-7389 | 6,7 | 125 | 85 |
| 2300-5138 | 2300-7338 | 2,70 | 75 | 48 | 2300-5191 | 2300-7391 | 6,8 | 130 | 90 |
| 2300-5141 | 2300-7341 | 2,80 | 75 | 48 | 2300-5193 | 2300-7393 | 7,0 | 130 | 90 |
| 2300-5143 | 2300-7343 | 2,90 | 75 | 48 | 2300-5195 | 2300-7395 | 7,2 | 130 | 90 |
| 2300-5144 | 2300-7344 | 2,95 | 75 | 48 | 2300-5198 | 2300-7398 | 7,5 | 130 | 90 |
| 2300-5145 | 2300-7345 | 3,00 | 75 | 48 | 2300-5202 | 2300-7402 | 7,8 | 140 | 100 |
| 2300-5148 | 2300-7348 | 3,20 | 80 | 50 | 2300-5204 | 2300-7404 | 8,0 | 140 | 100 |
| 2300-5153 | 2300-7353 | 3,50 | 85 | 55 | 2300-5207 | 2300-7407 | 8,3 | 140 | 100 |
| 2300-5155 | 2300-7355 | 3,70 | 85 | 55 | 2300-5209 | 2300-7409 | 8,5 | 140 | 100 |
| 2300-5157 | 2300-7357 | 3,90 | 90 | 60 | 2300-5212 | 2300-7412 | 8,7 | 155 | 110 |
| 2300-5158 | 2300-7358 | 4,00 | 90 | 60 | 2300-5213 | 2300-7413 | 8,8 | 155 | 110 |
| 2300-5161 | 2300-7361 | 4,20 | 90 | 60 | 2300-5215 | 2300-7415 | 9,0 | 155 | 110 |
| 2300-5165 | 2300-7365 | 4,50 | 100 | 65 | 2300-5217 | 2300-7417 | 9,2 | 155 | 110 |
| 2300-5167 | 2300-7367 | 4,70 | 100 | 65 | 2300-5219 | 2300-7419 | 9,4 | 155 | 110 |
| 2300-5168 | 2300-7368 | 4,80 | 105 | 70 | 2300-5221 | 2300-7421 | 9,5 | 155 | 110 |
| 2300-5171 | 2300-7371 | 5,0 | 105 | 70 | – | – | – | – | – |
Примечания:
1. Свёрла спиральные с коротким цилиндрическим хвостовиком до d=9,5 мм предназначен для сверления через кондукторные втулки.
Свёрла спиральные с коротким цилиндрическим хвостовиком до d=9,5 мм предназначен для сверления через кондукторные втулки.
2. Пример условного обозначения сверла общего назначения d=9 мм:
Сверло 2300-7415 ГОСТ12122-88.
3. Центровые отверстия по ГОСТ 14034-84
4. Допускается изготовление свёрл без центровых отверстий.
5. Технические требования по ГОСТ 2034-82
6. Конструктивные элементы и геометрические параметры режущих элементов свёрл по ГОСТ 4010-88.
Размеры (мм) и обозначение длинных спиральных свёрл с коническим хвостовиком ГОСТ 12121- 77
| Обозначение свёрл исполнения | d | L | l | конус Mopзe | Обозначение свёрл исполнения | d | L | l | Конус Mopзe | ||
| точного | общего | точного | общего | ||||||||
| 2301-3151 | 2301-3351 | 6,0 | 160 | 80 | 1 | 2301-3226 | 2301-3426 | 12,8 | 220 | 140 | 1 |
| 2301-3153 | 2301-3353 | 6,2 | 165 | 85 | 1 | 2301-3228 | 2301-3428 | 13,0 | 220 | 140 | 1 |
| 2301-3155 | 2301-3355 | 6,4 | 165 | 85 | I | 2301-3234 | 2301-3434 | 13,5 | 230 | 150 | 1 |
| 2301-3156 | 2301-3356 | 6,5 | 165 | 85 | 1 | 2301-3237 | 2301-3437 | 13,8 | 230 | 150 | 1 |
| 2301-3158 | 2301-3358 | 6,7 | 165 | 85 | 1 | 2301-3239 | 2301-3439 | 14,0 | 230 | 150 | 1 |
| 2301-3159 | 2301-3359 | 6,8 | 170 | 90 | 1 | 2301-3242 | 2301-3442 | 14,5 | 255 | 155 | 2 |
| 2301-3162 | 2301-3362 | 7,0 | 170 | 90 | 1 | 2301-3243 | 2301-3443 | 14,75 | 255 | 155 | 2 |
| 2301-3164 | 2301-3364 | 7,2 | 170 | 90 | 1 | 2301-3244 | 2301-3444 | 15,0 | 255 | 155 | 2 |
| 2301-3167 | 2301-3367 | 7,5 | 170 | 90 | 1 | 2301-3247 | 2301-3447 | 15,5 | 260 | 160 | 2 |
| 2301-3171 | 2301-3371 | 7,8 | 180 | 100 | 1 | 2301-3249 | 2301-3449 | 16,0 | 260 | 160 | 2 |
| 2301-3173 | 2301-3373 | 8,0 | 180 | 100 | 1 | 2301-3252 | 2301-3452 | 16,5 | 265 | 165 | 2 |
| 2301-3176 | 2301-3376 | 8,3 | 180 | 100 | 1 | 2301-3254 | 2301-3454 | 17,0 | 265 | 165 | 2 |
| 2301-3178 | 2301-3378 | 8,5 | 180 | 100 | 1 | 2301-3259 | 2301-3459 | 18,0 | 270 | 170 | 2 |
| 2301-3181 | 2301-3381 | 8,7 | 190 | 110 | 1 | 2301-3262 | 2301-3462 | 18,5 | 275 | 175 | 2 |
| 2301-3182 | 2301-3382 | 8,8 | 190 | 110 | 1 | 2301-3264 | 2301-3464 | 19,0 | 275 | 175 | 2 |
| 2301-3184 | 2301-3384 | 9,0 | 190 | 110 | I | 2301-3264 | 2301-3467 | 19,5 | 280 | 180 | 2 |
| 2301-3186 | 2301-3386 | 9,2 | 190 | 110 | 1 | 2301-3267 | 2301-3469 | 20,0 | 280 | 180 | 2 |
| 2301-3189 | 2301-3389 | 9,5 | 190 | 110 | 1 | 2301-3269 | 2301-3475 | 21,0 | 285 | 185 | 2 |
| 2301-3193 | 2301-3393 | 9,8 | 200 | 120 | 1 | 2301-3275 | 2301-3479 | 22,0 | 290 | 190 | 2 |
| 2301-3195 | 2301-3395 | 10,0 | 20,0 | 120 | 1 | 2301-3279 | 2301-3484 | 23,0 | 295 | 195 | 2 |
| 2301-3197 | 2301-3397 | 10,2 | 200 | 120 | I | 2301-3284 | 2301-3489 | 24,0 | 325 | 203 | 3 |
| 2301-3201 | 2301-3401 | 10,5 | 200 | 120 | 1 | 2301-3289 | 2301-3494 | 25,0 | 325 | 203 | 3 |
| 2301-3203 | 2301-3403 | 10,8 | 210 | 130 | 1 | 2301-3294 | 2301-3498 | 26,0 | 335 | 215 | 3 |
| 2301-3206 | 2301-3406 | 11,0 | 210 | 130 | 1 | 2301-3298 | 2301-3503 | 27,0 | 345 | 225 | 3 |
| 2301-3212 | 2301-3412 | 11,5 | 210 | 130 | 1 | 2301-3303 | 2301-3507 | 28,0 | 345 | 225 | 3 |
| 2301-3215 | 2301-3415 | 11,8 | 210 | 130 | 1 | 2301-3307 | 2301-3512 | 29,0 | 350 | 230 | 3 |
| 2301-3216 | 2301-3416 | 12,0 | 220 | 140 | 1 | 2301-3312 | 2301-3516 | 30,0 | 350 | 230 | 3 |
| 2301-3223 | 2301-3423 | 12,5 | 220 | 140 | 1 | – | – | – | – | – | – |
Примечания:
1. Пример условного обозначения сверла общего назначения d=10мм.
Пример условного обозначения сверла общего назначения d=10мм.
Сверло 2301-3395 ГОСТ 12121-88
2. Размеры конусов Морзе по ГОСТ 25557-82
3. Технические требования по ГОСТ 2034-82
4. Конструктивные элементы и геометрические параметры режущих элементов свёрл по ГОСТ 4010-88.
Сверла Р9 по нержавеющей стали ГОСТ 10902-77 средняя серия
Сверла спиральные из быстрорежущей стали Р9 ГОСТ 10902-77 средняя серия имеют хвостовик цилиндрической формы, диаметры Ø от 0,5 мм до 1.00 мм с размерами шагом в 0,05 мм, остальные с шагом 0.1 мм, а сверла от Ø 12.5 и до 20 мм с шагом в 0.5 мм, причем хвостовик у них уменьшен путем проточки до 13 мм для того, чтобы сверла можно было устанавливать в любое сверлильное оборудование, будь то хоть дрель или шуруповерт, хоть сверлильный или токарный станок и т.д. Данные сверла реализуются только согласно минимальным упаковкам (цена уже указана за минимальную упаковку). Эффективны для сверления металлов высочайшей прочности, подходят для оснащения как ручных, так и стационарных дрелей, шуруповертов и сверлильных станков. В марке стали буквы и цифры обозначают Р – быстрорежущая (от англ. “Rapid” – быстрый, скорый), цифра, следующая за буквой – среднюю массовую долю вольфрама, М – молибден. Эффективные сверла Р9 для использования по нержавеющей стали. За счет повышенного содержания вольфрама производительность сверла Р9 значительно возрастает. В состав стали Р9 входят: углерод — 0,9%, хром — 4%, вольфрам — 10%, ванадий — 2,5%, молибден — 0,3%. Они оптимальны для сверления отверстий в нержавеющих, тугоплавких и кислотоупорных сталях, плотностью до 1000Н/мм, незаменимы в области промышленности и строительства, так как позволяют выполнять отверстия установленного диаметра в листах нержавейки. Скорость сверления сверл по металлу Р9 выше по сравнению со сверлами из обычной быстрорежущей стали. Они позволяют использовать высокие режимы сверления Качественный результат достигается без повреждения режущей части инструмента.
Эффективны для сверления металлов высочайшей прочности, подходят для оснащения как ручных, так и стационарных дрелей, шуруповертов и сверлильных станков. В марке стали буквы и цифры обозначают Р – быстрорежущая (от англ. “Rapid” – быстрый, скорый), цифра, следующая за буквой – среднюю массовую долю вольфрама, М – молибден. Эффективные сверла Р9 для использования по нержавеющей стали. За счет повышенного содержания вольфрама производительность сверла Р9 значительно возрастает. В состав стали Р9 входят: углерод — 0,9%, хром — 4%, вольфрам — 10%, ванадий — 2,5%, молибден — 0,3%. Они оптимальны для сверления отверстий в нержавеющих, тугоплавких и кислотоупорных сталях, плотностью до 1000Н/мм, незаменимы в области промышленности и строительства, так как позволяют выполнять отверстия установленного диаметра в листах нержавейки. Скорость сверления сверл по металлу Р9 выше по сравнению со сверлами из обычной быстрорежущей стали. Они позволяют использовать высокие режимы сверления Качественный результат достигается без повреждения режущей части инструмента. Сверла по нержавейке из стали P9:
Сверла по нержавейке из стали P9:
-обладают повышенной износостойкостью и высокими показателями термостойкости;
-имеют длительный срок эксплуатации;
-подходят для инструментов, используемых при обработке конструкционных материалов;
-подходят для высоких режимов сверления;
-разумная стоимость;
-по техническим характеристикам сверла р9 не уступают кобальтовым сверлам.
Полностью ознакомиться с техническими параметрами сверл спиральных с цилиндрическим хвостовиком средней серии ГОСТ 10902-77 (DIN 388) можно по ссылке ниже
Размеры сверл до диаметра 1 дюйм
| ||||||||
| Миллиметры | дюймов | Обозначение | Сверло для метчика / пилотное сверло Использует | |||||
. 3429 мм 3429 мм | . 0135 “ | # 80 | ||||||
| . 3683 мм | .0145 “ | # 79 | ||||||
| .3969 мм | .015625 “ | 1/64 “ | # 0 Pilot, Soft-Wood | |||||
| .4064 мм | .016″ | # 78 | ||||||
| . 4572 мм | .018 “ | # 77 | ||||||
| ,5 мм | .0197 “ | |||||||
| .508 мм | .02 “ | # 76 | ||||||
| . 5334 мм | .021 “ | # 75 | ||||||
| . 5715 мм | .0225 “ | # 74 | ||||||
| .6096 мм | .024 “ | # 73 | ||||||
| . 635 мм | .025 “ | № 72 | ||||||
. 6604 мм 6604 мм | 0,026 “ | # 71 | ||||||
| .7112 мм | .028 “ | # 70 | ||||||
| . 74168 мм | .0292 “ | # 69 | ||||||
| .75 мм | .0295 “ | M1x.25 грубый | ||||||
| .7874 мм | .031 “ | # 68 | ||||||
| .7938 мм | .03125 “ | 1/32 “ | # 0 Pilot, Hard-Wood # 1 Pilot, Hard & Soft-Wood # 2 Pilot # 2, Soft-Wood | |||||
| .8128 мм | 0,032 “ | # 67 | ||||||
| . 8382 мм | .033 “ | # 66 | ||||||
| .85 мм | .0335 “ | M1.1x.25 грубое | ||||||
| .889 мм | .035 “ | # 65 | ||||||
. 9144 мм 9144 мм | .036 “ | # 64 | ||||||
| . 9398 мм | .037 “ | № 63 | ||||||
| .95 мм | 0,0374 “ | M1.2x.25 грубый | ||||||
| .9652mm | .038 “ | # 62 | ||||||
| .9906 мм | .039 “ | # 61 | ||||||
| 1 мм | 0,0394 “ | |||||||
| 1,016 мм | 0,04 “ | # 60 | ||||||
| 1.0414 мм | .041 “ | № 59 | ||||||
| 1.0668 мм | 0,042 “ | # 58 | ||||||
| 1,0922 мм | 0,043 “ | # 57 | ||||||
| 1,1 мм | 0,0433 “ | M1. 4x.3 грубое 4x.3 грубое | ||||||
| 1,1811 мм | .0465 “ | # 56 | ||||||
| 1,1906 мм | . 046875 “ | 3/64 “ | # 0-80 UNF # 2 Pilot, твердая древесина, # 3 Pilot, Soft-Wood # 4 Pilot, Soft-Wood | |||||
| 1.25 мм | 0,0492 “ | M1,6×35 грубое | ||||||
| 1,3 мм | .0512 “ | M1,7x,35 крупное | ||||||
| 1,3208 мм | 0,052 “ | # 55 | ||||||
| 1,397 мм | 0,055 “ | # 54 | ||||||
| 1,45 мм | 0,0571 “ | M1,8×35 грубая | ||||||
| 1,5 мм | .0591 “ | |||||||
| 1,5113 мм | 0,0595 “ | # 53 | # 1-64 UNC, # 1-72 UNF | |||||
| 1,5875 мм | 0,0625 “ | 1/16 “ | # 0 Отверстие для деревянного хвостовика, пилотное отверстие № 3, твердая древесина, пилотное отверстие № 4, твердое дерево # 5 Pilot, мягкое дерево, # 6 Pilot, мягкое дерево, # 7 Pilot, мягкое дерево | |||||
| 1,6 мм | 0,063 “ | M2x. 4 грубый 4 грубый | ||||||
| 1.6129 мм | 0,0635 “ | # 52 | ||||||
| 1,7018 мм | 0,067 “ | # 51 | ||||||
| 1,75 мм | 0,0689 “ | M2,2x,45 крупная | ||||||
| 1,778 мм | 0,07 “ | # 50 | # 2-64 UNF, # 2-56 UNC | |||||
| 1.8542 мм | .073 “ | # 49 | ||||||
| 1,9304 мм | .076 “ | # 48 | ||||||
| 1.9844 мм | .078125 “ | 5/64 “ | # 1 Отверстие под дерево # 5 Пилот, твердая древесина, Пилот # 6, твердая древесина # 8 Pilot, мягкое дерево, # 9 Pilot, мягкое дерево | |||||
| 1,9939 мм | .0785 “ | # 47 | # 3-48 UNC | |||||
| 2 мм | . 0787 “ 0787 “ | |||||||
| 2,05 мм | 0,0807 “ | М2.5x.45 крупный | ||||||
| 2,0574 мм | 0,081 “ | # 46 | ||||||
| 2,0828 мм | .082 “ | # 45 | # 3-56 UNF | |||||
| 2,1844 мм | .086 “ | # 44 | ||||||
| 2,2606 мм | 0,089 “ | # 43 | # 4-40 UNC | |||||
| 2,3749 мм | . 0935 “ | # 42 | # 4-48 UNF | |||||
| 2.3813 мм | 0,09375 “ | 3/32 “ | Отверстие под деревянную стойку № 2, пилот № 7, твердая древесина, пилот № 8, твердая древесина, пилот № 10, мягкое дерево, пилот № 11, мягкое дерево | |||||
| 2,4384 мм | 0,096 “ | # 41 | ||||||
2. 4892 мм 4892 мм | .098 “ | # 40 | ||||||
| 2,5 мм | 0,0984 “ | M3x,5 грубый | ||||||
| 2,5273 мм | .0995 “ | # 39 | ||||||
| 2,5781 мм | . 1015 “ | # 38 | # 5-40 UNC | |||||
| 2,6416 мм | .104 “ | # 37 | # 5-44 UNF | |||||
| 2,7051 мм | . 1065 “ | # 36 | # 6-32 UNC | |||||
| 2,7781 мм | . 109375 “ | 7/64 “ | # 3 Отверстие под деревянную стойку, # 4 Отверстие под деревянную стойку, пилотный элемент # 9, твердая древесина # 10 Pilot, твердое дерево, # 12 Pilot, мягкое дерево, # 14 Pilot, мягкое дерево | |||||
| 2.794 мм | .11 “ | # 35 | ||||||
| 2,8194 мм | . 111 “ 111 “ | # 34 | ||||||
| 2,8702 мм | .113 “ | # 33 | # 6-40 UNF | |||||
| 2,9 мм | . 1142 “ | M3,5×6 грубый | ||||||
| 2,9464 мм | .116 “ | # 32 | ||||||
| 3 мм | .1181 “ | |||||||
| 3.048 мм | .12 “ | # 31 | ||||||
| 3,175 мм | .125 “ | 1/8 “ | Отверстие под деревянную стойку № 5, пилотная № 11, твердая древесина, пилотная № 12, твердая древесина | |||||
| 3,2639 мм | .1285″ | # 30 | ||||||
| 3,3 мм | .1299 “ | M4x.7 грубый | ||||||
| 3,4544 мм | .136 “ | # 29 | # 8-32 UNC, # 8-36 UNF | |||||
3. 5 мм 5 мм | .1378 “ | M4x,5 Тонкое | ||||||
| 3,5687 мм | . 1405 “ | # 28 | ||||||
| 3,5719 мм | . 140625 “ | 9/64 “ | # 6 Отверстие под деревянную стойку, # 14 Пилот, твердая древесина, # 16 Пилот, мягкая древесина # 18 Pilot, мягкая древесина | |||||
| 3,6 мм | . 1417 “ | M4x35 Fine | ||||||
| 3,6576 мм | .144 “ | № 27 | ||||||
| 3.7 мм | . 1457 “ | M4,5x,75 крупное | ||||||
| 3,7338 мм | .147 “ | # 26 | ||||||
| 3,7973 мм | . 1495 “ | # 25 | # 10-24 UNC | |||||
| 3,8608 мм | .152 “ | # 24 | ||||||
| 3,9116 мм | . 154 “ 154 “ | # 23 | ||||||
| 3,9688 мм | .15625 “ | 5/32 “ | # 7 Отверстие для деревянного хвостовика, # 16 пилотное, твердая древесина | |||||
| 3,9878 мм | .157″ | # 22 | ||||||
| 4 мм | . 1575 “ | |||||||
| 4,0386 мм | .159 “ | # 21 | # 10-32 UNF | |||||
| 4.0894 мм | .161 “ | # 20 | ||||||
| 4,2 мм | .1654 “ | M5x.8 грубая | ||||||
| 4,2164 мм | .166 “ | # 19 | ||||||
| 4,3053 мм | . 1695 “ | # 18 | ||||||
| 4,3656 мм | . 171875 “ | 11/64 “ | # 8 Отверстие под деревянную стойку, пилот # 20, мягкая древесина | |||||
| 4,3942 мм | . 173″ 173″ | # 17 | # 12-24 UNC | |||||
| 4.4958 мм | .177 “ | # 16 | ||||||
| 4,5 мм | . 1772 “ | M5x,5 Тонкое | ||||||
| 4,572 мм | ,18 “ | # 15 | # 12-28 UNF | |||||
| 4,6228 мм | . 182 “ | # 14 | ||||||
| 4,699 мм | .185 “ | # 13 | ||||||
| 4,7625 мм | . 1875 “ | 3/16 “ | Отверстие под деревянную стойку № 9, Отверстие под деревянную стойку № 10, пилотный элемент № 18, твердая древесина | |||||
| 4.8006 мм | . 189 “ | # 12 | ||||||
| 4,8514 мм | .191 “ | # 11 | ||||||
| 4,9149 мм | . 1935 “ 1935 “ | # 10 | ||||||
| 4,9784 мм | ,196 “ | # 9 | ||||||
| 5 мм | .1969 “ | M6x1 грубый | ||||||
| 5,0546 мм | .199 “ | № 8 | ||||||
| 5.1054 мм | .201 “ | # 7 | 1/4 “-20 UNC | |||||
| 5,1594 мм | . 203125″ | 13/64 “ | # 11 Отверстие под деревянную стойку, пилот # 20, твердая древесина | |||||
| 5,1816 мм | .204″ | # 6 | ||||||
| 5,2197 мм | . 2055 “ | # 5 | ||||||
| 5,25 мм | . 2067 “ | M6x.75 Тонкое | ||||||
| 5.3086 мм | . 209 “ | # 4 | ||||||
| 5,4102 мм | . 213 “ 213 “ | # 3 | 1/4 “-28 UNF | |||||
| 5,5 мм | . 2165″ | M6x,5 Тонкое | ||||||
| 5,5563 мм | . 21875 “ | 7/32 “ | # 12 Отверстие под деревянную стойку | |||||
| 5,6134 мм | . 221″ | № 2 | ||||||
| 5.7912 мм | . 228 “ | # 1 | ||||||
| 5,9436 мм | ,234 “ | A | ||||||
| 5,9531 мм | ,234375 “ | 15/64 “ | ||||||
| 6 мм | . 2362″ | M7x1 грубый | ||||||
| 6.0452 мм | .238 “ | B | ||||||
| 6,1468 мм | . 242 “ | С | ||||||
| 6.2484 мм | . 246 “ 246 “ | D | 1/16 “-27 NPT | |||||
| 6,25 мм | . 2461″ | M7x.75 Тонкое | ||||||
| 6,35 мм | .25 “ | 1/4 “ | # 14 Отверстие под деревянную стойку | |||||
| 6,35 мм | 0,25″ | E | ||||||
| 6,5 мм | . 2559 “ | |||||||
| 6,5278 мм | .257 “ | F | 5/16 “-18 UNC | |||||
| 6,6294 мм | . 261″ | G | ||||||
| 6,7469 мм | .265625 “ | 17/64 “ | # 16 Отверстие под деревянную стойку | |||||
| 6,7564 мм | . 266″ | H | ||||||
| 6,8 мм | ,2677 “ | M8x1,25 грубый | ||||||
| 6,9088 мм | . 272 “ 272 “ | I | 5/16 “-24 UNF | |||||
| 7 мм | . 2756″ | M8x.5 Тонкое | ||||||
| 7,0358 мм | .277 “ | Дж | ||||||
| 7,1374 мм | . 281 “ | K | ||||||
| 7,1438 мм | . 28125 “ | 9/32 “ | ||||||
| 7,25 мм | . 2854″ | M8x.75 тонкий | ||||||
| 7,366 мм | ,29 “ | L | ||||||
| 7,493 мм | ,295 “ | M | ||||||
| 7,5 мм | . 2953 “ | M8x1 Fine | ||||||
| 7,5406 мм | . 2 | “ | 19/64 “ | # 18 Отверстие под деревянную стойку | ||||
| 7,6708 мм | . 302″ 302″ | Н | ||||||
| 7.8 мм | . 3071 “ | M9x1,25 грубый | ||||||
| 7,9375 мм | .3125 “ | 5/16 “ | 3/8″ -16 UNC | |||||
| 8 мм | . 315 “ | M9x1 Fine | ||||||
| 8,0264 мм | .316 “ | O | ||||||
| 8,2042 мм | .323 “ | P | ||||||
| 8,3344 мм | .328125 “ | 21/64 “ | # 20 Отверстие под деревянную стойку | |||||
| 8,4328 мм | .332″ | Q | 3/8 “-24 UNF | |||||
| 8,5 мм | . 3346″ | M10x1,5 грубый | ||||||
| 8,6106 мм | .339 “ | R | 1/8 “-27 NPT | |||||
| 8,7313 мм | .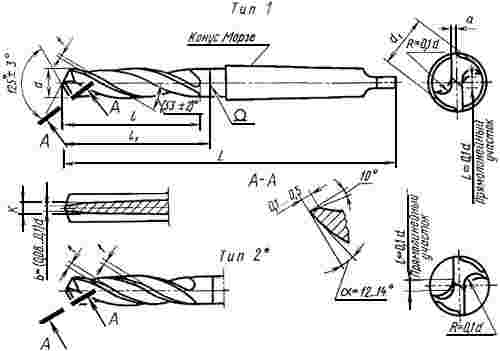 34375″ 34375″ | 11/32 “ | ||||||
| 8,8 мм | .3465 “ | M10x1,25 Тонкое | ||||||
| 8,8392 мм | . 348 “ | S | ||||||
| 9 мм | .3543 “ | M10x1 Тонкое | ||||||
| 9,0932 мм | .358 “ | T | 7/16 “-14 UNC | |||||
| 9,1281 мм | . 359375″ | 23/64 “ | ||||||
| 9,25 мм | . 3642″ | M10x.75 Тонкий | ||||||
| 9,3472 мм | ,368 “ | U | ||||||
| 9,5 мм | .374 “ | M11x1,5 грубый | ||||||
| 9,525 мм | .375 “ | 3/8 “ | ||||||
| 9,5758 мм | . 377″ 377″ | В | ||||||
| 9,8044 мм | ,386 “ | Вт | ||||||
| 9.9219 мм | . 3 | “25/64 “ | 7/16″ -20 UNF | |||||
| 10 мм | .3937 “ | M11x1 Тонкое | ||||||
| 10,0838 мм | .397 “ | X | ||||||
| 10,2 мм | .4016 “ | M12x1,75 грубая | ||||||
| 10,2616 мм | .404 “ | Y | ||||||
| 10,3188 мм | .40625 “ | 13/32 “ | ||||||
| 10,4902 мм | . 413″ | Z | ||||||
| 10,5 мм | . 4134 “ | M12x1,5 Тонкое | ||||||
| 10,7156 мм | .421875 “ | 27/64 “ | 1/2″ -13 UNC | |||||
| 11 мм | .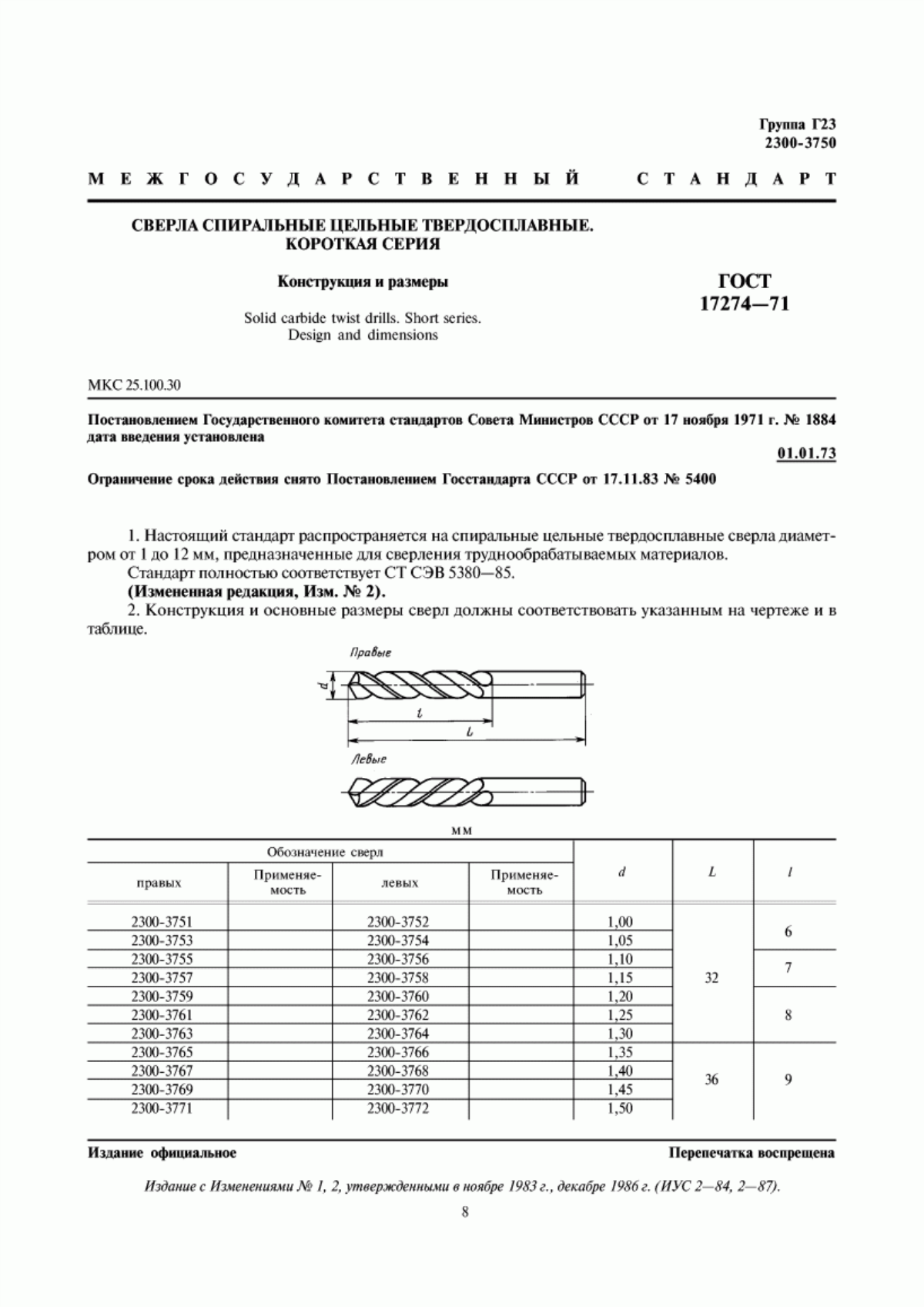 4331 “ 4331 “ | M12x1 Fine | ||||||
| 11,1125 мм | .4375 “ | 7/16 “ | 1/4″ -18 NPT | |||||
| 11.25 мм | .4429 “ | M12x.75 Тонкое | ||||||
| 11,5 мм | . 4528 “ | |||||||
| 11,5094 мм | . 453125 “ | 29/64 “ | 1/2″ -20 UNF | |||||
| 11,9063 мм | . 46875 “ | 15/32 “ | ||||||
| 12 мм | . 4724″ | M14x2 грубый | ||||||
| 12,3031 мм | .484375 “ | 31/64 “ | 9/16″ -12 UNC | |||||
| 12,5 мм | . 4921 “ | M14x1,5 Тонкое | ||||||
| 12,7 мм | ,5 “ | 1/2 “ | ||||||
| 12,8 мм | . 5039″ 5039″ | M14x1,25 Тонкое | ||||||
| 13 мм | . 5118 “ | M14x1 Fine | ||||||
| 13,0969 мм | .515625 “ | 33/64 “ | 9/16″ -18 UNF | |||||
| 13,4938 мм | . 53125 “ | 17/32 “ | 5/8″ -11 UNC | |||||
| 13,5 мм | . 5315 “ | |||||||
| 13,8906 мм | . 546875 “ | 35/64 “ | ||||||
| 14 мм | . 5512″ | M16x2 грубый | ||||||
| 14,2875 мм | .5625 “ | 9/16 “ | 5/8″ -18 UNF | |||||
| 14,5 мм | . 5709 “ | M16x1,5 Тонкое | ||||||
| 14,6844 мм | . 578125 “ | 37/64 “ | 3/8″ -18 NPT | |||||
| 15 мм | . 5906 “ 5906 “ | M16x1 Fine | ||||||
| 15,0813 мм | .59375 “ | 19/32 “ | ||||||
| 15,4781 мм | .609375 “ | 39/64 “ | ||||||
| 15,5 мм | . 6102″ | M18x2,5 грубый | ||||||
| 15,875 мм | .625 “ | 5/8 “ | ||||||
| 16 мм | .6299″ | M18x2 Fine | ||||||
| 16,2719 мм | . 640625 “ | 41/64 “ | 3/4″ -10 UNC | |||||
| 16,5 мм | .6496 “ | |||||||
| 16,6688 мм | .65625 “ | 21/32 “ | ||||||
| 17 мм | .6693″ | M18x1 Fine | ||||||
| 17,0656 мм | . 671875 “ 671875 “ | 43/64 “ | ||||||
| 17,4625 мм | .6875″ | 11/16 “ | 3/4″ -16 UNF | |||||
| 17,5 мм | 0,689 “ | M20x2.5 грубый | ||||||
| 17,8594 мм | .703125 “ | 45/64 “ | 1/2″ -14 NPT | |||||
| 18 мм | .7087 “ | M20x2 Fine | ||||||
| 18,2563 мм | . 71875 “ | 23/32 “ | ||||||
| 18,5 мм | . 7283″ | M20x1,5 Тонкое | ||||||
| 18,6531 мм | . 734375 “ | 47/64 “ | ||||||
| 19 мм | .748 “ | M20x1 Тонкое | ||||||
| 19,05 мм | .75 “ | 3/4 “ | ||||||
| 19,4469 мм | . 765625″ | 49/64 “ | 7/8″ -9 UNC | |||||
| 19,5 мм | . 7677 “ | M22x2,5 грубый | ||||||
| 19,8438 мм | ,78125 “ | 25/32 “ | ||||||
| 20 мм | . 7874″ | M22x2 Fine | ||||||
| 20.2406 мм | .7 | “ | 51/64 “ | |||||
| 20,5 мм | .8071″ | M22x1,5 Тонкое | ||||||
| 20,6375 мм | . 8125 “ | 13/16 “ | 7/8″ -14 UNF | |||||
| 21 мм | . 8268 “ | M24x3 грубое M22x1 мелкое | ||||||
| 21,0344 мм | . 828125 “ | 53/64″ | ||||||
| 21.4313 мм | . 84375 “ | 27/32″ | ||||||
| 21,5 мм | .8465 “ | |||||||
| 21,8281 мм | . 859375 “ | 55/64 “ | ||||||
| 22 мм | . 8661″ | M24x2 Fine | ||||||
| 22,225 мм | . 875 “ | 7/8 “ | 1″ -8 UNC | |||||
| 22,5 мм | .8858 “ | M24x1,5 Тонкое | ||||||
| 22,6219 мм | . 8 | “57/64 “ | ||||||
| 23 мм | .9055″ | |||||||
| 23,0188 мм | . | “29/32 “ | 1″ -12 UNF | |||||
| 23,4156 мм | . | 5 “59/64 “ | 3/4″ -14 NPT | |||||
| 23,5 мм | .9252 “ | |||||||
| 23,8125 мм | ,9375 “ | 15/16 “ | ||||||
| 24 мм | . 9449″ | M27x3 грубый | ||||||
| 24,2094 мм | . | 5 “ | 61/64 “ | |||||
| 24,5 мм | . 9646″ | M26x1,5 Тонкое | ||||||
| 24.6063 мм | . | “ | 31/32 “ | |||||
| 25 мм | .9843 “ | M27x2 Fine | ||||||
| 25,0031 мм | .984375 “ | 63/64 “ | 1-1 / 8″ -7 UNC | |||||
| 25,4 мм | 1.000 “ | 1″ | ||||||
Таблица размеров сверла: Таблица размеров лучших сверл
Иметь под рукой подходящие сверла крайне важно, будь вы воином на выходных, профессиональным плотником или подрядчиком. Учитывая огромное количество различных бит на рынке, это легче сказать, чем сделать, и это становится еще более сложным, когда вы понимаете, что не все измерения соответствуют стандартным размерам бит.
Сегодня мы рассмотрим таблицу размеров сверл, чтобы у вас всегда был подходящий инструмент для работы.
Сколько существует сверл?
Может быть, лучше спросить, сколько у вас времени!
Если не считать шуток, то когда дело доходит до сверл, существует, казалось бы, бесконечное множество различных размеров. Конечно, некоторые части имеют специализированные приложения и не подходят для большинства основных работ по дому.
Типичный набор сверл включает от 12 до 30 долот.Как показывает опыт, любого набора, содержащего 20 или более битов, должно быть более чем достаточно для большинства мастеров.
Вот наиболее распространенные размеры стандартного (дробного) набора бит:
| 1/16 | 5/32 | 1/4 | 11/32 | 7/16 |
| 5/64 | 11/64 | 17/64 | 23/64 | 29/64 |
| 3/32 | 3/16 | 9/32 | 3/8 | 15/32 |
| 7/64 | 13/64 | 19/64 | 25/64 | 31/64 |
| 1/8 | 7/32 | 5/16 | 13/32 | 1/2 |
| 9/64 | 15/64 | 21 / 64 | 27/64 |
Имейте в виду, что есть еще сотни битов, помимо тех, которые мы здесь рассмотрели.Однако, если у вас есть сверла таких размеров, вы на пути к тому, чтобы иметь все сверла, которые вам когда-либо понадобятся.
Подходящие биты к винтам
Для нового строительства важно знать, какое сверло соответствует какому размеру винта. Большинство стандартных винтов имеют размер от 1 до 12, и каждый из этих номеров соответствует разному размеру сверла.
| Размер винта | Размер бит |
| # 1 | 5/64 |
| # 2 | 3/32 |
| # 3 | 7/64 |
| # 4 | 1/8 |
| # 5 | 1/8 |
| # 6 | 9/64 |
| # 7 | 5/32 |
| # 8 | 11/64 |
| # 9 | 11/64 |
| # 10 | 3/16 |
| # 11 | 3/16 |
| # 12 | 7/32 |
Проблема с Стандартные сверла
Пока все было относительно просто и легко для понимания.Тем не менее, впереди идет крутой поворот. Тот факт, что ваши сверла имеют дробный размер, не означает, что остальной мир таков. Вы часто будете сталкиваться с метрическими размерами крепежей или отверстий, обычно в миллиметрах.
Итак, что вы делаете, когда вам нужно преобразовать стандартную систему в метрическую? Есть два разных способа решить эту проблему. Если вы обычный Эйнштейн, вы можете посчитать сами. Или, если вы предпочитаете вообще не заниматься математикой, карманный калибр на вес золота.
Самостоятельное преобразование
Если вы заинтересованы в самостоятельном преобразовании битов, все, что вам понадобится, это калькулятор и следующие формулы:
- Для преобразования из миллиметров в дюймы: умножьте число на 0,039
- Для преобразования из дюймов в миллиметры: умножьте число на 25,4
Использование битовой диаграммы
Конечно, вы, , могли бы сидеть и заниматься математикой в любое время, когда вам нужно выполнить преобразование. Или вы можете сэкономить время, обратившись к небольшому измерителю, когда пришло время конвертировать.Эти удобные датчики на вес золота, и большинство из них поместится в вашем кармане или кошельке.
Калибры для долотизготавливаются из пластика или металла и имеют ряд отверстий, соответствующих разным размерам долот, а также их стандартный размер и метрические преобразования.
Таблицы размеров лучших сверл
Последнее обновление 2021-10-02 / Партнерские ссылки / Изображения из Amazon Product Advertising API
Вместо того, чтобы отправлять вас в магазин с одними только наличными деньгами в кармане, мы изучили множество различных таблиц размеров и долот, из которых вы можете выбрать.Каждый из этих датчиков предоставит вам все необходимое для преобразования на месте.
Пластиковая настенная диаграмма Морзе
Последнее обновление 2021-07-16 / Партнерские ссылки / Изображения из Amazon Product Advertising API
Эта таблица является обязательной для любого магазина, поскольку в ней есть буквально все, что вам может понадобиться, в одном удобном месте. На этой диаграмме представлены преобразования стандартных битов в их десятичные преобразования, пронумерованные биты в их десятичные преобразования и метрические биты в их десятичные преобразования.
Также есть рекомендуемые размеры метчиков для унифицированной и метрической резьбы, рекомендуемые диаметры для метчиков и удобный список формул для выполнения ваших собственных преобразований.
Плюсы
- Прочная конструкция
- Включает в себя практически все необходимые преобразования
- Идеально подходит для подвешивания на стене магазина
Минусы
- Непереносной
- Без калибра для долота
Irwin Steel Drill Gauge
Последнее обновление 2021-07-16 / Партнерские ссылки / Изображения из Amazon Product Advertising API
Irwin – один из самых уважаемых производителей режущего инструмента, и его калибр долот из прочной стали рассчитан на вечный срок службы.Этот компактный калибр идеально подходит для хранения в вашем кармане или в ящике для инструментов, и он включает в себя преобразователи для 29 бит стандартного размера от 1/16 до ½ ».
Калибр черный, а все штампованные маркировки выгравированы белым, поэтому их легко увидеть даже при слабом освещении.
Плюсы
- Легко читается
- Прослужит вечно
- Включает битовый калибр
Минусы
- Не включает преобразование нестандартных долот
Woodstock 3-компонентный калибр долота
Последнее обновление 2021-07-16 / Партнерские ссылки / Изображения из Amazon Product Advertising API
Этот калибр долот от Woodstock включает три различных калибра, поэтому вы всегда будете знать, используете ли вы стандартные, нумерованные или буквенные биты.Этот комплексный набор идеально подходит для тех, кто регулярно работает с битами или отверстиями, выходящими за рамки стандартного набора.
Изготовленный из прочной стали, этот набор буровых долот выдержит испытание временем, и это должен быть последний набор, который вам когда-либо понадобится. Однако между самой сталью и штампованной маркировкой нет контраста, поэтому их трудно прочитать на расстоянии.
Плюсы
- Прочная стальная конструкция
- Набор из 3 частей включает все необходимые преобразования
Минусы
- Трудно читать
- Не такой жесткий допуск, как другие наборы
Final Word
Наличие подходящей биты для работы имеет решающее значение, и это один из факторов, который отделяет опытных профессионалов от болванов, которые просто стараются изо всех сил.Но с таким количеством битов и преобразований, которые нужно учитывать, обеспечение того, что у вас есть правильный бит для работы, может стать сложной задачей.
К счастью, таблицы размеров сверл и калибры могут избавить вас от лишних догадок, гарантируя, что вы всегда будете подбирать правильный инструмент для этой задачи.
Размеры сверл
Сверла разных размеров можно приобрести; доли дюйма, миллиметры (мм), калибр (цифры и буквы. В таблице 1 представлен перевод различных размеров сверл из долей дюйма в миллиметры (мм), а также цифры и буквы калибра.
Рисунок 1 – Набор сверл
Указанные размеры сверл доступны для покупки. Другие размеры, особенно миллиметровые, могут быть доступны по специальному заказу. Следует отметить, что не все стили сверл могут быть доступны во всех размерах.
Выбор сверл .
Таблица 1 – Размеры сверл – десятичные числа, дроби, миллиметры, числа и буквы
Десятичное /дюймов | Доступны сверла | ||
Дробь /дюйм | Миллиметры(мм) | номеров /букв | |
| 0.0063 | 0,16 | ||
| 0,0067 | 0,17 | ||
| 0,0071 | 0,18 | ||
| 0,0075 | 0,19 | ||
| 0,0079 | 0.20 | ||
| 0,0083 | 0,21 | ||
| 0,0087 | 0,22 | ||
| 0,0091 | 0,23 | ||
| 0,0094 | 0,24 | ||
| 0.0098 | 0,25 | ||
| 0,0102 | 0,26 | ||
| 0,0106 | 0,27 | ||
| 0,0110 | 0,28 | ||
| 0,0114 | 0,29 | ||
| 0.0118 | 0,30 | ||
| 0,0126 | 0,32 | ||
| 0,0134 | 0,34 | ||
| 0,0135 | 80 | ||
| 0,0138 | 0,35 | ||
| 0.0142 | 0,36 | ||
| 0,0145 | 79 | ||
| 0,0150 | 0,38 | ||
| 0,0156 | 1/64 | ||
| 0,0157 | 0,40 | ||
| 0.0160 | 78 | ||
| 0,0165 | 0,42 | ||
| 0,0173 | 0,44 | ||
| 0,0177 | 0,45 | ||
| 0,0180 | 77 | ||
| 0.0181 | 0,46 | ||
| 0,1890 | 0,48 | ||
| 0,1970 | 0,50 | ||
| 0,0200 | 76 | ||
| 0,0210 | 75 | ||
| 0.0217 | 0,55 | ||
| 0,0225 | 74 | ||
| 0,0236 | 0.60 | ||
| 0,0240 | 73 | ||
| 0,0250 | 72 | ||
| 0.0256 | 0,65 | ||
| 0,0260 | 71 | ||
| 0,0276 | 0,70 | ||
| 0,0280 | 70 | ||
| 0,0292 | 69 | ||
| 0.0295 | 0,75 | ||
| 0,0310 | 68 | ||
| 0,0313 | 1/32 | ||
| 0,0315 | 0,80 | ||
| 0,0320 | 67 | ||
| 0.0330 | 66 | ||
| 0,0335 | 0,85 | ||
| 0,0350 | 65 | ||
| 0,0354 | 0,90 | ||
| 0,0360 | 64 | ||
| 0.0370 | 63 | ||
| 0,3740 | 0,95 | ||
| 0,0380 | 62 | ||
| 0,0390 | 61 | ||
| 0,0394 | 1,00 | ||
| 0.0400 | 60 | ||
| 0,0410 | 59 | ||
| 0,0430 | 1.05 | ||
| 0,0420 | 58 | ||
| 0,0430 | 57 | ||
| 0.0433 | 1,10 | ||
| 0,0453 | 1,15 | ||
| 0,0465 | 56 | ||
| 0,0469 | 3/64 | ||
| 0,0473 | 1,20 | ||
| 0,0492 | 1.25 | ||
| 0,0512 | 1,30 | ||
| 0,0520 | 55 | ||
| 0,0531 | 1,35 | ||
| 0,0550 | 54 | ||
| 0,0551 | 1,40 | ||
| 0.0571 | 1,45 | ||
| 0,0591 | 1,50 | ||
| 0,0595 | 53 | ||
| 0,0610 | 1,55 | ||
| 0,0625 | 1/16 | ||
| 0,0630 | 1.60 | ||
| 0,0635 | 52 | ||
| 0,0650 | 1,65 | ||
| 0,0690 | 1,70 | ||
| 0,0670 | 51 | ||
| 0,0689 | 1,75 | ||
| 0.0700 | 50 | ||
| 0,0709 | 1,80 | ||
| 0,0728 | 1,85 | ||
| 0,0730 | 49 | ||
| 0,0748 | 1,90 | ||
| 0,0760 | 48 | ||
| 0.0768 | 1,95 | ||
| 0,0781 | 5/64 | ||
| 0,0785 | 47 | ||
| 0,0787 | 2,00 | ||
| 0,0807 | 2,05 | ||
| 0,0810 | 46 | ||
| 0.0820 | 45 | ||
| 0,0827 | 2,10 | ||
| 0,0846 | 2,15 | ||
| 0,0860 | 44 | ||
| 0,0866 | 2,20 | ||
| 0,0886 | 2.25 | ||
| 0,0890 | 43 | ||
| 0,0906 | 2.30 | ||
| 0,0925 | 2,35 | ||
| 0,0935 | 42 | ||
| 0,0938 | 3/32 | ||
| 0.0945 | 2,40 | ||
| 0,0960 | 41 | ||
| 0,0965 | 2,45 | ||
| 0,0980 | 40 | ||
| 0,0984 | 2,50 | ||
| 0,0995 | 39 | ||
| 0.1015 | 38 | ||
| 0,1024 | 2,60 | ||
| 0,1040 | 37 | ||
| 0,1063 | 2,70 | ||
| 0,1065 | 36 | ||
| 0,1083 | 2.75 | ||
| 0,1094 | 7/64 | ||
| 0,1100 | 35 | ||
| 0,1102 | 2,80 | ||
| 0,1110 | 34 | ||
| 0,1130 | 33 | ||
| 0.1142 | 2,90 | ||
| 0,1160 | 32 | ||
| 0,1181 | 3,00 | ||
| 0.1200 | 31 | ||
| 0,1220 | 3,10 | ||
| 0,1250 | 1/8 | ||
| 0.1260 | 3,20 | ||
| 0,1280 | 3,25 | ||
| 0,1285 | 30 | ||
| 0,1299 | 3,30 | ||
| 0,1339 | 3,40 | ||
| 0,1360 | 29 | ||
| 0.1378 | 3,50 | ||
| 0,1405 | 28 | ||
| 0,1406 | 9/64 | ||
| 0,1417 | 3,60 | ||
| 0,1440 | 27 | ||
| 0,1457 | 3.70 | ||
| 0,1470 | 26 | ||
| 0,1476 | 3,75 | ||
| 0,1495 | 25 | ||
| 0,14,96 | 3,80 | ||
| 0,1520 | 24 | ||
| 0.1535 | 3,90 | ||
| 0,1540 | 23 | ||
Десятичное /дюймов | Доступны сверла | ||
Дробь /дюйм | Миллиметры(мм) | номеров /букв | |
| 0.1563 | 5/32 | ||
| 0,1570 | 22 | ||
| 0,1575 | 4,00 | ||
| 0,1590 | 21 | ||
| 0,1610 | 20 | ||
| 0,1614 | 4.10 | ||
| 0,1654 | 4,20 | ||
| 0,1660 | 19 | ||
| 0,1673 | 4,25 | ||
| 0,1693 | 4,30 | ||
| 0,1695 | 18 | ||
| 0.1719 | 11/64 | ||
| 0,1730 | 17 | ||
| 0,1732 | 4,40 | ||
| 0,1770 | 16 | ||
| 0,1772 | 4,50 | ||
| 0,1800 | 15 | ||
| 0.1811 | 4,60 | ||
| 0,1820 | 14 | ||
| 0,1850 | 4,70 | 13 | |
| 0,1870 | 4,75 | ||
| 0,1875 | 3/16 | ||
| 0,1890 | 4.80 | 12 | |
| 0,1910 | 11 | ||
| 0,1929 | 4,90 | ||
| 0,1935 | 10 | ||
| 0,1960 | 9 | ||
| 0,1969 | 5,00 | ||
| 0.1990 | 8 | ||
| 0.2008 | 5,10 | ||
| 0.2010 | 7 | ||
| 0,2031 | 13/64 | ||
| 0,2040 | 6 | ||
| 0,2047 | 5.20 | ||
| 0,2055 | 5 | ||
| 0,2067 | 5,25 | ||
| 0,2087 | 5,30 | ||
| 0.2090 | 4 | ||
| 0,2026 | 5,40 | ||
| 0.2130 | 3 | ||
| 0,2165 | 5,50 | ||
| 0,2188 | 7/32 | ||
| 0,2205 | 5.60 | ||
| 0,2210 | 2 | ||
| 0,2244 | 5.70 | ||
| 0,2264 | 5,75 | ||
| 0,2280 | 1 | ||
| 0,2283 | 5,80 | ||
| 0,2323 | 5,90 | ||
| 0,2340 | А | ||
| 0.2344 | 15/64 | ||
| 0,2362 | 6,00 | ||
| 0,2380 | В | ||
| 0,2402 | 6,10 | ||
| 0,2420 | С | ||
| 0,2441 | 6.20 | ||
| 0,2460 | Д | ||
| 0,2461 | 6,25 | ||
| 0,2480 | 6,30 | ||
| 0,2500 | 1/4 | E | |
| 0,2520 | 6,40 | ||
| 0.2529 | 6,50 | ||
| 0,2570 | F | ||
| 0,2598 | 6.60 | ||
| 0,2610 | г | ||
| 0,2638 | 6,70 | ||
| 0,2656 | 17/64 | ||
| 0.2657 | 6,75 | ||
| 0,2660 | H | ||
| 0,2677 | 6,80 | ||
| 0,2717 | 6,90 | ||
| 0,2720 | I | ||
| 0,2756 | 7.00 | ||
| 0,2770 | Дж | ||
| 0,2795 | 7,10 | ||
| 0,2810 | К | ||
| 0,2813 | 9/32 | ||
| 0,2835 | 7,20 | ||
| 0.2854 | 7,25 | ||
| 0,2874 | 7,30 | ||
| 0,2900 | л | ||
| 0,2913 | 7,40 | ||
| 0,2950 | кв.м | ||
| 0,2953 | 7.50 | ||
| 0,2969 | 19/64 | ||
| 0,2992 | 7.60 | ||
| 0,3020 | N | ||
| 0,3031 | 7,70 | ||
| 0,3051 | 7,75 | ||
| 0.3071 | 7,80 | ||
| 0,3110 | 7,90 | ||
| 0,3125 | 5/16 | ||
| 0,3150 | 8,00 | ||
| 0,3160 | O | ||
| 0,3189 | 8.10 | ||
| 0,3228 | 8,20 | ||
| 0,3230 | -P | ||
| 0,3248 | 8,25 | ||
| 0,3268 | 8,30 | ||
| 0,3281 | 21/64 | ||
| 0.3307 | 8,40 | ||
| 0,3320 | Q | ||
| 0,3346 | 8,50 | ||
| 0,3386 | 8,60 | ||
| 0,3390 | R | ||
| 0,3425 | 8.70 | ||
| 0,3438 | 11/32 | ||
| 0,3445 | 8,75 | ||
| 0,3465 | 8,80 | ||
| 0,3480 | S | ||
| 0,3504 | 8,90 | ||
| 0.3543 | 9,00 | ||
| 0,3580 | т | ||
| 0,3583 | 9,10 | ||
| 0,3594 | 23/64 | ||
| 0,3622 | 9,20 | ||
| 0,3642 | 9.25 | ||
| 0,3661 | 9,30 | ||
| 0,3680 | U | ||
| 0,3701 | 9,40 | ||
| 0,3740 | 9,50 | ||
| 0,3750 | 3/8 | ||
| 0.3770 | В | ||
| 0,3780 | 9,60 | ||
| 0,3819 | 9,70 | ||
| 0,3838 | 9,75 | ||
| 0,3858 | 9,80 | ||
| 0,3860 | Вт | ||
| 0.3898 | 9,90 | ||
| 0,3906 | 25/64 | ||
| 0,3937 | 10,00 | ||
| 0,3970 | х | ||
| 0,4016 | 10,20 | ||
| 0.4040 | Y | ||
| 0,4063 | 13/32 | ||
| 0,4130 | Z | ||
| 0,4138 | 10,50 | ||
| 0,4219 | 27/64 | ||
| 0.4252 | 10,80 | ||
| 0,4330 | 11,00 | ||
| 0,4375 | 16/7 | ||
| 0,4409 | 11.20 | ||
| 0,4528 | 11,50 | ||
| 0.4531 | 29/64 | ||
| 0,4646 | 11,80 | ||
| 0,4688 | 15/32 | ||
| 0,4724 | 12,00 | ||
| 0,4803 | 12.20 | ||
| 0.4844 | 31/64 | ||
| 0,4921 | 12,50 | ||
| 0,5000 | 1/2 | ||
Какого размера сверло R?
Таблица размеров сверл
| Размер | Десятичный эквивалент | Размер |
|---|---|---|
| .35 мм | 0,0138 | 8,60 мм |
| ,36 мм | 0,0142 | R |
| 79 | 0,0145 | 8,70 мм |
| ,38 мм | 0,09 0,09 32 “ |
Нажмите, чтобы увидеть полный ответ
Следовательно, какого размера сверло №30?
Размер сверла до диаметра 1 дюйм
| Размер сверла до диаметра 1 дюйм Обозначение Дробный дюйм Сверло с буквой Миллиметры Число Сверло | ||
|---|---|---|
| Миллиметры | Дюймы | Обозначение |
| 3.048 мм | .12 “ | # 31 |
| 3,175 мм | .125″ | 1/8 “ |
| 3,2639 мм | .1285″ | # 30 |
Дополнительно, что размер сверла 10 мм? Таблица размеров метрических метчиков и сверл
| Метчик | Метрическое сверло | Сверло США |
|---|---|---|
| 10 мм x 1,25 | 8,9 мм | 11/32 “ |
| 10 мм x 1.0 | 9,1 мм | – |
| 12 мм x 1,75 | 10,5 мм | – |
| 12 мм x 1,5 | 10,7 мм | 27/64 “ |
С учетом этого, сколько мм сверло 3/8?
| Диаметр отверстия сверла | ||
|---|---|---|
| Метрический размер | Частичный размер | |
| 14 мм | .5512 | 23/64 |
| 15 мм | .5906 | 3/8 |
| 16 мм | .6299 | 25/64 |
Какой размер сверла №8?
Размеры направляющих отверстий шурупа по дереву
| Размер винта | Твердая древесина | Мягкая древесина |
|---|---|---|
| Коническое сверло | Прямое сверло | |
| # 6 | 9/64 3/32 дюйма | |
| # 7 | 5/32 “ | 3/32″ |
| # 8 | 11/64 “ | 7/64″ |
Микродрели.От 002 до 0,013 дюйма в диаметре | Сверла для печатных плат | Midwest Circuit Technology
От 0,05 мм до 0,30 мм
Диаметр
.0020 “
Размер сверла
.05 мм
Флейта
0,035
O.A.L.
1,50
Хвостовик
1/8
Диаметр
.0020 “
Размер сверла
0,05 мм
Флейта
0,035
O.A.L.
1,50
Хвостовик
1/8
Диаметр
.0029 “
Размер сверла
0,075 мм
Флейта
0,047
O.A.L.
1,50
Хвостовик
1/8
Диаметр
.0029 “
Размер сверла
0,075 мм
Флейта
0,047
O.A.L.
1,50
Хвостовик
1/8
Диаметр
.0041 “
Размер сверла
.105 мм
Флейта
0,070
O.A.L.
1,50
Хвостовик
1/8
Диаметр
.0041 “
Размер сверла
.105 мм
Флейта
0,070
O.A.L.
1,50
Хвостовик
1/8
Диаметр
.0047 “
Размер сверла
.12 мм
Флейта
0,078
O.A.L.
1,50
Хвостовик
1/8
Диаметр
.0047 “
Размер сверла
.12 мм
Флейта
0,078
O.A.L.
1,50
Хвостовик
1/8
Диаметр
.0050 “
Размер сверла
,13 мм
Флейта
. 100
O.A.L.
1,50
Хвостовик
1/8
Диаметр
.0050 “
Размер сверла
,13 мм
Флейта
. 100
O.A.L.
1,50
Хвостовик
1/8
Диаметр
.0055 “
Размер сверла
,14 мм
Флейта
. 100
O.A.L.
1,50
Хвостовик
1/8
Диаметр
.0055 “
Размер сверла
,14 мм
Флейта
. 100
O.A.L.
1,50
Хвостовик
1/8
Диаметр
.0059 “
Размер сверла
.15 мм или # 97
Флейта
. 100
O.A.L.
1,50
Хвостовик
1/8
Диаметр
.0059 “
Размер сверла
.15 мм или # 97
Флейта
. 100
O.A.L.
1,50
Хвостовик
1/8
Диаметр
.0071 “
Размер сверла
,18 мм или # 94
Флейта
. 100
O.A.L.
1,50
Хвостовик
1/8
Диаметр
.0071 “
Размер сверла
,18 мм или # 94
Флейта
. 100
O.A.L.
1,50
Хвостовик
1/8
Диаметр
.0079 “
Размер сверла
.20 мм или № 92
Флейта
,138
O.A.L.
1,50
Хвостовик
1/8
Диаметр
.0079 “
Размер сверла
.20 мм или № 92
Флейта
,180
O.A.L.
1,50
Хвостовик
1/8
Диаметр
.0079 “
Размер сверла
.20 мм или № 92
Флейта
. 236
O.A.L.
1,50
Хвостовик
1/8
Диаметр
.0079 “
Размер сверла
.20 мм или № 92
Флейта
,138
O.A.L.
1,50
Хвостовик
1/8
Диаметр
.0087 “
Размер сверла
,22 мм или # 90
Флейта
. 100
O.A.L.
1,50
Хвостовик
1/8
Диаметр
.0087 “
Размер сверла
,22 мм или # 90
Флейта
. 100
O.A.L.
1,50
Хвостовик
1/8
Диаметр
.0091 “
Размер сверла
,23 мм или # 89
Флейта
. 157
O.A.L.
1,50
Хвостовик
1/8
Диаметр
.0091 “
Размер сверла
,23 мм или # 89
Флейта
. 157
O.A.L.
1,50
Хвостовик
1/8
Диаметр
.0098 “
Размер сверла
0,25 мм или 87
Флейта
0,255
O.A.L.
1,50
Хвостовик
1/8
DB-0020-035 (10X) | .0020 “ | 0,05 мм | .035 | 1,50 | 1/8 | ||
DB-0020-035 | .0020 “ | 0,05 мм | .035 | 1,50 | 1/8 | ||
DB-0029-047 (10X) | .0029 “ | 0,075 мм | .047 | 1,50 | 1/8 | ||
DB-0029-047 | .0029 “ | 0,075 мм | .047 | 1,50 | 1/8 | ||
DB-0041-070 | .0041 “ | .105 мм | .070 | 1,50 | 1/8 | ||
DB-0041-07010X | .0041 “ | .105 мм | .070 | 1,50 | 1/8 | ||
DB-0047-07810X | .0047 “ | .12 мм | .078 | 1,50 | 1/8 | ||
DB-0047-078 | .0047 “ | .12 мм | .078 | 1,50 | 1/8 | ||
DB-0050-10010X | .0050 “ | .13 мм | .100 | 1,50 | 1/8 | ||
DB-0050-100 | .0050 “ | .13 мм | .100 | 1,50 | 1/8 | ||
DB-0055-100 | .0055 “ | ,14 мм | .100 | 1,50 | 1/8 | ||
DB-0055-10010X | .0055 “ | ,14 мм | .100 | 1,50 | 1/8 | ||
DB-0059-10010X | .0059 “ | .15 мм или # 97 | .100 | 1,50 | 1/8 | ||
DB-0059-100 | .0059 “ | .15 мм или # 97 | .100 | 1,50 | 1/8 | ||
DB-0071-100 | .0071 “ | ,18 мм или № 94 | .100 | 1,50 | 1/8 | ||
DB-0071-10010X | .0071 “ | ,18 мм или № 94 | .100 | 1,50 | 1/8 | ||
DB-0079-13810X | .0079 “ | .20 мм или № 92 | . 138 | 1,50 | 1/8 | ||
DB-0079-180 | .0079 “ | .20 мм или № 92 | .180 | 1,50 | 1/8 | ||
DB-0079-18010X | .0079 “ | .20 мм или № 92 | . 236 | 1,50 | 1/8 | ||
DB-0079-138 | .0079 “ | .20 мм или № 92 | . 138 | 1,50 | 1/8 | ||
DB-0087-100 | .0087 “ | .22 мм или # 90 | .100 | 1,50 | 1/8 | ||
DB-0087-10010X | .0087 “ | .22 мм или # 90 | .100 | 1,50 | 1/8 | ||
DB-0091-157 | .0091 “ | ,23 мм или № 89 | . 157 | 1,50 | 1/8 | ||
DB-0091-15710X | .0091 “ | ,23 мм или № 89 | . 157 | 1,50 | 1/8 | ||
DB-0098-25510X | .0098 “ | .25 мм или № 87 | . 255 | 1,50 | 1/8 |
Таблица размеров сверл для предварительного сверления
Если на ваших сверлах не указаны размеры, вот как выбрать сверло:
Удерживайте винт на свету или белом фоне, вставив сверло, которое вы планируете использовать, перед ним.Вы должны увидеть резьбу винта, торчащую за бит, но бит должен скрывать остальную часть винта.
Когда вы найдете биту подходящего размера, храните ее вместе с коробкой с винтами, чтобы знать, какой именно.
Строительные магазины обычно имеют калибр, поэтому вы можете взять там сверло и указать его размер. Купите оптовую упаковку обычно используемых размеров, потому что сверлить тупым сверлом – неинтересно.
Размеры сверл для предварительного сверления (наиболее часто используемые размеры выделены жирным шрифтом)
| Размер винта | Размер пилотного отверстия для твердых пород древесины * | Размер пилотного отверстия для мягкой древесины ** |
| # 1 | 3/64 | 1/32 |
| # 2 | 3/64 | 3/32 |
| # 3 | 1/16 | 3/64 |
| # 4 | 1/16 | 3/64 |
| # 5 | 5/64 | 1/16 |
| # 6 | 3/32 | 5/64 |
| # 7 | 3/32 | 5/64 |
| # 8 | 1/8 | 3/32 |
| # 9 | 1/8 | 3/32 |
| # 10 | 1/8 | 7/64 |
| # 11 | 5/32 | 9/64 |
| # 12 | 9/64 | 1/8 |
- * Массив березы, клена, дуба, красного дерева, ореха пекан, вишни, гикори и др.(дорогой материал) Исключение составляет южная желтая сосна, твердая древесина, особенно старая.
- ** Фанера, МДФ, строительный пиломатериал «белое дерево», сосна, ольха, пихта, ель, красное дерево
- ПРИМЕЧАНИЕ. Транспортные поддоны обычно изготавливаются из «белого дерева», но если они прибывают из-за пределов США, они могут быть изготовлены из некоторых местных пород твердой древесины.
Таблица сверл
Таблица сверлТаблица сверл
Размер бита (в дюймах) | Десятичные | Размер бита (в дюймах) | Десятичные | |||
|---|---|---|---|---|---|---|
1/64 | 0.015625 | 33/64 | 0,515625 | |||
1/32 | 0,03125 | 17/32 | 0,53125 | |||
3/64 | 0,046875 | 35/64 | 0.546875 | |||
1/16 | 0,0625 | 9/16 | 0,5625 | |||
5/64 | 0,078125 | 37/64 | 0,578125 | |||
3/32 | 0.09375 | 19/32 | 0,59375 | |||
7/64 | 0,109375 | 39/64 | 0.609375 | |||
1/8 | 0,125 | 5/8 | 0.625 | |||
9/64 | 0,140625 | 41/64 | 0,640625 | |||
5/32 | 0,15625 | 21/32 | 0,65625 | |||
11/64 | 0.171875 | 43/64 | 0,671875 | |||
3/16 | 0,1875 | 11/16 | 0,6875 | |||
13/64 | 0,203125 | 45/64 | 0.703125 | |||
7/32 | 0,21875 | 23/32 | 0,71875 | |||
15/64 | 0,234375 | 47/64 | 0,734375 | |||
1/4 | 0.250 | 3/4 | 0,750 | |||
17/64 | 0,265625 | 49/64 | 0,765625 | |||
9/32 | 0,28125 | 25/32 | 0.78125 | |||
19/64 | 0,2 | 51/64 | 0,7 | |||
5/16 | 0,3125 | 13/16 | 0,8125 | |||
21/64 | 0.328125 | 53/64 | 0,828125 | |||
11/32 | 0,34375 | 27/32 | 0,84375 | |||
23/64 | 0,359375 | 55/64 | 0.859375 | |||
3/8 | 0,375 | 7/8 | 0,875 | |||
25/64 | 0,3 | 57/64 | 0,8 | |||
13/32 | 0.40625 | 29/32 | 0, | |||
27/64 | 0,421875 | 59/64 | 0, | 5|||
7/16 | 0,4375 | 15/16 | 0.9375 | |||
29/64 | 0,453125 | 61/64 | 0, | 5 | ||
15/32 | 0,46875 | 31/32 | 0, | |||
31/64 | 0.484375 | 63/64 | 0,984375 | |||
1/2 | 0,500 | 1 | 1.000 |