Как в домашних условиях запаять серебряную цепочку
Пайка любого металла основана на знаниях о его физических и химических свойствах. Это касается и серебра. Температура перехода этого металла из твёрдого в расплавленное состояние равна +960 градусам. Это идеальный показатель.
На практике при пайке дело приходится иметь со сплавами, и температура плавления здесь напрямую зависит от составляющих, а также их процентного соотношения. Пайка серебра требует аккуратности, и прежде чем к ней приступать, неплохо потренироваться на недорогих изделиях.
Пайка серебром
Процесс протекает с помощью специального припоя, структура которого подобрана по соответствию к пробе драгоценного металла. Действие можно производить двумя инструментами:
- электрическим паяльником;
- газовой горелкой.
Серебро помещается на ровную поверхность с низкой тепло проводимостью, которая не поддается к температурным воздействиям, отличным предметом для этих целей служит кирпич. Место спайки обрабатывается флюсом, рядом помещается необходимого размера кусок материала для пайки. Паять серебро лучше горелкой, плавными, равномерными движениями металл прогревается до нужной температуры.
Место спайки обрабатывается флюсом, рядом помещается необходимого размера кусок материала для пайки. Паять серебро лучше горелкой, плавными, равномерными движениями металл прогревается до нужной температуры.
В домашних условиях пайка требует определенных навыков и квалификации. Подбор правильного флюса и припоя требует практики, опыта, знаний по маркировке компонентов. Не рекомендуется использовать серебряный лом в качестве смеси для пайки. Температура плавления детали должна быть ниже драгоценного металла, иначе существует вероятность испортить отрезок.
Равномерно расплавив изделие, нужно продолжать операцию до момента создания качественного шва. Припой может быть помещен малыми количествами, далее добавлен при соответствии к обстоятельствам. В конце операции требуется очистить продукт от остатков субстанций пайки и флюса, действие совершается мелкозернистой наждачной бумагой, во избежание царапин и других повреждений.
Для осветления соединения применяется раствор лимонной кислоты, а чернение происходит йодом. При мероприятиях важно помнить о технике безопасности, процесс должен производится проветриваемом помещении, оператор должен одеть средства индивидуальной защиты.
При мероприятиях важно помнить о технике безопасности, процесс должен производится проветриваемом помещении, оператор должен одеть средства индивидуальной защиты.
Достоинства
Серебро плавится при 962оС. Чистый серебряный припой позволяет создавать соединения с высокой пластичностью. Основными их преимуществами считаются:
- отличная текучесть в расплавленном состоянии;
- прочность;
- устойчивость к коррозии;
- возможность соединять разные металлы и сплавы;
- высокая электропроводность и теплопроводность.
Температура плавления понижается с понижением доли серебра. Параллельно снижается время и затраты энергии на единицу расплавляемого объема.
Какие применяют припои
Серебряные добавки производятся разных видов, прилагается при запаивании предметов из стали, а также других сплавов, распространенных на промышленности. Различные детали содержат прочие элементы, состав отличается надежностью и хорошими показателями качества при соединении компонентов. Основной особенностью является стойкость к коррозии соединённых компонентов, обработанных серебром.
Основной особенностью является стойкость к коррозии соединённых компонентов, обработанных серебром.
В производстве наиболее востребованными считаются соединения марок ПСР-10, ПСР-15.
Паяльно-серебряный раствор обладает различными характеристиками, число на конце маркировки обозначает количество драгоценного металла составом. При возвышенных требованиях к антикоррозийной стойкости шва применяются марки ПСР-70 и выше, однако такие вещества дороги, используются крупными промышленностями. Пайка серебра осуществляется по различным требованиям, поэтому к выбору состава перед производством необходимо грамотно подойти.
Припой ПСР-10
Форма выпуска материала для пайки может быть различной, зависит от предназначения и содержания различных сплавов. Реализуется под видом порошка или кусочков от 2 мм, существуют вариации из цельного листа, который легко режется кусачками на требуемые размеры. При действиях с проводами, подходит элемент под видом проволоки, его легко транспортировать и добавлять малыми пропорциями.
Прочность паяного соединения
Пайка позволяет соединить разнородные материалы. В этом и заключается главное преимущество метода. Но важно оценить прочность паяного соединения, что и является показателем качества работы. На это влияет размер зазора. При малых значениях лучше всего проявляется эффект капиллярного течения, то есть металл изделия растворяется в припое. Этот эффект увеличивает прочность соединения на 30-60%.
Во время работы нельзя забывать о мерах безопасности. Это касается наличия перчаток на руках и респиратора. Нельзя забывать и о высоких температурах, которые могут стать причиной пожара.
Паяльный инструмент
В домашних условиях возможно починить любой предмет, главное желание. Серебряные детали не исключение, часто после механических воздействий украшения ломаются или обретают трещины. Поход к ювелиру может вылиться в копеечку, да и качество действий, применяемый материал может быть под вопросом.
Паяльник
Своими руками произвести действия не сложно, важно аккуратно подойти к выбору инструмента. При домашних условиях возможно использование паяльника. Важно отметить, что не каждое электрическое нагревательное оборудование может разогреть жало до существенной температуры. Обычный паяльник может нагреть кончик жала до 350 ⁰C, чего не достаточно для плавления деталей.
При домашних условиях возможно использование паяльника. Важно отметить, что не каждое электрическое нагревательное оборудование может разогреть жало до существенной температуры. Обычный паяльник может нагреть кончик жала до 350 ⁰C, чего не достаточно для плавления деталей.
Мастера точек по ремонту ювелирных продуктов пользуются газовой горелкой, она способна разогреть сталь до нужной отметки. Возможна деятельность нагревательным оборудованием с повышенной мощностью и тонким жалом, однако такие действия могут выполняться только с припоями, имеющими в структуре не высокое количество смеси.
Подготовка материалов
Электропаяльник прилагается для спайки радиотехнических частей с помощью припоев, имеющих в структуре серебро. Соединить ювелирное изделие паяльником не получится, ввиду отсутствия достаточной производительности. Для деяний с такими компонентами применяется термобур, а также следующие материалы:
- стойкое к высоким температурам сырье – кирпич;
- канифоль;
- кислотный раствор;
- пинцет, кисточка, кусачки;
- медные щипцы, небольшой отрезок ветоши.


Инструменты для пайки серебра
Флюсом для производства применяется колофоний. Предназначением является образование пленки во избежание взаимодействия субстанции с кислородом в процессе работы. Для ювелирных поделок используется специальное соединение, если магазинами не предлагается соответствующих вариантов, возможно изготовить канифоль самостоятельно. Бура и поташ смешиваются пропорциями один к одному, кристаллы порошкообразной буры перетирают с поташом, результатом получается флюс.
Несеребреные припои
При производстве, крайне не рекомендуется применять продукты, в которых присутствует свинец. Обуславливается это тем, что следы свинца удаляются с трудом, а надёжное крепление получается в единичных случаях. Также свинец токсичен, а ювелирные поделки, как правило, носятся на видных местах тела. При продолжительном ношении может возникнуть реакция кожи на токсичный свинец, который может впитываться в покровы.
Пайка серебра в домашних условиях при помощи олова
Оловянные проволоки применяются при действиях с серебряными металлами крайне редко, скрепление частей возможно произвести, но существую негативные факторы:
- шов получается заметным, разные металлы будут выдавать оттенок при солнечных лучах;
- олово темнеет при контакте с водой или воздействии среды повышенной влажности.

К серебряным деталям печатных плат может употребляться элемент спаивания марки ПОС-60, где содержится большая доля олова. Форма выпуска зачастую выглядит в виде проволоки, имеющей флюс составом.
Старинный рецепт варки
В рецептуру входит советский серебряный полтинник чеканки 1924 года и медный пятак чеканки 1961 года.
Последовательность действий следующая:
- измельчить монеты ножницами;
- расплавить в ложке серебро;
- добавить в плавильную ложку медь;
- плавными кольцевыми движениями руки перекатывать расплав по ложке до полного перемешивания;
- вылить расплав в ингус и охладить.
Поученный припой для пайки серебра будет приблизительно 900 пробы. Точная проба зависит от степени износа монет.
Как паять серебро паяльником
Ювелирные предметы ремонтируются с помощью газовой горелки или электрического паяльника. Перед тем, как паять серебро в домашних условиях, важно определить пробу. Высокопробные металлы не подвергаются температурным воздействием паяльника. При наличии денежных средств, сложной формы изделия, лучше обратиться к специалистам.
При наличии денежных средств, сложной формы изделия, лучше обратиться к специалистам.
Запрещается паять ювелирные предметы эмалью или чернением, твердыми элементами пайки.
Закрепленные драгоценные камни перед спайкой требуется удалить, иначе они могут раскрошиться и испортиться под воздействием большой температуры.
Электрическим паяльником, работающим от сети, невозможно плавить твердотельные серебряные вещества. Для надежного крепления, требуются высокие показатели расплавления вещества, нагревательным оборудованием образовывается поверхностное крепление элементов.
Пайка серебра паяльником
При помощи электропаяльника предоставляется возможность крепить массивные детали серебряным припоем, зачастую инструмент используется для работы со свинцово – оловянными субстанциями.
Физико-химические свойства и состав
Химический состав паяльного материала определяется ГОСТ и влияет на его физико-химические параметры. Для изменения свойств в состав включают такие элементы, как медь, цинк, олово, сурьма и другие.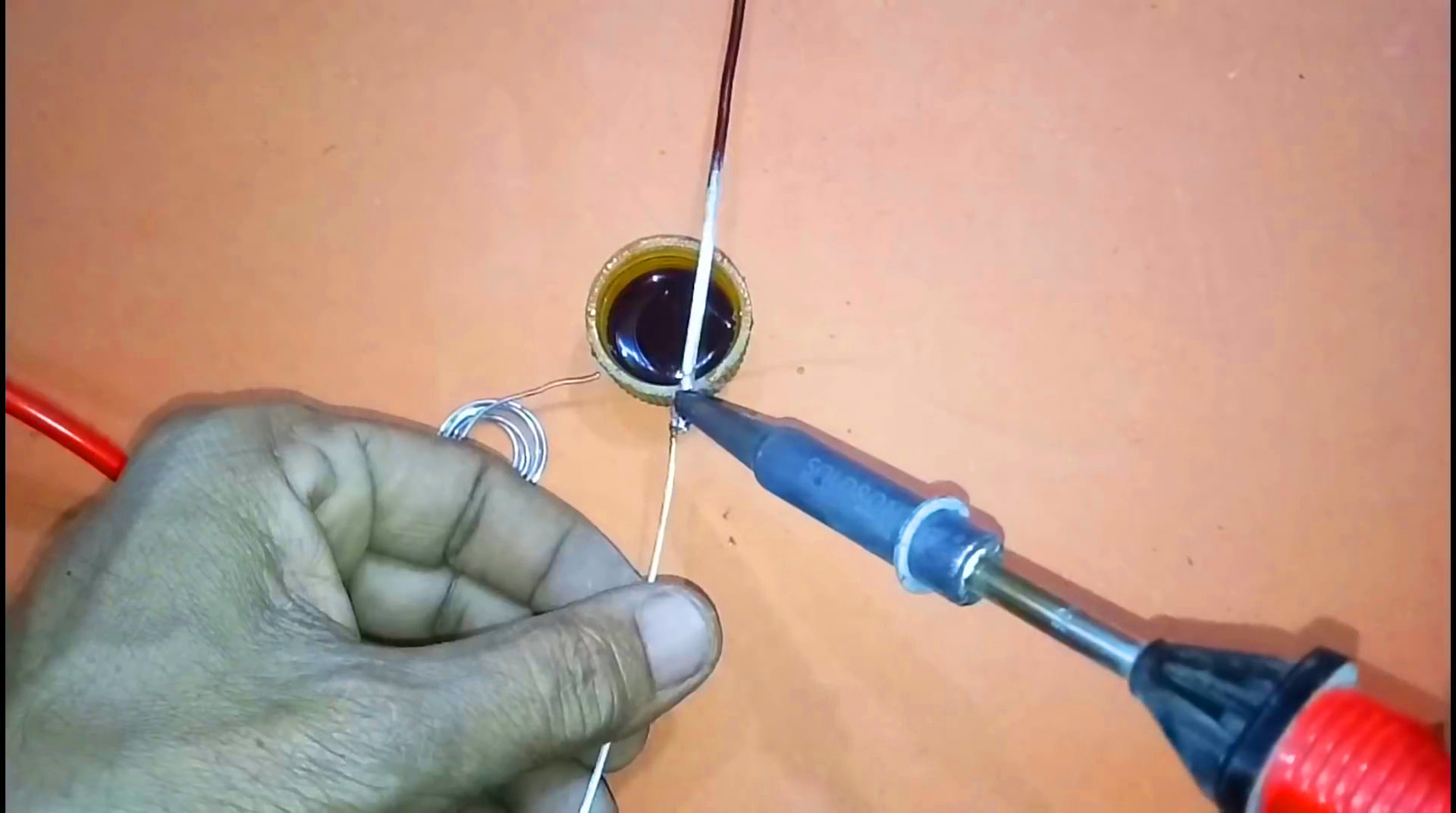
Норматив содержания добвако в различных марках припоев.
Для снижения стоимости состава при пайке менее ответственных соединений серебро разбавляют дешевыми относительно серебра оловом, свинцом, цинком.
Как паять газовой горелкой
Для качественного и надежного крепления элементов используется газовая горелка. Инструментом возможно разогреть необходимый отрезок до 1200 ⁰C пайки серебра в домашних условиях происходит при отметке 960 ⁰С. Совершается процесс следующим образом:
- Перед любой операцией спайки, компоненты обезжириваются, окисления убираются с помощью наждачной бумаги.
- После механического воздействия, часть необходимо промыть, просушить. На поверхности стыковки наносится канифоль, приобретенный в магазине, либо изготовленный в домашних условиях.
- Продукт закрепляется тисками или используется специальное крепежное приспособление, при работе невозможно будет держать определенный отрезок каким-либо инструментом. Нагрев подразумевает занятость обеих рук, при процессе изделие нужно перемещать.
- Включение происходит путем перемещения регулятора газа соответствующим положением. Струя пламени регулируется путем подачи или уменьшения количества газа. Важно помнить, мероприятия с газом проводить пожароопасно, необходимо организовать вентиляцию помещения.
- Обозначенное место пайки греется струей пламени, равномерно распределяя величину факела по поверхности серебряного продукта. Пламя должно контролироваться визуально, в идеале оно имеет темную сердцевину, повышенная температура производится ядром факела. Мероприятия по ремонту ювелирных предметов различных смесей в домашних условиях производится наружном слоем пламени, производительность соответствует плавлению по всем параметрам.
- После начатой операции плавления, необходимо поднести проволоку ко шву. Под воздействием высоких температур металл, предназначенный для пайки, начнет плавиться и заполнит шов самотеком.

Пайка серебра газовой горелкой
Существуют смеси в порошкообразной форме, их нужно перемешать с флюсом и предварительно нанести на место соединения. Нагревательное устройство не нужно направлять в этом случае на вещество, иначе он может заблаговременно расплавиться и растечься или окислиться.
Нагревательное устройство не нужно направлять в этом случае на вещество, иначе он может заблаговременно расплавиться и растечься или окислиться.
Почему серебряные цепочки рвутся? Топ-3 причин
- Изделие с браком. Но просто так в магазине порванную цепочку обратно не примут: нужно провести экспертизу, чтобы доказать заводской брак. Если экспертиза подтвердит, что виноват изготовитель, то покупатель вернет себе потраченные деньги — и за украшение, и за экспертизу.
- Пустотелость. Да, цепочки часто делают пустотелыми — это не слишком практично, зато удешевляет стоимость украшения. На такие цепи нельзя вешать тяжелые кулоны, а еще они могут рваться от малейшего механического воздействия.
- Ношение тяжелых кулонов. Чтобы не допустить чрезмерной нагрузки на цепочку, учитывайте соотношение веса цепи и кулона.
Выбор припоя
Выбор соответствующего вида смеси при спаивании сталей проводится в соответствие со структурой сырья. Припои с содержанием серебра позволяют производить прочные швы, с равномерным, плотным покроем. Данные виды обладают повышенными антикоррозийными свойствами, что дает возможность применять их с веществами, подвергаемыми агрессивному воздействию окружающей среды.
Припои с содержанием серебра позволяют производить прочные швы, с равномерным, плотным покроем. Данные виды обладают повышенными антикоррозийными свойствами, что дает возможность применять их с веществами, подвергаемыми агрессивному воздействию окружающей среды.
Для домашних условий, хозяйственных нужд используются обычные изделия, смесь которых содержит олово, небольшое количество серебра, пайка может применяться к радиотехнике и другим бытовым приборам.
Для ремонта штуцеров, различных патрубков и других субстанций с содержанием меди более 57% употребляется структура с маркировкой ПСР-12. Для конструкций с возвышенными требованиями к надежности и прочности, важно использовать более насыщенные материалы. Необходимо знать, что существуют продукты с содержанием серебра до 70%.
Припой ПОС-40
ПОС-40 в упаковке
В качестве альтернативы оловянному составу пайки, используется серебрено — цинковый. Цена такого продукта высока, однако окупается при использовании со сталями повышенной хрупкости. Распространенным в радиотехнике является припой марки ПОС-40, который содержит 2,5% серебра.
Распространенным в радиотехнике является припой марки ПОС-40, который содержит 2,5% серебра.
Подготовка флюса своими руками
Существует несколько способов приготовления флюса в домашних условиях. Основные инструменты и материалы, которые могут понадобиться при изготовлении:
- Газовая плита, ей производится разогрев вещества до жидкого состояния.
- Ложка, служит для дозировки порошка.
- Стальная емкость или ступа, используется для измельчения твердой канифоли до мелких частиц.
- Герметичная емкость для хранения.
После приготовления порошка, необходимо подготовить растворитель. Подогревается элемент до требуемой температуры, обычно применяется раствор с пропорциями 1 к 1. Перемешивание раствора, приготовленного в домашних условиях, происходит ложкой до перехода всех частиц в жидкое состояние. В процессе смесь приобретает желтоватый оттенок.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
Разновидности
Классификация серебросодержащего сплава проводится по концентрации основного элемента. Она выглядит следующим образом:
Она выглядит следующим образом:
- Низкое содержание. Подобный состав применяется в промышленности для пайки различных металлических изделий. Также состав применим и в электротехнике по причине высокой проводимости и текучести. В соединение включены и другие элементы, поэтому паять достаточно просто.
- Средний процент содержания (40-60%). Этот припой применяется для получения швов, которые эксплуатируются при относительно невысокой температуре. Материал ПСр40 позволяет получать прочные соединения с должной пластичностью, за счет чего они могут выдерживать высокие динамические нагрузки. Припой ПРс45 применим при работе со стыками, толщина которых — до 3 мм.
- Высокий процент концентрации. Некоторые сплавы предназначены для пайки лезвий ленточных пил. Состав обеспечивает повышенную прочность на изгиб и разрыв. Марка ПСр70 обладает повышенной проводимостью, что позволяет использовать ее при создании электрокомпонентов. Минимальный показатель сопротивления снижает вероятность нагрева оборудования при эксплуатации. Однако высокая цена определяет узкое применение материала.
 Однако высокая цена определяет узкое применение материала.
Однако высокая цена определяет узкое применение материала.
Приведенная выше классификация учитывается при выборе наиболее подходящего припоя. Маркировка проводится с учетом установленных стандартов.
Пара слов о флюсах
Назначение флюсов – защита металла спаивания от воздействия окислов с помощью изоляции участка пайки от воздуха. Самый частый состав флюсов для ремонтов – смесь поташа с бурой в равных пропорциях, иногда вместо поташа берут соду.
Чтобы получить порошковую буру, нужно предварительно просушить водный раствор буры. Это сделать лучше на обычной газовой плите в фарфоровой емкости для выпаривания.
Как только раствор превратится в кристаллы, их нужно измельчить до состояния порошка. Удалять флюс нужно после пайки слабым подогретым кислотным раствором.
Что необходимо иметь для спаивания изделия?
Чтобы спаянный шов был крепким, необходимо приготовить следующие материалы и инструменты:
- Основание для основной работы (плита из асбеста или кирпичи), устойчивое к высоким температурам;
- Припой из серебра;
- Флюс;
- Травильный раствор кислоты;
- Серную печень;
- Небольшую кисточку;
- Пинцет или щипчики;
- Кусачки;
- Газовую горелку;
- Щипцы из меди;
- Чистый кусок материи светлого оттенка.

Как спаять серебряную цепочку в домашних условиях?
Содержание:
- Особенности пайки серебряных украшений
- Необходимый инвентарь
- Самостоятельный ремонт серебряной цепочки: пошаговая инструкция
- Использование паяльника
Ювелирные изделия из серебра имеют привлекательный внешний вид и дополняют образ, поэтому их любят, как девушки, так и мужчины. Подобные украшения могут использоваться повседневно или же во время особых мероприятий, так как стоят в разы дешевле, чем более другие металлы. Внешний вид серебра притягивает многих, а невысокая цена сделала цепочки общедоступными. Однако бывает так, что серебряная цепочка в силу разных причин разрывается и нуждается в ремонте. Конечно же, можно обратиться к специалистам, но отремонтировать цепочку можно и самостоятельно. Как спаять украшение в домашних условиях? Узнать ответ на этот вопрос можно, прочитав статью до конца.
Особенности пайки серебряных украшений
Серебро, как и любой другой металл, требует от ремонтника знания о его физико-химических свойствах.
Припои с серебром имеют определенную маркировку, включающую в себя цифры и буквы, при этом цифра – это показатель процентного содержания серебра.
Важно! Главное достоинство серебряного припоя – он устойчив к коррозии и имеет высокую прочность.
Для спайки нужно использовать тугоплавкий припой, температура плавления которого выше, чем 240 градусов. Например, можно использовать ПСР2, ПСР2.5 или же специальную пасту. Также припой можно сделать своими руками, смешав некоторые металлы в следующем соотношении:
- Серебро – 45%.
- Цинк – 30%.
- Медь – 25%.
Для плавки металлов используют специальную муфельную печь, после чего сплав выливается в подложку и остывает. После этого его пропускают через вальцовочный станок, в результате чего получаются листочки, толщина которых составляет 0,5 мм.
Важно! Во время пайки нельзя использовать кадмий, так как его пары вредны для человека и его организма.
Чтобы защитить место спайки, нужно использовать флюс, предотвращающий окисление деталей. Его равномерно распределяют по металлу, создавая защитный слой, изолирующий металл от кислорода.
Для самостоятельного приготовления флюса нужно использовать:
- Буру и поташу, смешав их в пропорции 1:1.
- Поташ можно заменить технической или обычной пищевой содой.
Важно! Бура продается в виде водного раствора, поэтому ее нужно просушить при помощи газовой конфорки. Для этого смесь нужно перелить в фарфоровую емкость и выпаривать буру до образования кристаллов, которые нужно измельчить ступкой. Для удаления флюса используют теплый кислотный раствор слабой концентрации.
Необходимый инвентарь
Прежде, чем начать работу по спайке серебряной цепочки нужно подготовить:
- Кирпич или плиту из асбеста (основание).
- Серебряный припой.
- Флюс.
- Кислоту.
- Пинцет, кусачки, щипцы и кисть.
- Горелку, заправленную газовым топливом.
- Чистую тряпку.
Самостоятельный ремонт серебряной цепочки: пошаговая инструкция
- Поместить нужные для спайки детали на огнеупорное основание и жестко их зафиксировать.
- Очистить поверхность цепочки от оксидной пленки.
- Обезжиренные элементы покрыть тонким слоем флюса. Для этого флюс нужно разбавить водой, создав кашицу, что наносится небольшой кистью.
- Установить припой на месте сварки (размер кусочка должен составлять 2*1 или 2*2 миллиметра). Для разделения сплава на полоски можно использовать бокорез или кусачки.
- Прогреть место соединения горелкой, дождавшись плавления флюса. После этого нужно постепенно увеличивать силу огня, создавая паяный шок. Если флюса или припоя недостаточно, то их нужно добавить в необходимом количестве.
Важно! Степень содержания серебра в припое определяется размером припайки. Если нужно заделать трещину в кольце, то процентное содержание серебра должно быть минимальным, а вот для соединения отдельных деталей нужно увеличить его концентрацию.
Если нужно заделать трещину в кольце, то процентное содержание серебра должно быть минимальным, а вот для соединения отдельных деталей нужно увеличить его концентрацию.
- Очистка места спайки от флюса. Чернение поверхности (сплавом серы и поташа) или же осветление (кислотным раствором).
Важно! Также для пайки используется свинцово-оловянный припой. Однако его применение не рекомендуется, так как ювелирное изделие потеряет привлекательность, да и сам метод может применяться лишь 1 раз, повторная пайка окончательно угробит украшение.
Использование паяльника
Для пайки серебряной цепочки используется паяльник с тонким жалом. При этом обычно используется сплав ПОС60, температура плавления которого составляет 180 градусов. Припой продают в виде трубочки, наполненной смолой. Смола – это флюс, защищающий металл от атмосферного кислорода.
Важно! Пайку украшений нужно проводить в проветриваемом помещении, так как флюс и припой под воздействием высоких температур начинают выделять соединения, которые являются токсичными.
Как спаять линолеум в домашних условиях: используемые методы и материалы
Если не удаётся приобрести цельный рулон на пол комнаты, придётся формировать декоративное покрытие из отдельных фрагментов. В таком случае возникает вопрос, как спаять линолеум в домашних условиях. Существуют различные методы, с которыми стоит обязательно ознакомиться заранее
Читайте в статье
Основные способы пайки линолеума
Для формирования качественного соединения может использоваться:
- Двусторонний скотч, с помощью которого можно закрепить полосы линолеума, не прикладывая существенных усилий. К данному методу прибегают редко из-за его непрактичности.
- Порожек. Монтируется на входе в помещение. Бывают разного размера и формы. Не только фиксируют сопрягаемые слои, но и выполняют декоративную функцию.
- Горячая сварка, обеспечивающая соединение отдельных фрагментов с предварительным разогревом до достаточно высокой температуры. Прочное соединение полос обеспечивается за счет использования присадочного материала.
- Холодная сварка. Универсальный вариант, подходящий для соединения линолеума всех видов. Сварить стык можно с использованием специального состава. Отличается простотой выполнения монтажных работ, благодаря чему привлекает к себе внимание при выполнении работ своими силами.
 Прочное соединение полос обеспечивается за счет использования присадочного материала.
Прочное соединение полос обеспечивается за счет использования присадочного материала.Холодная сварка линолеума своими руками
Благодаря простоте выполнения холодная сварка получила достаточно широкое распространение. Данный способ активно используется при выполнении работ в домашних условиях. Надо лишь подобрать подходящий состав.
ФОТО: wibb-witte.deУниверсальный вариантВыбираем клей
Клеевые составы для холодной сварки предлагают многие производители.
В состав средств для холодной сварки входит:
- Растворитель, обеспечивающий расплавление ПВХ. При этом он будет бесполезен при обработке покрытий другого типа.
- Наполнитель. Обычно это ПВХ в жидком виде.
 При этом он будет бесполезен при обработке покрытий другого типа.
При этом он будет бесполезен при обработке покрытий другого типа.Кроме того, существующие разновидности принято делить на три вида в зависимости от консистенции. При выборе следует учитывать ширину зазора между полотнами.
В зависимости от этого клей может относиться к типу:
- А, содержащему большой процент растворителя. Используется тогда, когда ширина между листами линолеума не превышает 1 мм. Благодаря жидкой консистенции он легко проникает в зазор, обеспечивая соединение листов без нахлёста.
- С, имеет более густую консистенцию. Может использоваться, если зазор составляет 2-4 мм. Меньшее количество растворителя позволяет качественно заполнить шов даже при неровном крае материала. Позволяет отреставрировать старое покрытие, не снимая его с пола.
- Т. Такой клеевой состав в быту почти не используется. Актуален, когда надо склеивать многокомпонентные покрытия. Его основу составляет не только ПВХ, но и полиэстер. Позволяет сформировать прочный эластичный шов.
 Актуален, когда надо склеивать многокомпонентные покрытия. Его основу составляет не только ПВХ, но и полиэстер. Позволяет сформировать прочный эластичный шов.
Актуален, когда надо склеивать многокомпонентные покрытия. Его основу составляет не только ПВХ, но и полиэстер. Позволяет сформировать прочный эластичный шов.При выборе конкретного состава стоит обратить внимание на продукцию, выпущенную под популярными товарными знаками:
- WernerMuller;
- Tarkett;
- Rico;
- «Секунда»;
- Sintex;
- Tytan;
- Axton.
ФОТО: cdn.lifehacker.ruТип состава зависит от зазора между полотнамиСовет! Перед покупкой стоит рассчитать требуемое количество клеевого состава. Оно зависит от квалификации человека, который будет выполнять работу, типа клея и толщины линолеума.
Технология соединения полотен
Соединение полотен линолеума выполняется в последовательности, приведённой в таблице.
Комментарий
Михаил Старостин
Руководитель бригады ремонтно-строительной компании “Дом Премиум”
Задать вопрос«При отсутствии специальной насадки, для проникновения клеевого состава под покрытие можно использовать канцелярский нож».
Посмотрите следующее видео, чтобы детально разобраться в технологии выполнения работ:
Самостоятельная сварка линолеума горячим методом
Способ походит для линолеумов коммерческого класса. Применяется для стыковки материала в больших помещениях. В домашних условиях находит ограниченное применение из-за необходимости использования специализированного инструмента, который позволит запаять два фрагмента вместе.
ФОТО: sense-life.comГорячий способ позволяет сформировать надёжный стыкИнструменты и материалы
Для выполнения соединения надо иметь в наличии строительный фен для пайки линолеума. Его покупка является достаточно затратным мероприятием, а потому, если нет возможности взять фен в аренду, отдают предпочтение альтернативным вариантам.
ФОТО: o-flora.comДля работы нужен специальный инструментДля формирования соединения требуется присадочный шнур, изготавливаемый из ПВХ. Проходя через сопло, он расплавляется, обеспечивая формирование прочного и качественного соединения.
Последовательность действий
Если решено воспользоваться горячим методом, работы выполняются в следующей последовательности:
- Линолеум расстилают на полу и фиксируют при помощи клея, предварительно дав вылежаться.
- Используя резак, обеспечивают формирование жёлоба, размеры которого зависят от поперечных размеров шнура, предназначенного для формирования шва.
- На фен устанавливается насадка, через которую продевается шнур.
- Фен разогревают до рабочей температуры порядка +250-350 °С.
- Обеспечивается прогрев шнура с последующей его укладкой в жёлоб. Присадочный материал должен закладываться максимально плотно.
- После остывания шва избыток материала срезается. С помощью шлифовального круга либо другого абразивного инструмента удаляются имеющиеся неровности.
Как спаять линолеум в домашних условиях: последовательность действий
Как правило, строительный фен есть не у каждого. В качестве источника тепла в этом случае может использоваться паяльник или утюг. Работы можно выполнить своими руками, если знать, как паять.
В качестве источника тепла в этом случае может использоваться паяльник или утюг. Работы можно выполнить своими руками, если знать, как паять.
Что нужно для работы: необходимый инструмент
Чтобы сформировать качественное напольное покрытие в домашних условиях, надо иметь в наличии:
- правило;
- шаблон;
- металлическую линейку;
- строительный нож;
- паяльник, мощность которого превышает 1 кВт;
- валик из металла или пластика.
Как паять линолеум: порядок действий
Метод позволяет сформировать плотное соединение, обеспечивая подгонку краёв встык. Если надо сформировать рисунок, укладку проводят внахлёст. Такое делается при создании уникального интерьера в квартире. После этого оба слоя отрезаются по лекалу. Режущий инструмент должен быть острым, чтобы боковые поверхности оставались гладкими.
Далее действуют следующим образом:
- Изгибают жало паяльника под углом, наилучшим образом подходящим для выполнения работ.
- Паяльник разогревают. Требуемую степень разогрева можно проверить на остатках материала или месте, которое впоследствии будет оставаться незаметным. Материал должен расплавляться после контакта с паяльником.
- Начинают расплавлять декоративное покрытие в местах соединения, предотвращая глубокую деформацию материала или изменение его цвета.
- Место соединения прикатывают валиком.

ФОТО: i1.wp.comДля формирования качественного шва надо обладать достаточной квалификациейВнимание! При пайке жало должно располагаться вертикально, а паяльник следует перемещать в направлении к себе.
Какой метод пайки лучше выбрать для напольных покрытий разного класса
В каталогах производителей представлен линолеум различного вида. Материал отличается по эксплуатационным и техническим характеристикам.
С учётом этого линолеум принято делить на:
- Бытовой, имеет приятный внешний вид.
- Коммерческий, представлен в ограниченном ассортименте.
- Полукоммерческий.

Выбирая способ соединения, учитывают тип покрытия, финансовые возможности и имеющийся инструмент.
ФОТО: thefloorpro.comВыбор способа соединения зависит от вида линолеумаКоммерческий и полукоммерческий линолеум
Холодную сварку используют для декоративных покрытий всех типов, поэтому её можно также использовать и при соединении коммерческого и полукоммерческого линолеума. Горячий способ подойдёт для материала коммерческого класса.
ФОТО: i.ytimg.comКоммерческий и полукоммерческий линолеум соединяют горячим способомБытовой линолеум
Данный вид соединяют при помощи паяльника либо методом холодной сварки. Первый способ актуален в том случае, если протяжённость соединения относительно небольшая. Сформировать качественный стык большой длины с помощью паяльника достаточно сложно.
ФОТО: kitchenremont.ruХолодная сварка весьма эффективнаДелитесь в комментариях, каким методом вам приходилось пользоваться и насколько вы были довольны полученным результатом.
ПОНРАВИЛАСЬ СТАТЬЯ? Поддержите нас и поделитесь с друзьями
Как спаять плату?
Пайка представляет собой способ соединения металлов с помощью другого, более легкоплавкого металла. Как правило, для пайки плат в электронике используется припой, который содержится 60% олова, а также 40% свинца.Вам понадобится
- – паяльник;
- – небольшая губка;
- – припой;
- – плоскогубцы;
- – пинцет;
- – бокорезы.
Инструкция

 Когда вы этого добьетесь, выполните покрытие выводов большим количеством припоя. С помощью литцы удалите излишек припоя.
Когда вы этого добьетесь, выполните покрытие выводов большим количеством припоя. С помощью литцы удалите излишек припоя.Как добиться идеальной пайки печатной платы
Идеальная пайка печатной платы – это просто! Это тоже очень редко. Чем можно объяснить это противоречие? Если безупречная пайка – это просто, почему так много доработок и доработок? Ответ, конечно, таков, что это легко, если вы знаете, как это сделать. И большая часть того, что нам сказали «эксперты» по пайке, неверна. Свод правил пайки «отраслевых стандартов» гарантирует отказы и высокие затраты. Автор блога:
Джеймс А. (Джим) Смит, PhD ABD, президент Electronics Manufacturing Sciences, Inc.
[email protected]
Удивительно, но хотя пайка печатных плат является основным процессом сборки электроники, мало кто знает, как паять надежно. Часто они действительно умеют скрывать дефекты, но это совершенно другое и неприемлемое умение. Визуально приемлемые соединения не обязательно являются надежными.
Огромное количество времени и денег, которые промышленность по сборке электроники тратит на обучение и сертификацию, в значительной степени является пустой тратой ресурсов.Никто никогда не научился идеальной пайке, пройдя обучение по «отраслевым стандартам».
В этой и следующих статьях мы расскажем, почему надежность пайки печатной платы настолько мала, как мы дошли до этого, а также о необходимых корректирующих действиях.
Почему у нас (как правило) нет идеальной пайки печатных плат Вот проблема: обучение фокусируется на желаемом внешнем виде припоя, а не на том, как достигается соединение. А за «приемлемым» внешним видом могут скрываться сбои в ожидании.То, как было выполнено соединение, определяет не только надежность самого паяного соединения, но и то, были ли нанесены катастрофические повреждения паяемому компоненту.
При температуре паяльника припой будет прилипать к оксидам и загрязнениям, создавая визуально приемлемое соединение.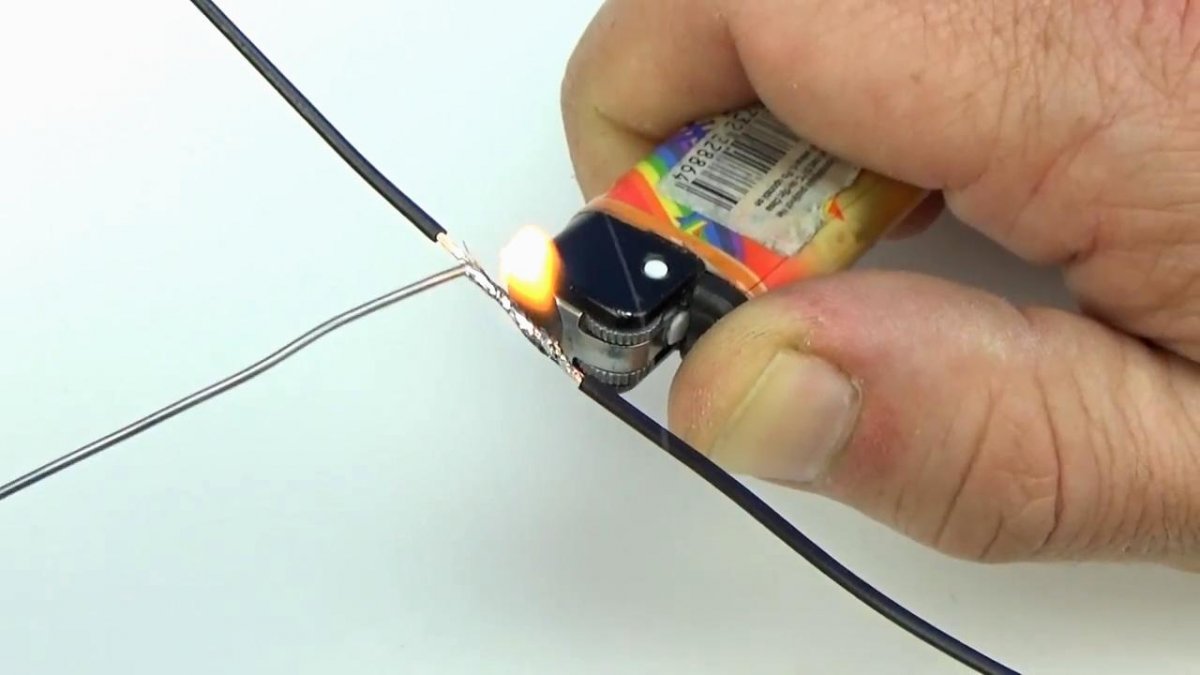 Однако в соединении отсутствует интерметаллическая связь, а высокая температура разрушает связи внутри компонентов. Измененные связи изменяют электрические параметры и сокращают срок службы компонентов. Всего за несколько секунд неправильного применения паяльник может сократить срок службы компонентов на десятки лет.
Однако в соединении отсутствует интерметаллическая связь, а высокая температура разрушает связи внутри компонентов. Измененные связи изменяют электрические параметры и сокращают срок службы компонентов. Всего за несколько секунд неправильного применения паяльник может сократить срок службы компонентов на десятки лет.
Но поскольку соединение выглядит приемлемым, а повреждение компонентов не видно, поистине плачевное состояние современной пайки в значительной степени не распознается.
Краткая история процедуры пайки печатных плат Электроника не всегда состояла из твердотельных компонентов. За десятилетия до появления таких устройств, как транзисторы и микропроцессоры, электронные лампы представляли собой современное состояние. Электрические соединения производились припаиванием проводов к ушкам розеток, в которые вставлялись трубки.Некоторые провода и наконечники были довольно большими и поглощали значительное количество тепла. Между тем паяльники не очень эффективно превращали электричество в тепло.
Появление твердотельных компонентов означало, что впервые припой был нанесен непосредственно на компонент, а не на провода и гнезда. Другими словами, компоненты подвергались тепловой пайке. И это имело серьезные последствия для надежности, поскольку нагрев ухудшал электрические свойства компонентов.
Чтобы предотвратить тепловое повреждение во время пайки, к выводам рядом с корпусом компонента были прикреплены металлические зажимы. Тепло текло от паяльника к компоненту, но поглощалось зажимами, прежде чем достигло корпуса компонента.Зажимы назывались «радиаторами», и они обеспечивали абсолютную защиту от теплового повреждения.
Каждая рабочая инструкция с момента зарождения твердотельной электроники призывала к использованию радиаторов. (См., Например, J-STD-001G, раздел 4.6.) Но никто не использует радиаторы! Как они могут? Отведения (если они вообще есть) слишком малы. Нет места для радиатора. Но все учебные программы по-прежнему говорят студентам применять тепло, как в 1960 году!
Оплавление без пайки Становится хуже.В те годы, когда писались процедуры пайки, почти все выводы компонентов имели покрытие из олова или олова / свинца. Эти поверхности расплавлялись во время «пайки», и расплавленный припой просто тек вместе с расплавленным поверхностным металлом. Оксиды, будучи легче чистого металла, плавают поверх жидких металлов, где они контактируют с флюсом (также легче металла), и удаляются. Соединение путем смешивания расплавленных металлов довольно просто, но это не пайка. (Термин «оплавление» использовался часто и правильно.) Пайка – это процесс создания интерметаллической связи с металлическими поверхностями, которые не плавятся. (Они не «оплавляются».) И это требует дополнительных этапов обработки, которые не требуются для смешивания расплавленных металлов. (К сожалению, «оплавление» по-прежнему широко используется, хотя оно уже не является точным.)
(Они не «оплавляются».) И это требует дополнительных этапов обработки, которые не требуются для смешивания расплавленных металлов. (К сожалению, «оплавление» по-прежнему широко используется, хотя оно уже не является точным.)
Разница между пайкой и оплавлением (простое смешивание расплавленных металлов) приобрела большое значение, когда Европа запретила использование свинца в электронике. Переход к миру без свинца был сосредоточен на новых сплавах. Однако, за исключением нескольких причуд, новые припои не представляют серьезных проблем.Бессвинцовый припой менее прощает дефектный процесс, чем традиционный сплав олова / свинца, но работает достаточно хорошо при правильно контролируемом процессе. (Поскольку процессы пайки печатных плат в большинстве компаний были дефектными, переход на новые сплавы сопровождался трудностями, которые были ошибочно приписаны пайке, а не процессу.)
Более серьезная проблема связана с новыми свинцовыми покрытиями. Олово / свинец, конечно, исчезло. Но из-за усов олова выводы все меньшего и меньшего числа компонентов (особенно деталей с несколькими выводами для поверхностного монтажа) имеют оловянные поверхности.Эти новые поверхности не плавятся при температуре пайки. Другими словами, их нужно спаять. Но наша отрасль слишком часто придерживается ограниченных шагов, которые работают только для перекомпоновки. А самые распространенные обучение и сертификация просто гарантируют дефекты и сбои.
Реальность такова, что пайка – это наука, в основном химия, но также много металлургии и физики. Однако люди, написавшие свод правил, не подходили к нему таким образом.Они действовали на основе наблюдений, не понимая, что критические основы науки не очевидны. Если они получали результаты, которые казались правильными, то это то, что они институционализировали. Если нам нужен продукт, который работает и эффективность, которые делают возможной прибыльность, все должно измениться.
Интересно, что надежность обратно пропорциональна количеству операций. Самые надежные изделия производятся максимально эффективно. В нашей отрасли есть худшее из обоих миров – чрезмерная стоимость и слишком много неудач.
Использование флюсаЯ только что сказал, что идеальная пайка – это просто. Но легкость не означает, что нужно просто хлопать расплавленным металлом по деталям и ожидать, что все будет хорошо. Успешная пайка требует знаний и дисциплины. И все начинается с паяемости.
Паяемость – относительно недавняя проблема в пайке электроники. До недавнего времени большинство выводов компонентов покрывали оловом или оловом / свинцом. Пайка – это процесс, который создает интерметаллические связи с металлическими поверхностями, которые не плавятся во время нанесения соединительного материала (припоя).Однако олово и олово / свинец плавятся при температурах пайки печатной платы, и припой просто смешивается с расплавленным покрытием. Это не пайка; это «оплавление», и оно очень простое по сравнению с настоящей пайкой.
Это не пайка; это «оплавление», и оно очень простое по сравнению с настоящей пайкой.
При оплавлении нет необходимости удалять оксиды перед нанесением припоя; оксиды, будучи легче чистого металла, плавают при сочетании жидкого гальванического металла и жидкого припоя. Флюс, который также легче жидкого металла, также плавает на расплавленном металле, где он может легко контактировать с оксидами и разрушать их.При оплавлении флюс просто делает окончательное соединение блестящим и косметически приятным.
Большинство представлений о пайке возникло в эпоху оплавления. Одно из таких убеждений, которое сегодня имеет катастрофические последствия, гласит, что жидкий флюс не следует использовать во время ручной пайки. Считается, что флюса, содержащегося в проволочном припое, достаточно для выполнения этой работы. Хотя это может быть справедливо и для оплавления, использование только флюса в припое приводит к неполному смачиванию во время пайки.
Запрет на использование свинца в электронике коренным образом изменил наш бизнес за счет отказа от поверхностей компонентов из олова / свинца.Между тем, лужение становится все более редкостью из-за опасений по поводу усов олова с чистым оловом. Риск короткого замыкания в виде усов вполне реален для деталей с несколькими выводами для поверхностного монтажа, таких как I.C.s.
Поверхности новых компонентов не изготовлены из олова или олова / свинца; это металлы с более высокими температурами плавления, которые не оплавляются во время нанесения припоя. Другими словами, это металлы, которые спаяны, а не оплавлены. И перед нанесением припоя поверхности должны быть тщательно раскислены.Этого не произойдет, если флюс содержится в проволочном припое; флюс в припое не может высвободиться, пока припой не расплавится. Расплавленный припой образует барьер между флюсом и поверхностным металлом, предотвращая полное раскисление и вызывая неполное смачивание.
Единственный способ гарантировать, что флюс достигнет поверхностных оксидов до того, как припой расплавится, – это сначала нанести жидкий флюс. И требуется больше, чем просто следовое количество флюса.Флюсовая кислота (та часть, которая удаляет оксиды) нейтрализуется в ходе химической реакции раскисления. Незначительные количества флюса будут нейтрализованы до того, как деталь будет полностью раскислена. В пайке флюс больше, чем у нашего друга – он незаменим . Тем не менее, каждые несколько дней отраслевые «эксперты» пишут жесткие инструкции о том, что использование жидкого флюса – это грех. Существует даже широко используемый видеоролик «Семь грехов ручной пайки», в котором говорится: «Лучший способ уменьшить использование чрезмерного флюса – это использовать только флюс, содержащийся в припойной проволоке.(Видео продается торговой ассоциацией, которая издает такие стандарты, как J-STD-001 и A-610. Им действительно следует знать лучше. )
)
К сожалению, флюсный бизнес – это гораздо больше, чем случайный выбор готового флюса. В следующий раз мы рассмотрим науку о выборе флюса.
Контроль нагреваОсновные правила пайки – подходы, которые во многих случаях продолжают использоваться и сегодня – возникли около 70 лет назад.Современные электронные компоненты тогда состояли из электронных ламп. Пайка использовалась для подключения проводов к ушкам на гнездах, в которые вставлялись трубки после пайки. Вся пайка производилась вручную.
Провода и наконечники не могут быть повреждены из-за перегрева, а чувствительные компоненты – трубки – появляются на изображении только после завершения пайки. Однако возникла и другая проблема с нагревом: некоторые провода и наконечники были довольно большими, а способность утюгов превращать электричество в тепло была в лучшем случае посредственной.Взятые вместе – большие куски металла и неэффективное железо – поддержание температуры материалов, достаточных для плавления и растекания припоя, представляло собой серьезную проблему.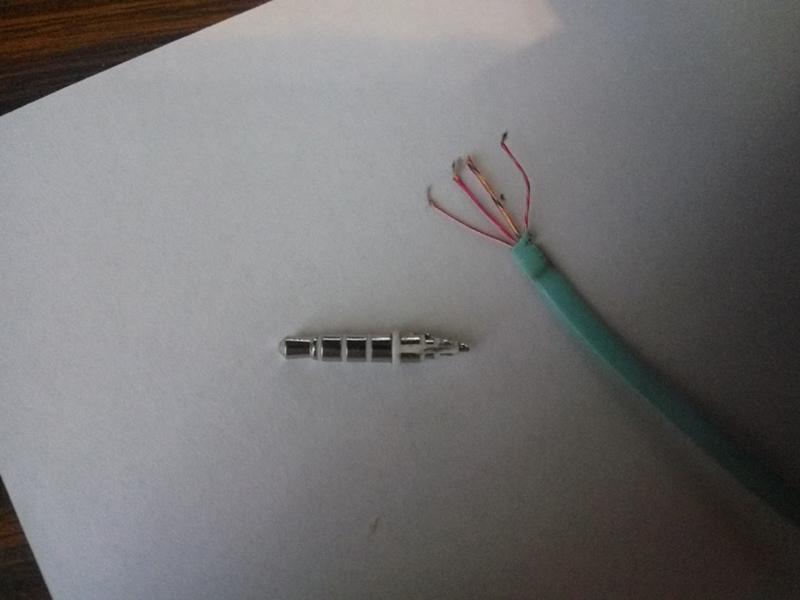 Во избежание замерзания припоя во время обучения особое внимание уделялось тому, чтобы детали были очень и очень горячими перед нанесением припоя. (Термин «холодный припой» возник тогда и был уместен. Как я расскажу в следующий раз, «холодный припой» почти не существует в современной электронике, но часто, хотя и ошибочно, обнаруживается в качестве диагностики проблем смачивания.)
Во избежание замерзания припоя во время обучения особое внимание уделялось тому, чтобы детали были очень и очень горячими перед нанесением припоя. (Термин «холодный припой» возник тогда и был уместен. Как я расскажу в следующий раз, «холодный припой» почти не существует в современной электронике, но часто, хотя и ошибочно, обнаруживается в качестве диагностики проблем смачивания.)
Появление твердотельных компонентов (в первую очередь, свинцовых резисторов и конденсаторов) означало, что активные элементы схемы подвергались воздействию тепла паяльника. Последовала эпидемия отказов компонентов, пока не была признана термочувствительная природа этих новых компонентов. Решением стало использование металлических зажимов («радиаторов») для защиты компонента. Зажимы крепились к выводу рядом с корпусом детали. Тепло текло от утюга к телу, но поглощалось («погружалось») зажимом.Количество отказов компонентов резко сократилось.
(Надежность также повысилась благодаря машинной пайке, которая в то время полностью выполнялась волной. Волновая пайка и, в последнее время, поверхностный монтаж оплавлением подвергают компоненты гораздо более низким пиковым температурам. Тепловые повреждения – это в первую очередь проблема ручной пайки.)
Радиаторы обеспечивают абсолютную защиту от теплового повреждения, но могут использоваться только с компонентами, у которых есть достаточно большие провода, чтобы можно было разместить зажимы.Выводы большинства компонентов для поверхностного монтажа (даже если компоненты имеют выводы, что уже не всегда так) не соответствуют этому описанию. Использовать зажимы сейчас просто непрактично. И не было по крайней мере 25 лет.
Одна из печальных реалий «отраслевых стандартов» – это инерция: как только практика внедрена, изменения происходят в ледяном темпе (если вообще происходят). Следовательно, мы находим следующие требования из J-STD-001G:
“ 4.6 Тепловая защита При ручной пайке, лужении или доработке компонента, идентифицированного как термочувствительный, должны быть приняты защитные меры [D1D2D3] для минимизации нагрева компонента или предотвращения теплового удара, e. г., радиатор, тепловой шунт, предпусковой подогрев. Защита может быть обеспечена посредством контролируемого процесса нагрева ».
г., радиатор, тепловой шунт, предпусковой подогрев. Защита может быть обеспечена посредством контролируемого процесса нагрева ».
Несоблюдение требования является дефектом для всех классов продукции. А поскольку они не имеют ни малейшего представления о том, как удовлетворить требования, практически каждая электронная компания выпускает бракованный продукт. Тем не менее, похоже, никого не волнует .
При какой температуре паять печатную плату? Тепловое повреждение компонентов скрыто и, как говорится, «вне поля зрения, вне поля зрения».«Статическое повреждение также происходит внутри компонентов, но оно не более заметно, чем тепловое повреждение. Тем не менее, ни один респектабельный завод по производству электроники не стал бы работать без строгих мер по предотвращению электростатического разряда. В чем разница? Вероятно, это результат рыночных сил. Антистатичность требует использования как твердых инструментов, так и одноразовых материалов, сумма которых составляет огромные суммы на мировом промышленном уровне.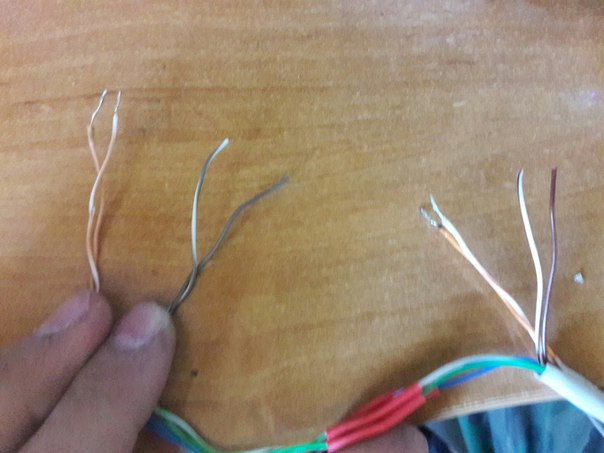 Большой доход поддерживает большие рекламные бюджеты, что, в свою очередь, вызывает всеобщее признание того, что статика представляет значительную угрозу надежности.То же касается и влажности.
Большой доход поддерживает большие рекламные бюджеты, что, в свою очередь, вызывает всеобщее признание того, что статика представляет значительную угрозу надежности.То же касается и влажности.
Предотвращение тепловых повреждений не требует закупки материалов. Поскольку нет большого долларового рынка, нет и рекламного бюджета. Следовательно, есть ограниченное признание.
Да, я преувеличил отсутствие заботы о перегреве компонентов. Некоторые компании настолько озабочены нагревом, что тратят большие деньги на паяльники, поддерживающие постоянную температуру. Некоторые компании заходят так далеко, что отслеживают температуру железа и, если возможно, проводят повторную калибровку, как только отклонение от заданного значения начинает вызывать беспокойство.И все они зря тратят деньги. Утюги с постоянной температурой причинят такой же ущерб, как и менее точные инструменты. Тепло не зависит от температуры утюга; это о том, как железо и припой используются вместе.
Институциональное безразличие В 1980-х годах я провел несколько семинаров по пайке для инженеров в Центре стандартов пайки военно-морского вооружения в Чайна-Лейк, Калифорния.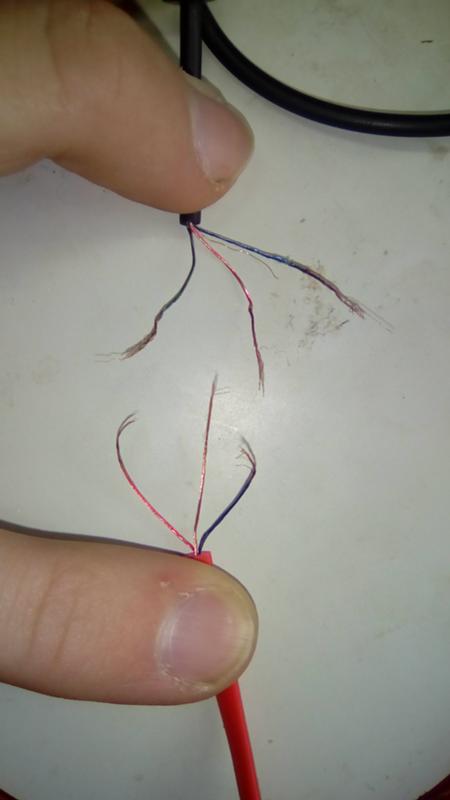
«Как предотвратить тепловое повреждение?» Я спросил у директора (легендарного представителя отраслевых стандартов, который имел высшую власть над всеми требованиями Министерства обороны США к пайке).«Паяй быстро», – сказал он. “А насколько быстро это достаточно быстро?” Я ответил. Мгновенно он объявил: «Три секунды». Я был ошеломлен отсутствием науки за этим замечанием. «Иногда три секунды может быть достаточно», – согласился я. «Но не будет ли это иногда слишком долго, а иногда недостаточно?»
На следующем занятии я продемонстрировал технику, которая гарантирует, что температура компонентов останется близкой к температуре плавления припоя. «Я согласен с тем, что то, что вы показываете, работает», – сказал мне директор.«Но вы ожидаете, что я скажу Адмиралтейству, что мы делаем что-то неправильно?» Я так и не вернулся. И более 30 лет спустя хранители стандартов продолжают продвигать неправильные методы.
Контроль нагрева с помощью простого утюга прост и абсолютен. Я преподаю эту технику на семинарах «Наука пайки» , таких как предстоящий в мае класс открытой регистрации в Sierra Circuits. И, к сведению, это не связано с «быстрой» пайкой.
Я преподаю эту технику на семинарах «Наука пайки» , таких как предстоящий в мае класс открытой регистрации в Sierra Circuits. И, к сведению, это не связано с «быстрой» пайкой.
Руководство по пайке для новичков
Несколько лет назад я работал со своим зятем-электриком Райаном Дэвисом над статьей о том, как превратить старое радио в MP3-плеер.
Это легкий проект выходного дня, но для его выполнения вам понадобится одно из навыков, которые вам понадобятся – это умение паять.
Пайка (произносится как SAW-DER-ING ) используется для соединения двух металлических объектов друг с другом путем плавления между ними присадочного металла, называемого содер. Припой имеет низкую температуру плавления и за несколько секунд снова превращается в твердое тело, что делает его идеальным «клеем» для соединения небольших металлических кусочков.
Пайка похожа на сварку, но с той разницей, что при сварке вы расплавляете металлические предметы, которые хотите соединить вместе; при пайке вы используете присадочный металл для соединения металлических предметов.
Если вы решите заняться каким-либо хобби, связанным с электроникой, вам нужно знать, как паять. С помощью пайки вы можете создавать роботов, радиоприемники, усилители и целый ряд проектов Arduino.
Хотя пайка может показаться сложной и устрашающей, она на удивление проста и проста.
Ниже Райан помогает нам разобраться в основах этого навыка «Сделай сам».
Инструменты, необходимые для пайки
Паяльник. Паяльник – это то, что плавит припой.Здесь не нужно ничего особенного. Приличный паяльник обойдется вам в 20-30 долларов.
Припой. Припой – это металлический сплав, состоящий из олова и свинца (~ 60% олова / 40% свинца). Припой, используемый для плавления электрических компонентов, имеет ядро из канифольного флюса. Когда вы нагреваете припой с помощью паяльника, канифоль сначала плавится и обтекает то, что вы хотите припаять, удаляя поверхностное окисление и грунтуя поверхность для более прочных интерметаллических связей.
Для большинства проектов в области электротехники не требуется очень толстый припой.Лучше всего подходит проволока диаметром 0,032 дюйма.
Влажная губка. Наконечник паяльника окисляется при работе с ним. Эта ржавчина на жало будет блокировать поток тепла от паяльника, что, в свою очередь, помешает вам сделать чистый припой. Вот почему перед каждым паяным соединением вы должны использовать влажную губку для очистки жала. Многие паяльники поставляются с маленьким держателем для влажной губки. Вы узнаете, что ваш наконечник чистый, когда он красивый и блестящий.
Микро кусачки для проволоки. Вы будете использовать этот инструмент, чтобы обрезать лишние выводы компонентов (см. Ниже). Вы также можете использовать его для зачистки провода.
Основные методы пайки
Сами основы пайки одинаковы, независимо от того, над каким проектом вы работаете: нагрейте металлические поверхности двух объектов, нанесите припой и дайте остыть. Но подход, который вы выберете для выполнения этих шагов, будет зависеть от типа объектов, которые вы паяете вместе.Ниже приведены три основных метода, которые вы будете использовать.
Но подход, который вы выберете для выполнения этих шагов, будет зависеть от типа объектов, которые вы паяете вместе.Ниже приведены три основных метода, которые вы будете использовать.
Пайка в сквозное отверстие
Пайка в сквозное отверстие используется при подключении резистора или гнезда к печатной плате (PCB).
В большинстве электронных проектов своими руками используются печатные платы. Это плита из стекловолокна с вытравленными на ней токопроводящими дорожками и площадками. Дорожки и колодки изготовлены из меди. Вы припаиваете свинцовые компоненты (например, резисторы, светодиоды, розетки и конденсаторы) к контактным площадкам. По сути, каждый раз, когда вы вставляете что-то в отверстие, вы выполняете сквозную пайку.
В этом примере Райан припаивает разъем к печатной плате, которую он использует для изготовления усилителей для преобразования старых радиоприемников в MP3-плееры.
Вставьте ведущий компонент в отверстие. Прикоснитесь чистым кончиком горячего паяльника к контактной площадке и кончику вывода, который вы хотите припаять к печатной плате. Подержите его там в течение одной секунды, чтобы оба компонента нагрелись.
Подержите его там в течение одной секунды, чтобы оба компонента нагрелись.
Поместите примерно 1–3 мм припоя между выводом и контактной площадкой, где он будет плавиться относительно нагретых компонентов.
Удалите припой из контактной площадки, но продолжайте удерживать кончик паяльника на контактной площадке и выводе еще на секунду. Это позволит припою полностью обтекать контактную площадку и вывод, создавая прочное соединение.
Снимите кончик паяльника и протрите его влажной губкой. Повторите то же самое с оставшимися подушечками и штифтами.
Закрепите штифты с помощью микропроцессорных фрез для создания гладкой поверхности.
Розетка надежно припаяна.
Вот иллюстрация, которая поможет вам более четко понять, что происходило на вышеуказанных этапах.
Как выглядят хорошие и плохие паяные соединения
Хорошие паяные соединения полностью покрывают контактную площадку и окружают соединение. Если вы посмотрите на него под микроскопом, это будет похоже на небольшой вулкан или гору.
Если вы посмотрите на него под микроскопом, это будет похоже на небольшой вулкан или гору.
Если припой 1) выглядит как большая металлическая капля, 2) не покрывает контактную площадку или 3) выглядит тусклым и потрескавшимся, у вас плохой стык.
Не беспокойтесь, если это так! Просто нагрейте припой паяльником и снимите его. Попробуйте снова. Очень просто.
Как было сказано выше, пайка довольно щадящая. Пока ваше паяное соединение выглядит примерно вогнутым вокруг выводного наконечника, у вас хорошее соединение.
Пайка для поверхностного монтажа
Некоторые компоненты, которые вы припаиваете к плате, просто припаяны к поверхности. Они не проходят сквозь дыру.
Райан показывает нам, как наносить припой на поверхность путем пайки конденсатора на печатную плату.
Поместите жало паяльника на медную площадку и нагрейте его. Затем нанесите немного припоя на площадку и дайте ему расплавиться.
У вас останется поверхность припоя, покрывающая медную площадку.
Поместите конденсатор, который вы хотите припаять, на покрытую припоем площадку. Поместите жало паяльника сбоку от конденсатора и удерживайте в течение одной секунды.
Вы припаяли одну сторону. Для надежного соединения вам нужно припаять другую сторону.
Поместите кончик утюга рядом с конденсатором и поместите немного припоя между ними.
Пайка проводов
Для соединения двух проводов можно также использовать пайку.
С помощью инструмента для зачистки проводов (или микрорезок для промывки) снимите примерно полдюйма пластиковой изоляции с концов обоих проводов.
Райан любит использовать эти маленькие зажимы для тараканов, чтобы удерживать один из проводов. Это облегчает работу.
Нагрейте конец одного провода и покройте его припоем.Это называется «лужением» проволоки. Проделайте то же самое с концом другого провода.
Соедините концы проводов вместе. Затем нажмите на кончик паяльника с обоих концов. Припой на обоих концах расплавится. Снимите утюг и удерживайте провода на месте, чтобы они могли остыть и сплавиться.
Припой на обоих концах расплавится. Снимите утюг и удерживайте провода на месте, чтобы они могли остыть и сплавиться.
Вы можете обмотать оголенный провод изолентой. Или вы можете надеть термоусадочную трубку на один конец проводов, прежде чем спаять их вместе. После того, как вы спаяете провода вместе, наденьте термоусадочную трубку на оголенные провода.Вы можете нагреть трубку зажигалкой, и она сожмется вокруг недавно расплавленного провода.
Райан использовал свой пистолет для пайки горячим воздухом, чтобы выполнить эту работу. Паяльник с горячим воздухом используется в основном для доработки компонентов поверхностного монтажа. Это хороший инструмент, если вы продвинетесь вперед в своих электрических проектах.
Как припаять серебряные украшения
Нужен совет по пайке для начинающих? Вы хотите усовершенствовать свои базовые методы пайки? Или вы хотите специально разработать методы пайки серебром?
Простые плоские серебряные кольца – хорошее начало для отработки техники пайки серебра. Овладев искусством точной подготовки к технике пайки серебром и аккуратно используя подходящие инструменты, вы сможете переходить к более сложным проектам пайки.
Овладев искусством точной подготовки к технике пайки серебром и аккуратно используя подходящие инструменты, вы сможете переходить к более сложным проектам пайки.
Десять лучших советов для начинающих по пайке серебра от Cooksongold – щелкните изображение выше, чтобы узнать больше о том, как паять серебряные украшения и другие листовые металлы.
В нашем руководстве для начинающих о том, как припаять серебром плоское кольцо, мы проведем вас через пошаговый процесс. Вы узнаете, какой тип серебра для пайки использовать для достижения наилучших результатов, как эффективно использовать флюс, а также советы и рекомендации по созданию профессиональной отделки.
Набор инструментов для пайки серебра Что вам понадобится:
• Столбик • Плоский напильник • Трубка • Тиски
• Кожаный молоток • Плоскогубцы для гибки колец • Паяльник • Паяльный лист
• Резаки • Травильный раствор • Паяльный блок • Жидкий флюс
• Флюсовая кисть • Пинцет с острым концом • Пинцет для пластика • Наждачная бумага / палочки
Подготовка серебра к пайке
- Перед пайкой плоского серебряного листа вам необходимо подготовить его. Подпилите края листа, чтобы у вас была прямая линия на каждом краю вашего серебра. Держите серебряный лист вертикально, прислонив его к скамейке для поддержки. Используя плоский напильник, подпилите край листа вперед – с равномерным давлением, чтобы получился ровный край. Это упростит весь процесс пайки и обеспечит чистую и аккуратную поверхность при формировании ленты, готовой к пайке.
 Подпилите края листа, чтобы у вас была прямая линия на каждом краю вашего серебра. Держите серебряный лист вертикально, прислонив его к скамейке для поддержки. Используя плоский напильник, подпилите край листа вперед – с равномерным давлением, чтобы получился ровный край. Это упростит весь процесс пайки и обеспечит чистую и аккуратную поверхность при формировании ленты, готовой к пайке.
Подпилите края листа, чтобы у вас была прямая линия на каждом краю вашего серебра. Держите серебряный лист вертикально, прислонив его к скамейке для поддержки. Используя плоский напильник, подпилите край листа вперед – с равномерным давлением, чтобы получился ровный край. Это упростит весь процесс пайки и обеспечит чистую и аккуратную поверхность при формировании ленты, готовой к пайке.- Сейчас хорошее время для приготовления раствора для травления.Вам понадобится специальный бак для рассола, который можно нагревать и выдерживать кислотные растворы. Если у вас нет специальной емкости для маринованных огурцов, хорошей альтернативой будет старая мультиварка. Это идеальный вариант, так как раствор нужно использовать пока он теплый. Нагрейте в мультиварке примерно один литр воды до 50 ° C, затем добавьте гранулы для маринования и перемешайте. Внимательно следуйте инструкциям, прилагаемым к рассолу, так как количество маринада, которое вы добавляете в воду, может варьироваться в зависимости от того, какой вид вы используете.
- После того, как вы опилите два края вашего серебра, нужно будет манипулировать серебром, чтобы вы начали сводить два края вместе, чтобы сформировать полосу.Закрепите свой триблет с помощью тисков и поместите серебряную полоску горизонтально через триблет. Используя молоток из сыромятной кожи, ударьте по металлу в точке, где он перестанет контактировать с триблетом. Это мягко изогнет ваше серебро. Продолжайте этот процесс, перемещая металл по триблету, не забывая закрепить прямую часть серебряной полоски в горизонтальном положении. Повторите этот процесс на другом конце серебряной ленты, пока оба конца не соединятся, образуя круг.Если у вас нет тисков или тисков, вы также можете использовать плоскогубцы для гибки колец, чтобы создать кривую. Только будьте осторожны, чтобы не поцарапать металл плоскогубцами, иначе процесс отделки будет сложнее!
- Вы можете заметить, что через некоторое время вашим серебром стало труднее манипулировать. Это называется наклепом, когда манипуляции с металлом приводят к его затвердеванию. Это можно изменить, нагревая серебро до отжига, чтобы с ним было легче работать. Чтобы смягчить кольцо, поместите его на блок для пайки.Начните нагревать ленту с помощью паяльника. Равномерно перемещайте его по поверхности ремешка, пока он не станет светящимся «вишнево-красным», затем снимите тепло с ремешка. Осторожно снимите ленту с помощью пинцета и погасите серебро в миске с водой. Осторожно снимите ленту с помощью пинцета. Теперь поместите его в заранее приготовленный раствор для травления с помощью пластикового пинцета. Оставьте в рассоле, пока металл не станет белого цвета, затем удалите и промойте.
 Это можно изменить, нагревая серебро до отжига, чтобы с ним было легче работать. Чтобы смягчить кольцо, поместите его на блок для пайки.Начните нагревать ленту с помощью паяльника. Равномерно перемещайте его по поверхности ремешка, пока он не станет светящимся «вишнево-красным», затем снимите тепло с ремешка. Осторожно снимите ленту с помощью пинцета и погасите серебро в миске с водой. Осторожно снимите ленту с помощью пинцета. Теперь поместите его в заранее приготовленный раствор для травления с помощью пластикового пинцета. Оставьте в рассоле, пока металл не станет белого цвета, затем удалите и промойте.
Это можно изменить, нагревая серебро до отжига, чтобы с ним было легче работать. Чтобы смягчить кольцо, поместите его на блок для пайки.Начните нагревать ленту с помощью паяльника. Равномерно перемещайте его по поверхности ремешка, пока он не станет светящимся «вишнево-красным», затем снимите тепло с ремешка. Осторожно снимите ленту с помощью пинцета и погасите серебро в миске с водой. Осторожно снимите ленту с помощью пинцета. Теперь поместите его в заранее приготовленный раствор для травления с помощью пластикового пинцета. Оставьте в рассоле, пока металл не станет белого цвета, затем удалите и промойте.- Теперь вы можете дополнительно манипулировать своей серебряной лентой, соединяя два конца серебряной ленты так, чтобы они точно совпадали.Используйте молоток из сыромятной кожи или плоскогубцы, чтобы придать ремешку более законченную форму. Не беспокойтесь, если форма вашего кольца на этом этапе не идеальна – это можно исправить после пайки. Чтобы два конца вашего кольца идеально совпали, вы можете согнуть кольцо так, чтобы два конца перекрывали друг друга, а затем потяните два конца, пока они не встретятся плотно. Желаемый эффект придет с практикой.
 Желаемый эффект придет с практикой.
Желаемый эффект придет с практикой.Процесс серебряной пайки
- Возьмите резаки, чтобы подготовить серебряную припойную ленту.Для первого соединения используйте полоску припоя среднего или твердого серебра. Поскольку твердый припой имеет более высокую температуру плавления, чем средний и легкий припой, это позволяет паять украшения несколько раз, не расплавляя предыдущие соединения. Разрежьте ленту серебряного припоя на небольшие кусочки, примерно 2 мм в длину и 2 мм в ширину. Это необязательно точное измерение. Эти небольшие кусочки серебряной припойной ленты называются паллионами. Размер и форма нужных вам палок будет зависеть от количества пайки, которое вам нужно сделать.С вашим прямым плоским кольцом вам понадобятся только небольшие паллионы и небольшое количество, чтобы припаять соединение.
- Удалите всю грязь или жир со своего серебряного листа путем травления или тщательной промывки водой с мылом.
- Теперь нанесите флюсом на область, которую вы собираетесь паять, с помощью флюсовой кисти. Вам также нужно будет покрыть паллионы флюсом. Флюс поможет очистить драгоценный металл от любых загрязнений, а также облегчит процесс пайки. После того, как вы добавили флюс в металл, просто подождите, пока вода не испарится.Чтобы ускорить этот процесс, вы можете ненадолго нагреть область, которую вы покрыли, паяльной горелкой.
 Вам также нужно будет покрыть паллионы флюсом. Флюс поможет очистить драгоценный металл от любых загрязнений, а также облегчит процесс пайки. После того, как вы добавили флюс в металл, просто подождите, пока вода не испарится.Чтобы ускорить этот процесс, вы можете ненадолго нагреть область, которую вы покрыли, паяльной горелкой.
Вам также нужно будет покрыть паллионы флюсом. Флюс поможет очистить драгоценный металл от любых загрязнений, а также облегчит процесс пайки. После того, как вы добавили флюс в металл, просто подождите, пока вода не испарится.Чтобы ускорить этот процесс, вы можете ненадолго нагреть область, которую вы покрыли, паяльной горелкой.- Поместите паллионы на область, которую вы будете паять, с помощью пинцета с острым концом для точности.
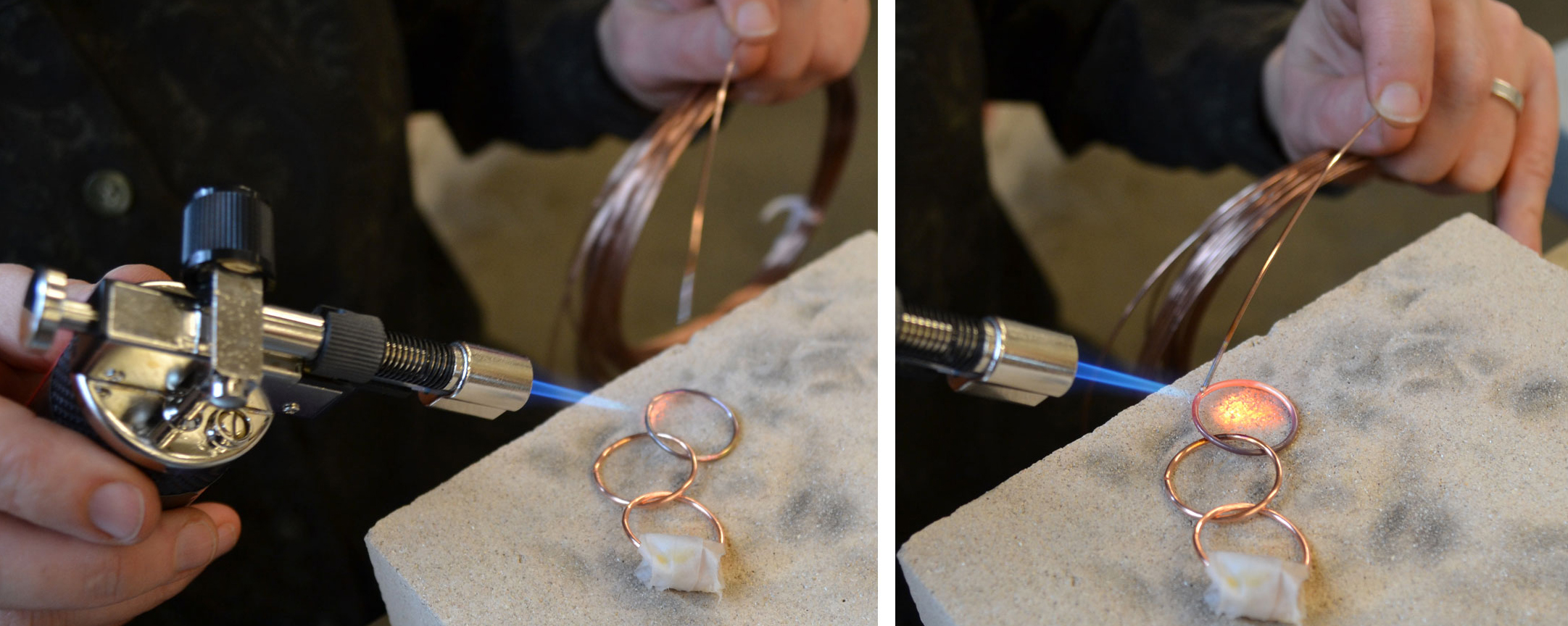
- Включите паяльную горелку и переключите пламя на максимальное значение. Кончиком синего пламени равномерно нагрейте кольцо, перемещая пламя круговыми движениями, прежде чем направить тепло в сторону соединяемой области. Внимательно следите за припоем, так как вам нужно будет определить точку, в которой он начинает течь.
- Когда температура нагреется, припой потечет через шов. На этом этапе вы должны снять с куска огонь, затем осторожно взять его пинцетом и погасить в миске с водой. Не опускайте кольцо сразу в воду, потому что закалка сразу после вытекания припоя приводит к слишком сильному изменению температуры и, скорее всего, приведет к разрыву шва под воздействием напряжения.
- Поместите кольцо в рассол с помощью пластикового пинцета.Избегайте использования железных или стальных пинцетов, так как это может повлиять на травильный раствор и оставить медный налет на вашей работе. Как только почерневшие оксиды исчезнут и металл станет белого цвета, вы можете удалить его из травильного раствора.
Пайка серебряных украшений – Последние штрихи
- Если ваше серебряное кольцо изменило форму в процессе пайки, теперь вы можете отрегулировать его. Простой способ получить профессиональную форму – использовать молоток из сыромятной кожи и металлический триблет, чтобы изменить форму кольца, используя легкие удары молотком по плоской поверхности кольца.Просто убедитесь, что вы закрепили свой триблет с помощью тисков на скамейке, и поместите кольцо на закрепленный триблет. Ваши молотящие движения также должны периодически направляться вниз по тройке. Осторожно ударьте верхним краем кольца по тарелке, чтобы получить идеально круглую форму, прежде чем повернуть кольцо и повторить этот процесс. Это придаст ремешку аккуратную окончательную форму.
- Теперь вы можете подпилить и отшлифовать свои украшения, чтобы удалить излишки припоя, используя файлы, наждачную бумагу и наждачные палочки.Полукруглый напильник идеально подходит для обработки как внутренней, так и внешней поверхности кольца. Возможно, вы захотите приобрести тонкую наждачную бумагу для этого конкретного проекта, хотя выбор наждачной бумаги идеален.
Теперь у вас есть все необходимые советы, чтобы научиться паять серебро и делать свое первое плоское кольцо. Убедитесь, что вы вкладываете средства во все правильные инструменты, необходимые для профессиональной отделки. Взгляните на наш ассортимент принадлежностей для пайки ювелирных изделий, а также на наш набор для пайки для начинающих.Он включает в себя все инструменты, которые вам понадобятся, чтобы приступить к выполнению всех ваших основных проектов по пайке серебра. Обратитесь к нашему списку оборудования выше и воспользуйтесь нашим руководством по пайке, чтобы шаг за шагом пройти весь процесс.
Ищете свой следующий проект для начинающих паять? Почему бы не попробовать сделать простую серебряную шкатулку с Джоном Россом?
Сохранить на потом
Как паять – Пайка в сквозное отверстие
S Старение – один из самых фундаментальных навыков, необходимых для работы в мире электроники.Они сочетаются друг с другом, как горох и морковь. И хотя можно изучать и создавать электронику без необходимости брать в руки паяльник, вы скоро обнаружите, что с помощью этого простого навыка открывается целый новый мир. Мы считаем, что пайка должна быть в арсенале каждого. Мы считаем, что в мире растущего технологического окружения важно, чтобы люди повсюду могли не только понимать технологии, которые они используют каждый день, но также иметь возможность создавать, изменять и исправлять их.Пайка – один из многих навыков, которые помогут вам в этом.
I В этом руководстве мы рассмотрим основы пайки в сквозные отверстия – также известной как пайка в сквозные отверстия (PTH), обсудим необходимые инструменты, рассмотрим методы правильной пайки и покажем вам, где вы можете уйти оттуда. Мы также обсудим доработку, относящуюся к сквозной пайке, и дадим вам несколько советов и приемов, которые сделают починку любой части электроники легким делом.Это руководство предназначено как для новичков, так и для экспертов. Если вы никогда раньше не прикасались к утюгу или хотите немного освежиться, в этом руководстве каждый найдет что-то для себя.
I Если вы все прочитали вышеизложенное, давайте приступим прямо к делу!
Что такое припой?
B Прежде чем научиться паять, всегда полезно узнать немного о припое, его истории и терминологии, которая будет использоваться при его обсуждении.
Припой , как слово, можно использовать двумя разными способами. Припой, , существительное , относится к сплаву (вещество, состоящее из двух или более металлов), который обычно представляет собой длинную тонкую проволоку в катушках или трубках. Припой, , глагол , означает соединение двух металлических частей в так называемое паяное соединение . Итак, паяем припоем!
S старая проволока продается в катушке (слева) и в трубке (справа).Они бывают как свинцовыми, так и бессвинцовыми.
Свинцовый припой против бессвинцового припоя – краткая история
O Одна из наиболее важных вещей, о которых следует помнить, когда дело доходит до припоя, заключается в том, что традиционно припой состоял в основном из свинца (Pb), олова (Sn) и нескольких других металлов. Этот припой известен как свинцовый припой . Как стало известно, свинец вреден для человека и может привести к отравлению свинцом при воздействии больших количеств. К сожалению, свинец также является очень полезным металлом, и он был выбран в качестве основного металла для пайки из-за его низкой температуры плавления и способности создавать отличные паяные соединения.
W Из-за того, что отрицательные последствия пайки свинцом известны, некоторые ключевые лица и страны решили, что лучше больше не использовать этилированный припой. В 2006 году Европейский Союз принял Директиву об ограничении использования опасных веществ ( RoHS ). Эта директива, сформулированная просто, ограничивает использование свинцового припоя (среди других материалов) в электронике и электрическом оборудовании. При этом использование бессвинцового припоя стало нормой в производстве электроники.
L Бесконечный припой очень похож на свой свинцовый аналог, за исключением того, что, как указано в названии, он не содержит свинца. Вместо этого состоит в основном из олова и других металлов в следовых количествах, таких как серебро и медь. Этот припой обычно помечается символом RoHS, чтобы потенциальные покупатели знали, что он соответствует стандарту.
Выбор подходящего припоя для работы
W Когда дело доходит до производства электроники, лучше всего использовать бессвинцовый припой, чтобы обеспечить безопасность ваших продуктов.Однако, когда дело касается вас и вашей электроники, выбор припоя остается за вами. Многие люди по-прежнему предпочитают использовать этилированный припой из-за его превосходной способности действовать как соединительный агент. Тем не менее, другие предпочитают безопасность функциональности и выбирают бессвинцовые. SparkFun продает обе разновидности, чтобы люди могли сделать этот выбор самостоятельно.
L Бесконечный припой не лишен недостатков. Как уже упоминалось, свинец был выбран потому, что он лучше всего подходит для таких ситуаций, как пайка.Когда вы убираете свинец, вы также лишаетесь некоторых свойств припоя, которые делают его идеальным для того, для чего он был предназначен – для соединения двух металлических частей. Одно из таких свойств – температура плавления. Олово имеет более высокую температуру плавления, чем свинец, поэтому для достижения текучести требуется больше тепла. И хотя олово выполняет свою работу, иногда ему требуется небольшая помощь.
M любые варианты бессвинцового припоя имеют так называемый сердечник из флюса . А пока просто знайте, что флюс – это химический агент, который способствует растеканию бессвинцового припоя.Хотя можно использовать бессвинцовый припой без флюса, это значительно упрощает достижение тех же эффектов, что и при использовании свинцового припоя. Кроме того, из-за дополнительных затрат на изготовление бессвинцового припоя он иногда может быть дороже, чем свинцовый припой.
При выборе припоя следует учитывать ряд других факторов, которые следует учитывать при выборе припоя. Во-первых, помимо свинца и олова существует множество других составов припоя. Посетите страницу пайки в Википедии, чтобы ознакомиться с обширным списком различных типов.Во-вторых, припой бывает разной толщины или ширины. При работе с небольшими компонентами часто лучше использовать очень тонкий кусок припоя – чем больше число, тем меньше калибр. Для крупных компонентов рекомендуется использовать более толстую проволоку. Наконец, припой, помимо проволоки, бывает и в других формах. Приступая к пайке поверхностного монтажа, вы увидите, что паяльная паста является предпочтительной формой. Однако, поскольку это руководство по пайке через отверстие, паяльная паста не рассматривается подробно.
N Теперь, когда вы знаете, как выбрать лучший припой для работы, давайте перейдем к инструментам и дополнительной терминологии.
Паяльники
T Здесь много инструментов, которые помогают при пайке, но ни один из них не является более важным, чем паяльник. По крайней мере, для выполнения поставленной задачи вам понадобится хотя бы утюг и немного припоя. Паяльники бывают разных форм-факторов, от простых до сложных, но все они работают примерно одинаково. Здесь мы обсудим детали утюга и различные типы утюгов.
Анатомия паяльника
Вот основные части, из которых состоит паяльник.
- Жала для паяльника – Ни один утюг не обходится без жала. Наконечник – это часть железа, которая нагревается и позволяет припою течь вокруг двух соединяемых компонентов. Хотя припой будет прилипать к наконечнику при нанесении, распространенное заблуждение состоит в том, что наконечник переносит припой. Наконечник фактически передает тепло, повышая температуру металлических компонентов до точки плавления припоя, и припой соответственно плавится. Большинство утюгов дают вам возможность поменять наконечник, если вам нужно заменить старый наконечник или если вам нужно перейти на другой тип наконечника.Наконечники бывают разных размеров и форм, чтобы соответствовать любому компоненту.
S различных типов насадок. Слева направо: кончик конуса (также известный как кончик копыта), два конических кончика разной ширины и кончик долота.
C Подвешивание наконечника – это простой процесс, который состоит из либо отвинчивания палочки, либо простого надавливания и вытягивания наконечника
- Жезл – Жезл – это часть утюга, удерживающая наконечник.Это тоже часть, которой занимается пользователь. Палочки обычно изготавливаются из различных изоляционных материалов (таких как резина), чтобы предотвратить передачу тепла наконечника наружу палочки, но они также содержат провода и металлические контакты, которые передают тепло от основания или выхода к наконечнику. . Эта двойная роль нагрева и предотвращения ожогов делает высокое качество и высоко ценится.
T два вида жезлов. Обратите внимание, как наконечники ввинчиваются в палочку, обеспечивая взаимозаменяемость.У некоторых жезлов есть наконечники, которые просто вдавливаются и вынимаются без каких-либо крепежных механизмов.
S Утюги для омовения состоят только из палочки, которая подключается к розетке. Эти утюги настолько просты, насколько это возможно, и в них нет никаких элементов управления для изменения температуры. В этих утюгах нагревательный элемент встроен прямо в трубку.
Простой паяльник , состоящий только из палочки. Некоторые из этих утюгов не имеют сменных наконечников.
- База – Основание паяльника – это блок управления, который позволяет регулировать температуру. Палочка прикрепляется к основанию и получает тепло от внутренней электроники. Существуют аналоговые базы, на которых есть циферблат, который контролирует температуру, и есть цифровые базы, на которых есть кнопки для установки температуры и дисплей, который сообщает вам текущую температуру. Некоторые основания даже имеют дополнительные функции, такие как тепловые профили, которые позволяют быстро изменять количество тепла, подаваемого на наконечник для пайки различных компонентов.
T Два варианта основания паяльника. Слева цифровая база с кнопками управления и цифровым дисплеем. Справа аналоговая база, которая использует циферблат для контроля температуры.
T База обычно состоит из большого трансформатора и нескольких других управляющих электронных устройств, которые позволяют безопасно изменять температуру наконечника.
Внутренности основания паяльника
- Подставка (подставка) – подставка для утюга (часто называемая подставкой) – это то место, где находится утюг, когда он не используется.Подставка может показаться тривиальной, но оставлять без присмотра утюг на столе или верстаке представляет собой потенциальную опасность: он может вас обжечь или, что еще хуже, обжечь стол и вызвать пожар. Опять же, они могут быть такими же простыми, как металлическая подставка, или могут быть сложными, предлагая функцию автоматического отключения, которая снижает температуру наконечника, когда палочка помещается в подставку. Это поможет предотвратить износ насадки со временем.
Различные типы железных опор.Обратите внимание, что некоторые позволяют использовать обычную губку, а другие – латунную.
- Латунная губка – Во время пайки ваш наконечник будет склонен к окислению , что означает, что он станет черным и не захочет принимать припой. В припоях, особенно в бессвинцовых припоях, есть примеси, которые имеют тенденцию накапливаться на кончике вашего железа, вызывая это окисление. Вот тут-то и пригодится губка. Время от времени следует тщательно очищать наконечник, удаляя этот налет.Традиционно для этого использовалась настоящая влажная губка. Однако использование влажной губки может значительно сократить срок службы наконечника. Если протереть наконечник прохладной влажной губкой, наконечник имеет тенденцию расширяться и сжиматься при изменении температуры. Это расширение и сжатие приведет к износу наконечника и иногда может вызвать образование отверстия сбоку наконечника. Если в наконечнике есть отверстие, его нельзя паять. Таким образом, латунные губки стали стандартом для очистки наконечников. Латунные губки вытягивают излишки припоя с наконечника, позволяя наконечнику сохранять текущий уровень нагрева.Если у вас нет латунной губки, лучше использовать обычную губку, чем ничего.
Губка из латуни . Если на вашей железной подставке нет места для латунной губки, вы можете приобрести ее с собственным основанием.
Принадлежности для пайки
N Теперь, когда вы знаете все тонкости паяльника, пришло время обсудить другие инструменты, которые помогут вам в вашем приключении в области пайки.
- Solder Wick – ластик для паяльного карандаша.При решении таких проблем, как перемычки или снятие деталей (распайка), фитиль для припоя очень пригодится. Фитиль для припоя, также известный как оплетка для распайки, состоит из тонкой медной проволоки, сплетенной вместе. Припой пропитан медью, что позволяет «стереть» лишние капли припоя.
- Tip Tinner – это химическая паста, используемая для очистки жала паяльника. Он состоит из слабой кислоты, которая помогает удалить пригорелые остатки (например, когда вы случайно оплавили жало на компоненте) и помогает предотвратить окисление (неприятный черный материал), который накапливается на жале паяльника, когда он не используется.
- Flux Pen – Flux – это химический агент, который способствует растеканию бессвинцового припоя. Ручки для флюса позволяют наносить жидкий флюс на труднопроходимые компоненты, чтобы паяные соединения выглядели лучше.
- Вакуумный припой (Solder Sucker) – отличный инструмент для удаления припоя, оставшегося в сквозных отверстиях при распайке компонентов. Мы рассмотрим, как использовать этот инструмент чуть позже в этом руководстве.
Другие предлагаемые инструменты
В этих инструментах нет необходимости, но они, безусловно, иногда облегчают пайку.
- Третья рука (третья рука) – Третья рука отлично подходит для удержания печатных плат, проводов и компонентов на месте во время пайки.
- Фрезы заподлицо – Фрезы позволяют обрезать ножки компонентов, которые вы припаиваете к печатной плате.
- Защитные очки – на случай, если обрезанные провода разлетятся.
Пайка первого компонента
Давайте применим все эти инструменты в действии. В этом первом видео рассказывается об основах пайки вашего первого компонента – заголовков!
Ознакомьтесь с версией для Vimeo здесь.
Резюме
I Это действительно так просто! Следуйте простым правилам Дэйва, чтобы каждое паяное соединение было надежным.
- Будьте осторожны при обращении с горячим утюгом
- Используйте третьи руки или тиски, чтобы удерживать платы во время пайки
- Поставьте утюг на хороший средний огонь (325-375 градусов C)
- Если вы видите дым от припоя, уменьшите нагрев.
- Лужите наконечник припоем перед каждым соединением, чтобы подготовить соединение
- Используйте сторону наконечника (или зону наилучшего восприятия), а не самый наконечник утюга
- Нагрейте площадку и деталь, которую нужно припаять, равномерно и одновременно
- Снимите припой, затем утюг
- Хорошее паяное соединение должно выглядеть как вулкан или поцелуй Херси, а не клубок или комок
W Мы также составили эту схему, чтобы помочь вам лучше понять, что делает паяное соединение хорошим.
Расширенные методы и устранение неполадок
O После того, как вы освоите основы создания хороших паяных соединений, пришло время изучить некоторые из более продвинутых методов PTH, которые вы можете использовать. В этом видео рассматривается использование флюса, снятие перемычек припоя, демонтаж компонентов, а также некоторые другие советы и рекомендации.
H Есть еще несколько насадок для пайки PTH:
- Удаление припоя часто может быть лучшим способом научиться паять.Есть много причин для демонтажа детали: ремонт, модернизация, утилизация и т. Д. Многие методы, используемые в видео, помогают в процессе демонтажа.
- Существует еще один метод удаления припоя из сквозных отверстий, который мы называем методом щелчка.
- Если вы не уверены, что созданное паяное соединение обеспечивает электрическое соединение, вы можете использовать мультиметр для проверки целостности цепи.
Очистка
W При работе с бессвинцовым припоем флюс имеет тенденцию попадать повсюду, будь то флюс в припое или внешний флюс, нанесенный пользователем.Флюс может со временем разъедать печатную плату и компоненты, поэтому полезно знать, как очистить печатные платы, чтобы на них не было остатков флюса. Самый простой способ очистить доску – использовать небольшую щетку (зубные щетки отлично подходят) и немного изопропилового спирта. Если вы паяете несколько плат, возможно, придется чистить их партиями. Для этого мы рекомендуем мультиварку, наполненную дистиллированной водой. Дистиллированная вода защищает ваш контур от других загрязнений и загрязнений.
I Это не обязательно на 100% для очистки вашей платы, однако это значительно увеличит срок службы вашей схемы.
Ресурсы и дальнейшее развитие
W Они только начали спускаться по кроличьей норе пайки. После того, как вы освоите пайку PTH, вы можете попробовать свои силы в этих других навыках и учебных пособиях.
- Пайка SMD
- Поиск и устранение неисправностей электроники
- Трафарет и оплавление
- Сборка электроники
Как паять как профессионал
Это руководство предназначено только для информационных целей, нет необходимости правильно использовать Quadrino.У меня много вопросов по пайке, поэтому я подумал, что выложу то, что использую.
Правильный инструмент для работы
Некоторые «профи», вероятно, будут со мной спорить, но я больше всего использую этот утюг за 12 долларов от радиорубки, потому что он намного меньше, чем мои утюги с цифровым управлением, и поэтому его легче использовать для устройств поверхностного монтажа (SMD). Я не знаю, почему они не уменьшают размеры управляемых компьютером устройств в наши дни, когда большинство электронных компонентов значительно уменьшились в размерах. У меня есть два цифровых утюга, и они оба неудобны в обращении.Этот маленький приближает мою руку к работе и уменьшает дрожание руки. Я просто хочу, чтобы они сделали его еще меньше!
Смотрите ссылки на видео на YouTube внизу страницы!
Got Flux?
Для большинства людей, которые приходят сюда … Бьюсь об заклад, если бы у вас был флюс хорошего качества, ваша пайка значительно улучшилась бы. Большинство из вас, вероятно, никогда раньше не использовали флюс при пайке. Я знаю, что многие Quadrino возвращаются для гарантийного обслуживания с припаянными пользователем контактами, которые явно не используют флюс.Flux – это то, на что я не стану дешево, вещи из радиорубки просто не годятся. Я использую дорогой флюс от Zephyrtronics, деталь № NCF-0014. Это как мед по цвету и по тому, как он течет. Любой флюс лучше, чем отсутствие флюса, но это того стоит, если вы занимаетесь какой-либо значительной пайкой.
Для дозирования я использую шприц и наконечник иглы, как показано ниже. Флюс ChipQuick, представленный ниже, также будет хорошим флюсом. Использование шприца действительно указывает, где я хочу флюс, и это означает гораздо меньше беспорядка.Если вы использовали флюс раньше и отказались от него, это, вероятно, связано с тем, насколько он грязный и липкий. Посмотрим правде в глаза, чистка этого материала – большая боль.
Отсутствие флюса просто усложняет пайку, припой прилипает ко всему, кроме стыка. Ваши суставы будут клубиться или иметь усы, выступающие в том месте, где вы сняли утюг. Соединения без флюса не такие прочные, припой плохо сцепляется с металлом печатной платы или штифтом. Это связано с окислением металла печатной платы и, возможно, металла штыря.Я не буду здесь вдаваться в подробности, поскольку эта информация подробно освещена в Интернете. Суть проста: припой по-другому ведет себя с флюсом, его гораздо проще использовать, и он с меньшей вероятностью вызовет перемычки припоя, слабые соединения и повреждение печатной платы из-за перегрева и поломки.
Хорошая тонкая проволока для припоя тоже хороша, но здесь подойдет почти любой припой для мелкой электроники. Вы, вероятно, найдете припой с выводами Sn37Pb63, но сейчас вы также можете найти много бессвинцовых припоев. Также держите припой свежим, покупайте его небольшими партиями.Если он становится слишком старым, он начинает производить черную грязь повсюду, которую трудно чистить, и разрушает наконечники железа.
Очистители флюса
Я использую одну из двух вещей для очистки флюса плат в зависимости от количества флюса, требующего очистки. Для небольшой очистки или очистки отпечатка печатной платы перед пайкой я использую ватную палочку и немного 99% безводного спирта. Этот материал в некоторой степени контролируется, но вы можете найти его небольшую бутылку в аптеке, хотя вам может потребоваться специальный заказ на 99%.Я попросил их задавать вопросы после того, как я попросил кварты этого материала. Я использовал его в качестве общего средства для чистки инструментов, станков и печатных плат в мастерских, так что многое проделал быстро. Бутылка с помпой, показанная справа, отлично подходит для хранения и выдачи небольшого количества алкоголя. Поскольку спирт испаряется так быстро, не стоит закрывать бутылку крышкой.
С тех пор я перешел на специальный очиститель флюса, который лучше подходит для очистки печатных плат, чем спирт, а именно средство для удаления естественного цитрусового флюса EC7m.Это отличный материал, и я использую щетку с пластиковой щетиной, чтобы втирать очиститель в труднодоступные места. Используйте защитные перчатки (например, нитриловые), через некоторое время материал начинает покалывать.
Оплетка для демонтажа
Распайка оплетки удобна по большему счету, чем для демонтажа детали. Его также можно использовать для удаления излишка припоя из стыка. Поскольку оплетка для припоя состоит из тонких медных нитей, она также подвержена окислению, поэтому нанесите немного флюса на оплетку перед использованием.
Паяльная оплетка также может использоваться в изящном трюке для пайки SMD-микросхем с мелким шагом, таких как Atmel MEGA 2560, со 144 контактами, расположенными на расстоянии всего 0,5 мм друг от друга. Пайка каждого штыря займет слишком много времени. Вы можете разместить тонкую линию флюса через контактные площадки печатной платы, поместив микросхему Atmel на место. Припаяйте штифт к противоположным концам микросхемы в качестве прихваточного шва, чтобы удерживать микросхему на месте. Затем смочите наконечник припоя и проведите наконечником по контактам. Вы создадите всевозможные паяные перемычки, но позже разберетесь с этим.Просто убедитесь, что на каждом контакте есть доля припоя. Теперь возьмите оплетку и нанесите флюс на точку, с которой вы будете контактировать с платой и контактами. Поместите оплетку на штыри и поместите паяльник на оплетку, чтобы нагреть оплетку. Теперь протяните косу через булавки. Оплетка впитает излишки припоя и оставит на контактах ровно столько, сколько нужно для правильного паяного соединения и чистого изображения. Теперь используйте ватную палочку и 99% спирт или подходящее средство для удаления флюса, чтобы очистить работу.
Оплавление горячим воздухом
Это не требуется для большинства хобби, но это очень полезный инструмент для поверхностного монтажа.Этот инструмент направляет горячий воздух на место доработки, чтобы расплавить припой. Его можно использовать для легкого удаления больших деталей с большим количеством штифтов, поскольку все штифты нагреваются, расплавляя припой на каждом штифте, и деталь можно удалить с помощью пинцета или пневматического всасывающего инструмента. Я лично считаю, что этот инструмент просто необходим. Я использую его в сочетании с паяльником примерно 50/50 процентов времени. По-прежнему используйте флюс при пайке и распайке этим инструментом по тем же причинам, что и раньше. К тому же флюс проводит тепло, что помогает процессу.Я обычно использую температуру воздуха 280 с легким потоком воздуха. Температура в 280 градусов будет означать около 200 на доске. Воздушный поток должен быть чуть ниже точки, в которой воздух может сдуть деталь с доски. Я бы поднялся на 315 градусов, если бы мне нужно было оплавить USB-разъем, в котором больше металла.
Вы можете купить дешевую китайскую ремонтную станцию горячего воздуха примерно за 100 долларов на ebay. Получите один с циферблатами, а не с цифровым управлением вверх / вниз. С циферблатами пользоваться намного проще.
Хорошая техника
Когда у вас есть правильные инструменты, хорошая техника и много практики – последнее препятствие.Чтобы кончик утюга оставался чистым, часто используйте проволочную подушечку и экономно чистящее средство для наконечников. Добавьте немного припоя на жало паяльника перед пайкой стыка. Легко это удается. Постарайтесь вплавить припой в соединение, нагревая соединение, а не расплавляя припой в железе, это обеспечит надлежащую сварку соединения, поскольку штифт и контактная площадка печатной платы не были холодными во время пайки. Держите всю сборку печатной платы неподвижно, пока припой остынет. Если сборка будет покачиваться, когда припой перейдет в состояние солидуса, могут образоваться микротрещины.Чтобы прояснить, движение, пока припой является жидким, нормально, только когда пайка завершена, не ударяйте по плате или паяемой детали. Паяное соединение должно быть гладким и блестящим, в противном случае это может указывать на отсутствие флюса, микротрещины в соединении, холодное паяное соединение или захваченные пузырьки … нанесите больше флюса, снова нагрейте соединение и повторите попытку. Припой должен прилипать к самой горячей части, поэтому стык должен быть достаточно горячим, чтобы отвести припой от железа.
Youtube – Смотрите !!!
Профессиональная ручная пайка (от базовой до продвинутой) – поверхностный монтаж, сквозное отверстие, провода и клеммы
Пайка чипов для поверхностного монтажа
5 важных этапов процесса пайки волной
Пайка – один из важнейших процессов в электронной промышленности.Это одна из основных вещей, которую должен знать каждый, кто работает в указанной отрасли. Этот процесс помогает прикрепить различные электронные компоненты к печатной плате (PCB), образуя электрическое соединение. Однако в зависимости от области применения и требований используются разные типы методов пайки. К различным типам пайки относятся селективная, автоматизированная, ручная и волновая пайка. В этом посте мы подробно обсудим пайку волной припоя. Это один из наиболее широко используемых методов пайки в электронной промышленности.Кроме того, в статье рассматриваются некоторые применения процесса пайки волной припоя, которые помогут вам понять процесс в целом.
Какие этапы процесса пайки волной?
Волновая пайка – это поточный процесс, при котором нижняя сторона печатной платы обрабатывается флюсом, затем предварительно нагревается и погружается в жидкий припой. На следующем этапе плата охлаждается. В этом суть всего процесса пайки волной припоя. Для выполнения этого процесса используется машина.Вот пошаговое объяснение работы машины для пайки волной припоя:
Шаг 1 – Расплавление припоя
Это самый первый шаг во всем процессе пайки волной припоя. Расплавление припоя является основным требованием процесса. Машина для пайки волной припоя содержит припой в резервуаре. Бак нагревается до расплавления припоя. Соответствующая температура достигается для достижения нужной консистенции, так что процесс пайки может быть продолжен.
Шаг 2 – Очистка компонентов
Это очень важный шаг, который необходимо выполнить. Компоненты, подлежащие пайке, на этом этапе тщательно очищаются. Если на деталях образовались оксидные слои, то они удаляются. Это делается с помощью процесса, называемого флюсованием. Существует два основных типа флюсования – коррозионный (высокая кислотность) и некоррозионный (высокая кислотность).
Шаг 3 – Размещение печатной платы
После расплавления припоя и очистки компонентов, подлежащих пайке, печатная плата помещается на расплавленный припой.Плата удерживается металлическими фиксаторами станка, которые обеспечивают надежное позиционирование и размещение печатной платы.
Шаг 4 – Нанесение припоя
Теперь, когда печатная плата установлена правильно, наносится расплавленный припой, которому дают возможность осесть. Этому этапу дается достаточно времени, чтобы припой полностью осел в стыках и не образовывался неровностей.
Шаг 5 – Очистка
Это последний этап процесса пайки волной припоя.На этом этапе удаляются любые остатки флюса, образующиеся во время процесса. Печатная плата моется и очищается с помощью деионизированной воды и растворителей.
Надеюсь, этот пост помог вам получить важные и ценные знания о пайке волной припоя. Все это объясняет, почему пайка волной так важна в электронной промышленности. Пайка волной пайки или любой другой метод пайки в этом отношении требует большого опыта. Нельзя допускать ошибок при пайке, так как это может привести к порче конструкции печатной платы.Поэтому всегда рекомендуется доверить эту работу специалистам. Одним из таких экспертов, который, как известно, предоставляет качественные услуги по пайке волной, является Accelerated Assemblies. Компания имеет большой опыт производства печатных плат различных характеристик и возможностей.
Посмотрите 4-минутный видеотур по процессу
ОБНОВЛЕНО 18Jul2020 + видео ниже: В конце декабря 1975 года я сделал что-то, что казалось мне нормальным в то время, но теперь я вижу, что это было необычно, по крайней мере, для 12-летнего ребенка. Это случилось, когда в том году я взял приличную часть своих рождественских денег, пошел в магазин Canadian Tire в городе, где я жил, и купил лучший паяльный пистолет, который смог найти. Какое-то время я с нетерпением ждал возможности приобрести паяльный пистолет, но в то время мне и в голову не приходило, как мало 12-летних детей интересуются пайкой ни тогда, ни особенно сейчас. Почему не каждому парню нужен паяльник? Я не могу этого понять.
Этому паяльнику Weller 45 лет, и он до сих пор пользуется успехом.Я купил его, когда мне было 12 лет, и за эти годы использовал его в сотнях проектов.В то время, когда я впервые столкнулся с выбором, с которым я сталкивался сотни раз снова на протяжении многих лет. Я бы купил дешевый, средний или дорогой инструмент, в данном случае паяльник? Даже в руках новичка дешевые казались явно хлипкими, когда я брал их с полки в магазине. Пистолеты средней стоимости были хороши, но самый большой фактор «ВАУ» исходил от одного конкретного первоклассного паяльного пистолета Weller.У него было два уровня нагрева, и он был прочным, как револьвер. Я укусил пулю, выложил больше денег, чем планировал заплатить за паяльник, и с тех пор счастлив. Я до сих пор использую этот инструмент хотя бы раз в месяц, и он по-прежнему отлично работает. Я даже все еще могу купить сменные насадки, чтобы они подошли к нему.
На этой серьезной табличке с именем изображены основные сведения, а также то, что вы уже не часто видите – доказательство местного производства.Одна вещь, которая с годами стала более интересной для меня, – это то, как заводская табличка моего паяльника выглядит совсем не так, как современные. Наиболее важными характеристиками являются напряжение и сила тока инструмента. «120 В, 60 Гц, 1,2 А» Подобные технические детали, какими бы важными они ни были, в наши дни обычно занимают очень небольшую часть паспортных табличек. Также есть важная информация о том, как этот инструмент можно использовать «1 минуту ВКЛ и 4 минуты ВЫКЛ» для внутреннего охлаждения.
Еще одна интересная деталь – этот инструмент был построен в небольшом канадском городе примерно в часе езды от магазина, где я его купил. «Барри, Канада» (не Барри, Онтарио, Канада) указано на заводской табличке. Не знаю, как давно Cooper Tool Group исчезла из этого города, но это определенно было давно. Мне также не нужно говорить вам, что производство такого рода инструментов сейчас почти всегда происходит на другом конце света.
Как часто вы сталкиваетесь с выбором купить инструмент за большие деньги или за небольшие? Этот выбор обычен для всех, кто использует инструменты, и становится все сложнее.Сейчас на рынке гораздо больше плохих инструментов, чем было раньше. Некоторые хорошие инструменты сегодня намного лучше, чем даже лучшие инструменты прошлого, и хорошие инструменты сегодня также дешевле, чем лучшие инструменты много лет назад, когда цена корректируется с учетом инфляции. Опасно то, что существует так много очень дешевых и очень бесполезных инструментов, которые отвлекают вас от качества. Не знаю, как вы, но я ни разу не пожалел о покупке лучших инструментов. Я сожалею только о том, что удешевил.Я больше этим не занимаюсь.
Хотите увидеть пайку в действии? Нажмите ниже, чтобы посмотреть, как я использую свой старый замечательный паяльник, купленный в 1975 году. Это небольшой видео-урок о том, как паять провода с помощью такого инструмента. Это часть моего курса по созданию солнечного электрогенератора.
.