Делаю сам школьный разметочный рейсмус. Рейсмусовый станок своими руками. Габаритные размеры станка
В столярном деле разметка является необходимым этапом, который определяет качество обработки и сборки изделий. Распространенным и удобным для разметки инструментом является рейсмус. Он состоит из корпуса и двух подвижных реек с чертилками. Положение реек можно фиксировать винтами в корпусе. Для разметки линии, параллельной кромке детали, выдвинув одну из реек на необходимую длину и зафиксировав ее винтом, упираются корпусом рейсмуса в кромку и чертилкой проводят линию. Наличие второй подвижной рейки ускоряет процесс разметки большого числа параллельных линий. Миллиметровая шкала на рейках позволяет пользоваться рейсмусом без измерительных инструментов.
1. Разметить линию небольшой длины, параллельную кромке заготовки, можно одним карандашом, равномерно ведя его по поверхности и одновременно упираясь безымянным пальцем в кромку.
2. Разметку линии на большем расстоянии от кромки выполняют двумя руками. Одной рукой ведут линейку вдоль кромки, одновременно упираясь в нее пальцем и тем самым фиксируя расстояние относительно кромки. Другой рукой прижимают карандаш к началу линейки.
Разметку линии на большем расстоянии от кромки выполняют двумя руками. Одной рукой ведут линейку вдоль кромки, одновременно упираясь в нее пальцем и тем самым фиксируя расстояние относительно кромки. Другой рукой прижимают карандаш к началу линейки.
3. Разметить линию, параллельную боковой стенке, поможет деревянный прямоугольный брусок соответствующих размеров.
4. Чтобы разметить шиповое соединение для брусков, следует движки рейсмуса раздвинуть на расстояние, соответствующее толщине шипа (паза), а корпус зафиксировать на соответствующем расстоянии от грани бруска.
5. При разметке большого числа деталей под шиповые соединения удобно применять рейсмус с двумя фиксированными чертилками, расстояние между которыми и будет определять толщину шипа (паза).
Если вы новичок и не знаете, как можно самостоятельно изготовить разметочный рейсмус, то вы открыли нужную страницу.
Посмотрите видео по изготовлению разметочного рейсмуса:
Нам понадобится:
– дубовый обрезок;
– несколько струбцинок;
– угольник;
– шуруповерт;
– сверло Форстера 40мм;
– перьевое сверло 16 мм;
– сверло 6 мм;
– сверло 2-3 мм для сверления пилотного отверстия;
– штангель – циркуль;
– фрезер;
– торцовочная пила;
– шаблон;
– рейсмус;
– карандаш.

Берем брусок толщиной 20 мм. Сначала обстругаем брусок по толщине, если она больше, чем необходимые нам 20 мм.
Теперь обстругаем брусок по толщине с одной и со второй стороны.
Доводим толщину бруска до 20 мм и проверяем все циркулем.
Теперь делаем накладку из фанеры или тонкой досочки.
Чтобы обстругать тоненькую доску через рейсмус, подложите под нее толстую доску. Не забудьте толстую доску закрепить, чтобы она не соскочила и не дала вам по ногам.
У нас получилась хорошая ламель, а самое главное в этом не делать сильно большую величину съёма. Иначе досочка может превратиться в крошки.
Теперь нужно сделать фрезерование паза. Берем планку толщиной 200 мм и накладываем на нее упор с шаблоном.
Закрепляем планку к упору. Неважно, в каком месте будет от фрезерован первый паз.
Делаем паз и производим разметку. До следующего паза у нас должно быть расстояние 20 мм.
Теперь делаем квадратные планочки.
В центральной точке мы сверлим пилотное отверстие. Отверстие сверлим насквозь.
Теперь такое же отверстие мы сверлим в накладке.
Для того, чтобы нам было легче совмещать детали, мы с одной стороны накладки сверлим пилотное отверстие и со второй стороны сверлим такое же отверстие.
Теперь перьевым сверлом мы делаем дырку на бобышке, где ранее проделывали небольшую дырочку сверлом и зачищаем ее.
Остается сделать сверление для тела болта 6 мм.
Приступаем к склейке. Бобышку намазываем клеем и накладываем на нее накладку. Прижимаем накладку к бобышке и ждем, когда вся конструкция высохнет.
Обрезаем ножом для резьбы по дереву лишние концы накладки.
От резьбы отмеряем по 20 мм в каждую сторону и отпиливаем в размер.
Вставляем квадратные палочки в просверленные пазы.
В центе все скрепляем болтами.
Рейсмусовые станки по дереву являются разновидностью строгально-фуговальных, и предназначены для точного изготовления «в размер» досок с определённым поперечным сечением. В отличие от строгального деревообрабатывающего оборудования такие агрегаты оснащаются устройствами прижима и подачи, а также могут одновременно обрабатывать несколько заготовок. Универсальность современных рейсмусовых станков повышается, если в комплект инструмента входят не только плоские, но и фигурные ножи.
В отличие от строгального деревообрабатывающего оборудования такие агрегаты оснащаются устройствами прижима и подачи, а также могут одновременно обрабатывать несколько заготовок. Универсальность современных рейсмусовых станков повышается, если в комплект инструмента входят не только плоские, но и фигурные ножи.
Классификация и возможности
Исполнение рассматриваемых агрегатов может быть довольно разнообразным. Классифицируют станки по следующим признакам:
- По типу привода. Самодельные мини-устройства могут иметь и ручной привод, но в большинстве случаев используют всё-таки электрический привод. При этом бытовые модели комплектуются двигателем на 220 В, а профессиональные – на 380 В.
- По типу подачи. В схеме станка может быть одна или две пары подающих роликов, соответственно, в первом случае потребуется сделать прижим обрабатываемой заготовки к столу более мощным, не исключаются также вибрации в момент врезания. Двусторонние валковые подачи более совершенны и удобны в работе.
 Ряд зарубежных фирм (Makita, DeWalt и др.) комплектуют свои изделия узлами автоматической подачи, но эта опция оправдывает себя лишь при значительных программах выпуска однотипной продукции.
Ряд зарубежных фирм (Makita, DeWalt и др.) комплектуют свои изделия узлами автоматической подачи, но эта опция оправдывает себя лишь при значительных программах выпуска однотипной продукции. - По числу ножевых валов. Это определяет, сколько разных профилей может одновременно обрабатывать станок. Правда, соответственно увеличится и количество операторов.
- По функциональным возможностям. Устройство рейсмусовых станков позволяет сделать не только размерную обработку полуфабриката, но и последующую его калибровку. Это исключает появление поперечных сколов, вмятин и прочих дефектов, которые могут появиться на обработанной поверхности в случае несоблюдения технологии фугования или при чрезмерно большой подаче исходного материала.
- По своим технологическим характеристикам. На практике рассматриваемое оборудование производят с диапазоном мощностей 1…40 кВт, при частоте вращения вала до 10000…12000 мин -1 , ширине строгания до 1350 мм, ходе до 50 м/мин и толщине исходной заготовки 5…160 мм.
 Ряд зарубежных фирм (Makita, DeWalt и др.) комплектуют свои изделия узлами автоматической подачи, но эта опция оправдывает себя лишь при значительных программах выпуска однотипной продукции.
Ряд зарубежных фирм (Makita, DeWalt и др.) комплектуют свои изделия узлами автоматической подачи, но эта опция оправдывает себя лишь при значительных программах выпуска однотипной продукции.
Кроме того, некоторые модели различаются способом регулировки зазоров и устройством подшипникового узла главного привода.
Устройство и принцип действия
Типовой рейсмусовый станок по дереву может успешно заменить две единицы оборудования: механический приводной фуганок и строгальный станок (поперечный – для коротких изделий, или продольный – для длинных).
Наиболее простая схема рейсмусового станка (с односторонней подачей исходного материала) включает в себя следующие узлы:
- Приводной электродвигатель.
- Передачу. Она может быть стандартной клиноременной, зубчатой, с вариатором, а также со сменными шкивами (последний вариант отличается минимальными значениями передаваемой мощности, а потому применяется лишь в маломощном оборудовании).
- Ножевой вал. Может иметь несколько инструментов с разной конфигурацией. Особо удачными считаются спиральные ножи, которые при своей работе издают минимальный шум.
- узел верхнего направления, который, в свою очередь, состоит из пары вальцев – переднего и заднего. Передний валец имеет рифлёную поверхность: для того, чтобы улучшить сцепление с деревом, и предупредить возможное изменение направления движения обрабатываемой доски. Задний валец всегда выполняется гладким;
- узла прижима, который предотвращает заклинивание стружки и возможное трещинообразование материала. Конструктивно прижим можно сделать в виде когтевых захватов, внедряющихся в древесину, а можно и в виде массивного металлического элемента, снабжённого подпружиненными зубьями;
- узла нижнего направления, облегчающего подачу заготовки в рабочее пространство;
- стола с приспособлениями для регулировки технологических зазоров между вальцами верхнего и нижнего прижимов;
- станины, на которой располагаются все остальные элементы рабочей схемы станка.
 Передний валец имеет рифлёную поверхность: для того, чтобы улучшить сцепление с деревом, и предупредить возможное изменение направления движения обрабатываемой доски. Задний валец всегда выполняется гладким;
Передний валец имеет рифлёную поверхность: для того, чтобы улучшить сцепление с деревом, и предупредить возможное изменение направления движения обрабатываемой доски. Задний валец всегда выполняется гладким;Агрегаты с устройством двухсторонней подачи отличаются тем, что снабжаются дополнительным узлом выдвижения ножевого вала. В связи с этим заменить инструмент для его переустановки с одного типоразмера на другой (либо с целью последующей заточки) значительно легче.
Работает рейсмусовый станок так. Крутящий момент от электродвигателя через передачи сообщается ножевому валу. Подлежащая обработке доска заводится в зазор и прижимается вначале к нижним, а потом – к верхним прижимным вальцам. При этом заготовка захватывается рифлёным валком, и подаётся к инструменту. Перед врезанием полуфабрикат зажимается между верхним и нижним направляющим устройством, что обеспечивает надёжную фиксацию материала при его обработке. Прижимное устройство обеспечивает своевременный отвод стружки из-под вращающегося инструмента. В момент схода заготовки с заднего направляющего вальца, в передний задаётся следующее изделие, после чего процесс повторяется.
Самодельный станок-рейсмус в собственной мастерской: выбор параметров
На рынке имеется значительное количество разнообразных моделей рассматриваемого оборудования, как от отечественных производителей (Корвет, Энкор, Красный Металлист и пр.) так и импортного производства. В последних вариантах преобладают сомнительные китайские бренды, которые не отличаются надёжностью в работе, а, кроме того, часто имеют заниженные, против паспортных, параметры. В таких случаях, а также, если предлагаемые станки не вписываются в имеющиеся размеры площади, есть смысл изготовить рейсмус своими руками.
В таких случаях, а также, если предлагаемые станки не вписываются в имеющиеся размеры площади, есть смысл изготовить рейсмус своими руками.
Сразу стоит отметить, что ряд узлов и деталей лучше приобретать, нежели попытаться сделать своими руками. Это, в первую очередь, касается самого ножевого вала вместе с подшипниками крепления: самодельные варианты не будут отличаться необходимой точностью сопряжения, в результате чего деталь будет сильно перегреваться при нагрузке.
При выборе схемы станка руководствуются имеющимися чертежами (можно найти в Интернете), но перед этим стоит уточнить ряд элементов устройства. Например, если в одном агрегате есть необходимость совместить фуганок и рейсмус, то целесообразно сделать оборудование с двухсторонним приводом. Тогда с одной стороны устройства можно производить предварительное прострагивание заготовки, а с другой стороны – вести окончательную обработку дерева «в размер».
Также надо определиться с наибольшей длиной ножевого вала: самодельный станок с валом более 500 мм может потерять жёсткость при работе на твёрдых сортах дерева: груши, граба, дуба. В результате по поверхности доски могут пойти волнообразные гребни высотой до 1 мм, что потребует дальнейшей обработки полуфабриката. Посадочные размеры и диаметр необходимо сделать такими, чтобы на самодельном оборудовании можно было получать плинтусные, багетные профили, а также другие декоративные элементы из дерева.
В результате по поверхности доски могут пойти волнообразные гребни высотой до 1 мм, что потребует дальнейшей обработки полуфабриката. Посадочные размеры и диаметр необходимо сделать такими, чтобы на самодельном оборудовании можно было получать плинтусные, багетные профили, а также другие декоративные элементы из дерева.
При выборе конструкции следует в полной мере предусмотреть и меры безопасности при последующей эксплуатации агрегата. Самодельный рейсмусовый станок Станки своими руками должен иметь надёжное ограждение рабочей зоны стола, а также исключать вероятность обратного хода доски при чрезмерной величине зазора, а также её разрушение во время обработки.
Анализируя имеющиеся чертежи самодельных устройств, стоит иметь в виду, что наличие в столе двух нижних прижимов снизит усилие задачи доски в рабочее пространство, поскольку заготовка будет перемещаться по гладкой поверхности валка, а не по столу.
Производство и сборка
Изготовление станка начинают со станины. Для этих целей целесообразно использовать трубчатый стальной прокат с поперечным сечением не менее 60×40 мм: труба отличается повышенной жёсткостью и моментом сопротивления, что положительно скажется на точности операций, производимых на самодельном агрегате. Элементы конструкции соединяют сваркой. Её можно заменить сборным вариантом, но он менее предпочтителен — сборка стола и станины с применением уголка и соединительных шпилек диаметром от М30 вынудит часто проверять их затяжку.
Для этих целей целесообразно использовать трубчатый стальной прокат с поперечным сечением не менее 60×40 мм: труба отличается повышенной жёсткостью и моментом сопротивления, что положительно скажется на точности операций, производимых на самодельном агрегате. Элементы конструкции соединяют сваркой. Её можно заменить сборным вариантом, но он менее предпочтителен — сборка стола и станины с применением уголка и соединительных шпилек диаметром от М30 вынудит часто проверять их затяжку.
Для подающих роликов можно использовать валки от старой стиральной машины: их обрезиненная поверхность вполне справится с поставленными задачами. Вальцы растачивают под диаметр имеющихся подшипников, учитывая требуемое значение диапазона регулировки. В самодельных рейсмусовых станках этот процесс можно сделать и вручную, вращением рукоятки.
Для изготовления стола самодельного агрегата подойдёт широкая шлифованная доска из лиственницы или дуба. Древесина хорошо гасит возникающие вибрации, но для повышения антикоррозионных показателей, и с точки зрения пожарной безопасности её стоит пропитать огнестойкими составами или креозотом. Соединение стола со станиной может быть болтовым.
Соединение стола со станиной может быть болтовым.
При выборе двигателя следует соотнести максимально необходимый крутящий момент с потребностями обработки. Как правило, достаточно электродвигателя мощностью 5…6 кВт, с числом оборотов до 3500…4000 в минуту.
Для обеспечения безопасности самодельный станок должен быть ограждён съёмным кожухом. Его можно сделать из тонколистовой стали (толщиной 0,6…0,8 мм).
Необходимые комплектующие – подшипники, ножи, шкивы, крепёжные изделия — подбираются в соответствии со спецификацией к чертежам самодельного рейсмус- станка.
При сборке самодельного станка необходимо:
- обеспечить максимальную ровность поверхности стола;
- отбалансировать все вращающиеся части в статическом и динамическом режимах;
- предусмотреть удобную регулировку положения стола;
- проверить надёжность устройства ограждения подвижных элементов.
Самодельный рейсмусовый станок проверяется на холостом ходу. Если все узлы работают верно, проверяют агрегат на рабочем режиме, после чего окрашивают все неподвижные части атмосферостойкой краской.
Ручной инструмент в столярной мастерской никто не отменял и один из важных инструментов является разметочный рейсмус. Вещь надежная и практичная. Понятное дело, что сейчас можно спокойно купить любой инструмент, но это не всегда выгодно, когда балансируешь между ценой и качеством. Вполне можно изготовить рейсмус у себя в мастерской.
Вот 8 вариантов различных рейсмусов как источник идей для полёта фантазии и обретения опыта:
Разметочный рейсмус от Юрия Раевского
Сделан из обрезков вяза. Как пишет автор – это оказалось несложно сделать своими руками. Для фиксации колодки используется латунный винт с врезной гайкой. Для предотвращения заминов от винта на штанге сделана латунная пластина, которая закреплена в проушине колодки. В качестве разметочного органа использована пилка для лобзика. Покрытие: тиковое масло.
Видео с канала Юрия Раевского
Изготовление разметочного рейсмуса от Михаила Рэбитатора
Корпус (колодка) рейсмуса сделана из дуба, рейки – из ореха. Для зажима используется дюралевая шайба с мебельным болтом и барашком. Всё это из того, что найдено в мастерской, т.е. специально не приобреталось.
Для зажима используется дюралевая шайба с мебельным болтом и барашком. Всё это из того, что найдено в мастерской, т.е. специально не приобреталось.
Видео с канала “HeARTwood”
Криволинейный ручной рейсмус от “Voxa 54”
Конструкция этого рейсмуса кардинально отличается от классической. Такой рейсмус позволяет вести разметку по криволинейным поверхностям за счет замены опорной колодки на подшипник. В качестве разметочного органа здесь применен карандаш.
Видео с канала “Voxa 54”
Первоначальная версия со струбцинкой в качестве зажима
Доработка с линейкой и ползуном для карандаша
Столярный рейсмус-циркуль для разметки заготовок от “Древо Woodwork”
В данном случае предложено усовершенствование описанного выше криволинейного разметочного рейсмуса таким образом, что его стало возможно использовать еще и как циркуль.
Видео с канала “Древо Woodwork”
Самодельный разметочный рейсмус от Сергея Петреева
Разметочный рейсмус из ясеня выполнен приближенным к классической технологии с аккуратной и красивой отделкой.
Видео с канала “ТРУДЫ Мастеров”
Как сделать разметочный рейсмус за 5 минут от Сергей Сергеича
Вариант “на скорую руку”, на случай, когда надо “прямо сейчас”. Конечно, он не прослужит десятилетия, но для решения текущих задач можно рассматривать и такой вариант.
Видео с канала “Сергей Сергеич”
Рейсмус из металлических деталей от Ильи Гончара
Пример изготовления разметочного рейсмуса полностью из металла. Разметочный нож вытачивался из клапана от двигателя тепловоза, опорная “площадка” выполнена из бронзовой заглушки. В качестве штанги использована направляющая от старого принтера.
Видео с канала Ильи Гончара
Самодельный разметочный рейсмус на основе рейлинговой трубы от “AlfFisher”
Как оказывается, очень удобно использовать для штанги рейсмуса рейлинговую трубку. За счет никелированного покрытия она хорошо скользит в пазу каретки. С другой стороны в ней удобно монтировать зажимные винты для ножей или карандаша.
Видео с канала AlfFisher
1 Часть: Устройство рейсмуса на основе рейлинговой трубы
2 Часть: Дополнительный функционал рейсмуса на основе рейлинговой трубы
Штангель рейсмус в Электростали: 212-товаров: бесплатная доставка, скидка-50% [перейти]
Партнерская программаПомощь
Электросталь
Каталог
Каталог Товаров
Одежда и обувь
Одежда и обувь
Стройматериалы
Стройматериалы
Здоровье и красота
Здоровье и красота
Текстиль и кожа
Текстиль и кожа
Продукты и напитки
Продукты и напитки
Детские товары
Детские товары
Электротехника
Электротехника
Сельское хозяйство
Сельское хозяйство
Мебель и интерьер
Мебель и интерьер
Вода, газ и тепло
Вода, газ и тепло
Торговля и склад
Торговля и склад
Все категории
ВходИзбранное
Штангель рейсмус
43 869
Штангенрейсмас ШРЦ 300 с калибровкой Точность: 0. 01мм
01мм
ПОДРОБНЕЕЕще цены и похожие товары
85 255
Штангенрейсмас цифровой ЧИЗ ШРЦ- 450 0,01 Производитель: Челябинский Инструментальный Завод,
ПОДРОБНЕЕЕще цены и похожие товары
26 339
Штангенрейсмас ШРЦ 500 Точность: 0.01мм
ПОДРОБНЕЕЕще цены и похожие товары
19 662
Штангенрейсмас CNIC ШРЦ- 200 Производитель: CNIC
ПОДРОБНЕЕЕще цены и похожие товары
12 355
Штангенрейсмас SHAN ШР 200 мм 0.05 Производитель: SHAN
ПОДРОБНЕЕЕще цены и похожие товары
13 166
Штангенрейсмас ШРЦ 300 Точность: 0.01мм
ПОДРОБНЕЕЕще цены и похожие товары
85 255
Штангенрейсмас цифровой ЧИЗ ШРЦ- 500 0,01 Производитель: Челябинский Инструментальный Завод,
ПОДРОБНЕЕЕще цены и похожие товары
69 552
Штангенрейсмас SHAN ШРЦ 300 мм 0. 01 Производитель: SHAN
01 Производитель: SHAN
ПОДРОБНЕЕЕще цены и похожие товары
51 971
Штангенрейсмас SHAN ШРЦ 250 мм 0.01 Производитель: SHAN
ПОДРОБНЕЕЕще цены и похожие товары
Цифровой штангенрейсмас МЕГЕОН 80900 150 мм, 0.01 мм Тип: цифровой, Производитель: МЕГЕОН, Вид
ПОДРОБНЕЕЕще цены и похожие товары
83 880
Станок рейсмусовый DeWalt DW733
В МАГАЗИНЕще цены и похожие товары
Рейсмус пластмассовый, stanley, ( 2-47-064 )
В МАГАЗИНЕще цены и похожие товары
31 990
Станок рейсмусовый Redverg RD-WP331
В МАГАЗИНЕще цены и похожие товары
30 972
Электрический рубанок-рейсмус Калибр РР-2000/330/160 Тип станка: рейсмусовый, Передача: ременная,
В МАГАЗИНЕще цены и похожие товары
36 389
Рейсмус Ryobi RAP1500G Вес: 33. 20000000
20000000
ПОДРОБНЕЕЕще цены и похожие товары
57 154
Рейсмус STURM Th24330 Производитель: Sturm!
ПОДРОБНЕЕЕще цены и похожие товары
35 977
Рейсмус 1500Вт, КОРВЕТ-22-330, 8500об/мин,,шир.строг. до330мм, толщ. 6-152мм, авт.подача 7м/мин
ПОДРОБНЕЕЕще цены и похожие товары
27 587
Рейсмус Procraft PD 2300, 8000об/мин, 2300Вт, 6м/мин Производитель: ProCraft
ПОДРОБНЕЕЕще цены и похожие товары
109 990
Рейсмус белмаш P380АRB (S185A) Производитель: BELMASH
ПОДРОБНЕЕЕще цены и похожие товары
Рейсмус разметочный INCRA Производитель: INCRA
ПОДРОБНЕЕЕще цены и похожие товары
77 885
Рейсмус DeWalt DW 733 Тип: рейсмусовый, Производитель: DeWALT
ПОДРОБНЕЕЕще цены и похожие товары
40 340
Рейсмус 1800Вт, КОРВЕТ-27, 9000об/мин,,шир. строг. до330мм, толщ. 5-150мм, авт.подача 4/6м/мин Тип:
строг. до330мм, толщ. 5-150мм, авт.подача 4/6м/мин Тип:
ПОДРОБНЕЕЕще цены и похожие товары
101 290
Рейсмус 2250Вт КОРВЕТ-220М (2 коробки) Тип: рейсмусовый
ПОДРОБНЕЕЕще цены и похожие товары
Рейсмус разметочный, Алюминий Количество реек: 1
ПОДРОБНЕЕЕще цены и похожие товары
Рейсмус разметочный петроградъ, н5, модель Бондарева Разметочный элемент: нож, Материал корпуса:
ПОДРОБНЕЕЕще цены и похожие товары
39 995
Рейсмус PROCRAFT PD2300 Тип: фуговально-рейсмусовый, Производитель: ProCraft
ПОДРОБНЕЕЕще цены и похожие товары
Рейсмус-резак для гипсокартона 500мм VOREL,04770 Разметочный элемент: нож, Материал рейки: пластик
ПОДРОБНЕЕЕще цены и похожие товары
204 980
Рейсмус белмаш P380АRBH Helical вал + стружкоотсос DC2500MC (KN0084) Тип: рейсмусовый,
ПОДРОБНЕЕЕще цены и похожие товары
2 страница из 18
GR&R — Повторяемость и воспроизводимость измерений
- Дом /
- Качественные ресурсы /
- Повторяемость датчика
Глоссарий качества Определение: повторяемость и воспроизводимость измерений (GR&R)
Повторяемость и воспроизводимость измерений (GR&R) определяется как процесс, используемый для оценки точности измерительного прибора путем обеспечения повторяемости и воспроизводимости его измерений. Этот процесс включает выполнение серии измерений для подтверждения того, что выходное значение совпадает с входным, и что одни и те же измерения получены в одних и тех же рабочих условиях в течение заданного периода времени.
Этот процесс включает выполнение серии измерений для подтверждения того, что выходное значение совпадает с входным, и что одни и те же измерения получены в одних и тех же рабочих условиях в течение заданного периода времени.
- Повторяемость измерений
- Оценка общей вариации измерений
- Три типа исследований GR&R
- Ресурсы GR&R
Факторы, влияющие на изменение системы измерения, можно изучать с помощью метода GR&R. При использовании системы GR&R изменение системы измерения может характеризоваться местоположением (стабильность, смещение, линейность) и шириной или разбросом (повторяемость и воспроизводимость).
Метод GR&R может применяться в большинстве измерительных систем, связанных с производством. Может использоваться как:
- Критерий оценки нового измерительного оборудования
- Сравнение измерительных приборов
- Средство для улучшения характеристик средств измерений
- Сравнение измерительного оборудования до и после ремонта
- Необходимый компонент для расчета отклонений процесса и уровня приемлемости для производственного процесса
- Мера необходимости обучения работе с измерительными приборами
Аспект «повторяемости» метода GR&R определяется как вариация полученных измерений:
- С одним измерительным прибором
- При многократном использовании одним и тем же оператором
- При измерении идентичной характеристики на той же детали
Стандартное отклонение повторяемости (σ e ) оценивается по приведенной ниже формуле, где R — средний диапазон повторных измерений:
Аспект «воспроизводимости» метода GR&R – это изменение среднего значения измерений, выполненных разными операторами:
- Использующие один и тот же измерительный прибор
- При измерении идентичной характеристики на той же детали
Вариация оператора или воспроизводимость оценивается путем определения общего среднего значения для каждого оценщика, а затем определения диапазона (R 0 ) путем вычитания наименьшего среднего значения оператора из наибольшего.
Стандартное отклонение воспроизводимости (σ 0 ) оценивается по формуле:
Отклонение измерительной системы (R&R) или измерительное R&R представлено как σ R&R .
Отклонения измерения от детали к детали
Отклонение от детали к детали также вносит вклад в общее отклонение измерения и может быть определено на основе данных измерительной системы или независимого исследования возможностей процесса.
- Если используется исследование системы измерения, стандартное отклонение детали σ p (PV) оценивается как R p /d 2 *. R p можно оценить как средний диапазон измерений детали.
Общая вариация измерения
Общая вариация (TV или σ TV ) для исследования рассчитывается путем суммирования квадрата вариации повторяемости и воспроизводимости (R&R) и вариации от детали к детали PV, и взятия квадрата корень, следующим образом:
Вклад вариации оборудования (EV) рассчитывается как 100(EV/TV). Вклад других факторов в общую вариацию TV можно рассчитать аналогичным образом следующим образом:
Вклад других факторов в общую вариацию TV можно рассчитать аналогичным образом следующим образом:
Существует три исследования GR&R — перекрестное, вложенное и расширенное — каждое с разными целями. Выбор того, какое исследование GR&R выполнить, зависит от того, сколько данных доступно и является ли тест измерения разрушительным.
Перекрестное исследование GR&R
В этом исследовании одни и те же детали измеряются несколько раз каждым оператором (рис. 1). Он используется для определения того, насколько изменение процесса связано с изменением системы измерения.
Перекрестный GR&R используется в сценариях неразрушающего контроля — когда детали не разрушаются во время измерения и могут быть измерены дважды. Например, при измерении длины детали деталь не меняется в процессе измерения.
Рис. 1. Исследование повторяемости и воспроизводимости перекрестных калибров (GR&R)
Вложенное исследование GR&R
Этот метод используется, когда только один оператор измеряет каждую деталь, обычно потому, что тест разрушает деталь (рис. 2). Это исследование называется вложенным, потому что один или несколько факторов вложены в другой фактор и не пересекаются с другими факторами.
2). Это исследование называется вложенным, потому что один или несколько факторов вложены в другой фактор и не пересекаются с другими факторами.
Вложенные GR&R используются в сценариях разрушающего тестирования. Например, проверка силы, необходимой для открытия пакета с картофельными чипсами, термообработка стальных труб и проверка прочности веревки до ее разрыва. В этих примерах образец разрушается во время тестирования, что делает невозможным повторное тестирование образца.
Важнейшим фактором вложенного исследования GR&R является идентификация партии материала, которая настолько близка к оригиналу, что разумно предположить, что части в партии являются одной и той же деталью. Ключом к возможности проведения деструктивного исследования GR&R является предположение, что партия является однородной.
Рис. 2. Вложенное исследование повторяемости и воспроизводимости (GR&R)
Расширенное исследование GR&R
Стандартные исследования GR&R (перекрестные и вложенные) оценивают влияние двух факторов в измерительной системе — обычно оператора и детали (рис. 3). ). Во многих случаях влияния оператора и детали недостаточно для полного понимания системы измерения, поэтому к стандартному исследованию GR&R добавляется третья переменная (обычно манометр).
3). ). Во многих случаях влияния оператора и детали недостаточно для полного понимания системы измерения, поэтому к стандартному исследованию GR&R добавляется третья переменная (обычно манометр).
Рис. 3. Исследование повторяемости и воспроизводимости стандартных измерений (GR&R)
Если в анализ включены три или более фактора, исследование называется расширенным GR&R (рис. 4). Расширенное исследование GR&R может быть проведено при наличии одного или нескольких из следующих условий:
- Оценивается более двух факторов. В исследовании анализируются не только детали и операторы, но и до восьми дополнительных факторов, таких как типоразмер, лаборатория или местонахождение.
- Отсутствуют точки данных. Расширенное исследование GR&R можно проводить даже при неполных данных и несбалансированных исследованиях.
- Существуют фиксированные или случайные коэффициенты для большей гибкости.
Рис. 4. Расширенное исследование повторяемости и воспроизводимости (GR&R)
4. Расширенное исследование повторяемости и воспроизводимости (GR&R)
Различия между стандартным и расширенным исследованием GR&R включают:
- Расширенное исследование GR&R позволяет оценить дополнительные факторы.
- Также можно оценить взаимодействие между дополнительными факторами и оператором и деталью.
- Расширенное исследование GR&R позволяет анализировать данные, даже если отсутствуют точки данных.
- План сбора данных обычно корректируется для расширенного GR&R. Повторение стандартного плана для каждого дополнительного фактора требует больших затрат, поэтому количество частей часто сокращается. Например, пять деталей должны быть измерены тремя операторами с использованием трех случайно выбранных калибров, и каждый оператор будет измерять каждую деталь дважды. Таким образом, общая выборка составит 5 × 3 × 3 × 2 = 90. В стандартном исследовании GR&R можно выбрать больше частей, но это неприемлемо большой размер выборки для расширенного GR&R.
- Когда для стандартного исследования GR&R недостаточно данных, расширенное GR&R является идеальным инструментом для всесторонней характеристики системы измерения.

A Study In Measurement ( Quality Progress ) В этой статье подробно описывается, как исследования повторяемости и воспроизводимости датчиков могут определить, приемлема ли система измерения.
Измерительные исследования R&R для разрушающих измерений ( Journal of Quality Technology ) Альтернативы стандартным исследованиям GR&R необходимы, когда объекты не могут быть измерены более одного раза.
Attribute Gage R&R ( Lean & Six Sigma Review ) В этом тематическом исследовании подробно описывается этап измерения проекта Six Sigma и показано, как атрибут GR&R сэкономил одной компании 400 000 долларов в год.
Взято из Справочник сертифицированного специалиста по качеству , ASQ Quality Press и “A Study in Measurement”, Quality Progress .
Избранные рекламодатели
Повторяемость и воспроизводимость манометра (R&R)
Повторяемость и воспроизводимость манометра часто называют R&R манометра. Это метод оценки повторяемости и воспроизводимости измерительной системы. Другими словами, исследования Gage R&R проводятся для того, чтобы выяснить, в какой степени изменение процесса связано с системой измерения.
Что такое анализ системы измерений?Анализ измерительной системы (MSA) — это инструмент для анализа изменений, присутствующих в каждом типе инспекционного, измерительного и испытательного оборудования. Это система, используемая для оценки качества измерительной системы.
Что такое манометр и повторяемость и воспроизводимость манометра?
Датчик в данном контексте является инструментом для измерения. Датчик может быть простым, как штангенциркуль и линейка. Или это может быть сложный механизм. Это может быть даже часть программного обеспечения.
Gage R&R фокусируется на двух ключевых аспектах измерения:
- Повторяемость: Повторяемость – это изменение между последовательными измерениями одной и той же детали, одной и той же характеристики, одним и тем же человеком, использующим один и тот же измеритель. Другими словами, сколько различий мы видим в измерениях, сделанных одним и тем же человеком на одной и той же детали с использованием одного и того же инструмента?
- Воспроизводимость: Воспроизводимость – это разница в среднем измерении, сделанном разными людьми с использованием одного и того же прибора при измерении идентичной характеристики на одной и той же детали. Другими словами, насколько сильно различаются измерения, сделанные разных человеков с одной и той же деталью, использующих один и тот же инструмент?
Взгляд на эти две метрики помогает нам понять различия в наших измерениях. Когда мы это поймем, мы сможем с этим бороться.
Почему повторяемость и воспроизводимость измерений важны?
Повторяемость и воспроизводимость измерительного прибора измеряют степень изменчивости измерений, вызванную самой измерительной системой. Затем он сравнивает эту изменчивость с общей, чтобы определить фактическую изменчивость системы измерения. Gage R&R очень важен, когда назначаются новые работники, используются новые инструменты или происходят какие-либо существенные изменения процесса.
Затем он сравнивает эту изменчивость с общей, чтобы определить фактическую изменчивость системы измерения. Gage R&R очень важен, когда назначаются новые работники, используются новые инструменты или происходят какие-либо существенные изменения процесса.
Например, представьте себе ситуацию, когда наши показатели производительности показывают нам серьезную проблему в нашем производственном процессе. Мы тратим много времени и денег, пытаясь исправить это и улучшить производительность процесса. Но мы бы заметили серьезные различия в измерениях, если бы вместо этого потратили некоторое время на повторяемость и воспроизводимость измерений. Проблема была вовсе не в процессе; это было в измерениях. Проверка этого в первую очередь сэкономила бы время, деньги и стресс.
Вариант состоит из варианта детали и калибра.Изображение от Bo-ci-an в соответствии с CC-BY-SA 3.0. Типы исследования повторяемости и воспроизводимости
В зависимости от имеющихся данных и типа данных, в основном доступны три типа измерения R&R:
R&R перекрестного калибра
Выберите R&R перекрестного калибра, когда каждый оператор измеряет каждую деталь , и он должен иметь сбалансированный дизайн со случайными факторами. Используется для неразрушающего контроля.
Используется для неразрушающего контроля.
Вложенный датчик R&R
Выберите R&R вложенного датчика, если каждую деталь измеряет только один оператор. Используется для разрушающих испытаний. Поскольку он не пересекается с другими факторами, он называется вложенным датчиком R&R. Он должен иметь сбалансированный дизайн со случайными факторами.
Расширенный датчик R&R
Выберите расширенный датчик R&R, когда нам нужно включить больше факторов (максимум восемь), чем оператор и деталь. Обычно перекрестные и вложенные операции имеют дело только с двумя факторами (оператор и часть). Дизайн может быть сбалансированным или несбалансированным.
Методы проведения исследования повторяемости и воспроизводимости измеренийСуществует три основных метода проведения измерений и R&R измерений:
- Метод диапазона
- Метод среднего и диапазона
- Метод анализа диапазона 03 100094 90:90 Метод диапазона обеспечивает быструю аппроксимацию изменчивости измерения, но он не вычисляет повторяемость и воспроизводимость системы измерения по отдельности.
Метод среднего и диапазона: Метод среднего и диапазона количественно определяет изменчивость измерительной системы и обеспечивает повторяемость, воспроизводимость и вариацию деталей. С помощью метода среднего и диапазона можно выполнять только перекрестные R&R манометра.
Метод дисперсионного анализа: Это наиболее широко используемый и точный метод повторяемости и воспроизводимости измерительной системы. Он также количественно определяет изменчивость взаимодействия между оператором и деталями. Gage R&R (перекрестные, вложенные и расширенные) можно выполнить с помощью метода ANOVA.
Измерение повторяемости и воспроизводимости с использованием метода среднего и диапазона
Метод среднего и диапазона определяет общую изменчивость измерительной системы, которую можно разделить на такие компоненты, как повторяемость, воспроизводимость и частичное отклонение. Кроме того, этот метод требует нескольких частей, операторов и испытаний.
Метод среднего и диапазона легко вычислить; однако метод ANOVA является более точным, чем метод среднего и диапазона.Пример Gage R&R с использованием метода среднего и диапазона в проекте Six Sigma
Шаг 1: Откалибруйте используемые датчики.
Шаг 2: Запишите множество различных измерений, выполненных разными людьми на одних и тех же устройствах с использованием одних и тех же приборов. Для каждого измерения убедитесь, что единица измерения, человек и манометр записаны.
Шаг 3: Интерпретируйте результаты, чтобы найти источники отклонений.
Когда вы закончите запись измерений, ваши результаты должны выглядеть примерно так:
Шаг 4: Найдите диапазон и среднее значение для каждой комбинацииДля оператора А и детали x диапазон = макс. – мин. = 0,33 – 0,29 = 0,04 ) /4 = 0,3125
Аналогичным образом вычислите диапазон и среднее значение для каждой комбинации.
Шаг 5: вычислить среднее значение и диапазон каждого оператораДля оператора A: среднее значение диапазона = (0,04 + 0,04 + 0,04)/3 = 0,04
Аналогично, среднее значение оператора A = (0,3125 + 0,2875 + 0,2875) / 3 = 0,2958
Аналогичным образом вычислите средний диапазон и среднее значение каждого оператора
Теперь найдите общий средний диапазон и разницу в средних (Xdiff)
Общий средний диапазон = (0,04 + 0,02 + 0,01) /3 = 0,0233
Диапазон средние значения = 0,2991- 0,2958 = 0,0033
Шаг 6: Найдите вариацию повторного оборудования (EV)EV = R̅*K 1
- , где R̅ = ATTEL AGAIN-ANTARING.
- к 1 =1/d2
Чтобы найти k 1 , нам нужно значение d2 из таблицы
Значение d2 можно найти в таблице на основе размера подгруппы и количества комбинаций части и операторы (g).
- Размер подгруппы = количество испытаний = 4
- Количество комбинаций частей и операторов (g) = 3 части и 3 оператора = 3*3=9
Затем мы должны увидеть значение d2 из таблицы для 4 и 9
см. d2 таблица
- d2 =2.080
- k 1 =1/d2 = 1 /2.080 = 0.480
- EV = R̅ * k 1 = 0.0233 *0.480 = 0.0112
- X̅ DIFF – это диапазон значений = 0,0033
- , где n number at of Meange = 0,0033
- , где n number at of number
- . r = количество испытаний = 4
Чтобы найти k 2 , нам нужно значение d2 из таблицы
Значение d2 можно найти в таблице на основе количества частей и количества комбинаций частей и операторов (g)
- Количество деталей =3
- Количество комбинаций деталей и операторов (g) = 3 детали и 3 оператора = 3*3=9
- d2 =1,718
5 5
5 k 1/d2 = 1/1,718 = 0,5820

 Метод среднего и диапазона легко вычислить; однако метод ANOVA является более точным, чем метод среднего и диапазона.
Метод среднего и диапазона легко вычислить; однако метод ANOVA является более точным, чем метод среднего и диапазона.

Если число отрицательное, установите AV=0
Шаг 8: Рассчитайте R&R манометра Затем интерпретируйте результаты. По данным Группы действий автомобильной промышленности (AIAG), ниже приведены рекомендации по оценке системы измерения с использованием %GRR.
По данным Группы действий автомобильной промышленности (AIAG), ниже приведены рекомендации по оценке системы измерения с использованием %GRR.
Поскольку общее значение R&R составляет 1,12 %, оно находится в зеленой зоне. Таким образом, она считается приемлемой системой измерения, основанной на факторах применения и стоимости.
Gage_RR_Average_Range_TemplateDownload
Как измерить повторяемость и воспроизводимость манометра с помощью метода ANOVA
- Для измерения R&R манометра рекомендуется измерить как минимум 10 деталей
- Выберите 2 техников для измерения деталей
- Пусть каждый техник измерит каждую деталь 2 или 3 раз
- Рекомендуется, чтобы каждый техник провел три измерения каждой детали
- Соберите измерения деталей в случайном порядке и измерьте общее среднее значение всех измерений (x̿)
- t= количество техников
- r= количество испытаний или повторений
- p= количество деталей
Шаг 1: вычислить сумму квадратов техников
Это дает сумму квадратов путем определения квадратов отклонений между средним техническим и общим средним.
Шаг 2: Вычисление суммы квадратов частей
Вычисляет сумму квадратов путем определения квадратов отклонений между средним значением детали и общим средним значением.
Шаг 3: Рассчитайте общую сумму квадратов
SS Всего = SS Техник + SS Part + SS Tech*Part + SS Оборудование каждого квадрата отклонение
от общего среднего.Шаг 4: Вычисление оборудования в пределах суммы квадратов
Используется отклонение всех испытаний для данной детали и данного техника от среднего значения для этой детали и техника.
Шаг 5: Найдите сумму взаимодействия квадратов
SS Всего = SS Техник + SS Детали + SS Техник*Часть + SS Оборудование
SS *Часть = SS 4. 40054 40054 40054 40054 40054 4. 40054. Часть + SS Оборудование )
Шаг 6: Создайте таблицу дисперсионного анализа
Шаг 7: Оцените повторяемость, техников, детали и дисперсию взаимодействия
- σ 2 Повторяемость 4 MS = Оборудование0055
- σ 2 Techniacyxpart = (MS Technianxpart – σ 2 Повторяемость ). )/ (количество испытаний * количество техник)
- σ 2 Техник = (MS Техник – MS ТехникxPart )/ (количество испытаний * количество деталей)
 )/ (количество испытаний * количество техник)
)/ (количество испытаний * количество техник)Шаг 8: Compute Gage R & R и интерпретируйте результаты
- Gage R & R = σ 2 Повторимость + σ 2 . Техник Вариация (воспроизводимость) = σ 2 Техник + σ 2 Техник xPart
- От детали к детали = σ 2 Всего вариаций 0544 2 Повторяемость + σ 2 Часть + σ 2 Техник + σ 2 . Ниже приведены критерии принятия Gage R&R.
- >=5: Адекватная система измерения
- =2: Данные можно разделить на две части: скажем, Низкий и Высокий
- =3: Данные можно разделить на три: скажем, Низкий, Средний и Высокий
- <2: Система измерения не имеет значения для управления системой
- t = количество техников = 3
- r = количество испытаний или повторений = 3
- p = количество деталей = 10
- σ 2 Repeatability = MS Equipment =0. 05196
- Then, σ 2 TechnicianxPart = (MS TechnicianxPart – σ 2 Repeatability )/ number of trials = (0.02482 -0,05196)/3 = -0,00904 =0
- σ 2 Часть = (MS Часть – MS Техник x Часть )/(число техник*число испытаний) = (12,9479-6)/3 *3) = 1,4328
- σ 2 Техник = (MS Техник – MS Техник x Часть )/ (количество испытаний * количество деталей) = (0,04996-0,05196)/(10*3) = -0,00006667 =0
- Gage R&R = σ 2 Repeatability + σ 2 Technician =0.05196+0 = 0.05196
- Equipment Variation (Reliability) = σ 2 Repeatability =0.05196
- Technician Variation (Reproducibility) = σ 2 Technician + σ 2 TechnicianxPart = 0+0 =0
- Part to Part = σ 2 Part =1. 4328
- Total Variation = σ 2 Повторяемость + σ 2 Часть + σ 2 Техник + σ 2 Technicianxpart = 0,05196 + 1,4328 + 0488 80488 8.40488 8.40488 8.4888 8.40488 8.4888 8.4888888888 8.48888888888 годы . отклонение вклада.
Поскольку общее значение R&R составляет 3,5%, оно находится в желтой зоне. Таким образом, это может быть приемлемым в зависимости от приложения и факторов стоимости, но команда должна улучшить его дальше.
Найдите стандартное отклонение и % дисперсии исследования.
Согласно оценке системы измерения Automotive Industry Action Group (AIAG) с использованием %GRR.
Поскольку общее значение R&R составляет 18,71 %, оно находится в желтой зоне. Таким образом, это может быть приемлемым в зависимости от приложения и факторов стоимости, но команда должна улучшить его дальше.
Расчет количества отдельных категорий (NDC)
По данным Группы действий автомобильной промышленности (AIAG), для адекватной измерительной системы количество отдельных категорий должно быть больше 5.
Количество отдельных категорий = (стандартное отклонение для деталей / стандартное отклонение для манометра) * √2 = (1,9702/0,2279) * √2 = 7 ! Чтобы разблокировать дополнительный контент, перейдите на полноценную подписку.
Обновление до полного членства
Если вы являетесь участником, вы можете войти здесь.Повторяемость и воспроизводимость манометра с использованием Minitab
Шаг 1: Скопируйте данные в лист Minitab
Шаг 2: Выберите Stat –> Инструменты качества –> Gage Study –> Gage R&R (Crossed)
Выберите Номера деталей, Оператор и Данные измерений и выберите метод ANOVA.
В разделе «Параметры: введите допуск процесса», альфа-канал по умолчанию для удаления условия взаимодействия будет равен 0,25. нажмите ок
Шаг 3: Интерпретация результатов (окно сеанса)
- Значение p для оператора (0,163) больше 0,05
- Значение p для Parts * Operator (0,98) больше 0,05. Следовательно, Minitab игнорирует значения и рассматривает значения в таблице без взаимодействия.
- Отклонение от детали к детали составляет 96,5x, что намного больше, чем R&R полного датчика (3,5%). Таким образом, это говорит о том, что между частями существует много различий.
- Общая R&R манометра составляет 3,5%. Таким образом, это может быть приемлемо в зависимости от применения и факторов стоимости, но есть возможности для улучшения.
- Аналогично, в % дисперсии исследования общий R&R Gage составляет 18,71%. Согласно AIAG, это может быть приемлемым в зависимости от приложения и факторов стоимости, но команде необходимо улучшить его дальше.
- Количество отдельных категорий равно 7, что больше, чем допустимое количество 5.
Этап 4: Интерпретация результатов (окно графиков)
- Первый график — Компоненты вариации: различия между частями, но не из-за Gage R&R
- Второй график – измеренные значения по частям: Четко указать различия между частями
- Третий график – R-диаграмма оператора: Все значения находятся в контрольных пределах
- Четвертый график – измеренное значение оператором: Разница между операторами небольшая.
- Пятый график – гистограмма X по оператору: Большинство точек находятся вне контрольных пределов. Следовательно, это указывает на то, что изменение в основном связано с частями.
- Шестой график – Оператор * Взаимодействие частей : Между операторами нет большой разницы, а также нет взаимодействия между частями и оператором.
Видеоролики с таблицами повторяемости и воспроизводимости прибора
Видео: Как настроить исследование R&R прибора Определения R&R прибораПовторное получение точных результатов.
- Повторяемость датчика.
- Получены несмещенные истинные значения.
- Необходимо убедиться перед выполнением R&R.
- Вот почему мы калибруем.
- Способность обнаруживать различия в измерениях.
- Мы сравниваем результаты разных операторов в разное время.
- Мы изучаем разницу между средними значениями каждого оператора.
- Мы смотрим на разницу между отдельными операторами.
- Мы смотрим на разницу в их показаниях.
- Точность измерительного прибора, сопоставленная с национальными стандартами США.
- Для измерения Gage R&R рекомендуется измерить как минимум 20–30 деталей
- Выберите 2–3 техников для измерения деталей часть 2 или 3 раза
- В Excel мы можем использовать формулу «ЕСЛИ», чтобы проверить, согласованы ли оба набора пробных данных (ячейки C5 и D5). Если оба согласованы, используйте 1, иначе 0. Например: =IF(C5=D5,1,0)
- Оператор Джек: из 30 транзакций, 29значения согласованы между испытанием 1 и испытанием 2. Таким образом, повторяемость Джека = 29/30 = 96,7%
- Теперь сравните значения двух испытаний Джека с транзакциями Мастера
- В Excel мы можем использовать формулу «ЕСЛИ», чтобы проверить, что оба набора пробных данных согласуются с основным чтением (ячейки C5, D5 и B5). Если оба согласованы, используйте 1, иначе 0. Например: =IF(AND(C5=B5,D5=B5,1,0)
- Оператор Джек: из 30 транзакций 27 значений согласованы между испытанием 1, испытание 2 и основные показания.Таким образом, % совпадения набора данных Джека с основными транзакциями = 27/30 = 90,0%
- В Excel мы можем использовать формулу «ЕСЛИ» для проверки воспроизводимости между операторами (C5, клетки D5, G5, H5, K5 и L5). Если все согласны, используйте 1, иначе 0. Например: =IF(AND(C5=D5,C5=G5,C5=H5,C5=K5,C5=L5,1,0)
- Воспроизводимость: вне 30 транзакций, 23 значения согласованы между 3 операторами Таким образом, % воспроизводимости = 23/30 = 76,7%
- В Excel мы можем использовать формулу «ЕСЛИ» для проверки общей эффективности (ячейки C5, D5, G5, H5, K5, L5 и B5). Если все согласны, используйте 1, иначе 0. Например: =ЕСЛИ(И(B5=C5,B5=D5,B5=G5,B5=H5,B5=K5,B5=L5,1,0)
- Общая эффективность: из 30 транзакций 23 значения согласовываются между 3 операторами Таким образом, % общей эффективности = 23/30 = 76,7%
- https://www.isixsigma.com/tools-templates/measurement-systems-analysis-msa-gage-rr/making- sense-attribute-gage-rr-calculations/
- https://www.spcforexcel.com/knowledge/measurement-systems-analysis/attribute-gage-rr-comparing-appraisers
- https://asq.org/quality-resources/articles/attribute-gage-rr?id=c9deedbb83da4d248e4f06108e44c006
Затем найдите стандартное отклонение и % дисперсии исследования. Интерпретируйте результаты. По данным Группы действий автомобильной промышленности (AIAG), ниже приведены рекомендации по оценке системы измерения с использованием % GRR.
Что такое количество отдельных категорий (NDC)
Количество отдельных категорий является показателем. В измерительном R&R цель состоит в том, чтобы определить способность измерительной системы обнаруживать разницу в измеренной характеристике. Он представляет собой количество непересекающихся доверительных интервалов, которые охватывают диапазон вариации продукта.
Формула для количества отдельных категорий
Количество отдельных категорий = (стандартное отклонение для деталей / стандартное отклонение для калибра) * √2
Итак, количество категорий зависит от соотношения изменчивости частей измерения и изменчивости системы измерения.
Руководство по количеству отдельных категорий
По данным Группы действий автомобильной промышленности (AIAG), количество отдельных категорий должно быть больше 5 для адекватной измерительной системы.
Пример повторяемости и воспроизводимости измерений (R&R) с использованием метода ANOVA в Проект «Шесть сигм»
Пример: Инженер-испытатель выбрал 10 деталей, представляющих ожидаемый диапазон изменений процесса. Три техника случайным образом измерили десять частей по три раза каждую. Оцените измерительную систему Gage R&R.
Три техника случайным образом измерили десять частей по три раза каждую. Оцените измерительную систему Gage R&R.
Среднее всех измерений = (2,78+1,87+1,87+2,36+2,36+ 2,21+……….+2,44+1,8+1,72+4,12+3,25+3,69)/90= 3,066
Шаг 1: Рассчитайте сумму квадратов для техника
Рассчитайте среднее значение для каждого техника
Для техника А: Среднее значение 3 испытаний для 10 частей = ((2,78+1,87+1,87+2,36+2,36+2,21+……….+4,1+3,88+3,56)/30 = 3,05
Рассчитайте квадрат отклонения для каждого техника: квадрат отклонения между средним техническим и общим средним
Для техника А: (3,05-3,066) 2 =0,0003
Аналогичным образом рассчитайте для техников B и C
Добавить все квадратное отклонение для техников = 0,0003+0,0022+0,0008=0,0033
Для 10 частей и 3 испытаний сумма отклонений = 3*10*0,0033 =0,0999
Шаг 2: Расчет суммы квадратов частей
Рассчитайте среднее значение измерения для каждой части для всех испытаний для части 1: (2,78+1,87+1,87+2,56+2,22+2,14+2,56+2,22+2,15)/9=2,263
Рассчитайте квадрат отклонения каждой части: квадраты отклонений каждой части и общее среднее
Для части 1: (2,263-3,066) 2 =0,644
Аналогичным образом вычислить значения для 10 частей
Сложить все квадраты отклонений для 10 частей = 0,644+0,577+0,537+ 1,542+0,357+0,833+0,677+5,914+1,165+0,703=12,9477
Для 3 испытаний и 3 техников сумма отклонений = 3*3*12,9477 =116,5294
Шаг 3: Рассчитайте общую сумму квадратов
Рассчитайте квадрат отклонения для каждого отдельного результата от общего среднего.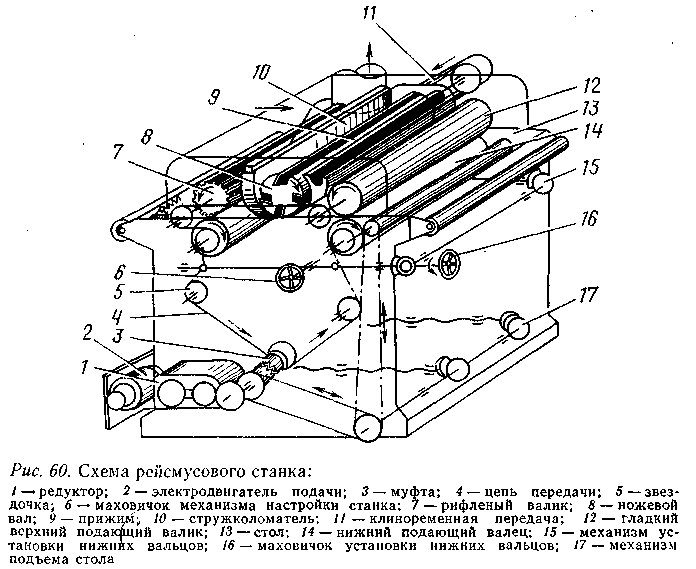
Для первой части испытания 1: (2,78-3,066) 2 = 0,082
Аналогично провести все 90 испытаний и просуммировать квадрат отклонения 3 испытаний = 0,082+1,430+1,430+……..+ 1,111+0,034+0,389 =120,682
Шаг 4: Вычислительное оборудование в пределах суммы квадратов
Используется отклонение всех испытаний для данной детали и данного техника от среднего значения для этой детали и техника.
Возьмите среднее значение первой части трех испытаний первого техника = (2,78 + 1,87 + 1,87)/3 = 2,173
Рассчитайте квадратичное отклонение испытания 1 для первой части = (2,78-2,173) 2 = 0,368
Аналогичным образом рассчитайте квадрат отклонения для всех испытаний для каждой детали
Сумма 90 значений = 0,368+0,092+0,092+…………………+0,188+0,191+0.000=3.606
Step 5: Find the interaction sum of squares
SS Technician*Part = SS Total – (SS Technician + SS Part + SS Equipment )
SS Техник*Часть = 120,682 – (0,0999 + 116,5294+ 3,606) = 0,447
Шаг 6: Создание таблицы дисперсионного анализа
Поскольку p-значение для взаимодействия больше 0,05, нам необходимо учитывать повторяемость без значений взаимодействия
Шаг 7: Оцените воспроизводимость, техников, детали и дисперсию взаимодействия
 05196
0519629 803: Шаг вычислений Gage R&R and interpret the results
 4328
4328



Точность
Чувствительность
Воспроизводимость
Повторяемость
Прослеживаемость
Повторяемость и воспроизводимость показаний атрибутов
Данные атрибутов представляют собой форму дискретных данных. Подсчеты, а не измерения обозначают это. Например, «да» или «нет», «пройдено или не пройдено» и «пройдено» или «не пройдено». Это сложная система измерения, потому что в большинстве случаев используется человеческое суждение. Атрибутометр R&R помогает проводить такой анализ. В идеале целевое значение R&R для манометра должно составлять 100 %; однако получить 100% не всегда возможно. Следовательно, все, что выше 90% процентов является приемлемым.
Это сложная система измерения, потому что в большинстве случаев используется человеческое суждение. Атрибутометр R&R помогает проводить такой анализ. В идеале целевое значение R&R для манометра должно составлять 100 %; однако получить 100% не всегда возможно. Следовательно, все, что выше 90% процентов является приемлемым.
Атрибут Gage R&R Пример в проекте «Шесть сигм»
Шаг 1: Возьмите показания основного оценщика
Шаг 2: Выберите трех операторов и попросите их классифицировать каждую транзакцию (2 испытания), не зная основных показаний.
Вы будете использовать эти испытания в качестве образца.
Шаг 3: Повторяемость оператора – подсчитайте, сколько раз показания оператора совпадают (между двумя попытками). Разделите общее согласованное количество на общее количество транзакций, чтобы получить процент согласия.

Шаг 4: Вычисление каждого оператора по сравнению с показаниями Мастера
Аналогичным образом вычислить для другого оператора повторяемость и согласование с эталонными показаниями
Шаг 5: Вычислить воспроизводимость между операторами
 Если все согласны, используйте 1, иначе 0. Например: =IF(AND(C5=D5,C5=G5,C5=H5,C5=K5,C5=L5,1,0)
Если все согласны, используйте 1, иначе 0. Например: =IF(AND(C5=D5,C5=G5,C5=H5,C5=K5,C5=L5,1,0)Этап 6. Общая эффективность (все операторы по сравнению со стандартной) — подсчитайте процент времени, в течение которого все операции оператора согласовываются друг с другом и с основной транзакцией.
Шаг 7: Выводы
В соответствии с критериями приемлемости данных атрибутов AIAG MSA:
MSA не будет выполнен, поскольку общая эффективность составляет всего 76,7%. MSA должен быть больше 90%. Нам необходимо принять соответствующие меры для улучшения.
MSA должен быть больше 90%. Нам необходимо принять соответствующие меры для улучшения.
Attribute_Gage_R_RDownload
Attribute Gage R&R с помощью Minitab
Шаг 1: Скопируйте данные на лист Minitab
Шаг 2: Выберите Stat –> Quality Tools –> Attribute Agreement Analysis
Выберите параметр «Несколько столбцов» и включите данные испытаний оператора 1 и 2, добавьте количество оценщиков, равное 3, и количество испытаний, равное 2. Добавьте основные значения в разделе «Известный стандарт/атрибут».
Шаг 3: Интерпретация результатов (окно сеанса)
Дополнительные атрибуты Gage R&R Articles
Что нужно знать для сдачи экзамена по шести сигмам
Зеленые пояса
Зеленые пояса B Списки IASSC понимание Gage R&R на этапе измерения.