ДИП-300 станок токарно-винторезный универсальныйсхемы, описание, характеристики, паспорт
Сведения о производителе токарно-винторезного станка ДИП-300 (1д63, 1д63а)
В 1930 году на Московском станкостроительном заводе “Красный пролетарий” было принято решение о разработке нового станка токарного, стандартного, сокращенно ТС. Несколько позже его переименовали в ДИП-200 – Догоним И Перегоним, по главному лозунгу первой пятилетки, где 200 – высота центров над станиной. В качестве прототипа был избран токарно-винторезный станок немецкой фирмы VDF. В апреле 1932 года началась подготовка выпуска первой партии станков ДИП-200.
25 апреля 1932 года был собран и опробован первый советский универсальный токарно-винторезный станок с коробкой скоростей – ДИП-200. К концу 1932 года было выпущено 25 ДИПов.
В 1934 году осваивается выпуск станков ДИП-300 (1д63), ДИП-400 (1д64), ДИП-500 (1д65).
Станки, выпускаемые Московским станкостроительным заводом Красный пролетарий, КП
История токарно-винторезного станка ДИП-300
В 1930 году на Московском станкостроительном заводе “Красный пролетарий” было принято решение о разработке нового станка токарного, стандартного, сокращенно ТС. Несколько позже его переименовали в
25 апреля 1932 года был собран и опробован первый советский универсальный токарно-винторезный станок с коробкой скоростей – ДИП-200. К концу 1932 года было выпущено 25 ДИПов.
В 1934 году на Московском станкостроительном заводе “Красный пролетарий” осваивается выпуск тяжелых универсальных токарно-винторезных станков станков ДИП-300 (1д63), ДИП-400 (1д64), ДИП-500 (1д65).
В 1944 году производство этих станков было передано на Рязанский станкостроительный завод РСЗ, основанный в 1944 году, Тбилисский станкостроительный завод им. Кирова и Ейский станкостроительный завод
.В 1956 Рязанский станкостроительный завод выпустил первую промышленную партию станков серии ДИП-300 – модель 163 – РМЦ 1400, 2800.
В 1968 году запущено в производство следующее поколение серии – модель 1м63, 1м63Б.
С 1973 года начало серийного выпуска токарных станков: 16К30, 16К30Ф3, 1М63Бф101, 16М30Ф3, 1П756ДФ3.
Тбилисский станкостроительный завод им. Кирова выпускал станки: 1Д63А, 1М63Д, 1М63ДФ101.
В 1992 году начало серийного выпуска станка 1М63Н – последней модели серии ДИП-300.
ДИП-300 станок токарно-винторезный универсальный. Назначение и область применения
Универсальный токарно-винторезный станок модели ДИП-300 (по классификации ЭНИМС 1д63) – первый советский станок с коробкой скоростей и диаметром обработки над станиной 615 мм, как и все другие ДИПы (ДИП-200, ДИП-300, ДИП-400, ДИП-500), разработан и производился на Московском станкостроительном заводе Красный Пролетарий с 1930 по 1950-е годы.
Токарный станок ДИП-300 предназначен для выполнения самых разнообразных работ в центрах, цанговых или кулачковых патронах по черным и цветным металлам, включая точение конусов, а также для нарезания метрических, модульных, дюймовых резьб.
Токарный станок ДИП-300 (1д63а) способен обрабатывать относительно крупные заготовки диаметром до 615 мм и длиной 1500 или 3000 мм.
Передний конец шпинделя резьбовой М120 х 6, внутренний конус Морзе 5, отверстие в шпинделе 70 мм, диаметр обрабатываемого прутка 68 мм.
Шпиндель станка ДИП-300 (1д63а) установлен на двухрядные роликовые подшипники спереди и в коническом роликовом подшипнике сзади. Осевая нагрузка на шпиндель воспринимается шариковым упорным подшипником.
Шпиндель получает 18 ступеней частот прямого и обратного вращения от шестиваловой коробки скоростей в передней бабке станка. Установка нужной скорости осуществляется тремя рукоятками на передней стенке передней бабки.
Пуск, останов и включение ускоренного обратного хода осуществляется фрикционной пластинчатой муфтой. Муфта управляется рукоятками на станине у передней бабки и на фартуке.
На входной вал коробки соростей движение поступает через ременную передачу от асинхронного электродвигателя мощностью 10 кВт.
Коробка подач получает движение от коробки скоростей через гитару – сменные шестерни с приклоном. В переднюю бабку включены механизмы, дающие возможность изменить направление движения суппорта и ускорить это движение (увеличить шаг резьбы) в 4 и в 16 раз.
Для изготовления резьбы повышенной точности ходовой винт может быть подключен через сменные шестерни гитары помимо механизма коробки подач.
По ходовому валику суппорт получает подачи: продольные от 0,10 до 1,6 мм и поперечные от 0,04 до 0,59 мм за один оборот шпинделя.
Фартук суппорта
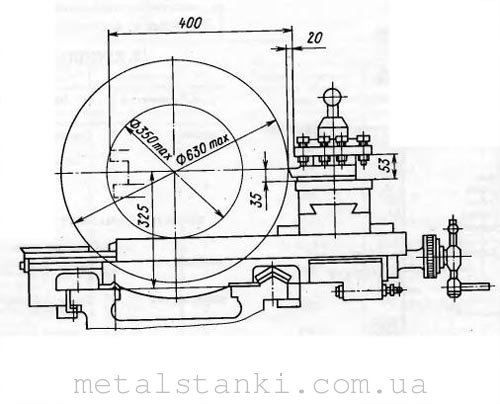
Габаритные размеры рабочего пространства станка ДИП-300 (1д63а)
Габариты рабочего пространства станка ДИП-300 (1д63а)
Посадочные и присоединительные базы токарного станка ДИП-300 (1д63а)
Эскиз конца шпинделя станка ДИП-300 (1д63а)
Станина токарно-винторезного станка ДИП-300 (1д63а)
Станина токарно-винторезного станка ДИП-300 (1д63а). Смотреть в увеличенном масштабе
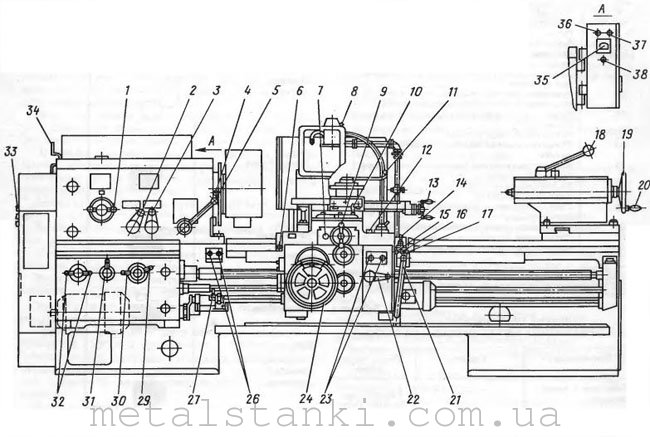
Общий вид токарно-винторезного станка ДИП-300 (1д63а)
Фото токарно-винторезного станка ДИП-300 (1д63а)
Фото передней бабки токарно-винторезного станка ДИП-300 (1д63а)
Фото передней бабки токарно-винторезного станка ДИП-300 (1д63а)
Фото передней бабки токарно-винторезного станка ДИП-300 (1д63а)
Расположение органов управления токарно-винторезным станком ДИП-300 (1д63а)
Расположение органов управления токарно-винторезным станком ДИП-300 (1д63а)
Расположение органов управления токарно-винторезным станком ДИП-300 (1д63а). Смотреть в увеличенном масштабе
Спецификация органов управления токарно-винторезным станком ДИП-300 (1д63а)
- Рукоятка для установки числа оборотов шпинделя
- Рукоятка для установки числа оборотов шпинделя
- Рукоятка для реверсирования хода суппорта
- Рукоятка для увеличения шага резьбы
- Рукоятка для установки числа оборотов шпинделя
- Рукоятка для установки резьб Витворта и метрических
- Рукоятка для установки шага резьбы
- Рукоятка переключения подач (конуса Нортона)
- Рукоятка для установки резьб метрических и модульных
- Рукоятка для включения ходового винта или валика
- Рукоятка для включения и реверсирования станка
- Рукоятка для реверсирования хода суппорта при обточке
- Маховик для ручного продольного перемещения суппорта
- Рукоятка для выключения подачи и включения после автоматической установки
- Рукоятка для переключения продольной и поперечной подачи и блокировки маточной гайки ходового винта
- Рукоятка для включения маточной гайки ходового винта
- Рукоятка для включения и реверсирования станка
- Рукоятка для поперечной подачи суппорта вручную
- Рукоятка для закрепления резцовой головки
- Рукоятка для подачи резцовых салазок
- Рукоятка для закрепления пиноли задней бабки
- Кнопочная станция
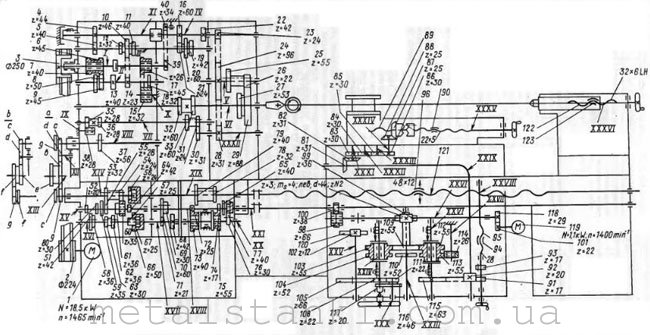
Схема кинематическая токарно-винторезного станка ДИП-300 (1д63а)
Кинематическая схема токарно-винторезного станка ДИП-300 (1д63а)
Схема кинематическая токарно-винторезного станка ДИП-300 (1д63а). Смотреть в увеличенном масштабе
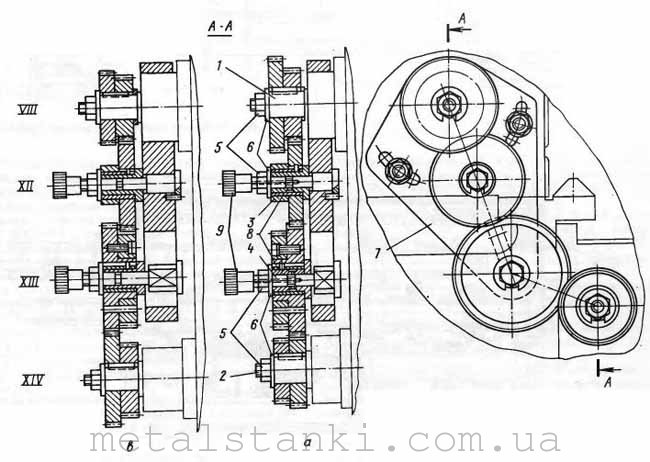
Схема расположения подшипников токарно-винторезного станка ДИП-300 (1д63а)
Схема расположения подшипников токарно-винторезного станка ДИП-300 (1д63а)
Схема расположения подшипников токарно-винторезного станка ДИП-300 (1д63а). Смотреть в увеличенном масштабе
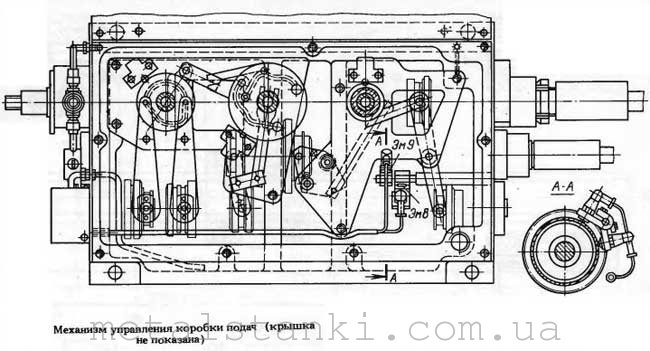
Управление токарно-винторезным станком ДИП-300 (1д63а)
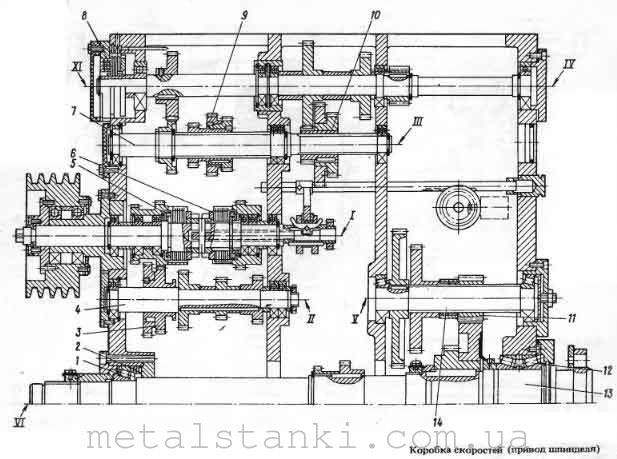
Коробка скоростей
В зависимости от положения работающего пуск, остановка и перемена направления вращения шпинделя про изводится рукояткой 11 у передней бабки или рукояткой 17 у фартука. Эти рукоятки управляют двухсторонней фрикционной пластинчатой муфтой и тормозом, находящимися внутри коробки скоростей. Тормоз действует автоматически в среднем выключенном положении муфты, обеспечивая быструю остановку механизма коробки скоростей и шпинделя. При перестановке указанных рукояток в одно из крайних положений нужно, не торопясь, переводить их до среднего положения, а затем энергично ставить в нужное крайнее положение.
Рукоятки 1, 2 и 5 для изменения скорости вращения шпинделя нужно переставлять только на тихом ходу или при остановленном станке.
Коробка подач
Подачи и резьбы устанавливаются рукоятками 6(А), 7(В), 9(С) и переключателем конуса Нортон 8 согласно таблицы, находящейся на крышке коробки по дач. Включение ходового винта или ходового валика производится рукояткой 10(Д). Для непосредственной передачи вращения от гитары на ходовой винт, коробку подач выключают рукояткой 6(А), а рукоятку 7(В) ставят в среднее положение. Это бывает необходимо при нарезании резьб повышенной точности или со специальным шагом с помощью особого на бора сменных шестерен гитары. Переставлять рукоятки коробки подач можно только на тихом ходу.
Фартук и суппорт
Включение и выключение механизмов подачи суппорта производится рукояткой 14 падающего червяка, находящегося внутри фартука. Ручная подача суппорта осуществляется при помощи рукояток 18 и 20.
Автоматическое выключение продольной и поперечной подачи суппорта осуществляется при помощи механизма падающего червяка в момент перегрузки под действием большого усилия резания, или других сопротивлений (упор на станине) вдоль направления подачи. Этим механизмом станок предохраняется от поломки и создается возможность получения точных размеров изделия при работе по упору. Для этой цели предусмотрена передача вращения червяку и червячному колесу от валика червяка через сидящую на валике муфту, сцепляющуюся своими винтовыми выступами на горце с такими же выступами червяка под действием нажатия пружины. При увеличении сопротивления в системе передач суппорта и фартука, доходящего до величины, на которое не рассчитано отрегулированное нажатие пружины на муфту, валик червяка, продолжая вращаться, заставит муфту посредством винтовых выступов червяка отжиматься от него и сжимать пружину.
При этом движении муфты по валику она поворачивает рычаг с рукояткой 14, поддерживающий червяк в поднятом положении и зацепленным червячной шестерней; червяк па дает и выходит из зацепления с шестерней. Для включения подачи червяк вводится в зацепление с шестерней поднятием его с помощью рукоятки 14.
При закреплении резцедержательной головки суппорта рукояткой 19 необходимо следить, чтобы фиксирующий штифт входил в отверстие на нижней плоскости головки. Этот штифт вынимать не следует, так как при помощи его достигается правильная установка головки. Для закрепления суппорта на станине при поперечной обточке или обточке верхней части суппорта необходимо затянуть прижимную планку направляющих станины болтом с выступающей квадратной головкой на перед ней части каретки с правой стороны.
Задняя бабка
Поперечное перемещение корпуса задней бабки по мостику, необходимое при точении конусных изделий, осуществляется при помощи 2-х винтов 1 с передней и задней стороны в нижней части корпуса. После ослабления винта 2, прижимающего поперечную переднюю направляющую плоскость паза корпуса к выступу мостика, ослабляется винт с той стороны, куда нужно переместить бабку, и затягивается противоположный винт 1. Винт 2 после окончания установки снова затягивается. Установка центра бабки точно по центру шпинделя производится путем совмещения рисок на платиках «К», расположенных с задней стороны мостика и корпуса бабки. По отношению к мостику смещение бабки воз можно на 10 — 15 мм. Для перемещения пиноли задней бабки необходимо предварительно рукояткой 21 (см. схему управления) освобождать прижим, которым пиноль закрепляется при работе в центрах.
Упор
Упор, перестанавливаемый и закрепляемый на станине, предусмотрен для обточки изделия на определенную длину при продольном точении путем автоматического выключения подачи при соприкосновении с упором каретки. Упор устанавливается на направляющих станины в начале на – глаз и укрепляется винтом прихвата, а затем винтом регулировки производится точная установка.
Регулировка рабочих частей станка
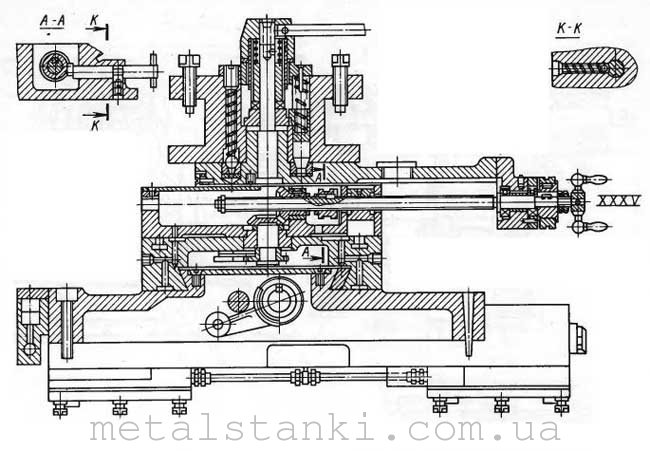
Регулировка подшипников шпинделя токарно-винторезного станка ДИП-300 (1д63а) (фиг. 1)
Регулировка подшипников шпинделя станка ДИП-300 (1д63а)
Регулировка подшипников шпинделя токарно-винторезного станка ДИП-300 (1д63а). Смотреть в увеличенном масштабе
Регулировка подшипников шпинделя станка ДИП-300 (1д63а)
Регулировка подшипников шпинделя токарно-винторезного станка ДИП-300 (1д63а). Смотреть в увеличенном масштабе
Передняя конусная шейка шпинделя вращается в специальном регулируемом двухрядном роликовом подшипнике с цилиндрическими роликами. Для выборки люфта передний подшипник шпинделя регулируется изнутри передней бабки путем подтяжки внутреннего кольца подшипника 1 с помощью гайки 2.
Регулировка заднего конического подшипника 3 вместе с упорным шарикоподшипником 4 производится с наружной стороны передней бабки гайками 5. После регулирования подшипников следует проверить шпиндель на радиальный отжим. Для этого в коническое отверстие шпинделя вставляется оправка с коническим хвостом (конус 80 метрический) и дли ной цилиндрической части 50 — 55 мм не менее 300 мм.
К центрирующей шейке шпинделя подводится наконечник индикатора и за цилиндрический конец оправки вручную производится отжатие шпинделя. При этом отклонение стрелки индикатора не должно превышать 0,015 мм. Кроме этого шпиндель должен легко провертываться вручную, если муфту фрикциона поставить во включенное положение.
Передний подшипник шпинделя № 3182128 имеет основные размеры 140 х 210 х 53.
Смазка подшипников шпинделя обеспечивается поступлением масла при разбрызгивании в имеющиеся углубления в верхней части коробки скоростей.
2. Регулировка фрикционной пластинчатой муфты коробки скоростей (фиг. 2)
В случае буксования фрикционной муфты на рабочем ходу, она должна быть немедленно отрегулирована, т. к. от трения дисков сильно будет нагреваться и станок не будет работать нормально. Регулировка фрикционной муфты производится нажимными гайками 1, навинченными на кольцо 2. Поворот нажимной гайки может быть произведен лишь после того, как защелка 3 вдавлена в кольцо 2. При включен ной муфте один из концов коромысла 4 дол жен находиться под горизонтальной плоскостью паза муфты переключения 5.
Регулировка поперечного перемещения задней бабки токарно-винторезного станка ДИП-300 (1д63а)
Регулировка поперечного перемещения задней бабки станка ДИП-300 (1д63а)
Устранение слабины (люфта) в направляющих нижней и верхней суппорта токарно-винторезного станка ДИП-300 (1д63а)
Устранение слабины в направляющих суппорта станка ДИП-300 (1д63а)
При появлении люфта производится подтяжка соответствующих клиньев 1 или 2 с помощью винтов 3 и 4, ввинченных в торцы верхней и нижней частей суппорта.
Регулировка вертикального зазора в задней направляющей каретки суппорта токарно-винторезного станка ДИП-300 (1д63а)
Регулировка зазора в направляющей каретки суппорта станка ДИП-300 (1д63а)
Зазор между задней направляющей каретки и станины регулируется подтягиванием планок 1 винтами 2 с фиксацией последних контр гайками 3. После регулировки зазор должен быть не более 0,02 мм.
Устранение мертвого хода винта поперечного перемещения суппорта токарно-винторезного станка ДИП-300 (1д63а)
Устранение мертвого хода винта поперечного перемещения суппорта станка ДИП-300 (1д63а)
«Мертвый ход» винта поперечного хода суппорта, возникающий при износе гайки, может быть устранен подтягиванием клина 3, вставленного между половинками гайки. Предварительно надо ослабить винт 1 и после выбора люфтов вновь его затянуть. «Мертвый ход» винта поперечной подачи должен быть не более двух делений лимба.
Регулировка натяжения пружины падающего червяка фартука токарно-винторезного станка ДИП-300 (1д63а)
Устранение слабины в направляющих суппорта токарно-винторезного станка ДИП-300 (1д63а)
Регулирование нажатия пружины 1 на муфту сцепления падающего червяка с его вали ком осуществляется затяжкой или ослаблением гайки 2, навинченной на правый конец этого валика. При уменьшении нажатия гайка должна перемещаться вдоль по валу вправо, а при увеличении нажатия – влево. Нельзя допускать при регулировке пружины полного сжатия ее «виток к витку», т. к. при этом предохранительная муфта теряет свое назначение и может произойти повреждение механизмов фартука и суппорта в случае перегрузки. Рекомендуется силу нажатия пружины регулировать в соответствии с сечением снимаемой при обработке стружки.
Регулировка зазора направляющей верхней и нижней половин маточной гайки ходового винта токарно-винторезного станка ДИП-300 (1д63а)
Регулировка зазора маточной гайки ходового винта станка ДИП-300 (1д63а)
При появлении люфта производится подтяжка планки 1 винтами 2 с фиксацией последних контргайками 3.
Ограничение сближения верхней и нижней половин маточной гайки ходового винта токарно-винторезного станка ДИП-300 (1д63а)
Ограничение сближения маточной гайки ходового винта станка ДИП-300 (1д63а)
Необходимая свобода вращения винта при включенной гайке без излишнего осевого зазора между витками резьбы винта и гайки осуществляется перемещением упорного штифта 1, находящегося в вертикально просверленном отверстии нижней половины гайки с помощью расположенного внизу винта 2. Винт фиксируется контргайкой 3.
Регулировка тормозной ленты коробки скоростей
Производится изменением натяжения ее с помощью гаек болта, прикрепленного к концу ленты. Гайки находятся вверху на задней наружной стороне корпуса коробки скоростей. Регулировку нужно производить при выключенном электродвигателе, проверяя на тихом ходу силу торможения и ослабление ленты при включенном положении фрикционной муфты, как при прямом, так и при обратном ходе. При проверке электродвигатель включается.
Схема электрическая принципиальная токарно-винторезного станка ДИП-300 (1д63а)
Электрическая схема токарно-винторезного станка ДИП-300 (1д63а)
Схема электрическая токарно-винторезного станка ДИП-300 (1д63а). Смотреть в увеличенном масштабе
На станке установлены 2-а электродвигателя:
- Электродвигатель главного привода 1М, трехфазный асинхронный, с короткозамкнутым ротором мощность 10 кВт, 1450 об/мин, тип А61-4
- Электродвигатель насоса охлаждения 2М, мощность 0,125 кВт, 2800 об/мин, насос П-22
Токарно-винторезный универсальный станок ДИП-300 (1д63а). Видеоролик.
Технические характеристики токарно-винторезных станков ДИП-300 (1д63а)
| Наименование параметра | ДИП-300 1Д63А | 163 |
|---|---|---|
| Основные параметры | ||
| Класс точности по ГОСТ 8-82 | Н | Н |
| Наибольший диаметр заготовки над станиной, мм | 615 | 630 |
| Наибольший диаметр заготовки над суппортом, мм | 345 | 340 |
| Высота центров, мм | 300 | 315 |
| Наибольшая длина заготовки (РМЦ), мм | 1500, 3000 | 1400, 2800 |
| Наибольшая длина обточки – обработки над суппортом без перестановки резцовых салазок, мм | 1310, 2810 | 1260 |
| Наибольшие размеры резца, мм | 30 х 30 | 40 х 40 |
| Высота от опорной поверхности резца до линии центров, мм | 32,5 | 40 |
| Наибольшее расстояние от линии центров до кромки резцедержателя, мм | 325 | 320 |
| Шпидель | ||
| Диаметр сквозного отверстия в шпинделе, мм | 70 | 70 |
| Наибольший диаметр прутка, мм | 68 | 65 |
| Число ступеней частот прямого вращения шпинделя | 18 | 24 |
| Частота прямого вращения шпинделя, об/мин | 14..750 | 10..125 |
| Число ступеней частот обратного вращения шпинделя | 18 | 18 |
| Частота обратного вращения шпинделя, об/мин | 22..945 | 18..1800 |
| Размер внутреннего конуса в шпинделе, М | Морзе 5 | Морзе 5 |
| Конец шпинделя | М120 х 6 | ГОСТ 12593 |
| Торможение шпинделя | есть | есть |
| Суппорт. Подачи | ||
| Наибольшая длина хода каретки от руки, мм | 1510, 3010 | 1260, 2520 |
| Наибольшая длина хода каретки по валику, мм | 1310, 2810 | 1260, 2520 |
| Наибольшая длина хода каретки по винту, мм | 1310, 2810 | 1260, 2520 |
| Число ступеней продольных подач | 26 | 32 |
| Пределы рабочих подач продольных, мм/об | 0,15..2,65 | 0,10..1,6 |
| Число ступеней поперечных подач | 26 | 32 |
| Пределы рабочих подач поперечных, мм/об | 0,05..0,9 | 0,04..0,59 |
| Поперечное перемещение на одно деление лимба, мм | 0,05 | 1 |
| Поперечное перемещение суппорта на один оборот лимба, мм | 5 | |
| Продольное перемещение на одно деление лимба, мм | 1 | |
| Продольное перемещение суппорта на один оборот лимба, мм | 300 | |
| Скорость быстрых перемещений суппорта, продольных, м/мин | нет | 3,6 |
| Скорость быстрых перемещений суппорта, поперечных, м/мин | нет | 1,3 |
| Количество нарезаемых резьб метрических | 79 | |
| Пределы шагов нарезаемых резьб метрических, мм | 1..224 | 1..192 |
| Количество нарезаемых резьб дюймовых | ||
| Пределы шагов нарезаемых резьб дюймовых | 2..28 | 24..1/4 |
| Количество нарезаемых резьб модульных | ||
| Пределы шагов нарезаемых резьб модульных | 0,25п.. 56п | 0,5п..48п |
| Количество нарезаемых резьб питчевых | нет | 96..7/8 |
| Пределы шагов нарезаемых резьб питчевых | нет | |
| Шаг ходового винта, мм | 12 | |
| Выключающие упоры | нет | нет |
| Резцовые салазки | ||
| Наибольшее перемещение резцовых салазок, мм | 220 | |
| Перемещение резцовых салазок на одно деление лимба, мм | 0,05 | 0,05 |
| Перемещение резцовых салазок на один оборот лимба, мм | 5 | |
| Число ступеней поперечных подач резцовых салазок | нет | 32 |
| Пределы рабочих подач резцовых салазок, мм/об | нет | 0,033..0,50 |
| Угол поворота резцовых салазок, град | +90; -45 | |
| Задняя бабка | ||
| Конус | Морзе 5 | Морзе 5 |
| Наиболшее перемещение пиноли, мм | 205 | 225 |
| Поперечное смещение, мм | ±15 | ±10 |
| Электрооборудование | ||
| Количество электродвигателей на станке | 2 | |
| Мощность электродвигателя главного привода, кВт | 10 | 14 |
| Мощность электродвигателя насоса охлаждения, кВт | 0,12 | |
| Насос охлаждения (помпа) | ПА-22 | |
| Габариты и масса станка | ||
| Габариты станка (длина ширина высота), мм | 3610 х 1690 х 1275 5110 х 1690 х 1275 | 3550 х 1740 х 1275 4950 х 1740 х 1275 |
| Масса станка, кг | 3920 | 3800 5000 |
Связанные ссылки. Дополнительная информация
Каталог-справочник токарных станков
Паспорта и руководства токарных станков
Справочник деревообрабатывающих станков
Купить каталог, справочник, базу данных: Прайс-лист информационных изданий
stanki-katalog.ru
Токарный станок ДИП300: схемы, конструкция, характеристики
ТокарныйТокарный станок ДИП300 стал основой для множества модификаций. Общая характеристика, устройство, кинематическая и электрическая схема, комплектация.
Страны бывшего Советского Союза создали широкий спрос на эти модели. Обработка заготовок разных диаметров – предназначение токарного станка ДИП300. Токарную установку отправляли и на экспорт. Неприхотливость, надёжность в использовании – главные отличия от конкурентов.
За выпуск разработки отвечал станкостроительный завод из Рязани. Станок отличается поддержкой самых современных технологий, доступных для того времени. Характерно улучшение электрической, кинематической схем, расширение функций. Новые характеристики позволили оборудованию сохранить актуальность до настоящего времени.
Устройство обладает такими базовыми характеристиками со времён СССР:
- Обработку проводят для заготовок не больше 2-тонной массы.
- 1400 миллиметров – предел по длине.
- 315 миллиметров – высота центров у станка.
- 350 миллиметров – диаметр заготовки, максимально допустимый при установке над суппортом.

- Над станиной тот же параметр составляет уже 630 миллиметров.
- Н – обозначение класса точности.
- Порядка 4,3 веса у самого токарного станка.
- В сантиметрах оборудование имеет такие габариты: 129 на 168 на 353.
13 кВТ – общая мощность двигателя для установки со шпинделем. Всего поддерживается 11 обратных скоростей, и 22 – прямых.
Управляющий пульт снабжается несколькими кнопками, благодаря которым регулировка рабочих параметров упрощается.
Устройство токарного станка
Оборудование такого типа облегчает выполнение стандартных операций вроде точения, обработки конусов, создание резьбы разных видов. Они становятся доступны пользователям благодаря имеющимся приспособлениям.

Передняя бабка
Переднюю бабку крепят на одном из концов станины, расположенном слева. Одновременно эта же деталь выполняет функцию коробки скоростей по отношению к главному движению. Асинхронный электрический двигатель трёхфазного тока – главный источник движения для привода, передающий энергию по клинноременной передаче.
Есть шпиндель, к которому добавляют сквозное отверстие. По концам монтируются специальные конусы, происходит вращение внутри двух опор. Шпиндельной опорой становится двухрядный роликовый подшипник, с дополнением в виде роликов-конусов. Однорядный подшипник высокой точности сзади заслуживает отдельного рассмотрения. Две основные детали отвечают за предварительный натяг:
- Конические ролики.
- Пружины.
Переключение шестерни специальной рукояткой приводит к поддержанию реверса за счёт ходового винта, вала. Другие дополнительные рукоятки отвечают за управление механизмом подач, увеличение шагов во время основного рабочего процесса.

Суппорт
Назначение элемента – в том, чтобы фиксировать режущие конструкции. Отличается крестовидными формами. Допускает собственное перемещение по нескольким схемам:
- У несущей станины, вдоль направляющих оси.
- Перпендикулярно.
Перемещение предполагает применение ручного, либо механического способа, с активацией специального механизма.

Задняя бабка
2 планки и 4 болта становятся незаменимыми помощниками при креплении этой части конструкции. Несущие станины снабжены направляющими, выступающими местом монтажа. Четыре радиальных шарикоподшипника устанавливаются в мостик, что способствует более лёгкому движению по направляющим для бабки. При сверлении изделий из металла удалённость пиноли становится важным фактором. Для этого приступают к монтажу специального винтового лимба. Перемещение по оси пиноли имеет основу в виде маховика.

Коробка подач станка
Отличается закрытым видом устройства. Процесс подач отлаживают следующими действиями:
- Применение необходимых рычагов.
- Меняют шестерёнчатые механизмы с зубцами.
Облегчается создание нормального ряда резьбы по разным схемам. При обработке на станке деталей упрощается получение подачи с правильными характеристиками. Переход к прямому включению винта рекомендован, когда важно создать индивидуальную резьбу, для которой важна высокая точность.

Гитара токарного станка
Основное назначение – передача крутящего движения. Источник – вал выхода у скоростной коробки, адресат – вал входа коробки подач. Сменные зубчатые колёса могут быть установлены в различной комбинации. Проще становится регулировать станок, когда создают разную резьбу.

Кинематическая схема
В левой тумбе станка обычно размещают главный электрический двигатель. Клиновые ремни участвуют в передаче движения к приводному шкиву первого вала коробки скоростей.
В устройстве есть несколько кинематических цепей, включающих муфты и валы. Зубчатые колёса и шпиндели тоже принимают непосредственное участие в процессе передачи энергии движения от одного элемента к другому. Паспорт это подтвердит.

Электрическая схема
Всего у винторезного станка этой группы есть четыре двигателя:
- Специальный насос. Подаёт жидкость, участвующую в смазке деталей. На него устанавливают специальный фильтр, делающий работу более удобной.
- Движок, благодаря которому каретка движется ускоренно.
- Силовой агрегат, относящийся к охлаждающей системе.
- Основной движок, степень вращения у которого доходит до 1750 оборотов в минуту.
Только при включенном фрикционе в устройстве будет запускаться основной двигатель, как говорит электросхема.

Комплектация станка
В любой станок входят следующие компоненты:
- Защитный кожух.
- Коробка подач.
- Электрический двигатель.
- Станина.
- Задняя бабка.

- Передняя бабка.
- Дополнительные ограждения.
- Оборудование электрической группы.
- Суппорт.
- Фартук.
- Шестерни, допускающие замену.
Сопроводительная документация включает паспорт вместе с инструкцией по эксплуатации. Там написано, как управлять отдельными функциями, поддерживаемыми у оборудования.
Преимущества и недостатки станка 1М63
Сложные и округлые металлические поверхности – вот для обработки чего создавался данный вид оборудования. Именно при выполнении такой работы оно проявляет свои лучшие качества. Безопасная работа на станке гарантирована благодаря специальным ограждениям, другим подобным защитным элементам. Устройство отличается температурной устойчивостью и жёсткостью, виброустойчивостью, надёжностью.
К недостаткам относят серьёзный вес установки, проблемы с поиском некоторых деталей.

Подключение и безопасность при работе с оборудованием
Любые станки требуют предварительных проверок перед началом эксплуатации. Загромождённый рабочий стол с лишними деталями исключён. Действие основного привода начинается после использования кнопки запуска у блока подач. На панели приборов каретки – ещё одна кнопка, дополнительная. Главное, чтобы фрикцион по большей части оставался в выключенном положении.
Если прибор повреждён – его обязательно направляют на восстановительные работы. Техническая документация тоже поставляется в сервис, чтобы не возникло проблем с поиском запасных деталей.
Вывод
Высокий спрос привёл к тому, что на основе этой модели было создано большое количество модификаций. Потому токарный агрегат и стал таким важным. Ежедневно эти установки обрабатывают большое количество заготовок, продолжая трудиться на различных предприятиях.

vseochpu.ru
Дип 300 токарный станок органы управления

Описание станка
Станок токарно-винторезный ДИП 300 используется для выполнения на нем разных токарных работ, в том числе, нарезание метрической, питчевой, дюймовой и модульной резьбы, точение конусов и прочие операции.
За счет высокой максимальной мощности, жесткости конструкции станка и широкого диапазона частоты вращения шпинделя на станке возможно максимально эффективно использовать современные инструменты в процессе обработки заготовок.
Из особенностей конструкции станка можно выделить следующее, во-первых, за счет своей жесткости, вибро- и температураустойчивости станок позволяет добиться высокой точности обработки, во-вторых, станок долговечен, за счет надежности всех узлов и использованию двух призменных направляющих станины, в-третьих, частота обратного вращение в 1,5 раза больше прямого вращения шпинделя, этот показатель заметно сокращает время на обработку резьбы, в-четвертых, коробка подачи станка ДИП 300, обладающая высокой жесткостью кинематической цепи, снабжена двумя электромагнитными муфтами для дистанционного переключения, все силовые колеса этой цепи изготовлены из высоколегированной стали, с дополнительным закаливанием и шлифовкой.
Скачать паспорт на станок токарно винторезный ДИП-300
Основные технические характеристики токарно-винторезного станка ДИП-300
| Показатели | ДИП-300 |
| Максимальный диаметр заготовки: | |
| которую можно установить над станиной, мм | 700 |
| которую можно обрабатывать над станиной, мм | 630 |
| которую можно обрабатывать над суппортом, мм | 350 |
| Максимальная длина детали, мм | 750, 1500, 2000, 3000, 4000, 5000, 8000, 10000 |
| Максимальная длина детали, которая устанавливается в выемке станины, мм | 900 |
| Длина выемки от торца фланца шпинделя, мм | 450 |
| Диаметр цилиндр. отверстия в шпинделе, мм | 105 |
| Фланцевый конец шпинделя | 11М |
| Кол-во ступеней частот вращения шпинделя | 22 |
| Максимальные пределы частоты вращения шпинделя, об/мин | 10 — 1250 |
| Величина подач: | |
| величина продольных подач, мм/об | 0,06 — 1,4 |
| величина поперечных подач, мм/об | 0,024 — 0,518 |
| величина подач резцовых салазок, мм/об | 0,019 — 0,434 |
| Величина шагов нарезания резьб: | |
| метрических, мм | 1 — 224 |
| дюймовых, ниток/дюйм | 28 — 0,25 |
| модульных, модуль | 0,25 — 56 |
| питчевых, питч диам. | 112 — 0,5 |
| Перемещение суппорта с максимальной скоростью, м/мин: | |
| продольное перемещение | 5,2 |
| поперечное перемещение | 2 |
| Мощность основного привода, кВт | 15 |
| Максимальный вес обрабатываемой заготовки в центрах, кг | 3500 |
| Вес станка, кг | 4200, 4840, 5100, 5750, 6530, 9000, 11800, 13200 |
| Габаритные размеры станка: | |
| длина, мм | 2950, 3750, 4200, 5250, 6230, 7250, 10300, 12470 |
| ширина, мм | 1780 |
| высота, мм | 1550 |
Модели, описания, характеристики и виды станков
Существует большое многообразие моделей и видов станков, в данном каталоге мы постараемся собрать самые популярные из них, как на отечественном рынке, так и за его пределами и написать наиболее полные, развернутые характеристики и описания станков. Добавить как можно больше технической информации, а так же технической документации на эти станки.
Если у вас есть интересные описания станков или паспортов к ним и вы хотите эти поделится со всеми, отправляйте материал на почту [email protected], он обязательно появятся на страницах портала.
Мы не размещаем материалы со значком копирайта или с запретом копирования, это запрещено законом!
Вы здесь
Оглавление

Токарно винторезный станок 1М63 предназначен для обработки сравнительно небольших деталей из черных и цветных металлов быстрорежущим (Р18, Р6М5) и твердосплавным (ВК, ТК, ТТК) инструментами в индивидуальном и мелкосерийном производствах в цехах машиностроительных заводов и других отраслях промышленности. На токарном станке 1М63 осуществляется точение наружных цилиндрических и конических поверхностей, торцов, прорезания канавок и отрезку, обтачивание конических фасонных поверхностей, сверления, зенкерования и развертывание отверстий, нарезание различных резьб резцом, нарезание метрической, дюймовой резьбы метчиком и плашкой, накатывание сетчатых рифлений поверхности.
Устройство токарного станка 1М63 (Дип 300)

Устройство токарного станка 1М63
- Сменные шестерни
- Передняя бабка
- Ограждение патрона
- Фартук
- Суппорт
- Электрооборудование
- Ограждение
- Ограждение
- Задняя бабка
- Станина
- Электродвигатель
- Коробка подач
- Защитный кожух
Органы управления токарного станка 1М63 (Дип 300)
1,5 Рукоятка регулировки частоты вращения об/мин шпинделя;
2. Ручка установки основного или увеличенного шага P и деления на многозаходные резьбы;
3. Ручка установки на нарезание правой и левой резьб и величины подачи;
4. Кнопка фиксации ограждения патрона;
6. Ручка включения насоса для ручной смазки направляющих суппорта;
7. Ручка включения поперечной подачи;
8. Тумблер включения освещения;
9. Рукоятка ручной поперечной подачи S суппорта;
10. Ручка включения механического поперечного перемещения верхнего суппорта;
11. Ручка включения поворота и закрепления резцедержателя;
12. Головка зажима и разжима сухаря крепления каретки;
13. Ручка ручного поперечного перемещения верхнего суппорта;
14. рукоятка включения и быстрых ходов суппорта;
15.Тумблер переключения на точении конусов и цилиндров;
16. Тумблер включения насоса подачи СОЖ;
17. Переключатель подач дистанционного управления;
18. Ручка крепления пиноли задней бабки станка;
19. Маховик осевого перемещения пиноли задней бабки;
20. Рукоятка маховика;
21, 27 Рукоятка управления фрикционом;
22. Ручка включения гайки ходового винта станка;
23, 26 Кнопочные станции включения и выключения главного привода станка;
24. Маховик продольного перемещения суппорта по направляющим станины;
29. Рукоятка настройки наладки шага резьбы и отключения ходового винта;
30.Ручка настройки величины шага P резьбы и подач;
31. Рукоятка выбора резьбы;
32. Рукоятка выбора подачи и шага нарезаемой резьбы;
33. Квадрат вала шкива для деления на многозаходные резьбы;
34. Выключатель вводной;
35. Указатель нагрузки;
36. Сигнальная лампа, показывающая включение и отключение электромагнитного тормоза;
37. Сигнальная лампа наличия напряжения;
38. Сигнальная лампа — аварийная.
Кинематическая схема токарно-винторезного станка 1М63 (Дип 300)
Передняя бабка токарно-винторезного станка 1М63 (Дип 300)
На левом конце станины закреплена передняя бабка, являющаяся одновременно коробкой скоростей главного движения. Привод коробки скоростей осуществляется асинхронным электродвигателем трехфазного тока через клиноременную передачу.
Шпиндель 13 выполнен со сквозным отверстием, конусами по концам и вращается в двух опорах. Передней опорой шпинделя является высокоточный двухрядный роликовый подшипник 12 с коническими роликами, а задний высокоточный однорядный роликоподшипник 1 с коническими роликами и пружинами 2 для предварительного натяга.
Реверс ходового винта и ходового вала осуществляется переключением шестерни 20 с помощью рукоятки 16, а настройка механизма подач на увеличенные шаги резьб и подач, переключение шестерни 18 с помощью рукоятки 17 .
Суппорт токарного станка 1М63 (Дип 300)
Суппорт имеет крестовую конструкцию и может перемещаться как в продольном направлении, по направляющим станины, так и в поперечном — по направляющим каретки станка. Перемещение по направляющим можно осуществлять вручную и механически. Так же имеется механизм для ускоренного перемещения суппорта. Поворотная часть суппорта имеет направляющие для перемещения верхней части суппорта с резцедержателем. Верхняя часть суппорта может также перемещаться вручную и с помощью механического привода.
Задняя бабка токарного станка 1М63 (Дип 300)
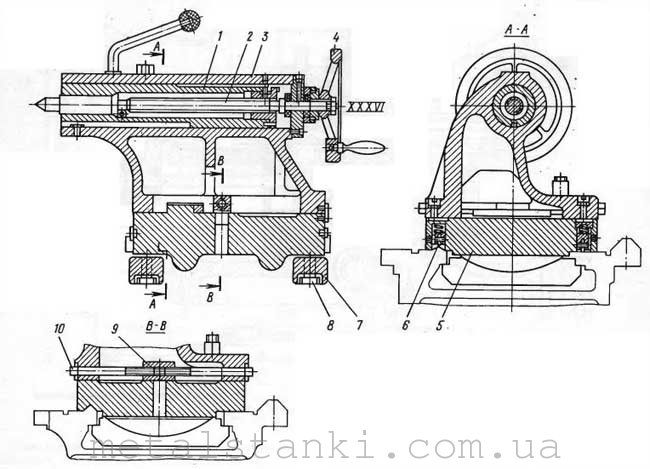
Задняя бабка токарного станка размещена на направляющих станины и перемещается по ним на четырех радиальных шариковых подшипниках 6, установленных в мостике 5. Задняя бабка станка крепиться к направляющим станины с помощью двух планок 7 четырьмя болтами 8. Поперечное смещение корпуса 3 задней бабки относительно мостика осуществляется при помощи двух винтов 10 и гайки 9, установленной в мостике.
Осевое перемещение пиноли 1 производится маховиком через винт 2.
Коробка подач токарного станка 1М63 (Дип 300)
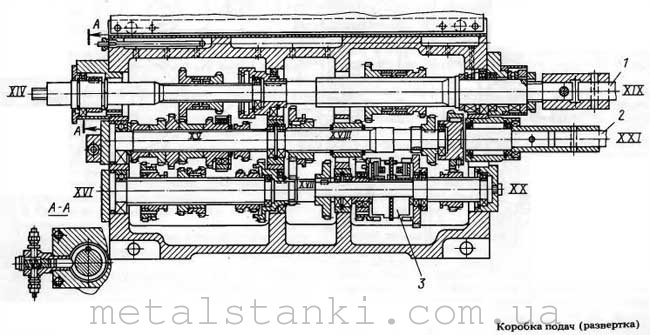
Коробка подач токарного станка предназначена для выполнения следующих видов работ: точение цилиндрических и конических заготовок, нарезание различных резьб (метрическая, дюймовая, модульная, питчевая), нарезание точных резьб.
На станке можно нарезать специальные резьбы и спирали с различными шагами с помощью включения ходового винта и настройки гитары сменных зубчатых колес специальными шестернями. Шестеренный механизм коробки подач токарного станка состоит из наборного механизма, механизмов привода ходового винта 1 и ходового вала 2,и механизма выбора вида работы – точение или нарезание резьбы.
Гитара токарного станка 1М63 (Дип 300)
Гитара токарного станка служит для передачи вращения и крутящего момента от выходного вала 1 коробки скоростей на входной вал 2 коробки подач станка. При помощи установки различных комбинаций сменных зубчатых колес, можно налаживать станок на нарезание различных резьб.
Техническая характеристика токарно-винторезного станка по металлу 1М63 (Дип 300)
| Основные параметры | 1М63 (Дип 300) |
|---|---|
| 350 | |
| Размер внутреннего конуса шпинделя | |
| Пределы частот вращения шпинделя, об/мин | 12,5-1600 |
| Суппорт: | |
| Наибольшее продольное перемещение, мм | 1360 |
| Наибольшее поперечное перемещение,мм | 400 |
| Цена одного деления лимбов, мм: | |
| продольного | 1 |
| на диаметр | 0,05 |
| Задняя бабка: | |
| Наибольшее перемещение пиноли, мм | 240 |
morflot.su
Дип 300 технические характеристики паспорт. Технические характеристики
Разработкой токарного станка серии ДИП-300 занималось государственное предприятие «Рязанский станкостроительный завод». Но помимо него это оборудование изготавливалось на Тбилисском станкостроительном заводе. Станок марки ДИП-300 относится к серии 1М63.
Конструктивные компоненты станка
Модель характеризуется стандартной компоновкой элементов. Это обусловлено универсальностью оборудования и возможностью его применения на мелкосерийных производствах, а также специализированных ремонтных мастерских.
К особенностям оборудования можно отнести максимальный показатель устойчивости к вибрации. Станина изготовлена из чугуна, что не только повышает массу станка, но и благоприятным образом сказывается на времени безремонтной эксплуатации. Также в станине установлены две призменные направляющие. Благодаря им повышается точность выполнения операции.
Описание конструктивных элементов, установленных на станок ДИП-300:
- коробка скоростей. Она установлена в левой части станка и соединена с электродвигателем главной подачи с помощью клиноременной передачи. Характеризуется ступенчатым регулированием механизма главного движения. Активация быстрого обратного хода происходит с помощью фрикционной муфты;
- фартук. Он закрытого типа, передняя крышка снимается. Электромагнитные муфты облегчают управление, так как она находится на одной рукояти. Обгонная муфта дает возможность активировать ускоренный ход при включенной рабочей подаче;
- коробка передач. Представляет собой закрытый блок, внутри которого размещены две оси. На них устанавливаются зубчатые колеса. Для формирования точных и специальных резьб можно задействовать прямое включение ходового винта;
- суппорт. Имеет крестообразную форму. В продольном направлении смещается по направляющим станины, в поперечном — по каретке. Это можно осуществлять в механическом или ручном режиме.
Для обработки крупных деталей станок комплектуется подвижными и неподвижными лютенами. Благодаря им можно осуществлять точение заготовок диаметром от 20 до 150 мм. Также в конструкции есть продуманная система охлаждения. Бак находится в правой тумбе. С помощью циркуляционного насоса СОЖ подается в зону обработки заготовки.
Для повышения производительности в конструкции фартука ДИП-300 встроена система смазки. Масло подается по циркуляционной магистрали.
Технические характеристики
Станок серии ДИП-300 является последней моделью, которая изготавливалась без комплектации числовым программным управлением. Несмотря на этот недостаток, обучение персонала для работы на оборудовании упрощено. Главное — детально ознакомиться с техническими и эксплуатационными характеристиками станка.
Масса станка при полной комплектации составляет 4300 кг. Его габариты не превышают размеров 353*168*129 см. Поэтому при выборе места установки следует учитывать эти факторы. Обязательным условием является подготовка основания для монтажа, а также обеспечение свободного пространства для рабочего и механизмов подачи заготовки для установки на станок.
moesms.ru
Токарный станок ДИП300: схемы, конструкция, характеристики
Страны бывшего Советского Союза создали широкий спрос на эти модели. Обработка заготовок разных диаметров – предназначение токарного станка ДИП300. Токарную установку отправляли и на экспорт. Неприхотливость, надёжность в использовании – главные отличия от конкурентов.
За выпуск разработки отвечал станкостроительный завод из Рязани. Станок отличается поддержкой самых современных технологий, доступных для того времени. Характерно улучшение электрической, кинематической схем, расширение функций. Новые характеристики позволили оборудованию сохранить актуальность до настоящего времени.
Устройство обладает такими базовыми характеристиками со времён СССР:
- Обработку проводят для заготовок не больше 2-тонной массы.
- 1400 миллиметров – предел по длине.
- 315 миллиметров – высота центров у станка.
- 350 миллиметров – диаметр заготовки, максимально допустимый при установке над суппортом.

- Над станиной тот же параметр составляет уже 630 миллиметров.
- Н – обозначение класса точности.
- Порядка 4,3 веса у самого токарного станка.
- В сантиметрах оборудование имеет такие габариты: 129 на 168 на 353.
13 кВТ – общая мощность двигателя для установки со шпинделем. Всего поддерживается 11 обратных скоростей, и 22 – прямых.
Управляющий пульт снабжается несколькими кнопками, благодаря которым регулировка рабочих параметров упрощается.
Устройство токарного станка
Оборудование такого типа облегчает выполнение стандартных операций вроде точения, обработки конусов, создание резьбы разных видов. Они становятся доступны пользователям благодаря имеющимся приспособлениям.

Передняя бабка
Переднюю бабку крепят на одном из концов станины, расположенном слева. Одновременно эта же деталь выполняет функцию коробки скоростей по отношению к главному движению. Асинхронный электрический двигатель трёхфазного тока – главный источник движения для привода, передающий энергию по клинноременной передаче.
Есть шпиндель, к которому добавляют сквозное отверстие. По концам монтируются специальные конусы, происходит вращение внутри двух опор. Шпиндельной опорой становится двухрядный роликовый подшипник, с дополнением в виде роликов-конусов. Однорядный подшипник высокой точности сзади заслуживает отдельного рассмотрения. Две основные детали отвечают за предварительный натяг:
- Конические ролики.
- Пружины.
Переключение шестерни специальной рукояткой приводит к поддержанию реверса за счёт ходового винта, вала. Другие дополнительные рукоятки отвечают за управление механизмом подач, увеличение шагов во время основного рабочего процесса.

Суппорт
Назначение элемента – в том, чтобы фиксировать режущие конструкции. Отличается крестовидными формами. Допускает собственное перемещение по нескольким схемам:
- У несущей станины, вдоль направляющих оси.
- Перпендикулярно.
Перемещение предполагает применение ручного, либо механического способа, с активацией специального механизма.

Задняя бабка
2 планки и 4 болта становятся незаменимыми помощниками при креплении этой части конструкции. Несущие станины снабжены направляющими, выступающими местом монтажа. Четыре радиальных шарикоподшипника устанавливаются в мостик, что способствует более лёгкому движению по направляющим для бабки. При сверлении изделий из металла удалённость пиноли становится важным фактором. Для этого приступают к монтажу специального винтового лимба. Перемещение по оси пиноли имеет основу в виде маховика.

Коробка подач станка
Отличается закрытым видом устройства. Процесс подач отлаживают следующими действиями:
- Применение необходимых рычагов.
- Меняют шестерёнчатые механизмы с зубцами.
Облегчается создание нормального ряда резьбы по разным схемам. При обработке на станке деталей упрощается получение подачи с правильными характеристиками. Переход к прямому включению винта рекомендован, когда важно создать индивидуальную резьбу, для которой важна высокая точность.

Гитара токарного станка
Основное назначение – передача крутящего движения. Источник – вал выхода у скоростной коробки, адресат – вал входа коробки подач. Сменные зубчатые колёса могут быть установлены в различной комбинации. Проще становится регулировать станок, когда создают разную резьбу.

Кинематическая схема
В левой тумбе станка обычно размещают главный электрический двигатель. Клиновые ремни участвуют в передаче движения к приводному шкиву первого вала коробки скоростей.
В устройстве есть несколько кинематических цепей, включающих муфты и валы. Зубчатые колёса и шпиндели тоже принимают непосредственное участие в процессе передачи энергии движения от одного элемента к другому. Паспорт это подтвердит.

Электрическая схема
Всего у винторезного станка этой группы есть четыре двигателя:
- Специальный насос. Подаёт жидкость, участвующую в смазке деталей. На него устанавливают специальный фильтр, делающий работу более удобной.
- Движок, благодаря которому каретка движется ускоренно.
- Силовой агрегат, относящийся к охлаждающей системе.
- Основной движок, степень вращения у которого доходит до 1750 оборотов в минуту.
Только при включенном фрикционе в устройстве будет запускаться основной двигатель, как говорит электросхема.

Комплектация станка
В любой станок входят следующие компоненты:
- Защитный кожух.
- Коробка подач.
- Электрический двигатель.
- Станина.
- Задняя бабка.

- Передняя бабка.
- Дополнительные ограждения.
- Оборудование электрической группы.
- Суппорт.
- Фартук.
- Шестерни, допускающие замену.
Сопроводительная документация включает паспорт вместе с инструкцией по эксплуатации. Там написано, как управлять отдельными функциями, поддерживаемыми у оборудования.
Преимущества и недостатки станка 1М63
Сложные и округлые металлические поверхности – вот для обработки чего создавался данный вид оборудования. Именно при выполнении такой работы оно проявляет свои лучшие качества. Безопасная работа на станке гарантирована благодаря специальным ограждениям, другим подобным защитным элементам. Устройство отличается температурной устойчивостью и жёсткостью, виброустойчивостью, надёжностью.
К недостаткам относят серьёзный вес установки, проблемы с поиском некоторых деталей.

Подключение и безопасность при работе с оборудованием
Любые станки требуют предварительных проверок перед началом эксплуатации. Загромождённый рабочий стол с лишними деталями исключён. Действие основного привода начинается после использования кнопки запуска у блока подач. На панели приборов каретки – ещё одна кнопка, дополнительная. Главное, чтобы фрикцион по большей части оставался в выключенном положении.
Если прибор повреждён – его обязательно направляют на восстановительные работы. Техническая документация тоже поставляется в сервис, чтобы не возникло проблем с поиском запасных деталей.
Вывод
Высокий спрос привёл к тому, что на основе этой модели было создано большое количество модификаций. Потому токарный агрегат и стал таким важным. Ежедневно эти установки обрабатывают большое количество заготовок, продолжая трудиться на различных предприятиях.

 Загрузка…
Загрузка…xn—-ntbhhmr6g.xn--p1ai
Токарный станок 1М63 (ДИП-300) технические характеристики
Сегодня можно приобрести токарный станок, олицетворяющий ушедшую эпоху. Разработанный еще в 1932 году, ДИП-300, сегодня известный как модель для работы по металлу 1 м 63, пользуется огромной популярностью в небольших компаниях, а также цехах предприятий, осуществляющих мелкосерийное производство. Понять, почему ДИП-300 олицетворяет самый яркий период развития СССР — несложно: аббревиатура его названия расшифровывается как “догоним и перегоним”.
Назначение и применение
Станок 1м63 хорошо известен профессионалам, которые заняты обработкой металлических заготовок. Параметры точения, а также другие характеристики устройства выглядят привлекательно, особенно если рассматривать их в узкой сфере применения.
Модель 1м63, ДИП-300 и их модификации предназначена для производства режущих операций, обработки заготовок из цветных, черных металлов, сплавов с широкой градацией твердости. Данное устройство распространено, его можно встретить практически на каждом машиностроительном предприятии. Сегодня варианты использования данного оборудования дополнились частными мастерскими и индивидуальными предпринимателями.
Станок 1м63 изначально ориентирован на мелкосерийное производство. Качество обработки, которое обеспечивают технические данные агрегата — позволяет с высокой точностью изготавливать на нем уникальные единичные изделия. Модель имеет надежный шпиндель, каретку, в конструкции применены классические подходы и компоновка для обеспечения общей прочности и вибрационной устойчивости.
При помощи 1м63 можно проводить следующие работы:
- обработку, точение конусов;
- расточку;
- нарезание резьб метрических, питчевых, дюймовых и модульных, как механическим способом (резцом), так и метчиком, плашкой;
- сверловку;
- накатку сетчатых рифлений;
- обработку как внутренних, так и наружных поверхностей заготовки.
В качестве обрабатывающего инструмента в 1м63 могут устанавливаться резцы из быстрорежущих сталей (Р18, Р6М5) и твердосплавных материалов (ВК, ТК, ТТК). Отдельно стоит отметить понятное управление: фартук на своей передней панели имеет переключатели, позволяющие выбирать группу операций (наружное конусное, внутреннее точение, общие токарные операции).
Технические характеристики
Модель 1м63 способна проводить токарные операции и обеспечивать показатели качества, полностью соответствующие требованиям класса Н. Устройство имеет следующие технические характеристики:
- главный привод — электродвигатель, мощность 15 кВт;
- ограничение по диаметру заготовки при ее обработке над станиной — 630 мм;
- максимальный диаметр детали при обработке над суппортом — 350 мм;
- ограничение габарита заготовки над станиной — 700 мм;
- размер конуса шпинделя — 100, метрический;
- обороты основного вала — от 12.5 до 1600 в минуту;
- величины подачи в продольном направлении до 1360 мм, в поперечном — 400 мм;
- шкала лимбов — продольного 1 мм на деление, 0,05 на диаметр;
- число двигателей на станке — 3.
ДИП 300 токарный станок, вес которого по минимальному показателю составляет 4200 кг — должен устанавливаться на жесткий фундамент, не допускающий вибраций. Масса и габариты оборудования — зависят от примененной РМЦ, а также комплектации электрооборудования. Так, ширина станка составляет 1690 мм, высота — 1420, длина варьируется от 2950 до 12470 мм. Аналогично вес в зависимости от модификации находится в диапазоне от 4200 до 13200 кг.
Особенности конструкции
Нельзя обойтись без описания особенности станка 1м63, которая позволяет увеличивать его функциональные возможности. В модели применены усовершенствования конструкции суппорта. Его салазки можно перемещать, что дает возможность обрабатывать длинные конусные детали. Блок суппорта через приводной винт перемещает отдельный двигатель. Благодаря такому подходу — достигается высокая максимальная скорость подачи.
Другие преимущества станка:
- установлены зубчатые колеса из закаленной легированной стали высокой прочности;
- материалы конструкции в целом гарантируют стабильность при изменении температуры;
- силовые элементы обеспечивают устойчивость к вибрации для повышения точности технологических процессов;
- станок оснащен системой торможения, защитными механизмами блокировки;
- обеспечено простое переключение режимов рукоятками;
- коробка передач станка, используя электромагнитную муфту — гарантирует высокую скорость переключения без остановки работы оборудования.
Фрикционный вал и система сцепления для передачи вращающего момента в целом — легко настраивается и регулируется, что удобно для мастерских без наличия квалифицированного персонала.
Коробка подач агрегата — двухосная, закрытого типа. Она надежна, удобно настраивается, в ней не используется гитара для уменьшения количества компонентов и снижения уровня сложности. Настройки параметров производятся соответствующими рукоятками, а также сменой зубчатых колес.
Конструкционная схема коробки подач позволяет нарезать практически все виды резьб, а также создавать специальные типы и высокоточную резьбу. Для осуществления последней операции — подача каретки на токарном станке 1м63 осуществляет ходовой винт, подключаемый напрямую к валу через специальный блок колес.
Отдельно стоит упомянуть особенности суппорта станка ДИП-300. В модели 1м63 и разработанных позднее — используется модифицированная конструкция узла. Она получила крестовое исполнение и отличается следующими преимуществами:
- одновременно в головке можно зафиксировать до четырех резцов;
- расстояние между осью центров и режущей кромкой оставляет 320 мм;
- за один оборот лимба производится перемещение в продольном направлении на 300 мм;
- цена деления лимбовой шкалы, соответствующая смещению суппорта на 1 диаметр — 0,05 мм;
- каретка может подаваться с максимальной скоростью 4,5 м в минуту в продольном направлении и 1,6 м в минуту — в поперечном.
Конструкция станка гарантирует высокую точность перемещения суппорта. Он движется по направляющим станины, изготовленных из прочного сплава. Разработчики предусмотрели поддержание стабильных параметров точности при многолетней эксплуатации оборудования.
Суппорт в поперечном и продольном направлении может подаваться при помощи ручного привода (привычное колесо), а также при передаче момента от привода для обеспечения высокой скорости. Аналогично двигается и верхняя часть блока с резцовой головкой.
Коробки скоростей и подач станка
Коробка скоростей станка 1м63 закреплена на главной прочностной конструкции, в левой части станины. Вся механика приводится в действие валом, получающим вращающий момент через шкив (клиноременную передачу) от силового привода агрегата. Ступенчатое изменение диапазонов оборотов шпинделя — достигается применением комплекта шестерней. Переключение между элементами разного размера осуществляется вращением центрального вала.
Коробка такого класса позволила обеспечить 24 позиции переключения. Общая схема управления достаточно проста: шестерни последовательно соединяются, образуя разные передаточные числа и соответствующие преобразования момента вращения. Особенность коробки передач: предусмотрен режим максимальных оборотов на шпинделе. В этом случае шестерни не работают и главный привод передает усилие напрямую.
Примененные в конструкции коробки передач материалы обеспечивают высокую износ
moistanki.ru
Дип 300 токарный станок
Токарный станок ДИП-300 технические характеристики
Токарно-винторезный станок ДИП-300 производился в СССР с 30-х по 80-е годы. Базами были Рязанский и Тбилисский заводы. Обозначение расшифровывается просто для того времени: «Догнать и перегнать». Модификация станка с обозначением 1М63 – одна из наиболее распространенных на территории СНГ. Токарные станки этой модели стали популярны благодаря своей надежности и простоте. На основе ДИП-300 позже был налажен выпуск станков с числовым программным управлением.
Описание
Назначение ДИП-300 – работа с заготовками среднего и большого размера. На нем осваивается штучное и мелкосерийное производство отдельных деталей. На станке доступны следующие виды работ:
— точение, в том числе и по внутренней поверхности;
— точение коротких и длинных конусов;
— растачивание;
— сверление отверстий различного диаметра;
— нарезание резьб различного типа.
На фото можно посмотреть как выглядит ДИП-300 модификации 1М63.
Общий вид ДИП-300
Среди преимуществ станка практически неограниченный срок службы, сохранение в течение эксплуатации точности и других параметров, технические возможности агрегата обеспечивают его многофункциональность.
Основные узлы станка согласно паспорту:
- Станина.
- Передняя бабка со шпинделем и ограждением патрона.
- Задняя бабка.
- Суппорт с резцедержателем.
- Электрооборудование.
- Система охлаждения.
- Заменяемые зубчатые колеса.
- Фартук.
- Коробка подач для обработки деталей сложных форм.
Технические характеристики
ДИП-300 относится к среднему типу станков с нормальной точностью обработки. Допуск по прямолинейности перемещения узлов – 10 мкм. Станина выполнена жесткой, с большой массой, шпиндель имеет высокие обороты, а значит, станок поддерживает режимы на высоких скоростях резания. Применяют твердосплавные резцы из быстрорежущей стали. Суппорт станка, благодаря отдельному электродвигателю и крестообразному механизму, может быстро перемещаться в продольной и поперечной плоскостях. Это позволяет осуществлять точение конусов.
Суппорт.
Основные технические характеристики
— наибольший габарит обрабатываемого объекта задается точкой установки: над выемкой – 900 мм, над станиной – 700 мм, над суппортом – 350 мм;
— расстояние от основания до центров – 315 мм;
— допустимая масса обрабатываемого объекта – 2 тонны;
— параметры станкового шпинделя: диаметр внутреннего отверстия – 70 мм, количество прямых скоростей вращения – 22, обратных соответственно 11, обороты на прямой скорости составляют от 10 до 1300 об/мин, на обратной скорости — от 18 до 1800 об/мин;
— параметры резьбовых работ: пределы для метрических резьб составляют от 1 до 192 мм при шаге 56, от 0,5 до 48 модулей при шаге 55 для модульных резьб, от 24 до 0,25 нитки на дюйм при шаге 33 для дюймовых резьб, от 96 до 7 питчей при шаге 52 для питчевых резьб;
— наибольшее смещение резцовых креплений – 220 мм;
— наибольшее смещение подачи: поперечное – 400 мм, продольное смещение суппорта – 1260 мм;
— скорость быстрых смещений: поперечных – 1,6 м/мин, продольных – 4,5 м/мин;
— наибольшее смещение пиноли задней бабки – 240 мм;
— перемещение пиноли за один оборот колеса – 6 мм;
— масса станка в сборе – от 4 тонн, за счет удлинения базы для обработки длинных деталей масса увеличивается до 12 тонн.
-Оборудован люнетами для обработки круглых деталей наружным диаметром от 25 до 160 мм. В зависимости от модификации люнеты выполнены подвижными или неподвижными.
Модификация станка с люнетами под длинные детали.
Инструкция по эксплуатации
Очень важно при эксплуатации следовать инструкциям. Нехитрые правила способствуют продолжительности жизни и исправному функционированию станка.
В целях соблюдения техники безопасности требуется:
— проверять технические средства безопасности: ограждение главного привода и сменяемых шестерен, вводной автомат включения и выключения, защитное устройство от стружки, кнопки «стоп» и отключающее устройство перемещения суппорта;
— обеспечить надежное закрепление обрабатываемой детали;
— в первый период после пуска не включать максимальную скорость вращения шпинделя;
— при обработке длинных деталей применять люнеты;
— реверс шпинделя производить только при полной остановке, зубчатые колеса передней бабки и коробки подач на ходу не переключать;
— не прикасаться руками к вращающимся частям и деталям, заправить одежду во избежание затягивания вращающимся деталями– ходовым валиком, ходовым винтом и другими частями.
Для получения заданной точности работы станка нужно правильно его установить. Монтаж должен быть осуществлен на бетонный пол с выравниванием по двум плоскостям при помощи уровней. После выверки фундаментные болты затягивают и заливают цементным раствором. Для улучшения устойчивости цементный раствор подливают под тумбы станины.
Всем стандартным размерам резьб соответствуют настройки, указанные на табличках передней бабки. Для нарезания нетабличных резьб необходимо использовать формулы настройки станка, приведенные в паспорте. Все схемы наладки и настройки суппорта с примерами расчета проточки конуса также указаны в паспорте.
Элементы управления передней бабки
В процессе эксплуатации ДИП-300 возникает необходимость в регулировании отдельных деталей и составных частей станка с целью восстановления их нормальной работы. Настройка осуществляется через:
— корректировку фрикционных муфт, расположенных в передней бабке;
— поправка положения подшипников шпинделя и задней бабки;
— настройка зазора в продольных и поперечных направляющих суппорта;
— выборка люфта винта поперечного смещения суппорта;
— выставление осей шпинделя и пиноли задней бабки;
— изменение параметров натяжения ремней основного привода.
Электрооборудование
Функционирование обеспечивает трехфазный электродвигатель главного привода типа А02-6I-4 СПУЗ, M101. Параметры двигателя: мощность 13 кВт при частоте вращения 1460 об/мин. Запуск электродвигателя производится при разъединении фрикциона по нажатию кнопки пуск на пульте каретки. Вращение на шпиндель передается фрикционом, который запускается рукояткой.
Быстрый ход каретки обеспечивает электродвигатель типа A02-2I-4 СПУЗ M30I. Параметры двигателя: мощность 1,1 кВт при частоте вращения 1400 об/мин. Перемещение каретки осуществляется посредством четырех электромагнитных муфт: две из них служат для продольного изменения положения каретки и две – для поперечного смещения суппорта.
В систему охлаждения включен насос с электродвигателем типа ПА-22(XI4-22М
i-perf.ru