всё, что вам нужно знать
Для чего необходима маркировка? Что означает цифра или буква в маркировке электродов? Эти, и многие другие вопросы часто задают начинающие сварщики. В этой статье мы расскажем, как расшифровывать надписи на упаковке, научим разбираться в деталях маркировок и их особенностях.

Но сначала определение. Маркировка сварочных электродов — это набор цифр и букв, шифрующих информацию о различных характеристиках стержня. Каждой букве или цифре соответствует своя информация. Маркировка и зашифрованные в ней характеристики влияют на подбор комплектующих, будь то электроды для переменного тока или электроды для постоянного тока. Сами электроды делятся по многим признакам, о которых мы поговорим далее, и по ходу дела будем объяснять маркировку.
Содержание статьи
Тип и маркировка
Первый набор букв и цифр, который вы видите на упаковке электродов, обозначается тип стержня. На примере выше указана маркировка Э50А. Такие стержни подходят для сварки низколегированной и легированной прочной стали. Сама маркировка электродов для сварки состоит из следующих символов:
- Буква Э. Ею помечают электроды, предназначенные для ручной дуговой сварки.
- Цифра (в данном случае «50»). Это предел прочности, иногда пишется «50 кгс на квадратный миллиметр или /мм2».
- Буква А. Она обозначает, что шов пластичный и обладает повышенной ударной вязкостью.
Как видите, на данном этапе условное обозначение электродов для сварки очень простое, достаточно запомнить (или выписать на листок), что значит каждая буква и цифра.
Теперь поговорим о существующих типах электродов. Постарайтесь так же запомнить их или выписать, поскольку это облегчит вашу дальнейшую работу. Итак, для сварки низколегированной или углеродистой стали нам подойдут следующие типы стержней: Э38, Э42, Э46, Э50, Э42А, Э46А, Э50А, Э55, Э60, Э70, Э85, Э100, Э125, Э150. Не забывайте, что цифра после буквы «Э» обозначает предел прочности, чем сталь прочнее, тем выше должна быть цифра.
Если нужно сварить теплоустойчивую сталь, то подойдут следующие электроды: Э-09М, Э-09МХ, Э-09Х1М, Э-05Х2М, Э-09Х2М1, Э-09Х1МФ, Э-10Х1МНБФ, Э-10Х3М1БФ, Э10Х5МФ. Для работы с высоколегированной сталью, обладающей особыми свойствами, производители предлагают более сорока типов электродов, но вот наиболее популярные из них: Э-12Х13, Э-06Х13Н, Э-10Х17Т, Э-12Х11НМФ, Э-12Х11НВМФ. Если нужно наплавить поверхностный слой, обладающий особыми свойствами, то используйте электроды Э-10Г2, Э-10Г3, Э-12Г4, Э-15Г5, Э-16Г2ХМ, Э-30Г2ХМ (также существует еще 38 типов).
Что ж, типов много, но это только начало. Помимо всего прочего, электроды делятся по другим признакам. Каким?
По марке
Следующий набор букв и цифр — это марка электрода (не путайте с понятием маркировка). Марка может быть установлена ГОСТом или запатентована производителем (как в случае с электродами ESAB и их маркой «ОК»). При этом стержню могут соответствовать сразу несколько марок. Это обширная тема, поэтому мы посвятили ей отдельную статью.
По диаметру
Следующие цифры — это диаметр стержня, измеряемый в миллиметрах. Диаметр подбирается исходя из толщины свариваемого металла. Чем толще, тем диаметр больше. В нашем примере это 5 мм.
По назначению
Также электроды могут быть предназначены для различных металлов. В нашем примере это буква «У», она означает, что можно варить низколегированную сталь с пределом прочности 60 кгс на миллиметр квадратный. Если у такой стали предел прочности выше, то используйте электроды с маркировкой буквой «Л». Электроды для сварки теплоустойчивой стали обозначаются «Т»; для сварки сталей, имеющих особые свойства установлена буква «В», а стержни для наплавки обозначаются буквой Н».
По коэффициенту толщины покрытия
Следующее обозначение — толщина покрытия или иначе обмазки. В нашем примере это «Д» (толстое покрытие). Но помимо этого, сварочные электроды так же маркируются буквой «М» (тонкое покрытие), буквой «С» (среднее) и буквой «Г» (очень толстое).
По группе индексов
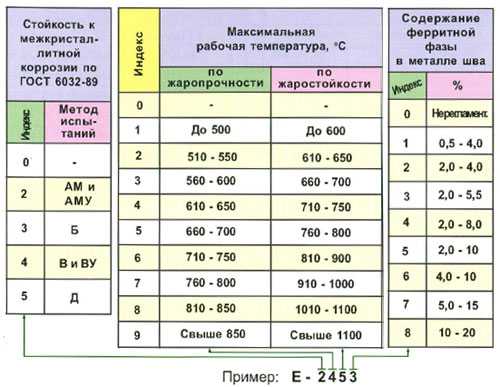
Это одна из самых сложных маркировок, новички часто не понимают ее, потому что в нескольких числах заложено множество характеристик сразу. Обычно, группа индексов пишется на упаковке с электродами для сварки высоколегированной стали, так что это уже упрощает понимание. Давайте подробнее разберем, что значит каждая цифра в нашем примере.
Итак, цифра 5 — это стойкость шва к коррозии. Цифра 1 — это максимальная рабочая температура, при которой указана жаропрочность шва. Цифра 4 — это рабочая температура шва. Цифра (4), взятая в скобки, обозначает, сколько в шве ферритной фазы. Чем каждая цифра больше, тем соответственно больше значение. Ниже таблица с характеристиками металла шва для сварки высоколегированных сталей, изучив ее вы поймете, что значит каждая цифра.
Условное обозначение электродов для наплавки может состоять из двух частей, а не из 3-4 цифр, как мы говорили ранее. К индексу из 3-4 цифр добавляется индекс из трех цифра, написанных через дефис и разделенных дробью с первым индексом. Например, Е300/32-1. Цифра 32 обозначает твердость металла, который можно наплавить. Цифра 1 обозначает, что твердость у таких электродов обеспечивается без термического воздействия. Иногда можно встретить цифру 2, она означает, что твердость обеспечивается после термического воздействия.
По типу покрытия
Это одно из последних значений в маркировке. Как многие другие характеристики электрода обозначается буквой. В нашем примере буква «Б» (основное покрытие), но бывает также «Ц» (целлюлозное), «А» (кислое), «Р» (рутиловое) и «П» (прочее). Буквы могут соединяться, обозначая электроды с особым покрытием (к примеру, «РЦ» обозначает рутилово-целлюлозное). Если в составе обмазки есть железный порошок, то дополнительно ставится буква «Ж» (к примеру, «БЖ» обозначает основное покрытие с железным порошком).
По пространственному положению
Каждый тип электрода предназначен для работы в определенном положении. В нашем примере это стержень для работы в любых положениях, кроме вертикального, обозначается цифрой «2». Также есть цифра «1» (полностью универсальный), «3» (для работы горизонтально на вертикальной плоскости) и «4» (для нижних угловых соединений). Эти цифры соответствуют международным стандартам и ими маркируется большинство как отечественных, так и зарубежных материалов.
По характеристикам сварочного тока
Иногда этой маркировки нет, но мы добавили ее в свой пример. Это цифра «0», она означает, что такими электродами можно работать только на постоянном токе, установив обратную полярность.
Особые маркировки
Вы могли заметить, что мы пропустили букву «Е», когда говорили про группу индексов. Это особая маркировка, она обозначает, что перед вами плавящийся электрод с покрытием. Это так же международное обозначение.
Пример расшифровки
Чтобы закрепить, рассмотрим расшифровку марки электродов на примере АНО-21.
1: Тип электрода (Э46, подходит для низколегированных сталей с низким пределом прочности).
2: Марка (АНО-21 соответственно).
3: Диаметр (в нашем случае 2,5 миллиметра).
4: Назначение (буква «У», значит для углеродистой или низколегированной стали) и т.д.
Мы намеренно не закончили расшифровку маркировки, чтобы вы сделали это самостоятельно. Выпишите на листке остальные цифры с фотографии и расшифруйте. Расшифровка маркировки электродов только на первый взгляд кажется такой сложной, на самом деле достаточно один раз сделать это самому, чтобы понять всю суть. Можете взять несколько разных упаковок из-под электродов и самостоятельно расписать всю расшифровку, чтобы потренироваться.
Вместо заключения
Теперь вы знаете, что обозначает в маркировке типов электродов буква и цифра. Новичкам маркировка электродов для сварки часто кажется чем-то запутанным и непонятным, но надеемся, что смогли подробно все объяснить. С маркировкой выбор электродов для ручной дуговой сварки значительно упрощается. Увидев одно лишь название вы сходу узнаете все характеристики электрода. Оставляйте свои комментарии и делитесь этой статьей в социальных сетях. Желаем удачи!
svarkaed.ru
все, что вы хотели знать
Время чтения: ≈6 минут
Электродуговая сварка с применением электродов — это, пожалуй, самый распространенный метод соединения металлов. Производители предлагают огромное количество марок электродов, для выполнения самых разнообразных задач. Это, конечно, несомненный плюс. Но большой ассортимент вводит в заблуждение всех новичков.

Какую марку использовать, если вы только начинаете изучать азы сварки? Мы рекомендуем электроды сварочные МР-3. Марка МР-3 отлично подойдет для выполнения несложных работ. В том числе в домашних условиях. В этой статье мы расскажем все, что вам нужно знать про электроды марки МР-3.
Содержание статьи
Технические характеристики
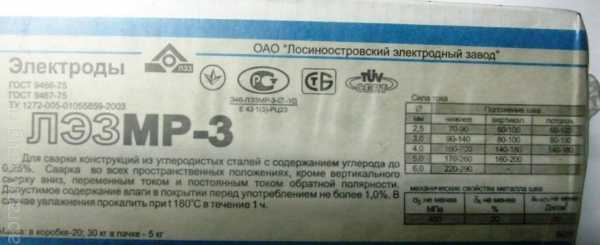
Электроды МР-3 относятся к типу Э46. Это означает, что данная марка применима при сварке углеродистых, конструкционных и низколегированных сталей. Диапазон свариваемых толщин от 3 до 20 миллиметров. Выпускаются в соответствии с ГОСТами №9466-75 и №9467-75. Минимальный предел текучести свариваемого металла не должен превышать 360 Мпа.
Читайте также: Выбор марки электродов для РДС
Электроды изготавливаются из стальной присадочной проволоки Св-08, диаметр 3-6 миллиметров. Имеют рутиловое покрытие, за счет этого дуга горит стабильно и легко возбуждается. Длина электродов может варьироваться от 30 до 45 сантиметров. Самые распространенные электроды МР-3 имеют диаметр 3 мм. В упаковке около 80 штук.

Сварочные электроды марки МР-3 нуждаются в правильном хранении. Температура воздуха не должна быть ниже +15 градусов по Цельсию. Также необходимо следить за уровнем влажности в помещении. Электроды хранят в специальном герметичном футляре или в картонной коробке. При хранении в коробке важно, чтобы в помещении было сухо и не было перепадов температур. Если условия хранения были нарушены, то их необходимо прокалить в электропечи. Температура прокалки — не более 180 градусов.
Сварочные электроды MP-3 отличаются несколькими достоинствами. Во-первых, дуга легко возбуждается и горит стабильно, отчего шов получается ровным и качественным даже у новичков. Да и само формирование шва не затруднительно. Во-вторых, расплавленный металл практически не разбрызгивается благодаря рутиловому покрытию. В-третьих, шлак легко удаляется после сварки, не нужно использовать особые инструменты и применять физическую силу. Также электроды хорошо зажигаются даже после их принудительного затухания. При этом скорость и качество сварки выше среднего.
Применение
Электроды для сварки марки МР-3 применяются в паре со сварочным аппаратом. Возможна сварка как на постоянном, так и на переменном токе. Напряжение холостого хода должно быть не менее 50В. При сварке с постоянным током необходимо установить обратную полярность. Электроды МР-3 подходят для работы в любых пространственных положениях.
Выбор значения сварочного тока зависит от того, какой диаметр электрода вы будете использовать во время сварки. Для работы с электродами 3 мм можно установить от 90 до 110А, при условии, что вы варите в вертикальном положении. При сварке в нижнем положении установите силу тока от 100 до 140А, при потолочном — от 100 до 120А.

Если вы выбрали электроды 4 мм, то для сварки в вертикальном положении рекомендуем установить силу тока от 140 до 180А. Для нижнего положения — от 160 до 220А, а при сварке в потолочном положении подойдет сила тока от 140 до 180А.
Электроды диаметром 5 мм подходят только для работы в вертикальном или нижнем положении. Для первого сценария использования установите силу тока от 160 до 200А. А для второго — от 180 до 260А. А вот электроды диаметром 6 мм и больше можно использовать только для сварки в нижнем положении. Рекомендуемая сила тока — от 300 до 360А.
Также следите за расходом электродов во время сварки. В среднем, за час вы должны наплавить до 1,6 кг электродов при условии, что их диаметр не превышает 4 миллиметров.
Вместо заключение
Электроды марки МР-3 — отличный выбор для новичков и практикующих домашних сварщиков. С ними легко работать, дуга зажигается быстро и без особых усилий. При этом есть большой выбор диаметров. Можно подобрать электроды для работы с металлом толщиной до 20 миллиметров! Плюс стоят такие электроды недорого, позволяют варить разные типы сталей. Словом, возможностей действительно много.
Напоследок дадим несколько рекомендаций касаемо покупки электродов. Не важно, какого производителя вы выберите. Это могут быть электроды Ресанта МР-3 или ЛЭЗ («Лосиноостровский электродный завод») МР-3. В любом случае, смотрите на качество и условия хранения. Вы можете купить дорогие электроды, которые неправильно хранились и отсырели. В таком случае все их свойства не будут иметь смысла. И не ориентируйтесь только на цену при выборе стержней для сварки. Не всегда дешевые электроды хуже дорогих, а дорогие лучше дешевых. Покупайте комплектующие из средней ценовой категории, о которых наслышаны. Желаем удачи в работе!
svarkaed.ru
Импортные электроды – особенности, марки, аналоги
Главная страница » Что нужно знать об электродах » Импортные электроды — особенности, марки, аналоги
Электроды импортного изготовления представляют собой стержень из электропроводных специальных материалов (металлических или неметаллических). Роль стержня заключается в подаче сварочного тока к различным поверхностям, подлежащим свариванию. Импортные электроды существуют в огромном разнообразии. Современная промышленность выпускает их более 250 наименований, из которых половина относится к электродам для выполнения ручного дугового сваривания.

Классификация сварочных импортных электродов производится по многочисленным признакам: типу покрытия, положениям в пространстве при сварочном процессе, госту, маркам, качеству и по многим другим показателям.
Характеристики некоторых импортных электродов
- OK 53.70 — изделия производства компании «Esab» (Швеция), применяются для сваривания трубопроводов, а также иных ответственных конструкций изготовленных из низколегированных и малоуглеродистых сталей. Обеспечивают высокое качество сваривания корневого прохода с образованием обратного валика. Обладая высокими ударными и механическими свойствами при отрицательных температурах, они с успехом могут применяться на объектах крайнего Севера.
- OK 74.70 — изделия производства компании «Esab» (Швеция), применяются для сваривания высокопрочных низколегированных сталей. Электроды разработаны для сваривания различных конструкций, в том числе трубопроводов.
- LB-52 U производства «Kobe Steel» (Япония) – электроды для сваривания ответственных конструкций и деталей из углеродистых сталей при временном сопротивлении до 490Мпа. Использование электрода данного типа позволяет получить высокого качества наплавленного металла шва с аккуратным корневым чешуйчатым валиком без наличия дефектов при сваривании с одной стороны соединяемых деталей.
- Kessel 5520 Mod производства «Klockner» (Германия) — электроды для сваривания ответственных конструкций и деталей из низколегированных и углеродистых сталей при временном сопротивлении до 490Мпа. Используются для сваривания труб, при строительстве мостов и сваривания ответственных конструкций.
- Phoenix K 50 R Mod производства «Bohler Welding» (Австрия) – электроды обладают хорошими характеристиками сварочного процесса при формировании корневых слоев швов при сваривании трубопроводов. Характерны чистым химическим составом изделий, обеспечивают качественный капельный перенос металла. Электроды разработаны специально для сваривания трубопроводов.
Аналоги импортных и отечественных электродов (приблизительные)
В таблице ниже марки электродов сопоставляются по российским типам и иностранным стандартам: международному ISO, европейскому EN и американскому AWS.
Для сварки низкоуглеродистых и низколегированных сталей
| Марка | Тип | ISO Международный | EN Европейский | США |
| «Огонек» | Э42 | E430R14 | — | Е 6013 |
| АНО-6 | Э42 | Е 431AR21 | — | Е 6013 |
| АНО-6М | Э42 | Е 433AR21 | E35ZRA12 | Е 6013 |
| АНО-17 | Э42 | Е 431AR11021 | — | Е 6019 |
| ВСЦ-4 | Э42 | Е433С10 | E35ZC21 | Е 6010 |
| ВСЦ-4М | Э42 | Е 433С14 | E35ZC21 | Е 6010 |
| ОЭС-23 | Э42 | E431R23 | E35ZR11 | Е 6013 |
| ОМА-2 | Э42 | E430S14 | Е35А(С)11 | Е 6011 |
| УОНИ-13/45 | Э42А | Е 435B20 | E35ZB22 | Е 6015 |
| УОНИ-13/45А | Э42А | Е 435B20 | E35ZB22 | Е 6015 |
| УОНИИ-13/45 | Э42А | Е 434B20H | — | Е 6015 |
| УОНИИ-13/45А | Э42А | Е 434B20H | — | Е 6015 |
| УОНИИ-13/45Р | Э42А | Е 433B20H | — | Е 6015 |
| СМ-12 | Э42А | Е435В11026Н | E352B12 | Е 6018 |
| АНО-4 | Э46 | Е 433R24 | E35ZR12 | Е 6012 |
| АНО-4И | Э46 | — | — | — |
| АНО-13 | Э46 | E433S12 | E38ZRC11 | — |
| АНО-21 | Э46 | E435S11 | E38ZRC11 | Е 6013 |
| АНО-24 | Э46 | E433AR21 | E382RA12 | Е 6019 |
| АНО-34 | Э46 | E432R21 | — | Е 6013 |
| BPM-20 | Э46 | E432S26 | — | — |
| ВРМ-26 | Э46 | E432S36 | — | — |
| МР-3 | Э46 | E433R23 | Е 6013 | |
| МР-3М | Э46 | E433AR24 | E38ZAR12 | Е 6012 |
| МР-3Р | Э46 | — | — | Е 6013 |
| МР-3У | Э46 | — | — | Е 6013 |
| МЭЗ-101 | Э46 | — | — | — |
| МЭЗ-102 | Э46 | — | — | — |
| ОЗС-3 | Э46 | E432AR16046 | — | Е 6027 |
| ОЗС-4 | Э46 | Е 433R25 | E35ZR12 | Е 6013 |
| ОЗС-4И | Э46 | Е 433AR24 | E382AR12 | Е 6012 |
| ЛЭЗ ОЗС-4Т | Э46 | — | E382RB12 | Е 6013 |
| ОЗС-6 | Э46 | E431RR12023 | E35ZRR32 | Е 6014 |
| ОЗС-12 | Э46 | E432R12 | E35ZR21 | Е 6012 |
| ОЗС-12И | Э46 | Е 433AR24 | E382R12 | Е 6013 |
| РОТЭКС-ОЗС-6 | Э46 | — | — | Е 6014 |
| РОТЭКС-ОЗС-12 | Э46 | — | — | Е 6013 |
| УОНИ-13/55К | Э46А | Е 433В20Н | E35ZB22 | Е 6015 |
| УОНИИ-13/55А | Э46А | Е433В20Н | — | Е 6015 |
| ТМУ-46 | Э46А | Е 433В26Н | — | Е 6016 |
| ВСЦ-3 | Э50 | Е513С10 | Е 35ZC21 | Е 7010 |
| ВСЦ-4А | Э50 | Е513С10 | Е 35ZC21 | Е 7010 |
| 55-У | Э50 | Е512В20 | — | Е 7015 |
| АНО-27 | Э50А | Е515В26Н | — | Е 7018 |
| АНО-Т | Э50А | Е 515В20 | Е 424В22 | Е 7015 |
| АНО-ТМ | Э50А | Е515В26 | Е4221 NiB12 | Е 7016 |
| АНО-ТМ/СХ | Э50А | Е 513В26Н | — | Е 7018 |
| ИТС-4 | Э50А | Е513В20Н | — | Е 7015 |
| ИТС-4С | Э50А | Е513В20Н | Е 352В12 | Е 7015 |
| ОЗС-18 | Э50А | Е 514В20Н | Е 46ZZB12 | Е 7015 |
| ОЗС-25 | Э50А | Е 515В20Н | — | Е 7015 |
| ОЗС/ВНИИСТ -26 | Э50А | Е515В20Н | — | Е 7015 |
| ОЗС-28 | Э50А | Е 513S26 | E46ZRB12 | — |
| ОЗС-ЗЗ | Э50А | Е 514В24 | Е383В12Н10 | Е 7016 |
| ТМУ-21У | Э50А | Е 513В20Н | Е 38ZB22 | Е 7015 |
| ТМУ-50 | Э50А | Е 513В26Н | — | Е 7016 |
| УОНИ-13/55 | Э50А | Е513В20Н | Е 38ZB22 | Е 7015 |
| УОНИ-13/55С | Э50А | Е513В20 | — | Е 7018 |
| УОНИ-13/55ТЖ | Э50А | E515S14026H | — | Е 7015 |
| УОНИ-13/55Г | Э50А | Е514В26 | — | Е 7015 |
| УОНИИ-13/55Р | Э50А | Е 513В20Н | — | Е 7015 |
| ЛЭЗ ЛБ | Э50А | — | Е423В12 | Е 7015 |
| ЦУ-5 | Э50А | Е513В20 | Е 335ZB22 | Е 7015 |
| ЦУ-7 | Э50А | Е515В20 | Е 352В22 | Е 7015 |
| Э-138/50Н | Э50А | Е513В20Н | E3821NE22 | Е 7015 |
| ОЗС/ВНИИСТ-27 | Э55 | Е515В20Н | — | Е 8015 |
| УОНИ-13/55У | Э55 | Е513В26Н | E46ZB13 | Е 7028 |
| МТГ-02 | Э55 | — | — | — |
| АНО-ТМ60 | Э60 | Е514В26Н | — | Е 7018 |
| ВСФ-65 | Э60 | Е 515В20Н | Е462МОВ22 | Е 9015 |
| ОЗС-24М | Э60 | Е515В20Н | E50Z3NiB22 | Е 9015 |
| УОНИ-13/65 | Э60 | Е 513В20Н | Е 42ZB22 | Е 9015 |
| 48ХН-2 | Э60 | Е515В20Н | — | E8015-G |
| МТГ-01К | Э60 | Е515В11021Н | — | Е 7015 |
| МТГ-03 | Э60 | — | — | — |
| АНО-ТМ70 | Э70 | — | — | Е10018 |
| АНП-1 | Э70 | — | — | Е10015 |
| АНП-2 | Э70 | — | — | Е10015 |
| ВСФ-75 | Э70 | — | — | Е 9015 |
| 48ХН-5 | Э70 | Е515В110 20 | Е 6243NiB22 | E9015-G |
| НИАТ-ЗМ | Э85 | — | — | — |
| УОНИ-13/85 | Э85 | — | Е 69ZZB22 | Е12015 |
| УОНИ-13/85У | Э85 | — | — | Е 12016 |
| АН-ХН7 | Э100 | — | — | — |
| ВИ-10-6 | Э100 | — | E 89ZZB23 | — |
| ОЗШ-1 | Э100 | — | — | — |
| НИИ-3М | Э125 | — | — | — |
| НИАТ-3 | Э150 | — | — | — |
Для сварки легированных теплоустойчивых сталей
| Марка | Тип | ISO Международный | EN Европейский | AWS США |
| ЦЛ-6 | Э-09М | ЕМоА24 | — | E 8019-A1 |
| УОНИ-13/15М | Э-09М | ЕМоВ20 | — | E 7015-A1 |
| ЦУ-2М | Э-09М | ЕМоВ20 | — | E 8015-A1 |
| УОНИ-13/45МХ | Э-09МХ | Е05СгМоВ20 | ECrMo0.5B22 | E8019-B2 |
| ЦЛ-14 | Э-09МХ | E05CrMoF24 | — | E 7019-B1 |
| ТМЛ-1У | Э-09МХ | Е1СгМоВ20 | — | E 7015-B2 |
| ОЗС-11 | Э-09МХ | E05CrMoS23 | — | E 7012-B1 |
| ЦЛ-7 | Э-09Х1М | Е1СгМоА24 | — | E 8019-A1 |
| УОНИ-13/45 / 08XM | Э-09Х1М | Е1СгМоВ20 | — | E 7015-B2 |
| УОНИ-13/ХМ | Э-09Х1М | Е1СгМоВ20 | — | E 7015-B2 |
| 48Н-10 | Э-05Х2М | Е1СгМоВ20 | — | E 7015-B3 |
| ЦЛ-55 | Э-09Х2М1 | Е2СгМоВ20 | — | E 7015-B3 |
| ТМЛ-3 | Э-09Х1МФ | E1CrMoVB20 | — | E8015-G |
| ТМЛ-ЗУ | Э-09Х1МФ | E1CrMoVB20 | — | E8015-G |
| ЦП-39 | Э-09Х1МФ | E1CrMoVB20 | — | E7015-G |
| ЦЛ-27А | Э-10Х1М1НФБ | — | — | E7015-G |
| ЦЛ-27Б | Э-10Х1М1НФБ | — | — | E7015-G |
| ЦЛ-36 | Э-10Х1М1НФБ | — | — | E8015-G |
| ЦЛ-26М | Э-10ХЗМ1БФ | E2CrMoVB20 | — | E7015-G |
| ЦЛ-40 | Э-10ХЗМ1БФ | E2CrMoVB20 | — | E7015-G |
| ЦЛ-17 | Э-10Х5МФ | E5CrMoVB20 | — | E8015-G |
Для сварки высоколегированных сталей с особыми свойствами
| Марка | Тип | ISO Международный | EN Европейский | AWS США |
| УОНИ-13/НЖ / 12X13 | Э-12Х13 | E13B20 | E13B22 | E 410-15 |
| ЛМЗ-1 / 12X13 | Э-12Х13 | E13B40 | — | E 410-15 |
| АНВ-1 / 12X13 | Э-12Х13 | E13B20 | — | E 410-15 |
| ЦП-41 / 06X14 | Э-06Х13Н | E13.1RB20 | — | — |
| УОНИ-13МЖ / 10Х17Т | Э-10Х17Т | Е17В20 | E17B22 | E 430-15 |
| ВИ-12-6 / 10Х17Т | Э-10Х17Т | Е17В20 | — | E 430-15 |
| ЦЛ-10 / 10Х17Т | Э-10Х17Т | Е17В20 | — | E 410-15 |
| КТИ-9А / 12Х11НМФ | Э-12Х11НМФ | Е13.1В20 | EZB22 | E 410-15 |
| КТИ-10 / 10Х11НВМФ | Э-12Х11НВМФ | E13.1.1WB20 | EZB22 | E 410-15 |
| ЦЛ-32 / 10Х11НВМФ | Э-14Х11НВМФ | E13.1.1WB30 | EZB22 | — |
| УОНИ-13 / ЭП56 / 09Х16Н4Б | Э-10Х16Н4Б | E17.4NbB20 | EZB22 | — |
Для сварки коррозионностойких сталей
| Марка | Тип | ISO Международный | EN Европейский | AWS США |
| ОЗЛ-8 / 04Х19Н9 | Э-07Х20Н9 | Е19.9.В20 | E 19 9B22 | E 308-15 |
| ОЗЛ-8С / 04Х19Н9 | Э-07Х20Н9 | Е19.9.В20 | — | E 308-15 |
| ОЗЛ-12 / 06Х19Г9Т | Э-07Х20Н9 | Е19.9.В20 | — | E 308-15 |
| ОЗЛ-14 / 04Х19Н9 | Э-07Х20Н9 | E19.9.S24 | — | E 308-15 |
| Л-39 / 04Х19Н9 | Э-07Х20Н9 | Е19.9.В30 | — | E 308-15 |
| УОНИ-13/НЖ / 04Х19Н9 | Э-07Х20Н9 | Е19.9.В20 | E19 9B22 | E 308-15 |
| ЦТ-50 / 01Х19Н9 | Э-07Х20Н9 | E19.9.S36 | — | E 308-12 |
| ЗА-400/10У / 04Х19Н11МЗ | Э-07Х19Н11МЗГ2Ф | Е19.12.3В20 | EZB22 | E 317-15 |
| ЭА-400/10Т / 04Х19Н11МЗ | Э-07Х19Н11МЗГ2Ф | Е19.12.3В20 | EZB22 | E 317-15 |
| ЦТ-7-1 / 04Х19Н11МЗ | Э-07Х19Н11МЗГ2Ф | Е19.12.3В20 | — | E308MO-15 |
| ЭА-606/10 / 06Х19Н9Ф2С2 | Э-08Х19Н9Ф2С2 | E19.9VB20 | EZB42 | — |
| ГЛ-2 / 08Х19Н9Ф2С2 | Э-08Х19Н9Ф2С2 | E19.9VB30 | — | — |
| ЭА-606/10 / 05Х19Н9ФЗС2 | Э-08Х19Н9Ф2Г2СМ | — | EZB42 | — |
| ЭА-898/19 / 05X19Н9ФЗС2 | Э-08Х19Н10Г2МБ | E19.9NbB20 | EZB42 | E 347-15 |
| ЦТ-15 / 07Х19Н10Б | Э-08Х19Н10Г2Б | E19.9NbB20 | E19.9NbB22 | E 347-15 |
| ЗИО-З / 07Х19Н10Б | Э-08Х19Н10Г2Б | E19.9NbB20 | — | E309Nb-15 |
| ОЗЛ-Зб /07Х19Н10Б | Э-04Х20Н9 | E19.9LS20 | — | E308L-15 |
| ОЗЛ-14А / 01Х19Н9 | Э-04Х20Н9 | E19.9LR20 | — | E308L-15 |
| АНВ-32 / 01Х19Н9 | Э-04Х20Н9 | E19.9LB20 | — | E308L-15 |
| УОНИ-13/НЖ-2 / 01Х19Н9 | Э-04Х20Н9 | E19.9LB20 | — | E308L-15 |
| ОЗЛ-20 / 01Х17Н14М2 | Э-02Х20Н14Г2М2 | E19.12.3S30 | — | E316L-15 |
Для сварки коррозионностойких и высокопрочных сталей
| Марка | Тип | ISO Международный | EN Европейский | AWS США |
| ЦТ-15-1 / 07Х19Н10Б | Э-08Х20Н9Г2Б | E19.9NbB20 | E19.9NbB22 | E 347-15 |
| ЦТ-15К / 04Х20Н10Г2Б | Э-08Х20Н9Г2Б | E19.9NbS20 | — | E 347-12 |
| ЦП-11 / 07Х19Н106 | Э-08Х20Н9Г2Б | E19.9NbB20 | — | E 347-15 |
| ОЗЛ-7 / 01Х19Н9 | Э-08Х20Н9Г2Б | E19.9NbB20 | E19.9NbB22 | E 347-15 |
| ЭА-902/14 / 08X19Н1ОМЗБ | Э-09Х19Н10Г2М2Б | Е19.122№В20 | Е19.123МэВ22 | E 318-15 |
| ЭА-400/13 / 04Х19Н11МЗ | Э-09Х19Н10Г2М2Б | Е19.122МШ) | — | E 318-15 |
| СЛ-28 / 06Х20Н11ШТБ | Э-09Х19Н10Г2М2Б | Е19.122№В30 | — | E 318-15 |
| НЖ-13 / 08Х19Н10М35 | Э-09Х19Н10Г2М2Б | Е19.122№ВЭ0 | E19.123MJR22 | E 318-15 |
| АНВ-36 / 08Х19Н10М35 | Э-09Х19Н10Г2М2Б | Е19.122МзВ30 | E19.123NbR32 | E 318-12 |
| Н-48 / 06Х24Н6ТАФМ | Э-08Х24Н6ТАФМ | Е25.4.В24 | EZB12 | — |
Для сварки жаростойких сталей
| Марка | Тип | ISO Международный | EN Европейский | AWS США |
| УОНИ-13/НЖ-2 / 07Х25Н13 | Э-10Х25Н13Г2 | Е23.12.В20 | — | E 309-15 |
| ЗИО-8 / 07Х25Н13 | Э-10Х25Н13Г2 | Е23.12.В20 | — | E 309-15 |
| ЦЛ-25 / 07Х25Н13 | Э-10Х25Н13Г2 | Е23.12.В20 | — | E 309-15 |
| СП-25 / 07Х25Н12Г2Т | Э-10Х25Н13Г2 | Е23.12.В30 | — | E 309-15 |
| ОЗЛ-4 / 10Х20Н15 | Э-10Х25Н13Г2 | Е23.12.В20 | — | E 309-15 |
| ОЗЛ-6/07Х25Н13 | Э-10Х25Н13Г2 | Е23.12.В20 | — | E 309-15 |
| ОЗЛ-5 /10Х20Н15 | Э-12Х24Н14С2 | E24.14SiB20 | — | — |
| ЦТ-17 / 10Х20Н15 | Э-12Х24Н14С2 | E24.14SiB20 | — | — |
| ОЗЛ-29 / 02Х17Н14С4 | Э-10Х17Н13С4 | E17.12SiB20 | — | E17.12SH5 |
| 03Л-3 / 15Х18Н12С4ТЮ | Э-10Х17Н13С4 | E17.12SiB20 | — | — |
Для сварки жаропрочных сталей
| Марка | Тип | ISO Международный | EN Европейский | AWS США |
| ЭА-395/9 / 10Х16Н25АМ6 | Э-11Х15Н25М6АГ2 | E16.25.6B20 | EZB22 | E 310-15 |
| НИАТ-5 / 10Х16Н25АМ6 | Э-11Х15Н25М6АГ2 | E16.25.6B30 | — | — |
| ЦТ-10 / 10Х16Н25АМ6 | Э-11Х15Н25М6АГ2 | E16.25.6B20 | EZB22 | — |
| ЦТ-26 / 08X16Н8М2 | Э-08Х16Н8М2 | E16.8.2.B20 | — | E16-8-2-15 |
| КТИ-5 / 04Х19Н11 М3 | Э-09Х19Н11ГЗМ2Ф | E19.12.2B20 | EZB22 | E 316-15 |
| ЦТ-7 / 04Х19Н11МЗ | Э-09Х19Н11ГЗМ2Ф | E19.2.2B20 | — | E 316-25 |
| ЦТ-15-1 / 07Х19Н10Б | Э-08Х20Н9Г2Б | E19.9NbB20 | — | E 347-15 |
| КТИ-7 / 30X15Н35В353Т | 357X15Н35ВЗГ2БЗТ | — | — | — |
| КТМ-7А / 30Х15Н35ВЗБЗГ | 309Х15Н25М6ДГ2Ф | E16.25.6B20 | EZB22 | — |
| ЭА-881 / 15/09X16Н2 5М6АФ | 327X15Н35ВЗГ2БЗТ | — | — | — |
weldelec.com
РОССИЙСКИЕ ЭЛЕКТРОДЫ ДЛЯ СВАРКИ УГЛЕРОДИСТЫХ И НИЗКОЛЕГИРОВАННЫХ СТАЛЕЙ
ИМПОРТНЫЕ ЭЛЕКТРОДЫ ДЛЯ СВАРКИ УГЛЕРОДИСТЫХ И НИЗКОЛЕГИРОВАННЫХ СТАЛЕЙ
РОССИЙСКИЕ И ИМПОРТНЫЕ ЭЛЕКТРОДЫ ДЛЯ СВАРКИ НЕРЖАВЕЮЩИХ СТАЛЕЙ
ЭЛЕКТРОДЫ ДЛЯ СВАРКИ ЧУГУНА
Электроды этих марок допускают холодную сварку чугуна (без подогрева).
ИМПОРТНЫЕ ЭЛЕКТРОДЫ ДЛЯ СВАРКИ АЛЮМИНИЕВЫХ СПЛАВОВ
ЭЛЕКТРОДЫ СПЕЦИАЛЬНОГО НАЗНАЧЕНИЯ
|
masterweld.ru
Виды и марки электродов для ручной дуговой сварки
Технологий получения качественных неразъемных соединений довольно-таки много, однако, наиболее популярным на сегодняшний день методом является ручная дуговая сварка, которая производится за счет использования штучных электродов. В зависимости от подобранных марок электродов для ручной дуговой сварки можно при помощи одного и того же оборудования, немного отрегулировав настройки аппарата, получить качественные швы разных типов и предназначений. Более того, можно получить надежный шов при любом положении в пространстве, даже в наиболее труднодоступных участках.
Чтобы сварные соединения получились как можно лучше для каждого металла выпускают свои разновидности электродов для сварки.
Ключевые характеристики электродов
Электроды, использующиеся для получения надежных сварных швов, производятся в виде стержней, сделанных из калиброванной сварочной проволоки. В данном случае используется холоднотянутая технология, подразумевающая, что в дальнейшем в процессе опрессовки будет наносится специальный защитный слой.
Это покрытие электродов для сварки предназначается для того, чтобы в процессе проведения работ осуществлялась металлургическая обработка сварочной ванны, на нее не оказывалось воздействия со стороны окружающей среды.
Смотрите также: полуавтомат сварочный Сварог

Еще данное покрытие позволяет добиться наиболее устойчивого горения дуги, что при дуговой сварке плавящимся электродом тоже очень важно. При неравномерной дуге будет весьма проблематично получить одинаковый шов по всей его протяженности. Защитное покрытие имеет в своем составе следующие вещества:
- Стабилизирующие вещества, благодаря которым горение дуги становится наиболее равномерным. К ним относятся разного рода щелочные и щелочноземельные металлы, характеризующиеся невысоким потенциалом ионизации. К данным элементам принадлежат калий, магний, натрий, кальций и ряд других веществ;
- Соединения, которые в швах формируют шлак, производятся из титановых и марганцевых руд или разного рода минералов. За счет этих веществ в районе сварочной ванны начинает формироваться защитная пленка из шлака, которая не допускает возникновения разного рода окислительных процессов;
- Вещества, позволяющие обеспечить газообразование. К ним относят неорганические соединения типа мрамора, магнезита и других, но могут использоваться и органические вещества – крахмал, древесина, перемолотая в муку и так далее. Главным предназначением данных соединений является выделение в район проведения электрода по металлу определенных газов, которые будут формировать еще одну защитную оболочку;
- Раскислители или легирующие вещества, к которым принадлежат марганец, титан, кремний и некоторые другие элементы. В качестве легирующих элементов могут выступать сплавы указанных веществ с металлом. Благодаря им металл приобретает необходимый состав;
- Специальные связующие компоненты, позволяющие сделать защитное покрытие монолитным;
- Разного рода формовочные добавки способствуют приданию покрытию защитного свойства хороших пластических характеристик.
Марки электродов для ручной дуговой сварки могут формироваться в зависимости от покрытия, его качества и ряда других показателей.
Какими бывают электроды для сварных работ?
В процессе сварки могут использоваться плавящиеся и неплавящиеся электроды – это зависит от технологии ручной дуговой сварки, причем для этого могут использоваться разного рода дополнительные элементы и материалы.
При использовании в процессе проведения работ неплавящихся электродов следует помнить, что они производятся из электротехнического угля, вольфрама или графита, полученного искусственным способом. Нужно помнить, что электропроводность у графита значительно выше по сравнению с остальными материалами, к тому же они не настолько быстро окисляются – использовать их при ручной дуговой сварке неплавящимся электродом достаточно экономично и выгодно.
Их диаметр находится в пределах от 4 до 18 мм, в длину они бывают до 70 см. Для сварных работ по полуавтоматической или автоматической технологии применяется специальная калиброванная проволока, которая бывает диаметром от 0,2 до 12 мм. Она заменяет собой сами электроды с защитным покрытием. Проволока выпускается в катушках, которые могут весить вплоть до 80 кг. Сегодня существует технология производства порошковой проволоки, проволоки, которая имеет в своем составе специальные легированные элементы, выпускают электродную ленту и пластины.
Плавящиеся электроды для ручной дуговой сварки производятся из специальной сварочной проволоки, которая может быть просто углеродистой, с внесенными легированными элементами или же с большим количеством данных веществ.
Типы электродов и сфера их использования
Типы электродов, используемых для сварных работ или для наплавки, могут классифицироваться по сфере применения (например, для соединения элементов из стали, чугуна, цветных металлов, наплавочных работ), различным технологическим особенностям – для аргонной сварки, для валиковых работ, для наиболее полного проплавления материала. Кроме того, ручная дуговая сварка покрытыми электродами может классифицироваться по механическим характеристикам шва, по методу нанесения металла на заготовку, по физическим свойствам шлака и так далее.
Главными требованиями, которые предъявляются к электродам при проведении сварных работ, являются следующие:
- Они обязательно должны обеспечивать надежное горение дуги и формирование качественного шва;
- В сварном соединении должен возникать металл определенного состава;
- Плавятся они равномерно, распределяясь по обеим кромкам свариваемого металла;
- Наплавляемый металл не должен сильно разбрызгиваться, что позволяет обеспечить высокую производительность;
- В идеале шлак отходит максимально легко;
- Покрывающий металл должен быть довольно прочным;
- С течением времени электродный металл должен сохранять свои первоначальные характеристики;
- В процессе проведения сварных работ электродами любой марки в окружающую среду должно выделяться минимальное количество отравляющих веществ.
Ручная дуговая сварка покрытыми электродами может осуществляться при помощи специальных изделий, обладающих дополнительными покрытиями из целлюлозы, с рутиловым покрытием и так далее. Как правило, подобные электроды используются для работ с нержавеющей сталью.
Отличие электродов друг от друга, маркировка
По своим ключевым функциям электроды могут иметь определенные отличия в зависимости от своей марки и техники проводимых работ:
- Сварочными электродами с маркировкой «У» соединяются между собой стальные заготовки, в которых содержится минимальное количество легирующих элементов и невысоким количеством углерода. Сопротивление на разрыв в данном случае составляет приблизительно 600 МПа
- Для теплоустойчивых сталей с большим содержанием легированных элементов используются электроды с маркировкой «Т». Они также обладают сопротивлением на разрыв порядка 600 МПа;
- Чтобы на поверхность металла наплавить поверхностный слой, берут электроды с особыми техническими характеристиками. Маркировка в этом случае – «Н»;
- Высокие пластичные характеристики металлов подразумевают применение электродов с маркировкой «А».

Режимы ручной дуговой сварки покрытыми электродами выбирают также в зависимости от типа покрытия. Информация о нем также имеется на маркировке:
- Самое тонкое покрытие по толщине не превышает 20% от диаметра сварного материала;
- Средняя толщина – порядка 45% от диаметра. Данное покрытие встречается чаще всего, так как оно является универсальным;
- Толстое покрытие – примерно 80% от диаметра;
- Наиболее толстое – свыше 80%;
Полезные советы и техника безопасности при проведении сварочных работ
Прежде всего, профессиональные сварщики рекомендуют учиться варить именно на том аппарате, которым планируется работать в последующем. Это позволяет как можно быстрее изучить все характеристики данного оборудования, подобрать оптимальную силу тока для каждого типа электродов.
К подбору сварочной маски также желательно подходить наиболее ответственно. Защитные фильтры имеют определенные номера, причем эти фильтры также должны подбираться оптимально, принимая во внимание особенности зрения – чувствительность глаз, диоптрии и так далее. При выборе фильтра имеется основной критерий – должна быть прекрасно видна сварочная ванна.
Сварочные элементы должны находиться на определенном расстоянии друг от друга – в этом случае соединение получится наиболее качественным. Если зазор сделать чересчур маленьким, то сварной шов будет слишком выпуклым – это связано с недостаточным прогревом металла. Чересчур большой зазор не позволит равномерно наложить расплавленный металл, так как сварочная дуга начнет сильно отклоняться от линии сварки.
При проведении сварочных работ по ручной дуговой технологии категорически запрещается прокладывать заземлитель по сырой основе, например, по лужам, снегу и так далее. Все работы необходимо производить в специальных защитных перчатках и обуви на толстой резиновой подошве. Перед тем как приступить к выполнению работ, следует тщательно проверить, насколько целые все защитные элементы.
Использовать перчатки разрешается только в том случае, если они полностью сухие. Если не принимать во внимание данный момент, при смене электрода можно получить поражение электрическим током, которое произойдет в цепи: реостат, держак электрода, сам сварщик и заземление.
Лицо всегда защищают с помощью специальной маски: она способствует защите от раскаленных металлических брызг, от яркого света, который будет возникать в процессе проведения работ. Дело в том, что яркость испускаемых световых лучей может быть в несколько тысяч раз выше по сравнению с допустимыми значениями для человеческого зрения. Если смотреть на сварку незащищенными глазами, то это в конечном счете может привести к временному ослаблению зрения. Также сварка является источником инфракрасного излучения, что становится причиной определенных дефектов зрения, в частности, может начать развиваться катаракта, однако, это случается не слишком часто.
При сварке наибольшую опасность для зрения представляет ультрафиолетовое излучение, являющееся причиной светобоязни, которая может проявиться в качестве рези в глазах, покраснения, обильного слезотечения и временным ослаблением зрения. Вылечить это можно с помощью обыкновенных глазных капель.
Итог
Если правильно подобрать аппарат, электроды и маску, то все сварочные работы будут абсолютно безопасными, а сварной шов получится очень надежным, качественным и долговечным.
electrod.biz
Электроды марки Э46: технические характеристики и особенности
Время чтения: 5 минут
Электроды э46 — это одни из самых распространенных и популярных стержней. К этому типу относится сразу несколько марок электродов, применяемых для сварки сталей. Технические характеристики электродов э46 — одно из их главных преимуществ. А большой выбор марок, предназначенных для выполнения различных работ, позволит приобрести именно те электроды, которые вам нужны.

В этой статье мы расскажем, какие марки относятся к типу э46, какие аналоги есть у зарубежных производителей и с какими особенностями вам придется столкнуться, если вы решите использовать данные электроды в своей работе. Вы также узнаете, какое покрытие используется для электродов э46 и как улучшить их характеристики. Эта статья — краткий экскурс для новичков, изучающих азы сварочного дела.
Содержание статьи
Общая информация
Э46 – это не марка, а тип электродов, к которому относится сразу несколько марок. Расшифровать такую маркировку просто: «Э» обозначает «для ручной сварки», а 46 — это усилие на 1 кв. мм сечения сварного шва, измеряется в килограммах. Благодаря этой маркировке можно заранее узнать, насколько прочным будет готовый шов, диаметром 4 мм, например.
Среди отечественных электродов к типу э46 принято относить марку АНО-4, АНО-6, АНО-21, АНО-29М, АНО-32, АНО-36, ОЗС-3, ОЗС-4, ОЗС-4И, ОЗС-6, ОЗС-12, ОЗС-21, МР-3, МР-3С и СЭОК-46. Эти марки выпускают многие заводы. На наш взгляд, хорошие отзывы заслужили электроды Арсенал, ЛЭЗ, СпецЭлектрод. Эти марки есть в ассортименте перечисленных производителей.
Сфера применения электродов типа э46 очень большая. Ими можно варить низколегированные и углеродистые стали. Они подходят для сварки металлических конструкций общего назначения. А под эти характеристики попадает большинство сварочных работ на производстве. Далее мы подробнее расскажем, как и где применяются эти электроды.
Возможно, вы слышали, что помимо э46 есть еще электроды типа э46а. Отличия у них несущественные, но все-таки есть. Электроды э46а предназначены для менее требовательных по качеству швов. Они необязательно должны быть очень пластичными и вязкими.
Применение
Как мы писали выше, электроды Э46 применяются преимущественно для сварки низколегированной и углеродистой стали. Если быть точнее, они подходят для работы со сталью с содержанием углерода не более 0.3% и для сталей с низким содержанием легирующих компонентов (это конструкционные стали, например).
К типу э46 относится десяток марок электродов. И среди них есть не просто марки, предназначенные для углеродистой или низколегированной стали. Среди них есть марки, предназначенные для определенного типа работ.
К примеру, марка ОЗС-17Н разработана специально для сварки в нижнем пространственном положении с применением переменного тока. А марка ОЗС-32 незаменима при работе с оцинкованной сталью. Если вы выполняете специфичные работы и под них уже разработана определенная марка электрода, то мы рекомендуем выбирать именно ее.
Аналоги
Говоря об аналогах, мы имеем в виду электроды, имеющие сходные технические характеристики и предназначенные для сварки низколегированной и углеродистой стали. Такие стержни можно найти у бренда «ESAB», представлено сразу несколько марок: ОК 46.00, OK 48.00, OK 48.04 и OK 43.02. Также обратите внимание на американские электроды марки Omnia 46 от бренда «Lincoln Electric». Похожие электроды есть у концерна «Hyundai», марка S-6013.LF и у итальянского бренда «Quattro Elementi», марка 770-421.
Словом, если вы не поклонник отечественной продукции, то вам есть из чего выбрать у зарубежных производителей.
Особенности
Марки, перечисленные в разделе «Общая информация», могут выпускаться с различным типом покрытия. Зачастую используется рутиловое и целлюлозное. Давайте подробнее остановимся на каждом из них.
Начнем с рутилового покрытия. Оно встречается чаще всего. В составе такого покрытия в большинстве своем содержится рутил, поэтому покрытие получило свое название. Электроды с рутиловым покрытием очень удобны и просты в эксплуатации. Дуга горит стабильно, легко поджигается, а швы получаются красивыми и ровными даже у новичков.
Но, не обошлось и без недостатков. Такие электроды склонны к образованию повышенного количества водорода. Водород в швах становится причиной образования пор и снижает прочностные характеристики. Рутиловое покрытием есть у марок ОЗС-4, АНО-4, МР-3 и ОЗС-6.
Чтобы избежать большого количества водорода в швах рекомендуется перед сваркой прокалить электроды в печи.
Читайте также: Как выбрать и использовать печь для прокалки электродов?
Теперь о целлюлозном покрытии. Оно используется в меньшей степени, но мы не можем не рассказать о нем. Зачастую такой тип покрытия присущ электродам, предназначенным для сварки тонких листов металла. Конечно, их можно использовать и в других работах, но предпочтительна именно сварка тонких, мелких деталей.
Отличительная особенность — повышенное количество водорода. Даже больше, чем у рутилового. И здесь не получится избавиться от проблемы путем прокалки.
Самый яркий представитель электродов с целлюлозным покрытием — ОЗС-12. Допустима сварка сверху-вниз.
Также некоторые производители выпускают электроды со смешанным покрытием. Встречаются они редко и предназначены для определенного типа работ. Например, рутилово-целлюлозные электроды зачастую используют для сварки арматур, труб или деталей сложных форм.
Вместо заключения
Электроды э46 — это хороший выбор как для новичка, так и для опытного сварщика. К данному типу относится сразу несколько марок электродов, которые можно легко найти в продаже. У них много достоинств и совсем мало недостатков.
Сфера применения электродов э46 огромна: от мелкого ремонта до полноценного многосерийного производства. При условии, что конечное качество швов не должно быть избыточно надежным и долговечным. А какие марки электродов, относящихся к типу э46, использовали вы в своей практике? Расскажите об этом подробнее в комментариях ниже. Желаем удачи в работе!
[Всего голосов: 0 Средний: 0/5]svarkaed.ru
Сварочные электроды | Электроды от Электродгруп | Производство электродов МР, УОНИ, ОЗС, АНО,
На ранних стадиях изучая возможности электрической дуги, российским ученым Николае Николаевичем Бенардосом выполнились соединения металлических элементов с простыми сталями. В последствие, с появлением новых разновидностей сталей появлялась необходимость расширять и перечень электродов для сваривания различных видов стали. Так многими российскими и зарубежными учеными с конца XIX века проводятся исследования, направленные на применение плавящегося электрода-стержня, сходного по химическому составу со свариваемым металлом.
Марки электродов для сварки
В настоящее время применяется более двухсот марок электродов необходимых для сваривания соответствующих марок стали. Среди которых, первенство принадлежит плавящимся сварочным электродам для ручной электродуговой сварки, сердечник которых представляет собой углеродистую, легированную или высоколегированную сварочную проволоку.
Электроды для сварки углеродистых сталей
Самыми востребованными на рынке сварочных комплектующих, являются электроды для сварки углеродистых сталей, поскольку этот вид стали широко используется для создания металлических конструкций (такие марки как Ст0, Ст1кп, Ст1пс, Ст1сп, Ст2кп, Ст2пс, Ст2сп, СтЗкп, СтЗпс, СтЗсп, СтЗГпс, СтЗГсп, Ст4кп, Ст4пс, Ст4сп, Ст5пс, Ст5сп, Ст5Гпс, Стбпс, Стбсп и т.д.). К широко используемым, в свою очередь, электродам для сварки углеродистых сталей относятся такие марки как УОНИ, МР, ОЗС и АНО. Каждая из них обладает своими индивидуальными параметрами и характеристиками и ввиду наличия определенных преимуществ:
– электроды марки УОНИИ 13/55 и УОНИИ 13/45 имеют низкий уровень разбрызгивания металла, что актуально в связи с особенностями химической структуры углерода;
– электроды марки МР-3С и МР-3 обладают этим же преимуществом, а также очень просты в работе и позволяют качественно и безопасно осуществлять сварку даже новичку.
– электроды марки ОЗС-12, ОЗС-6 и ОЗС-4 характеризуются привлекательным и ровным швом и способны работать с окисленной поверхностью.
– электроды марки АНО-21 также способствует минимизации разбрызгивания и обеспечивает мощное и стабильное горение дуги.
Итак, для сварки углеродистой стали широко используются электроды следующих марок УОНИ 13/45, УОНИ 13/55, АНО-21, ОЗС-4, ОЗС-6, ОЗС-12, МР-3, МР-3С
Электроды для сварки малоуглеродистых сталей
К малоуглеродистой или низкоуглеродистой стали, согласно существующей классификации металлов, относятся стали содержание углерода в которых, не превышающим отметки в 0,25 процентов. Малоуглеродистая сталь также обладает своей спецификой, влияющей на выбор электрода. Лучше всего в данном виде работ зарекомендовали себя:
– электроды марки АНО-4 обеспечивают хороший товарный шов без пор и трещин;
– электроды марки АНО-6 достаточно легки в работе и обеспечивают нанесение прочного шва
Для сварки малоуглеродистой стали широко используются электроды следующих марок АНО-4 и АНО-6.
Электроды для сварки низколегированных сталей
Благодаря своим механическим свойствам, низколегированные стали таких марок как: 09Г2, 09Г2С, 0ХСНД, 17Г1С, 16Г2АФ, 10ХНДП, 15ХНДП, 0ХСНД, 15ХСНД и т.д, применяются повсеместно. Низколегированным сталям характерна высокая чувствительность к температурному воздействию при сваривании, поэтому для работы данного вида стали были разработаны следующие марки стали:
– электроды марки УОНИИ 13/45 и УОНИИ 13/55 предотвращают закипание сварочной ванны и обеспечивают минимальное разбрызгивание;
– электроды марки ОЗС-6 и ОЗС-4 характеризуются привлекательным и ровным швом и способностью работы с окисленной поверхностью.
Для сварки низколегированной стали широко используются электроды следующих марок УОНИИ 13/55, УОНИИ 13/45, ОЗС-6 и ОЗС-4.
Электроды для сварки легированных сталей
К широко используемым легированным сталям относятся такие марки как 15Х, 20Х, 30Х, 35Х, 38ХА, 40Х, 45Х, 50Г, 12ХН, 20ХН, 40ХН, 14ХГН, 19ХГН, 20ХГНМ, 30ХМ и др. Легированная сталь в зависимости от включения легирующих компонентов, разделяется по назначению на конструкционные стали и стали с особыми свойствами используемые в различных средах. Поэтому при сварке к сварочным электродам предъявляются специфичные требования.
– электроды марки ТМЛ-1У, ТМЛ-3У и ТМЛ-5 разработаны для работы с легированными теплоустойчивыми сталями. Этим маркам электродов характерно стабильное и мощное горение дуги, а также хорошее отделение шлаковой корки.
Электроды для сварки высоколегированных сталей
Высоколегированные стали используются в конструкциях и оборудованиях с повышенным требованием к жаростойкости, склонности к образованию коррозии с защитой от химического и механического воздействия и других параметров. К широко используемым сталям с назваными параметрами относятся следующие марки: 08Н18Н10, 08Х18Н10Т, 12Х18Н10Т, 08Х18Н12Т, 08Х18Н12Б, 08Х22Н6Т, 10Х23Н18, Х20Н14С2, 20Х20Н14С2, 20Х25Н20С2 и др. Для работы с высоколегированными сталями разработали следующие марки:
– электроды марки ЦЛ-11 предназначены для сваривания стали используемой в агрессивных средах. Получаемый шов коррозийно-устойчив, прочен и имеет привлекательный товарный вид. Обеспечивается это за счет низкого содержания газов и различных вредных примесей.
– электроды марки ОЗЛ-6 используются для металлов с повышенным требованием жаростойкости. Позволяют выполнять работу на короткой дуге и ограничивают возникновение карбидации. Наносимый шов способен выдержать температуру до 1000 градусов по Цельсию.
Электроды для сварки чугуна
Работа с чугуном имеет свои особенности в виду низкой прочности и практически отсутствие пластичности данного материала. Основной трудностью при сварочных работах с изделиями из чугуна, является ухудшение механической прочности из-за термического влияния. Поэтому при сваривании и наплавки чугунных изделий были разработаны марки электродов способные учитывать эту специфику:
– электроды марки ОЗЧ-2 широко используются для сварки чугуна, медная основа которых с содержанием железного порошка, обеспечивает особую прочность, сохраняя вязкость, и придает пластические свойства шву.
Электроды для наплавки
Наплавка осуществляется в случаях, когда необходимо восстановление или устранение повреждений, в последствии износа или для обработки, связанной с приданию металлической поверхности дополнительных физико-химических свойств. Для этих целей были разработаны электроды со специальным назначением:
– электроды марки Т-590 позволяют устранить и предотвратить последующее абразивное изнашивание рабочей поверхности. Они достаточно экономичны и легки в работе, а также обеспечивают долговечный и качественный результат.
Кроме перечисленных марок сварочных электродов, существует еще огромное множество разновидностей предназначенных для конкретной марки стали и с определенными условиями проведения сварочных работ. Все эти разновидности марок разрабатываются для максимального удовлетворения постоянно меняющегося спроса вследствие совершенствования качества готовой продукции. В данных условиях задачей каждого производителя сварочной продукции является максимальное обеспечение качественными электродами соответствующих современным требованиям. Поэтому наша компания постоянно следит за новыми разработками в области металлургии и производим внедрение новых марок электродов, способных обеспечить высокое качество сварочных соединений.
electrodgroup.ru