Вакуумный прижим для ЧПУ: вакуумные столы, чпу станки, подходящее оборудование, применение в промышленности
Вакуумные столы подойдут как для мелкосерийного производства, где основным критерием будет универсальность оснастки, так и для массового производства, где скорость и автоматизация играют ведущую роль. На вакуумных столах в основном обрабатываются листовые заготовки, которые прошли предварительную обработку поверхности, контактирующей со столом.
Применения вакуумного прижима на станках с ЧПУ:
- Фрезерование корпусных деталей из алюминиевых сплавов;
- Обработка авиационных панелей;
- Фрезерование композитных материалов;
- Шлифование стали, стекла и керамики;
- Фрезерование и гравировка лицевых приборных панелей;
- Групповая обработка и разделение корпусных компонентов из одной заготовки.
На станках с ЧПУ применяются различные типы вакуумных столов, отличающихся способами закрепления и прижимающей силой.
Решетчатые вакуумные столы
Решетчатые вакуумные столы – это самое распространенное решение, которое применяется для различных операций фрезерования и шлифования. Столы отличаются высокой силой прижатия и точностью позиционирования.
Стол представляет из себя плиту из алюминиевого сплава, на котором нанесена сетка пазов с определенным шагом. Полость пазов объединена с вакуумной системой через отверстия в плите. Вакуумный трубопровод может разветвляться к разным отверстиям в столе, что позволяет разделить площадь стола на рабочие области.
Для закрепления заготовки в пазы стола укладывается вакуумный шнур, повторяющий геометрию закрепляемой заготовки, образуя замкнутый контур. После чего, на этот контур устанавливается заготовка, базируется относительно стола с помощью опор и открывается вакуумный вентиль. Через отверстие, которое находится в замкнутом контуре откачивается воздух и создается прижимная сила.
Решетчатые столы позволяют производить обработку с подачей охлаждающей жидкости в область резания.
К недостаткам такой конструкции можно отнести необходимость предварительной подготовки (укладка шнура) и невозможность сквозной обработки. При сквозной обработке замкнутый объем разгерметизируется, а также фреза может повредить поверхность стола. Для таких целей используются специальные коврики с большим количеством присосок, что позволяет разделить область закрепления на отдельные ячейки. Подложки используются как расходный материал, так как при сквозной обработке повреждаются.
Перфорированные вакуумные столы.
Перфорированный вакуумный стол представляет собой алюминиевую плиту с большим количеством отверстий, расположенных сеткой с шагом 10 мм по всей поверхности прижатия.
Отличием такой конструкции от решетчатой будет то, что для закрепления не требуются дополнительные манипуляции и заготовку можно закрепить в любом месте на рабочей поверхности. Отверстия, которые не закрываются заготовкой имеют незначительное проходное сечение, что не приводит к сильному росту давления в системе и уменьшению прижимной силы.
Стол позволяет выполнять и сквозную обработку. Для этого используется специальный перфорированный коврик, отверстия которого совпадают с отверстиями на столе. При сквозной обработке фреза повреждает коврик, который используется, как расходный материал. Также стол может использоваться при подаче СОЖ.
К недостаткам перфорированных столов относится меньшая сила прижатия в сравнении с решетчатыми.
Желобковый вакуумный стол
Стол желобкового типа состоит из алюминиевой плиты с желобами на всю дину, объединенные с вакуумной системой. Для работы стола необходимо закрывать всю его поверхность полимерным ковриком для предотвращения утечек. Для каждой заготовки необходимо использовать свой коврик, на котором выполняются отверстия, находящиеся в площади контакта заготовки со столом. Также возможно сквозная обработка и работа с подачей СОЖ.
Основной недостаток такой системы – это необходимость подготавливать коврик под каждую заготовку с новой геометрией.
Столы с пористыми материалами
Принцип действия таких столов основан на особых свойствах пористых материалов, которые способны пропускать через себя воздух и обеспечивать при этом необходимый перепад давления для фиксации заготовки. Такие столы в основном применяются для хрупких и пластичных заготовок для последующей обработки (фольга, плёнка, печатные платы). Материал фиксируется равномерно без образования складок.
К недостаткам такого метода можно отнести невысокую силу прижатия и невозможность использования с СОЖ.
Для создания вакуума в вакуумных столах ЧПУ используются следующие вакуумные насосы:
Безмасляные пластинчато-роторные насосы.
Универсальное решение для работы, как при глубоком разряжении, так и при работе с давлением близким к атмосферному. Неприхотливое и бюджетное решение. Насосы обеспечиваю разрежение до 100 мбар и имеют широкий модельный ряд с максимальной быстротой действия до 360 м3/час.
Когтевые вакуумные насосы.
По рабочим характеристикам идентичны сухим пластинчато-роторным насосам, но при этом надежнее и обладают большим сроком службы. В конструкции отсутствуют трущиеся детали. Рабочие роторы вращаются с зазором, совместное вращение обеспечивается за счет синхронизирующей зубчатой передачи. Обслуживание насоса ограничивается контролем уровня масла синхронизирующей передачи, которое требует замены не чаще чем раз в 2 года в минимальном объеме 0,5 л. Эксплуатационные затраты сводятся к минимуму и практически полностью исключается внеплановый простой оборудования.
Эксплуатационные затраты сводятся к минимуму и практически полностью исключается внеплановый простой оборудования.
Маслосмазываемые пластинчато-роторные насосы.
Из представленных вариантов обеспечивают наиболее глубокое разрежение до 1 – 5 мбар, что позволяет увеличить силу прижатия на 10 – 15 % в сравнении с безмасляными аналогами. Модельный ряд представлен моделями с быстротой действия от 5 м3/ час до 300 м3/час.
Но наличие масла в камере сжатия также накладывает ограничения на работу вакуумного насоса. При работе в диапазоне давлений от 400 до 1000 мбар выхлопной фильтр не справляется с потоком масляного тумана, и он выходит наружу, загрязняя рабочее помещение. Такой режим работы также негативно сказывается на самом насосе и приводит к перерасходу масла. В связи с этим масляные насосы подойдут только для герметичных систем, в которых отсутствуют натекания воздуха (в основном это решетчатые и желобковые вакуумные столы).
При обработке с СОЖ в вакуумную систему с масляным насосом необходимо установить емкость для сбора СОЖ, для предотвращения попадания жидкости в камеру сжатия.
Водокольцевые насосы.
Самое неприхотливое и устойчивое решение. Насосы обеспечивают разрежение до 33 мбар, а быстрота действий установок может доходить до нескольких тысяч м3/час, чего будет достаточно для целого цеха металлообработки. Насос допускает попадание воды в камеру сжатия, что упрощает работу со станками в которых используется СОЖ.
К основным недостаткам насосов водокольцевого типа можно отнести высокое энергопотребление и необходимость подачи воды для работы насоса. Для решения вопроса с подачей воды можно устанавливать системы с замкнутым контуром циркуляции.
Система центрального вакуума.
При подключении нескольких обрабатывающих центров к одной вакуумной системе разумнее использовать системы центрального вакуума на базе нескольких вакуумных насосов, ресивера и системы управления. Такая комбинация позволит:
- Эффективно использовать ресурс вакуумных насосов, включая в работу столько насосов, сколько требуется для повторения кривой потребления вакуума всех обрабатывающих центров.

- Компенсировать резкий рост давления в системе за счет буферного объема в вакуумном ресивере.
- Полностью автоматизировать процесс вакуумирования. Не требуется включать и выключать установку. Достаточно один раз установить на контроллере необходимый диапазон рабочего давления и система управления в автоматическом режиме будет его поддерживать.

Вакуумные столы для фрезерных станков с ЧПУ
Вакуумные столы зачастую являются наилучшим решением для работы с плоскими листами, часто выполняемой на фрезерных станках с ЧПУ. Вы можете положить лист из МДФ непосредственно на вакуумный стол, и этого достаточно для обработки. В вакуумных столах могут быть предусмотрены зоны, которые вдобавок можно включать и выключать с помощью клапанов.
Принцип работы вакуумного стола
Вакуумные столы создают прижимную силу благодаря разности давлений под деталью, и атмосферным давлением, давящим сверху вниз. Каждый квадратный миллиметр площади, подверженной данной разнице, может иметь силу, достигающую 1-1.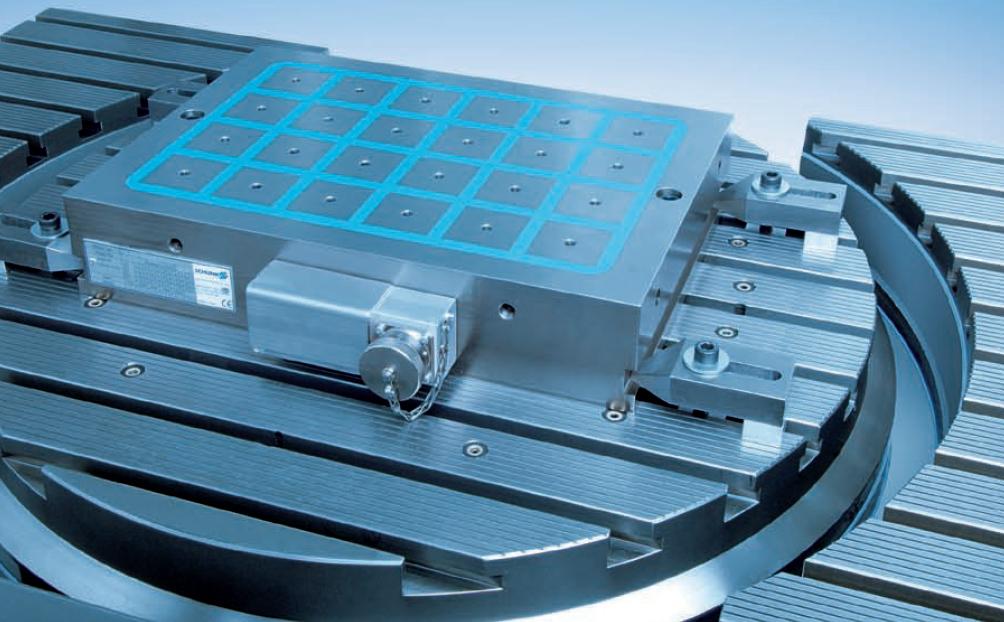 2 килограмма (разница между вакуумом и давлением воздуха на уровне моря).
2 килограмма (разница между вакуумом и давлением воздуха на уровне моря).
Сила прижима пропорциональна разнице давлений и площади поверхности, Большая площадь на большой области может иметь внушительную силу. Квадратный участок 25 x 25 потенциально имеет 625 квадратных сантиметров, умноженных на 1,2 кг на квадратный дюйм, или около 750 килограмм удерживающей силы!
Однако, небольшие детали обладают значительно меньшей силой, удерживающей их. Необходимо понимать эту разницу.
Другой способ ограничения силы заключается в том, что вы не сумеете приложить вакуум ко всей нижней поверхности детали. Рассмотрим вакуумную систему из алюминия с незначительными вакуумными камерами под ней. Это выглядит приблизительно так:
Алюминиевый вакуумный столТеперь, чтобы деталь оставалась плоской и не искривленной, мы хотим, чтобы она располагалась на вакуумном столе. У нас возможно не будет большого вакуума нигде, помимо камер. В таком случае прижимная сила определяется площадью поверхности камер, а не площадью поверхности детали, а она заметно меньше площади поверхности детали.
Большинство вакуумных столов для фрезерных станков с ЧПУ позволяют избежать данной трудности посредством использования плиты МДФ поверх вакуумного стола для распределения вакуума. МДФ пористый, поэтому вакуум везде. Это работает хорошо, однако для этого требуется вакуумный насос, который сможет втягивать больший объем воздуха, потому что МДФ будет протекать везде, где на нем что-то не лежит.
Точно так же, как МДФ, для распространения вакуума, может использоваться ваша деталь, если она сделана из чего-либо проницаемого (пенопласт, МДФ и тому подобное) или если вы сделаете в ней слишком много сквозных отверстий во время обработки.
Последнее, что необходимо знать, это то, что две силы стараются сместить деталь на вакуумном столе. Одна — направлена в бок, другая — вверх. Боковое усилие — это сила трения между деталью и тем, на чем она лежит. Убедитесь, что поверхность вакуумного стола не очень скользкая, дабы выдержать эту силу. В большинстве случаев показатель трения будет таким, что для перемещения детали в сторону должно быть как минимум вдвое большее усилие, нежели для ее подъема.
Поднимающая сила, необходимая для преодоления удерживающей силы вакуумного стола, является просто параметром веса детали плюс прижимной силы вакуума. Если деталь приподнята даже немного, возможно, даже вы можете не видеть этого, вакуум протечет, и, если ваш вакуумный насос не будет обладать достаточной производительностью, деталь просто выскочит, когда давление упадет. Если подъемной силы достаточно, деталь может даже запустить через стол.
Вакуумные столы для фрезерных станков с ЧПУ своими руками
Создать вакуумный стол для вашего фрезерного станка с ЧПУ довольно просто. В этой статье мы рассмотрим множество идей, советов и ссылок на ресурсы, которые помогут вам в короткие сроки создать свой собственный проект вакуумного стола.
Необходимо ли мне покупать или я могу взять и собрать вакуумный стол на свой фрезерный станок с ЧПУ?
Нет времени собрать вакуумный стол с нуля? Не беспокойтесь, многие из них можно просто купить. Вот лишь несколько примеров на пробу:
https://top3dshop. ru/blog/cnc-router-vacuum-table-review-n-diy-manual.html
ru/blog/cnc-router-vacuum-table-review-n-diy-manual.html
https://purelogic.ru/ (лично я брал в этом магазине.)
https://www.ctanku.ru/catalog/Vakuumnyestoly/
Проектирование вакуумного стола своими руками
Если вы собираетесь установить вакуумный стол поверх существующего стола фрезерного станка с ЧПУ, то в первую очередь следует учитывать зазор по оси Z. Если у вас слишком много хода по оси Z, то вакуумный стол съест его часть. Обязательно подумайте о том, как минимизировать эту потерю. Вот где применение встроенного вакуумного стола, при покупке фрезерного стола с ЧПУ возможно имеет преимущество.
Еще одно важное замечание заключается в том, собираетесь ли вы создать какую-то конструкцию камеры статического давления или планируете фактически обрабатывать свой вакуумный стол. Обработанные столы могут быть более точными — более плоскими и квадратными. Они, безусловно, более прочные. Но стол типа пленума может быть дешевле в производстве и менее ограничен в отношении вакуумных проходов.
Имеется ключевой нюанс, который следует учитывать. Это способность стола удерживать вашу деталь в зависимости от площади ее поверхности, доступной для вакуума. Если деталь лежит на поверхности, непроницаемой для воздуха, то ее держат только проходы, создающие вакуум. На механически обработанном дюралевом вакуумном столе вы получаете низкий вакуум только на поверхности решетки, но не на всей площади поверхности, на которую опирается деталь. Если вы попытаетесь создать полость под деталью для распространения большего вакуума, вы рискуете подвергнуть деталь напряжению, и она будет изогнута в неподдерживаемых областях.
Привлекательность того, что ваша верхняя поверхность сделана из чего то вроде МДФ, заключается в том, что она проницаема, и вакуум может проникать на всю поверхность нижней части детали. Впрочем МДФ, является менее точной опорой, нежели алюминий, и ему понадобится источник вакуума, который может откачивать больше воздуха в минуту, потому что существует значительно большая область, которая пропускает воздух.
Предполагая, что у вас нет гигантского вакуумного насоса с неограниченной производительностью, Существует способ, который действительно помогает. Это возможность зонировать области вакуума, дабы области, которые протекают (возможно, потому что деталь не находится на этих областях), могли быть отключены. от вакуума. Вот вакуумный стол с системой зонирования, которую очень удобно менять, элементарно открывая или закрывая отдельные клапаны:
Вакуумный стол с областью зонированияИдеи по созданию вакуумных столов своими руками
Вот список фотографий и ссылок на различные проекты вакуумных столов своими руками. Это поможет вам в разработке собственного проекта вакуумного стола.
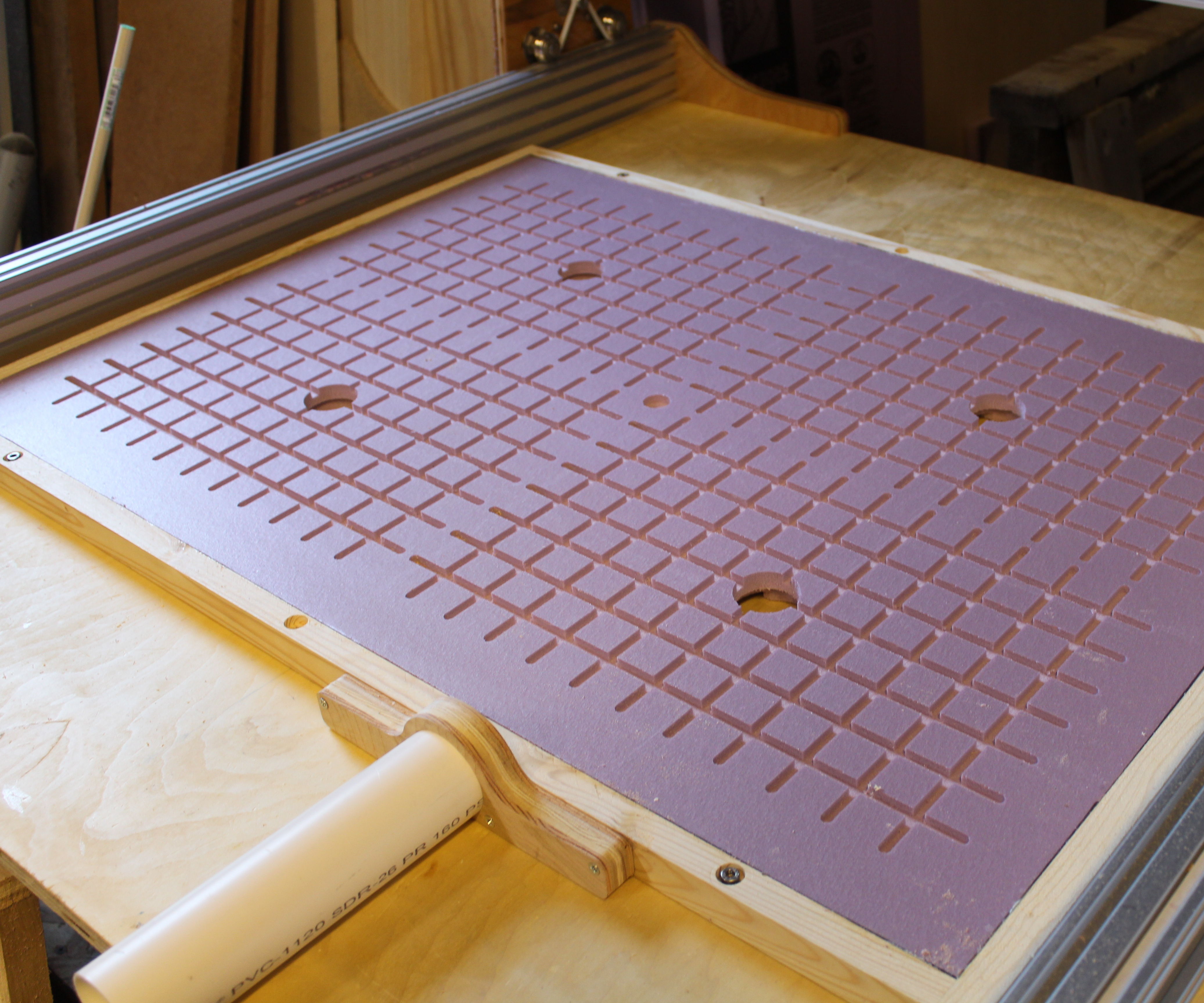
Устройство вакуумного стола из МДФ
Типичный вакуумный стол из МДФ имеет монтажную панель с канавками и дренажную панель, которая позволяет вакууму просачиваться через его пористую структуру.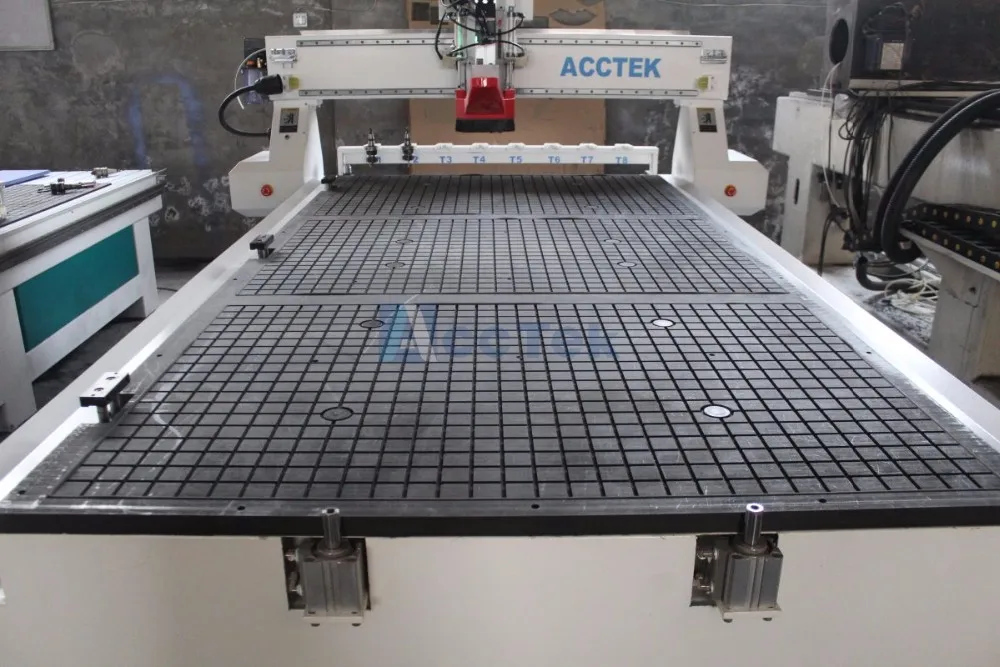 youtube.com/embed/yW3X_e7VjR0?feature=oembed&wmode=opaque” frameborder=”0″ allow=”accelerometer; autoplay; clipboard-write; encrypted-media; gyroscope; picture-in-picture” allowfullscreen=””>
youtube.com/embed/yW3X_e7VjR0?feature=oembed&wmode=opaque” frameborder=”0″ allow=”accelerometer; autoplay; clipboard-write; encrypted-media; gyroscope; picture-in-picture” allowfullscreen=””> Вот изящный и минималистичный проект маленького вакуумного стола.
Стол из пластика и строительного пылесосаОн питается от строительного пылесоса и спроектирован так, чтобы его можно было просто прикрепить к вашему столу с ЧПУ. Стол изготовлен из пластика HDPE. Чтобы предотвратить утечки в неиспользуемых местах, просто используйте кусок лакированного картона, который плотно прилегает к вашей детали или заготовке.
Вот небольшой вакуумный столик, предназначенный для вставки в фрезерные тиски
Вакуумный стол для тисковСоветы по использованию вакуумного стола
— При планировании резки группы деталей, может быть полезно спланировать стратегию резки, так, чтобы как можно дольше сохранить площадь поверхности и соединение с заготовкой, чтобы упростить удержание обрабатываемой детали.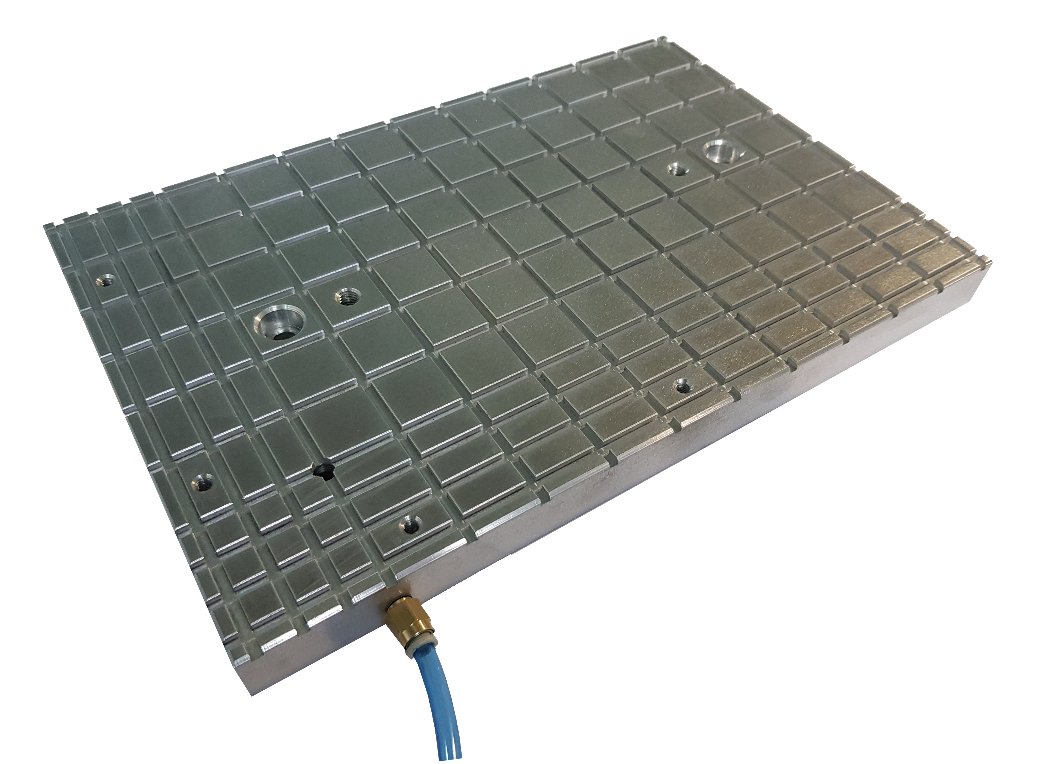 Также стоит поэкспериментировать с подъемом по сравнению с обычным фрезерованием. Потому что направление реза вместе с точным порядком отделения краев детали от всей доски может иметь значение, будет ли она играть к концу реза. Один из таких подходов называется «снятие шкуры с лука». Это практика фрезерования с подъемом, пока вы не дойдете до очень тонкого слоя, оставшегося перед тем, как прорезать его полностью. Переключитесь на обычное фрезерование, чтобы избавиться от последних кусочков. Если у вас все еще есть детали, которые не выдерживают, попробуйте использовать фрезу маленького диаметра для окончательной резки — все дело в уменьшении сил резания и поддержании как можно большего вакуума вплоть до самого конца.
Также стоит поэкспериментировать с подъемом по сравнению с обычным фрезерованием. Потому что направление реза вместе с точным порядком отделения краев детали от всей доски может иметь значение, будет ли она играть к концу реза. Один из таких подходов называется «снятие шкуры с лука». Это практика фрезерования с подъемом, пока вы не дойдете до очень тонкого слоя, оставшегося перед тем, как прорезать его полностью. Переключитесь на обычное фрезерование, чтобы избавиться от последних кусочков. Если у вас все еще есть детали, которые не выдерживают, попробуйте использовать фрезу маленького диаметра для окончательной резки — все дело в уменьшении сил резания и поддержании как можно большего вакуума вплоть до самого конца.
— Программные вкладки также очень полезны для деталей, которые слишком малы, чтобы их можно было удерживать только с помощью вакуума. Они позволят поверхности соседних деталей и материала заготовки удерживать деталь. отдельный программы CAM, скажем MeshCAM, могут автоматически их создавать.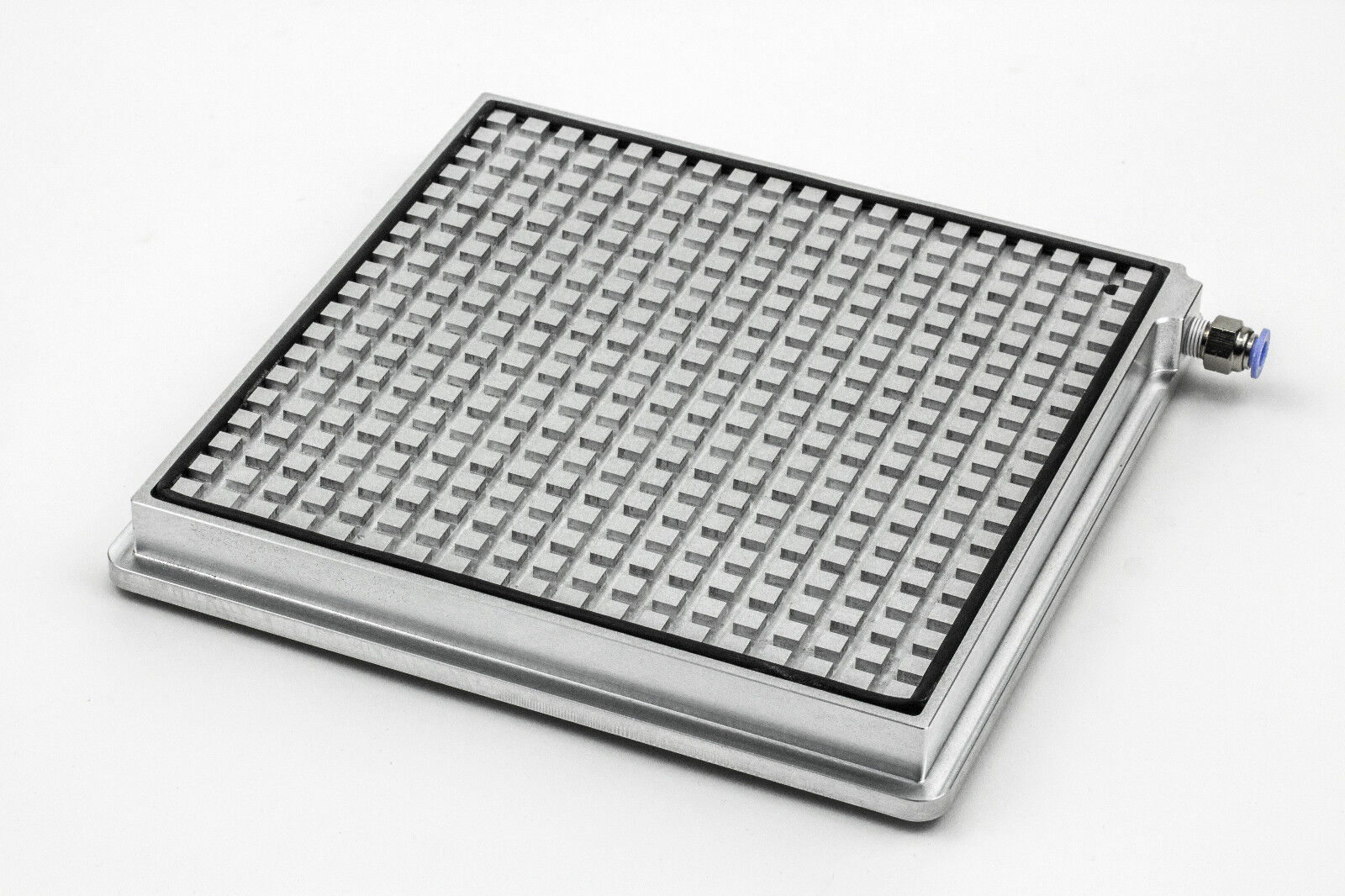
— Держите свою область обработки чистым от пыли и мусора. Пыль вызывает утечки и действует как шарикоподшипник, заставляя деталь двигаться по частицам пыли.
— Обрежьте примерно 0,1 мм сверху (и, если можете, снизу) плиты МДФ. Верх и низ более плотные из-за процесса производства МДФ, а обрезка наиболее плотного материала позволяет воздуху легче проходить через рабочую поверхность.
— Минимизируйте паз и глубину реза, выходящую под деталь в рабочую поверхность. Это уменьшит утечку по сравнению с более глубокими каналами.
— Иногда через картон для отходов воздух проходит слишком свободно, и ваш насос не может создать достаточно вакуума. Сложите две доски, дабы понизить воздушный поток, и вы можете почувствовать, что деталь держится лучше. Кроме того, верхняя доска может быть тоньше и ее заменена обойдется дешевле
— Хотя край стола / камеры постоянного давления может иметь прокладку для предотвращения утечки по краю спойлборда, вы можете еще больше уменьшить утечку, заклеив край лентой, чтобы получить еще больший вакуум.
— Обнаружение утечек: вы можете приобрести ультразвуковой течеискатель, который обнаружит утечки в трубах вашей вакуумной системы, которые снижают производительность. Не хотите тратить деньги на течеискатель? Оберните их пищевой пленкой. Это не продлится долго, но вы довольно быстро увидите, где пленка засасывается из-за утечки вакуума.
— Иногда экономичнее использовать два вакуумных насоса меньшей мощности, чем один большой. Запустите один из небольших насосов для больших издлелий и деталей с большой площадью поверхности для зажима. Включите второй насос для проблемных мелких деталей, у которых недостаточно площади поверхности.
— Используйте дополнительный слой толщиной 6-7 см или другие материалы, зажатые между спойлбордом из МДФ и вакуумной камерой, чтобы блокировать поток воздуха в определенные зоны. Он должен быть не такой пористый, как у МДФ. — Если вам трудно удерживать пористый материал (вся ваша заготовка — одна большущая утечка! ), Подумайте о том, чтобы положить ненужный кусок непористого материала поверх.
— Рассмотрите возможность употребления прижимной ножки шпинделя, чтобы добавить больше прижимной силы на деталь. Прижимная лапка двигается по детали с помощью шарикоподшипников, но добавляет подпружиненную прижимную силу вокруг области непосредственной резки. Вот один пример:
Прижимная ножка шпинделя— Остерегайтесь утечек, но также берегитесь ограничений потока в вакуумном трубопроводе, особенно если вы используете мощный вакуумный насос. Прокладки могут помочь минимизировать утечки, направляя вакуум туда, где это необходимо, и блокируя краевые утечки. Перегибы в шлангах являются основными источниками ограничения потока, но могут быть и другие.
— Часто бывает полезно иметь возможность управлять имеющимся вакуумом, распределяя его по площадям на вакуумном столе с помощью клапанов или иных механизмов.
— Необходимо перевернуть детали на вакуумном столе и выровнять их? Вам нужно будет неким образом выровнять детали. Установочные штифты — распространенное решение. Либо сделайте отверстия в деталях и столе (только для расходной прокладки из МДФ! ), Которые совпадают с установочными штифтами для выравнивания, либо расположите штифты так, чтобы они действовали как ограничители. Использование сторон детали работает только в том случае, если деталь симметрична, поэтому при перевороте она все равно будет совпадать с теми же упорами. Но если вы можете использовать штифты в отверстиях в детали, вы можете расположить отверстия симметрично независимо от формы детали.
Использование сторон детали работает только в том случае, если деталь симметрична, поэтому при перевороте она все равно будет совпадать с теми же упорами. Но если вы можете использовать штифты в отверстиях в детали, вы можете расположить отверстия симметрично независимо от формы детали.
— Что делать, если ваши детали смещаются или скользят по столу, но не поднимаются? Это может вызвать проблемы, но есть множество решений. Вы можете использовать вкладки, описанные выше. Или можете использовать установочные штифты в качестве упоров по краям, чтобы остановить скольжение. Использовать липкий, но пористый коврик между деталью и столом, чтобы затруднить скольжение. Или, наконец, вы можете оставить тонкий слой материала при вырезании деталей, которые сохраняют вакуум. Когда весь разрез будет сделан, за исключением тонкого материала. Поскольку материал такой тонкий, силы резания будут намного меньше, и ваша деталь будет меньше скользить.
— Время от времени обновляйте используемую доску для прокачки, чтобы она оставалась плоской. Когда она станет слишком тонкой, замените его другой.
Когда она станет слишком тонкой, замените его другой.
Вакуумные столы для обрабатывающих центров с ЧПУ и фрезерных станков с ЧПУ
Поиск метода закрепления деталей на столе обрабатывающего центра был проблемой еще до изобретения ЧПУ в 1940-х годах. В течение многих лет существует большой интерес к технологии вакуумных столов или вакуумных прижимных приспособлений для закрепления материала. Традиционные вакуумные системы, однако, имеют множество ограничений, которые часто делают эту технологию непригодной для удерживания деталей.
Ограничения традиционного вакуумного стола:
- Мелкие детали не имеют достаточной площади поверхности, чтобы вакуум мог их удерживать
- Детали со сквозными прорезями вызывают потерю вакуумного всасывания
- Детали, которые не являются плоскими, либо не могут удерживаться, либо требуют дополнительного времени на настройку, которое часто слишком велико, особенно в сценариях с коротким тиражом или небольшим объемом
Успешный дизайн вакуумного стола с ЧПУ:
Конструкция вакуумного стола состоит из вакуумного патрона, воздухопроницаемого жертвенного слоя и мощного вакуумного насоса.
К счастью, компания DATRON разработала уникальный вакуумный стол, который решает все эти традиционные ограничения вакуумных столов. Вот как было преодолено каждое из упомянутых выше ограничений.
Удержание мелких деталей с помощью вакуумного стола
Одно из самых больших ограничений традиционной технологии вакуумных столов заключается в том, что детали часто слишком малы или не имеют достаточной площади поверхности, чтобы вакуум мог надежно удерживать их на столе. Именно такая ситуация была представлена DATRON, когда производитель ножей обратился к нам с требованием как о высокоскоростном обрабатывающем центре, так и о эффективных средствах удерживания рукояток ножей во время процесса фрезерования. Сложность усугублялась тем, что линейка продуктов имела множество размеров и форм и постоянно менялась.
Вакуумный стол с партией ручек для ножей Harley, выточенных из алюминиевого листа. Решение для вакуумного стола, которое мы поставили, было вдохновлено элементами, используемыми в вакуумных столах для гораздо больших форматов столов фрезерного типа. В этих крупномасштабных системах используется проницаемая древесноволокнистая плита с большим вакуумным потоком, чтобы удерживать или закреплять большие листы для механической обработки. Наш меньший вакуумный стол, сделанный из алюминия, имеет плотную сетку маленьких отверстий в верхней пластине. Специальная тонкая проницаемая подложка сверху обеспечивает равномерное распределение вакуума и позволяет нам удерживать гораздо меньшие детали, чем обычные или более крупные вакуумные столы. В случаях, когда детали особенно малы, у нас есть специальная версия проницаемой подложки с легкой липкой поверхностью (вроде клея на стикере Post-It), которой достаточно для закрепления деталей. Сочетание конструкции нашего вакуумного стола, материала подложки и мощного вакуумного насоса, разработанных для обеспечения безопасности деталей ножей для одного клиента, в последующие годы в конечном итоге стало неотъемлемым аксессуаром ЧПУ для многих других клиентов и различных приложений.
В этих крупномасштабных системах используется проницаемая древесноволокнистая плита с большим вакуумным потоком, чтобы удерживать или закреплять большие листы для механической обработки. Наш меньший вакуумный стол, сделанный из алюминия, имеет плотную сетку маленьких отверстий в верхней пластине. Специальная тонкая проницаемая подложка сверху обеспечивает равномерное распределение вакуума и позволяет нам удерживать гораздо меньшие детали, чем обычные или более крупные вакуумные столы. В случаях, когда детали особенно малы, у нас есть специальная версия проницаемой подложки с легкой липкой поверхностью (вроде клея на стикере Post-It), которой достаточно для закрепления деталей. Сочетание конструкции нашего вакуумного стола, материала подложки и мощного вакуумного насоса, разработанных для обеспечения безопасности деталей ножей для одного клиента, в последующие годы в конечном итоге стало неотъемлемым аксессуаром ЧПУ для многих других клиентов и различных приложений.

Фрезерование сквозных отверстий в деталях, удерживаемых на вакуумном столе
Еще одна распространенная проблема, связанная с обычными вакуумными столами, заключается в том, что при резке листового материала происходит потеря вакуума. Если открытые отверстия допускают слишком большую потерю вакуума и детали выпадают, это часто приводит к повреждению режущего инструмента, обрабатываемой детали и даже оборудования с ЧПУ. С вакуумными столами DATRON вы можете иметь до 40% открытой площади и при этом удерживать свои детали. Это, конечно, зависит от детали, но, как правило, у вас не возникает проблем со сквозными отверстиями или разрезами профиля. Это обеспечивает гибкость и эффективность вырезания каждой детали печеньем без специальных выступов, винтов или дополнительных операций по удалению деталей с листа. В случае с производителем ножей они обычно кладут лист алюминия размером 24 x 36 дюймов из алюминия 1/8 дюйма, запускают машину, и в течение нескольких часов они просто собирают более 100 готовых деталей.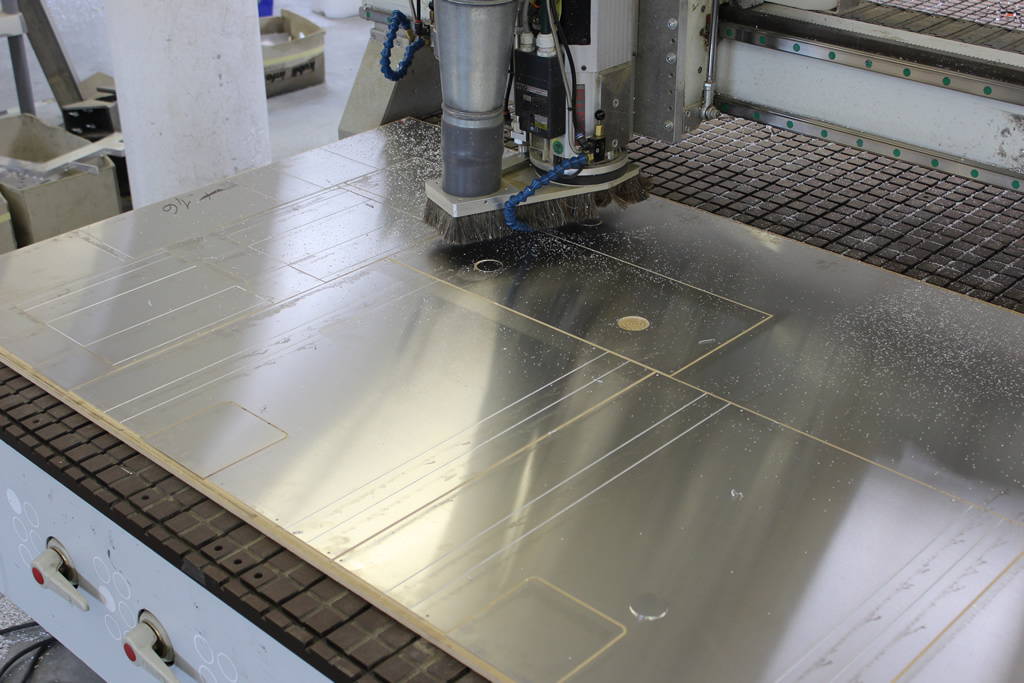 сдвинув проницаемый лист с вакуумного стола. Проницаемая подложка также позволяет полностью прорезать материал без механической обработки поверхности вакуумного стола. Замена листов обычно занимала меньше минуты, поэтому практически не было потерь производственного времени из-за замены нового материала.
сдвинув проницаемый лист с вакуумного стола. Проницаемая подложка также позволяет полностью прорезать материал без механической обработки поверхности вакуумного стола. Замена листов обычно занимала меньше минуты, поэтому практически не было потерь производственного времени из-за замены нового материала.
Удержание неплоских деталей с помощью вакуумного стола
Но не все материалы идеально плоские. Большинство машинистов никогда не подумали бы о том, чтобы удерживать слегка деформированный материал или предметы, такие как алюминиевый профиль с выступающей кромкой, с помощью обычной вакуумной системы. Однако вакуумные столы DATRON также подходят для более толстой версии проницаемого материала подложки, который мы называем Magic Board. При толщине 1/8 дюйма Magic Board по-прежнему обеспечивает адекватное вакуумное всасывание, обеспечивая при этом гибкость для фрезерования в нем специальных карманов или контуров, которые подходят для неплоских деталей.![]() Фрезерование карманов или полостей в материале также может использоваться для закрепления или обнаружения вложения ранее существовавших деталей. Кроме того, дополнительная толщина этой подложки также снижает риск разрезания вакуумного стола при использовании режущих инструментов, таких как сверла или резьбовые фрезы, которые должны проникать в заготовку дальше, чем обычно.
Фрезерование карманов или полостей в материале также может использоваться для закрепления или обнаружения вложения ранее существовавших деталей. Кроме того, дополнительная толщина этой подложки также снижает риск разрезания вакуумного стола при использовании режущих инструментов, таких как сверла или резьбовые фрезы, которые должны проникать в заготовку дальше, чем обычно.
Сокращение времени настройки с помощью вакуумного стола Закрепление
Традиционные системы вакуумных столов часто тратят много времени на настройку задания, прежде чем приступить к циклу обработки. Работа с вырезанием прокладочного материала и его правильным размещением для соответствующих деталей часто занимает очень много времени и утомительна. В некоторых случаях необходимо разработать специальные специальные столы с дополнительными винтами, установочными штифтами, направляющими, дополнительными зажимами и т. д., чтобы удерживать детали должным образом или в правильных местах. В тех случаях, когда обычный вакуумный стол не работает, бесчисленные часы наклеивания двухстороннего скотча иногда являются методом, используемым для закрепления деталей. Это может создать всевозможные проблемы, такие как попадание охлаждающей жидкости на клей, попадание клея на детали или простое отклеивание ленты.
д., чтобы удерживать детали должным образом или в правильных местах. В тех случаях, когда обычный вакуумный стол не работает, бесчисленные часы наклеивания двухстороннего скотча иногда являются методом, используемым для закрепления деталей. Это может создать всевозможные проблемы, такие как попадание охлаждающей жидкости на клей, попадание клея на детали или простое отклеивание ленты.
В системе с проницаемым субстратом обычно не требуется настройка. Довольно часто вы просто загружаете нужный материал, включаете вакуумный насос и сразу же начинаете обработку. Это экономит много часов времени наладки в течение производственной недели и снижает вероятность брака деталей из-за неправильной наладки. Вакуумный стол DATRON представляет собой революционную и уникальную конструкцию, которая значительно сокращает время производства во многих областях применения.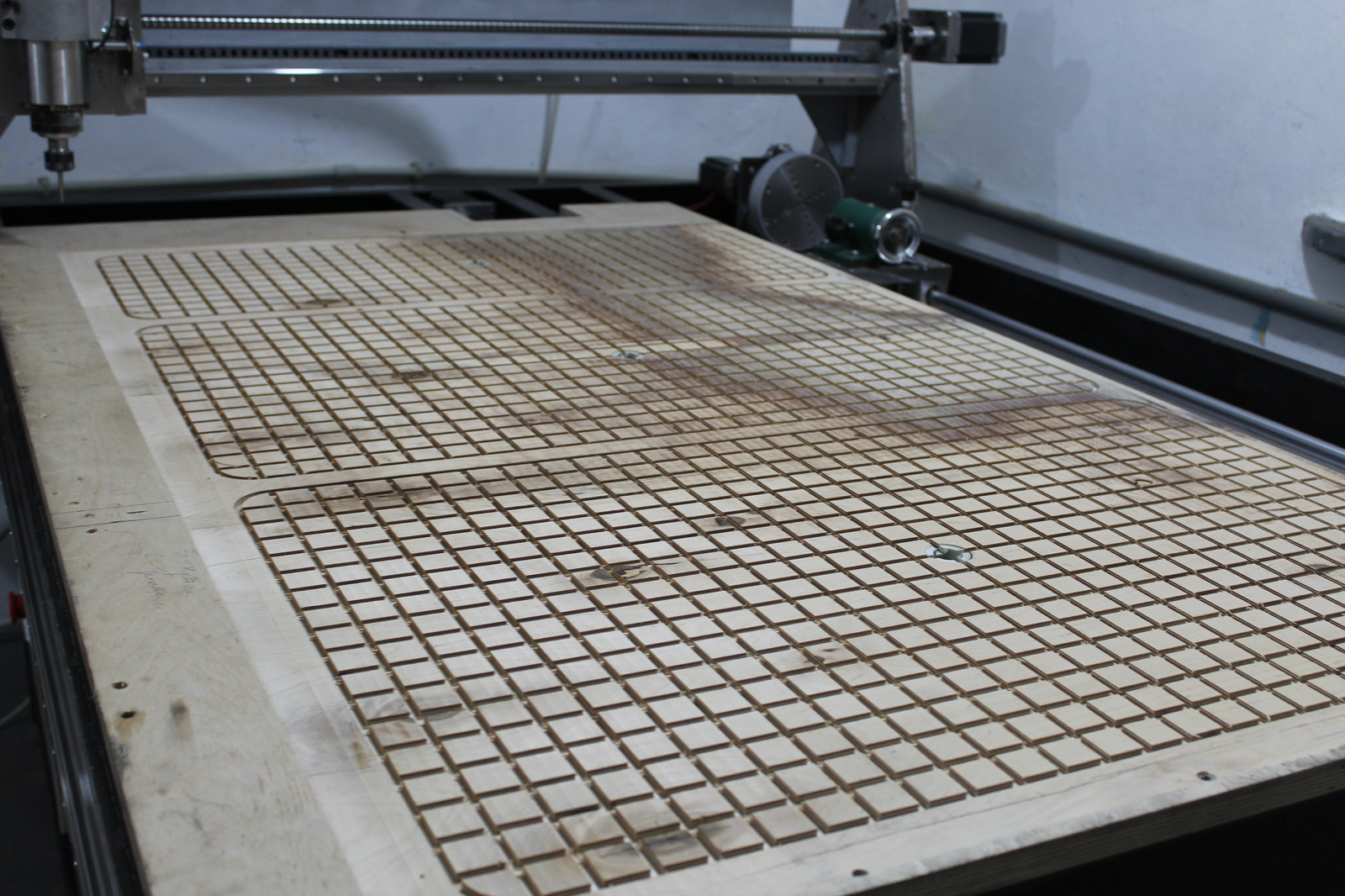 Это также обеспечивает большую гибкость и, в некоторых случаях, возможность обрабатывать детали, которые в противном случае были бы невозможны. Это часто снижает процент отбраковки деталей и улучшает качество деталей. От небольших тонких деталей, которые невозможно установить механически, до деталей с произвольными внешними контурами, вакуумный стол DATRON предлагает уникальные преимущества обработки, обеспечивающие конкурентное преимущество.
Это также обеспечивает большую гибкость и, в некоторых случаях, возможность обрабатывать детали, которые в противном случае были бы невозможны. Это часто снижает процент отбраковки деталей и улучшает качество деталей. От небольших тонких деталей, которые невозможно установить механически, до деталей с произвольными внешними контурами, вакуумный стол DATRON предлагает уникальные преимущества обработки, обеспечивающие конкурентное преимущество.
Посмотрите, как работает вакуумный стол DATRON:
Купить вакуумные столы
Наш широкий ассортимент продукции с ЧПУ производится в Германии и соответствует нашей страсти к качеству и точности.
Посмотрите наши вакуумные столы, вакуумные насосы, алюминиевые пластины с Т-образными пазами, стальные пластины с Т-образными пазами, вакуумные подушки, решетчатые пластины с резьбой
, а также нашу серию DIY VacEasy и стартовые наборы.
В сочетании с нашим превосходным обслуживанием клиентов вакуумные столы USA
являются лучшим выбором для всех ваших потребностей в фрезеровании и производстве с ЧПУ.
Нужен специальный вакуумный стол или плита с Т-образными пазами?
Позвоните нам сейчас по телефону: +1 949 541 8801
Напишите нам: [email protected]
Популярные категории
Наборы для ЧПУ «Сделай сам»
Наши стартовые наборы «Все в одном» содержат все необходимое для начала работы..
Посмотреть продукты
Разъемы
Доступны разъемы для вакуумных столов, насосов и зажимных систем…
Посмотреть продукты
Гайки с Т-образным пазом
Гайки с Т-образным пазом из стали или алюминия, подходящие для нашей стали T-. .
.
Посмотреть продукты
Вакуумный пресс
Наши новые вакуумные прессы состоят из мембраны, которую можно использовать автономно..
Посмотреть продукты
Читайте и смотрите видео о наших продуктах в действии.
Узнайте о нашей технологии вакуумного зажима
Статьи базы знаний
Все, что нужно знать о технологии вакуумного зажима, наших продуктах и услугах.
- Помощь и поддержка
- Видео
- Последний
19 Сен
Гэвин 0 17601
Какой вакуумный насос следует использовать?
Это, наверное, самый распространенный вопрос, который мне задают, и он может сбить с толку. Вот 3 основных принципа, которые вы можете использовать, чтобы определить, какой вакуумный насос будет соответствовать вашим потребностям:
Какой размер вакуумной та..
Вот 3 основных принципа, которые вы можете использовать, чтобы определить, какой вакуумный насос будет соответствовать вашим потребностям:
Какой размер вакуумной та..
Читать далее
19 Сен
Гэвин 0 16547
Какой вакуумный стол мне нужен?
Это очень частый вопрос, который мне задают. Простой ответ: это просто зависит от того, что вы обрабатываете с ЧПУ, и каких результатов вы хотите достичь. Существует множество столов, подходящих для различных типов о..
Читать далее
19 Сентябрь
администратор 0 15374
Как работает вакуумный зажим?
Основные принципы вакуумного зажима
Прежде всего находим нормальное атмосферное давление воздуха внутри и снаружи вакуума
таблица, которая удерживает примерно 1 бар. Далее некоторое оборудование (или т..
Далее некоторое оборудование (или т..
Читать далее
30 сент.
Гэвин 0 12901
Вакуумный стол – серия ST
Вакуумные столы серии ST имеют простую конструкцию из полиэтилена и алюминиевого проката и лучше всего подходят для обработки дерева и пластика с ЧПУ. Зажимные отверстия для болтов M6 с шагом 50 мм.
Читать далее
30 сент.
Гэвин 0 14603
Вакуумный стол – серия GAL
Вакуумные зажимные столы серии GAL изготовлены из цельного алюминия. Использование толстого, прочного литого алюминия позволяет получить вакуумный стол, который обеспечивает высокий уровень стабильности в сочетании с исключительными..
Читать далее
30 сент.
Гэвин 0 11049
Усилители прижимной силы
Наши усилители прижимной силы имеют широкий спектр применения и увеличивают усилие прижимной силы вакуумных столов. Добавить в воду температурой 60-70 градусов Цельсия. Усилитель зажимного усилия (CFB) легко монтируется..
Читать далее
30 сент.
Гэвин 0 10762
ЧПУ «Сделай сам» — серия VacEasy
Наше решение для ЧПУ «Сделай сам», серия VacEasy, упрощает вакуумный зажим, резку и ЧПУ-обработку дерева, пластика или легкого металла. Может использоваться как на местном верстаке, так и в ремесленн..
Читать далее
30 сент.
30 сент.
Гэвин 0 12901
Вакуумный стол – серия ST
Наши вакуумные столы серии ST имеют простую конструкцию из полиэтилена и алюминиевого проката и лучше всего подходят для обработки дерева и пластика с ЧПУ. Зажимные отверстия для болтов M6 с шагом 50 мм.
Читать далее
30 сент.
Гэвин 0 14603
Вакуумный стол – серия GAL
Вакуумные зажимные столы серии GAL изготовлены из цельного алюминия. Использование толстого, прочного литого алюминия позволяет получить вакуумный стол, который обеспечивает высокий уровень стабильности в сочетании с исклю..
Читать далее
30 сент.
Гэвин 0 11049
Усилители прижимной силы
Наши усилители прижимной силы имеют широкий спектр применения и увеличивают усилие прижимной силы вакуумных столов.