ГОСТ 19543-74 Сверла спиральные с цилиндрическим хвостовиком…
ГОСТ 19543-74
Группа Г23
МКС 25.100.30
ОКП 39 1231
Дата введения 1976-01-01
1. РАЗРАБОТАН И ВНЕСЕН Министерством станкостроительной и инструментальной промышленности
2. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета стандартов Совета Министров СССР от 28.02.74 N 519
3. ВЗАМЕН МН 66-65
4. ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
5. Ограничение срока действия снято Постановлением Госстандарта СССР от 30.05.88 N 1501
6. ИЗДАНИЕ с Изменениями N 1, 2, утвержденными в октябре 1978 г., мае 1988 г. (ИУС 12-78, 8-88)
1. Настоящий стандарт распространяется на спиральные сверла с цилиндрическим хвостовиком диаметром от 1 до 12 мм точности В, предназначенные для сверления отверстий в легких сплавах.
(Измененная редакция, Изм. N 2).
2. Конструкция и размеры сверл должны соответствовать указанным на чертеже и в таблице.
________________
* Размер для справок.
** Сварка контактная стыковая оплавлением.
Размеры в мм | ||||||||||
Обозначение сверла | При- | Угол наклона винтовой канавки | ||||||||
2300-0801 | 1,00 | 34 | 12 |
| 0,5 | 0,35 | ||||
2300-0917 | 1,05 | |||||||||
2300-0802 | 1,10 | 36 | 14 | 0,95 | ||||||
2300-0803 | 1,15 | – | 1,00 | 0,6 | 0,40 | |||||
2300-0804 | 1,20 | 1,05 | ||||||||
2300-0805 | 1,25 | 38 | 16 | 1,10 | ||||||
2300-0806 | 1,30 | 1,15 | 34° | |||||||
2300-0807 | 1,35 | 1,20 | 0,7 | 0,45 | ||||||
2300-0808 | 1,40 | 1,25 | ||||||||
2300-0809 | 1,45 | 40 | 18 | 1,30 | ||||||
2300-0946 | 1,50 | 1,35 | ||||||||
2300-0918 | 1,55 | 1,40 | 0,50 | |||||||
2300-0811 | 1,60 | 43 | 20 | |||||||
2300-0919 | 1,65 | 1,45 | 0,8 | 0,30 | ||||||
2300-0812 | 1,70 | 1,50 | ||||||||
2300-0813 | 1,75 | 1,55 | ||||||||
2300-0814 | 1,80 | 46 | 22 | 1,60 | 0,55 | |||||
2300-0947 | 1,85 | 1,65 | 0,9 | |||||||
2300-0815 | 1,90 | 1,70 | ||||||||
2300-0921 | 1,95 | 1,75 | ||||||||
2,00 | 49 | 24 | 1,80 | 36° | ||||||
2300-0817 | 2,05 | 1,85 | ||||||||
2300-0818 | 2,10 | 1,90 | ||||||||
| 2300-0819 | 2,15 | 1,95 | 1,0 | |||||||
2300-0948 | 2,20 | 2,00 | ||||||||
2300-0821 | 2,25 | 53 | 27 | 2,05 | ||||||
2300-0822 | 2,30 | – | 2,10 | 0,60 | ||||||
2300-0922 | 2,35 | 2,15 | ||||||||
2300-0823 | 2,40 | 2,20 | 1,1 | |||||||
2300-0923 | 2,45 |
| ||||||||
2300-0824 | 2,50 | |||||||||
2300-0924 | 2,55 | 57 | 30 | 2,30 | ||||||
2300-0825 | 2,60 | 2,35 | ||||||||
2300-0826 | 2,65 | 2,40 | 0,65 | |||||||
2300-0827 | 2,70 | 2,45 | 0,35 | |||||||
2300-0925 | 2,75 | 2,50 | 1,2 | |||||||
2300-0828 | 2,80 | 2,55 | ||||||||
2300-0926 | 2,85 | 61 | 33 | 2,60 | ||||||
2300-0829 | 2,90 | 2,65 | 0,70 | |||||||
2300-0927 | 2,95 | 2,70 | 1,3 | |||||||
2300-0934 | 3,00 | 2,75 | ||||||||
2300-0831 | 3,10 | 2,80 | 0,80 | |||||||
2300-0832 | (3,15) | 2,85 | 1,4 | |||||||
2300-0833 | 3,20 | 65 | 36 | 2,90 | ||||||
2300-0834 | 3,30 | 3,00 | 38° | |||||||
2300-0928 | (3,35) | 3,10 | 1,5 | |||||||
2300-0835 | 3,40 | 0,85 | ||||||||
2300-0836 | 3,50 | 70 | 39 | 3,20 | ||||||
2300-0837 | 3,60 | 3,30 | 1,6 | |||||||
2300-0838 | 3,70 | |||||||||
2300-0839 | 3,80 | 3,40 | 1,7 | 0,90 | ||||||
2300-0935 | 3,90 | 3,50 | 1,8 | |||||||
2300-0841 | 4,00 | 75 | 43 | 3,60 | ||||||
2300-0842 | 4,10 | 3,70 | ||||||||
2300-0843 | 4,20 |
| 1,9 | 0,95 | ||||||
2300-0929 | (4,25) | 40° | ||||||||
2300-0936 | 4,30 | 3,90 | ||||||||
2300-0844 | 4,40 | – | 4,00 | 2,0 | ||||||
2300-0845 | 4,50 | 80 | 47 | 4,10 | ||||||
2300-0931 | 4,60 | 4,20 | 2,1 | 1,00 | 0,40 | |||||
2300-0846 | 4,70 | 4,30 | ||||||||
2300-0847 | 4,80 | 4,35 | ||||||||
2300-0848 | 4,90 | 4,45 | 2,2 | |||||||
2300-0849 | 5,00 | 86 | 52 | 4,50 | ||||||
2300-0937 | 5,10 | 4,60 | ||||||||
2300-0851 | 5,20 | 4,70 | 2,3 | 1,05 | ||||||
2300-0852 | 5,30 | 4,80 | ||||||||
2300-0853 | 5,40 | 4,90 | ||||||||
2300-0854 | 5,50 | 5,00 | 2,4 | |||||||
2300-0932 | 5,60 | 93 | 57 | 5,10 | ||||||
2300-0855 | 5,70 | 5,20 | 2,5 | |||||||
2300-0856 | 5,80 | 5,30 | ||||||||
2300-0857 | 5,90 | 5,40 | 2,6 | |||||||
2300-0858 | 6,00 | 5,50 | ||||||||
2300-0859 | 6,10 | 5,60 | 2,7 | 1,10 | ||||||
2300-0945 | 6,20 | |||||||||
2300-0861 | 6,30 | 5,70 | 2,8 | 0,50 | ||||||
2300-0862 | 6,40 | 101 | 63 | 5,80 | ||||||
2300-0863 | 6,50 | 5,90 | 2,9 | |||||||
2300-0864 | 6,60 | 6,00 | ||||||||
2300-0865 | 6,70 | 6,10 | 3,0 | |||||||
2300-0866 | 6,80 | 6,20 | ||||||||
docs.cntd.ru
таблица по ГОСТ и резьба
Сверление металла – это процесс, к которому достаточно часто приходится прибегать как в промышленных, так и в домашних условиях. С помощью сверл можно создавать отверстия в металле, что может быть полезно при ремонте какого-либо предмета, модификации или создании новой конструкции.
Сверла
Если вам понадобилось выполнить какую-то работу, включающую сверление металла, вам стоит ознакомиться с разновидностями сверл. Разные изделия рассчитаны на разные характеристики металла, который планируется сверлить. Поэтому стоит подойти к выбору ответственно, чтоб потом не возникло проблем, а работа прошла гладко и без эксцессов.
Виды сверл
Различают следующие виды сверл по металлу:
- конические;
- корончатые;
- цилиндрические спиральные;
- ступенчатые;
- левосторонние;
- кобальтовые;
- повышенной точности;
- удлиненные;
- с титановым покрытием;
- твердосплавные.
Каждая из этих разновидностей имеет некоторые особенности, которые отражаются на процессе сверления. Грамотно подбирая подходящий вид сверла под специфику планируемой работы, можно добиться отличного результата. Рассмотрим подробнее каждую разновидность.
Конические сверла
Этот вид изделий используется тогда, когда сверление выполняется с помощью станка. На хвостовике сверла сделан специальный конус, с помощью которого само изделие можно закрепить в станке. Кроме того, можно использовать двуручную дрель – она также поддерживает такую разновидность сверл.
Чаще всего такие сверла используются для выполнения отверстий относительно большого диаметра – около 2 см. Это неплохой вариант для владельцев двуручных дрелей.
Корончатые сверла
Такие сверла предназначены для сверления тонкого листа металла. При этом корончатые сверла специально адаптированы под большие диаметры отверстий. С их помощью можно создавать отверстия диаметром от 3 см. Визуально такие сверла напоминают собой коронки по бетону. Их отличие в том, что в изделиях для металла нет напаек из твердых сплавов.
Для изготовления корончатых сверл используется быстрорежущая сталь HSS. Кроме того, изделие имеет высокую частоту зубьев. Таким образом, корончатые сверла лучше всего применять при сверлении тонкого слоя металла при большом диаметре планируемого отверстия.
Цилиндрические спиральные сверла
Это самый распространенный вид таких изделий. Их можно найти почти в каждом ящике инструментов любого домашнего мастера. Для изготовления таких изделий используется сталь HSS. Также достаточно часто цилиндрические спиральные сверла изготавливают из стали Р6М5. Такие изделия иногда оказываются более надежными, но не всегда.
Самыми надежными считаются сверла из стали Р18. Однако они все реже встречаются в магазинах.
Ступенчатые сверла
Ступенчатые сверла – это новшество в области сверления металла. Они не так давно появились на рынке, но уже пользуются большой популярностью. В первую очередь, благодаря своей универсальности. Имея особую конструкцию, ступенчатые сверла позволяют создавать отверстия разного диаметра одним сверлом. Таким образом, используя всего лишь одно изделие, можно просверлить как пятимиллиметровое отверстие, так и тридцатимиллиметровое.
Предназначены такие изделия только для листового металла и в этом их большой недостаток. Однако если вам часто приходится сверлить листы металла, то ступенчатое сверло – отличный вариант.
Левосторонние сверла
Это достаточно редкая разновидность изделия из-за узкого специфического предназначения. Если вы будете высверливать болт или винт, который сломался обычным сверлом, то у вас ничего не получится – болт просто будет крутиться. В итоге придется приложить много усилий, чтоб сделать это. Левосторонним сверлом эту задачу удастся решить гораздо быстрее.
Кобальтовые сверла
Сверла из кобальта – это отличный вариант для тех, кому необходимо насверлить отверстий в твердом металле. Это очень прочные изделия, поэтому к их использованию прибегают, когда сверла из Р6М5 не дают нужного эффекта.
Чтобы убедиться, что это действительно изделие с повышенной прочностью, нужно посмотреть на его маркировку. Если в привычную маркировку добавлена буква «К» (например, Р5М5К) – значит, изделие выполнено с добавлением кобальта. Единственный недостаток таких изделий – повышенная цена.
Сверла повышенной точности
Такие изделия применяются в тех случаях, когда необходимо очень точно и аккуратно создать отверстие. Чтоб различить такое сверло, нужно посмотреть на его хвостовик. Если вы увидите там маркировку «А1» – значит, такое изделие точнее.
Удлиненные сверла
Для каждого диаметра предусмотрена стандартная длина сверла. Дополнительно выпускаются удлиненные и длинные сверла того же диаметра. Однако длина не отличается существенно. Если она будет слишком большой относительно диаметра, то сверло просто сломается при работе. Поэтому разница в длине между обычным и удлиненным сверлом небольшая. Однако это все равно может повысить комфорт при работе.
Сверла с титановым напылением
Это достаточно распространенная разновидность сверл. Визуально они отличаются от обычных тем, что имеют желтый цвет. Титановое напыление обеспечивает повышенную прочность и стойкость изделий. Кроме того, они не портятся при длительном хранении, поэтому их можно купить и спрятать дома до момента, когда они понадобятся.
Несмотря на все преимущества титанового напыления, кобальтовые сверла все равно считаются более прочными.
Твердосплавные сверла
Такие изделия предназначены для сверления твердого и толстого металла. Сверла других типов тупятся и ломаются при такой задаче. Твердосплавные сверла отлично справляются со сверлением твердого металла, имея для этого специальные конструктивные особенности. При изготовлении наконечника используется сплав ВК8. Единственный недостаток твердосплавных сверл – это то, что их очень редко удается найти в магазине.
Ознакомится с сортаментом сверл можно в представленной таблице:
metall.trubygid.ru
Диаметры сверла по металлу. Набор сверл
В арсенале как домашнего мастера, так и профессионала должно быть самое необходимое для работы оборудование. От качества всех устройств и предметов, которые применяются в работе, зависит ее конечный результат.
Различные диаметры сверла по металлу позволят производить необходимые манипуляции с этим материалом. Как выбрать такой инструмент и какой из них наиболее востребован, помогут определиться советы экспертов. Сегодня существует множество интересных решений в деле обработки металлов.
Общие сведения
Набор сверл по металлу позволит мастеру вырезать отверстия разного диаметра в материале. Когда необходимо работать с твердыми заготовками, к фрезе выдвигают повышенные требования.

Этот инструмент подбирают в соответствии с условиями работы. Фреза по металлу предназначена для высверливания легированной, нелегированной стали, цветных металлов, чугуна и различных сплавов.
Чем большей твердостью характеризуется материал, тем большие требования выдвигаются к качеству инструмента. Необходимо правильно подбирать диаметры сверла по металлу.
Мастер должен также обратить внимание на заточку фрезы и материал ее изготовления. Только при таком подходе удастся выбрать действительно качественный инструмент.
Строение сверла
Обычное устройство фрезы предполагает наличие на ней режущей поверхности, калибровки и хвостовика для крепления ее в патрон.
Существуют определенные требования, которым должны соответствовать сверла по металлу. ГОСТ 19265-73 указывает основные характеристики и технологию изготовления этого инструмента.

Для работы с таким твердым материалом, как сталь или чугун, форма фрезы обязательно предполагает наличие спиралевидных канавок. Это позволяет отводить стружку из места обработки.
На торце сверла расположен режущий отдел. Он имеет отточенные кромки. За ним расположена калибровочная часть. Она обеспечивает гладкость края отверстия и отводит высверливаемый металл из места обработки.
Хвостовик фрезы может иметь разную форму. Она соответствует посадочному месту в патроне дрели или перфоратора.
Разновидности
Диаметр сверла, а соответственно, и отверстия в металле, зависит от разновидности фрезы. Они могут быть следующих типов.
Винтовые разновидности чаще всего встречаются в продаже и известны мастерам уже не один десяток лет. Это стержень из разных материалов с винтовыми канавками и острым концом.

Винтовая фреза с коническим хвостовиком предназначена для станков. Его режущее место конусное. Сверло по металлу этого типа предназначено для отверстий большого диаметра в толстом слое.
Для подобных работ также применяются корончатые фрезы. Они имеют частые зубья.
Относительно новым считается ступенчатое сверло. Оно позволяет делать отверстия различного диаметра. Такое конусное сверло по металлу предназначено для листового материала.
Еще одним популярным типом фрезы является резьбовой инструмент.
Маркировка
Процесс выбора инструмента облегчает знание маркировки. Она указывает материал, диаметр, класс точности изделия. Если на нем указана буква Р, это значит, что фреза изготовлена из быстрорежущей стали.
Когда за буквой идет число, это говорит о количественном содержании вещества в сплаве. Так, К6 означает, что кобальта в общем составе присутствует шестая часть. Это усиливает сверло.

Маркировка может быть следующей: Р6М5К5. Последнее вещество в сплаве усиливает инструмент.
Сверло по металлу 1 мм или 2 мм не маркируется. Обширная информация наносится только на изделия большого диаметра.
Зарубежная маркировка HSS-G говорит об изделии, которое предназначено для средних по твердости разновидностей металлов. HSS-E может применяться для нержавейки и кислотостойких сплавов. Маркировка HSS-G Tin отличает повышенную прочность изделий.
Цвет сверла
Сверла по металлу, ГОСТ которых выдерживается на всех отечественных предприятиях, могут быть различного цвета. Это говорит о типе прочности. Поэтому, выбирая подходящий диаметр фрезы, мастер должен обращать внимание и на эту характеристику.

Изделия серого цвета самые дешевые и недолговечные. Они подойдут для домашнего пользования при небольшом объеме работы.
Черный цвет изделия свидетельствует о дополнительной закалке и прочности фрезы. Набор сверл по металлу тусклого золотистого цвета дает понять, что при его производстве использовалась особая технология. Она также придает дополнительной прочности.
Насыщенный золотой оттенок присущ наиболее прочным изделиям. Они долговечнее других и удобны в работе. Стоимость таких инструментов самая высокая, но и качество соответствующее.
Для домашнего применения достаточно дешевых, менее стойких изделий. Но профессионалы должны выбирать высокопрочные, качественные изделия.
Отзывы о производителях
В продаже представлены фрезы различного диаметра. Отечественные и зарубежные производители комплектуют их по-разному.
Самое большое сверло по металлу 10-13 мм считается нормой. Диаметр самой тонкой фрезы комплекта составляет 1-2 мм. Но, кроме этого параметра, необходимо обращать внимание на производителя.

Хорошо зарекомендовали себя изделия зарубежного производства Makita, Bosch. Профессиональные мастера отмечают большое количество некачественных подделок среди отечественных брендов. Поэтому малоизвестная продукция без сертификатов качества не стоит внимания потребителя.
Хорошо зарекомендовали себя российские компании “Зубр”, “Томский инструмент”, “Дело техники”. Они дешевле зарубежных аналогов. Для проведения работ в домашних условиях они полностью пригодны. Высокой стоимостью отличаются лишь профессиональные фрезы по металлу.
Рекомендации экспертов
Выбирая диаметры сверла по металлу, необходимо учитывать некоторые рекомендации экспертов. Чтобы отверстия получались качественными, с гладкими краями, фреза должна быть изготовлена из быстрорежущей стали Р18 с добавками (вольфрам, молибден и т. д.).
Соответственно типу материала необходимо подбирать угол заточки. Для чугуна он должен равняться 118 градусов, для бронзы – 140 градусов. Нержавейке соответствует 120 градусов.
Для новичков будет проще приобретать подобные изделия в специализированном магазине. Здесь продавец сможет подобрать правильную разновидность инструмента, а также предоставит сертификаты качества. Это даст гарантию долговечного использования фрезы и результативность работы при ее использовании.
Эксперты рекомендуют не экономить на качестве оборудования. Лучше выбирать продукцию проверенных производителей. Низкая цена чаще всего выдает некачественные изделия, которые быстро износятся и будут производить неаккуратные отверстия.
Ознакомившись с такой характеристикой, как диаметры сверла по металлу, можно правильно выбрать инструмент в соответствии с типом материала и условиями его обработки. Руководствуясь рекомендациями экспертов и отзывами пользователей, будет проще приобрести качественные фрезы проверенных производителей.
fb.ru
105 фото характерных особенностей инструмента и его особенности
Среди всего инструмента, предназначенного для обработки металла, сверла пользуются хорошим спросом как в быту, так и на производстве. Большой ассортимент, предлагаемый на рынке ведущими производителями, ставит в тупик, когда нужно выбрать то, что подходит лучше всего как по цене, так и техническим характеристикам.

Краткое содержимое статьи:
Классификация
Существуют сверла по металлу следующих видов:
- Универсальные спиральные, под любые отверстия;
- Конического типа, рассчитанные на использование в токарных станках, так как требуют повышенного контроля в процессе работы;
- Ступенчатой формы. Режущие кромки – различного диаметра, что позволяет не только просверливать отверстия, но и делать его расточку;
- Фрезы кольцевые или сверла корончатого типа. Используются также для обработки дерева, характеризуются легкостью в процессе работы, с их помощью можно получить отверстия с минимальной шероховатостью.
Также сверла классифицируют по размеру (длина/диаметр режущих кромок):
- По ГОСТ-у 4010-77 – короткие;
- По ГОСТ-у 10902-77 – удлиненные;
- По ГОСТ-у 886-77 – длинные

Особенности выбора
Для использования в быту лучше не брать набор сверл, которые будут валяться без дела, ждать своего часа. Также не стоит покупать китайские подделки.

Профессионалы рекомендуют покупать сверла, ориентируясь на тип дрели, диаметр отверстий. Не стоит покупать дешевый китайский набор инструмента для бытового использования.
Лучше одно – но качественное, чем пачка ненужного дешевого железа!

Для этого идеально подойдут сверла спирального вида. Остальные типы используют в основном в производстве, на фрезерных, токарно-режущих станках и прочем производственном специализированном оборудовании.

Сверла спиральные
Применяют, когда нужно сделать отверстие в различных стальных материалах, чугуне, цветных металлах. Преимущество их в том, что они отводят использованный металл – стружку через специально вырезанные на своей поверхности продольные, симметрично извивающиеся по диаметру сверла канавки.

От прочих разновидностей сверл, отличаются формой своей торцевой части – хвостовика. Он может быть:
- Цилиндрический;
- Конический;
- Шестигранный.

Сверла с цилиндрическим хвостовиком вставляются напрямую в пиноль токарного станка, конические и шестигранные – через спецпатрон.

В ручную дрель рабочий инструмент первого типа не подходит, так как будет проворачиваться в шлицах при сверлении. Наилучший вариант – с шестигранным хвостовиком.

В фотокаталогах, цветных прайсах можно увидеть различные наборы сверл, отличающихся между собой цветом, размером и маркировкой. Эти внешние данные имеют важное значение при выборе сверл по металлу, влияют на их характеристики.
Характерные особенности
Технические параметры выпускаемых сверл зависят от цвета:
Черного цвета – указывает на повышенную износостойкость изделия;

Сверло светло-золотистого оттенка означает, режущий инструмент не обладает повышенной хрупкостью, ему сделан при изготовлении отпуск, чтобы снять внутреннее напряжение;

Яркий золотистый – способность уменьшать трение во время работы, изделия отличаются хорошей прочностью;

Серый – инструмент рассчитан на малый срок эксплуатации, самый дешевый, низкого качества.

Запомнив цвет сверла, обращаем внимание на диаметр рабочей кромки, который определяет его маркировку. Инструмент малых размеров (до двух миллиметров) не маркируется. Буква «Р» – самая первая буква, означает, что при изготовлении сверла применялась быстрорежущая сталь.

Наличие легирующих элементов (титана, кобальта, вольфрама) будет обозначено соответствующим буквенно-цифровым кодом, принятым согласно ГОСТ для маркировки.

Все технические данные о сверле можно прочесть на его хвостовике:
- Какой диаметр;
- Узнать о твердости стали;
- Какие в сплаве легирующие элементы;
- Понять технологию, производителя.
Как упоминалось, на сверлах маленького диаметра маркировка отсутствует!

Наиболее дорогой, прочный инструмент – из кобальда. Также больше всего ценятся сверла с маркировкой СССР.

Как заточить сверло
Сверла также подбираются по углу заточки. Это – расстояние между режущими кромками. Угол заточки зависит от того материала, с которым работают, его характеристик.
Например, для стали – до 140 градусов, для нержавеющих металлов – до 120-ти.

Инструмент также затачивается самостоятельно при наличии соответствующего оборудования, знаний, опыта. Стоит отметить, что напильником правильно не заточить сверло!

Хорошо заточенный инструмент позволяет легко делать отверстия, не прилагая значительных усилий.

Производители
Каждая хорошо известная торговая марка предлагает надежный инструмент определенного качества, которому можно доверять. Среди всех фирм производителей можно выделить следующие:
- Качество по разумной цене от фирмы Ruko;
- Лучшие сверла от известного бренда Bosch;
- Сверла с титановым сплавом повышенной мощности торговой марки Haisser;
- Приемлемая цена, отличное качество от российского бренда Зубр.

Покупая сверла, нужно думать о том, как долго они будут использоваться, с каким материалом придется работать. Китайские подделки – однозначно не лучший выбор. Но и дорогой набор, который будет пылиться на полке гаража – также.

Опираясь на целесообразность, нужды, финансовые возможности, можно всегда подобрать хороший инструмент, который прослужит долгие годы!

Фото сверл по металлу



































Также рекомендуем посетить:
zdesinstrument.ru
Виды свёрл по металлу
Какие же бывают виды сверл?
Данная статья наиболее кратко описывает все виды металлорежущих свёрл.
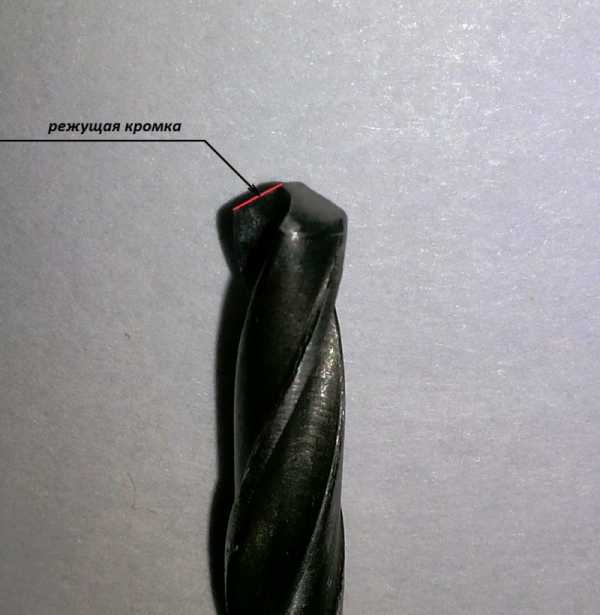
Сверло – металлорежущий инструмент, насчитывающий 5 режущих кромок (2 ленточки, перемычка, 2 режущих кромки), используемый для сверления и рассверливания отверстий в заготовках из металла.
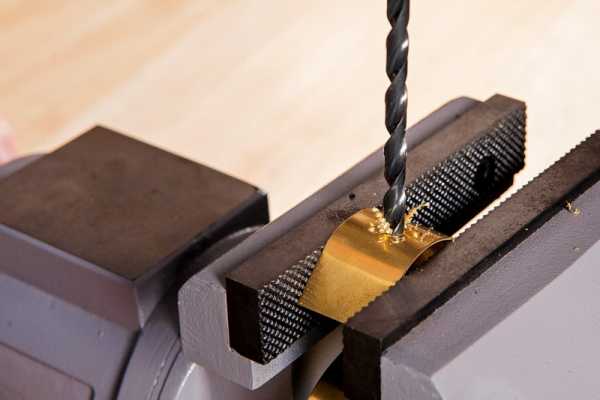
Главное движение резания при сверлении это вращение с определенной скоростью сверла относительно его оси, вспомогательное движение резания это подача сверла в осевом направлении.
рис. 1 – сверление отверстия в металле
Как же правильно подобрать сверло?
Для правильного подбора сверла под определенную операцию, нужно учитывать следующие факторы:
1. Модель станка.
2. Состояние станка и вспомогательной оснастки (жесткость системы СПИД, мощность, крутящий момент, максимальные обороты и подача, биение максимальное, подвод СОЖ).
3. Партийность заготовок (единичная, серийная, массовая).
4. Материал заготовки (сталь, нержавейка, титан, пластмасса, цветной сплав и т.д.).
5. Метод получения заготовки (отливка, прокат, штамповка, вырезка)
6. Точность получаемого отверстия (допуск, шероховатость, прямолинейность, округлость и т.д.).
7. Глубина обрабатываемого отверстия.
8. Технические требования к заготовке (термообработка, покрытие, упрочнение поверхностного слоя и т.д.).
9. Конструкцию и технологичность детали (тонкостенная, пересекающиеся отверстия, поверхности входа и выхода сверла из отверстия и т.д.).
Виды свёрл
1) цельные (монолитные) сверла
рис. 2 – цельнотвердосплавные сверла
Данный тип сверл в основном изготавливают из быстрорежущих сталей, а также из твердого сплава. Сверла из монолитного твердого сплава характеризуются высокой точностью изготовления, минимальным биением и возможностью получать отверстия 8,9 класса точности, с шероховатостью до 1,6 Ra (6-й класс чистоты) мкм, без дополнительной операции зенкерования и развёртывания отверстий.
Также существуют современные сверла, получаемые за счет метода порошковой металлургии из быстрорежущей стали с добавлением легирующих элементов (кобальта, молибдена), данные сверла имеют высокую износоустойчивость, точность и значительно лучше твердосплавных сверл работают на изгиб.
Конструкция сверл может быть как с внутренним подводом СОЖ в зону резания, так и с наружным. Данные сверла допускают переточку, а также имеют различные износостойкие покрытия CVD или PVD методом. Имеют различную длину хвостовика, длину режущей части. Монолитные сверла изготавливают с цилиндрическим хвостовиком, а также с хвостовиком с лыской (тип WELDON) для предотвращения проворота сверла в цанговом патроне. Монолитные сверла имеют высокую жесткость и способны работать с большими подачами без ущерба качеству и стойкости сверла.
Основные конструктивные элементы спирального сверла
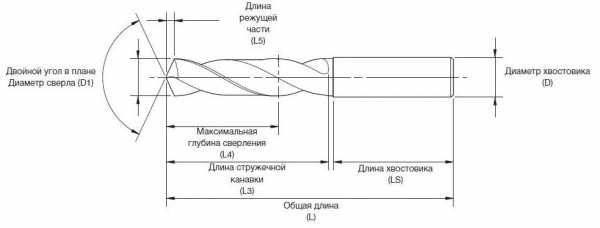
рис. 3 – элементы конструкции сверла
- Двойной угол в плане или угол при вершине сверла
- Диаметр режущей части сверла
- Общая длина сверла
- Длина стружечной канавки сверла
- Длина хвостовика сверла
- Длина режущей части сверла или максимальная глубина сверления
- Поперечная кромка
- Диаметр хвостовика
Примечание: режущая часть сверла имеет небольшой обратный конус для исключения возможности заклинивания стружки и повторного резания стружки.
Монолитные спиральные сверла имеют различные хвостовики

рис. 4 – виды хвостовиков сверл
Сверла различают по глубине резания:
- Короткие сверла (короткой серии) до 5D
- Сверла средней длины (средней серии) до 10D
- Сверла длинные (длинной серии) до 15D
- Сверла удлиненные (удлиненной серии) до 30D
Ссылка на видео http://www.youtube.com/watch?v=PjqJmT-pcGQ&feature=youtu.be
2) сверла с напаянными пластинами
рис. 5 – сверло с напайной твердосплавной пластиной
Сверла с напайной пластиной обеспечивают повышенную износостойкость при обработке труднообрабатываемых материалов, а также экономическую целесообразность применения для обработки отверстий большого диаметра, так как их стоимость значительно ниже твердосплавных или сверл с СМП.
Информацию о конических хвостовиках инструмента вы можете почитать здесь:
http://ru.wikipedia.org/wiki/Конус_инструментальный
3) сверла со сменными пластинами
рис. 6 – свёрла с СМП (модульные, перовые)
Сверла с СМП применяют для обработки отверстий в деталях массового и серийного производства, они характеризуются быстрой сменой пластины, что значительно облегчает труд оператору-наладчику станка, за счёт того, что сверло не нужно перетачивать и заново привязывать. Также их используют для обработки глухих отверстий с плоским дном, отверстий с невысокими требованиями по точности.
Виды сверл со сменными пластинами:
а) с несколькими твердосплавными пластинами (периферийной и центральной) – рис. 7
рис. 7 – сверла с СМП
Свёрла со сменными многогранными пластинами применяют для обработки отверстий среднего и большого диаметра небольшой глубины. Также они подходят для плунжерной обработки и некоторых токарных работ (но не все виды сверл): подрезка торца, растачивание отверстий, обтачивание наружной поверхности. Сверла считаются не очень производительными за счет невозможности использовать большую подачу на зуб при сверлении, из-за недостаточной жесткости сверла. Способны обрабатывать неглубокие отверстия глубиной до 5D сверла.
б) с одной пластиной (перовые сверла) – рис. 8
рис. 8 – сверла перовые со сменной пластиной из твердого сплава или HSS
Данный тип сверл является современным аналогом спиральных цельных сверл, они имеют преимущества над спиральными:
1. Один корпус сверла для различных диаметров сверления.
2. Не требует переточки сверла (экономия времени машинного, ресурсов человеческих, расходных материалов для заточного станка и электроэнергии и зарплаты заточника).
3. Большой выбор сплавов, геометрий и износостойких покрытий под различные материалы.
4. Имеют различные типы хвостовиков (WELDON или Конус МОРЗЕ), возможно, закреплять на различных станках.
Данные сверла способны сверлить отверстия глубиной до 32D сверла, но при этом необходимо:
- просверлить пилотное отверстие глубиной до 1-2D сверла такого же диаметра.
- угол при вершине центровочного сверла должен быть равен или чуть больше, чем длинного сверла.
- засверливание производить на пониженной подаче и оборотах для наименьшего увода сверла.
- должно осуществляться увеличенное давление СОЖ через инструмент, для наилучшей эвакуации стружки из зоны резания, в противном случае необходимо производить сверление с отскоком.
Применять твёрдый сплав при глубинах больше 7 диаметров не рекомендуется. Дело в том, что при больших глубинах сверления неизбежно возникают повышенные нагрузки на режущую кромку и вибрации. Твёрдый сплав в силу своей большей хрупкости по сравнению с HSS может не выдержать этих нагрузок и есть риск выкрашивания пластины или её поломки.
в) модульные сверла со сменной пластиной из твердого сплава или HSS
рис. 9 – модульное сверло со сменной головкой из твердого сплава
Модульные свёрла имеют сменную твердосплавную головку, которая по мере износа меняется, также имеют хороший подвод СОЖ через инструмент прямо в зону резания и специальные канавки для эвакуации стружки из зоны резания и отвода тепла от инструмента и заготовки. По своей конфигурации данные сверла можно сравнить с цельными сверлами, они способны обрабатывать отверстия по 9-10 классу точности и с хорошей шероховатостью поверхности (Ra 3,2-6,3 мкм). Сверла работают практически с теми же подачами на зуб, что и монолитные сверла, отличаются высокой производительностью, а также не требуют переточки, что значительно сокращает время на смену инструмента. Данные сверла не способны засверливаться в наклонные поверхности и неровные.
Максимальная глубина обработки данными сверлам до 8D сверла.
4) Сверла для глубокого сверления
Глубокая обработка отверстий до 100D может вестись несколькими инструментам:
а) Эжекторное сверло
Ссылка на видео: http://www.youtube.com/watch?v=Elen711kPwM&feature=youtu.be
Этот вид сверления наиболее предпочтителен при сверлении отверстий на станках с горизонтальной компоновкой шпинделя (токарные станки и обрабатывающие центры).
Эжекторное сверло состоит:
- режущей головки
- наружная штанга
- внутренняя штанга
- патрон
- цанга
- уплотнительная втулка
рис. 10 – эжекторная система сверления
Эжекторное сверление является наиболее современной технологией обработки глубоких отверстий.
Стружка отводится через отверстие штанги и поэтому на сверле нет стружечных канавок, что позволяет, увеличит жесткость инструмента.
Эжекторное сверление рекомендуется применять:
- при обработке материалов, имеющих хорошую обрабатываемость резанием
- станки с горизонтальной компоновкой шпинделя (токарные)
- для крупносерийного и массового производства
Точность отверстия при эжекторном сверлении достигает 9-10 класса и чистота обработанной поверхности 2-3 Ra мкм.
б) Пушечное сверло
Ссылка на видео: http://www.youtube.com/watch?v=t597JqeN_T8&feature=youtu.be
Сверление пушечными сверлами является устаревшим методом обработки глубоких отверстий. Стружка удаляется через V-образную канавку на сверле, поэтому площадь поперечного сечения сверла уменьшается и это влияет на жесткость инструмента.
рис. 11 – сверление пушечным сверлом
Точность отверстия при сверлении пушечными сверлами достигает 9 класса и чистота обработанной поверхности 0,1-3,2 Ra мкм.
Сверление пушечными сверлами рекомендуется применять:
- Обработка отверстий небольшого диаметра
- При возникновении сложности образовании стружки
- Обрабатывающие центры с высокой подачей СОЖ
- Токарные станки с ЧПУ с высокой подачей СОЖ
Другие виды сверл согласно российскому стандарту
рис. 12 – Сверла спиральные из быстрорежущей стали с цилиндрическим хвостовиком по ГОСТ:
4010-77 – короткая серия
10902-77 – средняя серия
886-77 – длинная серия
12122-77 – длинная серия с коротким хвостовиком
8034-76 – малоразмерная серия

рис. 13 – Сверла спиральные из быстрорежущей стали с конусом МОРЗЕ по ГОСТ:
10903-77 – нормальная серия
2092-77 – удлиненная серия
12121-77 – длинная серия
Сверла спиральные из быстрорежущей стали для труднообрабатываемых материалов по ГОСТ:
20697-75 – с коническим хвостовиком средняя серия
20696-75 – с коническим хвостовиком короткая серия
20695-75 – с цилиндрическим хвостовиком средняя серия
Сверла спиральные из быстрорежущей стали для обработки легких сплавов по ГОСТ:
19543-74 – с цилиндрическим хвостовиком средняя серия
19544-74 – с цилиндрическим хвостовиком длинная серия
19545-74 – с цилиндрическим хвостовиком левые сверла
19546-74 – с коническим хвостовиком
19547-74 – с коническим хвостовиком удлиненные
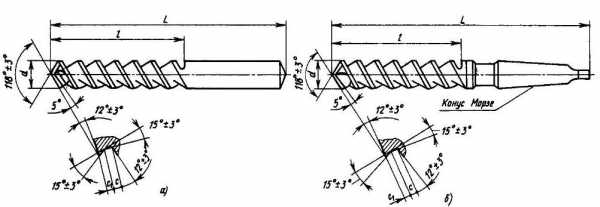
рис. 14 – Сверла шнековые по ТУ:
2-035-948-84 – с цилиндрическим хвостовиком
2-035-426-75 – с коническим хвостовиком
рис. 15 – Сверла спиральные конические с конусностью 1:50 по ГОСТ:
18201-72 – с цилиндрическим хвостовиком
18202-72 – с коническим хвостовиком
рис. 16 – Сверла сборные перовые:
ГОСТ 25524-82 – с цилиндрическим хвостовиком
ТУ 2-035-741-81 – с коническим хвостовиком

рис. 17 – Сверла центровочные комбинированные по ГОСТ 14952-75
рис. 18 – Сверла кольцевые со вставными ножами из быстрорежущей стали по ТУ 2-035-524-76
Сверла твердосплавные по ГОСТ:
22735-77 – спиральные с цилиндрическим хвостовиком
17273-71 – спиральные укороченные
17274-71 – спиральные короткие
17275-71 – спиральные средняя серия
20694-75 – спиральные для труднообрабатываемых материалов короткая серия с цил. хв.
22736-77 – спиральные для труднообрабатываемых материалов с коническим хвостовиком
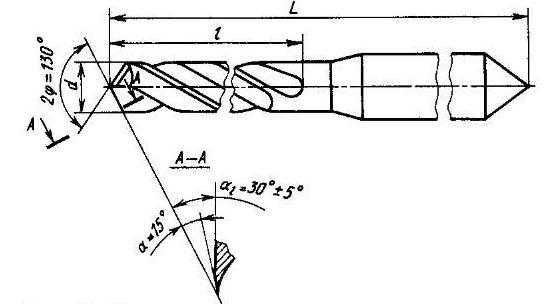
рис. 19 – Спиральные для сверления отверстий в печатных платах по ГОСТ:
22093-76 – короткая серия
22094-76 – длинная серия
Спиральные для обработки термореактивных пластмасс по ГОСТ:
21418-75 – с цилиндрическим хвостовиком
21419-75 – с коническим хвостовиком
21420-75 – перовые с цилиндрическим хвостовиком
www.dominik-chel.ru
сравниваем и выбираем диаметр, какой инструмент лучше
Очень часто, домашние умельцы и профессиональные мастера, используют в своей работе самые разные инструменты. Чаще всего пользуются дрелью и сверлами. Ведь для получения отверстия нужного диаметра без такого инструмента просто не обойтись.Когда необходимо собрать какую-либо конструкцию, приходится пользоваться специальными наборами сверл. В них входят разные виды и конструкции. Каждый такой набор предназначен для определенной работы.
Безусловно, всегда нужно знать какое сверло отличается надежностью и прочностью, какое лучше выбрать для определенного вида работы.
Как сделать выбор сверла для обработки металла?
Определить, какой инструмент для работы с металлом лучше, можно, если придерживаться некоторых критериев. Нужно знать характеристики, они должны отвечать определенным требованиям:- Форма;
- Диаметр;
- Назначение;
- Возможности
- Изготовитель.
Оттенок
Качество, прежде всего, определяется внешним видом. На первое место, в данном случае выступает его цвет.
Серый
Деталь, имеющая такой оттенок, относится к наиболее уязвимым. Она не подвергался никакой обработке, чтобы повысить стойкость к сгоранию и возможной деформации. Ее стоимость отличается дешевизной. Ее может не хватить даже для выполнения одной технологической задачи.
Черный
Такой цвет имеют инструменты, которые прошли обработку перегретым паром. В результате повысилась прочность и срок эксплуатации. Их стоимость намного выше, но остается в пределах доступности.
Бледноватый золотистый цвет
Эти инструменты при изготовлении подвергались отпуску. Целью такой обработки является уменьшение внутреннего напряжения, после закалки металла, повышение прочности.
Яркий золотистый оттенок
Одни из самых дорогих инструментов, так как в их состав входит титан. За счет него, сверла обладают очень высокой прочностью. Срок работы такого инструмента измеряется годами.
Размеры сверл
Чтобы просверлить отверстие в металлических деталях, у каждого производителя инструмент выпускается с параметрами, которые могут отличаться от размеров других изготовителей.
Однако существует ГОСТ, в котором проведена полная классификация сверл. Все инструменты разбиты на группы:
Короткие, имеющие минимальный диаметр от 0,3 мм, а максимальный 20 мм. При этом длина находиться в диапазоне 20 — 131 мм.
Удлиненные. Диаметр точно такой же, как у коротких, но максимальная длина может достигать 205 мм.
Длинные имеют минимальный диаметр 1 мм, а максимальный равен 20 мм. Длина инструмента колеблется от 56 до 254 мм.
Материалы сверл и их маркировка
Для того чтобы знать, как выбирать сверла по металлу, правильно и грамотно, необходимо знать какой металл будет обрабатываться. Только при этом условии, можно будет сделать правильный выбор. Маркировка инструмента, включает в себя такие данные.
HSS-R и HSS-G
Таким инструментом можно обрабатывать сталь, прочность которой достигает 900 Н/мм². Легко работать с цветными металлами. Такому сверлу поддается ковкий и серый чугун.
HSS-G Co 5
Данная маркировка говорит о прочности — 1100 Н/мм². Можно получать отверстия в большинстве видов стали. Например, нержавейки, легированной, углеродистой и так далее.
HSS-G TiAN / TiN
Чтобы просверлить отверстие в титане, инструмент покрывают специальным напылением, в состав которого входит:
- Титан;
- Алюминий;
- Нитрид.
Поверхность приобретает устойчивость к коррозии, без труда режет металл, сохраняет свой первоначальный вид долгое время. Таким инструментом сверлятся отверстия в металле, прочность которого достигает 1100 Н / мм². В список обрабатываемых металлов и сплавов, включены:
- Серый чугун;
- Бронза;
- Латунь;
- Мельхиор.
Кроме перечисленных марок стали, в производстве применяют и другие химические вещества. Одним из них является кобальт. Он придает инструменту высокую прочность, устойчивость к деформации и термическому воздействию.
Твердосплавные сверла располагаются в отдельной группе. Надо сказать, что материл изготовления таких инструментов, каждый производитель выбирает согласно собственному технологическому процессу. Главным преимуществом считается возможность проводить обработку заготовок, имеющих большую толщину, и сделанных из очень твердых сплавов. Сверло отличается острым углом заточки, за счет чего, уменьшается трудоемкость работы.
Виды сверл
Сегодня, на рынке можно увидеть огромный ассортимент такого инструмента. Дело в том, что он применяется не только для работы с металлом. С его помощью обрабатываются и другие материалы:- Древесина;
- Керамика;
- Оргстекло;
- Пластмасса;
- Бетон.
Плоские сверла
Они имеют интересное название — перовые. Отличаются формой заточки. Основными достоинствами являются:
- При работе не допускают перекосов;
- Очень простая конструкция;
- Невысокая стоимость.
К отрицательным характеристикам, можно отнести уменьшение диаметра при заточке, стружка не отводится из отверстия автоматически.
Разновидностью такого инструмента являются конусные сверла. Минимальное сечение равно 6 мм, а максимальное достигает 60 мм. Обычно их применяют для работы специального оборудования. Это может быть двуручная дрель или стационарный сверлильный станок. Хвостовик имеет конусный вид. С помощью такого инструмента получают отверстия большого сечения.
Спиральные сверла
Этот вид является самым популярным. Инструмент имеет цилиндрический вид, а по поверхности проложены углубляющие канавки. Они созданы специально, чтобы при работе стружка выводилась наружу. В зависимости от вида хвостовика спиральные сверла делятся на несколько видов:Обыкновенные цилиндрические. Диаметр сверла по металлу не более 12 мм. Применяются в быту и на производстве.
Корончатые сверла. Этот инструмент используется для получения больших отверстий, диаметр которых превышает 30 мм. Данный наконечник имеет вид коронки, на которой очень часто расположены зубья. Таким инструментом лучше всего обрабатывать тонкий металл.
Резьбовые сверла. Их прямым назначением является получение отверстия, для нарезания резьбы. Диаметр инструмента должен быть на миллиметр меньше, чем размер отверстия.
Ступенчатые сверла. Универсальный инструмент, позволяющий одновременно получить отверстие с несколькими диаметрами. Они в основном применяются при обработке листа, толщиной не более 2 мм.
Левосторонние сверла. Этот инструмент был специально создан для выкручивания метизов:
- Шурупов;
- Винтов;
- Болтов;
- Саморезов.
Сверла высокой точности. Предназначены для получения особо точного отверстия. Стоимость зависит от класса точности, чем выше, тем дороже.
В заключение хотелось бы дать небольшой совет. При выборе лучшего сверла, обращайте внимание на все вышеуказанные критерии. Они помогут сделать правильный выбор, чтобы инструмент в дальнейшем можно было долго эксплуатировать, и всегда получать нужный результат.
Оцените статью: Поделитесь с друзьями!stanok.guru