Схема электрическая принципиальная фрезерного станка 6Р12 / Фрезерные станки / Stanok-online.ru
Рубрикатор
Разделы документации
Фрезерные станки
Схема электрическая принципиальная фрезерного станка модели 6Р12 позволяет производить работу на станке в следующих режимах:
– Управление от рукояток и кнопок управления;
– Автоматическое управление продольными перемещениями стола;
– Круглый стол;
Выбор режима работы производится переключателем S6. При работе станка от рукояток и не вращающемся шпинделе необходимо переключатель S2 установить в нулевое положение. При управлении от рукояток работа электросхемы обеспечивается замыканием контактов соответствующих конечных выключателей и кнопок.
Включение и отключение электродвигателя подачи осуществляется от рукояток, воздействующих на конечные выключатели продольной подачи. Торможение электродвигателя шпинделя – электродинамическое. Автоматическое управление осуществляется при помощи кулачков устанавливаемых на столе. При движении стола кулачки, воздействуя на рукоятку включения продольной подачи и верхнюю звёздочку, производят необходимые переключения в электросхеме конечными выключателями.
Автоматическое управление осуществляется при помощи кулачков устанавливаемых на столе. При движении стола кулачки, воздействуя на рукоятку включения продольной подачи и верхнюю звёздочку, производят необходимые переключения в электросхеме конечными выключателями.
Скачать бесплатно схему электрическую принципиальную фрезерного станка 6Р12
Комментарии
Новости компаний
все
Индустриальный парк «ОКА» приветствует первого резидента
Новости сферы
Завод УГМК «Электросталь Тюмени» признан главным событием 2013 года в металлургии России
Новости сферы
Правительства края ждет 100 миллиардов инвестиций в металлургию
Новости сферыРельсы для российских железных дорог изготовят в Челябинске по уникальной технологии
Новости сферы
Новые компании
все
Индустриальный парк ОКА МУРОМ
Индустриальный парк “ОКА” — это промышленная территория, обладающая полноценной инфраструктурой и полностью обеспеченная энергоносителями и сетями
Презентация – *.
 pdf
pdfМеталлообработка
ООО ПКФ КРИСТАЛЛ
Крупнейший в России производитель серийных портальных машин термической (плазменной и газовой) резки металла с ЧПУ с двадцатилетним производственным опытом. Собственные разработки, полный производственный цикл, высокий профессионализм сотрудников, клиентоориентированность, техническое сопровождение оборудования на протяжении всего цикла эксплуатации – сильные стороны завода
Металлообработка
ООО “НеоИнжиниринг”
Металлообработка. Изготовление даже одной детали. По чертежам, по образцу, по изношенному образцу, и даже со слов заказчика. Из отечественных, импортных материалов или подберем аналог.
Металлообработка
ООО “ФЕТ”
ООО “ФЕТ” многопрофильная транспортно-экспедиторская компания по международному аутсосингу.
Мы ведем свою деятельность по трём основным направлениям: грузовые перевозки, поставка станков и оборудования из Китая под индивидуальный заказМеталлообработка
Портал Stanok-online.ru
На сайте представлены материалы такие как: паспорта на станки, паспорта на пресса и другое КПО, схемы и чертежи, технические характеристики и другая дополнительная литература…
Документация на станки
 pdf
pdf
Услуги
все
Металлообработка, токарные работы, фрезерные работы, конструкторские работы
Металлообработка. Изготовление даже одной детали. По чертежам, по образцу, по изношенному образцу, и даже со слов заказчика. Из отечественных, импортных материалов или подберем аналог.
Металлообработка
Производство крученой сетки из проволоки
Сетки изготавливаются из низкоуглеродистой термически обработанной проволоки без покрытия или оцинкованной
Металлообработка
Вакансии
все
Начальник цеха металлообработки
Вакансии в металлообработке
Вертикальные консольно – фрезерные станки 6Р12, 6Р12Б, 6Р13, 6Р13Б
Вертикальные консольно – фрезерные станки 6Р12, 6Р12Б, 6Р13, 6Р13Б
- Подробности
- Категория: Фрезерные станки
Вертикальные консольно-фрезерные станки общего назначения 6Р12, 6Р12Б, 6Р13, 6Р13Б.
Станки сходны между собой по конструкции, широко унифицированы и являются дальнейшим усовершенствованием аналогичных станков серии М.
Быстроходные станки 6Р12Б и 6Р13Б имеют, в отличие от станков 6Р12 и 6Р13, повышенный диапазон чисел оборотов шпинделя и подач стола к повышенную мощность двигателя главного движения.
Скачать документацию
Кинематическая схема
Привод главного движения осуществляется от фланцевого электродвигателя через упругую соединительную муфту.
Числа оборотов шпинделя изменяются передвижением трех зубчатых блоков по шлицевым валам.
Коробка скоростей сообщает шпинделю 18 различных скоростей.
Графики чисел оборотов шпинделя станка, поясняющие структуру механизма, главного движения, приведены на рис.
Привод подач осуществляется от фланцевого электродвигателя, смонтированного в консоли. Посредством двух трехвенцовых блоков и передвижного зубчатого колеса с кулачковой муфтой коробка подач обеспечивает получение 18 различных подач, которые через шариковую предохранительную муфту передаются в консоль и далее, при включении соответствующей кулачковой муфты, к винтам продольного, поперечного н вертикального перемещения.Ускоренные перемещения получаются при включении фрикциона быстрого хода, вращение которого осуществляется через промежуточные зубчатые колеса непосредственно от электродвигателя подач.
Фрикцион сблокирован с муфтой рабочих подач, что устраняет возможность их одновременного включения.
Графики, поясняющие структуру механизма подач станка, приведены на рис. 6 и 7. Вертикальные подачи в 3 раза меньше продольных и поперечных.
Станина
Станина является базовым узлом, на котором монтируются остальные узлы и механизмы станка.
Станина жестко закреплена на основании и зафиксирована штифтами.
Поворотная головка
Поворотная головка (рис. 8) центрируется в кольцевой выточке горловины станины и крепится к ней четырьмя болтами, входящими в Т-образный паз фланца станины (затяжку болтов производить специальным ключом 6Р12.0П.40 на станках 6Р12. 6Р12Б и специальным ключом 6Р 13.0П.40 на станках 6P13, 6Р13Б).
Шпиндель представляет собой двухопорный вал. смонтированный в выдвижной гильзе. Регулирование осевого люфта в шпинделе осуществляется полшлифовкой колец 3 и 4. Повышенный люфт в переднем подшипнике устраняют подшлифовкой полуколец 5 и подтягиванием гайки.
— выдвигается гильза шпинделя;
— демонтируется фланец 6;
— снимаются полукольца;
— с правой стороны корпуса головки вывертывается резьбовая пробка;
— через отверстие отвертыванием винта 2 расконтривается гайка 1;
— стальным стержнем гайка 1 застопоривается. Поворотом шпинделя за сухарь гайку подтягивают и этим перемещают внутреннюю обойму подшипника.
Поворотом шпинделя за сухарь гайку подтягивают и этим перемещают внутреннюю обойму подшипника.
После проверки люфта в подшипнике производят обкатку шпинделя на максимальном числе оборотов При работе о течение часа избыточная внутренней поверхности инструментального конуса не должна превышать 55°С:
— замеряется величина зазора между подшипником и буртом шпинделя, после чего полукольца 5 подшлифовываются на необходимую величину;
— полукольца устанавливаются на место и закрепляются;
— привертывается фланец 6. Для устранения радиального люфта в 10 мкм полукольца необходимо подшлифовать примерно на 120 мкм.
Коробка скоростей
Коробка скоростей смонтирована непосредственно в корпусе станины. Соединение коробки с валом электродвигателя осуществляется упругой муфтой, допускающей несоосность в установке двигателя до 500—700 мкм.
Осмотр коробки скоростей можно произвести через окно с правой стороны.
Смазка коробки скоростей осуществляется от плунжерного насоса (рис. 9), приводимого в действие эксцентриком. Производительность насоса около 2 л/мин. Масло к насосу подводится через фильтр. От насоса масло поступает к маслораспределителю, от которого по трубке отводится па глазок контроля работы насоса и по гибкому шлангу в поворотную головку. Элементы коробки скоростей смазываются разбрызгиваем масла, поступающего из отверстий трубки маслораспределителя, расположенного над коробкой скоростей.
Коробка переключения скоростей
Коробка переключения скоростей позволяет выбирать требуемую скорость без последовательного прохождения промежуточных ступеней.
Рейка 1 (рис. 10), передвигаемая рукояткой переключения 5, посредством сектора 2 через вилку 10 (рис. 11) перемещает в осевом направлении главный валик 3 с диском переключения .9.
Диск переключения поворачивается указателем скоростей 11 через конические шестерни 2 и 4. Диск имеет несколько рядов определенного размера отверстий, расположенных против штифтов реек 5 и 7,
Диск имеет несколько рядов определенного размера отверстий, расположенных против штифтов реек 5 и 7,
Рейки попарно зацепляются с зубчатым колесом 6. Па одной из каждой пары реек крепится вилка переключения При перемещении диска нажимом на штифт одной из пары обеспечивается возвратно-поступательное перемещение реек.
При этом вилки и конце хода диска занимают положение, соответствующее зацеплению определенных пар шестерен. Для исключения возможности жесткого упора шестерен при переключении штифты 8 реек подпружинены.
Фиксация лимба при выборе скорости обеспечивается шариком 1. заскакивающим в паз звездочки 12.
Регулирование пружины 13 производится пробкой 14 с учетом четкой фиксации лимба и нормального усилия при его повороте.
Рукоятка 5 (см. рис. 10) во включенном положении удерживается за счет пружины 4 и шарика 3. При этом шип рукоятки входит в паз фланца.
Соответствие скоростей значениям, указанным на указателе, достигается определенным’ положением конических колес по зацеплению.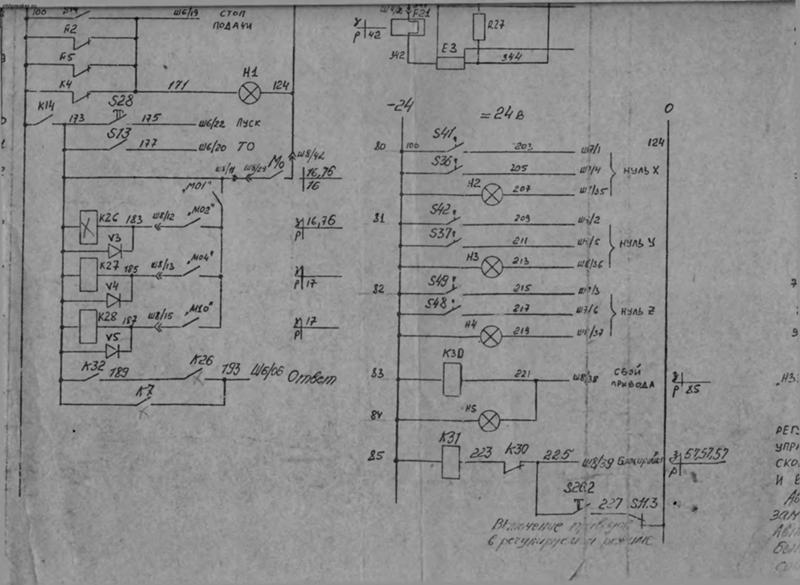 Правильное зацепление устанавливается по кернам на торцах сопряженного зуба и впадины или при установке указателя в положение скорости 31,5 об/мим и диска с вилками о положение скорости 31,5 об/мин (для станков моделей 6Р12Б и 6Р13Б соответствующая скорость равна 50 об/мин). Зазор в зацеплении конической пары не должен быть больше 0,2 мм. так как диск за счет этого может повернуться до 1 мм.
Правильное зацепление устанавливается по кернам на торцах сопряженного зуба и впадины или при установке указателя в положение скорости 31,5 об/мим и диска с вилками о положение скорости 31,5 об/мин (для станков моделей 6Р12Б и 6Р13Б соответствующая скорость равна 50 об/мин). Зазор в зацеплении конической пары не должен быть больше 0,2 мм. так как диск за счет этого может повернуться до 1 мм.
Коробка подач
Коробка подач обеспечивает получение рабочих подач и быстрых перемещений стола, салазок и консоли. Кинематику коробки подач см. на рис. 3.
Получаемые в результате переключения блоков скорости вращения передаются на выходной вал 12 (рис. 12) через шариковую предохранительную муфту, кулачковую муфту 4 и втулку 3, соединённую шпонкой с кулачковой муфтой 4 и выходным валом 12.
При перегрузке механизма подач шарики, находящиеся в контакте с отверстиями кулачковой втулки 2, сжимают пружины и выходят из контакта. При этом зубчатое колесо 17 проскальзывает относительно кулачковой втулки 2 и рабочая подача прекращается. Быстрое вращение передается от электродвигателя, минуя коробку подач, зубчатому колесу 13, которое сидит на хвостовике корпуса фрикциона 9 к имеет таким образом постоянное число оборотов. При монтаже необходимо проверить затяжку гайки 11. Корпус фрикционной муфты должен свободно вращаться между зубчатым колесом 10 и упорным подшипником.
При этом зубчатое колесо 17 проскальзывает относительно кулачковой втулки 2 и рабочая подача прекращается. Быстрое вращение передается от электродвигателя, минуя коробку подач, зубчатому колесу 13, которое сидит на хвостовике корпуса фрикциона 9 к имеет таким образом постоянное число оборотов. При монтаже необходимо проверить затяжку гайки 11. Корпус фрикционной муфты должен свободно вращаться между зубчатым колесом 10 и упорным подшипником.
Диски фрикциона через один связаны с корпусом фрикциона, который постоянно вращается, и втулкой 15, которая в свою очередь соединена шпонкой с выходным валом 12.
При нажатии кулачковой муфтой 4 па торец втулки 5 и далее на гайку 14 диски 7 и 8 сжимаются и передают быстрое вращение выходному валу 12 и зубчатому колесу 10.
При регулировании предохранительной муфты снимается крышка 2 (рис. 13) и вывертывается пробка 1.
На место пробки вставляется стальной стержень так, чтобы его конец вошел в одно из отверстий на наружной поверхности гайки 18 (см. рис. 12), которая застопоривается. Плоским стержнем через окно крышки повертывается ля зубья зубчатое колесо 17. После регулировки гайка обязательно контрится от самопроизвольного отворачивания стопором 1.
рис. 12), которая застопоривается. Плоским стержнем через окно крышки повертывается ля зубья зубчатое колесо 17. После регулировки гайка обязательно контрится от самопроизвольного отворачивания стопором 1.
Консоль
Консоль является базовым узлом, объединяющим узлы цепи подач станка В консоли смонтирован ряд валов и зубчатых колес, передающих движение от коробки подач в трех направлениях—к винтам продольной, поперечной и вертикальной подач, механизм включения быстрого хода, электродвигатель подач. В узел «КОНСОЛЬ» входит также механизм включения поперечных и вертикальных подач.
Зубчатое колесо 8 (рис. 15) получает движение от колоса 10 (см. рис. 12) и передает его на зубчатые колеса 7, 4, 2 и 1 (см. рис. 15). Зубчатое колесо 4 смонтировано на подшипнике и может передавать движение валу только через кулачковую муфту 6, связанную с валом. Далее через пару цилиндрических и пару конических колес движение передается на винт 16.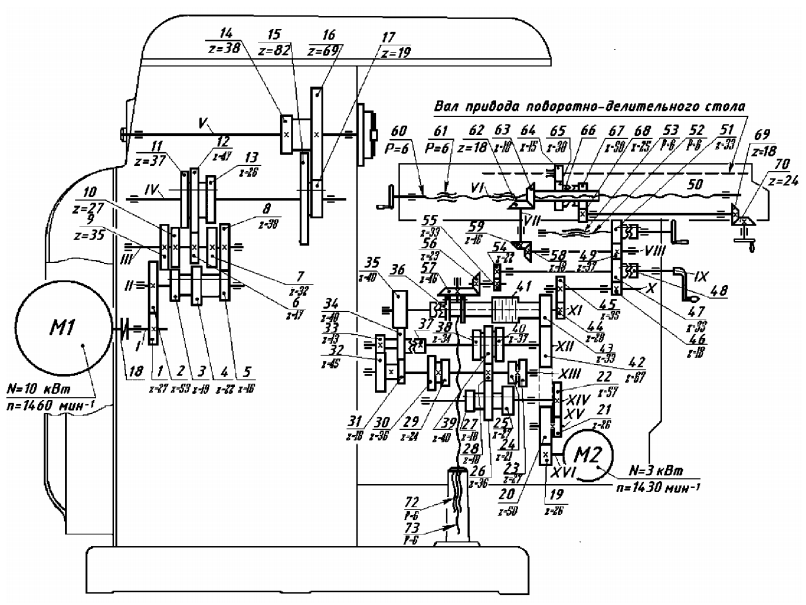
Зацепление конической пары 12 и 10 отрегулировано компенсаторами 14 и 15 и зафиксировано винтом, входящим в засверловку пальца 13.
Втулка 11 имеет технологическое значение и никогда не демонтируется.
Гайка вертикальных перемещений закреплена а колонке. Колонка установлена точно по винту и зафиксирована штифтами на основании станка.
Зубчатое колесо 2, смонтированное на гильзе, через шпонку и шлицы постоянно вращает шлицевый вал IX цепи продольного хода.
Механизм включения поперечной и вертикальной подач
Механизм включения поперечной и вертикальной подач выполнен в отдельном корпусе и управляет включением и отключением кулачковых муфт поперечной и вертикальной подач и электродвигателя подач.
При движении рукоятки вправо или влево, вверх или вниз связанный с ней барабан 1 (рис. 17) совершает соответствующие движения и своими скосами управляет через рычажную систему включением кулачковых муфт, а через штифты —конечными выключателями мгновенного действия, расположенными ниже механизма и предназначенными для реверса электродвигателя подачи.
Тяга 2 связывает барабан с дублирующей рукояткой. В своей средней части на ней закреплен рычаг, на который действуют кулачки, ограничивающие поперечный ход. В конце тяга имеет рычаг для ограничения вертикальных перемещений. При включениях и выключениях поперечного хода тяга перемещается поступательно, а вертикального хода — поворачивается.
Блокировке, предохраняющая от включения маховички и рукоятки ручных перемещений при включении механической подачи, включает в себя коромысло и штифт 5 (см. рис. 15).
При включении кулачковой муфты рукояткой подачи коромысло 6 при перемещении муфты поворачивается, передвигает штифт, который упирается в дно кулачковой муфты маховичка или рукоятки, и отодвигает их, не давая возможности кулачкам сцепиться.
Если система имеет повышенный люфт, необходимо выпрессовать пробку вала VII, расконтрить гайку 3 (см. рис. 17) и подвернуть винт 4. После проверки люфта необходимо тщательно законтрить гайку 3.
Стол и салазки
Стол и салазки обеспечивают продольные и поперечные перемещения стола.
Ходовой винт 1 (рис. 20) получает вращение через скользящую шпонку гильзы, смонтированную во втулках 5 и 7. Гильза через шлицы получает вращение от кулачковой муфты 6 при сцеплении ее с кулачками втулки 5, жестко связанной с коническим зубчатым колесом 4. Втулка 5 имеет зубчатый венец, с которым сцепляется зубчатое колесо привода круглого стола. Кулачковая муфта 6 имеет зубчатый венец для осуществления вращения винта продольной подачи при перемещениях от маховичка. Зубчатое колесо 9 (см. рис. 24) подпружинено на случай попадания зуба на зуб. Зацепление с шестерней 9 может быть только в случае расцепления муфты 6 с втулкой 5 (см. рис. 20). люфта необходимо производить до тех пор, пока люфт ходового винта, проверяемый поворотом маховичка продольного хода, окажется не более 4—5° и пока при перемещении стола вручную не произойдет заклинивание винта на каком-либо участке, необходимом для рабочего хода.
После регулировки нужно, затянув гайку 1 (см. рис. 21), зафиксировать валик 2 в установленном положении. Стол в своих торцах соединяется с ходовым винтом через кронштейны, установка которых производится по фактическому расположению винта, и фиксируется контрольными штифтами. Упорные подшипники смонтированы на разных концах винта, что устраняет возможность его работы на продольный изгиб. При монтаже винта обеспечивается предварительный натяг ходового винта гайками с усилием 100—125 кгс.
Стол в своих торцах соединяется с ходовым винтом через кронштейны, установка которых производится по фактическому расположению винта, и фиксируется контрольными штифтами. Упорные подшипники смонтированы на разных концах винта, что устраняет возможность его работы на продольный изгиб. При монтаже винта обеспечивается предварительный натяг ходового винта гайками с усилием 100—125 кгс.
Зазор в направляющих стола и салазок выбирается клиньями. Регулирование клипа I стола (рис. 22) производится при ослабленных гайках 2 и 4 подтягиванием винта 3 отверткой. После проверки регулирования ручным перемещением стола гайки надежно затягиваются.
Электрическая схема
Скачать документацию
Станок фрезерно-сверлильный
ПДМ-30
| Технические характеристики | |
|---|---|
| Модель | ДПМ-30 |
| Состояние | Новый |
| Размеры в собранном виде: | 43 х 39 х 43,67 дюйма | Общий |
| Конус шпинделя | Р8 |
| Поперечное перемещение (стол) | 7-1/4″ |
| Размер стола | 8-1/4″ x 28-3/4″ | Электрика |
| Напряжение | 220 вольт |
| Фаза | Однофазный |
| Другие характеристики |
|---|
|
 в King Industrial SS-45 Stand for Milling Machines
в King Industrial SS-45 Stand for Milling MachinesCountry
CanadaUnited States—AfghanistanÅland IslandsAlbaniaAlgeriaAndorraAngolaAnguillaAntigua & BarbudaArgentinaArmeniaArubaAscension IslandAustraliaAustriaAzerbaijanBahamasBahrainBangladeshBarbadosBelarusBelgiumBelizeBeninBermudaBhutanBoliviaBosnia & HerzegovinaBotswanaBrazilBritish Indian Ocean TerritoryBritish Virgin IslandsBruneiBulgariaBurkina FasoBurundiCambodiaCameroonCanadaCape VerdeCaribbean NetherlandsCayman IslandsCentral African RepublicChadChileChinaChristmas IslandCocos (Keeling) IslandsColombiaComorosCongo – BrazzavilleCongo – KinshasaCook IslandsCosta RicaCroatiaCuraçaoCyprusCzechiaCôte d’IvoireDenmarkDjiboutiDominicaDominican RepublicEcuadorEgyptEl SalvadorEquatorial GuineaEritreaEstoniaEswatiniEthiopiaFalkland IslandsFaroe островаФиджиФинляндияФранцияФранцузская ГвианаФранцузская ПолинезияФранцузские Южные ТерриторииГабонГамбияГрузияГерманияГанаГибралтарГрецияГренландияГренадаГваделупаГватемалаГернсиГвинеяГвинея-БисауГайан aHaitiHondurasHong Kong SARHungaryIcelandIndiaIndonesiaIraqIrelandIsle of ManIsraelItalyJamaicaJapanJerseyJordanKazakhstanKenyaKiribatiKosovoKuwaitKyrgyzstanLaosLatviaLebanonLesothoLiberiaLibyaLiechtensteinLithuaniaLuxembourgMacao SARMadagascarMalawiMalaysiaMaldivesMaliMaltaMartiniqueMauritaniaMauritiusMayotteMexicoMoldovaMonacoMongoliaMontenegroMontserratMoroccoMozambiqueMyanmar (Burma)NamibiaNauruNepalNetherlandsNew CaledoniaNew ZealandNicaraguaNigerNigeriaNiueNorfolk IslandNorth MacedoniaNorwayOmanPakistanPalestinian TerritoriesPanamaPapua New GuineaParaguayPeruPhilippinesPitcairn IslandsPolandPortugalQatarRéunionRomaniaRussiaRwandaSamoaSan MarinoSão Tomé & PríncipeSaudi ArabiaSenegalSerbiaSeychellesSierra LeoneSingaporeSint MaartenSlovakiaSloveniaSolomon IslandsSomaliaSouth AfricaSouth Georgia & South Sandwich IslandsSouth KoreaSouth SudanSpainSri LankaSt. Бартелеми Св. ЕленаСв. Китс и НевисСент. Люсия Св. МартинСт. Пьер и МикелонСв. Винсент и ГренадиныСуданСуринамШпицберген и Ян-МайенШвецияШвейцарияТайваньТаджикистанТанзанияТаиландТимор-ЛештиТогоТокелауТонгаТринидад и ТобагоТристан-да-КуньяТунисТурцияТуркменистанОстрова Теркс и КайкосТувалуСША. Отдаленные островаУгандаУкраинаОбъединенные Арабские ЭмиратыВеликобританияСоединенные ШтатыУругвайУзбекистанВануатуВатиканВенесуэлаВьетнамУоллис и ФутунаЗападная СахараЙеменЗамбияЗимбабве
Бартелеми Св. ЕленаСв. Китс и НевисСент. Люсия Св. МартинСт. Пьер и МикелонСв. Винсент и ГренадиныСуданСуринамШпицберген и Ян-МайенШвецияШвейцарияТайваньТаджикистанТанзанияТаиландТимор-ЛештиТогоТокелауТонгаТринидад и ТобагоТристан-да-КуньяТунисТурцияТуркменистанОстрова Теркс и КайкосТувалуСША. Отдаленные островаУгандаУкраинаОбъединенные Арабские ЭмиратыВеликобританияСоединенные ШтатыУругвайУзбекистанВануатуВатиканВенесуэлаВьетнамУоллис и ФутунаЗападная СахараЙеменЗамбияЗимбабве
Почтовый индекс
American ExpressApple PayDiners ClubОткройте для себяGoogle PayMastercardShop PayVisaВаша платежная информация надежно обрабатывается. Мы не храним данные кредитной карты и не имеем доступа к информации о вашей кредитной карте.
Имя
Фамилия
Компания
Предложение (CAD)
Настольный фрезерный станок для печатных плат
Для инженера-электрика сборка печатных плат гораздо предпочтительнее мучительного процесса использования макетных плат без пайки. Я преподаю вводный курс по электротехнике в Гарвардском университете SEAS, и из-за неуклюжести и неуклюжести макетных плат постоянно приходится устранять неполадки.
Я преподаю вводный курс по электротехнике в Гарвардском университете SEAS, и из-за неуклюжести и неуклюжести макетных плат постоянно приходится устранять неполадки.
Тем не менее, когда я ищу в Интернете фрезерные станки, самые дешевые законные, которые я могу найти, по-прежнему стоят порядка 500 долларов. Сырье для фрезерного станка с ЧПУ достать не так уж сложно, поэтому моя цель для окончательного проекта — построить надежный фрезерный станок специально для фрезерования печатных плат.
Что касается выбора материалов, я планирую построить машину в основном из МДФ с металлическими опорами, где это необходимо. МДФ чрезвычайно дешев и является одним из самых прочных материалов, который легко обрабатывается. Возможно, для некоторых деталей я буду использовать акрил.
но мне не нравится прочность тонкого акрила по сравнению с МДФ (акрил, кажется, очень легко ломается). Home Depot поставляет большие листы МДФ размером 2 на 4 дюйма, поэтому большинство структурных компонентов моей конструкции будет основано на этом. Я буду использовать прессовую посадку, чтобы
собирать детали, вырезанные лазером, потому что это работает очень хорошо из моего опыта на неделе 2.
Я буду использовать прессовую посадку, чтобы
собирать детали, вырезанные лазером, потому что это работает очень хорошо из моего опыта на неделе 2.
Одним из аспектов этого проекта является удержание стоимости всего фрезерного станка ниже 100 долларов. Я документирую стоимость вещей ниже:
| Товар | Стоимость предмета | Количество | Цена |
|---|---|---|---|
| 2×4 1/4″ МДФ | 7,45 $ | 1 | 7,25 $ |
| Биполярные шаговые двигатели (x3) | 15,95 $ | 3 | 47,85 $ |
| Медные печатные платы | 0,60 $ | 2 | 1,20 $ |
| 1/4″-20×36″ Стальной стержень с резьбой | 5,24 $ | 1 | 5,24 $ |
| Алюминиевый стержень 3/8 x 36 дюймов | 5,97 $ | 1 | 5,97 $ |
| Алюминиевый стержень 1/2 x 36 дюймов | 7,21 $ | 1 | $7,21 |
| Ручная дрель 555 Моторный патрон | 19,29 $ | 1 | 19,29 $ |
| ВСЕГО | 94,01 $ |
Я начал с моделирования деталей фрезерного станка в Autodesk Inventor. Три детали, которыми я больше всего горжусь, — это три станины для осей X, Y и Z. Первоначально эти детали собирались выточить из дерева, но
тепловое расширение и сжатие дерева меня утомляет возможность смещенных отверстий только из-за переноса проекта в холодную погоду. Я выбрал более безопасную альтернативу, заключавшуюся в конструктивном построении каждой из грядок.
из склеенных между собой кусков МДФ.
Три детали, которыми я больше всего горжусь, — это три станины для осей X, Y и Z. Первоначально эти детали собирались выточить из дерева, но
тепловое расширение и сжатие дерева меня утомляет возможность смещенных отверстий только из-за переноса проекта в холодную погоду. Я выбрал более безопасную альтернативу, заключавшуюся в конструктивном построении каждой из грядок.
из склеенных между собой кусков МДФ.
Я буду использовать два типа сырья для изготовления корпуса мельницы: МДФ 1/4″ и кедровую доску 2×8. Эти два материала чрезвычайно недороги и доступны в Home Depot в больших количествах. точность конструкции, в то время как кедровая доска будет использоваться в качестве несущей конструкции. МДФ можно резать на лазерном резаке, тогда как любые разрезы на кедровой доске будут выполняться торцовочной пилой (грубый рез) или фрезерным станком (точный рез).
Чтобы поддерживать различные компоненты платформы, которые будут двигаться, я соорудил простой винтовой привод для осей X, Y и Z, используя твердые алюминиевые стержни в качестве направляющих, чтобы стабилизировать ось и минимизировать трение. Я думаю, я буду
вырезание сквозных отверстий с помощью сверлильного станка. Оси X и Y предназначены для более тяжелых условий эксплуатации и состоят из цельных алюминиевых стержневых направляющих диаметром 1/2 дюйма и резьбового стержня 3/8 дюйма x 16.
Я думаю, я буду
вырезание сквозных отверстий с помощью сверлильного станка. Оси X и Y предназначены для более тяжелых условий эксплуатации и состоят из цельных алюминиевых стержневых направляющих диаметром 1/2 дюйма и резьбового стержня 3/8 дюйма x 16.
Чтобы сборка была более компактной для движения по оси Z, рельсы представляют собой сплошной алюминиевый стержень 3/8 дюйма, а резьбовой стержень имеет размер 1/4 дюйма x 20. Оба резьбовых стержня будут соединяться с блоком движения с помощью прецизионных просверленных отверстий. и вставка, которая позволяет запрессовывать соответствующую фланцевую гайку, а затем приклеивать ее суперклеем к деревянному блоку.
Сначала я подумал, что часть станка будет изготовлена из кедрового дерева 2×8, но свойства теплового изгиба этого типа дерева вызвали у меня большие подозрения. Я оставил кусок дерева возле своего окна однажды ночью, когда стало очень
холодно, и я проснулся и обнаружил, что он треснул почти пополам. Я не знаю, как дома строятся из этого материала. Я модифицировал свой оригинальный CAD, чтобы вся конструкция была сделана из четвертьдюймового МДФ. Это оказалось очень просто, потому что все
в любом случае размеры моих деревянных деталей были кратны 0,25 дюйма.
Я не знаю, как дома строятся из этого материала. Я модифицировал свой оригинальный CAD, чтобы вся конструкция была сделана из четвертьдюймового МДФ. Это оказалось очень просто, потому что все
в любом случае размеры моих деревянных деталей были кратны 0,25 дюйма.
Чтобы полностью вырезать фрезерный станок, потребовалось три листа МДФ размером 24 x 18 дюймов. На самом деле это очень впечатляет – весь корпус фрезерного станка был сделан из листа дерева, который стоил всего . 7,42 доллара в Home Depot . Это, безусловно, помогает снизить материальные затраты.
Чтобы разрезать МДФ толщиной 1/4 дюйма на лазерном резаке, я использовал настройки мощности 100 % и скорости 1,3 % на 100-ваттном лазере, чтобы аккуратно разрезать МДФ. Листы, которые я вырезал, были относительно плотно упакованы и занимали до 45 минут на резку листа.
Заказанный мной двигатель можно найти по этой ссылке. Он работает от 12 В и обеспечивает достаточную мощность для выполнения простых разрезов. Двигатель поставляется с монтажным кронштейном, который я смог сделать в САПР и
Изготовить монтажную платформу для.
Двигатель поставляется с монтажным кронштейном, который я смог сделать в САПР и
Изготовить монтажную платформу для.
Я взял несколько штангенциркулей для моторов, которые использовал, и построил полностью реконструированную CAD-модель мотора в Autodesk Inventor. Эта модель была необходима, так как я не смог найти модель двигателя в Интернете и мне нужно было определить, где просверлить отверстие. точки крепления.
Я использовал стандартные шаговые двигатели Pololu, которые я нашел в лаборатории. Удивительно, но эти три мотора составили большую часть моих затрат на этот проект. Каждый двигатель стоил 16 долларов, и я использовал три из них, чтобы закончить свой проект. Моторы очень простой и требует только 4 провода для работы.
Мне не удалось найти в магазине соединитель вала 5 мм на 1/4 дюйма, поэтому я сначала попытался его распечатать. Разрешение на Ultimaker было недостаточно хорошим, чтобы получить резьбу внутри двигателя (или позволить установить винт, чтобы держать с любым
сила), поэтому я пробовал альтернативы.