Электроды Монолит — виды, характеристики и отзывы сварщиков
Сварочные электроды Монолит являются универсальными и находят широкое применение в быту и на производстве. Они позволяют соединять все виды низкоуглеродистых сталей в различных положениях. Нетребовательны к режимам и условиям сварки при высоком качестве шва без раковин, пропусков и непроваров. Характеризуются низким шлакообразованием и легким поджигом. Гарантируют отличный результат даже при ошибках в работе.
Электроды Монолит РЦ
Марка электродов Монолит РЦ Э46 предназначена для ручной сварки в бытовых и промышленных условиях. Используется для ответственных конструкций из низкоуглеродистых сталей с применением переменного и постоянного тока. Электродами можно проводить монтажную сварку. Работа ведется из всех пространственных положений.
Рисунок 1 — Электроды Монолит
Электроды Монолит с маркировкой РЦ имеют рутил-целлюлозное покрытие. У марки РЦ коэффициент наплавления составляет 9,5 г/Ач, а параметр расхода – 1,75 кг. Можно варить стенки толщиной 3–20 мм при стыковом, угловом соединении и внахлест. Расходные материалы этого типа могут использоваться с бытовыми инверторами и профессиональным оборудованием.
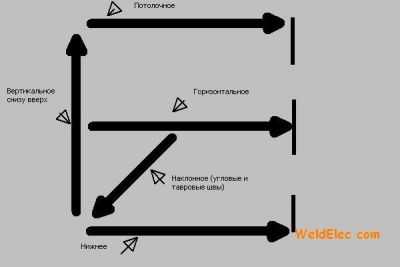
Мастера советуют при сварке в нижнем положении держать стержень под наклоном 20–40°. Вертикальные швы варить короткой дугой с наклоном электрода относительно вертикали 40–70°, так шлак не будет затекать перед дугой.
Отличительные характеристики
В электродах Монолит РЦ удалось снизить объем вредных выбросов на 28 %. Ими можно работать на самых низких токах от бытовой сети. Они простые и удобные в ведении сварочных работ, поэтому рекомендуются сварщикам-новичкам.
Положительные характеристики:
- всегда стабильная и ровная дуга;
- шов получается красивым, с однородным заполнением;
- легкий поджиг в начале и в процессе работы;
- низкий показатель разбрызгивания металла;
- образовавшийся шлак отделяется без особых усилий;
- при сварке в труднодоступных местах есть возможность сгибать стержень без ущерба для качества шва;
- соединение неответственных деталей не требует тщательной подготовки;
- на кромках допускаются следы жира, масла, окислов, ржавчины и других загрязнений.
В условиях повышенной влажности перед сваркой стержни подсушивают полчаса при t=110 °C.
Аналогами являются ESAB OK 46.00, Overcord, AV-31.
Монолит Professional
Электроды Монолит Professional Э50 используются для ручной дуговой сварки изделий из стали обыкновенного качества и низколегированной. Позволяют работать при неблагоприятных условиях за счет образования газового пузыря, который нейтрализует влагу и создает необходимую для сваривания среду.

Рисунок 2 — Электроды Монолит Professional
Поэтому они успешно применяются для восстановления водопроводных магистралей под давлением до 1 атм и сваривания резервуаров, в кораблестроении, для деталей общемашиностроительного назначения. Шов обеспечивает высокие механические характеристики.
Выпускаются диаметром 2,5, 3, 4 и 5 мм. По длине два типоразмера: 350 и 450 мм. Ими можно выполнять угловые и стыковые швы, соединения с напуском. Ограничение по толщине соединяемого металла – 1–20 мм.
Аналогами являются ESAB OK 43.32, Overcord S, Fincord, Lincoin Electric MGM-50K.
Технические характеристики
Величина коэффициента наплавки – 8–9 г/Ач. Для наплавки 1 кг металла потребуется 1,7 кг расходных материалов. Стержни сечением 2–4 мм позволяют работать во всех положениях, кроме вертикального в направлении сверху вниз. Для этого следует брать стержни диаметром 5 мм.
| Диаметр электрода, мм | 2,5 | 3 | 4 | 5 |
|---|---|---|---|---|
| Ток сварки, А | 50–100 | 60–120 | 120–190 | 240 |
Для сварочных работ нужен постоянный ток прямой и обратной полярности. Можно использовать и переменный ток при напряжении холостого хода от 50 В. При соблюдении режимов хранения не требуют прокалки. Отсыревшим электродам нужна сушка при 110 °C в течение часа.
Сварочные электроды Монолит Basic (Уони-13/55)
Электроды Монолит BASIC (УОНИ-13/55) нужны для соединения ответственных конструкций и труб в местах, где нужна повышенная стойкость к образованию горячих трещин в соединениях, а швы должны отвечать высоким параметрам пластичности и ударной вязкости. Они получили применение в судостроительном производстве, мостостроении и при изготовлении сосудов высокого давления.
Рисунок 3 — Сварочные электроды Монолит Basic (Уони-13/55)
Имеют основную обмазку с добавлением железного порошка, что увеличивает эффективность использования на 20 %. В применении характеризуются более высоким коэффициентом наплавки – 10,5–11,5 г/Ач и сниженным расходом – 1,58 кг. Готовый шов обладает высокой прочностью и металлургической чистотой, где примесь водорода минимальная. Перенос металла происходит мелкокапельным способом, что позволяет положить ровный шов, при этом шлак не попадает в сварочную ванну.
Monolith ОЗЛ-6
Электроды Монолит ОЗЛ-6 предназначены для сварки аустенитных нержавеющих сталей (08Х18Н10, 03Х18Н11), жаростойкой нержавейки (AISI 309, AISI 309S и 20X23h23, 08X23h23).
Область применения: резервуары и контейнеры для жидких и сыпучих веществ, оборудование пищевой и фармацевтической отрасли, в химической или горной промышленности.
Марка ОЗЛ-6 характеризуется хорошим качеством шва, стойкостью к трещинообразованию и межкристаллической коррозии. Металл при сварке почти не разбрызгивается, а шлаковый слой быстро отделяется.
Monolith Special ЦЛ-11
Электроды Special ЦЛ-11 обеспечивают сварку эксплуатируемых в агрессивных условиях ответственных изделий из хромоникелевых и коррозионно-стойких сталей (12Х18Н10Т, 12Х18Н9Т, 08Х18Н12Т). Условия сваривания отличаются стабильностью и высоким качеством шва. Допускается последующая механическая обработка сварных деталей.
Применяются при производстве оборудования для агрессивных сред и высоких температур в пищевой и химической промышленности.
Сварной шов характеризуется стойкостью к коррозии и межкристаллическим трещинам. В качестве основы используются проволока Sandvik и обмазка с низким содержанием газов и вредных примесей.
Технические условия
Коэффициент наплавки у этой марки – 11 г/Ач. Потребуется 1,7 кг стержней, чтобы наплавить 1 кг металла. Параметр производительности – 1,5 кг/час. Для прокалки в течение часа после увлажнения нужна температура 200 °C. Для электродов Ø3 мм устанавливают ток 50–90 А, для Ø4 мм – 110–150 А.
Подготовка кромок перед сваркой предполагает тщательную очистку от всех видов загрязнений. Варить рекомендуется короткой дугой и узкими валиками, исключая поперечные колебания. Электроды ЦЛ-11 сечением до 4 мм работают с постоянным током обратной полярности. Сварные работы выполняются во всех положениях электрода, кроме вертикального.
Монолит Special ЦЧ-4
Электроды ЦЧ-4 применяются для наплавки чугуна с помощью ручной дуговой сварки. Подходят для соединения между собой элементов из серого и высокопрочного чугуна, а также со сталью. Стержни помогают при восстановлении повреждений и дефектов литья. Наплавка на поврежденную поверхность производится в несколько слоев.
Отзывы сварщиков
По отзывам сварщиков, электроды Монолит – лучший выбор для тех, кто только пробует варить. Они стабильно ловят дугу и дают отличный шов.Отмечено, что они поглощают меньше влаги, чем продукция других производителей.Снижение токсичности – важный фактор при работе в закрытом помещении. Не придется дышать вредными газами.
Электроды Монолит податливы в руке сварщика. Сразу загораются: достаточно провести по металлу и получить искру. При целом покрытии и нужных режимах нет прилипания. При сильном нажиме происходит сплавление материалов двух деталей, что делает шов прочным.
Начинающие сварщики жалуются на прерывание дуги, после чего ее трудно восстановить. Но здесь виноваты не электроды, а отсутствие опыта и слишком высокий ток.Профессионалы сварочного дела и самоучки отмечают, что продукция Монолит – это разумное соотношение цены и качества. Мы будем рады услышать мнение наших читателей, а также обсудить его в комментариях к данной статье.
wikimetall.ru
Сварочные электроды МОНОЛИТ: РЦ, МР-3 АРС, УОНИ-13/55 ПЛАЗМА

Сварочные электроды МОНОЛИТ РЦ
Назначение и область применения
Электроды МОНОЛИТ РЦ являются универсальными и подходят как для промышленного применения, так и для использования в быту. Основное предназначение изделий – это ручная дуговая сварка на переменном и постоянном токе. Использовать электроды можно в любых пространственных положениях (исключением является положение «сверху-вниз» при диаметре электрода 5.0 мм). Работать можно с ответственными и рядовыми конструкциями из низкоуглеродистой стали, стандартов ДСТУ 2651/ГОСТ 380 (Ст 0, Ст 1, Ст 2, Ст 3 всех групп А, Б, В и всех степеней раскисления – “КП”, “ПС”, “СП”) и ГОСТ 1050 (05кп, 08кп, 08пс, 08, 10кп, 10пс, 10, 15кп, 15пс, 15, 20кп, 20пс, 20).
Условия применения
Электрод имеет коэффициент наплавки равный 8.5-9.5 г/А.ч. При этом расход на один килограмм наплавляемого металла составит 1.75 кг электродов.
МОНОЛИТ РЦ – это электроды, которые подходят для работы с угловыми, стыковыми и нахлесточными соединениями. Толщина металла может быть от 3-х до 20-ти мм.
Особенность электродов в том, что они не требуют тщательной подготовки поверхности. Им не страшны ржавчина и загрязнения.
Выполнение монтажной сварки допускает работу в разных пространственных положениях. Необходимости менять сварочный ток не возникает. Для сварки вертикальных швов методом «сверху-вниз» необходимо опирание или использование короткой дуги. Во время сварки шлак не должен затекать впереди дуги. Чтобы этого не допускать следует контролировать угол подъема (оптимальное положение 40–70 градусов). Если это нижнее положение, то электрод следует наклонять по направлению сварки на 20–40 градусов.
Химический состав наплавленного металла, %
|
Mn |
Si |
C |
P |
S |
|
0,40-0,65 |
0,15-0,40 |
не более |
||
|
0,11 |
0,035 |
0,030 |
||
Механические свойства металла ШВА
|
Временное сопротивление, Н/мм2 |
Относительное удлинение, % |
Ударная вязкость,Дж/см2 |
|
≥450 |
≥22 |
≥78 |
Особые свойства
Отличительная особенность продукции МОНОЛИТ РЦ в невысокой интенсивности образования аэрозоля и марганца при сварке. Благодаря этому товар выгодно отличается от электродов других марок. Достигнуть такого результата разработчикам удалось за счет правильного подбора сырья и тщательного контроля над технологическим и производственным процессом.
Высокие показатели качества не раз были отмечены ведущими научными институтами страны. Именно электроды МОНОЛИТ РЦ вырабатывают на 30 % меньше марганца и на 28 % меньше вредных веществ в аэрозоле.
Продукция МОНОЛИТ РЦ обеспечивает легкое начальное и повторное зажигание, а также стабильное и мягкое горения дуги. При использовании электродов данной марки удается снизить потери металла в результате разбрызгивания. Удается достичь великолепного качества шва, равномерного плавления покрытия и хорошей отделимости корки шлака.
При использовании электродов МОНОЛИТ РЦ проводить сварку можно даже на предельно-низких токах. Если речь идет об использовании изделий небольшого диаметра, то для них источником питания способна стать обычная бытовая сеть.
Обращаться с электродами очень просто. Работать с ними смогут даже молодые специалисты.
При сгибании электрода не происходит разлома обмазки. По этой причине их удобно применять для сварки в труднодоступных местах.
Изделия допускается использовать при соединении металла с окрашенными, масляными и окисленными поверхностями.
Режимы сварки
|
Сила сварочного тока (А), для электрода диаметром, мм |
|||||
|
2,0 |
2,5 |
3,0 |
3,2 |
4,0 |
5,0 |
|
40-80 |
50-90 |
70-110 |
80-120 |
110-170 |
150-220 |
Для сварки допускается использование постоянного тока любой полярности (желательная полярность электрода обратная «+», либо переменный ток трансформатора при напряжении холостого хода более 50 В.)
Упаковочные данные
|
Диаметр, мм |
Длина, мм |
Количество электродов в пачке, шт. |
Вес пачки, кг |
|
2,00 |
300 |
50-54; 99-108 |
0,5; 1 |
|
2,50 |
350 |
27-28; 53-56; 133-140 |
0,5; 1; 2,5 |
|
3,00 |
350 |
18-19; 35-37; 89-93 |
0,5; 1; 2,5 |
|
3,20 |
350 |
16; 32; 78-81 |
0,5; 1; 2,5 |
|
4,00 |
450 |
8; 16-17; 40-41; 81-83 |
0,5; 1; 2,5; 5 |
|
5,00 |
450 |
53-54 |
5 |
Аналоги
|
Производитель |
Марка электродов |
|
ESAB |
OK 46.00 |
|
Oerlikon |
Overcord, Overcord Z |
Прокалка перед сваркой
Если электроды хранились при нормальных условиях, то перед эксплуатацией прокалка не потребуется. Но если было допущено увлажнение, то необходима предварительная сушка в течение 25-30 минут при температуре порядка 110-ти градусов.
Положение швов при сварке
Сварочные электроды МР-3 АРС
Вид покрытия – рутиловое
|
AWS A 5.1:E 6013 |
ISO 2560-А- E 38 0 R 12 |
ГОСТ 9466 |
Э 46 –МР-3 АРС- Ø – УД Е 432 (3) Р21 |
ТУ У 28.7-34142621-007:2012-09-14
Назначение
Использовать изделия марки МР-3 АРС можно для дуговой ручной сварки стали марок по ДСТУ 2651/ГОСТ 380-2005 (Ст 0, Ст 1, Ст 2, Ст 3), имеющих любые степени раскисления.
Условия применения
Коэффициент наплавки электродов составляет 8.0-9.0 г/А.ч. А расход на один килограмм наплавления равен 1.7 кг.
Использовать продукцию можно для создания нахлесточных, стыковых и угловых соединений. Толщина металла допускается от 3-х до 20-ти мм. Данная марка электродов толщиной от 2.5 до 4.0 мм подходит для сварки в любых пространственных положениях. Диаметр в 5.0 мм идеально подходит для вертикального положения «снизу-вверх», для горизонтального на вертикальной плоскости и для нижнего положения.
Электроды МР-3 АРС требуют постоянного тока любой полярности, либо же переменного тока трансформатора, имеющего холостой ход более 50 В.
Химический состав наплавленного металла, %
|
Mn |
C |
Si |
P |
S |
|
0,40-0,70 |
не более |
|||
|
0,10 |
0,15-0,35 |
0,030 |
0,030 |
|
Механические свойства металла шва
|
Временное сопротивление, Н/мм2 |
Относительное удлинение, % |
Ударная вязкость, Дж/см2 |
|
≥450 |
≥22 |
≥78 |
Особые свойства
- При использовании изделий обеспечивается простое перекрытие зазоров;
- МР-3 АРС – это легкость выполнения работ и повторного разжигания дуги, а также превосходные сварочно-технологические свойства;
- Великолепный внешний вид швов;
- Лёгкое отделение слоя шлака;
- Возможность удлинять дугу для обработки окисленных поверхностей;
- Соответствие всем санитарно-гигиеническим нормам.
Сварочные данные
Сила сварочного тока, А, для электрода диаметром, мм
2,5
3,0
3,2
4,0
5,0
50-90
70-110
80-120
110-170
150-220
Сила сварочного тока, А, для электрода диаметром, мм
2,5
3,0
3,2
4,0
5,0
50-90
70-110
80-120
110-170
150-220
Упаковочные данные
|
Диаметр, мм |
Длина, мм |
Вес электрода, г |
Количество электродов в пачке, шт. |
Вес пачки, кг |
|
2,50 |
350 |
17-18 |
55-58; 139-147 |
1; 2,5 |
|
3,00 |
350 |
25-26 |
38-40; 96-100 |
1; 2,5 |
|
3,20 |
350 |
30-31 |
32-33; 80-83 |
1; 2,5 |
|
4,00 |
450 |
58-59 |
42-43; 84-86 |
2,5; 5 |
|
5,00 |
450 |
91-92 |
27; 54 |
2,5; 5 |
Аналоги
|
Производитель |
Марка электродов |
|
ЛЭЗ |
МР-3С, АНО-4 |
|
СпецЭлектрод |
МР-3С, АНО-4 |
|
Thyssen |
Phoenix SH Gelb R |
Прокалка перед сваркой
В тех случаях, когда электроды хранились в нормальных условиях, предварительная прокалка не потребуется. Если же было допущено увлажнение, то электроды нуждаются в сушке при температуре порядка 150 градусов на протяжении 40-60 минут.
Положение швов при сварке
Сертификация
УкрСЕПРО, СтБ, ГОСТ Р
Сварочные электроды УОНИ-13/55 ПЛАЗМА
Вид покрытия – основное с железным порошком
|
WS A 5.1:E 7018 |
ISO 2560-А-E 42 4 В 42 Н 5 |
ГОСТ 9466 |
Э 50А – Е 51 5 – БЖ 26 |
ТУ У 28.7-34142621-001:2008
Назначение и область применения
УОНИ-13/55 ПЛАЗМА – это высококачественные электроды, которые могут использоваться для сварочных работ в любых пространственных положениях. Они подходят для трубопроводов и ответственных конструкций. Обрабатывать можно изделия из низколегированных и углеродистых сталей, имеющих предел прочности 500-640 МПа. Электроды становятся идеальным вариантом в тех случаях, когда необходима стойкость соединений против горячих трещин. Чаще всего изделия используются в судоремонте, судостроении, мостостроении и для изготовления сосудов устойчивых к повышенному давлению.
Условия применения
Электроды имеют коэффициент наплавки равный 10.5-11.5 г/А.ч. Расход на один килограмм наплавляемого металла составляет 1.58 кг. Максимальная производительность может достигать 115 %. Изделия, имеющие диаметр от 2.0 до 4.0 мм, могут использоваться для сварки во всех пространственных положениях, за исключением вертикального «сверху-вниз». В свою очередь, изделия диаметром 5.0 мм подойдут для горизонтального положения на вертикальной площадке, для нижнего и для вертикального положения «снизу-вверх».
Химический состав наплавленного металла, %
|
Mn |
Si |
C |
P |
S |
|
1,10-1,50 |
0,40-0,70 |
не более |
||
|
0,09 |
0,030 |
0,020 |
||
Механические свойства металла шва
|
Временное сопротивление, Н/мм2 |
Относительное удлинение, % |
Ударная вязкость, Дж/см2 |
|
500-640 |
≥26 |
≥180 |
Дополнительные сведения
УОНИ-13/55 ПЛАЗМА – это электроды, которые обеспечивают повышенную прочность швов, низкое содержание водорода и особую чистоту. Благодаря возможности задействовать переменный ток полностью исключается магнитное дутье. Плазма позволяет создать стабильное горение дуги и аккуратное формирование швов.
В обмазку электродов УОНИ-13/55 ПЛАЗМА добавлен железный порошок. Благодаря этому эффективность возрастает на 20 %. Использование изделий обеспечивает ряд важных преимуществ:
- Компенсацию потерь металла на разбрызгивании и выгорании;
- Уменьшение расхода электродов до 15 %;
- Повышение производительности на 10 %;
- Шлак не попадает в сварочную ванну, формируется мелкочешуйчатый шов, а удаляется появившаяся шлаковая корка очень просто.
Упаковочные данные
|
Диаметр, мм |
Длина, мм |
Количество электродов в пачке, шт. |
Вес пачки, кг |
|
2,5 |
350 |
104-113; 208-226 |
2,5; 5 |
|
3,0 |
350 |
74-81; 147-158 |
2,5; 5 |
|
3,2 |
350 |
68-71; 136-142 |
1; 2,5 |
|
4,0 |
450 |
71-74 |
5 |
|
5,0 |
450 |
47-50 |
5 |
Аналоги
|
Производитель |
Марка электродов |
|
ESAB |
OK 48.00, OK 48.05 |
|
Lincoln Electric |
Basic One |
|
ELGA |
P48S |
Прокалка перед сваркой
Прокалка на протяжении одно часа при температуре 380-420 градусов потребуется только при наличии влаги.
Положение швов при сварке
vrn.mtk-fortuna.ru
Сварочные электроды от компании Монолит. Стоит ли покупать?
Время чтения: 4 минуты
Электроды Монолит РЦ (они же Monolith Life) нечасто становятся темой для обсуждения. И зря. Ведь они получают в основном положительные отзывы, продаются во многих магазинах и обладают интересными техническими характеристиками.
В этой статье мы кратко расскажем, что собой представляют электроды от компании Monolith, какие у них есть достоинства или недостатки. Вы также узнаете, стоит ли покупать данные электроды, и для каких сварочных работ они подходят.
Содержание статьи
Общая информация
Monolith электроды предназначены для РДС сварки, как домашней, так и промышленной. Можно варить на любом токе, как постоянном, так и переменном. Основная сфера применения — сварка низкоуглеродистой стали. Можно варить ответственные металлоконструкции.
Основная характеристика этих электродов — это их покрытие. Оно рутилово-целлюлозное, поэтому отмечается крайне стабильное горение дуги и отличное качество готовых сварных швов.

Сварочные электроды Монолит можно использовать даже на неочищенной поверхности. Они устойчивы к коррозии, следам краски и масла. Но для лучшего качества рекомендуется все же обезжирить детали и отшлифовать. Электроды подходят для сварки стыковых, нахлесточных и угловых швов.
Достоинства и недостатки
Производитель может сколько угодно рассказывать о характеристиках и уверять, что у электродов есть масса достоинств. Но так ли это на самом деле? Что говорят опытные сварщики?
На самом деле, у электродов Монолит действительно очень хорошая репутация. В своих отзывах сварщики подтверждают, что при работе с Монолит РЦ дуга легко поджигается, а том числе повторно, и стабильно горит при сварке в любом пространственном положении. Мастера также отмечают, что металл практически не разбрызгивается, швы получаются очень эстетичными и аккуратными.
Среди дополнительных достоинств нужно упомянуть, что данные электроды отлично работают даже при сварке от бытовой розетки или при слабом источнике тока. Монолит РЦ нечувствительны к неочищенным поверхностям, что крайне удобно при сварке в труднодоступных местах.
Возможно, профессионалов и не удивят эти достоинства, но для новичков они могут стать решающими при выборе электродов.
Но что насчет недостатков? Есть ли они у Монолит РЦ? Конечно, да. Но минус всего один. При сварке с большим значением сварочного тока электроды могут прерывать горение дуги и после этого плохо зажигаться. Но эта ситуация происходит крайне редко и только у совсем начинающих сварщиков.
Стоит ли покупать?
Теперь, когда вы знаете все технические характеристики, а также достоинства и недостатки, вам будет проще ответить на этот вопрос. А на него должны отвечать именно вы, а не эксперты из интернета. Ведь при выборе электродов важно все: начиная от типа сварочных работ, заканчивая вашими навыками. Мы не можем предугадать, к какой категории сварщиков вы относитесь, и какие работы планируете выполнять. Поэтому не можем дать на 100% верный и работающий совет касаемо покупки электродов Монолит.
Но мы можем дать несколько рекомендаций касаемо покупки электродов, если вы не профессионал и делаете это впервые. Прежде всего, попросите у продавца сертификат качества. Он должен быть подлинным и в нем должно быть указано, что электроды соблюдают стандарт УкрСЕПРО, СтБ, ГОСТ Р, СЕ, или НАКС (в зависимости от страны, в которой вы совершаете покупку). Также оригинальные электроды Монолит снабжены отметкой «Life». Она означает, что электроды менее токсичны, чем продукция от других производителей.
Читайте также: Всё, что вам нужно знать про электроды для сварки
Также рекомендуем покупать электроды у официальных представителей. Да, у них цена может быть выше, чем у маленького магазина в полуподвальном помещении, но зато вы с большей долей вероятности получите оригинальную продукцию, которая правильно хранилась.
Чтобы ознакомиться с полным перечнем продукции можно зайти на сайт «Монолит Центр», там есть весь ассортимент, а также указаны дополнительные сведения. Например, рекомендуемые режимы сварки, размеры и вес электродов.
Если по каким-то причинам вы не сможете найти эти электроды для сварки в продаже, то можете обратить свое внимание на аналоги. На замену отлично подходят ESAB OK 46.00, Anyksciu Varis AV-31 и Overcord Z. Но стоят аналоги дороже, чем Монолит РЦ.
Вместо заключения
Вот и все, что мы хотели рассказать вам про электроды Монолит. Покупать или нет — решать вам. Новички наверняка оценят невысокую цену и простой поджиг дуги, а профессионалам понравятся технические характеристики и качество сварных швов. А вы когда-нибудь использовали электроды Монолит в своей работе? Расскажите об этом в комментариях ниже. Желаем удачи в работе!
svarkaed.ru
Сварочные электроды Монолит РЦ: характеристики, назначение, применение, аналоги
Область применения
Монолит РЦ — универсальный электрод, широко применяющийся как промышленности, так и в быту. Марка предназначена для ручной дуговой сварки рядовых и ответственных конструкций из низкоуглеродистых сталей, а также для получения угловых, стыковых и нахлесточных соединений из металла толщиной 3-20 мм.
Характеристики
- Покрытие — рутилово-целлюлозное.
- Коэффициент наплавки — 8,5-9,5 г/Ач.
- Расход электродов на 1 кг наплавленного металла, кг. — 1,75.
- Сварка выполняется во всех пространственных положениях, кроме вертикального сверху вниз для электродов диаметром 5,0 мм., на постоянном и переменном токе любой полярности.
Видео
Предлагаем посмотреть видео, где любитель сварки делает распаковку и тестирует данную марку, сравнивая с другими электродами.
АНО-4 (СЗСМ) & Монолит РЦ (ПлазмаТек)
Технологические особенности
- В случае увлажнения необходимо произвести просушку при температуре 100-120°С в течение 25-30 минут.
Особые свойства
- малая чувсвительность к подготовке кромок, наличию ржавчины, масла, краски и других загрязнений;
- уменьшенная величина выделений и интенсивностью образования сварочного аэрозоля и марганца при сварке металла;
- легкое начальное и повторное зажигание;
- мягкое и стабильное горение дуги;
- малые потери от разбрызгивания;
- равномерное плавление покрытия;
- отличное формирование металла шва;
- легкая отделимость шлака;
- возможность выполнения сварки на предельно-низких токах;
- легкое обращение с электродами позволяет осуществлять соединение начинающим сварщикам;
- возможность проведения сварки в труднодоступных местах.
Химический состав (%) наплавленного металла
| Mn | Si | C | P | S |
| 0,4-0,65 | 0,15-0,4 | не более 0,11 | не более 0,035 | не более 0,03 |
Аналоги
Где купить электроды различных марок
Выбирайте производителей и продавцов сварочных электродов, перейдя по ссылке ниже на страницу нашего каталога фирм.Выбрать компанию
weldelec.com
свойства и характеристика, где применяются, плюсы и минусы
Не смотря на все технические достоинства, положительные характеристики, а также доступность в приобретении электродов «Монолит», они крайне редко становятся предметом для обсуждения.
Сейчас мы предоставим вам анализ технических возможностей Монолит РЦ.
Содержание статьиПоказать
Общая информация
Данные электроды можно использовать для домашней, промышленной, а также РДС сварки. Применяются на любом токе, как переменном, так и постоянном.
Первостепенная область использования данных электродов – сварка низкоуглеродистой стали. Можно использовать в сварке несущих металлоконструкций.
Рутилово-целлюлозное покрытие этих электродов обеспечивает предельно равномерное горение дуги, чем дает возможность сделать нужный шов. Также их используют для стыковых, угловых, нахлесточных швов.
Для улучшения качества, поверхность рекомендуется предварительно обработать, хотя возможные сварочные работы и на неочищенных деталях. Что между прочим, облегчает работу в труднодоступных местах.
Достоинства и недостатки

О достоинствах и высоком качестве товаропроизводитель может рассказывать безостановочно. Но интересно мнение специалистов в данной сфере.
Конечно, как и у любой продукции, есть свои плюсы, есть свои минусы.
Начнем с плохого, тем более что тут всего лишь единственный минус. При работе с большим значением сварочного тока, есть вероятность прерывания горения дуги.
И последующие ее зажигание становится не простым. Но сварщик, который имеет хотя бы малейший опыт, не допустит подобной ситуации. Но даже если такое произойдет с новичком, то это полезный опыт.
А теперь о достоинствах. Профессионалы сварочного дела могут охарактеризовать Монолит РЦ с самой лучшей стороны. Это и легкий поджиг дуги, и равномерное горение при работе, и эстетичный вид шва…
Но одно из самых важных плюсов – это возможность проведения сварочных работ при слабом напряжении тока.
Стоит ли тратить на это деньги?
Надеюсь на данный вопрос вам теперь будет легче ответить. Мы постарались максимально ознакомить вас как с плюсам, так и с минусами МОНОЛИТ РЦ (еще как Monolith Life).
Мы хотели показать вам все технические качества этого продукта в предельно раскрытом виде. И на вопрос о покупке вы должны ответить сами. Ведь только сам мастер может определить тип работы, толщину свариваемых деталей и конечно же уровень своих знаний.
И пусть мы не можем дать универсальный совет относительно приобретения электродов Монолит, но мы в состоянии подсказать некоторые детали при покупке.
В первую очередь, приобретая электроды, попросите у продавца сертификат качества, в которых подтверждается соблюдение всех стандартов УкрСЕПРО, СтБ, ГОСТ Р, СЕ, или НАКС.
Знак «Life», который указан на стержнях подтверждает их оригинальность, а также минимальную токсичность продукции.
Не смотря нам цену повыше, электроды желательно покупать у официальных представителей, в официальных магазинах. Это гарантирует приобретение оригинальной продукции, которая хранилась в правильных условиях.
Заключение
Всю дополнительную информацию о продукции вы можете увидеть на сайте «Монолит Центр». Там предоставлено весь перечень продукции со всеми рекомендациями в использовании.
Хотелось бы обратить ваше внимание на аналоги ESAB OK 46.00, Anyksciu Varis AV-31 и Overcord Z. К сожалению цена качественного аналога превышает цену на Монолит РЦ.
В принципе, это все что мы хотели донести вам о сварочных стержнях Монолит РЦ.
Профессиональные сварщики по достоинству оценят все положительные качества как самих стержней, так и качественный результат работы. Мастеру с минимальным опытом понравится цена и простота в использовании.
Будем рады узнать ваше мнение о использовании электродов Монолит. Пишите в комментариях. Удачи вам в вашей работе!
prosvarku.info
Электроды Монолит РЦ TM Monolith д 4 мм уп 5 кг
НАЗНАЧЕНИЕ И ОБЛАСТЬ ПРИМЕНЕНИЯ
Универсальный электрод для широкого применения в промышленности и быту. Предназначен для ручной дуговой сварки на постоянном или переменном токе рядовых и ответственных конструкций из низкоуглеродистых марок сталей, поставляемых по ДСТУ 2651/ГОСТ 380 (Ст 0, Ст 1, Ст 2, Ст 3 всех групп А, Б, В и всех степеней раскисления – “КП”, “ПС”, “СП”) и по ГОСТ 1050 (05кп, 08кп, 08пс, 08, 10кп, 10пс, 10, 15кп, 15пс, 15, 20кп, 20пс, 20), во всех пространственных положениях (кроме вертикального сверху вниз для электродов диаметром 5,0 мм).
Условия применения
Коэффициент наплавки – 9,5 г/А.ч. Расход электродов на 1 кг наплавленного металла – 1,75 кг.
Электроды марки МОНОЛИТ РЦ предназначены для сварки угловых, стыковых, нахлесточных соединений из металла толщиной от 3 до 20 мм.
Электроды малочувствительны к качеству подготовки кромок, наличию ржавчины и других поверхностных загрязнений.
При монтажной сварке возможна работа во всех пространственных положениях без изменения сварочного тока. Сварка вертикальных швов способом «сверху-вниз» производится короткой дугой или опиранием. Не следует допускать затекания шлака впереди дуги. Для этого угол подъема электрода к вертикали должен составлять 40 – 70°. В нижнем положении электрод рекомендуется наклонять в направлении сварки на 20 – 40° от вертикали.
ХИМИЧЕСКИЙ СОСТАВ НАПЛАВЛЕННОГО МЕТАЛЛА, %
|
Mn |
Si |
C |
P |
S |
|
0,40-0,65 |
0,15-0,40 |
не более |
||
|
0,11 |
0,035 |
0,030 |
||
МЕХАНИЧЕСКИЕ СВОЙСТВА МЕТАЛЛА ШВА
|
Временное сопротивление, Н/мм2 |
Относительное удлинение, % |
Ударная вязкость,Дж/см2 |
|
≥450 |
≥22 |
≥78 |
ОСОБЫЕ СВОЙСТВА
Электроды МОНОЛИТ РЦ отличаются от аналогичных товаров других производителей уменьшенной величиной выделений и интенсивностью образования сварочного аэрозоля и марганца при сварке металла. Это было достигнуто путём подбора высококачественного сырья и высоким уровнем контроля технологических процессов при производстве электродов. Институтом электросварки им. Е.О. Патона НАН Украины и Институтом медицины труда АМН Украины подтверждено, что выделение марганца снижено более чем на 30%, выделение вредных веществ в сварочном аэрозоле более 28%.
Электроды МОНОЛИТ РЦ отличаются легким начальным и повторным зажиганием, мягким и стабильным горением дуги, обеспечивают малые потери металла от разбрызгивания, равномерное плавление покрытия, отличное формирование металла шва, легкую отделимость шлаковой корки.
Позволяют выполнять сварку на предельно-низких токах. Для электродов малого диаметра сварка может производиться от источников питания, включаемых в бытовую сеть.
Легкое обращение с электродами дает возможность выполнять сварку начинающим сварщикам.
Сварка в труднодоступных местах. Возможность сгибать электрод без повреждения обмазки.
возможно сваривание по окисленным, масляным и окрашенным поверхностям.
РЕЖИМЫ СВАРКИ
|
Сила сварочного тока (А), для электрода диаметром, мм |
|||||
|
2,0 |
2,5 |
3,0 |
3,2 |
4,0 |
5,0 |
|
40-80 |
50-90 |
70-110 |
80-120 |
110-170 |
150-220 |
Сварку проводить постоянным током любой полярности (рекомендуется обратной «+» на электроде или переменным током от трансформатора с напряжением холостого хода не менее 50 В.)
УПАКОВОЧНЫЕ ДАННЫЕ
|
Диаметр, мм |
Длина, мм |
Количество электродов в пачке, шт. |
Вес пачки, кг |
|
2,00 |
300 |
50-55; 100-110 |
0,5; 1 |
|
2,50 |
350 |
26-28; 53-55; 132-138 |
0,5; 1; 2,5 |
|
3,00 |
350 |
17-18; 36-37; 89-92 |
0,5; 1; 2,5 |
|
3,20 |
350 |
14-15; 29-30; 74-75 |
0,5; 1; 2,5 |
|
4,00 |
450 |
8; 15-16; 39-40; 79-80 |
0,5; 1; 2,5; 5 |
|
5,00 |
450 |
53 |
5 |
АНАЛОГИ
|
Производитель |
Марка электродов |
|
ESAB |
OK 46.00 |
|
Oerlikon |
Overcord, Overcord Z |
|
Anyksciu Varis |
AV-31 |
ПРОКАЛКА ПЕРЕД СВАРКОЙ
При нормальных условиях хранения не требуют прокалки перед сваркой; в случае увлажнения сушка перед сваркой: 110±10°С 25 – 30 мин.
elektrodi.ru
Сварочные электроды МОНОЛИТ: РЦ, МР-3 АРС, УОНИ-13/55 ПЛАЗМА

Сварочные электроды МОНОЛИТ РЦ
Назначение и область применения
Электроды МОНОЛИТ РЦ являются универсальными и подходят как для промышленного применения, так и для использования в быту. Основное предназначение изделий – это ручная дуговая сварка на переменном и постоянном токе. Использовать электроды можно в любых пространственных положениях (исключением является положение «сверху-вниз» при диаметре электрода 5.0 мм). Работать можно с ответственными и рядовыми конструкциями из низкоуглеродистой стали, стандартов ДСТУ 2651/ГОСТ 380 (Ст 0, Ст 1, Ст 2, Ст 3 всех групп А, Б, В и всех степеней раскисления – “КП”, “ПС”, “СП”) и ГОСТ 1050 (05кп, 08кп, 08пс, 08, 10кп, 10пс, 10, 15кп, 15пс, 15, 20кп, 20пс, 20).
Условия применения
Электрод имеет коэффициент наплавки равный 8.5-9.5 г/А.ч. При этом расход на один килограмм наплавляемого металла составит 1.75 кг электродов.
МОНОЛИТ РЦ – это электроды, которые подходят для работы с угловыми, стыковыми и нахлесточными соединениями. Толщина металла может быть от 3-х до 20-ти мм.
Особенность электродов в том, что они не требуют тщательной подготовки поверхности. Им не страшны ржавчина и загрязнения.
Выполнение монтажной сварки допускает работу в разных пространственных положениях. Необходимости менять сварочный ток не возникает. Для сварки вертикальных швов методом «сверху-вниз» необходимо опирание или использование короткой дуги. Во время сварки шлак не должен затекать впереди дуги. Чтобы этого не допускать следует контролировать угол подъема (оптимальное положение 40–70 градусов). Если это нижнее положение, то электрод следует наклонять по направлению сварки на 20–40 градусов.
Химический состав наплавленного металла, %
|
Mn |
Si |
C |
P |
S |
|
0,40-0,65 |
0,15-0,40 |
не более |
||
|
0,11 |
0,035 |
0,030 |
||
Механические свойства металла ШВА
|
Временное сопротивление, Н/мм2 |
Относительное удлинение, % |
Ударная вязкость,Дж/см2 |
|
≥450 |
≥22 |
≥78 |
Особые свойства
Отличительная особенность продукции МОНОЛИТ РЦ в невысокой интенсивности образования аэрозоля и марганца при сварке. Благодаря этому товар выгодно отличается от электродов других марок. Достигнуть такого результата разработчикам удалось за счет правильного подбора сырья и тщательного контроля над технологическим и производственным процессом.
Высокие показатели качества не раз были отмечены ведущими научными институтами страны. Именно электроды МОНОЛИТ РЦ вырабатывают на 30 % меньше марганца и на 28 % меньше вредных веществ в аэрозоле.
Продукция МОНОЛИТ РЦ обеспечивает легкое начальное и повторное зажигание, а также стабильное и мягкое горения дуги. При использовании электродов данной марки удается снизить потери металла в результате разбрызгивания. Удается достичь великолепного качества шва, равномерного плавления покрытия и хорошей отделимости корки шлака.
При использовании электродов МОНОЛИТ РЦ проводить сварку можно даже на предельно-низких токах. Если речь идет об использовании изделий небольшого диаметра, то для них источником питания способна стать обычная бытовая сеть.
Обращаться с электродами очень просто. Работать с ними смогут даже молодые специалисты.
При сгибании электрода не происходит разлома обмазки. По этой причине их удобно применять для сварки в труднодоступных местах.
Изделия допускается использовать при соединении металла с окрашенными, масляными и окисленными поверхностями.
Режимы сварки
|
Сила сварочного тока (А), для электрода диаметром, мм |
|||||
|
2,0 |
2,5 |
3,0 |
3,2 |
4,0 |
5,0 |
|
40-80 |
50-90 |
70-110 |
80-120 |
110-170 |
150-220 |
Для сварки допускается использование постоянного тока любой полярности (желательная полярность электрода обратная «+», либо переменный ток трансформатора при напряжении холостого хода более 50 В.)
Упаковочные данные
|
Диаметр, мм |
Длина, мм |
Количество электродов в пачке, шт. |
Вес пачки, кг |
|
2,00 |
300 |
50-54; 99-108 |
0,5; 1 |
|
2,50 |
350 |
27-28; 53-56; 133-140 |
0,5; 1; 2,5 |
|
3,00 |
350 |
18-19; 35-37; 89-93 |
0,5; 1; 2,5 |
|
3,20 |
350 |
16; 32; 78-81 |
0,5; 1; 2,5 |
|
4,00 |
450 |
8; 16-17; 40-41; 81-83 |
0,5; 1; 2,5; 5 |
|
5,00 |
450 |
53-54 |
5 |
Аналоги
|
Производитель |
Марка электродов |
|
ESAB |
OK 46.00 |
|
Oerlikon |
Overcord, Overcord Z |
Прокалка перед сваркой
Если электроды хранились при нормальных условиях, то перед эксплуатацией прокалка не потребуется. Но если было допущено увлажнение, то необходима предварительная сушка в течение 25-30 минут при температуре порядка 110-ти градусов.
Положение швов при сварке
Сварочные электроды МР-3 АРС
Вид покрытия – рутиловое
|
AWS A 5.1:E 6013 |
ISO 2560-А- E 38 0 R 12 |
ГОСТ 9466 |
Э 46 –МР-3 АРС- Ø – УД Е 432 (3) Р21 |
ТУ У 28.7-34142621-007:2012-09-14
Назначение
Использовать изделия марки МР-3 АРС можно для дуговой ручной сварки стали марок по ДСТУ 2651/ГОСТ 380-2005 (Ст 0, Ст 1, Ст 2, Ст 3), имеющих любые степени раскисления.
Условия применения
Коэффициент наплавки электродов составляет 8.0-9.0 г/А.ч. А расход на один килограмм наплавления равен 1.7 кг.
Использовать продукцию можно для создания нахлесточных, стыковых и угловых соединений. Толщина металла допускается от 3-х до 20-ти мм. Данная марка электродов толщиной от 2.5 до 4.0 мм подходит для сварки в любых пространственных положениях. Диаметр в 5.0 мм идеально подходит для вертикального положения «снизу-вверх», для горизонтального на вертикальной плоскости и для нижнего положения.
Электроды МР-3 АРС требуют постоянного тока любой полярности, либо же переменного тока трансформатора, имеющего холостой ход более 50 В.
Химический состав наплавленного металла, %
|
Mn |
C |
Si |
P |
S |
|
0,40-0,70 |
не более |
|||
|
0,10 |
0,15-0,35 |
0,030 |
0,030 |
|
Механические свойства металла шва
|
Временное сопротивление, Н/мм2 |
Относительное удлинение, % |
Ударная вязкость, Дж/см2 |
|
≥450 |
≥22 |
≥78 |
Особые свойства
- При использовании изделий обеспечивается простое перекрытие зазоров;
- МР-3 АРС – это легкость выполнения работ и повторного разжигания дуги, а также превосходные сварочно-технологические свойства;
- Великолепный внешний вид швов;
- Лёгкое отделение слоя шлака;
- Возможность удлинять дугу для обработки окисленных поверхностей;
- Соответствие всем санитарно-гигиеническим нормам.
Сварочные данные
Сила сварочного тока, А, для электрода диаметром, мм
2,5
3,0
3,2
4,0
5,0
50-90
70-110
80-120
110-170
150-220
Сила сварочного тока, А, для электрода диаметром, мм
2,5
3,0
3,2
4,0
5,0
50-90
70-110
80-120
110-170
150-220
Упаковочные данные
|
Диаметр, мм |
Длина, мм |
Вес электрода, г |
Количество электродов в пачке, шт. |
Вес пачки, кг |
|
2,50 |
350 |
17-18 |
55-58; 139-147 |
1; 2,5 |
|
3,00 |
350 |
25-26 |
38-40; 96-100 |
1; 2,5 |
|
3,20 |
350 |
30-31 |
32-33; 80-83 |
1; 2,5 |
|
4,00 |
450 |
58-59 |
42-43; 84-86 |
2,5; 5 |
|
5,00 |
450 |
91-92 |
27; 54 |
2,5; 5 |
Аналоги
|
Производитель |
Марка электродов |
|
ЛЭЗ |
МР-3С, АНО-4 |
|
СпецЭлектрод |
МР-3С, АНО-4 |
|
Thyssen |
Phoenix SH Gelb R |
Прокалка перед сваркой
В тех случаях, когда электроды хранились в нормальных условиях, предварительная прокалка не потребуется. Если же было допущено увлажнение, то электроды нуждаются в сушке при температуре порядка 150 градусов на протяжении 40-60 минут.
Положение швов при сварке
Сертификация
УкрСЕПРО, СтБ, ГОСТ Р
Сварочные электроды УОНИ-13/55 ПЛАЗМА
Вид покрытия – основное с железным порошком
|
WS A 5.1:E 7018 |
ISO 2560-А-E 42 4 В 42 Н 5 |
ГОСТ 9466 |
Э 50А – Е 51 5 – БЖ 26 |
ТУ У 28.7-34142621-001:2008
Назначение и область применения
УОНИ-13/55 ПЛАЗМА – это высококачественные электроды, которые могут использоваться для сварочных работ в любых пространственных положениях. Они подходят для трубопроводов и ответственных конструкций. Обрабатывать можно изделия из низколегированных и углеродистых сталей, имеющих предел прочности 500-640 МПа. Электроды становятся идеальным вариантом в тех случаях, когда необходима стойкость соединений против горячих трещин. Чаще всего изделия используются в судоремонте, судостроении, мостостроении и для изготовления сосудов устойчивых к повышенному давлению.
Условия применения
Электроды имеют коэффициент наплавки равный 10.5-11.5 г/А.ч. Расход на один килограмм наплавляемого металла составляет 1.58 кг. Максимальная производительность может достигать 115 %. Изделия, имеющие диаметр от 2.0 до 4.0 мм, могут использоваться для сварки во всех пространственных положениях, за исключением вертикального «сверху-вниз». В свою очередь, изделия диаметром 5.0 мм подойдут для горизонтального положения на вертикальной площадке, для нижнего и для вертикального положения «снизу-вверх».
Химический состав наплавленного металла, %
|
Mn |
Si |
C |
P |
S |
|
1,10-1,50 |
0,40-0,70 |
не более |
||
|
0,09 |
0,030 |
0,020 |
||
Механические свойства металла шва
|
Временное сопротивление, Н/мм2 |
Относительное удлинение, % |
Ударная вязкость, Дж/см2 |
|
500-640 |
≥26 |
≥180 |
Дополнительные сведения
УОНИ-13/55 ПЛАЗМА – это электроды, которые обеспечивают повышенную прочность швов, низкое содержание водорода и особую чистоту. Благодаря возможности задействовать переменный ток полностью исключается магнитное дутье. Плазма позволяет создать стабильное горение дуги и аккуратное формирование швов.
В обмазку электродов УОНИ-13/55 ПЛАЗМА добавлен железный порошок. Благодаря этому эффективность возрастает на 20 %. Использование изделий обеспечивает ряд важных преимуществ:
- Компенсацию потерь металла на разбрызгивании и выгорании;
- Уменьшение расхода электродов до 15 %;
- Повышение производительности на 10 %;
- Шлак не попадает в сварочную ванну, формируется мелкочешуйчатый шов, а удаляется появившаяся шлаковая корка очень просто.
Упаковочные данные
|
Диаметр, мм |
Длина, мм |
Количество электродов в пачке, шт. |
Вес пачки, кг |
|
2,5 |
350 |
104-113; 208-226 |
2,5; 5 |
|
3,0 |
350 |
74-81; 147-158 |
2,5; 5 |
|
3,2 |
350 |
68-71; 136-142 |
1; 2,5 |
|
4,0 |
450 |
71-74 |
5 |
|
5,0 |
450 |
47-50 |
5 |
Аналоги
|
Производитель |
Марка электродов |
|
ESAB |
OK 48.00, OK 48.05 |
|
Lincoln Electric |
Basic One |
|
ELGA |
P48S |
Прокалка перед сваркой
Прокалка на протяжении одно часа при температуре 380-420 градусов потребуется только при наличии влаги.
Положение швов при сварке
www.mtk-fortuna.ru