Токарно-винторезный станок ДИП-500: устройство, характеристики
Свое название станки токарно-винторезной группы ДИП-500 получили в 30-е годы прошлого века. Число указывает максимальный радиус обрабатываемой детали, аббревиатура сокращает популярный лозунг «Догоним и перегоним!». Создан этот токарный станок по металлу на московском заводе «Красный пролетарий» для обработки деталей большого размера. Спустя 10 лет, в 1944 г, выпуск ДИП 500 был освоен на Рязанском станкостроительном заводе, где с техническим названием 1Д65 он стал своеобразной визитной карточкой предприятия. Прототипом послужил тяжелый немецкий агрегат фирмы VDF. Традиционная надежность передалась потомку. По нынешний день экземпляры б/у и даже первые аналоги станка можно купить в рабочем состоянии.
Оглавление:
- Функциональные возможности
- Технические параметры
- Конструкция
- Отличительные особенности
- Эксплуатация, обслуживание
Назначение и функционал
Токарный станок ДИП-500 проектировался как базовый для нужд тяжелого машиностроения, а так же военной промышленности, что сыграло свою роль в годы Великой Отечественной Войны.
Точение над кареткой суппорта деталей размером до 620 мм в поперечнике делало реальным изготовление практически любых видов приводных валов и других подобных изделий для энергетики, станкостроения, прочих отраслей народного хозяйства. Токарно-винторезный станок давал четыре вида резьбы, различного шага, размера и профиля как снаружи, так и изнутри. На нем производили расточку отверстий, круглых полостей, обработку труб диаметром до 100 мм. Механизм перемещения задней бабки на 40 мм в направлении перпендикулярном оси деталей облегчал точение конусных поверхностей, а так же нарезку на них резьбы.
Мощные резцы с державкой (телом инструмента) сечением 5х5 сантиметров даже на самых первых довоенных моделях ДИП-500 срезали в стружку до 2,5 тонн металла за час работы. Для отечественных станков результат по тем временам фантастический.
Технические характеристики ДИП 500 однозначно относят его к классу тяжелых. Вес в зависимости от модификаций составляет от 9,85 тн до 20,3 тн. С учетом расстояния между центрами (РМЦ) на токарном станке обрабатывают детали с массой до 8 и до 10 тн.
Вес в зависимости от модификаций составляет от 9,85 тн до 20,3 тн. С учетом расстояния между центрами (РМЦ) на токарном станке обрабатывают детали с массой до 8 и до 10 тн.
Линейка моделей по базовой длине состоит из пяти версий с габаритами 4.1, 6.140, 8.180, 9.19, и 11.38 метров. Соответственно размеры участка, где станок способен выполнять точение, составляет от 1 до 10 м.
Одна из особенностей серии ДИП500: полый шпиндель с диаметром прохода 100 (в 1967 году увеличен до 128 мм) мм. Подобное устройство при наличии дополнительных подпор (люнетов) позволяет обрабатывать детали с длиной, превышающей область точения в несколько раз. Эта характеристика наряду с возможностью нарезки конусной резьбы с перемещением суппорта изначально предусматривала изготовление оборудования (штанг) для бурения скважин.
Кроме конусной резьбы, наличие коробки подач дает возможность ДИП-500 выполнять метрическую, модульную и дюймовую, в количестве по размерам (соответственно) 22; 13 и 36.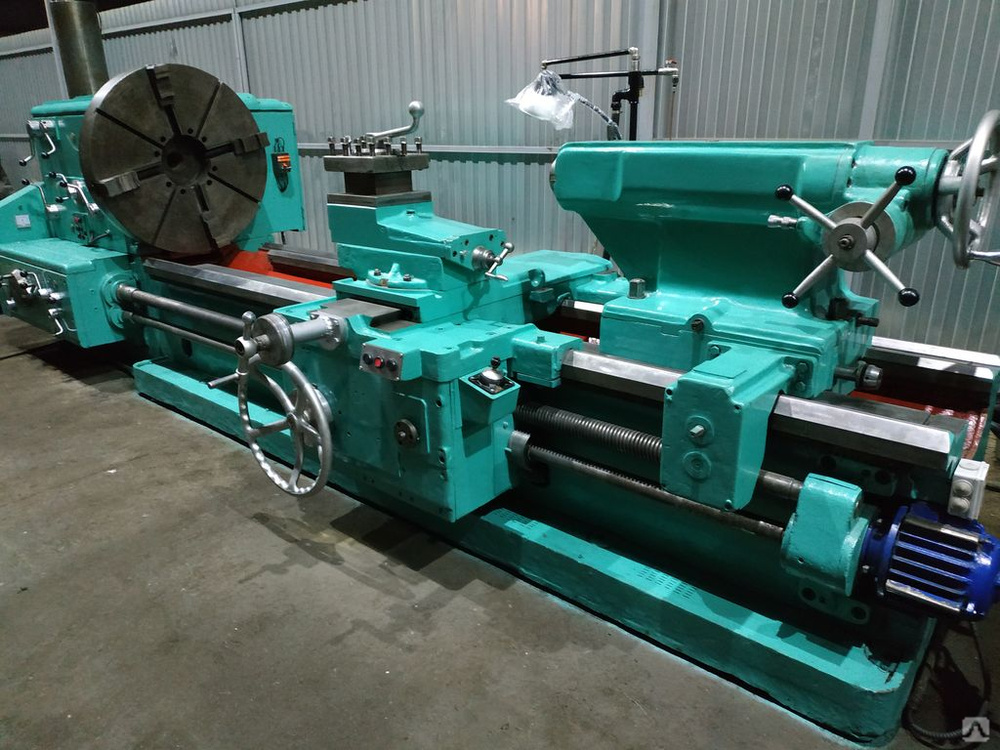
На протяжении всей своей истории выпуска при неизменных основных характеристиках, токарно-винторезный станок ДИП 500 подвергался постоянным улучшениям. Так, кроме увеличения сквозного прохода в шпинделе возросла до 500 об/мин скорость вращения, ранее составлявшая 192 об/мин. Увеличилась с 17 до 22 кВт мощность двигателя главного привода. Совместно с коробкой скоростей в современных станках он выдает усилие момента вращения при обработке до 9500 Нм (950 кгсм).
Все элементы ДИП-500 располагаются на станине из специального чугуна. Ее масса составляет 2/3 веса всего токарного станка и гасит вибрации на глубоких подачах резца при токарных операциях.
Общее устройство
1. Станина имеет две основных направляющих призматической формы с разным углом наклона граней. У передней, на которую приходится главное усилие при обработке, площадь сечения вдвое больше. В задней части станины оставлено отверстие для удаления стружки образующейся при обработке деталей. Опорная пята станка выполнена сплошной и прилегает к фундаменту всей плоскостью, обеспечивая максимальную устойчивость.
Опорная пята станка выполнена сплошной и прилегает к фундаменту всей плоскостью, обеспечивая максимальную устойчивость.
2. Передняя бабка — с чугунным корпусом располагается слева от токаря. Сверху под съемной крышкой находятся шестерни коробки скоростей. Спереди и снизу от нее находится основной двигатель и клиноременный механизм привода.
3. Технические характеристики коробки скоростей ДИП-500 дают на выходе двенадцать ступеней прямого вращения шпинделя и столько же обратного. Кроме того, ускорять это движение пропорционально в 2; 4; 8 и 16 раз. Управление осуществляется с помощью рукоятей на передней панели коробки. Выше находится металлическая табличка с указанием положения ручек и зависящих от этого режимов.
Рукоятей пять: две регулируют скорость вращения, одна служит включению зубчатого перебора, остальные определяют направление и шаг нарезки резьбы. Там же расположен пусковой механизм электрической части токарно-винторезного станка, обеспечивающий остановку и включение двигателя в прямом и обратном направлении.
4. Коробка подач на передней бабке нужна для управления вращением передаточных валов. Пять ее ручек включают валы движения фартука, устанавливают параметры резьбы.
5. На коробку подач вращение передается набором сменных шестерен размещенных еще в одном узле — гитаре.
6. С другой стороны ДИП-500, справа от токаря, расположена задняя бабка. Ее задача центровка и поддержка длинных деталей.
7. Между бабками по станине движется сложное устройство — суппорт, который подает резец к детали под разными углами с необходимой скоростью и шагом. Верхняя часть способна поворачиваться на 90° и перемещаться на каретке как вручную, так и от механического привода. Благодаря последнему ДИП-500 выполняет нарезку не только прямой, но и конусной резьбы.
8. Движение суппорту вдоль станины сообщает еще одно передаточное устройство — каретка. Она перемещается с помощью механизмов фартука. Он так же способен двигаться вручную и от механического привода. Для первого способа служит большой маховик с рукоятью расположенный на левой стороне устройства. При механическом перемещении, фартук может дойти до упора, и сломаться. Чтобы этого не произошло, он снабжен специальным «падающим» стопором, отключающим привод. Описанный механизм движения шпинделя, валов, шестерен и прочих узлов ДИП 500 собран по традиционной для большинства токарно-винторезных станков схеме. При огромном разнообразии режимов вращения он привычен для любого токаря, облегчает освоение работы на станке.
При механическом перемещении, фартук может дойти до упора, и сломаться. Чтобы этого не произошло, он снабжен специальным «падающим» стопором, отключающим привод. Описанный механизм движения шпинделя, валов, шестерен и прочих узлов ДИП 500 собран по традиционной для большинства токарно-винторезных станков схеме. При огромном разнообразии режимов вращения он привычен для любого токаря, облегчает освоение работы на станке.
Вспомогательные опции
При обработке заготовок деталь и сам резец нагревается. Чтобы температура не превысила критических величин, ДИП 500 снабжен системой охлаждения. В нее входит бачок со специальной эмульсией, насос и подающие шланги. После того, как жидкость использована, она стекает в поддон, откуда через сетчатый фильтр снова поступает в бачок, двигаясь по замкнутому циклу. Для освещения места обработки на токарном станке ставится специальный светильник, который перемещается вместе с суппортом.
На фартуке размещен дублирующий пусковой механизм. Как и закрепленный на передней бабке он включает, станок, меняет направление вращения.
ДИП 500 в стандартной комплектации снабжается двумя люнетами. Один наглухо крепится непосредственно к направляющим станины, второй, монтируется на суппорте и перемещается вместе с ним.
Характерные особенности и преимущества ДИП-500
Основной характеристикой выделяющей ДИП-500 является большой диаметр обрабатываемой детали при значительной длине точения. Для изделий большого веса, как правило, применяют карусельные станки, но далеко не все они поддерживают точение настолько длинных деталей. К тому же масса и габариты подобных устройств значительно превосходят таковые у ДИП-500.
При всей мощи тяжелого токарно-винторезного станка его отличает плавность движения ручек управления, характерные обычно для небольших устройств. Основа этого –точный подбор сочетания различных по виду подшипников коробки скоростей и подач, а также их удачное размещение на основных направлениях усилий.
Важной характеристикой служит простота обслуживания и надежность. На современном рынке представлено немало б/у оборудования, которое до этого поменяло не одного хозяина, но способно прослужить еще десятки лет. Немалую роль в этом играет удачное крепление шпинделя. В то время как у большинства станков оно консольное, на ДИП-500 вал закреплен в двух основных точках.
На современном рынке представлено немало б/у оборудования, которое до этого поменяло не одного хозяина, но способно прослужить еще десятки лет. Немалую роль в этом играет удачное крепление шпинделя. В то время как у большинства станков оно консольное, на ДИП-500 вал закреплен в двух основных точках.
Установка. Обслуживание и эксплуатация
При первом запуске в работу токарный станок очищают от консервационной смазки. Для этого используют керосин или уайт-спирит. Там где предусмотрено техническими характеристиками, консервирующая смазка заменяется рабочей, предохраняющей поверхность деталей от коррозии.
При установке механизма требуется выдержать горизонтальность станины, как вдоль так и поперек. Для проверки используют пузырьковый уровень с точностью 0,04 мм на метр. Корректировка производится подбивкой стальных клиньев.
Для ежедневной нормальной работы достаточно:
- выдерживать режим, предусмотренный для обрабатываемой марки стали;
- своевременно добавлять и менять масло, следить за его уровнем;
- производить смазку механизмов;
Перед началом работы, станок следует осмотреть на наличие повреждений, проверить натяжение приводного ремня, легкость вращение двигателя.
Если эксплуатация ДИП500 начинается после длительного перерыва:
- двигатель желательно прокрутить со снятым приводным ремнем;
- дать станку поработать на холостом ходу не менее 20 минут.
Для предотвращения травматизма не работайте без штатных предохранительных устройств и ограждений. Одежда не должна иметь болтающихся концов, которые могут быть затянуты механизмом.
Станок токарно винторезный 1М65 ДИП-500
“Токарно винторезный станок 1М65 ДИП-500Краткие характеристики 1М65 (ДИП-500) – (ф1000, РМЦ 1000-12000мм) Токарно винторезный станок ДИП-500 предназначен для выполнения разнообразных токарных работ, включая точение конусов и нарезание резьб: метрических, дюймовых, модульных, питчевых. Высокая мощность привода и жесткость станка, широкий диапазон частоты вращения шпинделя и подач позволяют полностью использовать возможности прогрессивных инструментов при обработке различных материалов. Особенности конструкции винторезного станка ДИП-500: Жесткость, виброустойчивость и температурная стабильность конструкции позволяют получать необходимую точность обработки; Двух призменные направляющие станины в сочетании с высокой надежностью других узлов обеспечивают длительный срок эксплуатации станка с сохранением первоначальной точности; Частота обратного вращения шпинделя в 1,3 раза выше чем прямое, что сокращает время обработки резьб; Точение длинных конусов производится одновременным выполнением продольной подачи суппорта и подачи резцовых салазок при соответствующем их повороте; Коробка подач обладает высокой жесткостью кинематической цепи, имеет две электромагнитные муфты дистанционного переключения подач без остановки станка; Все силовые зубчатые колеса кинематической цепи изготовлены из легированной стали, закалены и отшлифованы; Ограждения зоны резания и патрона, электрические и механические блокировки гарантируют безопасную работу на станке.
Высокая мощность привода и жесткость станка, широкий диапазон частоты вращения шпинделя и подач позволяют полностью использовать возможности прогрессивных инструментов при обработке различных материалов. Особенности конструкции винторезного станка ДИП-500: Жесткость, виброустойчивость и температурная стабильность конструкции позволяют получать необходимую точность обработки; Двух призменные направляющие станины в сочетании с высокой надежностью других узлов обеспечивают длительный срок эксплуатации станка с сохранением первоначальной точности; Частота обратного вращения шпинделя в 1,3 раза выше чем прямое, что сокращает время обработки резьб; Точение длинных конусов производится одновременным выполнением продольной подачи суппорта и подачи резцовых салазок при соответствующем их повороте; Коробка подач обладает высокой жесткостью кинематической цепи, имеет две электромагнитные муфты дистанционного переключения подач без остановки станка; Все силовые зубчатые колеса кинематической цепи изготовлены из легированной стали, закалены и отшлифованы; Ограждения зоны резания и патрона, электрические и механические блокировки гарантируют безопасную работу на станке. ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ СТАНКА ТОКАРНО-ВИНТОРЕЗНОГО мод. 1Н65, 1М65 Наименование параметров ДИП-500 Наибольший диаметр заготовки устанавливаемой и обрабатываемой, мм: над суппортом, мм 650 над выемкой в станине, мм 1400* Наибольшая длина обрабатываемой заготовки, мм 1000, 3000, 5000, 6000, 8000, 10000, 12000 Длина выемки в станине от зеркала патрона, мм 390 Размер конца шпинделя передней бабки по DIN 2-15М Количество ступеней частот вращения шпинделя 24 Диаметр цилиндрического отверстия в шпинделе, мм 128 Пределы частот вращения шпинделя, об/мин 5 – 500 Пределы рабочих подач, мм/об.: продольных, мм/об 0,06 – 2,42 (0,6 – 19,36***) поперечных, мм/об 0,022 – 0,88 (0,022 – 7,04***) резцовых салазок, мм/об 0,022 – 0,88 (0,022 – 7,04***) Пределы шагов нарезаемых резьб: метрических, мм 1 – 96 дюймовых, ниток/дюйм 24 – 0,25 модульных, модуль 0,5 – 24 питчевых, питч диам. 96 – 1 Ускоренное перемещение суппорта, м/мин: продольное 3 поперечное 1 Мощность главного привода, кВт 15 Наибольший вес обрабатываемой детали в центрах, кг 10000,8000* Мощность главного привода,кВт 22 Масса, кг 9850, 12800, 15750, 16140, 17730, 20300, 23500 Габариты: длина, мм 4100, 6140, 8180, 9190, 11380, 13210, 15210 ширина, мм 2200 высота, мм 1770, 1880″
ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ СТАНКА ТОКАРНО-ВИНТОРЕЗНОГО мод. 1Н65, 1М65 Наименование параметров ДИП-500 Наибольший диаметр заготовки устанавливаемой и обрабатываемой, мм: над суппортом, мм 650 над выемкой в станине, мм 1400* Наибольшая длина обрабатываемой заготовки, мм 1000, 3000, 5000, 6000, 8000, 10000, 12000 Длина выемки в станине от зеркала патрона, мм 390 Размер конца шпинделя передней бабки по DIN 2-15М Количество ступеней частот вращения шпинделя 24 Диаметр цилиндрического отверстия в шпинделе, мм 128 Пределы частот вращения шпинделя, об/мин 5 – 500 Пределы рабочих подач, мм/об.: продольных, мм/об 0,06 – 2,42 (0,6 – 19,36***) поперечных, мм/об 0,022 – 0,88 (0,022 – 7,04***) резцовых салазок, мм/об 0,022 – 0,88 (0,022 – 7,04***) Пределы шагов нарезаемых резьб: метрических, мм 1 – 96 дюймовых, ниток/дюйм 24 – 0,25 модульных, модуль 0,5 – 24 питчевых, питч диам. 96 – 1 Ускоренное перемещение суппорта, м/мин: продольное 3 поперечное 1 Мощность главного привода, кВт 15 Наибольший вес обрабатываемой детали в центрах, кг 10000,8000* Мощность главного привода,кВт 22 Масса, кг 9850, 12800, 15750, 16140, 17730, 20300, 23500 Габариты: длина, мм 4100, 6140, 8180, 9190, 11380, 13210, 15210 ширина, мм 2200 высота, мм 1770, 1880″
Универсальный токарно-винторезный станок Metal Master X40100
В СТАНДАРТНУЮ КОМПЛЕКТАЦИЮ СТАНКА ВХОДЯТ:•ЦИФРОВОЙ ИНДИКАТОР УЦИ С ОПТИЧЕСКИМИ ЛИНЕЙКАМИ ДЛЯ ТРЕХ ОСЕЙ•СИСТЕМА ПОДАЧИ СОЖ•ПАТРОН ТРЕХКУЛАЧКОВЫЙ•ПАТРОН ЧЕТЫРЕХКУЛАЧКОВЫЙ•ЛЮНЕТ ПОДВИЖНЫЙ•ЛЮНЕТ В НЕПОДВИЖНОМ ИСПОЛНЕНИИ•2 НЕПОДВИЖНЫХ ЦЕНТРА №3•ПЕРЕХОДНИК. ..
..
УНИВЕРСАЛЬНЫЙ ТОКАРНО-ВИНТОРЕЗНЫЙ СТАНОК METAL MASTER MLM 38100 (380X1000)
УНИВЕРСАЛЬНЫЙ ТОКАРНО-ВИНТОРЕЗНЫЙ СТАНОК METAL MASTER MLM 38100 (380X1000) Модель 38100 обладает удобным стандартным набором управления, понятным любому токарю без переучивания. Хорошо видны базовые опции 38100 – система подачи СОЖ, освещение рабочег…
УНИВЕРСАЛЬНЫЙ ТОКАРНО-ВИНТОРЕЗНЫЙ СТАНОК С УЦИ METAL MASTER MLM 36100 (360X1000)
УНИВЕРСАЛЬНЫЙ ТОКАРНО-ВИНТОРЕЗНЫЙ СТАНОК С УЦИ METAL MASTER MLM 36100 (360X1000) Преимущества токарного станка METAL MASTER MLM 36100 Правильный подбор количества резьб для России (37 метрических резьб) Минимальная частота вращения шпинделя 45 об/ми…
Универсальный токарно-винторезный станок MetalMaster X32100 с УЦИ
Купить универсальный токарно-винторезный станок MetalMaster X32100 с УЦИ – отличное оборудование для выполнения таких производственных операций, как обточка металлических поверхностей, сверление, зенкерование, нарезка метрической и дюймовой резьбы.
Универсальный токарно-винторезный станок Metal Master X40100 с УЦИ
Для обработки заготовок из конструкционных материалов (сталь, чугун, сплавы цветных металлов) резанием, а также для нарезания резьб (метрических, дюймовых, питчевых) предлагаем вам купить универсальный токарно-винторезный станок Metal Master X40100.
ДИП 30.000 | Насосы | ДИП | Высоковакуумные насосы/криотехнология | Продукция
Для использования Интернет-магазина США | Звоните: +1 800 764 5369 в полном диапазоне, мы рекомендуем активировать Javascript в вашем браузере.
Интернет-магазин США | Звоните: +1 800 764 5369
Пожалуйста, войдите, чтобы увидеть цены.
Мотор:
Пожалуйста, выберите 3 фазы, 400 В, 50/60 Гц 3 фазы, 460 В, 50/60 Гц
Блок управления:
Пожалуйста, выберите Нет Да
123456789101112131415161718192021222324252627282930313233343536373839404142434445464748495051525354555657585960616263646566676869707172737475767778798081828384858687888990919293949596979899100
- Описание
- Документы
- Дополнительные принадлежности
- Масла/смазки
DIP 30.
 000
000Насосы серии DIP представляют собой высоковакуумные насосы (-2 мбар). Они всегда работают вместе с форвакуумными насосами. Насосы серии DIP имеют водяное охлаждение и работают по принципу диффузии масла. Они используются в высоковакуумной технике для вакуумирования вакуумных камер. Они достигают наибольшей скорости откачки в диапазоне давлений от 10 -2 до 10 -7 мбар.
Диффузионные насосы серии DIP состоят из следующих узлов:
- Корпус насоса с водяным охлаждением, с высоковакуумным и форвакуумным присоединительными фланцами
- Форсунка в сборе
- Испарительная камера с нагревательными элементами
- Дефлектор холодного колпака
- Форвакуумная перегородка
- Блок управления энергоэффективностью или электрическая распределительная коробка
Система форсунок
Насосы DIP оснащены четырехступенчатой системой форсунок из легкосплавного металла и системой внутреннего обогрева, состоящей из нагревательных патронов и монтажных колодцев, к которым припаяны теплорассеивающие ребра. Крепежные колодцы изготовлены из нержавеющей стали и герметично приварены к корпусу насоса в горизонтальном положении.
Крепежные колодцы изготовлены из нержавеющей стали и герметично приварены к корпусу насоса в горизонтальном положении.
Корпус насоса DIP изготовлен из стандартной стали; фланец высоковакуумного соединения и форвакуумное соединение изготовлены из нержавеющей стали (сплав 1.4301), охлаждающие змеевики – из меди, а перегородка холодного колпачка – из никелированной меди.
Ребра рассеивания тепла
Ребра рассеивания тепла изготовлены из меди и лишь частично погружены в перекачиваемую жидкость в испарительной камере.
Участок теплорассеивающих ребер, погруженный в перекачиваемую жидкость, имеет такие размеры, чтобы обеспечить интенсивное, но без пульсаций испарение перекачиваемой жидкости.
Секции ребер рассеивания тепла, расположенные над уровнем перекачиваемой жидкости, передают дополнительную энергию перекачиваемому пару.
Термостат
Для защиты нагревательного элемента к теплорассеивающему ребру, выступающему из жидкости, прикреплен датчик термостата; это выключит нагреватели насоса, как только будет превышена температура, установленная на предохранительном термостате.
Датчик должен быть установлен заказчиком в системе управления таким образом, чтобы он безопасно отключал питание.
Нагревательные патроны
При необходимости нагревательные патроны можно легко заменить. Для этого нет необходимости демонтировать насос.
Дефлектор холодного колпачка
Для предотвращения обратного потока жидкости в вакуумный сосуд насосы серии DIP оснащены дефлектором холодного колпачка с водяным охлаждением в области впускного отверстия.
Форвакуумная перегородка с водяным охлаждением, расположенная на форвакуумной стороне, эффективно предотвращает попадание жидкости в форвакуумную установку.
| Технические характеристики | ||||
|---|---|---|---|---|
| DIP 30 000 | ||||
| Высоковакуумное соединение | Ду | 800 ИСО-Ф | ||
| Форвакуумное соединение | Ду | 160 ИСО-К | ||
| Скорость откачки для водорода -4 мбар воздуха 1) -4 мбар | л · с -1 л · с -1 | 30 000 24 500 | ||
| Рабочий диапазон | мбар | -2 – -7 | ||
| Предельное полное давление 2) | мбар | -7 | ||
Макс. допустимое форвакуумное давление допустимое форвакуумное давление | мбар | 6 · 10 -2 | ||
| Наполнение насоса жидкостью, мин./макс. | л | 10/15 | ||
| Сетевой блок питания 5) Стандартный, 50/60 Гц Специальный, 50/60 Гц | В В | (± 10 %) 230/400 ~ 3 фазы Δ/Y 460 ~ 3 фазы Δ | ||
| Тепловая мощность | кВт | 18 | ||
| Нагревательные патроны | 18 | |||
| Период прогрева | мин | |||
| Охлаждающая жидкость (минимум) для насоса 3) для дефлектора охлаждающей крышки | л · ч -1 л · ч -1 | 900 80 | ||
| Количество контуров охлаждения (включая перегородку охлаждающей крышки) | 3 | |||
| Штуцер охлаждающей жидкости Насос Дефлектор охлаждающей крышки | Г Г | 1/2 дюйма 3/8 дюйма | ||
Вес, прибл. | кг | 296 | ||
| Рекоменд. форвакуумные насосы 4) при рабочем давлении >10 -4 при рабочем давлении -4 | мбар мбар | SV 300 + W 1001 SV 300 + W 251 | ||
1) Измерено в соответствии с DIN 28 427 с использованием LVO 500 normal в качестве жидкости насоса.
2) Измерено в соответствии с DIN 28 427 с использованием LVO 500 normal в качестве жидкости для насоса. При использовании насосной жидкости LVO 520 и прокладок из FPM (фторэластомера) насосы DIP с перегородками с водяным охлаждением достигают давления ниже 1·10 -7 мбар после соответствующих процедур прогрева.
3) Объем охлаждающей воды приведен к ΔT = 10 K. Температура нагнетания не должна превышать 50 °C.
4) Одно- и двухступенчатые пластинчато-роторные насосы (TRIVAC; SV) из нашей линейки форвакуумных насосов в сочетании с насосами Рутса (RUVAC) в насосных системах.