Пресс ручной механический – виды, особенности, выбор настольного пресса
Без использования прессового оборудования, при помощи которого можно выполнять большой перечень технологических операций, сегодня не обходится ни одно крупное производственное предприятие. Если для оснащения крупных производственных предприятий, как правило, используются мощные прессовые установки, то оптимальным вариантом такого оборудования для домашнего использования (а также для применения в условиях небольших цехов) является ручной пресс. Настольный ручной пресс, несмотря на свои компактные размеры, также позволяет выполнять множество технологических операций с деталями, изготовленными из различных материалов.
Настольные ручные прессы очень популярны среди домашних умельцев
Для чего используется компактный настольный пресс
Настольные прессы, которые сегодня предлагаются многими производителями механического оборудования, делятся на ручные и приводимые в действие электрическим приводом.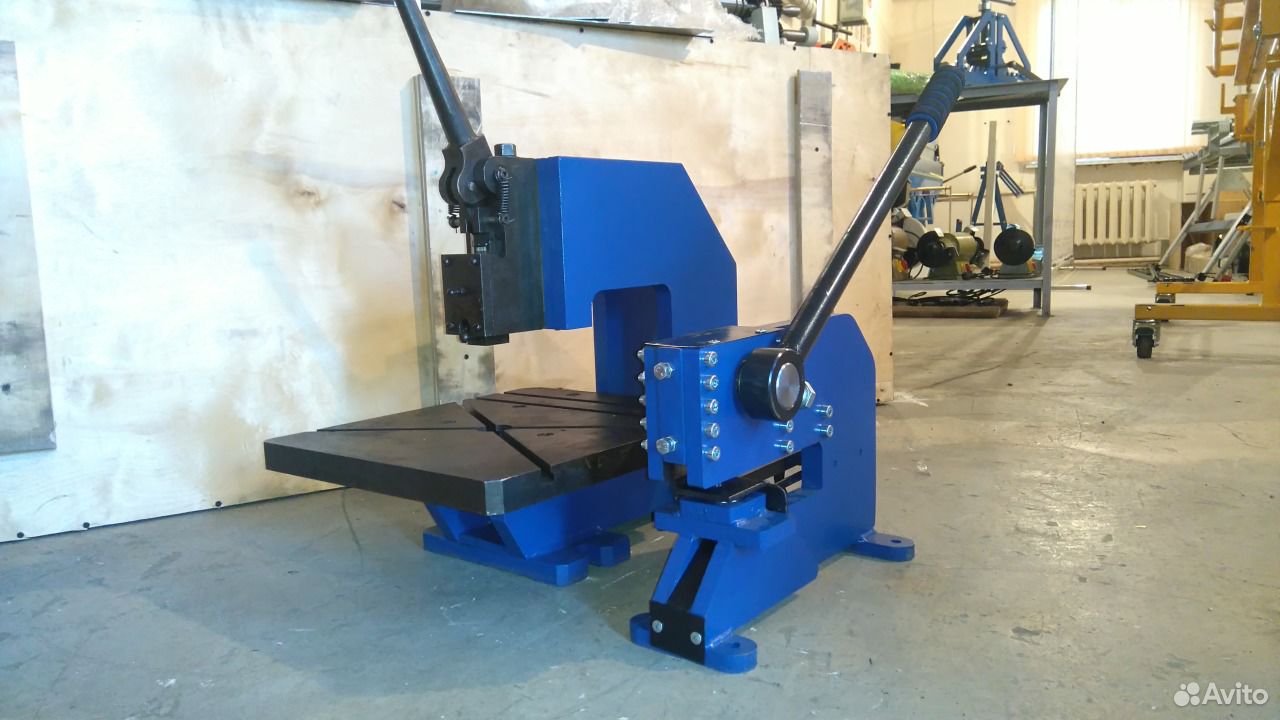 Высокая популярность такого оборудования обусловлена в первую очередь его компактными размерами, благодаря чему для размещения данного устройства и работы на нем не требуется большой площади. Рабочие элементы современных моделей прессов настольного типа изготавливаются преимущественно из высокопрочной стали, что обеспечивает длительный эксплуатационный срок данного оборудования.
Высокая популярность такого оборудования обусловлена в первую очередь его компактными размерами, благодаря чему для размещения данного устройства и работы на нем не требуется большой площади. Рабочие элементы современных моделей прессов настольного типа изготавливаются преимущественно из высокопрочной стали, что обеспечивает длительный эксплуатационный срок данного оборудования.
Механический ручной пресс реечного типа для домашней мастерской
Большой популярностью у владельцев небольших мастерских и домашних мастеров пользуются настольные прессы механические, которые приводятся в действие посредством приложения физического усилия. Объясняется такая популярность простотой конструкции механических ручных прессов, их неприхотливостью в эксплуатации и техническом обслуживании, справиться с выполнением которого способен даже начинающий домашний мастер. Кроме того, для работы таких настольных устройств не требуется никаких расходных материалов.
Наиболее распространенными технологическими операциями, которые успешно выполняются при помощи ручного настольного пресса, являются:
- выпрессовка и запрессовка различных втулок и элементов подшипниковых узлов;
- высечка деталей небольшого размера;
- штамповка;
- создание соединений методом клепки.


Пресс ручной винтового типа для работ, связанных с обжимом переплетов, книг или обложек, также может использоваться в столярном деле при склеивании заготовок
Прессы механические настольного типа являются достаточно универсальными устройствами, при помощи которых можно выполнять обработку изделий, изготовленных из различных материалов, таких как:
- металлы и их сплавы;
- полимеры и пластмассы;
- кожа;
- древесина;
- картон;
- резина.
Еще одним важным достоинством, которым отличаются настольные механические прессы, является то, что эффективно работать такое оборудование может даже при отрицательных температурах.
Ручной пресс для пробивки отверстий в коже
Конструктивные особенности и принцип действия
Основным параметром, в зависимости от которого настольные прессы механические делятся на различные виды, является тип штока. Так, по данному параметру выделяют:
- реечные устройства;
- прессы механические винтового типа.

Наибольшее распространение по целому ряду причин получили прессы механические реечного типа, конструкция которых включает в себя следующие элементы:
- реечный шток;
- рабочий вал;
- колоннообразную станину, в нижней части которой располагается подставка для обрабатываемой заготовки или поворотный стол;
- зубчатую передачу, которая может запускаться в действие рычажным элементом или специальным винтом.
Устройство ручного механического пресса статического (не ударного) действия
Работает пресс с ручным приводом вышеописанной конструкции следующим образом: при физическом воздействии на рычаг или винт запускается в действие зубчатая передача, вращение от которой передается эксцентрику, связанному с пуансоном пресса; совершая возвратно-поступательные движения, сообщаемые ему эксцентриком, пуансон воздействует на заготовку, размещенную на рабочей поверхности матрицы. Именно от конструкции матрицы, которая является заменяемый элементом, зависит то, какую технологическую операцию будет выполнять механический пресс.
Развиваемое ручным прессом давление зависит от длины рычага
На современных моделях ручных рычажных прессов или оборудования винтового типа используется несколько схем установки сменных матриц. Так, рычажные или винтовые ручные прессы могут комплектоваться сменными матрицами следующих типов:
- точечными;
- шестигранными;
- крутящимися.
Основной характеристикой ручных механических прессов, которая определяет технические возможности такого оборудования, является значение максимального усилия, создаваемого штоком.
Настольные механические прессы в зависимости от модели могут создавать усилие, значение которого находится в диапазоне 450–5000 кг. Для выполнения всего спектра работ в автомастерской вполне подойдет ручной пресс для металла, который способен создавать усилие в 2000 кг, а для использования в бытовых целях достаточно будет устройства, создающего усилие величиной в 500 кг.
Передача усилия в обоих прессах осуществляется при помощи зубчатой шестеренки, но модель справа оснащена храповым механизмом для четкой и надежной запрессовки
Важными параметрами, которые характеризуют механический пресс настольного типа, также являются размеры его рабочей площадки и величины вылета штока, от которой, в частности, зависит, какой высоты заготовки можно будет обрабатывать на таком устройстве.
Площадь сечения штока, который установлен на механический пресс, также имеет большое значение. Чем выше значение данного параметра, тем более крупные и массивные детали можно обрабатывать таким механическим прессом.
Основные разновидности
Настольный механический пресс является не единственным видом ручного прессового оборудования. Для выполнения различных технологических операций специалистами создано множество различных моделей прессового оборудования и приспособлений ручного типа, наиболее распространенными из которых являются:
- ручные гидравлические прессы;
- дыропробивные прессовые устройства;
- ручные прессы, предназначенные для соединения электрических кабелей механическим способом;
- пресс-клещи, используемые для обжима электрических кабелей и сантехнических труб;
- таблеточный пресс.

Ручной гидравлический пресс для пробивки отверстий в металлических листах
Ручное прессовое оборудование с гидравлическими цилиндрами, содержащими рабочую жидкость, способно создавать усилия, которые не в состоянии обеспечить винтовой или рычажный пресс. Величина таких усилий в случае использования гидравлического оборудования может достигать десятков тонн, при этом со стороны пользователя подобного устройства требуется минимальное количество трудозатрат. Применяется гидравлическое прессовое оборудование для решения тех же задач, что и обычный ручной винтовой пресс или устройство рычажного типа, но только в тех случаях, когда на обрабатываемую заготовку необходимо оказать значительное давление.
Дыропробивное ручное прессовое оборудование – это устройство, специально предназначенное для штамповки отверстий в заготовках листового типа. Работать при помощи таких устройств можно и по металлу, если толщина листа из него не превышает 4 мм. Диаметр отверстий, получаемых посредством этого ручного оборудования, может находиться в диапазоне 10–40 мм.
Дыропробивной пресс ДС-8 прорубает круглые отверстия диаметром 8 мм в металле толщиной до 3 мм
Механические прессы, предназначенные для опрессовки наконечников электрических кабелей и выполнения их соединений при помощи специальных трубчатых гиль, позволяет создавать соединения, которые отличаются не только высокой механической прочностью, но и отличной электропроводностью. Такое ручное прессовое устройство, выполненное в виде рычажного механизма, оснащается храповиком, который не дает сжимающим рабочим элементам разжиматься до тех пор, пока опрессовка кабеля не будет полностью завершена. Пресс данного типа может использоваться для работы с электрическими кабелями и проводами любого типа, площадь поперечного сечения которых не превышает 240 мм
Для обжима гильз наконечников электрических проводов используются ручные пресс-клещи с храповым механизмом
Пресс-клещи также применяются для обжима элементов электрических контактов, но использовать такой пресс ручной механический можно для обжатия электрических кабелей, площадь поперечного сечения которых не превышает 35 мм2. Вес инструментов данного типа, чтобы ими было удобно пользоваться в ручном режиме, не превышает 3 кг.
Вес инструментов данного типа, чтобы ими было удобно пользоваться в ручном режиме, не превышает 3 кг.
Ручные пресс клещи для обжима небольших наконечников проводов
Таблеточный ручной пресс представляет собой устройство, которое используется для изготовления таблетированных медикаментозных препаратов в лабораторных условиях. Устройства данного типа, при помощи которых можно изготавливать таблетки диаметром 0,4–1 см и толщиной не более 0,5 см, могут быть с ручным, электрическим или гидравлическим приводом. В зависимости от модели производительность такого оборудования может находиться в диапазоне 200–1000 таблеток в час (а промышленных моделей – до 6000 таблеток в час и даже выше). Максимальное усилие, которое способны создавать прессы для изготовления таблеток, как правило, не превышает значения в 700 кг.
Ручной таблеточный пресс используется там, где нужно спрессовать гранулированный порошок в таблетки
Как правильно выбрать прессовую установку ручного типа
Выбирая пресс ручной рычажный, винтовой или любой другой, следует ориентироваться на основные технические характеристики подобного оборудования.
Значение усилия
Если используется механическая установка, данный параметр напрямую зависит от усилия, которое прикладывает к органу управления пользователь. В случае применения гидравлического прессового оборудования усилие, создаваемое штоком, будет зависеть от конструктивных особенностей устройства.
Таблица 1. Сравнительные характеристики некоторых механических прессов ручного типа
Размеры оборудования
От данной характеристики зависит не только то, на какой площади можно разместить и использовать выбираемое прессовое устройство, но и то, детали каких размеров можно будет обрабатывать с его помощью.
Сфера применения
Настольные ручные прессы применяются не только для обработки деталей, изготовленных из различных материалов, но и для производства пищевой продукции (в частности, для отжима соков из фруктов и ягод). Именно поэтому, выбирая такое оборудование, следует обращать внимание на то, для решения каких задач оно предназначено.
На современном рынке представлено множество моделей прессового оборудования ручного типа, поэтому выбрать данные устройства для конкретной ситуации не составит больших сложностей.
 Главное, на что следует ориентироваться при решении такого вопроса, – это конструктивные особенности, технические характеристики и основное назначение выбираемого оборудования.
Главное, на что следует ориентироваться при решении такого вопроса, – это конструктивные особенности, технические характеристики и основное назначение выбираемого оборудования.Гаражно-домашний дыропробивной пресс и его потенциальная электрификация – Прессование
Эти да… их похоже делали не для точных работ, а чтобы всякие (заборы 🙂 ) металоконструкции по быстрому собирать.
А нужна возможность апгрейда с ручного до более-менее автоматизированного.
 “Гаражный” гидравлический больше для этого подходит, кмк. К тому же есть прожект туда метчик с приводом добавить, в дырке сразу нарезать резьбу. Что требует малой постоянной скорости подачи.
“Гаражный” гидравлический больше для этого подходит, кмк. К тому же есть прожект туда метчик с приводом добавить, в дырке сразу нарезать резьбу. Что требует малой постоянной скорости подачи.
Как раз пресножницы лучше подходят для автоматизации. Они могут работать со скоростью пулимета, и по упорам, так что автоматизация там практически готовая. Суй до упора да тапку жми. “Гаражный” так работать заставить очень сложно и не дешево.
Что касается резьб, то вообще не понятно зачем метчик совать в пресс. Давить там не надо. Да и подача не нужна – даже в резьбонарезных станках вроде как нет подачи, за счет нарезаемой резьбы метчик и подается, сам. А подачами имхо можно разве что резьбу испортить, так как нормально синхронизовать ее с движением метчика сложно, а без синхронизации резьбу просто порвет.
Если резьбы не сильно большие, то взять резьбонарезной станочек или сверлилку и резьбонарезной патрон.
А пресс таки соорудить кривошипный.
Кстати, у китайцев взял набор комбинированных сверл-метчиков – удобная штука, сразу сверлит, режет резьбу и зенкует под шляпку толщина до 8мм (это размер части сверла без резьбы для холостого хода в конце). Есть варианты без зенковки. Сверлилка обычная советская 2а112 с ними совершенно нормально дружит, вжик и готово на любых оборотах, только успевай 🙂
Предлагаю схему по которой можно недороого сделать.
С винтом тяжело автоматизировать до серийной работы, надо же реверсировать туда сюда. Лучше с редуктором и давить кривошипом. Тогда выставил упоры, включил, и только успевай детальку переставлять 🙂
ООО “ЛАДОГА-ЭНЕРГО” ООО “ЛАДОГА-ЭНЕРГО” – Наше оборудование
ООО «ЛАДОГА-ЭНЕРГО» обладает всем спектром новейшего высокопроизводительного, широкопрофильного оборудования, позволяющего выполнять широкий комплекс операций по реализации проектов до конечного изделия в одном цикле.
Револьверный дыропробивной пресс с ЧПУ серии EMK 3510 NT
Координатно-револьверный пресс AMADA EMK3510NT позволяет изготавливать детали и заготовки из алюминия, нержавеющей, легированной и высокоуглеродистой стали с высокой степенью точности и чистоты обработки. Станина пресса, имеющая замкнутую станину с боковинами из толстого цельного листа, предотвращает деформацию при любых операционных нагрузках, а также предотвращает возникновение губительных резонансных колебаний. Уникальный, цельнолитой инструментальный револьвер позволяет размещать большое количество инструментов, обеспечивая при этом возможность быстрой его замены. Уникальные патентованные электромеханические приводы и высокоскоростные современные системы ЧПУ обеспечивают максимальное качество штамповки и формовки. Таким образом достигается производительность обработки до 3000 килограмм листового металла в сутки без потери качества изготавливаемой продукции.
Гидравлические листогибочные прессы серии HFP
Гибочное оборудование фирмы AMADA, точно также, как и другие прессы AMADA, прессы серии HFP отличаются уникальной конструкцией нижней балки. Точные результаты гибки достигаются по всех длине пресса без использования сложных и дорогих систем компенсации прогиба нижней балки. Серия HFP обеспечивает выполнение высоких требований по усилию, точности и управлению. Система измерения и контроля угла гибки DIGIPRO соединена без проводов с ЧПУ AMNC с помощью инфракрасного передатчика. ЧПУ пресса имеет легко понятный, дружественный интерфейс и предлагает все функции необходимые для работы по самым современным стандартам гибки. Гибочный пресс AMADA HFP100-30NT позволяет производить гибы на деталях длинной до 3-х метров и усилием до 100 тн., а пресс HFP80-25NT гибы до 2,5 м. с усилием до 80 тн.
Точные результаты гибки достигаются по всех длине пресса без использования сложных и дорогих систем компенсации прогиба нижней балки. Серия HFP обеспечивает выполнение высоких требований по усилию, точности и управлению. Система измерения и контроля угла гибки DIGIPRO соединена без проводов с ЧПУ AMNC с помощью инфракрасного передатчика. ЧПУ пресса имеет легко понятный, дружественный интерфейс и предлагает все функции необходимые для работы по самым современным стандартам гибки. Гибочный пресс AMADA HFP100-30NT позволяет производить гибы на деталях длинной до 3-х метров и усилием до 100 тн., а пресс HFP80-25NT гибы до 2,5 м. с усилием до 80 тн.
AMADA Togu EU — станок для заточки инструмента
Станок автоматической заточки инструмента Togu EU Регулярная заточка пуансона и матрицы исключает чрезмерный износ и продлевает срок жизни инструмента, обеспечивая наилучшее качество штамповки.
Основной особенностью этого станка является наличие двух следящих сервоприводов — одного, контролирующего круговое вращение шлифовального круга, другого — подачу шлифовального круга.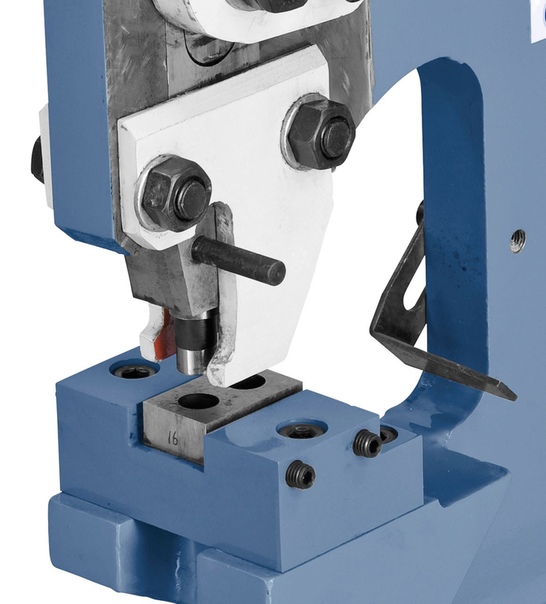 В зону шлифовки подается СОЖ. Оператору необходимо только вставить инструмент в зажим, выбрать величину заточки и дождаться, когда загорится зеленая сигнальная лампа на станке. Все остальные операции станок выполнит сам. За счет этого, процесс не требует высокой квалификации оператора, исключается вероятность поломки дорогостоящего шлифовального круга и значительно сокращается время и стоимость перезаточки инструмента. Заточной станок Togu EU является очень важным и необходимым дополнением к координатно-револьверному прессу, обеспечивая высокую производительность процесса штамповки.
В зону шлифовки подается СОЖ. Оператору необходимо только вставить инструмент в зажим, выбрать величину заточки и дождаться, когда загорится зеленая сигнальная лампа на станке. Все остальные операции станок выполнит сам. За счет этого, процесс не требует высокой квалификации оператора, исключается вероятность поломки дорогостоящего шлифовального круга и значительно сокращается время и стоимость перезаточки инструмента. Заточной станок Togu EU является очень важным и необходимым дополнением к координатно-револьверному прессу, обеспечивая высокую производительность процесса штамповки.
Аппарат конденсаторной сварки NOMARK 66
Аппарат для конденсаторной сварки Nomark 66 отвечает самым высоким техническим требованиям и отличается удобством в эксплуатации, низким весом, высокой эффективностью приварки крепежа, компактностью и абсолютной безопасностью в работе. Контроль всех функций приварки четко представлен на эргономичной передней панели сварочного аппарата. Короткий цикл зарядки конденсатора значительно увеличивает производительность установки приварного крепежа. Новые инверторные модули заменяют традиционные тяжелые ректификаторы трансформатора, что позволяет эффективно работать данному приварочному аппарату.
Новые инверторные модули заменяют традиционные тяжелые ректификаторы трансформатора, что позволяет эффективно работать данному приварочному аппарату.
Покрасочная линия
Покрасочная линия нашей компании состоит из:
-верхней транспортной системы, позволяющей перемещать окрашиваемые изделия в цехе окрашивания на всем этапе работы;
-трехступенчатой камеры предварительной подготовки, которая осуществляет промывку и фосфатирование изделий;
-камеры предварительного нагрева;
-двухпостовой камеры нанесения порошкового покрытия с ручными распылителями от компании «Макстер»;
— камеры полимеризации.
Транспортная система позволяет перемещать изделия по цеху без прикосновения, что обеспечивает чистоту обрабатываемой поверхности от момента крепления на монорельсах до окончательного формирования качественного полимерного покрытия. В свою очередь камера предварительной подготовки позволяет производить многоступенчатую очистку и подготовку окрашиваемой поверхности для обеспечения удовлетворения требованиям ГОСТ. Далее в камере предварительного нагрева изделия высушиваются для дальнейшей обработки.
Далее в камере предварительного нагрева изделия высушиваются для дальнейшей обработки.
Камера нанесения порошкового покрытия оборудована рекуператором открытого типа и вытяжной вентиляцией. Наши специалисты пользуются трибостатическими распылителями, что позволяет прокрашивать изделия даже в самых труднодоступных местах.
Все камеры оборудованы микропроцессорными системами управления, что позволяет достичь максимального качества производимых работ.
Также в нашей компании имеется собственная лаборатория для осуществления контроля качества наносимых покрытий.
Ручной инструмент
Наши электромонтажники обеспечены ручным инструментом Weidmuller, BOSCH, Gesipa, TopTul. Инструмент позволяет без лишних усилий производить: зачистку кабеля, обрезку, опрессовку. Качество и скорость работы при использование профессионального инструмента заметно увеличивается.
Система маркировки
При производстве нашей продукции внедрена система маркировки Weidmuller на базе принтера Print Jet Pro. Принтер позволяет наносить стойкую маркировку на специальные маркировочные элементы, которые монтируются на провода и клеммы. Маркировка получается качественная нестираемая, стойкая к агрессивной среде и свету. А за счет выполнения ее на специальных кассетах (пластинах) позволяет монтажнику проще ориентироваться в процессе прокладки большого количества проводов в щите.
Принтер позволяет наносить стойкую маркировку на специальные маркировочные элементы, которые монтируются на провода и клеммы. Маркировка получается качественная нестираемая, стойкая к агрессивной среде и свету. А за счет выполнения ее на специальных кассетах (пластинах) позволяет монтажнику проще ориентироваться в процессе прокладки большого количества проводов в щите.
Оборудование для тестирования изделий
Испытания электрооборудования одно из условий его правильной работы и безопасности при его эксплуатации.
Для этого мы применяем современные приборы фирм Gwinstek, Fluke, APPA.
Для упрощения и увеличения скорости проверки электро безопасности нашей продукции применяется установка проверки элетробезопасности GPT 79803.
Установка позволяет проводить сразу серию испытаний в автоматическом режиме: замер сопротивления изоляции, проверка на пробой изоляции (подача высокого напряжения в течении некоторого времени), повторное измерение сопротивления изоляции. Данный прибор позволяет проводить эти испытания дистанционно, что сводит вероятность поражения током человека к минимуму. Помимо этого прибор позволяет сохранять результат проведенных тестирований.
Данный прибор позволяет проводить эти испытания дистанционно, что сводит вероятность поражения током человека к минимуму. Помимо этого прибор позволяет сохранять результат проведенных тестирований.
Установка позволяет проводить сразу серию испытаний в автоматическом режиме: замер сопротивления изоляции, проверка на пробой изоляции (подача высокого напряжения в течении некоторого времени), повторное измерение сопротивления изоляции. Данный прибор позволяет проводить эти испытания дистанционно, что сводит вероятность поражения током человека к минимуму. Помимо этого прибор позволяет сохранять результат проведенных тестирований.
Решения в области металлообработки | Основные типы штапмовочных прессов
Основные типы штапмовочных прессов
это механизм, имеющий зафиксированное основание или наковальню и ползун (молот или молоток) возвратно-поступательного движения вперед и по направлению от основания под определенными углами к его поверхности, ползун направляется в станину машины, чтобы задать определенную траекторию хода.
Наверх
пресс, ползун или молот которого управляется кривошипом, эксцентриковым кулачком, коленно-рычажными механизмами или иными механическими средствами, а не жидкостью или каким-либо другим способом.
Наверх
ползун механического пресса приводится в движение коленным валом (кривошипом).
Наверх
механический пресс с двумя ползунами, движущимися одновременно и независимо друг от друга. Один ползун приводится в движение кривошипом, который работает с задержкой в процессе вытяжения, обычно имеет коленно-рычажное или кулачковое управление.
Наверх
механически пресс двойного действия, ползун которого управляется двумя рычагами и тягами. Существует два основных класса механических двухкривошипных прессов:
1. Дувхстоечный пресс с прямыми опорами или корпусом, которые закрывают стороны пространства штампа.
2. Штамповочные прессы с С-образной станиной с открытыми стойками или основанием (части станины) и открытой верхней частью для легкого доступа материала. Это общее определение, которое относится как к одностоечным, так и к двухстоечным машинам.
Это общее определение, которое относится как к одностоечным, так и к двухстоечным машинам.
Наверх
маховик устанавливается на отдельный вал и при помощи двух передаточного снижения энергия передается основному валу. Этот тип пресса используется для более глубокой вытяжки, на которую затрачивается значительное количество энергии, т.к. работа идет на большем расстоянии и, кроме того, при вытяжении сопротивление различных металлов ограничивает скорость ползуна. Двухскоростные прессы обычно работают со скоростью от 10 до 30 ударов в минуту.
Наверх
Рекомендуется использовать такие прессы для выполнения работ с коротким ходом или для высокоскоростных операций. В основном аналогичны кривошипным, эти прессы имеют эксцентриковый вал вместо кривошипа. Применение эксцентрикового вала уменьшает эффект изгиба коренного вала, таким образом делая вал более жестким.
Наверх
Обычно такие прессы имеют двухскоростной привод и применяются в основном для средней и глубокой вытяжки, когда требуется длинный ход и относительно низкие скорости.
Наверх
Это пресс с четырьмя шатунами между эксцентриковыми передачами и ползуном.
Наверх
Механический пресс, который имеет маховик, установленный непосредственно на коренной кривошип или вал эксцентрика без редуктора. Иногда называется простым или безредукторным прессом. Такая модель пресса, главным образом, используется для вырубных и прошивочных операций, где потребности в энергии сравнительно невелики, а пресс работает на достаточно высокой скорости (90 ударов в минуту и выше).
Наверх
Общее название прессов, у которых опоры или стойка выполнены C-образной форме, открывая доступ к штампу с обеих сторон.
Наверх
Механический пресс, коренной или эксцентриковый вал которого соединён с источником энергии одной или более зубчатой передачей. Трёх передаточная машина имеет три набора передач и пар и четыре приводных вала, включая основной коренной вал. Двух передаточный пресс имеет две передачи коленвала, которые подключены к двум ведущим шестерням первого промежуточного вала.
Наверх
Тип специализированных автоматических механических прессов с устойчивыми станинами и достаточно легкими ползунами и компонентами для работы на больших скоростях. Эти машины с относительно коротким ходом имеют цельную или сборную конструкцию станины и могут быть настроены на различные типы подачи материала, чтобы соответствовать требованиям заказчика.
Наверх
Ползун или выталкиватель такого пресса приводится в действие при помощи гидравлического цилиндра и поршня, которые получают давление от гидравлического насоса. Цилиндр пресса, насос и жидкость (обычно масло) под давлением, вместе с соединительные клапанами и средствами контроля образуют гидравлическую системы, которая, теоретически, работает по гидравлическому принципу.
Наверх
Механические кривошипные прессы небольшого или среднего размера, которые могут наклоняться или отклоняться назад для облегчения выхода готовых деталей самотеком. Эти прессы обычно с открытым задником, с С-образной станиной и справа налево коренным валом до 200 тонн. Эти прессы обыкновенно используются в прямостоящем или вертикальном положении, но легко регулируются, чаще всего ручным механизмом, и приводятся в любую желаемую позицию с наклоном до 45 градусов. Наклонный пресс широко применяется и особенно подходит для операций по вырубке, прошивке, формованию или неглубокой вытяжке при изготовлении разнообразных деталей небольшого и среднего размера. Такие прессы обычно оснащены механической подачей материала для быстрого автоматического производства.
Эти прессы обыкновенно используются в прямостоящем или вертикальном положении, но легко регулируются, чаще всего ручным механизмом, и приводятся в любую желаемую позицию с наклоном до 45 градусов. Наклонный пресс широко применяется и особенно подходит для операций по вырубке, прошивке, формованию или неглубокой вытяжке при изготовлении разнообразных деталей небольшого и среднего размера. Такие прессы обычно оснащены механической подачей материала для быстрого автоматического производства.
Наверх
(также пресс для тиснения или чеканочный) – Тяжелые, мощный механические прессы с относительно коротким ходом, ползун приводится в действие напрямую коленно-рычажным (или шарнирным) соединением, закрытые и открытые способы вращения. От 30 до 3,000 тонн, чеканочный пресс применяется для тиснения, чеканки, калибровки, высадки, опрессовки и экструдирования.
Наверх
Наклонный пресс с открытым задником с с-образной станиной имеет в единой станине проем с тыла между двумя С-образными стойками по размеру обычно чуть больше расстояния между левой и правой кромками ползуна. Обычно обозначается OBI Press (наклоняемый открытый пресс).
Обычно обозначается OBI Press (наклоняемый открытый пресс).
Наверх
1. Дыропробивочный (или дыропробивной) пресс – это одностоечный пресс с маховиком в задней части и зафиксированным основанием. Используется для прошивочных (пробивочных) операций.
2. Название в общем смысле используется для обозначения любого механического пресса (прим. пер. – с английского языка сочетание «punching press» можно перевести, например, как «штамповочный пресс»).
Наверх
Эти прессы обычно используются для изготовления готовых деталей из рулонного материала и также относятся к высокоскоростным прессам или прессам высокой производительности. Они могут быть одно- или двухкривошипными, эксцентриковыми, двухстоечными и оснащены механизмом автоматической подачи рулонного материала. Устройство прессов этого класса учитывает дополнительную точности и устойчивость, необходимые для операций последовательного действия штампа.
Наверх
механический пресс, маховик, муфта/тормоз и привод главного мотора которого заменены приводной системой серво, чтобы обеспечить возможность полностью запрограммировать ход пресса ход, скорость и профиль движения ползуна.
Наверх
любой пресс с одним ползуном; обычно не предполагает наличия другого движения или устройств давления, которое бы влияло на воздействие пресса на деталь.
Наверх
маховик устанавливается на отдельный вал и одна снижающая передача используется для передачи силы коренному валу. Пресс данного типа используется для неглубокой вытяжки, формования и подобных операций, требующих значительно энергии, чем может произвести пресс маховикового типа. Прессы такого типа обычно работают со скоростью от 30 до 90 ударов в минуту.
Наверх
механический пресс, ползун которого управляется одной тягой.
Наверх
любой механический пресс с опорами или корпусом с плоскими ровными сторонами (обычно вертикальными), ограничивающими пространство штампа справа и слева. Данный класс прессов включает в себя множество типов и моделей, такие как однокривошипный, двухкривошипный, эксцентриковый, рычажный, четырехкривошипный и закрытый прессы.
Наверх
механический пресс, в котором ползун управляется двумя тягами.
Наверх
Высококачественное и эффективное руководство для штамповочного прессаМестное послепродажное обслуживание
Alibaba.com предлагает широкий спектр эффективных, мощных и надежных штамповочных прессов с руководством для различных целей металлообработки. Оснащенные мощными механизмами и превосходной эффективностью, эти машины невероятно эффективны для промышленных металлообрабатывающих работ и являются экономичным вариантом. Эти штамповочные прессы с ручным управлением импровизированы с использованием модернизированных технологий для автоматического управления и работают быстрее, тем самым улучшая ваши результаты.Ведущие поставщики и руководство для штамповочного пресса Оптовики на сайте предлагают эти качественные машины по конкурентоспособным ценам и удивительным скидкам.Механический пневматический штамповочный пресс с ЧПУ с ручным управлением , представленный на месте, изготовлен из прочных и прочных материалов, которые помогают им выдерживать долгое время после использования в промышленных масштабах и обладают удивительной долговечностью.
Вы можете выбрать из множества моделей для перфорации букв. Руководство пользователя доступно в различных размерах и характеристиках, в зависимости от ваших требований и выбранной модели.Одними из уникальных особенностей этого вырубного пресса с ручным управлением являются централизованная система смазки, автоматический возврат масла, шарико-винтовая передача и многое другое для продления срока службы этих машин. Жесткая конструкция этого вырубного пресса с ручным управлением обеспечивает стыковку штампов, а рамы C-типа обеспечивают более высокую жесткость при низкой деформации. Компактный размер помогает свести к минимуму вибрацию.
Изучите разнообразный ассортимент руководства для штамповочного пресса на Alibaba.com и покупайте эти продукты в рамках своего бюджета и требований. Эти машины доступны как OEM-заказы с отличным послепродажным обслуживанием и низкими затратами на техническое обслуживание. Они имеют сертификаты CE, ISO, SGS, ROHS.
 Эти машины не только экологичны и долговечны, но и энергоэффективны, что в долгосрочной перспективе помогает предприятиям.Начиная с самых разных работ по штамповке, прессованию, гибке, формованию, резке, неглубокой вытяжке и другим работам по металлу, этот пресс для вырубки букв с ручным управлением может сделать все за вас. Этот автоматический штамповочный пресс с ручным управлением поставляется с основными механическими компонентами, которые являются эффективными и обеспечивают прецизионную штамповку.
Эти машины не только экологичны и долговечны, но и энергоэффективны, что в долгосрочной перспективе помогает предприятиям.Начиная с самых разных работ по штамповке, прессованию, гибке, формованию, резке, неглубокой вытяжке и другим работам по металлу, этот пресс для вырубки букв с ручным управлением может сделать все за вас. Этот автоматический штамповочный пресс с ручным управлением поставляется с основными механическими компонентами, которые являются эффективными и обеспечивают прецизионную штамповку. оправочный пробивной пресс | Плашки и насадки | 100% США
Станок для оправок >> Пресс для оправок
Janesville Tool & Manufacturing производит электрические, коленчатые, тепловые и другие пневматические и ручные оправочные прессы высочайшего качества для индивидуальных производственных задач.Все наши пневматические пробивные прессы и детали для прессов полностью производятся в США на нашем собственном предприятии в Джейнсвилле, штат Висконсин.
Наши прессы широко используются в аэрокосмической, оборонной, телекоммуникационной и медицинской отраслях США. Благодаря вариантам изготовления на заказ, прямым ценам производителя и круглосуточной доставке нет причин соглашаться на что-то меньшее, чем лучшее.
Найдите прессы для вашей штамповки:
Цеховые ручные прессы Цеховые пневматические прессы Магазин всех оправочных прессов Качество строительства.Доказанная надежность.Более 50 лет Janesville Tool & Manufacturing производит пневматические и ручные рычажные прессы в соответствии со строгими стандартами. Наши регулируемые оправочные прессы (серия A) идеально подходят для конструирования инструментов, сборки мелких деталей, разбивки, резки и штамповки легких материалов. Наши пневматические прессы серии Economy (E Series) имеют усовершенствованную настольную конструкцию для снижения затрат при сохранении качества JT&M.
В рамках наших дополнительных услуг мы также предлагаем возможность изготовления прессов по индивидуальному заказу для специализированного производства.Наша команда инженеров будет работать с вами, чтобы определить лучший дизайн для ваших нужд. Благодаря нашему оборудованию, программному обеспечению и опыту в разработке прецизионных решений для широкого спектра отраслей мы можем спроектировать и изготовить любой тип пресса, который вам нужен.
Настройка пресса Форма
Создайте свою собственную модель САПР с помощью нашего интерактивного инструмента.
Каждый оправочный пневматический пресс JT&M оснащен трехдюймовым механизмом хода и регулируемым нижним упором, предотвращающим вращение.Стандартные электромагнитные клапаны обеспечивают встроенное регулируемое управление потоком.
Купите все оправочные прессы и найдите кнопку «Построить пользовательские модели САПР в соответствии с вашими спецификациями», чтобы использовать инструмент.
Все пневматические прессы JT&M имеют:
- Проверенная пользователями надежность более 50 лет
- Неметаллические подшипники для уменьшения трения для работы без смазки
- Органы управления, предотвращающие закрепление / повторение двумя руками
- Альтернативная длина хода доступна по запросу
- Стандартные средства защиты от повторов
- Возможны модификации для любых спецификаций
* Технические характеристики и цены могут быть изменены без предварительного уведомления.
Обычные ручные и пневматические оправочные прессы включают:
Свяжитесь с Janesville Tool & Manufacturing для получения информации о настройке и запроса ценового предложения.
Купить ручной штамповочный пресс, ручной штамповочный пресс Поставщики
Ручной пробивной пресс
ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ
1. широко используется в промышленности бытовой техники, электронике, электричестве, производстве часовых камер, производстве микродвигателей и сборке деталей.
2. подходит для прессования, формовки, сборки, клепки, печати мелких деталей
3.Прочная конструкция, повышение эффективности производства и простота в эксплуатации, гибкое действие.
Модель | ручной пресс колесный TOB-YG-60 |
Ход слайда | 35 мм |
Горло высокое | 120 мм |
Глубина горла | 60мм |
Размер отверстия в хвостовике матрицы | Диаметр 19мм + 0.05 ~ 0,10 |
Размер рабочего стола | 115 * 210 мм |
Размер формы | 220 * 180 * 500 мм |
масса | 32 кг |
ДИСПЛЕЙ ПРОДУКТА
Электронная почта: [адрес электронной почты защищен]
Skype: amywangbest86
Whatsapp / Телефон: +86 181 2071 5609
Jh31 Power Press (Пневматический пресс) Руководство по эксплуатации
Это одно полное руководство по обслуживанию силовых прессов Jh31, в нем вы узнаете, как правильно устанавливать и эксплуатировать пресс.Продолжайте читать:
I Сводка
- Принцип работы и применение пробивного пресса
- Условия труда и условия
II Спецификация
III. Подготовка к работе
- Конструкция и регулировка основных узлов
- Рама
- Приводные части
- Сцепление и тормоз
- SIide
- Гидравлический предохранитель от перегрузки
- Пневматическая система
- Смазка
VII.План фундамента
VIII. Установка и испытания
- Установка штамповочного пресса
- Установка мотора
- Горизонтальная регулировка
- Установка воздухопровода
- Испытания
- Подготовка к работе
- Подготовка к работе
- Подготовка к работе
- Пуск и остановка главного двигателя
- Ежедневный осмотр
- Техническое обслуживание и безопасность
XII.Проблемы и способы их устранения
XIII. Список запчастей для удобного ношения
XIV. Прикрепленные рисунки
- Рисунок 1 Структура продукта
- Рисунок 2 Рама
- Рисунок 3 Приводные части
- Рисунок 4 Сцепление и тормоз
- Рисунок 5 SIide
- Рисунок 6 Пневматическая схема
- Рисунок 7 Схема смазки
- Рисунок 8 План фундамента
- Рисунок 9 Передняя втулка главного вала
- Рисунок 10 Задняя втулка главного вала
- Рисунок 11 Соединительная нижняя втулка
- Рисунок 12 Соединительная верхняя втулка
Это руководство нацелено на основные рабочие характеристики, примечания к эксплуатации.Рисунки приведены только для справки. Продукция основана на реальных прессах.
I. РезюмеПринцип работы и применение
Jh31-80Ton (800kN) Пробивной пресс с открытой задней стенкой и неподвижной станиной, в котором используется продольный коленчатый вал и конструкция стержня коленчатого вала в качестве рабочего механизма.
При двухступенчатом снижении скорости двигателя коленчатый вал будет вращаться, а затем соединительный стержень коленчатого вала будет приводить ползун в возвратно-поступательное движение.Приводная система полностью закрыта.
Пресс оснащен пневматической муфтой и тормозом, что обеспечивает стабильную работу пробивного пресса и остановку ползуна в любом положении.
Это универсальный пресс для штамповки и прессования листов, пригодный для резки, штамповки, вырубки, гибки, вытягивания, вытягивания, за исключением чеканки.
Номинальное давление пресса 800кН. Нормальный ход давления составляет 4,5 мм. Пользователь должен выбрать силу давления в соответствии со следующим графиком.
Во время работы пересечение рабочего давления и угла поворота кривошипа не должны выходить за пределы диапазона, указанного кривой давления. В противном случае это навредит прессу.
Рабочая среда и условия
Чтобы пресс работал нормально, уменьшил частоту обслуживания и обеспечил срок службы, его нельзя использовать в среде влажного, агрессивного газа, жидкости и взрывоопасного газа. Давление воздуха не может быть меньше 0.6 МПа. Напряжение составляет 380 ± 38 В, частота 50 ± 5 Гц.
II. Спецификация| № | Поз. | Значение | Ед. | 130 | мм | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 3 | Ход номинального давления | 4.5 | мм | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 4 | Число ходов ползуна | 60 | SPM | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 5 | Макс.пространство матрицы (регулировка вверх, ход вниз от опоры до нижней части ползуна | мм | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 6 | Регулировка зазора штампа | 80 | мм | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 7 | Расстояние между центром скольжения и рамой | 310 | мм | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 8 | 600 × 1000 | мм | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 9 | Размер поверхности скольжения (FB x LR) | 460 × 540 | мм | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 10 | Размер отверстия на штоке | 80360 Φ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 11 | Толщина валика | 140 | мм | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 12 | Расстояние между стойками | 600 | мм | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 13 | Воздушная подушка (специальный заказ) Максимальный ход воздушной подушки | 65 | мм | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Макс.давление | 80 | кН | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 14 | Модель | Главный двигатель | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Мощность | 7.5 | кВт | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 15 | Габаритные размеры | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| F.B. | 1711 | мм | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| LR | 1210 | мм | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Высота | 2895 | мм | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 16 | 3 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 16 | 3 9018 III. Подготовка к работе Для того, чтобы пробивной пресс работал в наилучшем состоянии, пользователь должен правильно пользоваться прессом, рассчитывать и учитывать следующие пункты перед тем, как приступить к работе с прессом. Допустимая номинальная нагрузка Рабочая нагрузка должна строго ограничиваться номинальным давлением. Устройство защиты от перегрузки предотвращает перегрузку, вызванную неправильной штамповкой или листом неоднородной толщины в процессе. Неправильно использовать пресс со случайной перегрузкой и легко повреждаемые прессы. Поэтому очень важно рассчитать рабочую нагрузку перед работой. Возможный крутящий момент Сила пробивки будет изменена при изменении положения ползуна.Вы должны использовать пресс в соответствии с графиком давления хода, который показывает это изменение. Рукоять Заедание произойдет, если рабочее давление превышает номинальный крутящий момент. Кроме того, пуансонный пресс будет зависать, если приложить нагрузку до включения сцепления. Это явление может повредить сцепление. Таким образом, вы должны немедленно остановить пробивной пресс в процессе обработки, если это произойдет, и принять меры для предотвращения этого в следующий раз. Эксцентрическая нагрузка В принципе, необходимо избегать эксцентрической нагрузки, которая вызовет непараллельность между нижней поверхностью ползуна и надрессорной балки, а также неравномерное усилие на скользящую планку, что ухудшит точность. В противном случае сделайте это в соответствии с цифрой допустимого расстояния, на котором центр нагрузки отклоняется от надрессорной балки, чтобы обеспечить точность и безопасность. Частота однократного включения Для того, чтобы пробивной пресс работал в наилучшем состоянии и гарантировал срок службы сцепления и тормоза, работайте в соответствии с временем однократного включения, указанным в основных технических характеристиках Нажмите.Это приведет к ненормальному износу сцепления и тормоза и отказу при превышении времени однократного включения. Время однократного включения этого пресса не более 25 / мин. IV. Конструкция и регулировка основных узловРама (Рисунок 2) Сварная рама изготовлена из высокопрочной стали. Затвор перемещается взад и вперед внутри упоров. Винт правой боковой рамы используется для регулировки зазора между упорами и суппортом. Регулировка выталкивающего стержня заставит штампованные детали сдвинуться вниз, когда ползун приближается к верхней мертвой точке.Но при этом следует соблюдать осторожность, чтобы съемник не касался дна канавки выталкивающего стержня скольжения, чтобы избежать аварии. Рама рамы является основным показателем точности. Он должен поддерживать шероховатость и плоскостность поверхности во избежание разбивания, ударов и царапин инструментами и режущими инструментами. Приводные части (Рисунок 3) Главный двигатель приводит в движение маховик с помощью клинового ремня и обеспечивает сохранение энергии в маховике, которая затем передается на вал-шестерню с помощью фрикционной муфты и тормоза.Вал шестерни приводит в движение большую шестерню, погруженную в масляную ванну, а затем большая задняя часть приводит в движение коленчатый вал, заставляя ползун двигаться вверх и вниз. V Регулировка ремня: сначала отверните 4 контргайки, затем равномерно поверните 4 регулировочных винта. Кронштейн двигателя будет регулироваться, и ремень можно будет отрегулировать. Когда клиновой ремень выпрямлен, надавите на центр клинового ремня с усилием примерно 2 кг, и ремень изогнется до 10 мм надлежащего натяжения. После регулировки затяните 4 контргайки. Новый клиновой ремень будет стабильно работать после нескольких дней использования.При необходимости отрегулируйте клиновой ремень еще раз. Клиновой ремень следует хранить в прохладном и сухом месте, избегая попадания света и масла. При замене клинового ремня сначала открутите регулировочные винты, ослабьте ремень, снимите его. кронштейны сцепления и вытяните ремень. Очень необходимо поменять все ремни на новые. Использование новых и старых одновременно приведет к сокращению срока службы ремня при разном натяжении. Эти старые клиновые ремни Gan сотрудничают с другими старыми. Кроме того, заметно, что ремни одного номинального размера могут иметь отклонение по длине в несколько сантиметров.Значит, ремни одной группы должны быть одинаковой длины. Автоподача. Конец вала: если пользователям нужна автоматическая работа, они могут установить автоподатчик на выходной вал лицевой стороны рамы. (Выходной вал заказывается по специальному заказу. В обычных изделиях нет) Сцепление и тормоз (Рисунок 4) Этот пробивной пресс оснащен пневматической фрикционной муфтой и тормозом, которые монтируются во внутренней полости рамы. (См. Руководство по сцеплению) Ползун (Рисунок 5) Ползун – одна из ключевых частей пресса.Его точность напрямую влияет на точность прессов. Этот пробивной пресс использует квадратные шестиугольные длинные выступы, которые обеспечивают хорошую точность и стабильность. Соединительный стержень и винт с шариковой головкой – это компоненты, которые изменяют вращательное движение на возвратно-поступательное. Нижний конец винта с шариковой головкой касается седла шара. Под седлом шара находится гидравлический предохранитель от перегрузки. Защитное устройство могло выпускать масло в гидравлической подушке штампа примерно за 1/100 секунды, а затем одновременно отправлять электрический сигнал и приводить к остановке пресса для обеспечения безопасности штампа и пресса.После устранения неисправности и перемещения ползуна обратно в верхнюю мертвую точку гидравлическая подушка штампа автоматически восстанавливает давление. Тогда штамповочный пресс мог продолжать работать. Пользователь может отрегулировать высоту штампа. См. Соответствующую работу электрических частей руководства по обслуживанию. В шатуне и крышке есть регулировочные шайбы. После долгой эксплуатации зазор коленчатого вала и втулок увеличится. Пользователь может вынуть регулировочные шайбы для регулировки зазора коленчатого вала и втулок.(Нормальный зазор: 0,08-0,13 мм) 4.1 Регулировка зазора между салазками и клиньями Расстояние между салазками и клиньями должно быть подходящим. Это сделает движение слайда плавным и надежным. При необходимости его следует отрегулировать должным образом, выполнив следующую процедуру. (1) Ослабьте винты на планках и ослабьте установочные винты с правой стороны рамы. (2) Отрегулируйте левые боковые упоры и затяните винт. (3) Отрегулируйте правые боковые упоры, выберите прокладки в соответствии с зазором для принятия решения о снятии или увеличении.После регулировки затяните передние винты и правые установочные винты. (4) Зазор между ползуном и планками должен составлять 0,03–0,05 мм, но общее допустимое значение зазора между передней и задней контактными поверхностями должно составлять 0,04–0,0 мм. Обычно зазор между верхним и нижним концом большой. Когда глубина толщиномера превышает 30 мм, измеренное значение правильное. Примечание: 0,03 мм калибр дюйма, 0,05 мм калибр не входит в。 (5) Когда все отрегулировано, проверьте зазор каждой детали.Если не правильно, отрегулируйте заново. 4.2 Выталкивающее устройство для скольжения Выталкивающая сила составляет 5% от номинального давления. 4.2.1 Устройство выталкивающего оборудования (1) Состоит из выталкивающего стержня, выбиваемого седла и выталкивающего стержня. (2) Выносная планка устанавливается над центральной линией салазок, пересекающей салазки. (3) Когда ползун поднимается, пробивной стержень касается выталкивающего стержня, который выталкивает пробитые части. 4.2.2 Эксплуатация и регулировка оборудования для выбивки скольжения (1) Отвинтите фиксирующий винт стержня для выбивки и отрегулируйте стержень для выбивки в нужное положение.Замечено, что выбивные штанги с левой и с правой стороны должны быть одинаковой высоты. (2) После регулировки снова затяните фиксированные винты. (3) При использовании заглушки касание поперечной планки и скольжения вызывает шум. 4.2.3 Уведомление Когда пользователь меняет матрицу, следует отметить, что перед регулировкой высоты салазок поднимите выталкивающий стержень в самое верхнее положение, чтобы предотвратить удар выбивающего стержня при регулировке высоты матрицы. Отрегулируйте положение заглушки, из-за которой материал может выталкиваться, когда ползун приближается к верхней мертвой точке.Но не позволяйте заглушке касаться дна заглушки из-за страха аварии. 4.3 Счетчик Счетчик, установленный в электрическом щите, используется для подсчета и отображения кумулятивного количества ходов. Когда ползун поднимается и опускается один раз, счетчик будет отсчитывать 1. Если его необходимо сбросить, нажмите кнопку сброса. Счетчик может рассчитать выпуск продукции. 4.3.1 Панель счетчика 4.3.2 Метод работы (1) Установите переключатель в положение ВЫКЛ, счетчик не будет работать. (2) Установите переключатель в положение ON, счетчик заработает. При сбросе счетчика он должен останавливать салазки в верхней мертвой точке. Если сбросить счетчик при работающем пробивном прессе, можно повредить счетчик. Гидравлический предохранитель от перегрузки Гидравлический предохранитель от перегрузки может автоматически определять давление масла в масляном гидроцилиндре в салазках. Когда давления масла недостаточно, оно может быстро подавать давление, чтобы поддерживать нормальную работоспособность.Когда происходит перегрузка, вызванная неправильной перфорацией и неравномерной толщиной листа в процессе, протектор может немедленно разгрузиться, чтобы продлить срок службы аксессуаров и штампа. Гидравлический предохранитель от перегрузки состоял из цилиндра под давлением, клапана сброса давления и индуктивного выключателя. 5.1 Подготовка к эксплуатации гидравлического устройства защиты от перегрузки
① Установите рабочий режим на «ДЮЙМОВЫЙ» ход. ② Нажмите кнопку управления, сдвиньте ползун в дюймах до остановки в верхней мертвой точке.(Если матрица была установлена, обратите внимание на рабочую высоту матрицы для обеспечения безопасности) ③ Когда ползун достигает верхней мертвой точки, нажмите кнопку сброса, воздушный насос устройства защиты от перегрузки начнет работать. Примерно через 1 минуту давление достигнет заданного значения, воздушный насос автоматически остановится, и одновременно погаснет световой индикатор перегрузки. ④ Можно использовать одиночный и непрерывный режимы работы, когда световой индикатор перегрузки погас. ⑤ Подготовка к операции завершена. (6) Удаление воздуха из масляной подушки давления в гидравлической защите от перегрузки Если в масляной подушке есть воздух, функция гидравлической защиты от перегрузки не будет работать должным образом и воздушный насос будет работать непрерывно. Метод удаления воздуха: ① Остановите затвор в верхней мертвой точке. ② В целях безопасности остановите главный двигатель. После полной остановки маховика отверните винт отверстия для слива масла на гидравлическом предохранителе от перегрузки с помощью шестигранного ключа, и масло вытечет. ③ Если масло вытекает с перебоями или с пузырьками, это означает, что в него попал воздух. Когда масло больше не будет вытекать с перебоями или без пузырьков, затяните винт отверстия для слива масла. Проверить, нет ли утечки газа из стыка между насосом и торцевой плоскостью маслосборника и не продувается ли маслопровод. ④ Удаление воздуха завершено. (7) Сброс гидравлического предохранителя от перегрузки: При перегрузке пробивного пресса загорится индикатор перегрузки. Работайте в соответствии с этапом (5). 5.2 Техническое обслуживание устройства защиты от перегрузки (1) Периодически проверяйте, нет ли утечки газа из трубки, соединяющей предохранительный клапан. (2) Периодически очищайте масляный фильтр. (3) Периодически проверяйте, ослаблены ли болты соединительной детали. (4) Периодически проверяйте масло в коробке, достаточно или нет. (5) Периодически проверяйте, исправен ли электромагнитный клапан. 5.3 Общие отказы и устранение неисправностей гидравлического устройства защиты от перегрузки
Электромагнитный клапан является основным исполнительным элементом и имеет функцию самоконтроля. Когда один клапан не может нормально работать, другой клапан будет выпускать воздух и выключить сцепление, ползун перестанет работать, чтобы убедиться в безопасности людей и пресса. Давление источника воздуха должно быть от 0,55 до 0,6 МПа. И он должен заметить, чтобы отрегулировать давление до указанного значения; лубрикатор должен поддерживать определенный уровень масла.Газовый фильтр и воздушный резервуар должны часто слить воду и загрязнения. Расход воздуха пробивного пресса и компрессора Расход воздуха муфты Jh31-80: 0,18 м 3 / мин. Для одинарного пресса рекомендуется выбрать компрессор 0,3 м 3 / мин. Уведомление: (1) При добавлении масла в лубрикатор давление воздуха в трубопроводе должно быть сброшено, чтобы избежать аварии. (2) Давление уравновешивающего цилиндра и вес верхней матрицы можно регулировать в соответствии со следующим рисунком.Максимально допустимое рабочее давление уравновешивающего цилиндра 0,8 МПа. (3) Электрическое реле iriterlQcks с электрической схемой. Когда давление слишком низкое, контур не будет работать. Реле давления было настроено перед отправкой с завода; пользователи не должны изменять его произвольно. VI. Смазка (Рисунок 7)Пробивной пресс оснащен системой периодической автоматической смазки и ручной смазкой. Масло перекачивается во все точки смазки через распределитель подачи масла.Подшипник качения маховика, вращающийся шарнир и воздушная подушка смазываются масляным шприцом. Система смазки очень важна для пресса коленчатого вала. Благодаря смазке он может уменьшить износ принадлежностей, увеличить срок службы, обеспечить точность, а также снизить энергопотребление и плату за обслуживание. Таким образом, за исключением поверхности трения антитормоза фрикционной муфты · все части, находящиеся в относительном движении, должны быть смазаны. ① При работе пресса следует заметить эффект смазки для предотвращения заклинивания масляного тракта.Не допускайте нагрева и ожогов главной втулки, шатунного подшипника и клиньев скольжения. Температура не должна быть выше + 70 ° C и повышаться, температура не должна быть выше + – 35 ° C. Он должен остановить машину для пробивного пресса после нагрева. температура главного двигателя не может быть выше + 60 ° C (Измерьте крышку двигателя). ② Замена смазочного масла в коробке передач: Первая замена смазочного масла должна производиться через 3 месяца (около 750 часов) использования. После этого следует заменять смазочное масло один раз в 6 месяцев и очищать редуктор каждые 6 месяцев (около 1500 часов). ③ Смазка подшипника маховика и подшипника ведущего вала закрытого типа, заполните смазку перед сборкой. Он должен заполнять консистентную смазку один раз (литиевая смазка 3 #) каждые 2 месяца и проверять каждые полгода. При заливке смазки в подшипник заправляйте примерно 60-70% между маховиком и подшипником. ④ Цилиндр уравновешивания использует воздушную смазку и смазку из ручного пистолета. ⑤ Чтобы обеспечить смазку шарико-винтовой передачи и седла шарика, необходимо добавить 100 мл 20 # масла перед испытанием после установки. ⑥ Лубрикатор: добавляйте масло 20 # в лубрикатор и проверяйте его каждую неделю. Уведомление Смазка и замена масла должны соответствовать направлению смазки на прессе. Смазка при работе:
Емкость для смазочного масла: Ежедневно проверяйте емкость для смазочного масла и доливайте масло по мере необходимости. Во время начального периода установки потребность в масле велика, и масло должно заполняться вовремя. Ручная смазка: Он должен отключать питание при ручном смазывании. Замена масла: При замене масла необходимо полностью очистить внутреннюю часть масляного картера и трубки. Таблица смазки:
Подготовка перед строительством 1.1 Выкопать грунт в соответствии с планом фундамента. 1,2 Если почва мягкая, ее необходимо забивать сваями для укрепления. (Давление грунта должно быть не менее 8 тонн / м²) 1.3 Положите щебень на дно на высоту от 100 до 200 мм. 1.4 При заливке бетоном предварительно обработать отверстия в основании.
(1) Опорная плита вокруг штамповочного пресса должна быть изготовлена заказчиком из надлежащих материалов. (2) Если нужна ударопрочность, следует добавить слой мелкого песчаника шириной около 150 мм вокруг фундамента. VIII. Установка и тестированиеПеред настройкой необходимо подробно изучить структуру пресса. Установка пресса
Установка двигателя Главный двигатель обычно устанавливается на пробивной пресс. Если двигатель необходимо разобрать в пути, переустановите его, как показано ниже:
Если канавка ременного шкива и канавка маховика не совпадают, это приведет к повреждению канавки ремня и подшипника двигателя.Если контрольная линия канавки ременного шкива и канавки маховика не совпадает, это приведет к повреждению канавки ремня и подшипника двигателя. После настройки реперной линии затяните винты кронштейна мотора.
Примечание: Не заставляйте ремень входить в канавку. После установки натяжение ремня должно составлять около 10 мм при нажатии на него большим пальцем. Регулировка по горизонтали Горизонтальность надрессорной балки очень важна. Большинство прессов оснащены надрессорной балкой. Но перед измерением надо проверить, заблокированы ли винты.
Примечание: ① Прокладки должны быть такого размера, как ножка пресса, чтобы ножка могла выдерживать вес равномерно. ② Через месяц необходимо проверить ровность. Если появляется ошибка, отрегулируйте уровень. Проверяйте другие позиции раз в полгода и убедитесь, что пресс выровнен по горизонтали, чтобы обеспечить хорошую работу пресса. Установка воздуховода Воздуховод должен быть подключен к задней части пресса. Требуемое давление воздуха составляет 0,6 МПа. Но расстояние от источника воздуха до пресса должно быть в пределах 5 метров, а диаметр трубопровода не может быть меньше 1 ″.Очистить канал от пыли и нечистот. Тестирование После установки следует проверить точность согласно сертификату. В дороге толчки и вибрация могут повлиять на точность. Необходимо отрегулировать точность пресса. Пробивной пресс можно использовать до тех пор, пока точность не станет удовлетворительной. Перед запуском пресса следует заметить, что необходимо очистить жирную грязь, особенно поверхность выступов и трение во время распаковки, затем выбрать правильные правила работы в соответствии с требованиями работы и произвести необходимую подготовку инструментов. После установки матрицы используйте дюймовой ход и шаг за шагом переместите ползун в нижнюю мертвую точку. Особое примечание: Не заставляйте матрицы соприкасаться друг с другом, а отрегулируйте высоту матрицы вручную. После регулировки матрицы он не может начать одиночный и непрерывный ход. Он должен отрегулировать положение заглушки, чтобы детали выбивались после остановки хода ползуна (около верхней мертвой точки). Но когда ползун перемещается в верхнюю мертвую точку и заглушка опускается вниз, следует отметить, что не следует касаться дна канавки заглушки, так как это мешает движению.После регулировки он принимает дюймовой ход и шаг за шагом завершает ход. Одинарный и непрерывный ход может выполняться после того, как убедитесь, что ничто не препятствует работе пресса. Давление воздуха в пробивном прессе должно быть 0,55-0,60 МПа, а максимальное давление предохранительного клапана должно быть 1 МПа. IX. Подготовка к работеПодготовка к работе (1) Переведите воздушный переключатель на главном блоке управления в положение ON и убедитесь, что пуансонный пресс в порядке. (2) Закройте дверцу главного блока управления. Предупреждение: В целях безопасности запрещается открывать дверцу главного блока управления при работе с прессом. Подготовка к работе (1) Переведите переключатель на панели управления в положение ВКЛ, после чего загорится индикатор питания (контур 110 В переменного тока). (2) Убедитесь, что кнопка «Аварийный останов» отпущена. (3) Когда давление ненормальное, индикатор гаснет, и пуансонный пресс переходит в состояние аварийного останова.Теперь отрегулируйте давление воздуха до нужного значения. Нажимайте на пресс, пока не загорится индикатор. Пуск и остановка главного двигателя
Примечание: главный двигатель будет работать, если переключатель режима находится в положении «ВЫКЛ».
Первичный осмотр
Проверка после открытия воздушного клапана
Проверка после включения
Проверка после запуска основного двигателя
Текущая проверка
Проверка при регулировке ползуна
Работайте в строгом соответствии с инструкциями и правилами техники безопасности.
Рисунок 1 Структура продукта Осторожно! Ручной штамповочный пресс по цене 2499 рупий / штука | GhaziabadРучной штамповочный пресс по цене 2499 рупий за штуку | Газиабад | ID: 23171165830Спецификация продукта
Заинтересовал этот товар? Получите последнюю цену у продавца Связаться с продавцом Изображение продуктаО компанииГод основания 2018 Юридический статус Фирмы Физическое лицо – Собственник Характер бизнеса Производитель Количество сотрудников от 11 до 25 человек Годовой оборот До рупий50 лакх IndiaMART Участник с сентября 2018 г. GST09APZPK5122R1ZV Компания, основанная как собственник в год 2018, we «Maestro» является ведущим производителем широкого ассортимента ламп , ламповых ламп, газовых горелок, и т. Д.Видео компанииВернуться к началу 1 Есть потребность? Есть потребность? Как работает пробивной пресс Что такое пробивной пресс?Как показано на изображении слева, пробивной пресс – это большая машина с гидроцилиндром вверху. Как правило, перед ним находится рабочая станция, на которой один рабочий может управлять тараном.Когда рабочий задействует плунжер, заготовка прижимается к неподвижной неподвижной матрице. Это создает отверстие в заготовке, а также новый элемент из заготовки, который имеет ту же форму, что и матрица. Пробивные прессы особенно полезны для массового производства небольших изделий однородной формы из сырья. Даже если рабочий может вручную пробивать отверстия в заготовках, более быстрым и эффективным решением является использование пробивного пресса. Наборы штампов для пробивного прессаПробивные прессы в значительной степени полагаются на комплекты штампов для выполнения запланированных операций по пробивке.В наборе штампов есть как мужские, так и женские штампы. Один из этих штампов размещается над заготовкой, а другой – под заготовкой. Привод с гидравлическим приводом создает отверстие в заготовке, проталкивая пуансон через матрицу. Пробивные прессы с ЧПУВ то время как некоторые производители используют пробивные прессы с ручным управлением, многие используют пробивные прессы с числовым программным управлением (ЧПУ). Пробивные прессы с ЧПУ используют тот же гидроцилиндр для пробивки отверстий заданной формы в заготовках.Однако разница в том, что пробивные прессы с ЧПУ являются полуавтоматическими с использованием компьютера. Как и другие станки с ЧПУ, пробивные прессы с ЧПУ позволяют производителям оптимизировать свои производственные операции. Вместо того, чтобы управлять пробивным прессом вручную, производители могут запрограммировать его на автоматический запуск. Пробивные прессы с ЧПУ по-прежнему требуют некоторого вмешательства человека, но они могут автоматизировать многие задачи, которые в противном случае потребовали бы вмешательства человека. Механические пробивные прессы Помимо гидравлических пробивных прессов, существуют также механические пробивные прессы.В частности, существует два типа механических пробивных прессов: полный оборот и неполный оборот. Полнооборотные пробивные прессы соответствуют своему тезке, требуя полного цикла коленчатого вала, тогда как пробивные прессы с неполным оборотом требуют только частичного цикла коленчатого вала. ВЫБОР ЭЛЕКТРОБЛОКА … УПРАВЛЕНИЕ ЦИКЛОМ ПЕРЕКЛЮЧЕНИЯ ДАВЛЕНИЯ (ДОПОЛНИТЕЛЬНО) СТАНДАРТНЫЕ ПРЕССЫ Управление циклом реле давления доступно для агрегатов Power мощностью 3, 10 и 20 л.с.Управление допускает полуавтоматический цикл. Стандартная операция – это обычно только толчковое управление. При использовании управления циклом реле давления будет реверсировать гидроцилиндр, когда будет обнаружено надлежащее заданное давление. Проконсультируйтесь по телефону W.A. Whitney для обсуждения заявки. ПРЕССЫ СЕРИИ «А» Прессы серии «А» не требуют управления циклом реле давления. Прессы серии «A» имеют встроенный концевой выключатель для реверсирования плунжера в нижней части хода пресса . ШЛАНГ И УПРАВЛЯЮЩИЙ ПРОВОД В СБОРЕ Доступные длины … для блока питания 700-SV-1A – 12 ‘и 20’ … Блок питания 700-SV-3A – 12 ‘, 20’ и 40 ‘ … 700-SV-10A Блок питания – 12′, 20 ‘и 40’ … 700-SV-20A-1V, 2V и 3V – 12 ‘, 20’ и 40 ‘ Шланги и провода управления намотаны как единое целое. 16 ПУАНСОН ПРИБЛ. ВРЕМЯ ЦИКЛА (в секундах) ДАВЛЕНИЕ СИЛОВОЙ БЛОК МОДЕЛЬ NO.ХОД 700-SV-1A 700-SV-3A 700-SV-10A 700-SV-20A 720 7/8 5,0 3,0 2,0 1,4 720X6 7/8 5,0 3,0 2,0 1,4 730 7/8 7,0 4,0 2,0 1,6 730CC 7/8 7,0 4,0 2,0 1,6 730X8 7/8 7,0 4,0 2,0 1,6 750 1-3 / 8 15,0 * 12,0 5,0 3,0 770 1-3 / 8 – 16,0 * 6,0 3,7 790 1-3 / 8 – 19,0 * 7,0 4,0 790AX6 1-5 / 8 – – 8,0 5,0 7150AX6 2 – – 16,0 * 9,0 7150AX12 2 – – 16,0 * 9,0 7250AX12 2 – – 25.0 * 14,0 721 7/8 5,0 3,0 2,0 1,4 731 7/8 7,0 4,0 2,0 1,6 751 1-3 / 8 15,0 * 12,0 5,0 3,0 771 1-3 / 8 – 16,0 * 6,0 3,7 791 1-3 / 8 – 19,0 * 7,0 4,0 791AX18 1-5 / 8 – – 8,0 5,0 791AX30 1-5 / 8 – – 8,0 5,0 7151AX12 2 – – 16,0 * 9,0 Время цикла Перечисленные в таблице приведены для одного пресса, работающего от стандартного силового агрегата с электродвигателем на 60 Гц. Все времена цикла основаны на использовании прессов, шлангов и силовых агрегатов, как описано в этом каталоге .Если используется режим 50 Гц, время цикла будет меньше. Время цикла будет меньше на двух- и трехклапанных (2v и 3v) блоках питания, если одновременно работает более , чем один пресс. Операторы имеют независимое управление прессами , но могут иметь задержки в перемещении пуансона, поскольку масло распределяется между прессами. ТАБЛИЦА ВРЕМЕНИ ЦИКЛА * Время цикла может быть медленным для некоторых применений По вопросам применения перфоратора проконсультируйтесь с заводом ОПРЕДЕЛЕНИЕ ПРАВИЛЬНОЙ СИЛОВОЙ БЛОКА Все структурные прессы, показанные в этом каталоге, работают с гидравлической силовой установкой .Эти силовые агрегаты имеют рабочее давление 5000 фунтов на квадратный дюйм и доступны в четырех различных размерах. Основное различие между этими моделями – это объем масла , который каждая может подать на пресс. Это дополнительно определяется размером двигателя насоса. Основное правило thumb: чем больше мощность в лошадиных силах, тем меньше время цикла прессования. Гидравлический силовой агрегат 1-1 / 2 л.с. является двухступенчатым, обеспечивает максимальный расход при низких давлениях до 1000 фунтов на квадратный дюйм, а – пониженный расход до 5000 фунтов на квадратный дюйм.Гидравлические силовые агрегаты мощностью 3, 10 и 20 л.с., представленные в этом каталоге, представляют собой все агрегаты фиксированного рабочего объема или одноступенчатые агрегаты . Блоки питания с фиксированным смещением считаются идеальными для пробивки одиночных отверстий, когда необходимо продвигать пуансон толчками или толкать пуансон вниз для нахождения до центральной отметки . С этим типом силового агрегата масло подается с фиксированным расходом независимо от рабочего давления. Это означает , что ползун на прессе будет перемещаться с одинаковой скоростью на протяжении всего цикла штамповки.(Цикл возврата будет немного быстрее из-за дифференциала рабочего объема цилиндра.) Размер силового агрегата, необходимый для любого конкретного применения, составляет и определяется тем, насколько быстро вы хотите, чтобы этот агрегат или агрегаты выполняли цикл. Рекомендуемый блок питания для каждой переносной печатной машины, представленной в каталоге , указан вместе с техническими характеристиками для этой печатной машины. Время цикла показано с использованием полного хода пресса (см. Страницы с 8 по 11). При штамповке более тонкого материала нет необходимости использовать полный ход пресса , поэтому время цикла будет меньше. Более одного структурного пресса или другого гидравлического оборудования , такого как ножницы, можно управлять от одного гидроагрегата мощностью 3, 10 или 20 л.с. путем добавления дополнительных регулирующих клапанов. Чтобы определить, какой блок питания использовать , см. |