Что такое дуговая сварка – определение
Справочник сварочных определений и терминов – ShindaiwaShindaiwa в Украине, поставки сварочного оборудования из Японии
Определение понятия. Классификация. История
Дуговая сварка – процесс сплавления материалов, при котором нагрев осуществляется электрической дугой. Температура электрической дуги (до 7000 °С) превосходит температуры плавления всех существующих металлов.
По степени механизации различают следующие виды дуговой сварки:
- ручную (ММА -Manual Metal Arc), при которой операции, необходимые для образования шва, выполняются человеком вручную без применения механизмов.
- механизированную (полуавтоматическую) (MIG/MAG -Metal Inert/Active Gas). Последняя выполняется плавящимся электродом с автоматизированной подачей электродной проволоки в сварочную зону, а остальные операции этого процесса остаются ручными.
- автоматическую дуговую, при которой механизируются операции по возбуждению дуги, поддержанию определённой длины дуги, перемещению дуги по линии наложения шва; при этом режим сварки (ток, напряжение, скорость перемещения дуги и др.


Применительно к сварочным аппаратам и агрегатам, виды дуговой сварки соотносят с режимами сварки. (Смотрите режимы для сварочных агрегатов DGW310, DGW400, DGW500).
По типу сварочной дуги различают:
- прямого действия (зависимую дугу) – дуга горит между электродом и основным металлом, который также является частью сварочной цепи;
- косвенного действия (независимую дугу) – дуга горит между двумя электродами.
По свойствам сварочного электрода различают способы сварки: плавящимся электродом и неплавящимся электродом (угольным, графитовым и вольфрамовым).
В настоящее время дуговая сварка покрытыми электродами, плавящимся и неплавящимся электродами в защитных газах, а так же дуговая сварка под флюсом широко применяются в различных отраслях промышленности.
Историческая справка о процессе дуговой сварки.

Явление вольтовой электрической дуги в 1802 г. открыл В. В. Петров – русский физик-экспериментатор, электротехник-самоучка, основоположник отечественной электротехники.
Изобрёл электрическое сваривание с применением угольных электродов русский инженер Н. Н. Бенардос в 1882 году, которое запатентовал в Германии, Франции, России, Италии, Англии, США и других странах, назвав свой метод «электрогефестом».
В 1888 г. другой русский инженер Славянов Н. Г. предложил производить дуговую сварку плавящимся металлическим электродом. Он создал первый сварочный генератор, предложил флюсы, позволяющие получить высококачественные сварные швы.
Шведский инженер Оскар Кельберг в 1907 году создал первый покрытый электрод. При сварке покрытыми электродами использовался постоянный ток, получаемый от сварочных генераторов. Сварку покрытыми электродами на переменном токе стали применять начиная с 20-х годов XX-го столетия.
В 30 – 40-х годах прошлого столетия был разработан способ полуавтоматической и автоматической сварки под флюсом, позволяющий повысить производительность процесса сварки в несколько раз.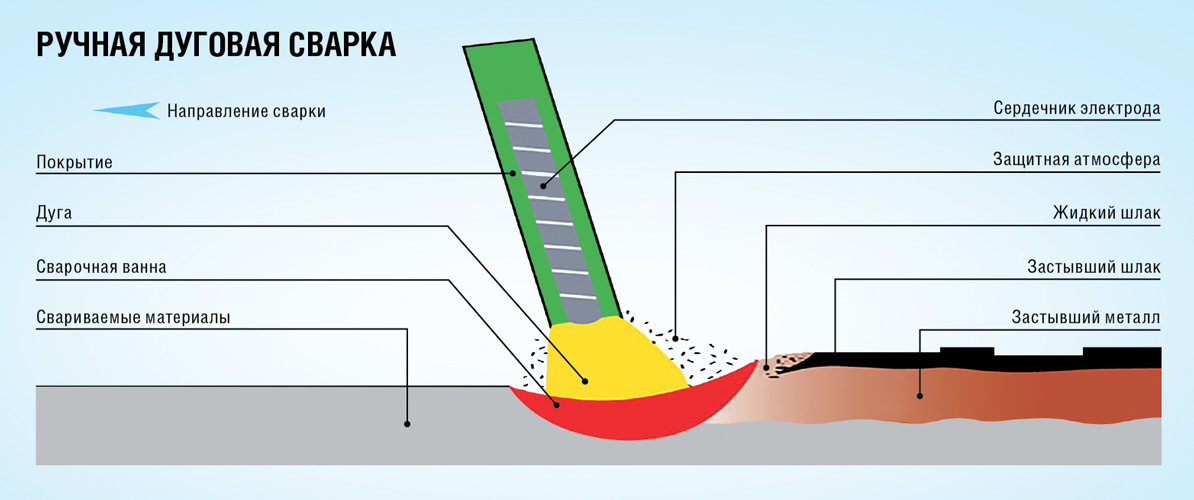
Дата публикации: 18 06 2018 ✎
Дата последнего изменения: 29 05 2020
Похожие статьи о сварке
Основные виды ручной дуговой сварки
Скачать прайс-лист
11.06.21
Сварка — это процесс получения неразъемных соединений частей изделия при их нагревании и (или) пластической деформации.
В большинстве случаев, говоря о сварке, имеют в виду соединение металлических деталей. Сваривать можно металлы любой толщины и в любом пространственном положении. Особенность такого способа соединения металла в том, что прочность сварного шва не уступает, а иногда и превосходит прочность основного материала.
Дуговая сварка широко используется для изготовления и ремонта металлических конструкций в разных областях промышленности и в быту. Без применения сварочных процессов немыслимо существование автомобилестроения, авиастроения, космической, нефтехимической отрасли, строительства, машиностроения, приборостроения и многих других. Причём объёмы выполняемой дуговой сварки возрастают ежегодно.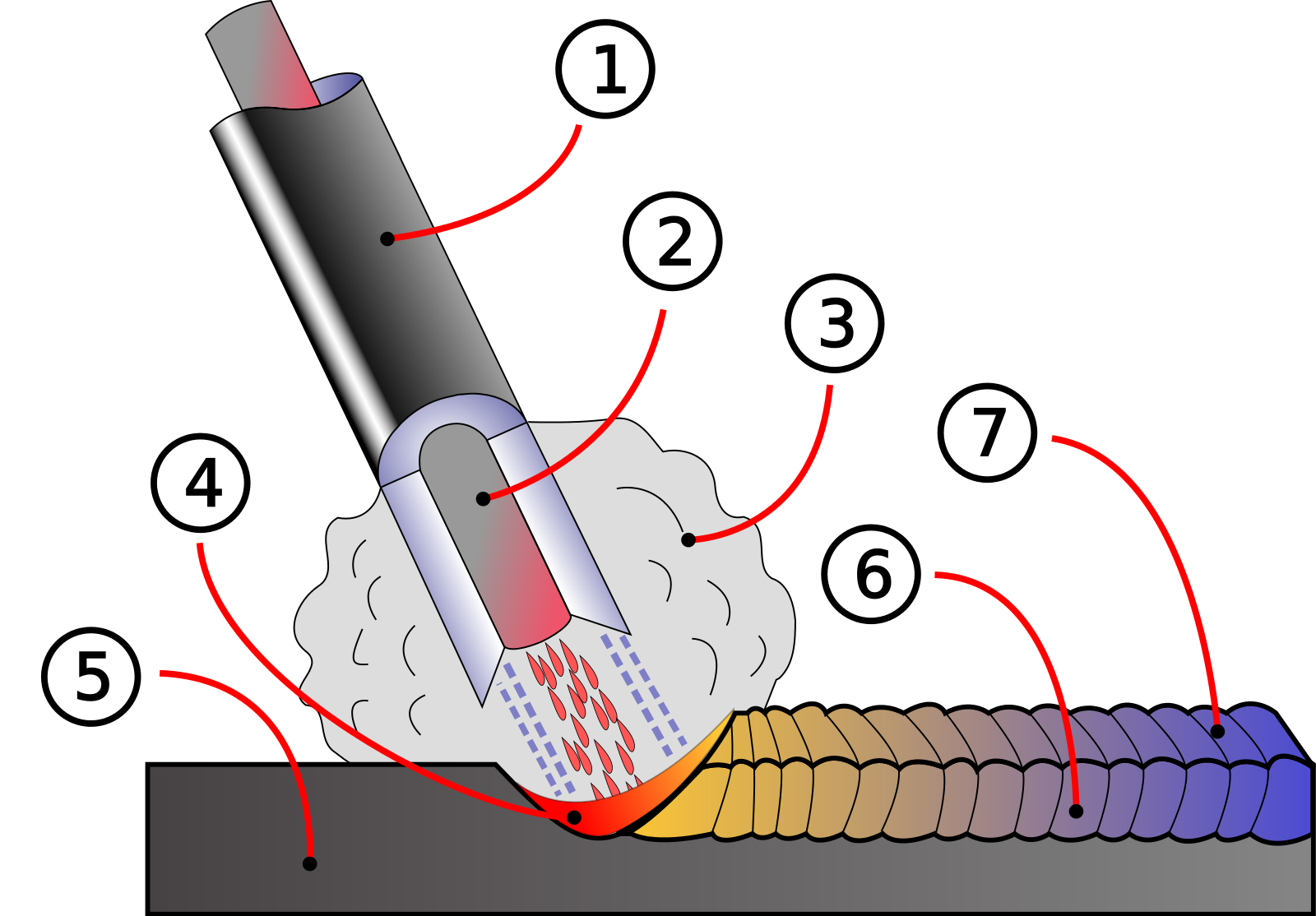
Широкое использование дуговая сварка получила в середине двадцатого века, но история её началась ещё в 1753 году в России. Академик Российской академии наук Г. В. Рихман предположил возможность применения электрических искр для плавления металла.
Позднее эта идея была развита профессором В. В. Петровым, который в 1802 году описал электрическую дугу. Он первым в мире предложил использование дуги для плавления металла. Дуга В.В. Петрова послужила основой для множества теоретических и практических исследований по всему миру.
Как промышленный способ соединения металла, дуговая сварка была изобретена в Российской империи в 1882 году. Н.Н. Бенардос осуществил сварку и резку металла электрической дугой с использованием угольного электрода. Департаментом торговли и мануфактур Российской империи 6 июля 1885 года ему была выдана привилегия (аналог современного патента) на его изобретение «Способ соединения и разъединения металлов непосредственным действием электрического тока».
Позднее приборы и способы выполнения сварки, конечно, усовершенствовались, но суть оставалась неизменной. Сварочная дуга, являющаяся устойчивым электрическим разрядом между металлической деталью и электродом, выступает источником нагрева и, как следствие, плавления.
При дуговой сварке происходит горение дуги и, как следствие, плавление материалов свариваемого металла и (или) электрода, а также присадочного металла. Расплавленный металл отдельных деталей соединяется воедино и образует сварочную ванну.
Высокие температуры сварки могут приводить к растворению в расплавленном металле атмосферных газов (кислорода, водорода, азота), что сказывается на качестве швов.
По способу защиты сварочной ванны (зоны плавления), дуги и электрода от воздействия атмосферных газов дуговую сварку разделяют на следующие виды:
- Сварку покрытыми электродами;
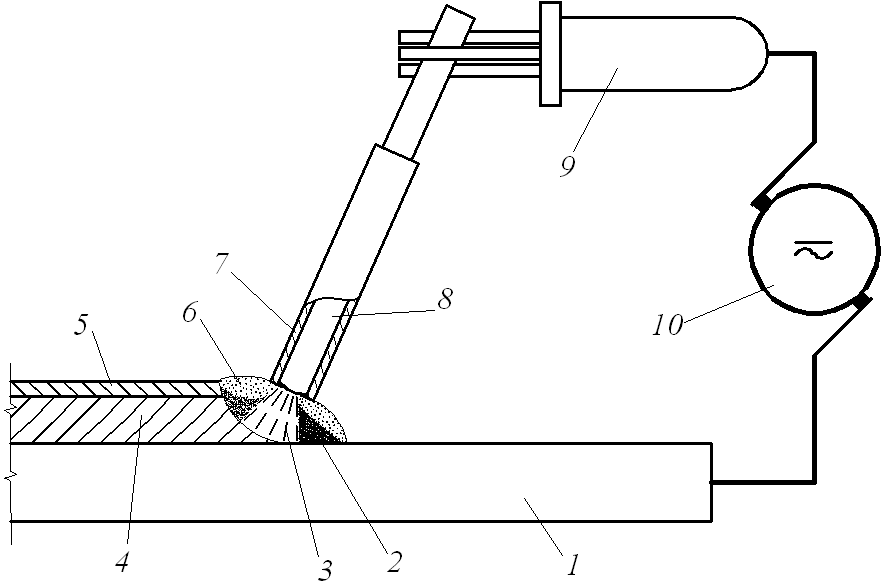
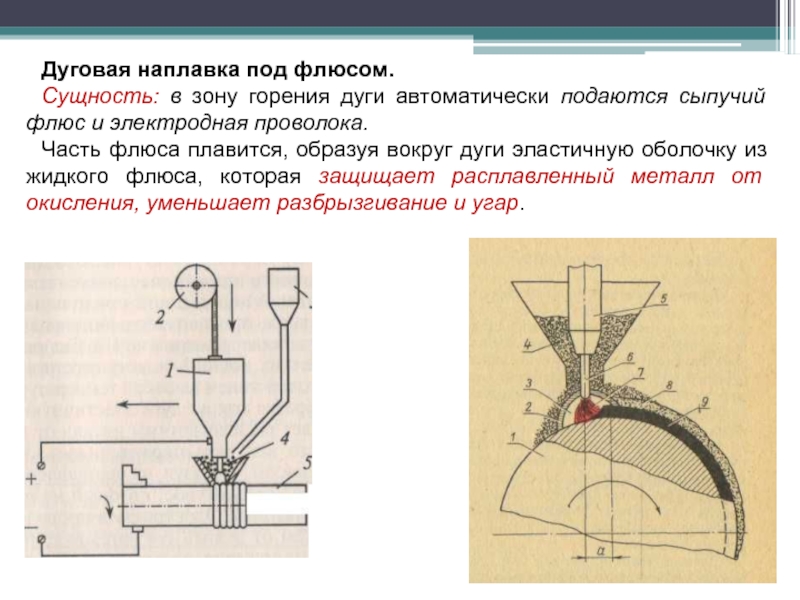
- Сварку под флюсом;
- Сварку в вакууме;
- Сварку с применением защищённой порошковой проволокой;
- Сварку в защитном газе;
- Сварку с комбинированной защитой.
По виду электродного материала различают:
- Дуговая сварка неплавящимися электродами. Неплавящиеся электроды – стержни из вольфрама, угля, графита;
- Дуговая сварка плавящимися электродами. Плавящиеся электроды – проволоки и стержни из стали, сплавов никеля, титана, алюминия, меди и других металлов.
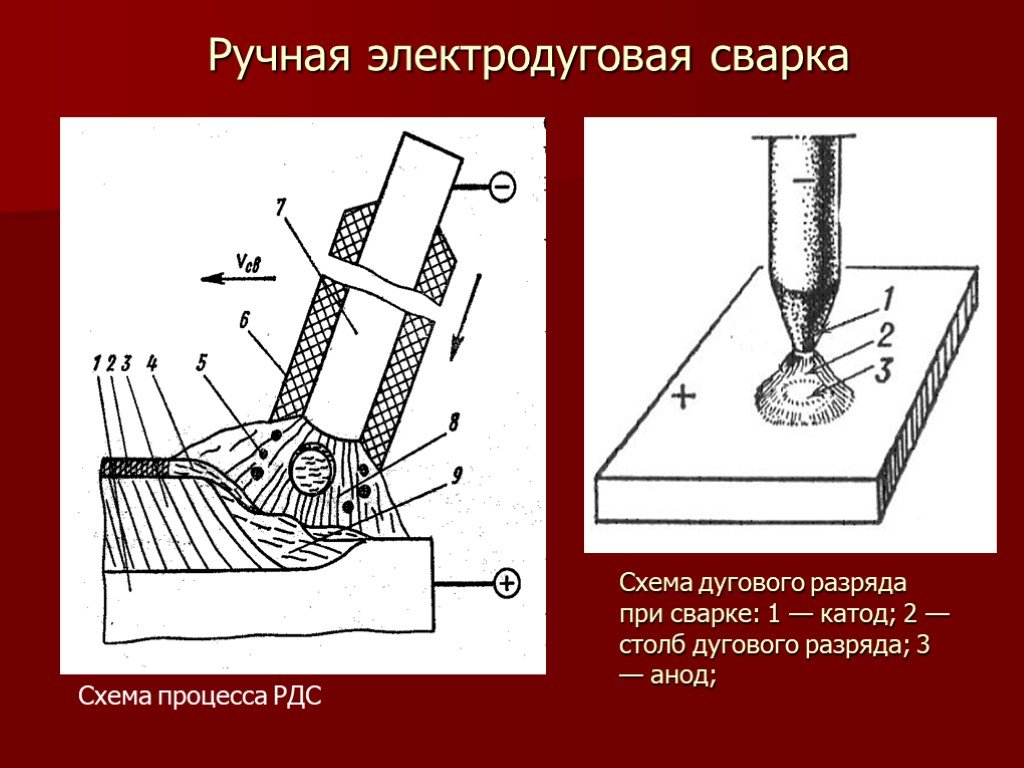
Дуговая сварка соединяет детали за счёт тепловой энергии электрической дуги, которая появляется между двумя электродами. Одним из электродов может выступать непосредственно свариваемая поверхность. Исходя из количества электродов, материала детали и расположения электродов в электрической цепи определяют следующие виды дуговой сварки:
- Сварка неплавящимся электродом. Применяется угольный или вольфрамовый электрод. Соединение происходит за счёт плавления самого металла или присадочного материала;
- Сварка плавящимся электродом по методу Н. Г. Славянова. Металлический электрод из проволоки или стержня плавится и создаёт сварочную ванну;
- Сварка трехфазной дугой, также называемая комбинированной. Два электрода и свариваемая металлическая деталь отдельно подключаются к разным фазам трехфазного тока. При этом между каждым электродом и деталью образуется дуга;
- Сварка дугой косвенного действия. Электрическая дуга, создаваемая между двумя электродами, выделяет тепловую энергию. Повышение температуры в зоне сварки приводит к сплавлению материала детали. При этом могут применяться как неплавящиеся, так и плавящиеся электроды.
 Два электрода и свариваемая металлическая деталь отдельно подключаются к разным фазам трехфазного тока. При этом между каждым электродом и деталью образуется дуга;
Два электрода и свариваемая металлическая деталь отдельно подключаются к разным фазам трехфазного тока. При этом между каждым электродом и деталью образуется дуга;Учитывая состав, толщину и прочностные характеристики металла определяют полярность электродов при дуговой сварке. Для скрепления деталей из легкоплавких сплавов, либо деталей малой толщины применяют обратную полярность.
- Прямая полярность. Минус подается на электрод, плюс – на свариваемую деталь. Температура нагрева поверхности около 4000 градусов Цельсия;
- Обратная полярность. Минус – на деталь, плюс – на электрод. Температура нагрева поверхности ниже – около 3000 градусов Цельсия.
В зависимости от назначения, используемых электродов, а также степени автоматизации процесса существуют следующие виды дуговой сварки:
- Ручная дуговая сварка
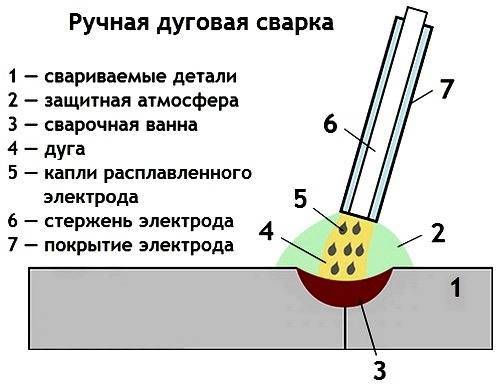
Ручная дуговая сварка –наиболее распространенный способ соединения деталей из металлов и сплавов при изготовлении конструкций.
Возбуждение дуги, подача и перемещение электрода осуществляются вручную. Ручная дуговая сварка, после обучения основным навыкам её выполнения, доступна практически любому. Современные сварочные инверторы легкие, мобильные и доступные по цене. Также в качестве источника электрического тока при ручной дуговой сварке используют генераторы. Они тяжелее и менее мобильны. Такое оборудование применяется чаще для создания стационарных сварочных постов.Электроды для ручной дуговой сварки – металлические стержневые с покрытием (обмазкой). Нанесённая на поверхность электрода спрессованная порошкообразная смесь различных компонентов повышает качество сварки за счёт улучшения горения дуги, защиты расплавленного металла от атмосферных газов и подготовки сварочной ванны.
Сварщик при таком методе дуговой сварки вручную выполняет оба основных процесса: подачу расплавленного электрода в зону сварки и постепенного перемещения сварной дуги по линии скрепляемого стыка деталей.
Преимущества ручной дуговой сварки:
- Доступность, мобильность, удобство использования оборудования;
- Простота освоения навыкам выполнения сварочных работ;
- Возможность сварки деталей в труднодоступных местах, практически в любых положениях;
- Удобство замены свариваемого материала и электродов;
- Высокое качество сваривания любых металлов и сплавов.
Недостатки ручной дуговой сварки:
- Прямая жёсткая зависимость качества сварных швов от квалификации сварщика;
- Затруднения при работе с деталями, изготовленными из материала толщиной менее 1,5 мм;
- Низкая производительность;
- Высокая вредность процесса для сварщика.
- Полуавтоматическая сварка.
Соединение металлических деталей при таком способе дуговой сварки происходит по тому же принципу, что и при ручной сварке, но в качестве электрода используется проволока, а защита сварочной ванны осуществляется за счёт подачи защитного газа в рабочую область. Электродная металлическая проволока, содержащая также кремний и марганец, подаётся автоматически. Сварщику лишь необходимо правильно выбрать её профиль – в соответствии с профилем сварочной канавки, а также равномерно передвигать электрод вдоль стыка. При полуавтоматической сварке в качестве защитного газа применяются активные газы (типа углекислого), либо инертные газы (типа аргона).
Существует также полуавтоматическая сварка без защитного газа. При таком варианте для сварки используется специальная флюсовая проволока. Флюс при сгорании выделяет газ, который и создаёт защитную среду.
Полуавтоматическая сварка менее широко распространена в быту, по сравнению с ручной, так как требует более громоздкого оборудования, но на производстве это самый востребованный вид дуговой сварки. Сварные швы получаются более ровными и тонкими, на их качество меньше влияет квалификация сварщика.
Преимущества полуавтоматической дуговой сварки:
- упрощённый процесс работы;
- небольшая зона теплового воздействия;
- высокое качество шва;
- возможность сварки в любых пространственных положениях;
- малая зависимость качества швов от квалификации исполнителя;
- возможность сваривания деталей из металла толщиной от 0,5 мм;
- высокая производительность сварочных работ.
Недостатки полуавтоматической сварки:
- недостаточная мобильность оборудования для полуавтоматической сварки в газовой среде, которое включает в себя сосуды с защитным газом;
- мягкость флюсовой проволоки не допускает избыточного изгиба шланга сварочного аппарата.
- TIG-сварка.
TIG – Tungsten Inert Gas дословно переводится как вольфрамовый инертный газ. Дуговая сварка такого типа выполняется электродом с высоким содержанием вольфрама в защитной среде инертного газа – чаще всего аргона. Маркировка TIG используется в Европе и странах Азии. По существующему ГОСТу в России такой вид сварки определяют как аргонодуговая.
TIG-сварка применяется для соединения деталей из большинства применяемых металлов: различные виды стали, включая нержавеющие, сплавов алюминия, меди, никеля и прочих. По своей универсальности это самый востребованный вид сварки.
Сварка производится при помощи горелки с защитным газом. В зависимости от характеристик материала, а также ширины шва, сопло газовой горелки может укомплектовываться газовой линзой разных форм. К горелке жёстко закреплено токопроводящее устройство. Его задача удерживать электрод в определённом положении относительно линии шва и облака защитного газа.
Во время сварочных работ в зону сварки одновременно подаётся аргон и вольфрамовый электрод, образующий дугу с металлом. Сварочная ванна защищается от внешних факторов газом. Скрепление чаще всего происходит за счёт плавления материала свариваемых деталей.Если технологически необходимо заполнение шва, то при TIG – сварке применяют присадочную проволоку, которая помещается в рабочую зону и, расплавляясь, обеспечивает полную надёжность и эстетичность соединения. Присадочная проволока подаётся вручную.
TIG – сварка является самой лучшей с точки зрения красоты сварных швов
Преимущества TIG дуговой сварки:
- применяемость на металлах различного состава;
- позволяет сваривать даже очень тонкие детали;
- расплавленный металл не выходит за пределы шва и не создаёт брызг и натёков;
- безопасность, лёгкость работы;
- высокая эстетика швов сварных соединений.
Недостатки TIG дуговой сварки:
- может выполняться сварщиком только высокой квалификации;
- высокая стоимость оборудования для сварки;
- невозможность применения в быту в виду малой мобильности оборудования;
- свариваемая поверхность должна быть тщательно подготовлена.


 Во время сварочных работ в зону сварки одновременно подаётся аргон и вольфрамовый электрод, образующий дугу с металлом. Сварочная ванна защищается от внешних факторов газом. Скрепление чаще всего происходит за счёт плавления материала свариваемых деталей.
Во время сварочных работ в зону сварки одновременно подаётся аргон и вольфрамовый электрод, образующий дугу с металлом. Сварочная ванна защищается от внешних факторов газом. Скрепление чаще всего происходит за счёт плавления материала свариваемых деталей.
При любом виде дуговой сварки необходимо соблюдать правила техники безопасности при проведении сварочных работ. Если сварка выполняется не на открытом воздухе, то рабочее место сварщика обязательно должно быть оборудовано вытяжной вентиляцией. Обязательно соответствие правилам личной защиты: специальная искрозащитная одежда, рукавицы и, конечно, маска сварщика для защиты зрения.
Электробезопасность. При работе с электричеством применяются изолирующие средства защиты: основные – диэлектрические перчатки, изолированные рукоятки и токоискатели; и дополнительные – резиновые коврики, подставки, обувь на резиновой подошве. Перед началом работ необходимо убедиться в целостности проводов. При переносе оборудования для сварки всегда предварительно отключать его от сети.
Пожаробезопасность. Стены и (или) искрозащитные щиты должны быть выполнены из негорючих материалов. Перед началом работы нужно убедиться в том, что в свободном доступе есть средства тушения, применение которых допускается при работе с электричеством: песок, порошковые огнетушители.
Отзывы Оставить отзыв
< Вернуться к списку статей
Консультации и услуги по переводу | Американский речной колледж
Дом Студенческие ресурсы Консультирование
ARC Counseling предоставляет учащимся академические, карьерные, личные и кризисные консультации, необходимые для успешного достижения их целей. Консультанты могут помочь вам разработать образовательный план курсов, необходимых для достижения цели получения степени младшего специалиста, перевода в четырехлетнее учебное заведение или получения сертификата; даже если вы не уверены в своей образовательной цели.
ЗАПИСАТЬСЯ НА КОНСУЛЬТАЦИЮ
Основная консультация ARC
Личный прием:
- Понедельник – четверг:
- 8:00 – 19:00
- Пятница:
- 8:00 – 17:00
Удаленные службы:
- Понедельник-четверг:
- 8:00 – 19:00
- Пятница:
- 7:30 – 17:00
Позвоните по телефону 916-484-8572 или напишите в консультационный центр по электронной почте, чтобы назначить личную встречу сегодня.
Консультационный центр ARC Natomas
Некоторые очные и дистанционные услуги:
- Понедельник, четверг:
- 8:00 – 19:00
- Пятница:
- 8:00 – 17:00 (только дистанционно)
Пожалуйста, позвоните по телефону (916)-485-6000, чтобы записаться на консультацию, если вы посещаете или планируете посещать занятия в Центре ARC Natomas.
Консультационные услуги
Академический
Консультанты могут помочь убедиться, что студенты начинают с правильного пути, разработав учебный план курсов, необходимых для достижения их цели получения степени младшего специалиста, перевода в четырехлетнее учебное заведение или заполнение сертификата; даже если вы не уверены в своей образовательной цели. Наша команда консультантов здесь, чтобы помочь вам добиться успеха!
Наша команда консультантов здесь, чтобы помочь вам добиться успеха!
Карьера
Не определились со своей карьерной целью? Консультант может помочь вам изучить то, что может подойти вам, исходя из ваших интересов, навыков, ценностей и способностей. Мы также предлагаем однокомпонентный курс по принятию решений о карьере под названием «Планирование жизни и карьеры» (HCD 330)
Личное
Мы понимаем, что в жизни во время учебы в школе есть свои трудности, которые могут быть стрессовыми. Консультанты ARC предоставляют конфиденциальные краткосрочные консультации по личным, семейным или рабочим проблемам, поскольку они связаны с образовательными целями
Декан : Ниша Бекхорн
Супервайзер : Алея Сталкер
Помощник администратора : Митчелл Эндрюс
Телефон : (916) 484-85 72
Факс : (916) 484-8721
Понедельник- Четверг:
7:30 – 19:00
Пятница:
7:30 – 17:00
Понедельник – Четверг:
8:00 – 19:00
Пятница:
8:00 – 17:00
Общая консультация
Форма обратной связи
- Обновления COVID-19
- Встреча с консультантом
- Испытательный срок, увольнение и повторный прием
Toggle меню «Испытательный срок, увольнение и повторный прием»
- Программа «Возвращение к жизни»
- Двойная регистрация Допуск и шаги регистрации
- Центр трансфера
- Перевод в четырехлетний колледж
- Программы и специальности
- Права на каталог и требования к выпуску
- Консультации: часто задаваемые вопросы
- Кризисное вмешательство
Переключить меню кризисного вмешательства
- TimelyCare: телемедицина для студентов
- Центр базовых потребностей Beaver Cares
- Студенческий центр здоровья и благополучия
- Опыт работы в АРЦ первый год
- Приемная комиссия
- Прием и учетные формы
- Заказать стенограммы
- Информация о листе ожидания
PathwayU — это платформа для перехода от образования к карьере, предоставляющая научное представление о ваших интересах, ценностях, личности и предпочтениях на рабочем месте, позволяющая вам принимать обоснованные решения, определяя пути образования и карьеры, которые соответствуют вашим уникальным характеристикам и предпочтениям.
Посмотреть путьU
Центр передачи ARC
Свяжитесь с нами
С понедельника по пятницу:
8:30–17:00
Телефон:
(916) 484-8 685
Электронная почта:
Transfer@arc .losrios.edu
Посетите трансферный центр сегодня
Почему АРК? | American River College
Закрыть окно поиска×Все, что вам нужно для достижения ваших образовательных целей.
Дом Почему АРК?
Доступное качественное образование в вашем районе
Высококачественное образование
Мы предлагаем широкий спектр программ получения степеней и сертификатов в области общего образования, перевода и профессионального образования. Мы будем работать с вами, чтобы помочь вам определить ваши карьерные цели и индивидуальную образовательную траекторию, которая поможет вам их достичь.
Мы будем работать с вами, чтобы помочь вам определить ваши карьерные цели и индивидуальную образовательную траекторию, которая поможет вам их достичь.
Варианты гибкого расписания
Мы понимаем, что у вас могут быть рабочие и семейные обязанности, из-за которых поступление в колледж может стать проблемой. Вот почему мы предлагаем гибкие варианты расписания для удовлетворения ваших потребностей, включая полные и краткосрочные занятия, вечерние варианты и занятия, полностью или частично онлайн.
Приверженность социальной справедливости / равноправию
American River College стремится поддерживать достоинство и человечность каждого студента и сотрудника. Мы стремимся к равноправию и социальной справедливости посредством ориентированного на равенство образования, преобразующего лидерства и участия в жизни общества. Мы считаем, что это обязательство необходимо для достижения нашей миссии и расширения нашего сообщества.
Где вы живете
Мы гордимся тем, что служим разнообразным сообществам большого региона Сакраменто. В дополнение к нашему основному кампусу на College Oak Drive, American River College также обслуживает студентов в наших центрах Natomas, McClellan и Mather. Эти образовательные центры предоставляют вам доступ к качественному высшему образованию рядом с домом и работой, где вы можете воспользоваться различными предложениями курсов и услугами поддержки, которые помогут вам добиться успеха.
В дополнение к нашему основному кампусу на College Oak Drive, American River College также обслуживает студентов в наших центрах Natomas, McClellan и Mather. Эти образовательные центры предоставляют вам доступ к качественному высшему образованию рядом с домом и работой, где вы можете воспользоваться различными предложениями курсов и услугами поддержки, которые помогут вам добиться успеха.
- Истории успеха
- Выпускной и перевод
- Ценность и доступность
- Факты и статистика
- Совершить экскурсию
- Первый год работы в ARC
Истории успеха
American River College имеет давнюю и гордую традицию выдающихся выпускников. Прочитайте истории успеха нынешних студентов, выпускников, преподавателей и сотрудников.
Истории успеха
Выпускной и перевод
Если вы хотите получить степень или перевестись в четырехгодичный университет, American River College поможет вам добиться успеха.