|
|
||||||||||||||||||||||||
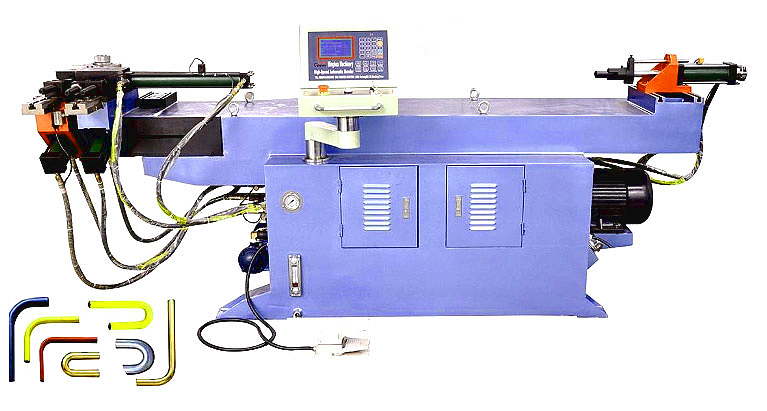
 Все стадии рабочего процесса по гибке трубы, подачи и возврату программируются и выполняются в автоматическом режиме, благодаря установленной системе ЧПУ по трем осям.
Все стадии рабочего процесса по гибке трубы, подачи и возврату программируются и выполняются в автоматическом режиме, благодаря установленной системе ЧПУ по трем осям.
Дорновая гибка труб из черных и цветных металлов на станках с ЧПУ для заказчиков Москвы и М.
 о. недорого в компании «Эфесто»
о. недорого в компании «Эфесто»Дорновая гибка труб представляет собой технологию пластической деформации трубных заготовок с применением специального стабилизирующего элемента – дорна. Он вводится внутрь детали перед операцией изгиба с целью избежать повреждения стенок трубы: образования складок, разрывов, трещин и иных дефектов. Если прикладывать к трубе изгибающее усилие, металл ее стенок будет изменять свою форму и размеры. Наружная поверхность будет растягиваться, а внутренняя стенка – сжиматься, что приведет к перераспределению материала. На внутреннем радиусе образуется излишек металла, который сформирует волны (гофры), а внешний радиус изгиба окажется утонченным, что негативно скажется на прочности и в ряде случаев может даже привести к нарушению структуры и появлению микротрещин. Используя стабилизирующую вставку (дорн), удается получить идеальный изгиб без изменения толщины стенок.
Преимущества дорновой гибки
Трубогибы, использующие дорновую вставку, позволяют выполнять операцию гибки труб с высоким качеством и точностью.
- отсутствие волнистости, царапин и повреждений поверхности труб;
- работу с тонкостенными заготовками;
- сохранение толщины стенок на изгибаемых участках, что важно для прочности получаемых деталей;
- возможность выполнять равномерную гибку по большому радиусу.
Все регулировки параметров процесса в полуавтоматический трубогиб вносятся в цифровом виде, что исключает влияние на качество человеческого фактора.
Наше предложение
Компания «Эфесто» предлагает услуги по дорновой гибке труб из черных или цветных металлов на современном оборудовании с повышенным качеством. Мы недорого выполним заказ как на единичную работу, так и средне- и крупносерийное производство. Полученные по данной технологии детали широко востребованы в качестве фасонных изделий при устройстве трубопроводов, а также при создании каркасов разнообразных металлоконструкций. Наши специалисты при необходимости готовы оказать помощь в разработке чертежей по Вашим эскизам. Работаем с заказчиками из Москвы и области, а также ближайших регионов. По любым вопросам, касающимся технологии производства, сроков и стоимости выполнения заказа, обращайтесь к менеджерам нашей компании по контактным телефонам, указанным на сайте.
Мы недорого выполним заказ как на единичную работу, так и средне- и крупносерийное производство. Полученные по данной технологии детали широко востребованы в качестве фасонных изделий при устройстве трубопроводов, а также при создании каркасов разнообразных металлоконструкций. Наши специалисты при необходимости готовы оказать помощь в разработке чертежей по Вашим эскизам. Работаем с заказчиками из Москвы и области, а также ближайших регионов. По любым вопросам, касающимся технологии производства, сроков и стоимости выполнения заказа, обращайтесь к менеджерам нашей компании по контактным телефонам, указанным на сайте.
Трубогиб автоматический дорновый с ЧПУ, MASTER.3X цена договорная
Описание
Преимущества автоматического трубогиба :- Трубогиб имеет промышленный компьютер с уникальным программным обеспечением “Tubend”которое позволяет проектировать прямо на трубогибочном станке любые трубные детали, получать их 3D изображения и чертежи, проверить возможность гибки трубы, рассчитает длину заготовки, коэффициенты пружинения и растяжения.

- Возможность остановить гибочный цикл в любой точке. (для пробивки отверстий) Дистанционное управление станком с компьютера, ноутбука, планшета и даже смартфона
- Быстрый переход с изготовления одной детали на другую- 3-5 секунд при одном типоразмере трубы, а при переходе на другой типоразмер трубы смена оснастки – занимает не более 5 минут
- Широкий диапазон радиусов гиба от 5 до 750 мм, возможна адаптация под конкретные детали заказчика
- Вынесенный вперед гибочный модуль позволяет гнуть сложные пространственные детали.
- Европейские и японские комплектующие.

Так мы производим другие виды трубогибов: ручные, электрические, бездорновые, электрические профилегибы, ручные профилегибы, профилегибочные станки.
Быстрая доставка по России.
Цена зависит от комплектации.
Чтобы узнать цену, получить техническую консультацию и записаться на просмотр оборудования:
Звоните с 09:00 до 18 МСК (если номер занят обязательно перезвоним)
Пишите Watsapp, Viber.
Связаться с продавцом
Лицензии и сертификаты
Связаться с продавцомДоставка и оплата
Не указана
Связаться с продавцомДорновый китайский трубогиб: из CN в CNC? – Любительские системы ЧПУ
Думал я один, тема заглохнет)))
У нас разница в 5 часов с Москвой, видимо сразу писать в ответ не получится.
1. Самое сложное – подающий гидропатрон. Готовых решений я не нашел, самое дорогое но быстрое – поворотный гидроцилиндр от токарного автомата и цанговый патрон от него же. Но цена выскочит только за этот узел в районе 6-7$. Я пошел по другому варианту, отдал 1500$ и мне разработали весь узел с обычным гидроцилиндром. Изготовление уже начал, ориентировочные затраты около 1500-2000$
Готовых решений я не нашел, самое дорогое но быстрое – поворотный гидроцилиндр от токарного автомата и цанговый патрон от него же. Но цена выскочит только за этот узел в районе 6-7$. Я пошел по другому варианту, отдал 1500$ и мне разработали весь узел с обычным гидроцилиндром. Изготовление уже начал, ориентировочные затраты около 1500-2000$
Может обратиться к китайцам, да спросить, сколько вся “тележка” стоит? Попробую на этой неделе.
2. Для привода и поворота гидропатрона использовать только сервомоторы и редукторы для них с люфтом не более 15 мин. Варианты с асинхронниками, частотниками и обычными редукторами сразу на свалку, на 4-5 гибе получите отклонение в несколько градусов.
Спасибо за подсказку, думал про шаговики. Но есть же шаговики с энкодерами? Дешевле.
Придется менять конструкцию гидроцилиндра основного прижима. Снимать китайский и ставить новый параллельно направляющим. Такая заморочка крайне необходима, что бы увеличить ход зажима до 300мм. Все дело в том, что у нас поворот головы и оснастки идет синхронно, в автоматическом режиме труба будет смещаться на определенное расстояние в перед (расстояние зависит от диаметра), что бы голова могла вернуться в исходное состояние.
Все дело в том, что у нас поворот головы и оснастки идет синхронно, в автоматическом режиме труба будет смещаться на определенное расстояние в перед (расстояние зависит от диаметра), что бы голова могла вернуться в исходное состояние.
Прочёл несколько раз, до конца не понял.)
4. Вариант с 2 контролерами не пройдет, т.к. китайский контролер не дает возможности последовательного прижима трубы и сопровождающего цилиндра (работают одновременно). Т.е. если гиб в конце трубы и патрон недалеко от ролика, получаем удар сопровождающим бустером по патрону и по подаем на ремонт. Так что только покупка 4-х осевого чпу и разработка программного обеспечения, вопрос на данный момент прорабатывается, ориентировочная стоимость 3200$.
Как то так 😉
Если концевик поставить? Подсоеденить в Естоп?
Конечно, когда стоит одна программа, все выглядит гораздо правильнее))) Программу будете писать? Тут у меня самое слабое место. Понятия не имею, как запрограммировать.
Понятия не имею, как запрограммировать.
Хитрый патрон – чтобы трубу еще и поворачивать вокруг своей оси. Только у akkord то такой возможности нету на текущем станке, вот я про нее и не подумал
Получается, эта штука трубу может и толкать, и поворачивать, и зажимать-разжимать при этом?
Да, из-за этой штуки всё и делается. Вот к такому и хочется придти:
https://www.youtube.com/watch?v=-5El2HcCh5A
Но это как-бы “внешняя” задача, написать парсер для dxf, потом программу для обработки гибки со всеми компенсациями – просто отдельная задача для программиста…
Слишком сложно в производстве. Если гнать одни и те же изделия, то куда бы ни шло. Да и программиста нет.
А клиенты разные и много, соответственно в день можно по 50-100 разных деталей делать.
Хотелось бы, чтобы так и было))
Дорновый трубогиб: конструкция, назначение, преимущества
Трубогиб дорновый является устройством, в состав которого входит рабочая деталь — дорн, она располагается в точке сгиба и предотвращает ненужную деформацию трубы, сечения и заломы.
Отличия станка, имеющего дорн, от других типов оборудования такой же направленности состоит в том, что он имеет специфическую конструкцию, которая позволяет выполнять работу по сгибанию труб на высоком уровне, с небольшим процентом брака. Такое оборудование позволяет получить ровный сгиб и пользуется огромным спросом на производственных предприятиях.
Дорновый трубогиб позволяет получать точные сгибы и полностью исключить деформацию труб во время операции
Особенности гибки трубогибом с дорном
Существует множество конструкций из труб, они идут на разные сооружения: от установки турников на школьных площадках и до прокладки водопроводов и газопроводов. Также трубы активно применяются в автомобилестроительной отрасли, где множество деталей сделано из них.
Как известно, чем меньше соединительных элементов и швов имеет конструкция, тем она более надёжна. Швы могут протечь, в результате чего произойдёт утечка транспортируемого по трубе вещества, что само по себе несёт опасность для жизни людей. Чтобы снизить к минимуму возможность аварии, используют трубогибы, которые сгибают длинную цельную трубу на необходимый угол. Главное превосходство такого станка в том, что сгиб получается почти идеальным. Бездорновый трубогиб не может проделать сгиб такого высокого качества.
Чтобы снизить к минимуму возможность аварии, используют трубогибы, которые сгибают длинную цельную трубу на необходимый угол. Главное превосходство такого станка в том, что сгиб получается почти идеальным. Бездорновый трубогиб не может проделать сгиб такого высокого качества.
Трубогибы, имеющие протектор, рекомендуют применять в работе с тонкостенными трубами. Массивные трубы с толстыми стенками с помощью него не обрабатываются. Такой станок пользуется огромным спросом, потому что при большом КПД затрачивается минимум человеческих сил. Строение и материал гибочной машины зависит от сферы, в которой она применяется, и деталей, обрабатывающихся на ней. Дорн может быть как стальным, так и латунным или даже пластиковым.
Дорн, помещаемый внутрь трубы, принимает форму нужного изгиба и не позволяет образовываться заломам на заготовке
Виды дорновых трубогибов
Трубогиб может быть автоматический или полуавтоматический. Полуавтоматические трубогибы стоят дешевле. Но часть работы производится вручную, а это часто требует больших усилий.
Но часть работы производится вручную, а это часто требует больших усилий.
Управление автоматизированным рабочим процессом производит машина ЧПУ, оснащённая компьютером. Предварительно в него заносят схему сгиба со всеми параметрами и цифрами. Для обслуживания всего процесса достаточно одного человека.
Трубогиб может придавать трубе самые разные углы загиба. Но радиус не должен превышать двух радиусов самой трубы. Если исключить изгибание и придать нужную форму конструкции с помощью соединительных элементов (фитингов), то прочность и надёжность конструкции будет гораздо ниже, нежели у её монолитного аналога.
Типы трубогибов:
- арбалетный — рама в форме буквы «Т». Включает в себя держатель трубы и подвижной рычаг, расположенный перпендикулярно. Ручной аппарат применяется в основном при монтаже отопительных и водопроводных систем. Способен загибать трубы, образуя угол до 180°;
- гидравлический — бывает ручным и стационарным. Ручные предназначены для сгиба труб с небольшим диаметром, а стационарные используются на производствах и могут сгибать заготовки размеров в поперечнике до 100 мм. Такой трубогиб выполняет угол вплоть до 90°;
- электрический — этот тип применяется в широкопрофильном смысле. Выполняет сгибы практически любой сложности. Его работа полностью контролируется автоматикой, поэтому точность сгиба детали получается идеальной.
 Такой трубогиб выполняет угол вплоть до 90°;
Такой трубогиб выполняет угол вплоть до 90°;Дорновый трубогиб может быть ручным, его применяют при небольших объемах работ
Дорновые трубогибы используют разные схемы выполнения работы. В гидравлических, а также арбалетных системах деталь подвергается точной обработке. Широко распространены схемы, в которых присутствуют роликовые детали. В таких случаях изгибание происходит постепенным наматыванием детали на ролики.
Из-за специфичности своей конструкции этот аппарат является стационарным оборудованием. Для работы трубогиба серийного типа требуется обязательное наличие электропитания.
Важно! Если у вас возникают трудности по сгибанию тонкостенных деталей, то лучше всего обзавестись дорновым профессиональным трубогибом.

Трубогиб с дорном: конструктивные составляющие
Аппарат дорнового типа состоит из таких деталей:
- рама с направляющими — основная деталь, которая служит рабочей поверхностью;
- чугунная головка — деталь, которая создаёт гибочный момент;
- гидравлический бустер — действует как усилитель гибочной головки;
- патрон — нужен для закрепления заготовки на рабочей поверхности;
- гибочный ролик — задаёт радиус по которому будет проходить сгибание ;
- зажимные колодки — выполняют фиксирующую работу. Крепятся в области сгиба;
- дорновый оправок и тяги — на них крепятся зажимные колодки;
- натяжной кронштейн — деталь на которой помещаются оправки и тяги.
Самая сложная конструкция и у трубогибов автоматического типа, но они дают самый точный сгиб при минимальных затратах времени и сил
Каркас аппарата производится из прочной стали, а чугунная головка создаёт высокий показатель гибочного момента. В это же время её расположение зеркально отображается на компьютере и за ним можно наблюдать. Трубогибочный станок может совмещать в себе пальцевые и верхние типы зажима. Первый тип отличается от второго тем, что рычаг, производящий сгиб, не подвергается нагрузкам. Верхний тип зажима образует зазор между собой и поверхностью детали. За счёт этого труба может перемещаться в линейном направлении.
В это же время её расположение зеркально отображается на компьютере и за ним можно наблюдать. Трубогибочный станок может совмещать в себе пальцевые и верхние типы зажима. Первый тип отличается от второго тем, что рычаг, производящий сгиб, не подвергается нагрузкам. Верхний тип зажима образует зазор между собой и поверхностью детали. За счёт этого труба может перемещаться в линейном направлении.
Станок также оснащён гидравлической деталью — бустером. Зажим имеет патрон и механические упоры и расположен на линейных направляющих. Механические упоры задают плоскость трубы.
Основные преимущества эксплуатации дорнового трубогиба
Бездорновый трубогиб сгибает трубы под давлением, которое создаётся при помощи различных видов приводов — от гидравлического до ручного. На трубу, которая подвергается обработке, действует давление и стенка, находящаяся на внутреннем радиусе сгиба, начинает деформироваться, образуя угол. В процессе сгиба на её поверхности образуется гофра — волнистый участок. Стенка на внешней стороне, наоборот, растягивается, что влечёт за собой её ослабление. В результате такого сгиба труба после окончания работы деформируется и теряет свою прочность.
Стенка на внешней стороне, наоборот, растягивается, что влечёт за собой её ослабление. В результате такого сгиба труба после окончания работы деформируется и теряет свою прочность.
Дорн является элементом, благодаря которому можно свести к минимуму изменения поверхности детали. С дорном стенки изделия деформируются плавно и максимально ровно.
Важно! Толстые трубы в состоянии обработать и бездорновый трубогиб, но тонкие трубы (особенно из пластичных металлов) без исключений должны подвергаться сгибанию на трубогибах дорнового типа. Если это правило проигнорировать, тонкостенная труба сильно деформируется и будет непригодна для эксплуатации.
На бездорновом трубогибе можно обрабатывать толстостенные трубы без риска испортить заготовку
Смазка дорна
Смазка дорна является очень важным процессом, она способствует равномерному сгибу трубы. Смазка нужна для того, чтобы снизить силу трения при сгибании трубы, находящейся под давлением. Дорн можно смазывать кисточкой, но это не лучший вариант, поскольку в этом случае нельзя рассчитывать на равномерность распределения средства на поверхности дорна. Спрей также является малоэффективным вариантом. Лучше всего наносить смазку импульсивно, с помощью ручного насоса. Делая это, нужно быть очень внимательным, чтобы масло на поверхности распределялась равномерным слоем.
Дорн можно смазывать кисточкой, но это не лучший вариант, поскольку в этом случае нельзя рассчитывать на равномерность распределения средства на поверхности дорна. Спрей также является малоэффективным вариантом. Лучше всего наносить смазку импульсивно, с помощью ручного насоса. Делая это, нужно быть очень внимательным, чтобы масло на поверхности распределялась равномерным слоем.
Трубогибы со стабилизирующей деталью (дорном) — гораздо более профессиональное оборудование, нежели ручное или самодельное. Такой станок быстрее и лучше выполняет работы по сгибанию труб под практически любым углом, что позволяет производить прочные и долговечные конструкции без каких-либо соединительных элементов. Но не стоит забывать, что гибка металлических труб с дорном — это процесс, который требует соответствующей подготовки.
Трубогибы на оправке с ЧПУ
Почему стоит выбрать решение для гибки с ЧПУ? Трубогибы на оправке с ЧПУ предлагают пользователям ряд преимуществ. Поскольку требования к гибке труб становятся все более сложными, часто лучшим решением для обеспечения повторяемости является станок с ЧПУ. Станки с ЧПУ позволяют в большей степени контролировать углы изгиба, формулы и технические характеристики инструмента, чем обработка с помощью человека, и расширяют диапазон возможностей гибочного станка. Станок с ЧПУ выполняет индивидуальные заказы, независимо от сложности, доступные и масштабируемые.
Поскольку требования к гибке труб становятся все более сложными, часто лучшим решением для обеспечения повторяемости является станок с ЧПУ. Станки с ЧПУ позволяют в большей степени контролировать углы изгиба, формулы и технические характеристики инструмента, чем обработка с помощью человека, и расширяют диапазон возможностей гибочного станка. Станок с ЧПУ выполняет индивидуальные заказы, независимо от сложности, доступные и масштабируемые.
Также доступны полностью автоматизированные системы гибки труб с ЧПУ. Не все приложения требуют полностью автоматизированного решения, но наличие этой опции снова открывает возможности.
Не знаете, какие инструменты вам следует использовать? Загрузите бесплатную копию «Руководства по выбору инструмента для трубогиба: контрольный список технических характеристик и информации по инструментам»!
Гибочные станки с ЧПУ также доступны с широким диапазоном мощности и точности.Так, например, решения с ЧПУ существуют для приложений с высокой мощностью, таких как тяжелая промышленность, и для высокоточных приложений, таких как автомобильные. Возможность удовлетворить требования практически любого приложения, обеспечивая при этом контроль и повторяемость даже для сложных гибов, делает станки с ЧПУ отличным вариантом.
Возможность удовлетворить требования практически любого приложения, обеспечивая при этом контроль и повторяемость даже для сложных гибов, делает станки с ЧПУ отличным вариантом.
Даже с контролем и точностью станка с ЧПУ, некоторые изгибы труб требуют поддержки оправки для выполнения точного изгиба.Оправки помогают предотвратить некоторые из наиболее распространенных проблем изгиба, таких как смятие и смятие трубы, а в сочетании с возможностями станка с ЧПУ помогают цехам выполнять изгибы без дефектов или проблем, которые могут привести к браку детали.
Комплексные решения для трубогиба на оправке с ЧПУ Наши комплексные технологические решения «под ключ» могут гарантировать, что у вас есть подходящий инструмент для трубогибов с ЧПУ для любой работы. Мы также предлагаем ряд бесплатных ресурсов на нашем веб-сайте, которые помогут вам со всеми необходимыми инструментами.Щелкните здесь, чтобы увидеть нашу страницу с инструментами для гибки труб, чтобы получить дополнительную информацию, включая технические данные по оправке и шлифовальной головке, или перейдите по ссылке ниже, чтобы загрузить бесплатную копию «Руководства по выбору инструментов для трубогиба: перечень технических характеристик и информации об инструментах».
Станки для гибки труб на оправке HMT с элементами управления трубогибом на оправке
Станки для гибки труб на оправке HMT с органами управления трубогибом на оправкеКомпания HMT предлагает станки для гибки труб на оправке с элементами управления устройством для гибки труб на оправке для гибки труб без образования складок.
Во многих отраслях промышленности изгибы труб должны быть гладкими и без складок.Специальная трубогибочная машина с ЧПУ необходима для сгибания труб с малым радиусом без образования швов или напряжения на трубах. Ряд станков для гибки труб на оправке с ЧПУ, а также устройства управления станками для гибки труб на оправке, доступны у нас в Horn Machine Tools, Inc.
Изгиб оправки особенно важен в автомобильной промышленности, а также обычно используется для выхлопных труб мотоциклов. Для этих применений трубка должна быть гладкой снаружи и внутри трубки.
 Плавный изгиб необходим для плавного перемещения жидкостей и газов, создавая как можно меньше турбулентности. Избегайте раздавливания трубопроводов, потому что канавки или складки будут препятствовать свободному выходу выхлопных газов.
Плавный изгиб необходим для плавного перемещения жидкостей и газов, создавая как можно меньше турбулентности. Избегайте раздавливания трубопроводов, потому что канавки или складки будут препятствовать свободному выходу выхлопных газов.При покупке трубогибочного станка с оправкой обязательно пройдите обучение и получите поддержку, чтобы максимально использовать возможности вашего станка. Здесь, в HMT, мы гордимся своим сервисом. Поддержка клиентов не заканчивается продажей. Мы устанавливаем, обучаем и вводим в эксплуатацию все трубогибочные станки, которые мы производим, в том числе трубогибы на оправке.Как заявляет Кент Хорн, президент Horn Machine Tools, Inc., «Наши машины надежны и долговечны, и у нас есть услуги и поддержка, чтобы поддержать это».
Положитесь на нашу обширную гарантию, которая распространяется на любые неисправные электрические, механические или гидравлические компоненты. У нас даже есть 30-дневная политика возврата.
Чтобы приобрести станок для оправки, подходящий для ваших материалов и областей применения, свяжитесь с нашей командой экспертов сегодня.
 Мы поможем вам найти наиболее экономичный вариант и учтем ваши характеристики.Наши бесплатные консультации бесплатны. Мы с нетерпением ждем вашего ответа. Свяжитесь с нами по телефону (559) 431-4131.
Мы поможем вам найти наиболее экономичный вариант и учтем ваши характеристики.Наши бесплатные консультации бесплатны. Мы с нетерпением ждем вашего ответа. Свяжитесь с нами по телефону (559) 431-4131.Гибочные станки с ЧПУ | Джесси Ко.
Брошюра по гибочным станкам с ЧПУ
Рис. 1 Трубогибы с ЧПУ Jesse Co. Стандартная длина груза 20 футов.
ГИБКИ НА СЕГОДНЯ
Гибочные станки серии 1000CNC – это 3-осевые гибочные станки с ЧПУ, с гидравлическим приводом по всем осям.При наличии подходящих гибочных инструментов они обладают мощностью, точностью и жесткостью, чтобы производить изгибы без складок с минимальной овальностью и утонением стенки труб и трубок из различных металлов и сплавов.
Гибочные станки Jesse Co. спроектированы и изготовлены в соответствии с новейшими стандартами станков, включая JIC. Их мощности указаны в Sch. 80 труба – не тонкостенная труба, модули сечения которой могут быть вдвое меньше. Стандартные размеры: 3 дюйма, 4 дюйма, 6 дюймов, 8 дюймов IPS (60,3, 88,9, 114.3, 168,2, 219 мм) – и больше.
80 труба – не тонкостенная труба, модули сечения которой могут быть вдвое меньше. Стандартные размеры: 3 дюйма, 4 дюйма, 6 дюймов, 8 дюймов IPS (60,3, 88,9, 114.3, 168,2, 219 мм) – и больше.
УЛУЧШЕННЫЙ ДИЗАЙН
Гибочные станки более прочные и универсальные, чем традиционные гибочные станки с поворотным рычагом. Поскольку ни поворотный рычаг, ни механизм прижимной матрицы не свешиваются ниже плоскости гибочной матрицы, основная рама гибочного станка серии 1000CNC расположена там, где она должна быть, непосредственно под направляющей прижимной матрицы и поддерживая ее. Таким образом, все изгибающие силы, действующие на шпиндель и которым противодействует пресс-матрица, непосредственно «разрешаются» в одной компактной трубчатой балке для тяжелых условий эксплуатации.Гибочные станки серии 1000CNC от Jesse Co. также имеют наибольший диаметр шпинделя и подшипника, наибольший разброс между подшипниками и наименьшее расстояние от гибочной матрицы до верхнего подшипника шпинделя – все для обеспечения максимально возможной жесткости.
ЗАЖИМ ВСТРОЕННЫЙ (“НАБОР”)
Установив гидравлический зажимной механизм на самой вращающейся гибочной головке, Jesse Co. отказалась от обычного поворотного рычага. У этой системы много преимуществ.
Встроенное выравнивание зажима на соответствующих монтажных поверхностях зажимного механизма и гибочной матрицы гарантирует, что регулировка установки зажима по вертикали или горизонтали не требуется.Таким образом, смена инструмента происходит быстрее и проще.
Зажим открывается вверх, устраняя помехи при поступательной подаче гнутой заготовки. Возможное столкновение между зажимом и продвигающейся деталью является основным недостатком традиционных гибочных станков с поворотным рычагом. Эту проблему обычно преодолевают за счет использования опускающегося зажимного механизма кулачкового или кулачкового типа или с помощью отдельно поворачиваемого коаксиального поворотного рычага и главного вала. Оба являются сложными, компромиссными «исправлениями». Джесси Ко.Система подвесных зажимов устраняет эту проблему.
Джесси Ко.Система подвесных зажимов устраняет эту проблему.
Сила зажима является автономной – не передается через крепление матрицы, шпиндель или любую другую часть станка. Таким образом, никогда не возникает наклона гибочной матрицы, вызванного усилиями зажима.
Верхняя стяжка не требуется. с верхним зажимом, потому что отсутствует наклон гибочной матрицы, вызванный давлением зажима, даже при гибке самых тяжелых или наиболее «критических» деталей.
Инструмент остается правильно выровненным , потому что гибочная матрица вращается в горизонтальной плоскости на протяжении всего гиба.
Уменьшается объем технического обслуживания станков и инструмента. Отсутствуют салазки поворотного рычага или переключающие рычаги, которые могут повредить шептало или сломаться, а также меньше нагрузки и износа на инструмент.
Верхний зажим более безопасен. Опасная «точка защемления» между поворотным рычагом и рычагом прижимной матрицы исчезла.
Оператор напрямую контролирует усилие зажима. Их легко считывать с манометра и легко настраивать с помощью предохранительного клапана, что обеспечивает согласованные и точные настройки.(Зажимные механизмы тумблерного типа создают нечитаемые и неизбежно чрезмерные усилия в их верхней мертвой точке, в положении предварительной блокировки.)
СИСТЕМА ДАВЛЕНИЯ
Пресс-матрица устанавливается на массивном держателе ведущей балки, перемещающемся по негабаритным путям, которые крепятся непосредственно к главной балке, а не к консольному рычагу.
Пресс-цилиндр прямого действия установлен в центральной плоскости трубы для непосредственного сопротивления изгибающим силам.
Салазки держателя пресс-формы и главный стержень имеют достаточную длину, чтобы можно было выполнять изгибов 3xD 90 ° при номинальной мощности машины. (Возможна большая длина).
Все настройки давления выполняются с пульта управления
Программное обеспечение для защиты пресс-матрицы / каретки от столкновений предотвращает разрушительные столкновения, которые в противном случае могут произойти из-за ошибки оператора, то есть из-за закрытия пресс-штампа, когда каретка продвинулась в область пресс-штампа.
ПОДДЕРЖКА ДАВЛЕНИЯ (ИЛИ УСИЛИТЕЛЬ) ДЛЯ УМЕНЬШЕНИЯ УТОНЧИВАНИЯ СТЕНКИ В отличие от других гибочных станков, системы усиления давления и повышения давления на Jesse Co.Гибочные станки серии 1000 PC не являются «надстройками». Вспомогательный / усилительный цилиндр штампа давления встроен в головку держателя штампа – параллельно центральной линии заготовки, где он должен быть, чтобы не создавать асимметричных нагрузок. Массивные направляющие под давлением на гибочных станках Jesse Co. 1000 могут выдерживать нагрузки, создаваемые системой повышения давления. Как боковое давление, так и давление наддува регулируются с помощью ЧПУ.
Гибка штампа под давлением включает использование контролируемой толкающей силы, прилагаемой к штампу.Это снижает сопротивление инструмента и помогает контролировать утонение заготовки. Однако, поскольку пресс-штамп не зажат на заготовке, общая вспомогательная сила ограничивается коэффициентом трения между пресс-штампом и трубкой. Гибка с помощью штампа под давлением – это не то же самое, что гибка с ускорением.
Гибка с помощью штампа под давлением – это не то же самое, что гибка с ускорением.
Усилительная гибка (опция) включает в себя непрерывное толкающее усилие, прикладываемое непосредственно к заготовке через усилительный зажим. Для достижения максимального эффекта усилителя цилиндр усилителя и его система крепления должны иметь возможность оказывать достаточную нагрузку, чтобы подвести заготовку к пределу текучести при сжатии.В системе наддува Jesse Co. зажим усилителя устанавливается непосредственно на задней части пресс-формы, что обеспечивает непрерывное усиление прочности колонны заготовки при высоких нагрузках на усилитель. Последовательность до десяти предварительно выбранных значений давления наддува автоматически применяется при достижении заданных точек изгиба.
Гибка без оправки с «фасонной канавкой» (опция) сочетает в себе специальные инструменты с усилием давления в штампе (или опциональное усиление для гибов с меньшим радиусом), позволяя гибку без оправки широкого диапазона труб и труб с более толстыми стенками при минимальном утонении стенки и овальность.
Рис.2 Jesse Co. 1004 Трубогиб с ЧПУ
Зажим «Верхний» открывается вверх; устранение столкновения с поступательной подачей гнутой заготовки; распространенная проблема с традиционными гибочными машинами с поворотным рычагом.
СИСТЕМА ПЕРЕВОЗКИ / МАНДРЕЛЯ
Балка каретки / оправки включает в себя цилиндр экстрактора оправки и опоры стержня оправки вместе с направляющими для каретки.
Базовый гибочный станок дополняется узлом каретки / оправки без каких-либо компромиссов по конструкции. Поскольку основная балка и приводные цилиндры находятся под салазками прижимной матрицы, а не под балкой оправки, как в большинстве гибочных станков, каретка спроектирована с учетом высоты центральной линии инструмента гибочного станка, а не наоборот. Когда каретка добавляется к традиционному гибочному станку с поворотным рычагом, высота центральной линии гибочного штампа должна быть увеличена, чтобы соответствовать высоте цанги каретки над главной балкой. Эта дополнительная высота инструмента увеличивает риск наклона гибочной матрицы.
Эта дополнительная высота инструмента увеличивает риск наклона гибочной матрицы.
Джесси Ко.Конструкция серии 1000 устраняет эту проблему. Стандартный ход каретки 20 футов (6,1 м) и длина груза также не ограничиваются длиной основной балки гибочного станка и не требуют удлиненной рамы или других модификаций.
Каретка движется по прецизионному грунту, по кругу. для плавного хода (перемещение между изгибами) – приводится в движение мощным гидравлическим двигателем через зубчатую рейку и шестерню. Во время цикла гибки этот привод отключается, чтобы обеспечить свободное буксирование каретки, когда труба протягивается вокруг радиального штампа.Также доступен наддув каретки.
Вращение патрона (движение в плоскости изгиба) также имеет гидравлический привод через червячную передачу с очень низким люфтом. Для большей точности плоскость энкодера поворота изгиба приводится в действие непосредственно от вала привода червячной передачи, без какого-либо вспомогательного приводного механизма.
Доступны два варианта цангового патрона / патрона , патрон кулачкового типа для толстостенных труб или труб с предварительно отбортованными фланцами или цанговый механизм для труб с более тонкими стенками. каретка и патрон / цанга обладают достаточной мощностью и захватом, чтобы выдерживать все движения по обеим осям в пределах возможностей машины.
Опоры стержня оправки / заготовки внутри балки автоматически втягиваются при прохождении каретки над головой.
Длина груза 20 футов (6,1 м) через оправку и ход каретки гарантируют, что можно загружать трубы полной длины одним непрерывным движением без подачи сцепного устройства. Доступна большая длина груза.
Регулировка положения касательной к оправке выполняется ходовым винтом на цилиндре съемника оправки – усовершенствование по сравнению с традиционным методом завинчивания и выкручивания оправки на конце стержня оправки.
Рис. 3 Регулировка радиуса центральной оси каретки и оправки во время наладки является стандартной для гибочных станков серии 1000 с ЧПУ.
3 Регулировка радиуса центральной оси каретки и оправки во время наладки является стандартной для гибочных станков серии 1000 с ЧПУ.
ПОПУЛЯРНАЯ СИСТЕМА ЧПУ
Jesse Co. предлагает трубогибы с ЧПУ с начала 1980-х годов. В 1999 году Джесси сотрудничал с Current Tech для внедрения BendPro, сложной системы ЧПУ.
Сегодня BendPro G2 является самым популярным устройством управления гибочными станками с ЧПУ в отрасли. Клиенты говорят нам, что он предлагает самую высокую производительность и функциональность среди всех ЧПУ-станков на рынке и является самым простым в использовании.
- Лучшая поддержка в отрасли
- Программное обеспечение BendPro G2 (Новое поколение)
- Промышленный ПК с сенсорным экраном и ярким, легко читаемым 15-дюймовым ЖК-дисплеем
- Операционная система Windows XP Professional с удаленной диагностикой
- Сети с офисными ПК, измерительными машинами и Интернетом
- Стандартные компоненты доступны по всему миру
- Неограниченное хранение деталей на резидентных дисках или в офисной сети
- Высокопроизводительное сервоуправление обеспечивает быстрое и точное производство
- Высокоскоростная система ввода-вывода подключается к ПК через Ethernet
- Поддержка ввода и преобразования данных XYZ или YBC (LRA)
- Импорт программ с офисных компьютеров
- Отображает и вращает трехмерное изображение запрограммированной детали в реальном времени
- Простые в использовании экраны управления с графическим изображением гибочного станка
- Поддерживаются режимы открытого и закрытого цангового патрубка
- Сцепное устройство перемещается и возвращается в поддерживаемые зоны
- Расширенная диагностика упрощает устранение неполадок
- Интерфейсы к измерительным машинам производства Multi Systems, Romer, Axila, Addison и др. ..
- Интерфейсы для роботизированных погрузчиков и разгрузчиков (включая гибочные ячейки с ЧПУ)
- Офисное программное обеспечение для автономного программирования и проверки перед гибкой
- Офисное программное обеспечение для моделирования, проверка на интерференцию детали / машины
- Режим обучения для простого программирования сложных движений с натягом
- И многое другое …
 ..
.. Стандартные характеристики:
BendPro G2 ЧПУ
Отдельный гидроагрегат
Верхний зажим
Автоматическая смазка Rack and Pinion
Автоматическая смазка приводной цепи
Смазка оправки
Слайды Powered Cross
Ассистент давления штампа
Стандартный объем поставки:
Основная рама
Тележка и рама для позиционирования труб
Экстрактор оправки и стержень
Гидравлический блок питания
BendPro G2 ЧПУ
Верхний зажим
Пусковой комплект
Заводское обучение
Руководства по эксплуатации и обслуживанию
| Технические характеристики | 1003CNC | 1004CNC | 1006CNC | 1008CNC | 1010 ЧПУ |
| Максимальный размер трубы | 3/80 | 4/80 | 6/80 | 8/80 | 10/80 |
| Максимальный наружный диаметр | 4. 0 “ 0 “ | 5,0 “ | 8,0 “ | 10,0 “ | 12,0 “ |
| Минимальный наружный диаметр (рекомендуемый) | 0,84 “ | 1,030 “ | 1.900 “ | 3.500 “ | 4.500 “ |
| Толщина стенки при макс. Наружном диаметре | . 1875 “ | . 1875 “ | ,250 “ | ,250 “ | .250 “ |
| Максимальный CLR | 15 “ | 12 “ | 18 “ | 24 “ | 30 “ |
| Максимальное вращение шпинделя | ≥193º | ≥193º | ≥193º | ≥193º | ≥193º |
| Максимальная длина по оправке | 20 ‘ | 20 ‘ | 20 ‘ | 20 ‘ | 20 ‘ |
| Рабочая высота | 42 “ | 42 “ | 42 “ | 52 “ | 60 “ |
| Оснастка Высота осевой линии | 2. 500 “ 500 “ | 3.000 “ | 4,375 дюйма | 6.000 “ | 7.000 “ |
| Ход оправки | 22 “ | 24 “ | 28 “ | 30 “ | 36 “ |
| Ход толкателя | 19,5 “ | 25 “ | 33 “ | 44 “ | 55 “ |
| Ход штампа под давлением | 12 “ | 13 “ | 30 “ | 35 “ | 43 “ |
| Емкость гидравлического бака | 40 галлонов. | 80 гал. | 120 галлонов. | 180 галлонов. | 180 галлонов. |
| Давление в гидросистеме | 3000 фунтов на кв. Дюйм Дюйм | 3000 фунтов на кв. Дюйм | 3000 фунтов на кв. Дюйм | 3000 фунтов на кв. Дюйм | 3000 фунтов на кв. Дюйм |
| Длина назад | 29 ‘ | 29 ‘ | 30 ‘ | 31′-4 “ | 32 ‘ |
| Длина вперед | 10 “ | 15 “ | 18 “ | 23 “ | 24 “ |
| Внешний диаметр стержня оправки | 1.66 “ | 1,90 “ | 2 “ | 2.31 “ | 3 “ |
| Резьба оправки | 1,25 “-12 | 1,75 “-10 | 2 “-12 | 2 “-12 | 3 “-12 |
| Стандартный зажим | # 2 | # 3 | # 4 | # 5 | # 6 |
| Общая ширина | 78 “ | 112 “ | 11 ‘ | 17′-4 “ | 18′-8 “ |
| Высота | 54 “ | 56 “ | 60 “ | 78 “ | 84 “ |
| Масса (фунты) | 11 000 | 16 000 | 24 000 | 28 000 | 32 000 |
| Скорости | |||||
| Ось C, передний / задний ход (об / мин) | 1. 3 / 3,2 3 / 3,2 | 1,0 / 3,4 | ,60 / 3,7 | ,60 / 2,2 | ,60 / 2,2 |
| Ось B (об / мин) | 3 | 3 | 2 | 1,5 | 1,5 |
| Ось Y (кадр / мин) | 60 | 60 | 40 | 40 | 40 |
Описанные технические характеристики, емкость и конструктивные особенности могут быть изменены без предварительного уведомления.
ТРУБОГИБ С ЧПУ Wonsten | Решение для трубогиба с ЧПУ и индукционного трубогибочного станка Wonsten
Владение гибочным станком с ЧПУ на оправке дает владельцам магазинов различные преимущества. Стоимость передачи ваших работ по гибке выхлопных труб сторонним предприятиям быстро увеличивается, оставляя вас в зависимости от источников, находящихся вне вашего контроля.
Если идея получить контроль над своим производством и улучшить график кажется дорогой или слишком хорошей, чтобы быть правдой, вам повезло.Wonsten – ведущий мировой производитель станков для гибки оправок с ЧПУ, предлагающий на продажу множество новых станков для гибки выхлопных труб. Наша разнообразная коллекция различных гибочных станков дает вам возможность найти идеальное решение для ваших производственных нужд. У нас долгая история надежности, и мы разделяем страсть к тому, чтобы предлагать предприятиям решения для гибки, необходимые им для дальнейшего роста.
Занимаясь технологиями формовки труб на протяжении десятилетий, Вонстен занимался различными разработками в мире трубогибочных станков с ЧПУ на оправке, чтобы удовлетворить глобальные потребности в различных отраслях промышленности.
Wonsten предлагает полную линейку трубогибочных станков с ЧПУ на оправке премиум-класса по самым высоким ценам и по конкурентоспособным ценам. Трубогибочный станок с ЧПУ Wonsten может удовлетворить ваши производственные потребности и удовлетворить ваши прикладные решения как для небольших объемов, так и для массового производства.
с ЧПУ оснащен серией модульных пресс-форм, которые позволяют сгибать различные профили с максимальной точностью и минимальной деформацией. С помощью модульных форм можно сгибать плоские стержни, квадратные стержни, круглые стержни, профиль, круглые трубы и другие.
Wonsten разрабатывает, производит и поставляет ряд трубогибочных станков с ЧПУ на оправке
разработан для поддержки экстремальных характеристик изгиба. Гибочные станки – это технологически продвинутые, надежные и точные станки, способные обеспечить отличное качество гибки и максимальную производительность с течением времени. Трубогибочные машины Wonsten подходят для гибки стальных, нержавеющих и алюминиевых профилей и балок различных форм и размеров.
| Модель | Блок | DW38CNC | DW50CNC | DW75CNC | DW89CNC | DW114CNC |
| Макс.Диаметр × толщина | мм | Φ 38 × 2 | Φ50 × 2 | Φ75 × 4 | Φ89 × 5 | Φ114 × 15 |
Макс. Радиус изгиба Радиус изгиба | мм | R180 | R330 | R400 | R400 | R650 |
| Мини. Радиус изгиба | мм | R15 | R20 | R30 | R40 | R90 |
| Макс. Угол гибки | 190 ° | 190 ° | 190 ° | 190 ° | 190 ° | |
| Макс.Длина кормления | мм | 2000 | 2000 | 2800 | 3000 | 4500 |
| Подача | Серводвигатель напрямую | |||||
| Рабочая скорость | Скорость гибки | 90 ° / с | 80 ° / с | 40 ° / с | 40 ° / с | 30 ° / с |
| Скорость вращения | 200 ° / с | 180 ° / с | 160 ° / с | 160 ° / с | 120 ° / с | |
| Скорость подачи | 1000 мм / с | 800 мм / с | 800 мм / с | 600 мм / с | 400 мм / с | |
| Точность работы | Точность гибки | ± 0. 3 3 | ± 03 | ± 0,3 | ± 0,3 | ± 0,3 |
| Точность вращения | ± 0,1 | ± 0,1 | ± 0,1 | ± 0,1 | ± 0,1 | |
| Точность подачи | ± 0,1 | ± 0,1 | ± 0,1 | ± 0,1 | ± 0,1 | |
| Режим ввода данных | Y.B.C | Y.B.C | Y.B.C | Y.B.C | Ю. | г. до н.э.|
| Мощность серводвигателя вращения | кВт | 0,45 | 0,45 | 1 | 1 | 2 |
| Мощность серводвигателя подачи | кВт | 1 | 1 | 2 | 2 | 4 |
| Макс. Трубогиб № | шт. | 32 | 32 | 32 | 32 | 32 |
| Запасные части на складе | шт. | 2000 | 2000 | 2000 | 2000 | 2000 |
| Мощность гидромотора | кВт | 5. 5 5 | 7,5 | 11 | 11 | 22 |
| Макс. Системное давление | МПа | 12 | 12 | 12 | 14 | 14 |
| Размер | мм | 3900 × 840 × 1300 | 4000 × 900 × 1300 | 4900 × 1350 × 1230 | 5200 × 1350 × 1230 | 8000 × 1700 × 1500 |
| Масса | кг | 2200 | 2500 | 3800 | 4200 | 9000 |
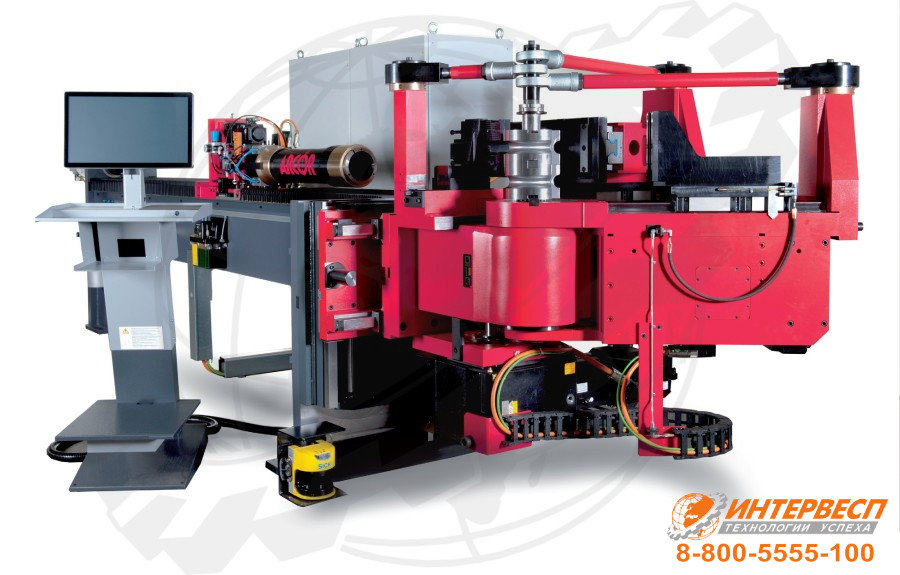
Станок для гибки оправки с ЧПУ одному из крупнейших производителей гидравлических прессов
Глобальный производственный гигант недавно обратился за помощью к AMOB для поставки на свои помещения нового полностью гидравлического станка для гибки стержней с ЧПУ – с целью оптимизации и увеличить производство своей всемирно известной линейки гидравлических прессов.
Заказчик, имея дело со многими специальными проектами, включающими сложные системы трубопроводов, указал на необходимость прямого импорта файлов САПР на машину без проблем или потери данных. Выбранный станок для гибки оправок CH-60-CNC делает именно это, а также позволяет пользователю просматривать компонент в 3D в собственном программном обеспечении AMOB для гибки. В равной степени жизненно важна была потребность в большой внутренней емкости памяти с большим количеством различных компонентов, используемых заказчиком. Ассортимент AMOB’S CH может содержать миллионы деталей, комфортно отвечая требованиям клиента.
Выбранный станок для гибки оправок CH-60-CNC делает именно это, а также позволяет пользователю просматривать компонент в 3D в собственном программном обеспечении AMOB для гибки. В равной степени жизненно важна была потребность в большой внутренней емкости памяти с большим количеством различных компонентов, используемых заказчиком. Ассортимент AMOB’S CH может содержать миллионы деталей, комфортно отвечая требованиям клиента.
Точность и повторяемость также были важны. Трубы и трубы являются критически важными компонентами прессов, особенно в случае с этим клиентом, который производит сверхпрочные изделия, способные создавать усилие до 100 000 кН. При фиксированных входах и выходах изогнутые компоненты должны быть очень точными – даже половина градуса может вызвать проблемы с установкой. К счастью, точность и повторяемость CH-60-CNC обеспечивают правильную установку с первого раза.
Чтобы удовлетворить потребности постоянно растущего портфеля заказов клиентов, необходимо было также увеличить объем производства. CH-60-CNC действительно обеспечивает высокую эффективность – быстрое время цикла, сокращение отходов и быстрая наладка инструментов позволяют значительно упростить производственный процесс. Конечно, новый станок необходимо было интегрировать в производственную ячейку клиента на его испанском заводе. К счастью, техническая команда AMOB имеет многолетний опыт взаимодействия серии CH CNC с автоматизированными ячейками.Это сделало интеграцию проекта беспроблемной и эффективной – и с точки зрения клиента, это был один из многих факторов, которые означали, что AMOB была выбрана поставщиком.
JMT Трубогиб с ЧПУ (ABM 76)
26 февраля 2014 г.
26 февраля 2014 г.
 youtube.com/embed/TeHdhQ5RKO0?autohide=2&autoplay=0&enablejsapi=1&fs=1&modestbranding=1&origin=http%3A%2F%2Fjmtusa.com&rel=1&showinfo=0&wmode=opaque&controls=1&disablekb=0&theme=dark&iv_load_policy=3″ frameborder=”0″ webkitallowfullscreen=”” mozallowfullscreen=”” allowfullscreen=”” name=”tubepress-player-527465267″/>
youtube.com/embed/TeHdhQ5RKO0?autohide=2&autoplay=0&enablejsapi=1&fs=1&modestbranding=1&origin=http%3A%2F%2Fjmtusa.com&rel=1&showinfo=0&wmode=opaque&controls=1&disablekb=0&theme=dark&iv_load_policy=3″ frameborder=”0″ webkitallowfullscreen=”” mozallowfullscreen=”” allowfullscreen=”” name=”tubepress-player-527465267″/> Трубогиб с ЧПУ JMT ABM 76 может с высокой точностью сгибать трубы диаметром до 3 дюймов (76 мм).
Доступны модели «ЧПУ-1» и «ЧПУ-3». (Также доступна модель оправки NC.)
Технические характеристики:
- Движение вперед и ось поворота с сервоуправлением (модель ЧПУ-1)
- Оси гибки, движения вперед, откладывания и поворота с сервоуправлением (ЧПУ-3)
- Управляет скоростью сервоосей с панели управления
- Гидравлические вспомогательные оси
- Педаль управления
- Пошаговая и полностью автоматическая работа
- Возможность работы с однострочным штампом (модель ЧПУ-1)
- Рабочие возможности трехстрочных штампов (модель ЧПУ-3)
- Поставляются штампы любого необходимого размера
- Эксплуатационная способность с / без оправки
- Гибка простой или сложной формы стали, нержавеющей стали, алюминия и аналогичных сгибаемых материалов
- Возможность гибки труб длиннее, чем длина станка (ЧПУ-3 – Не для всех диаметров)
- Возможность получения неограниченного угла с помощью прокатной системы (ЧПУ-3)
- Спиральная гибка (ЧПУ-3 – только для определенных диаметров)
- Радиатор гидравлического масла
- Автосмазка оправки
- Программа практического интерфейса
- Возможность программирования в режиме YBC
- Длина трубы может быть рассчитана с помощью программы обработки детали
- Система управления движением (ЧПУ-3)
- Предварительный просмотр написанной программы в 3D
- ПК с цветным сенсорным экраном 15 ″
- Серийное производство может начаться после непродолжительного обучения
Трубогибочный станок без оправки CC60 CNC
ПАНЕЛЬ УПРАВЛЕНИЯ ESA S625
Трубогибы Nargesa управляются с помощью интуитивно понятного и простого в использовании цветного сенсорного экрана с диагональю 7 дюймов, оснащенного новейшими 4 технологиями. 0 технологии. Просто введите размеры трубы, толщину, угол изгиба или кривых и выберите матрицу из библиотеки, и система управления автоматически запрограммирует остальные параметры; коррекция упругого восстановления (упругая отдача), рекомендуемая скорость вращения, необходимость в опоре резцедержателя или нет, а также возможна заданная кривая … Все это может быть изменено конечным пользователем в зависимости от его собственных потребностей. Это некоторые из наиболее важных функций этой системы управления.
0 технологии. Просто введите размеры трубы, толщину, угол изгиба или кривых и выберите матрицу из библиотеки, и система управления автоматически запрограммирует остальные параметры; коррекция упругого восстановления (упругая отдача), рекомендуемая скорость вращения, необходимость в опоре резцедержателя или нет, а также возможна заданная кривая … Все это может быть изменено конечным пользователем в зависимости от его собственных потребностей. Это некоторые из наиболее важных функций этой системы управления.
- Хранит до 10 000 программ.
- Можно запрограммировать до 50 различных углов на одной детали.
- Размеры могут быть запрограммированы в дюймах или миллиметрах.
- Библиотека имеющихся штампов с возможностью программирования новых.
- Библиотека труб различной формы и различной толщины.
- ЧПУ может поставляться на более чем 20 различных языках.
- Автоматическая или ручная регулировка скорости вращения от 0. От 7 до 4,5 об / мин.
- Ручное или автоматическое управление.
- Автоматическая коррекция упругого восстановления (упругая отдача).
- Счетчик штук.
- Независимая коррекция программируемой конечной степени кривой.
- 4.0 Технологии
- Диагностика аварийных сигналов на экране.
- Предупреждение о профилактическом обслуживании.
- Может быть удаленно подключен производителем без необходимости выезжать на место установки машины.
- Предупреждение на экране, если необходимо использовать опору резцедержателя.
- Цветной сенсорный экран 7 дюймов с разрешением 800 x 480
- Силиконовый диск 128 МБ
- 2 аналоговых входа, разрешение 12 бит.
- 16 цифровых входов (24 В постоянного тока).
- 16 цифровых выходов (24 В постоянного тока, 0,7 А макс.) Защита от перегрузок и коротких замыканий.
- 1 последовательный порт RS232
- 1 порт CAN с 9 контактами разъема D-Sub F.
 От 7 до 4,5 об / мин.
От 7 до 4,5 об / мин. 