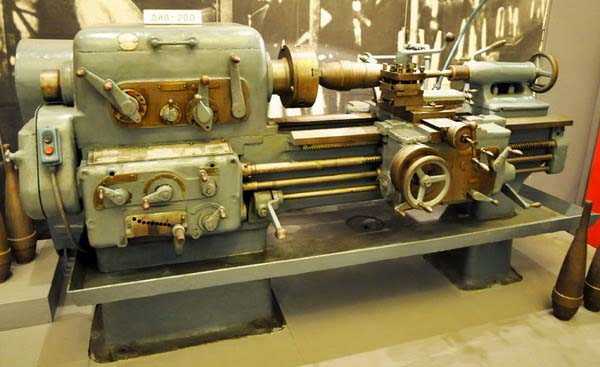
Токарный станок ДИП 500: технические характеристики, схемы, части
Обработка тел вращения была и есть одной из важнейших операций при обработке металлов. В ассортименте токарных станков, предназначенных для этого вида работ, особое место занимает токарный станок универсального назначения ДИП 500.
Разработанный в период индустриализации в 30-х годах прошлого века, он пережил не одно поколение работников, но остался актуальным и по сей день. Основные характеристики изделия настолько хороши, что полностью оправдывают название оборудования «Догнать и перегнать» (ДИП).

Технические характеристики токарного станка ДИП 500
Предназначено оборудование для выпуска габаритных деталей высокой точности. Широко использовались станки ДИП 500 в машиностроительном, военном производстве, авиастроении, выпуске продукции для организаций топливно-экономического, газонефтяного направления. Требования к деталям крайне высокие по всем показателям. Обеспечивают их выполнение следующие технические характеристики оборудования:
- Расстояние от станины до оси вращения — 500 мм;
- Максимальный диаметр обрабатываемой детали над суппортом — 650 мм;
- Длина заготовки до 5 м;
- Диаметр отверстия шпинделя — 128 мм;
- Расстояние между центрами — 3 000-10 000 мм;
- Количество скоростей — 24;
- Диапазон частот вращения шпинделя — 5-500 об/мин;
- Мощность основного двигателя — 22 кВт, дополнительного двигателя 1, 5 кВт;
- Система смазки;
- Приборы освещения;
- Приспособление для подачи охлаждающей жидкости;
- Подключение подачи для изготовления метрической, дюймовой, модульной резьбы;
- Ускоренное передвижение в продольном направлении 3 м в минуту, в поперечном направлении — 1 м в минуту.

Комплектация
Оригинальная комплектация отличается высоким качеством изготовления каждого элемента конструкции. Движущиеся детали, валы, шестерни проходили строгий контроль качества на всех этапах производства. Размеры в соответствии с требованиями по классности, марки сплава. Высококачественная термическая обработка, шлифование, хонингование. Комплекс мер при организации производства позволил получить по-настоящему отличный инструмент для резки металла, дерева, пластика. Жесткая конструкция, точная сборка оборудования даже при изготовлении габаритных изделий позволяет добиваться желаемых результатов.
К работе допускается специалист, получивший официальное разрешение, квалификацию для работы на ДИП 500. Операции по обработке габаритных деталей имеют свои особенности. От умения правильно сделать заточку режущих инструментов, до выбора режимов и скоростей резанья. Серьезные отличия в процессе работы имеются и при обработки различных металлов. Крупногабаритные детали дороги, рисковать порчей металла недопустимо. Ошибки главным образом происходят по человеческим факторам. Запас точности станка ДИП 500 позволяет получать высококлассные изделия для любых целей.
Принцип работы
Для нарезания резьбы конструктивно предусмотрено переключение на специальный вал подачи. Управление им находится слева от работника на корпусе. Лимб переключения позволяет выбрать шаг резьбы в метрической, дюймовой системе. Форма определяется конфигурацией резца. Поперечной подачей регулируется диаметр, глубина обработки. Современные станки отечественного и зарубежного производства используют этот же принцип. Он считается наиболее надежным и производительным. Сокращает время операций ускоренная подача. По производительности ДИП 500 мало уступает современным аналогам, за исключением оборудования с ЧПУ.
За время выпуска станка ДИП 500 происходили некоторые модификации. Отдельные партии оборудования могут иметь отличную от стандарта длину станины, набор дополнительных приспособлений. Изменение коснулись и некоторых деталей механики. При эксплуатации это нужно учитывать. В случае ремонта допускается замена только на оригинальный аналог. Не рекомендуется приобретать запчасти сомнительного производства, либо выполненные условиях, не предназначенных для изготовления элементов механической части станка. Это снизит качество работы и может стать источником опасности для токаря. Самым критическим вариантом считается выход из строя станины. Достойно заменить ее или отремонтировать не получится.
Немалое внимание уделено и безопасности работника. Защитные кожуха над движущимися деталями, щиты ограждения. Система аварийной остановки в случае поломки, заклинивания.
При соблюдении правил техники безопасности токарь не подвергается рискам повреждения здоровья и жизни.

Конструктивные особенности станка
Станок имеет традиционную для оборудования этого класса конфигурацию, позволяющую выполнять все необходимые операции по обработке заготовок. Если возникла необходимость покупки данного типа оборудования, то при предпродажном осмотре лучше взять с собой специалиста, который определит аутентичность деталей, либо подтвердит обоснованность замены на другие, без потери качества.
Составные части токарного станка
Несущие детали оборудования выполнены из чугуна. Характеристики сплава оптимально подходят для долгосрочной работы. Специальные методы обработки при производстве позволили получить конструкцию, устойчивую к ударным и вибрационным нагрузкам. Станок имеет стабильную геометрию, обладает необходимой прочностью. Изделие состоит из следующих элементов:
- Станина. Цельнолитая конструкция с высокоточной обработкой функциональных узлов, поверхностей скольжения, базовых геометрических точек;
- Передняя бабка. Элемент для фиксации детали, придания ей вращения, регулировки технических параметров обработки;
- Задняя бабка. Выполняет функцию поддержки длинномерных деталей в процессе обработки, точной фиксации их в пространстве. На задней бабке крепится режущий инструмент для выполнения отверстий, выполнения других операций;
- Силовая установка. Двигатели позволяют осуществлять полный контроль скорости резания, подачи, шага резьбы;
- Электротехническая схема. Станок оборудован системой регулировки, защиты от перегрузок, освещения, смазки.
В комплекте к оборудованию поставляется два люнета, подвижны и неподвижный для качественной обработки длинных деталей, предотвращения вибраций, получения точной геометрии изделий. Задняя бабка перемещается по станине с помощью редуктора и вращающейся рукоятки. Отдельный встроенный, регулируемый вал позволяет фиксировать центра, режущий инструмент. Мощный корпус, удачная архитектура станка, высокие требования при производстве деталей для него позволили изделию эксплуатировать его не одно десятилетие.

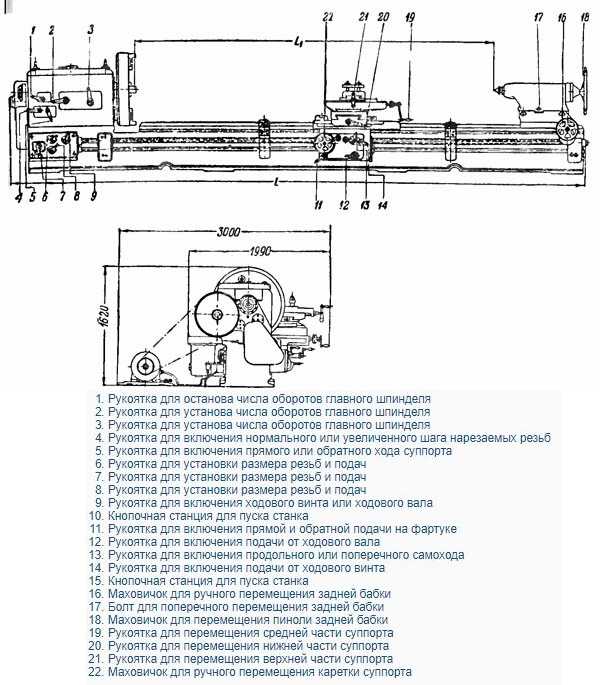
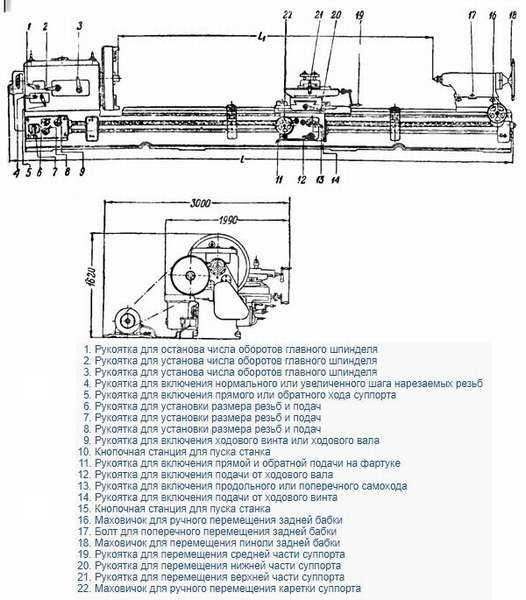
Расположение и назначение органов управления
Конструкция станка позволяет работнику быстро настраивать оборудование под решение предстоящей задачи. Основные органы управления находятся слева от токаря на корпусе станка. К ним относят:
- Кнопка включения/выключения станка;
- Лимб переключения скорости вращения рабочего шпинделя;
- Рукоятка переключения на резьбовой вал подачи;
- Лимбы установки шага для дюймовой, метрической, модульной резьбы;
- Рукоятки установки скорости продольной, поперечной подачи.
На суппорте установлен переключатель режима подачи. Он имеет два положения. В первом включается муфта принудительной подачи, во втором управление осуществляется в ручном режиме. Конструкция суппорта имеет дополнительные салазки для четырехпозиционного резцедержателя с независимой регулировкой поперечного движения для изготовления конусов, деталей сложной формы. Штатный патрон 4-х кулачковый, диаметром 100 мм.
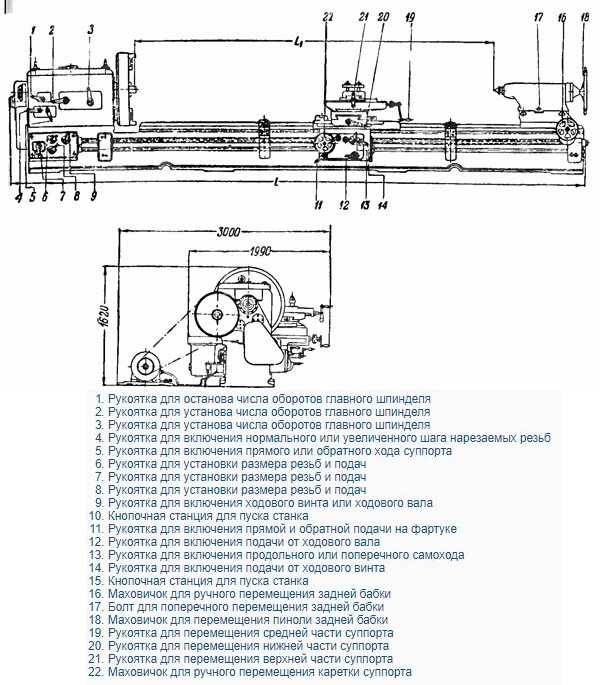
Габаритные размеры рабочего пространства
В отличие от предыдущих моделей, ДИП 500 позволяет обрабатывать большие детали. Цифра в аббревиатуре означает расстояние от центра до станины. Выемка на корпусе дает возможность фиксировать заготовку диаметром даже немного больше 1 000 мм. Но над суппортом обрабатываемая деталь не может быть более 650 мм. Продольное движение зависит от модели станка. В базовом исполнении суппорт может перемещаться на расстояние 2710 мм.
Однако модификации позволяют обрабатывать и более длинные детали. Продольное перемещение суппорта — 600 мм. Шкала одного деления лимба для продольного передвижения — 0, 1 мм, для поперечного — 0, 05 мм. Таким образом, рабочее пространство станка ДИП 500 позволяет изготавливать детали диаметром 650 мм и длиной более 2, 5 м. Такие изделия необходимо дополнительно поддерживать люнетом. При торцевой обработке, без перемещения суппорта под деталь, заготовка может быть 1000 мм в диаметре.

Рекомендации по эксплуатации
Для реализации всех возможностей станка необходимо правильно его смонтировать, подключить, настроить. Место для оборудования готовят с учетом его долгосрочного использования. Площадку под станок:
- Выравнивают.
- Трамбуют.
- Делают песчано-щебневую подушку.
- Армируют металлом поверхность.
- Делают бетонную стяжку по горизонтальным маякам.
Масса станка может быть более 10 тонн в зависимости от комплектации. Вместе с заготовкой вес может приближаться к 20 тонам. При работе возникают значительные вибрационные нагрузки на поверхность, поэтому пренебрегать правилами установки нельзя. Особое внимание уделяют правильному положению станины. Располагается она строго горизонтально с отклонением 2-5 мм по всей длине станка.

ДИП 500 по праву входит в число лучших токарно-винтовых станков. Он актуален сегодня, надежен, точен и долговечен. Успешно используется как крупными промышленными предприятиями, так и частными предпринимателями. При относительно невысокой стоимости оборудования производитель получает достойные экономические показатели.
При выборе необходимо убедиться в качестве станка. Если базовые механизмы в сохранности, корпус не поврежден, то станок может прослужить долгие годы.
Питание осуществляется трехфазным током 380 Вольт. Подающие кабели должны быть надежно защищены бронированной оболочкой. Отдельно делается заземление по рекомендованным требованиям. Подключение и наладку осуществляет специалист, имеющий допуск к этому виду работ. При качественной установке станок может годами не требовать ремонтного вмешательства. При условии, что регламентные работу будут выполняться своевременно, в полном объеме. Замену масла с системе смазки допускается делать самостоятельно, если токарь прошел обучение и подтвердил этот навык. Регулярная очистка станка от стружки, грязи, заправка охлаждающей жидкостью лежит на работнике, за которым закреплен станок.

Назначение и область применения модели
Станок предназначен для обработки твердых веществ: металла, пластиков, дерева, композитов. Представляет собой эволюционный продукт линейки ДИП. По мере развития производственных мощностей, СССР нуждался в оборудовании для обработки крупногабаритных деталей. Предыдущая версия станка ДИП 400 уже не отвечала новым требованиям и возникла необходимость в выпуске нужной техники для нужд страны. Одним из принципов при создании стала задача разработать универсальное изделие для выполнения всех необходимых операций. На ДИП 500 можно:
- Выполнять продольные режущие операции по наружной и внутренней поверхности тела вращения;
- Осуществлять обработку в поперечном направлении;
- Изготавливать деталь конусообразной формы;
- Выполнять операции по впуск изделий сложной конфигурации;
- Сверлить отверстия, делать их точную развертку;
- Делать резьбы метрические, дюймовый, модульные.
При использовании дополнительного оборудования, приспособлений, выполняется еще ряб специальных операций целевого назначения. Потенциал, заложенный разработчиками, позволил реализовывать его на протяжении десятилетий, успешно конкурируя с отечественными и зарубежными аналогами. Высокая надежность, прочность, точность необходима как для выпуска серийной продукции, таки для изготовления уникальных, штучных деталей.
На станке можно использовать широкий набор инструментов обработки: резцы из быстрорежущей стали, с напайками твердосплавных пластин, сверла, зенковки, развертки, резьбонарезные приспособления.
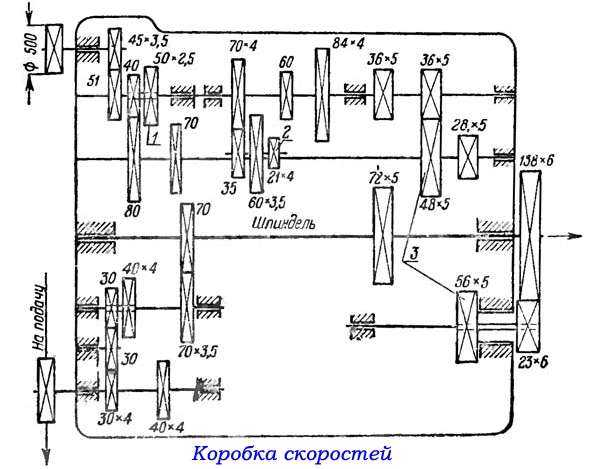
Кинематическая схема
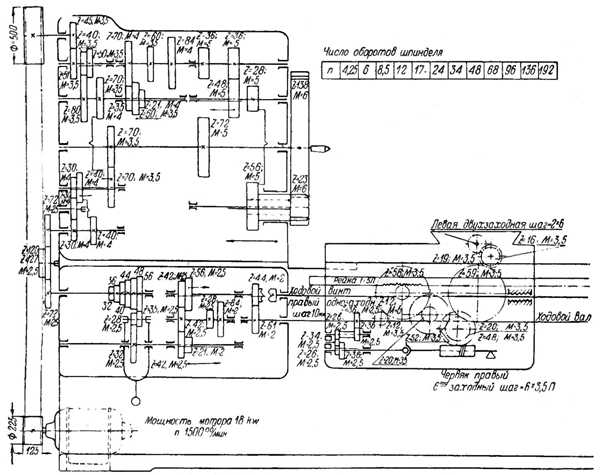
Схема в полном размере
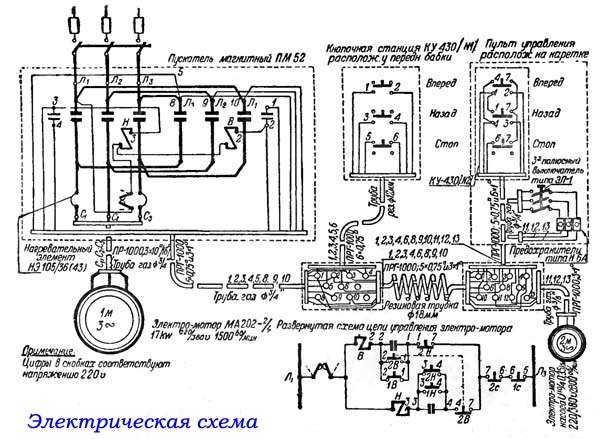
Электрическая схема
Заключение
Первые образцы оборудования были выпущены на «Рязанском станкостроительном заводе». Затем продукция выпускалась и на других предприятиях СССР. В настоящее время в Рязани производится аналог ДИП 500 под торговым названием 1Р65Н. Во многом изделия идентичны. Однако количество выпущенных станков, а главное качество позволили дожить им до наших дней и успешно конкурировать с новыми образцами техники.
vseochpu.ru
Токарно-винторезный станок ДИП-500: паспорт, характеристики , видео
Токарно-винторезный станок ДИП-500 стал выпускаться вместо токарного станка 165-ой линейки. С его помощью стало возможно обрабатывать крупногабаритные заготовки в условиях мелкосерийного и единичного производствах. Благодаря своей высокой надежности и качеству изготовления станок поставлялся на экспорт.
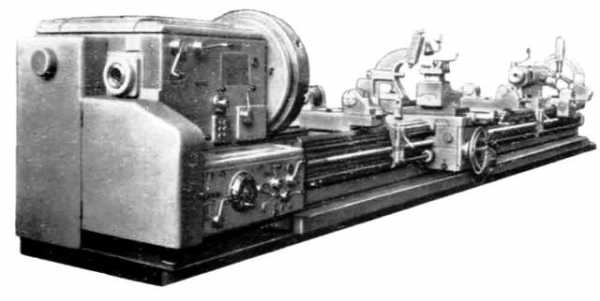 Токарно-винторезный станок ДИП-500
Токарно-винторезный станок ДИП-500На сегодняшний день эти модели не выпускаются, но можно подобрать их современные аналоги.
История создания модели
Первым в СССР началу выпуска универсальных токарно-винторезных станков положил завод в Москве «Красный пролетарий» в тридцатых годах двадцатого века. В своих маркировках станков завод имел лозунг станкостроения СССР — ДИП. Расшифровывается эта аббревиатура так – «догнать и перегнать». В дальнейшем ДИП-500 стало выпускать предприятие Рязанского станкостроительного завода в пятидесятых годах двадцатого века, и он получил маркировку 1М65.
Обозначение модели
В маркировке токарно-винторезного станка ДИП-500: ДИП означает уже вышеуказанный лозунг, а 500 — это значение высота центров над станиной — 500 миллиметров.
Скачать паспорт токарного станка 1М65 (ДИП-500)
В маркировке ЭНИМС (Экспериментальный научно-исследовательский институт металлорежущих станков), модель 1М65 расшифровывается:
1 — это обозначение номера группы токарных станков;
М — это обозначение о проведенной модернизации базовой модели;
6 — это обозначение типа станков;
5 — это обозначение основной характеристики модели станка — значение высоты центров над станиной — 500 миллиметров.
Назначение модели
Токарно-винторезный станок ДИП-500 используется для механической обработки металлических и полимерных заготовок (из чугуна, стали, фторопласта и т.п.) типа тел вращения. При помощи этого токарного станка выполняют все виды токарных работ: начиная с подрезки торцов и заканчивая нарезкой различной резьбы.
Описание
Станок ДИП-500 — это оборудование токарной группы, являющийся универсальным, его возможно использовать в различных сферах промышленности для токарных операций для изготовления продукции. С его помощью существует возможность выполнять вышеизложенные работы с нормальной точностью (Н) и высокой производительностью. За все время эксплуатации станок зарекомендовал себя высокой надежностью благодаря качеству изготовления и простотой в обслуживании, а также не требовал к себе высокого внимания, особых условий при эксплуатации.
Главным движением — движением резания в этом станке является вращение заготовки, которая обрабатывается в патроне или центрах. Вспомогательное движение — движение подачи, при помощи которого осуществляется передвижение режущего инструмента.
Режущим инструментом для данного типа оборудования являются токарные резцы различных типов с пластинами из твердых сплавов и быстрорежущих материалов, а также сверла, развертки, зенковки, зенкера и разный резьбонарезной инструмент и приспособления.
В паспорте данного станка имеется практическая информация по техническим характеристикам и обслуживанию, благодаря которой он имел некоторые преимущества при работе, а именно существует возможность:
- выполнять режущие операции на высоких скоростях;
- точить длинные и короткие конуса благодаря механическому перемещению суппорта;
- достигать показателя шероховатости поверхности Ra = 1,6;
- изменять обороты шпиндельного вала переключением рукояток коробки скоростей;
- регулировать величину подачи с широком диапазоне;
- выполнять нарезку стандартных резьб;
- с помощью маховичков можно выдвинуть пиноль и передвинуть заднюю бабку;
- применяя метод смены зубчатых колес настраивать величины шагов нарезаемых резьб и перемещения суппорта;
- отдельным электродвигателем суппорта перемещать его в поперечном и продольном направлениях в ускоренном режиме.
Технические характеристики
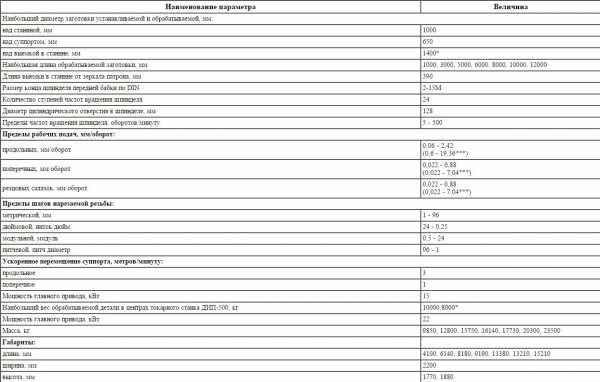
Основные технические характеристики
Конструкция ДИП-500
Основными конструктивными элементами станков токарной группы являются: станина, передняя и задняя бабки.
Как и у всех станков токарной группы, так и у ДИП-500 главным конструктивным элементом является станина, к ней присоединяются передняя и задняя бабка, суппорт, а уже к ним все остальные конструктивные элементы.
Станина изготавливается цельнолитая из чугуна, вверху у нее расположены салазки для продольного передвижения суппорта, а в середине расположены под наклоном от рабочего места лючки для ухода стружки и смазывающая охлаждающей жидкости.
Передняя бабка расположена слева, устанавливается она с помощью штифтов и закрепляется болтами. В ней находятся: шпиндельный вал, коробка переключения скоростей, коробка переключения подач, система смазки с масляным насосом и электрощит управления. Внизу располагаются: циркуляционный электронасос с емкостью для смазывающей охлаждающей жидкости и механизм главного привода с электродвигателем.
Задняя бабка расположена справа, она передвигается по направляющим на станине при помощи редуктора, который приводится в движение вращением его маховичка. В пиноль встроили вращающийся вал, которая перемещается так же методом вращения маховичка.
Современные аналоги
Современными аналогами ДИП-500 являются такие модели станков как Stalex C6140W, Proma SPF-1000PH/1500PH/2000PH, MetalMaster MLM 460X1500, Jet GH-1840 ZX DRO и ряд других станков. Подробнее об этом оборудовании вы можете прочитать в статье об аналогах советских токарных станков.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
stankiexpert.ru
Токарный станок ДИП-500: технические характеристики и обзор
Пришедший на смену 164 серии токарный станок ДИП-500 выпускался станкостроительным заводом в Рязани. Популярный в те времена лозунг «Догнать и перегнать» стал буквенным показателем новой модели, а «500» обозначал высоту центров. Агрегат был распространен на территории Советского союза и активно экспортировался в другие страны.
Устройство ценилось мастерами за свою надежность, качество и неприхотливость в работе. Предназначается установка для работы с болванками геометрических форм и больших и средних габаритов в условиях серийного и индивидуального производства. На установке возможно осуществление таких работ: сверление и растачивание отверстий, точение конусов и прочих поверхностей (наружное и внутреннее), нарезка резьб.
Токарный станок ДИП-500: технические характеристики
Устройство выделяется своей уникальностью, что делает его востребованным на производственных предприятиях и в настоящее время. Предусматривающий обработку больших болванок, станок позволяет устанавливать над основой болванки до 1000 мм в диаметре, а над суппортом – до 600 мм. При этом масса болванки не должна превышать 5000 кг.
В конструкции токарных установок важная роль отводится суппорту, который в рассматриваемой модели обладает рядом отличительных черт: треугольные направляющие, предотвращающие провисание подвески, регулируемые и точно настраиваемые опоры качения главного вала. Согласно паспорту, суппорт имеет такие основные параметры:
- Продольное смещение в наибольшем значении – 2710 мм.
- Поперечное смещение в наибольшем значении – 600 мм.
- Один оборот лимба при осевом смещении – 0,1 мм.
- Один оборот лимба при перпендикулярном смещении – 0,05 мм.
- Число перпендикулярных подач – 0,07-1,04 мм/об.
- Число осевых подач – 0,2-3,05 мм/об.
- Смещение резцовых салазок в наибольшем значении – 2450 мм.
В рабочей основе агрегата находится выемка, которая защищается съемным мостком. Она предназначается для увеличения диаметра обработки болванки. Главный рабочий вал устройства выделяется большими габаритами и позволяет устанавливать прутки до 8 см в диаметре.
Передний узел аппарата обладает значениями для наибольшего усилия резки, которое устанавливает максимальное количество удаляемого материала за одно движение режущего инструмента. Согласно паспорту, главный рабочий вал обладает основными параметрами:
- количество ступеней при прямом движении – 24;
- скорость вращения – 5-500 об/мин;
- усилие при осевой резке – 1200 кН;
- усилие при перпендикулярной резке – 780 кН.
Функционирование винторезного агрегата обеспечивают 4 электрических двигателя. Главный привод работает от электродвигателя мощностью 22 кВт. Быстрое перемещение резцедержателя обеспечивается двигателем мощностью 1,5 кВт. Система охлаждения и система смазки работают за счет двух насосов.
Особенности конструкции
На станине установлены треугольные направляющие, одна из которых является базой для заднего узла, а остальные две – для каретки. Главный электродвигатель вмонтирован под главной сборочной единицей с левой стороны в специальной нише. В нише с правой стороны установлен насос охлаждения и емкость для охлаждающей жидкости.

В самой рабочей основе установлена емкость для отработанной охлаждающей жидкости и наклонные люки, по которым удаляется лишняя стружка, образовавшаяся во время работы устройства.
Передний узел установлен с левой стороны станины. Он надежно закреплен болтами и штифтами. В корпусе переднего узла расположены:
- Механизмы резки.
- Электромагнитный механизм, обеспечивающий торможение муфты.
- Механизм выбора направления перемещения каретки.
- Смазочный механизм.
- Шпиндельный блок.
- Механизм передвижения вилки.
- Механизм установки скорости шпиндельного узла.
Главный рабочий вал располагается на трех опорах качения, из которых две опоры регулируются, а одна – нет. Механизм резцедержателя имеет крестообразную форму, а его перемещение осуществляется при помощи крестообразного переключателя, рукояти каретки и махового механизма, вращающегося в двух направлениях – осевом и поперечном.
Движение заднего узла обеспечивает редуктор, который управляет валиком и его перемещениями по направляющим главной сборочной единицы.
В фартуке установки расположены четыре электромагнитные муфты, благодаря которым механизмы резцедержателя перемещаются при помощи одной рукояти. Фартук по своему типу относится к закрытым, а его передняя крышка снимается. Внутри фартука находится обгонная муфта, позволяющая производить запуск двигателя при включенном режиме ускоренного хода.
В конструкции устройства имеются и такие узлы:
- закрепленный болтом на направляющих рабочей основы неподвижный люнет;
- установленный на каретке подвижный люнет, который поддерживает болванку около резцов;
- четырехкулачковый патрон.
Советы по эксплуатации
В паспорте и инструкции к установке подробно описаны технические требования и правила эксплуатации, с которыми необходимо внимательно ознакомиться перед началом работы с устройством.
Перед установкой станка необходимо подготовить надежную и жесткую основу, хоть устройство и обладает большим весом и высоким показателем устойчивости. Поскольку общий вес агрегата, без учета обрабатываемых деталей, превышает 10000 кг, то для него требуется установка отдельного фундамента. В инструкции можно найти параметры, размеры и фото такого фундамента.
Кроме того, при подключении устройства необходимо:
- Рассчитать электросеть. Электрическое оборудование работает от трехфазной сети 380 В, и, производя расчет, нужно учитывать сумму мощности всех четырех электродвигателей.
- Соблюдать меры безопасности. Перед началом работы с болванкой нужно проверить надежность ее закрепления и опустить защитные щитки установки.
- Устанавливать болванку больших габаритов и массы нужно при помощи специального подъемника.
Помимо данных рекомендаций существуют и конкретные правила установки оборудования, которые определяются индивидуально, исходя из особенностей производства.
Видео: станок ДИП-500.
metmastanki.ru
Дип 500 токарный станок технические характеристики
Серия токарно-винторезных станков ДИП производилась на Рязанском станкостроительном заводе начиная с 1956 года. Данная линейка состоит и множества модификаций оборудования ДИП-200, 300 и 500, о которых мы поговорив в данной статье.
В материале будут рассмотрены конструктивные особенности и технические характеристики оборудования, его функциональные возможности, преимущества и недостатки, а также представлены соответствующие схемы и чертежи.
1 Станки ДИП — назначение и сфера применения
Токарный станок ДИП является одним из наиболее распространенных моделей токарно-винторезного оборудования на территории бывшего СССР. Данный агрегат имеет достаточно крупные габариты и вес, он спроектирован для работы с металлическими деталями средних и больших размеров в условиях индивидуальной эксплуатации и мелкосерийного производства.
Станок ДИП 300, являющийся самой востребованной моделью серии, а также его аналоги, способны выполнять следующие технические операции:
- точение (наружное и внутреннее), в том числе обработка конусов;
- сверление;
- растачивание;
- нарезание резьбы (метрического, дюймового и модульного типа).
За счет удачной конструкции станины и шпинделя, а также отличных как для своего класса технических характеристик, токарный станок ДИП позволяет эффективно обрабатывать детали как из черного, так и из цветного металла. Станки комплектуются резцами из быстрорежущей либо твердосплавной стали.

Плашка производителя на корпусе станка
Простая и надежная конфигурация суппорта является одним из главных достоинств данной серии. Во всех агрегатах предусмотрена возможность механического перемещения верхней части суппорта, которое позволяет обрабатывать и точить конуса большой длины. Сам суппорт может перемещаться в двух направлениях — продольном и поперечном, его автоматическая подача обеспечивается подключением к отдельному электродвигателю.
к меню ↑
1.1 Станок ДИП-200 в процессе работы (видео)
к меню ↑
2 Модельный ряд станков серии ДИП
Линейка токарного металлообрабатывающего оборудования ДИП состоит из 4-ех моделей станков:
Рассмотрим каждую из представленных разновидностей подробнее.
к меню ↑
2.1 ДИП-200
Из всех модификаций токарных агрегатов станок ДИП 200 отличается наиболее компактными размерами. Данное устройство обладает оптимальным сочетанием жесткой станины и мощности двигателя, что обеспечивает минимальный уровень вибрации при работе и, как следствие, возможность высокоточной получистовой и чистовой обработки заготовок из металла, чугуна либо цветных сплавов.
Технические характеристики ДИП 200:
- высота центров — 20 см, расстояние между центрами — 75, 100 и 150 см;
- частота вращения шпинделя — 16-20 об/мин;
- количество скоростей — 18 шт;
- ход продольной подачи суппорта — от 0.12 до 2.15 мм/об, поперечной — от 0.03 до 0.55 об/мин;
- мощность двигателя — 3700 Вт.
В плане эксплуатационных характеристик — частоты оборотов, диапазону подач и мощности привода ДИП 200 существенно проигрывал большинству токарных станков того времени, что обуславливает достаточно быстрый выход данной модели из обихода. Среди критических недостатков также можно выделить отсутствие системы подачи охлаждающей жидкости и механизма ускоренного перемещения суппорта.
к меню ↑
2.2 ДИП-300
В отличие от 200-ой модели, станок ДИП 300 можно встретить на заводах либо в металлообрабатывающих цехах и по сей день. Причиной тому является надежность и выносливость конструкции, а также неплохие технические характеристики, позволяющие выполнять высокоскоростное растачивание, сверление, нарезку резьбы и точение.
Станок ДИП 300 относится к группе крупногабаритного токарного оборудования, его вес составляет 4.3 тонны, а размеры рабочих поверхностей позволяют обрабатывать заготовки диаметром до 900 мм и массой в 2 т. В данной модели присутствует второй электродвигатель, отвечающий за продольно-поперечное перемещение суппорта. Мощность основного привода составляет 13000 Вт, частота оборотов 18-1800 в минуту.

Характерными особенностями станка ДИП 300 являются:
- увеличенная скорость вращения шпинделя на реверсном ходу (в 1.3 раза, по отношению к обычной), что обеспечивает возможность ускоренной нарезки резьбы;
- наличие 2-ух призменных направляющих на станине, повышающих пространственную жесткость конструкции;
- комплектация коробки передач электромагнитными муфтами, позволяющими изменять частоту оборотов шпинделя без выключения привода;
- повышенная безопасность работы благодаря наличию ограждения патрона и системе электрической блокировки шпинделя.
Суппорт данного станка выполнен в крестообразной конфигурации. Его перемещение в продольной продольной плоскости происходит по направляющим станины, в поперечной — по направляющим каретки. Шпиндель ДИП 300 является пустотелым, частота его оборотов регулируются вручную с помощью рукояти, установленной на зубчатом вале коробки передач.
к меню ↑
2.3 ДИП-500
Станок ДИП-500 является промышленным токарным оборудованием, ориентированным на эксплуатацию в условиях мелко и среднесерийного производства. Установка имеет следующие функциональные возможности:
- растачивание;
- точение;
- нарезка резьбы;
- сверление;
- обработка конусов.

ДИП-500 в работе
В отличие от 200 и 300-ых моделей, станок ДИП 500 оснащается закрытой коробкой передач. Также значительно возросла максимальная масса обрабатываемых деталей -до 5 тонн, и их размеры: диаметр до 100 см, длина до 8 метров.
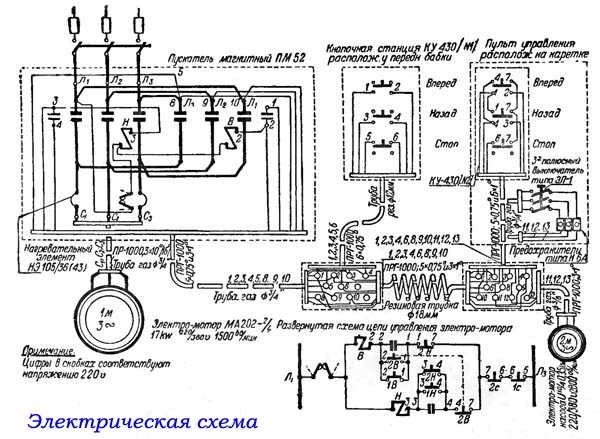
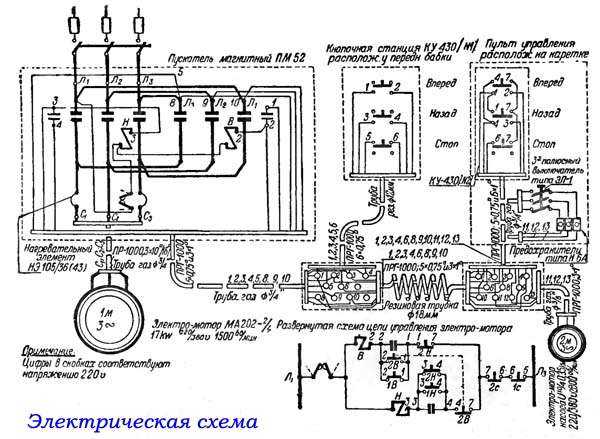
Данный агрегат комплектуется двумя двигателями — вспомогательным, мощностью 1.5 кВт, обеспечивающим автоматическое перемещение суппорта, и основным на 4 кВт. Также устройство оснащено двумя насосами: ПА-22 — для подачи охлаждающей жидкости, и С12-54 — для смазочных материалов. Электросхема станка представлена на изображении.

ДИП-500 в работе
За перемещение задней бабки по направляющей станине отвечает редуктор. Шпиндель станка установлен на трех опорах качения (две регулируемые, одна фиксированная), он передвигается посредством ручного вращения маховика.
к меню ↑
2.4 1М61 (токарно-винторезный)
Одной из модификаций оборудования серии ДИП стал многофункциональный станок 1М61.По классу точности обработки он относится к группе «Н» согласно положениям ГОСТ №8-82. Данный агрегат имеет следующие технические характеристики:
- максимальный диаметр обрабатываемой заготовки — 320 мм, длина — 1000 мм;
- длина обтачивания — до 640 мм;
- высота центров — 170 мм;
- частота вращения шпинделя — от 12 до 1600 об/мин;
- ход пиноли задней бабки — 100 мм.

Токарно-винторезный станок 1М61 оснащен двумя электродвигателями: основным на 4000 Вт и приводом насоса охлаждения на 120 Вт.
Читайте также: технические характеристики, эксплуатация, наладка и ремонт токарно-винторезных станков 16К20.
Данный агрегат, помимо множества эксплуатационных преимуществ, также имеет ряд недостатков, связанных с низким запасом прочности кинематических цепей и плоскоременной передачи. Также нередко возникают проблемы с фрикционной муфтой. Однако 1М61 не связан с серьезными финансовыми затратами — комплектующих на советское оборудование на вторичном рынке много, и стоят они не дорого.
к меню ↑
2.5 Отзывы
Предлагаем вашему вниманию отзывы о токарных станках серии ДИП от людей, обладающих опытом эксплуатации данной техники.
С. К. Малышев, 56 лет:
На ДИП-500 проработал свыше 30 лет на заводе, знаю станок как свои пять пальцев. Могу сказать, что быть может он и уступает современным аналогам в плане продуктивности и удобства работы, по надежности данному оборудованию нет равных. Раньше умели делать на века, не то что современная китайщина.
О. В. Бурешин, 39 лет:
Являюсь владельцем небольшого металлообрабатывающего цеха, в котором эксплуатируется два станка 1М61. Это отличные рабочие лошадки, функциональности которых хватает для выполнения большинства технологичных операций. Настройка, техобслуживание и ремонт агрегатов элементарны, так как их конструкция предельно простая. Менять их на современные аналоги не планирую.
Обработка тел вращения была и есть одной из важнейших операций при обработке металлов. В ассортименте токарных станков, предназначенных для этого вида работ, особое место занимает токарный станок универсального назначения ДИП 500.
Разработанный в период индустриализации в 30-х годах прошлого века, он пережил не одно поколение работников, но остался актуальным и по сей день. Основные характеристики изделия настолько хороши, что полностью оправдывают название оборудования «Догнать и перегнать» (ДИП).

Технические характеристики токарного станка ДИП 500
Предназначено оборудование для выпуска габаритных деталей высокой точности. Широко использовались станки ДИП 500 в машиностроительном, военном производстве, авиастроении, выпуске продукции для организаций топливно-экономического, газонефтяного направления. Требования к деталям крайне высокие по всем показателям. Обеспечивают их выполнение следующие технические характеристики оборудования:
- Расстояние от станины до оси вращения — 500 мм,
- Максимальный диаметр обрабатываемой детали над суппортом — 650 мм,
- Длина заготовки до 5 м,
- Диаметр отверстия шпинделя — 128 мм,
- Расстояние между центрами — 3 000-10 000 мм,
- Количество скоростей — 24,
- Диапазон частот вращения шпинделя — 5-500 об/мин,
- Мощность основного двигателя — 22 кВт, дополнительного двигателя 1, 5 кВт,
- Система смазки,
- Приборы освещения,
- Приспособление для подачи охлаждающей жидкости,
- Подключение подачи для изготовления метрической, дюймовой, модульной резьбы,
- Ускоренное передвижение в продольном направлении 3 м в минуту, в поперечном направлении — 1 м в минуту.

Комплектация
Оригинальная комплектация отличается высоким качеством изготовления каждого элемента конструкции. Движущиеся детали, валы, шестерни проходили строгий контроль качества на всех этапах производства. Размеры в соответствии с требованиями по классности, марки сплава. Высококачественная термическая обработка, шлифование, хонингование. Комплекс мер при организации производства позволил получить по-настоящему отличный инструмент для резки металла, дерева, пластика. Жесткая конструкция, точная сборка оборудования даже при изготовлении габаритных изделий позволяет добиваться желаемых результатов.
К работе допускается специалист, получивший официальное разрешение, квалификацию для работы на ДИП 500. Операции по обработке габаритных деталей имеют свои особенности. От умения правильно сделать заточку режущих инструментов, до выбора режимов и скоростей резанья. Серьезные отличия в процессе работы имеются и при обработки различных металлов. Крупногабаритные детали дороги, рисковать порчей металла недопустимо. Ошибки главным образом происходят по человеческим факторам. Запас точности станка ДИП 500 позволяет получать высококлассные изделия для любых целей.

Принцип работы
Для нарезания резьбы конструктивно предусмотрено переключение на специальный вал подачи. Управление им находится слева от работника на корпусе. Лимб переключения позволяет выбрать шаг резьбы в метрической, дюймовой системе. Форма определяется конфигурацией резца. Поперечной подачей регулируется диаметр, глубина обработки. Современные станки отечественного и зарубежного производства используют этот же принцип. Он считается наиболее надежным и производительным. Сокращает время операций ускоренная подача. По производительности ДИП 500 мало уступает современным аналогам, за исключением оборудования с ЧПУ.
За время выпуска станка ДИП 500 происходили некоторые модификации. Отдельные партии оборудования могут иметь отличную от стандарта длину станины, набор дополнительных приспособлений. Изменение коснулись и некоторых деталей механики. При эксплуатации это нужно учитывать. В случае ремонта допускается замена только на оригинальный аналог. Не рекомендуется приобретать запчасти сомнительного производства, либо выполненные условиях, не предназначенных для изготовления элементов механической части станка. Это снизит качество работы и может стать источником опасности для токаря. Самым критическим вариантом считается выход из строя станины. Достойно заменить ее или отремонтировать не получится.
Немалое внимание уделено и безопасности работника. Защитные кожуха над движущимися деталями, щиты ограждения. Система аварийной остановки в случае поломки, заклинивания.
При соблюдении правил техники безопасности токарь не подвергается рискам повреждения здоровья и жизни.

Конструктивные особенности станка
Станок имеет традиционную для оборудования этого класса конфигурацию, позволяющую выполнять все необходимые операции по обработке заготовок. Если возникла необходимость покупки данного типа оборудования, то при предпродажном осмотре лучше взять с собой специалиста, который определит аутентичность деталей, либо подтвердит обоснованность замены на другие, без потери качества.
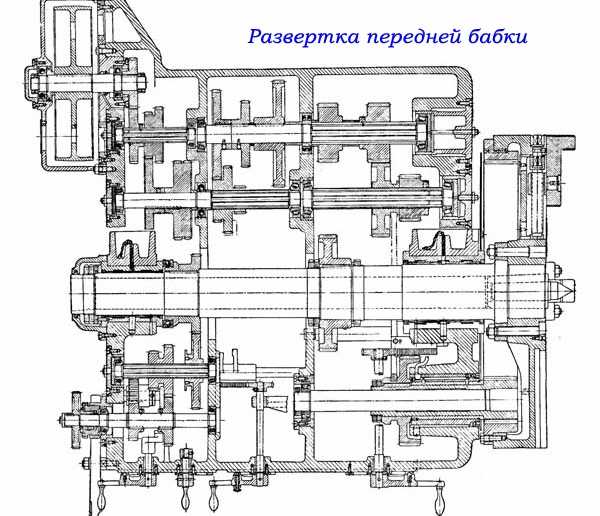
Составные части токарного станка
Несущие детали оборудования выполнены из чугуна. Характеристики сплава оптимально подходят для долгосрочной работы. Специальные методы обработки при производстве позволили получить конструкцию, устойчивую к ударным и вибрационным нагрузкам. Станок имеет стабильную геометрию, обладает необходимой прочностью. Изделие состоит из следующих элементов:
- Станина. Цельнолитая конструкция с высокоточной обработкой функциональных узлов, поверхностей скольжения, базовых геометрических точек,
- Передняя бабка. Элемент для фиксации детали, придания ей вращения, регулировки технических параметров обработки,
- Задняя бабка. Выполняет функцию поддержки длинномерных деталей в процессе обработки, точной фиксации их в пространстве. На задней бабке крепится режущий инструмент для выполнения отверстий, выполнения других операций,
- Силовая установка. Двигатели позволяют осуществлять полный контроль скорости резания, подачи, шага резьбы,
- Электротехническая схема. Станок оборудован системой регулировки, защиты от перегрузок, освещения, смазки.
В комплекте к оборудованию поставляется два люнета, подвижны и неподвижный для качественной обработки длинных деталей, предотвращения вибраций, получения точной геометрии изделий. Задняя бабка перемещается по станине с помощью редуктора и вращающейся рукоятки. Отдельный встроенный, регулируемый вал позволяет фиксировать центра, режущий инструмент. Мощный корпус, удачная архитектура станка, высокие требования при производстве деталей для него позволили изделию эксплуатировать его не одно десятилетие.
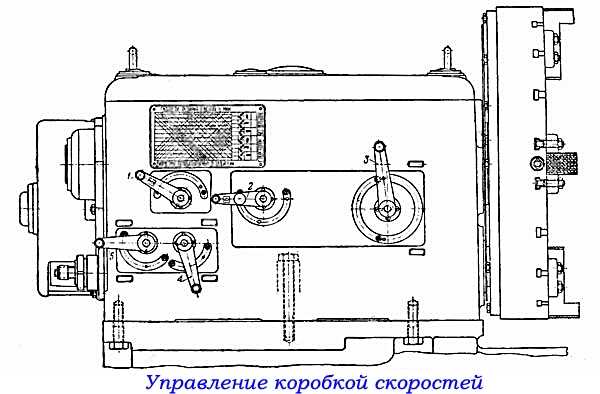
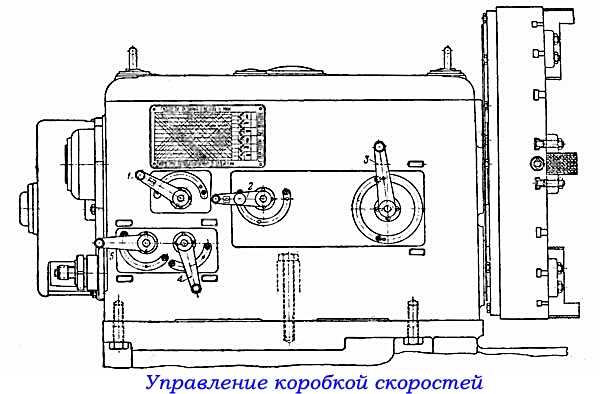
Расположение и назначение органов управления
Конструкция станка позволяет работнику быстро настраивать оборудование под решение предстоящей задачи. Основные органы управления находятся слева от токаря на корпусе станка. К ним относят:
- Кнопка включения/выключения станка,
- Лимб переключения скорости вращения рабочего шпинделя,
- Рукоятка переключения на резьбовой вал подачи,
- Лимбы установки шага для дюймовой, метрической, модульной резьбы,
- Рукоятки установки скорости продольной, поперечной подачи.
На суппорте установлен переключатель режима подачи. Он имеет два положения. В первом включается муфта принудительной подачи, во втором управление осуществляется в ручном режиме. Конструкция суппорта имеет дополнительные салазки для четырехпозиционного резцедержателя с независимой регулировкой поперечного движения для изготовления конусов, деталей сложной формы. Штатный патрон 4-х кулачковый, диаметром 100 мм.
Габаритные размеры рабочего пространства
В отличие от предыдущих моделей, ДИП 500 позволяет обрабатывать большие детали. Цифра в аббревиатуре означает расстояние от центра до станины. Выемка на корпусе дает возможность фиксировать заготовку диаметром даже немного больше 1 000 мм. Но над суппортом обрабатываемая деталь не может быть более 650 мм. Продольное движение зависит от модели станка. В базовом исполнении суппорт может перемещаться на расстояние 2710 мм.
Однако модификации позволяют обрабатывать и более длинные детали. Продольное перемещение суппорта — 600 мм. Шкала одного деления лимба для продольного передвижения — 0, 1 мм, для поперечного — 0, 05 мм. Таким образом, рабочее пространство станка ДИП 500 позволяет изготавливать детали диаметром 650 мм и длиной более 2, 5 м. Такие изделия необходимо дополнительно поддерживать люнетом. При торцевой обработке, без перемещения суппорта под деталь, заготовка может быть 1000 мм в диаметре.

Рекомендации по эксплуатации
Для реализации всех возможностей станка необходимо правильно его смонтировать, подключить, настроить. Место для оборудования готовят с учетом его долгосрочного использования. Площадку под станок:
- Выравнивают.
- Трамбуют.
- Делают песчано-щебневую подушку.
- Армируют металлом поверхность.
- Делают бетонную стяжку по горизонтальным маякам.
Масса станка может быть более 10 тонн в зависимости от комплектации. Вместе с заготовкой вес может приближаться к 20 тонам. При работе возникают значительные вибрационные нагрузки на поверхность, поэтому пренебрегать правилами установки нельзя. Особое внимание уделяют правильному положению станины. Располагается она строго горизонтально с отклонением 2-5 мм по всей длине станка.

ДИП 500 по праву входит в число лучших токарно-винтовых станков. Он актуален сегодня, надежен, точен и долговечен. Успешно используется как крупными промышленными предприятиями, так и частными предпринимателями. При относительно невысокой стоимости оборудования производитель получает достойные экономические показатели.
При выборе необходимо убедиться в качестве станка. Если базовые механизмы в сохранности, корпус не поврежден, то станок может прослужить долгие годы.
Питание осуществляется трехфазным током 380 Вольт. Подающие кабели должны быть надежно защищены бронированной оболочкой. Отдельно делается заземление по рекомендованным требованиям. Подключение и наладку осуществляет специалист, имеющий допуск к этому виду работ. При качественной установке станок может годами не требовать ремонтного вмешательства. При условии, что регламентные работу будут выполняться своевременно, в полном объеме. Замену масла с системе смазки допускается делать самостоятельно, если токарь прошел обучение и подтвердил этот навык. Регулярная очистка станка от стружки, грязи, заправка охлаждающей жидкостью лежит на работнике, за которым закреплен станок.

Назначение и область применения модели
Станок предназначен для обработки твердых веществ: металла, пластиков, дерева, композитов. Представляет собой эволюционный продукт линейки ДИП. По мере развития производственных мощностей, СССР нуждался в оборудовании для обработки крупногабаритных деталей. Предыдущая версия станка ДИП 400 уже не отвечала новым требованиям и возникла необходимость в выпуске нужной техники для нужд страны. Одним из принципов при создании стала задача разработать универсальное изделие для выполнения всех необходимых операций. На ДИП 500 можно:
- Выполнять продольные режущие операции по наружной и внутренней поверхности тела вращения,
- Осуществлять обработку в поперечном направлении,
- Изготавливать деталь конусообразной формы,
- Выполнять операции по впуск изделий сложной конфигурации,
- Сверлить отверстия, делать их точную развертку,
- Делать резьбы метрические, дюймовый, модульные.

При использовании дополнительного оборудования, приспособлений, выполняется еще ряб специальных операций целевого назначения. Потенциал, заложенный разработчиками, позволил реализовывать его на протяжении десятилетий, успешно конкурируя с отечественными и зарубежными аналогами. Высокая надежность, прочность, точность необходима как для выпуска серийной продукции, таки для изготовления уникальных, штучных деталей.
На станке можно использовать широкий набор инструментов обработки: резцы из быстрорежущей стали, с напайками твердосплавных пластин, сверла, зенковки, развертки, резьбонарезные приспособления.
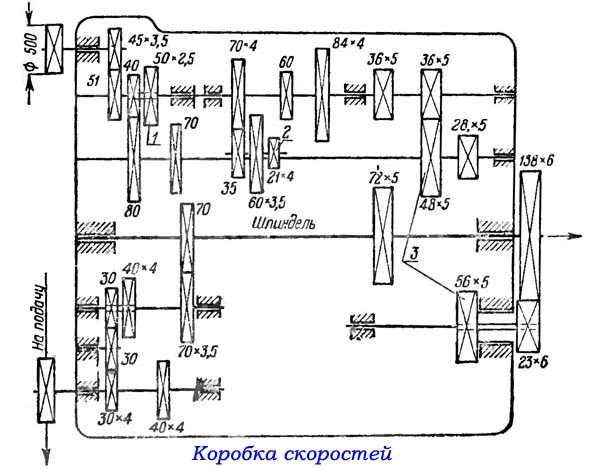
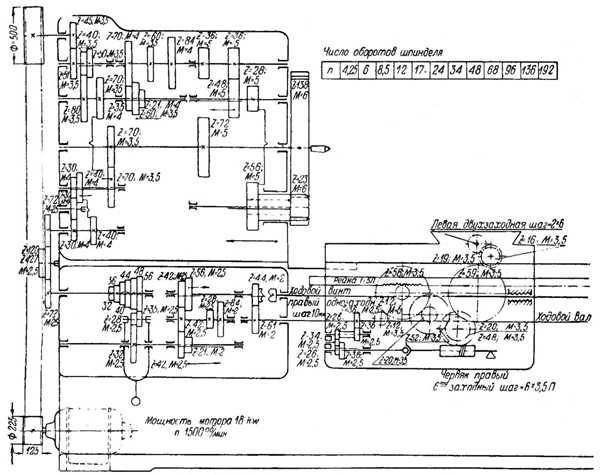
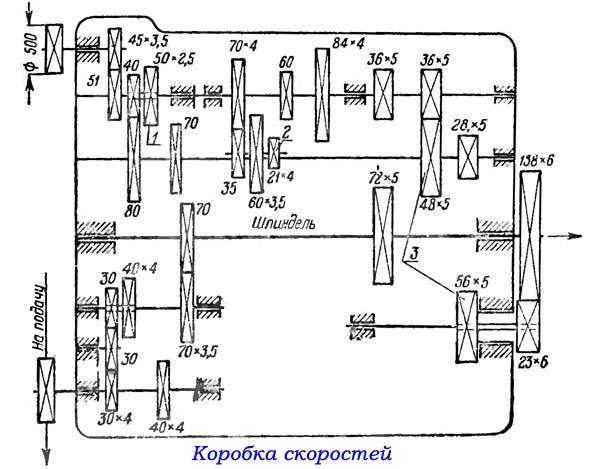
Кинематическая схема

Схема в полном размере
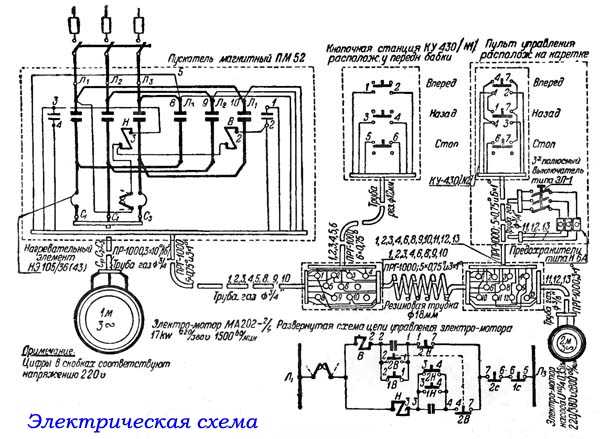
Электрическая схема
Заключение
Первые образцы оборудования были выпущены на «Рязанском станкостроительном заводе». Затем продукция выпускалась и на других предприятиях СССР. В настоящее время в Рязани производится аналог ДИП 500 под торговым названием 1Р65Н. Во многом изделия идентичны. Однако количество выпущенных станков, а главное качество позволили дожить им до наших дней и успешно конкурировать с новыми образцами техники.
Один из самых распространенных токарных станков ДИП 500 продолжает оставаться востребованным в металлообрабатывающей области. Характеристики в статье.
Обработка тел вращения была и есть одной из важнейших операций при обработке металлов. В ассортименте токарных станков, предназначенных для этого вида работ, особое место занимает токарный станок универсального назначения ДИП 500.
Разработанный в период индустриализации в 30-х годах прошлого века, он пережил не одно поколение работников, но остался актуальным и по сей день. Основные характеристики изделия настолько хороши, что полностью оправдывают название оборудования «Догнать и перегнать» (ДИП).

Технические характеристики токарного станка ДИП 500
Предназначено оборудование для выпуска габаритных деталей высокой точности. Широко использовались станки ДИП 500 в машиностроительном, военном производстве, авиастроении, выпуске продукции для организаций топливно-экономического, газонефтяного направления. Требования к деталям крайне высокие по всем показателям. Обеспечивают их выполнение следующие технические характеристики оборудования:
- Расстояние от станины до оси вращения — 500 мм;
- Максимальный диаметр обрабатываемой детали над суппортом — 650 мм;
- Длина заготовки до 5 м;
- Диаметр отверстия шпинделя — 128 мм;
- Расстояние между центрами — 3 000-10 000 мм;
- Количество скоростей — 24;
- Диапазон частот вращения шпинделя — 5-500 об/мин;
- Мощность основного двигателя — 22 кВт, дополнительного двигателя 1, 5 кВт;
- Система смазки;
- Приборы освещения;
- Приспособление для подачи охлаждающей жидкости;
- Подключение подачи для изготовления метрической, дюймовой, модульной резьбы;
- Ускоренное передвижение в продольном направлении 3 м в минуту, в поперечном направлении — 1 м в минуту.

Комплектация
Оригинальная комплектация отличается высоким качеством изготовления каждого элемента конструкции. Движущиеся детали, валы, шестерни проходили строгий контроль качества на всех этапах производства. Размеры в соответствии с требованиями по классности, марки сплава. Высококачественная термическая обработка, шлифование, хонингование. Комплекс мер при организации производства позволил получить по-настоящему отличный инструмент для резки металла, дерева, пластика. Жесткая конструкция, точная сборка оборудования даже при изготовлении габаритных изделий позволяет добиваться желаемых результатов.
К работе допускается специалист, получивший официальное разрешение, квалификацию для работы на ДИП 500. Операции по обработке габаритных деталей имеют свои особенности. От умения правильно сделать заточку режущих инструментов, до выбора режимов и скоростей резанья. Серьезные отличия в процессе работы имеются и при обработки различных металлов. Крупногабаритные детали дороги, рисковать порчей металла недопустимо. Ошибки главным образом происходят по человеческим факторам. Запас точности станка ДИП 500 позволяет получать высококлассные изделия для любых целей.
Принцип работы
Для нарезания резьбы конструктивно предусмотрено переключение на специальный вал подачи. Управление им находится слева от работника на корпусе. Лимб переключения позволяет выбрать шаг резьбы в метрической, дюймовой системе. Форма определяется конфигурацией резца. Поперечной подачей регулируется диаметр, глубина обработки. Современные станки отечественного и зарубежного производства используют этот же принцип. Он считается наиболее надежным и производительным. Сокращает время операций ускоренная подача. По производительности ДИП 500 мало уступает современным аналогам, за исключением оборудования с ЧПУ.
За время выпуска станка ДИП 500 происходили некоторые модификации. Отдельные партии оборудования могут иметь отличную от стандарта длину станины, набор дополнительных приспособлений. Изменение коснулись и некоторых деталей механики. При эксплуатации это нужно учитывать. В случае ремонта допускается замена только на оригинальный аналог. Не рекомендуется приобретать запчасти сомнительного производства, либо выполненные условиях, не предназначенных для изготовления элементов механической части станка. Это снизит качество работы и может стать источником опасности для токаря. Самым критическим вариантом считается выход из строя станины. Достойно заменить ее или отремонтировать не получится.
Немалое внимание уделено и безопасности работника. Защитные кожуха над движущимися деталями, щиты ограждения. Система аварийной остановки в случае поломки, заклинивания.
При соблюдении правил техники безопасности токарь не подвергается рискам повреждения здоровья и жизни.

Конструктивные особенности станка
Станок имеет традиционную для оборудования этого класса конфигурацию, позволяющую выполнять все необходимые операции по обработке заготовок. Если возникла необходимость покупки данного типа оборудования, то при предпродажном осмотре лучше взять с собой специалиста, который определит аутентичность деталей, либо подтвердит обоснованность замены на другие, без потери качества.
Составные части токарного станка
Несущие детали оборудования выполнены из чугуна. Характеристики сплава оптимально подходят для долгосрочной работы. Специальные методы обработки при производстве позволили получить конструкцию, устойчивую к ударным и вибрационным нагрузкам. Станок имеет стабильную геометрию, обладает необходимой прочностью. Изделие состоит из следующих элементов:
- Станина. Цельнолитая конструкция с высокоточной обработкой функциональных узлов, поверхностей скольжения, базовых геометрических точек;
- Передняя бабка. Элемент для фиксации детали, придания ей вращения, регулировки технических параметров обработки;

- Задняя бабка. Выполняет функцию поддержки длинномерных деталей в процессе обработки, точной фиксации их в пространстве. На задней бабке крепится режущий инструмент для выполнения отверстий, выполнения других операций;
- Силовая установка. Двигатели позволяют осуществлять полный контроль скорости резания, подачи, шага резьбы;
- Электротехническая схема. Станок оборудован системой регулировки, защиты от перегрузок, освещения, смазки.
В комплекте к оборудованию поставляется два люнета, подвижны и неподвижный для качественной обработки длинных деталей, предотвращения вибраций, получения точной геометрии изделий. Задняя бабка перемещается по станине с помощью редуктора и вращающейся рукоятки. Отдельный встроенный, регулируемый вал позволяет фиксировать центра, режущий инструмент. Мощный корпус, удачная архитектура станка, высокие требования при производстве деталей для него позволили изделию эксплуатировать его не одно десятилетие.
Расположение и назначение органов управления
Конструкция станка позволяет работнику быстро настраивать оборудование под решение предстоящей задачи. Основные органы управления находятся слева от токаря на корпусе станка. К ним относят:
- Кнопка включения/выключения станка;
- Лимб переключения скорости вращения рабочего шпинделя;
- Рукоятка переключения на резьбовой вал подачи;
- Лимбы установки шага для дюймовой, метрической, модульной резьбы;
- Рукоятки установки скорости продольной, поперечной подачи.
На суппорте установлен переключатель режима подачи. Он имеет два положения. В первом включается муфта принудительной подачи, во втором управление осуществляется в ручном режиме. Конструкция суппорта имеет дополнительные салазки для четырехпозиционного резцедержателя с независимой регулировкой поперечного движения для изготовления конусов, деталей сложной формы. Штатный патрон 4-х кулачковый, диаметром 100 мм.
Габаритные размеры рабочего пространства
В отличие от предыдущих моделей, ДИП 500 позволяет обрабатывать большие детали. Цифра в аббревиатуре означает расстояние от центра до станины. Выемка на корпусе дает возможность фиксировать заготовку диаметром даже немного больше 1 000 мм. Но над суппортом обрабатываемая деталь не может быть более 650 мм. Продольное движение зависит от модели станка. В базовом исполнении суппорт может перемещаться на расстояние 2710 мм.
Однако модификации позволяют обрабатывать и более длинные детали. Продольное перемещение суппорта — 600 мм. Шкала одного деления лимба для продольного передвижения — 0, 1 мм, для поперечного — 0, 05 мм. Таким образом, рабочее пространство станка ДИП 500 позволяет изготавливать детали диаметром 650 мм и длиной более 2, 5 м. Такие изделия необходимо дополнительно поддерживать люнетом. При торцевой обработке, без перемещения суппорта под деталь, заготовка может быть 1000 мм в диаметре.

Рекомендации по эксплуатации
Для реализации всех возможностей станка необходимо правильно его смонтировать, подключить, настроить. Место для оборудования готовят с учетом его долгосрочного использования. Площадку под станок:
- Выравнивают.
- Трамбуют.
- Делают песчано-щебневую подушку.
- Армируют металлом поверхность.
- Делают бетонную стяжку по горизонтальным маякам.
Масса станка может быть более 10 тонн в зависимости от комплектации. Вместе с заготовкой вес может приближаться к 20 тонам. При работе возникают значительные вибрационные нагрузки на поверхность, поэтому пренебрегать правилами установки нельзя. Особое внимание уделяют правильному положению станины. Располагается она строго горизонтально с отклонением 2-5 мм по всей длине станка.

ДИП 500 по праву входит в число лучших токарно-винтовых станков. Он актуален сегодня, надежен, точен и долговечен. Успешно используется как крупными промышленными предприятиями, так и частными предпринимателями. При относительно невысокой стоимости оборудования производитель получает достойные экономические показатели.
При выборе необходимо убедиться в качестве станка. Если базовые механизмы в сохранности, корпус не поврежден, то станок может прослужить долгие годы.
Питание осуществляется трехфазным током 380 Вольт. Подающие кабели должны быть надежно защищены бронированной оболочкой. Отдельно делается заземление по рекомендованным требованиям. Подключение и наладку осуществляет специалист, имеющий допуск к этому виду работ. При качественной установке станок может годами не требовать ремонтного вмешательства. При условии, что регламентные работу будут выполняться своевременно, в полном объеме. Замену масла с системе смазки допускается делать самостоятельно, если токарь прошел обучение и подтвердил этот навык. Регулярная очистка станка от стружки, грязи, заправка охлаждающей жидкостью лежит на работнике, за которым закреплен станок.

Назначение и область применения модели
Станок предназначен для обработки твердых веществ: металла, пластиков, дерева, композитов. Представляет собой эволюционный продукт линейки ДИП. По мере развития производственных мощностей, СССР нуждался в оборудовании для обработки крупногабаритных деталей. Предыдущая версия станка ДИП 400 уже не отвечала новым требованиям и возникла необходимость в выпуске нужной техники для нужд страны. Одним из принципов при создании стала задача разработать универсальное изделие для выполнения всех необходимых операций. На ДИП 500 можно:
- Выполнять продольные режущие операции по наружной и внутренней поверхности тела вращения;
- Осуществлять обработку в поперечном направлении;
- Изготавливать деталь конусообразной формы;
- Выполнять операции по впуск изделий сложной конфигурации;
- Сверлить отверстия, делать их точную развертку;
- Делать резьбы метрические, дюймовый, модульные.

При использовании дополнительного оборудования, приспособлений, выполняется еще ряб специальных операций целевого назначения. Потенциал, заложенный разработчиками, позволил реализовывать его на протяжении десятилетий, успешно конкурируя с отечественными и зарубежными аналогами. Высокая надежность, прочность, точность необходима как для выпуска серийной продукции, таки для изготовления уникальных, штучных деталей.
На станке можно использовать широкий набор инструментов обработки: резцы из быстрорежущей стали, с напайками твердосплавных пластин, сверла, зенковки, развертки, резьбонарезные приспособления.
Кинематическая схема
Электрическая схема
Заключение
Первые образцы оборудования были выпущены на «Рязанском станкостроительном заводе». Затем продукция выпускалась и на других предприятиях СССР. В настоящее время в Рязани производится аналог ДИП 500 под торговым названием 1Р65Н. Во многом изделия идентичны. Однако количество выпущенных станков, а главное качество позволили дожить им до наших дней и успешно конкурировать с новыми образцами техники.
morflot.su
Токарный станок ДИП-500: технические характеристики, фото
Содержание статьи:
Станок ДИП-500 токарного типа предназначен для обработки средних и больших заготовок. Продолжительное время производился Рязанским станкостроительным заводом. На смену этой модели пришли усовершенствованные конструкции – 1Н65.
Конструктивные особенности станка
Внешний вид
От своих аналогов станок ДИП-500 для токарной обработки отличается возможностью обрабатывать большие заготовки. Конструкция оборудования позволяет осуществлять как внутреннее, так и наружное точение.
Прежде всего следует ознакомиться с конструктивными элементами оборудования. Именно они определяют его технические и эксплуатационные качества. К особенностям станка можно отнести высокий показатель жесткости станины. Благодаря ей можно выполнять точение заготовок из высокопрочной стали с применением специальных резцов.
Помимо этого, можно выделить такие конструктивные особенности станка:
- перемещение верхней части конструкции суппорта. Благодаря этой функции есть возможность обрабатывать блинные конусы;
- быстрое продольное и поперечное смещение суппорта осуществляется с помощью отдельных электродвигателей;
- закрытая коробка передач. Ее конструкция дает возможность выполнять нарезание стандартной резьбы с помощью зубчатых колес;
- перемещение задней и передней бабки происходит механическим способом. Это несколько увеличивает время установки заготовки и настройки оборудования.
Согласно принятой нормативной документации станку присвоен класс точности «Н». Степень шероховатости обрабатываемых деталей равна значению V6.
Габариты оборудования составляют 614*220*176 см. при массе 12800 кг. Такой вес увеличивает устойчивость конструкции, предотвращает появление вибраций во время работы.
Технические характеристики
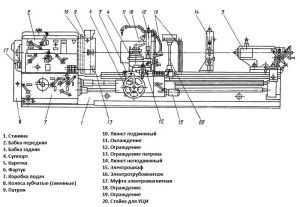
Основные элементы станка
Станок ДИП-500 обладает по-настоящему уникальными характеристиками. Благодаря им актуально применение этого оборудования и в настоящее время.
Максимальный диаметр заготовки, установленной над станиной, составляет 100 см. Этот же параметр при креплении детали над суппортом не должен превышать 60 см, величина предельной массы равна 5000 кг.
Обзор параметров оборудования следует делать по его основным узлам и агрегатам. Важным компонентом является суппорт. Его конструкция имеет ряд отличительных особенностей: призматические направляющие, подвески предотвращают провисание ходового винта, наличие регулируемых опор качения шпинделя с возможностью точной настройки.
Основные параметры суппорта:
- смещение, см. Продольное – 271, поперечное – 60 см;
- смещение на один оборот лимба. Продольное – 50, поперечное – 6;
- количество передач. Для поперечных это значение варьируется от 0,07 до 1,04 мм/об, для продольных – от 0,2 до 3,05 об/мин;
- резцовые салазки могут сместиться на 245 см;
- в токарном станке ДИП-500 предусмотрена возможность формирования резьбы различного типа.
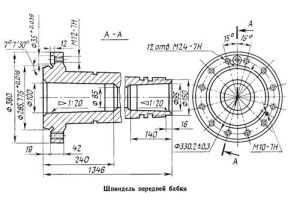
Размеры шпинделя передней бабки
Для увеличения максимального диаметра обрабатываемой заготовки в моделях 1Н62Г и 1Н62ГФ1 в станине предусмотрена выемка. Она защищена съемным мостиком.
Шпиндель оборудования отличается от аналогичных большими габаритными размерами. Максимальный диаметр прутка, который можно установить в него, составляет 80 мм.
Основанными характеристиками передней шпиндельной бабки являются значения максимального усилия для резания (kH). Оно определяет максимальное количество материала, которое можно удалить с поверхности заготовки при токарной обработке за одно прохождение резца.
Кроме этого, необходимо знать следующие параметры шпинделя:
- количество степеней прямого вращения составляет 24;
- варианты частоты вращения — от 5 до 500 об/мин;
- усилие резания (kH). Продольное – 1200, поперечное – 780.
Размер внутреннего конуса соответствует значению 100 или 1,2.
Для работы оборудования в токарном станке ДИП-500 есть 4 электродвигателя различной мощности. Для главного привода применяется силовой агрегат 22 кВт. Быстрое смещение суппорта происходит за счет работы электродвигателя 1,5 кВт. Также в схеме есть два насоса для работы систем охлаждения и смазки.
Альтернативным обозначением станка ДИП-500 является 1Н65. Также существуют модификации оборудования с незначительными изменениями в конструкции.
Рекомендации по эксплуатации
Работа станка
Переда началом работы на токарном станке следует внимательно ознакомиться с эксплуатационными и техническими требованиями. Они подробно описаны в инструкции и паспорте оборудования.
Несмотря на большую массу и хороший показатель устойчивости для работы станка необходимо подготовить жесткую платформу. Так как общий вес превышает 10 т – следует сделать отдельный фундамент. Его параметры, фото и рекомендуемые габаритные размеры можно взять из оригинального описания.
Кроме этого фактора для подключения станка следует выполнить такие действия:
- расчет электросети. Двигатели работают от трехфазной электросети 380 В. При расчете учитывается суммарная мощность силовых агрегатов;
- соблюдение мер безопасности. Перед началом обработки детали проверяется жесткость ее фиксации, все защитные щитки должны быть опущены;
- для установки заготовки с большой массой следует использовать специальное подъемное оборудование.
Это общие рекомендации по эксплуатации токарного станка ДИП-500. Точные правила зависят от особенностей производственного процесса, которые определяются в индивидуальном порядке.
В видеоматериале показан пример работы оборудования:
stanokgid.ru
Токарный станок ДИП 500: технические характеристики, схемы, части
Обработка тел вращения была и есть одной из важнейших операций при обработке металлов. В ассортименте токарных станков, предназначенных для этого вида работ, особое место занимает токарный станок универсального назначения ДИП 500.
Разработанный в период индустриализации в 30-х годах прошлого века, он пережил не одно поколение работников, но остался актуальным и по сей день. Основные характеристики изделия настолько хороши, что полностью оправдывают название оборудования «Догнать и перегнать» (ДИП).

Технические характеристики токарного станка ДИП 500
Предназначено оборудование для выпуска габаритных деталей высокой точности. Широко использовались станки ДИП 500 в машиностроительном, военном производстве, авиастроении, выпуске продукции для организаций топливно-экономического, газонефтяного направления. Требования к деталям крайне высокие по всем показателям. Обеспечивают их выполнение следующие технические характеристики оборудования:
- Расстояние от станины до оси вращения — 500 мм,
- Максимальный диаметр обрабатываемой детали над суппортом — 650 мм,
- Длина заготовки до 5 м,
- Диаметр отверстия шпинделя — 128 мм,
- Расстояние между центрами — 3 000-10 000 мм,
- Количество скоростей — 24,
- Диапазон частот вращения шпинделя — 5-500 об/мин,
- Мощность основного двигателя — 22 кВт, дополнительного двигателя 1, 5 кВт,
- Система смазки,
- Приборы освещения,
- Приспособление для подачи охлаждающей жидкости,
- Подключение подачи для изготовления метрической, дюймовой, модульной резьбы,
- Ускоренное передвижение в продольном направлении 3 м в минуту, в поперечном направлении — 1 м в минуту.

Комплектация
Оригинальная комплектация отличается высоким качеством изготовления каждого элемента конструкции. Движущиеся детали, валы, шестерни проходили строгий контроль качества на всех этапах производства. Размеры в соответствии с требованиями по классности, марки сплава. Высококачественная термическая обработка, шлифование, хонингование. Комплекс мер при организации производства позволил получить по-настоящему отличный инструмент для резки металла, дерева, пластика. Жесткая конструкция, точная сборка оборудования даже при изготовлении габаритных изделий позволяет добиваться желаемых результатов.
К работе допускается специалист, получивший официальное разрешение, квалификацию для работы на ДИП 500. Операции по обработке габаритных деталей имеют свои особенности. От умения правильно сделать заточку режущих инструментов, до выбора режимов и скоростей резанья. Серьезные отличия в процессе работы имеются и при обработки различных металлов. Крупногабаритные детали дороги, рисковать порчей металла недопустимо. Ошибки главным образом происходят по человеческим факторам. Запас точности станка ДИП 500 позволяет получать высококлассные изделия для любых целей.
Принцип работы
Для нарезания резьбы конструктивно предусмотрено переключение на специальный вал подачи. Управление им находится слева от работника на корпусе. Лимб переключения позволяет выбрать шаг резьбы в метрической, дюймовой системе. Форма определяется конфигурацией резца. Поперечной подачей регулируется диаметр, глубина обработки. Современные станки отечественного и зарубежного производства используют этот же принцип. Он считается наиболее надежным и производительным. Сокращает время операций ускоренная подача. По производительности ДИП 500 мало уступает современным аналогам, за исключением оборудования с ЧПУ.
За время выпуска станка ДИП 500 происходили некоторые модификации. Отдельные партии оборудования могут иметь отличную от стандарта длину станины, набор дополнительных приспособлений. Изменение коснулись и некоторых деталей механики. При эксплуатации это нужно учитывать. В случае ремонта допускается замена только на оригинальный аналог. Не рекомендуется приобретать запчасти сомнительного производства, либо выполненные условиях, не предназначенных для изготовления элементов механической части станка. Это снизит качество работы и может стать источником опасности для токаря. Самым критическим вариантом считается выход из строя станины. Достойно заменить ее или отремонтировать не получится.
Немалое внимание уделено и безопасности работника. Защитные кожуха над движущимися деталями, щиты ограждения. Система аварийной остановки в случае поломки, заклинивания.
При соблюдении правил техники безопасности токарь не подвергается рискам повреждения здоровья и жизни.

Конструктивные особенности станка
Станок имеет традиционную для оборудования этого класса конфигурацию, позволяющую выполнять все необходимые операции по обработке заготовок. Если возникла необходимость покупки данного типа оборудования, то при предпродажном осмотре лучше взять с собой специалиста, который определит аутентичность деталей, либо подтвердит обоснованность замены на другие, без потери качества.
Составные части токарного станка
Несущие детали оборудования выполнены из чугуна. Характеристики сплава оптимально подходят для долгосрочной работы. Специальные методы обработки при производстве позволили получить конструкцию, устойчивую к ударным и вибрационным нагрузкам. Станок имеет стабильную геометрию, обладает необходимой прочностью. Изделие состоит из следующих элементов:
- Станина. Цельнолитая конструкция с высокоточной обработкой функциональных узлов, поверхностей скольжения, базовых геометрических точек,
- Передняя бабка. Элемент для фиксации детали, придания ей вращения, регулировки технических параметров обработки,
- Задняя бабка. Выполняет функцию поддержки длинномерных деталей в процессе обработки, точной фиксации их в пространстве. На задней бабке крепится режущий инструмент для выполнения отверстий, выполнения других операций,
- Силовая установка. Двигатели позволяют осуществлять полный контроль скорости резания, подачи, шага резьбы,
- Электротехническая схема. Станок оборудован системой регулировки, защиты от перегрузок, освещения, смазки.
В комплекте к оборудованию поставляется два люнета, подвижны и неподвижный для качественной обработки длинных деталей, предотвращения вибраций, получения точной геометрии изделий. Задняя бабка перемещается по станине с помощью редуктора и вращающейся рукоятки. Отдельный встроенный, регулируемый вал позволяет фиксировать центра, режущий инструмент. Мощный корпус, удачная архитектура станка, высокие требования при производстве деталей для него позволили изделию эксплуатировать его не одно десятилетие.
Расположение и назначение органов управления
Конструкция станка позволяет работнику быстро настраивать оборудование под решение предстоящей задачи. Основные органы управления находятся слева от токаря на корпусе станка. К ним относят:
- Кнопка включения/выключения станка,
- Лимб переключения скорости вращения рабочего шпинделя,
- Рукоятка переключения на резьбовой вал подачи,
- Лимбы установки шага для дюймовой, метрической, модульной резьбы,
- Рукоятки установки скорости продольной, поперечной подачи.
На суппорте установлен переключатель режима подачи. Он имеет два положения. В первом включается муфта принудительной подачи, во втором управление осуществляется в ручном режиме. Конструкция суппорта имеет дополнительные салазки для четырехпозиционного резцедержателя с независимой регулировкой поперечного движения для изготовления конусов, деталей сложной формы. Штатный патрон 4-х кулачковый, диаметром 100 мм.

Габаритные размеры рабочего пространства
В отличие от предыдущих моделей, ДИП 500 позволяет обрабатывать большие детали. Цифра в аббревиатуре означает расстояние от центра до станины. Выемка на корпусе дает возможность фиксировать заготовку диаметром даже немного больше 1 000 мм. Но над суппортом обрабатываемая деталь не может быть более 650 мм. Продольное движение зависит от модели станка. В базовом исполнении суппорт может перемещаться на расстояние 2710 мм.
Однако модификации позволяют обрабатывать и более длинные детали. Продольное перемещение суппорта — 600 мм. Шкала одного деления лимба для продольного передвижения — 0, 1 мм, для поперечного — 0, 05 мм. Таким образом, рабочее пространство станка ДИП 500 позволяет изготавливать детали диаметром 650 мм и длиной более 2, 5 м. Такие изделия необходимо дополнительно поддерживать люнетом. При торцевой обработке, без перемещения суппорта под деталь, заготовка может быть 1000 мм в диаметре.

Рекомендации по эксплуатации
Для реализации всех возможностей станка необходимо правильно его смонтировать, подключить, настроить. Место для оборудования готовят с учетом его долгосрочного использования. Площадку под станок:
- Выравнивают.
- Трамбуют.
- Делают песчано-щебневую подушку.
- Армируют металлом поверхность.
- Делают бетонную стяжку по горизонтальным маякам.
Масса станка может быть более 10 тонн в зависимости от комплектации. Вместе с заготовкой вес может приближаться к 20 тонам. При работе возникают значительные вибрационные нагрузки на поверхность, поэтому пренебрегать правилами установки нельзя. Особое внимание уделяют правильному положению станины. Располагается она строго горизонтально с отклонением 2-5 мм по всей длине станка.

ДИП 500 по праву входит в число лучших токарно-винтовых станков. Он актуален сегодня, надежен, точен и долговечен. Успешно используется как крупными промышленными предприятиями, так и частными предпринимателями. При относительно невысокой стоимости оборудования производитель получает достойные экономические показатели.
При выборе необходимо убедиться в качестве станка. Если базовые механизмы в сохранности, корпус не поврежден, то станок может прослужить долгие годы.
Питание осуществляется трехфазным током 380 Вольт. Подающие кабели должны быть надежно защищены бронированной оболочкой. Отдельно делается заземление по рекомендованным требованиям. Подключение и наладку осуществляет специалист, имеющий допуск к этому виду работ. При качественной установке станок может годами не требовать ремонтного вмешательства. При условии, что регламентные работу будут выполняться своевременно, в полном объеме. Замену масла с системе смазки допускается делать самостоятельно, если токарь прошел обучение и подтвердил этот навык. Регулярная очистка станка от стружки, грязи, заправка охлаждающей жидкостью лежит на работнике, за которым закреплен станок.

Назначение и область применения модели
Станок предназначен для обработки твердых веществ: металла, пластиков, дерева, композитов. Представляет собой эволюционный продукт линейки ДИП. По мере развития производственных мощностей, СССР нуждался в оборудовании для обработки крупногабаритных деталей. Предыдущая версия станка ДИП 400 уже не отвечала новым требованиям и возникла необходимость в выпуске нужной техники для нужд страны. Одним из принципов при создании стала задача разработать универсальное изделие для выполнения всех необходимых операций. На ДИП 500 можно:
- Выполнять продольные режущие операции по наружной и внутренней поверхности тела вращения,
- Осуществлять обработку в поперечном направлении,
- Изготавливать деталь конусообразной формы,
- Выполнять операции по впуск изделий сложной конфигурации,
- Сверлить отверстия, делать их точную развертку,
- Делать резьбы метрические, дюймовый, модульные.
При использовании дополнительного оборудования, приспособлений, выполняется еще ряб специальных операций целевого назначения. Потенциал, заложенный разработчиками, позволил реализовывать его на протяжении десятилетий, успешно конкурируя с отечественными и зарубежными аналогами. Высокая надежность, прочность, точность необходима как для выпуска серийной продукции, таки для изготовления уникальных, штучных деталей.
На станке можно использовать широкий набор инструментов обработки: резцы из быстрорежущей стали, с напайками твердосплавных пластин, сверла, зенковки, развертки, резьбонарезные приспособления.
Кинематическая схема
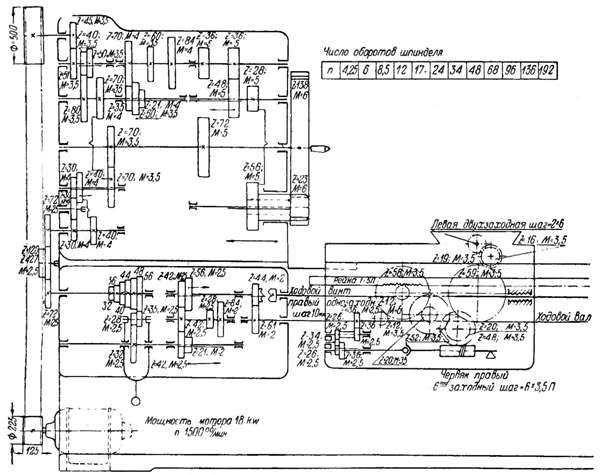
Схема в полном размере
Электрическая схема
Заключение
Первые образцы оборудования были выпущены на «Рязанском станкостроительном заводе». Затем продукция выпускалась и на других предприятиях СССР. В настоящее время в Рязани производится аналог ДИП 500 под торговым названием 1Р65Н. Во многом изделия идентичны. Однако количество выпущенных станков, а главное качество позволили дожить им до наших дней и успешно конкурировать с новыми образцами техники.
Загрузка…xn—-ntbhhmr6g.xn--p1ai
Токарный станок ДИП: 300, 1м61, 500, 200
СодержаниеСерия токарно-винторезных станков ДИП производилась на Рязанском станкостроительном заводе начиная с 1956 года. Данная линейка состоит и множества модификаций оборудования ДИП-200, 300 и 500, о которых мы поговорив в данной статье.
ДИП-200
В материале будут рассмотрены конструктивные особенности и технические характеристики оборудования, его функциональные возможности, преимущества и недостатки, а также представлены соответствующие схемы и чертежи.
Читайте также: особенности,конструкции, виды, самостоятельная сборка токарного станка по металлу.
Станки ДИП — назначение и сфера применения
Токарный станок ДИП является одним из наиболее распространенных моделей токарно-винторезного оборудования на территории бывшего СССР. Данный агрегат имеет достаточно крупные габариты и вес, он спроектирован для работы с металлическими деталями средних и больших размеров в условиях индивидуальной эксплуатации и мелкосерийного производства.
Станок ДИП 300, являющийся самой востребованной моделью серии, а также его аналоги, способны выполнять следующие технические операции:
- точение (наружное и внутреннее), в том числе обработка конусов;
- сверление;
- растачивание;
- нарезание резьбы (метрического, дюймового и модульного типа).
Читайте также: обзор видов резьбонарезных станков для нарезки резьбы.
За счет удачной конструкции станины и шпинделя, а также отличных как для своего класса технических характеристик, токарный станок ДИП позволяет эффективно обрабатывать детали как из черного, так и из цветного металла. Станки комплектуются резцами из быстрорежущей либо твердосплавной стали.
Плашка производителя на корпусе станка
Простая и надежная конфигурация суппорта является одним из главных достоинств данной серии. Во всех агрегатах предусмотрена возможность механического перемещения верхней части суппорта, которое позволяет обрабатывать и точить конуса большой длины. Сам суппорт может перемещаться в двух направлениях — продольном и поперечном, его автоматическая подача обеспечивается подключением к отдельному электродвигателю.
к меню ↑
Станок ДИП-200 в процессе работы (видео)
к меню ↑
Модельный ряд станков серии ДИП
Линейка токарного металлообрабатывающего оборудования ДИП состоит из 4-ех моделей станков:
- ДИП 200;
- ДИП 300;
- ДИП 500;
- 1м61 (универсальный).
Рассмотрим каждую из представленных разновидностей подробнее.
к меню ↑
ДИП-200
Из всех модификаций токарных агрегатов станок ДИП 200 отличается наиболее компактными размерами. Данное устройство обладает оптимальным сочетанием жесткой станины и мощности двигателя, что обеспечивает минимальный уровень вибрации при работе и, как следствие, возможность высокоточной получистовой и чистовой обработки заготовок из металла, чугуна либо цветных сплавов.

ДИП-200
Технические характеристики ДИП 200:
- высота центров — 20 см, расстояние между центрами — 75, 100 и 150 см;
- частота вращения шпинделя — 16-20 об/мин;
- количество скоростей — 18 шт;
- ход продольной подачи суппорта — от 0.12 до 2.15 мм/об, поперечной — от 0.03 до 0.55 об/мин;
- мощность двигателя — 3700 Вт.
В плане эксплуатационных характеристик — частоты оборотов, диапазону подач и мощности привода ДИП 200 существенно проигрывал большинству токарных станков того времени, что обуславливает достаточно быстрый выход данной модели из обихода. Среди критических недостатков также можно выделить отсутствие системы подачи охлаждающей жидкости и механизма ускоренного перемещения суппорта.
к меню ↑
ДИП-300
В отличие от 200-ой модели, станок ДИП 300 можно встретить на заводах либо в металлообрабатывающих цехах и по сей день. Причиной тому является надежность и выносливость конструкции, а также неплохие технические характеристики, позволяющие выполнять высокоскоростное растачивание, сверление, нарезку резьбы и точение.
data-ad-client=”ca-pub-8514915293567855″
data-ad-slot=”5929285318″>
Станок ДИП 300 относится к группе крупногабаритного токарного оборудования, его вес составляет 4.3 тонны, а размеры рабочих поверхностей позволяют обрабатывать заготовки диаметром до 900 мм и массой в 2 т. В данной модели присутствует второй электродвигатель, отвечающий за продольно-поперечное перемещение суппорта. Мощность основного привода составляет 13000 Вт, частота оборотов 18-1800 в минуту.

ДИП-300
Характерными особенностями станка ДИП 300 являются:
- увеличенная скорость вращения шпинделя на реверсном ходу (в 1.3 раза, по отношению к обычной), что обеспечивает возможность ускоренной нарезки резьбы;
- наличие 2-ух призменных направляющих на станине, повышающих пространственную жесткость конструкции;
- комплектация коробки передач электромагнитными муфтами, позволяющими изменять частоту оборотов шпинделя без выключения привода;
- повышенная безопасность работы благодаря наличию ограждения патрона и системе электрической блокировки шпинделя.
Суппорт данного станка выполнен в крестообразной конфигурации. Его перемещение в продольной продольной плоскости происходит по направляющим станины, в поперечной — по направляющим каретки. Шпиндель ДИП 300 является пустотелым, частота его оборотов регулируются вручную с помощью рукояти, установленной на зубчатом вале коробки передач.
к меню ↑
ДИП-500
Станок ДИП-500 является промышленным токарным оборудованием, ориентированным на эксплуатацию в условиях мелко и среднесерийного производства. Установка имеет следующие функциональные возможности:
- растачивание;
- точение;
- нарезка резьбы;
- сверление;
- обработка конусов.

ДИП-500 в работе
В отличие от 200 и 300-ых моделей, станок ДИП 500 оснащается закрытой коробкой передач. Также значительно возросла максимальная масса обрабатываемых деталей -до 5 тонн, и их размеры: диаметр до 100 см, длина до 8 метров.
Данный агрегат комплектуется двумя двигателями — вспомогательным, мощностью 1.5 кВт, обеспечивающим автоматическое перемещение суппорта, и основным на 4 кВт. Также устройство оснащено двумя насосами: ПА-22 — для подачи охлаждающей жидкости, и С12-54 — для смазочных материалов. Электросхема станка представлена на изображении.

ДИП-500 в работе
За перемещение задней бабки по направляющей станине отвечает редуктор. Шпиндель станка установлен на трех опорах качения (две регулируемые, одна фиксированная), он передвигается посредством ручного вращения маховика.
к меню ↑
1М61 (токарно-винторезный)
Читайте также: конструктивные особенности и характеристики токарно-винторезного станка 1М63.
Одной из модификаций оборудования серии ДИП стал многофункциональный станок 1М61.По классу точности обработки он относится к группе «Н» согласно положениям ГОСТ №8-82. Данный агрегат имеет следующие технические характеристики:
- максимальный диаметр обрабатываемой заготовки — 320 мм, длина — 1000 мм;
- длина обтачивания — до 640 мм;
- высота центров — 170 мм;
- частота вращения шпинделя — от 12 до 1600 об/мин;
- ход пиноли задней бабки — 100 мм.

1М61
Токарно-винторезный станок 1М61 оснащен двумя электродвигателями: основным на 4000 Вт и приводом насоса охлаждения на 120 Вт.
Читайте также: технические характеристики, эксплуатация, наладка и ремонт токарно-винторезных станков 16К20.
Данный агрегат, помимо множества эксплуатационных преимуществ, также имеет ряд недостатков, связанных с низким запасом прочности кинематических цепей и плоскоременной передачи. Также нередко возникают проблемы с фрикционной муфтой. Однако 1М61 не связан с серьезными финансовыми затратами — комплектующих на советское оборудование на вторичном рынке много, и стоят они не дорого.
к меню ↑
Отзывы
Предлагаем вашему вниманию отзывы о токарных станках серии ДИП от людей, обладающих опытом эксплуатации данной техники.
С. К. Малышев, 56 лет:
На ДИП-500 проработал свыше 30 лет на заводе, знаю станок как свои пять пальцев. Могу сказать, что быть может он и уступает современным аналогам в плане продуктивности и удобства работы, по надежности данному оборудованию нет равных. Раньше умели делать на века, не то что современная китайщина.
О. В. Бурешин, 39 лет:
Являюсь владельцем небольшого металлообрабатывающего цеха, в котором эксплуатируется два станка 1М61. Это отличные рабочие лошадки, функциональности которых хватает для выполнения большинства технологичных операций. Настройка, техобслуживание и ремонт агрегатов элементарны, так как их конструкция предельно простая. Менять их на современные аналоги не планирую.
data-full-width-responsive=”true”
data-ad-client=”ca-pub-8514915293567855″data-ad-slot=”8040443333″>
ostanke.ru