Нюансы применения МР3 электродов и их технические характеристики
 У сварщиков со стажем обычно не возникает трудностей, когда им приходится выбирать наиболее подходящие электроды для монтажа низколегированных сталей. Чаще всего специалисты отдают предпочтение сварочным электродам МР-3, и неслучайно. Этот расходный материал отличается высокой эффективностью в работе и качеством исполнения, которое обусловлено требованиями действующих ГОСТов и спецификой использования свариваемых изделий в разных отраслях промышленности.
У сварщиков со стажем обычно не возникает трудностей, когда им приходится выбирать наиболее подходящие электроды для монтажа низколегированных сталей. Чаще всего специалисты отдают предпочтение сварочным электродам МР-3, и неслучайно. Этот расходный материал отличается высокой эффективностью в работе и качеством исполнения, которое обусловлено требованиями действующих ГОСТов и спецификой использования свариваемых изделий в разных отраслях промышленности.
Общая информация
Сварочные элементы марки МР-3 подходят для соединения заготовок из углеродистых и низкоуглеродистых сталей. Их можно сваривать при плотном контакте либо оставлять небольшой зазор. В последнем случае специалисты рекомендуют очень внимательно подойти к выбору режима сварки и использовать ток меньше номинального во избежание образования дефектов или трещин на металле.
Присадочные материалы, выпускаемые под этой маркой, выгодны тем, что в процессе их использования выделяется минимальное количество веществ, поэтому можно не сомневаться в их безопасности. Они незаменимы при сварке, проводимой в особо сложных условиях, поскольку наименее требовательны к чистоте поверхности, на которой могут присутствовать ржавые пятна или влага, но на качество сварки это сильно не влияет.
Сварочные работы проводятся с применением обычных трансформаторов, которые поддерживают минимальное напряжение на уровне 50 В. Сварочный материал МР-3 также можно использовать для монтажа деталей средней или большой толщины. Металл можно с легкостью проварить по всему углублению, гарантируя высокую прочность создаваемого соединения. Если исходить из технологических условий сварочных работ, при работе с этими электродами создавать большую дугу для получения температуры, достаточной для схватывания металла с электродом, не требуется.
 В рамках подготовительного этапа электроды необходимо просушить и прокалить, что только положительно сказывается на их рабочих свойствах. Электроды этой марки можно использовать в сочетании с трансформаторами, поддерживающими работу при постоянном и переменном токе. Присадочным материалом можно работать в любых положениях из-за того, что они вне зависимости от рабочих условий могут обеспечить соединение высокого качества.
В рамках подготовительного этапа электроды необходимо просушить и прокалить, что только положительно сказывается на их рабочих свойствах. Электроды этой марки можно использовать в сочетании с трансформаторами, поддерживающими работу при постоянном и переменном токе. Присадочным материалом можно работать в любых положениях из-за того, что они вне зависимости от рабочих условий могут обеспечить соединение высокого качества.
По окончании сварки необходимо выполнить завершающую операцию — удалить с металла шлак. Это делается очень легко, поэтому качество соединения остается стабильно высоким. Покрытие электрода напрямую влияет на присущие для него достоинства. Материал для сварки отличается особым химическим составом, благодаря которому можно поддерживать стабильное горение дуги при работе в любой плоскости. За счет стабильности дуги качество сварки получается неизменно высоким, вне зависимости от воздействия посторонних факторов.
Электроды с рутиловым покрытием
 Рутиловое покрытие представляет собой диоксид титана в порошкообразной форме, используемый для повышения прочностных характеристик шва и стабилизации процесса горения. Хотя электроды, имеющие рутиловое покрытие, стоят заметно дороже, они обладают рядом достоинств, которые обеспечивают им неоспоримые преимущества на фоне прочих видов электродов. Рутиловые наиболее эффективны при соединении элементов, содержащих влагу и ржавчину, способствуют уменьшению брызг металла, сокращая тем самым его расход. Отличительной особенностью электродов является простота отделения шлака.
Рутиловое покрытие представляет собой диоксид титана в порошкообразной форме, используемый для повышения прочностных характеристик шва и стабилизации процесса горения. Хотя электроды, имеющие рутиловое покрытие, стоят заметно дороже, они обладают рядом достоинств, которые обеспечивают им неоспоримые преимущества на фоне прочих видов электродов. Рутиловые наиболее эффективны при соединении элементов, содержащих влагу и ржавчину, способствуют уменьшению брызг металла, сокращая тем самым его расход. Отличительной особенностью электродов является простота отделения шлака.
МР-3
Достаточно известной и востребованной разновидностью рутиловых электродов являются элементы МР-3. Их используют преимущественно для соединения ответственных конструкций, выполненных из углеродистых сталей с содержанием углерода не менее 0,25% и низколегированных сталей. Во время работы электродами МР-3 образуется непрерывная дуга, что гарантирует аккуратный, прочный и ровный шов. Эти электроды могут работать при любом токе.
Во время сварки электроды МР-3 можно держать в любом положении, кроме вертикального. Это обусловлено тем, что качественное соединение можно создать только при неправильной полярности. МР-3 позволяют выполнять сварочные работы даже по окислительной поверхности и с использованием удлиненной дуги.
Высокая востребованность сварочного материала этой марки обусловлена наличием у них массы положительных свойств, среди которых следует выделить способность обеспечить качественное соединение даже при наличии на поверхности следов ржавчины, влаги и загрязнений, а также высокую производительность сварочных работ.
Электроды МР-3: технические характеристики
 Сварочные элементы МР-3 изготавливаются с учетом требований, определённых ГОСТами 9466 и 9467. В последнем сказано, что они относятся к типу E46 и используются преимущественно для соединения низколегированных с механическим сопротивлением разрыву до 50 кгс∙м/см2 и углеродистых сталей. Свариваемый металл должен иметь толщину не менее 3 мм и не более 20 мм.
Сварочные элементы МР-3 изготавливаются с учетом требований, определённых ГОСТами 9466 и 9467. В последнем сказано, что они относятся к типу E46 и используются преимущественно для соединения низколегированных с механическим сопротивлением разрыву до 50 кгс∙м/см2 и углеродистых сталей. Свариваемый металл должен иметь толщину не менее 3 мм и не более 20 мм.
Для производства присадочного материала используется специальная проволока типа СВ-08 сечением от 3 до 6 мм. По толщине основания электроды можно разделить на несколько групп в зависимости от их диаметра. Электроды марки МР-3 отличаются от других видов элементов наличием рутилового покрытия, с химическим составом которого связаны рабочие характеристики сварочного материала.
Длина элементов может колебаться в диапазоне от 300 до 450 мм. Дополнительно они могут различаться по весу:
- 3 мм — 32 г;
- 4 мм — 62 г;
- 5 мм — 93 г.
В одной упаковке может содержаться разное количество сварочного материала в зависимости от их диаметра:
• 3 мм — 84 шт.;
• 4 мм — 42 шт.;
• 5 мм — 44 шт.
Производители сварочных элементов МР-3 указывают на важность соблюдения условий их хранения. Выбранное место должно быть отапливаемым и сухим, температура воздуха не должна опускаться ниже отметки + 15 градусов. Электроды должны быть защищены от чрезмерного увлажнения, загрязнения и механических воздействий. При признаках увлажнения сварочные элементы необходимо перед использованием прокалить в течение 1 часа при температуре + 180 градусов Цельсия.
Применение
Сварочные элементы марки МР-3
Технологические особенности
- Высокое качество соединения и производительность;
- Беспроблемное повторное зажигание;
- Легко отделить от сварочного шва шлаковую корку;
- Незначительное количество брызг металла;
- Простота процесса создания сварочного шва;
- Не возникает трудностей с зажиганием электрической дуги и поддержанием ее стабильного горения.
В условиях нормальной температуры металл сварочного шва, а также наплавленный металл приобретают следующие прочностные характеристики:
- Показатель механического сопротивления разрыву — не более 46 кгс/мм2 ;
- Относительное удлинение — 18%;
- Ударная вязкость — 8 кгс∙м/см2.
Для правильного расчета величины рабочего тока необходимо учитывать особенности использования электродов и их диаметр:
- при диаметре 6 мм только в нижнем расположении — 300−360 А;
- 5 мм для вертикального 160−200 А, для нижнего -180−260 А;
- 4 мм для вертикального 140−180 А, для нижнего 160−220 А, для потолочного 140−180 А;
- 3 мм для вертикального 90−110 А, для нижнего 100−140 А, для потолочного 100−120 А.
В зависимости от веса для наплавления на 1 кг металла расходуется порядка 1,7 кг МР-3.
Особенности
Присадочный материал этой марки можно использовать для соединения конструкций как длинной другой, так и при помощи коротких прихваток. С их помощью можно может выполняться без предварительной подготовки соединение металла, который может иметь:
- влажную поверхность;
- следы окислов и загрязнений;
- признаки ржавчины.
 Сварочные элементы МР-3 подходят и для соединения элементов по зазорам, но при использовании тока минимальной величины. В противном случае в шве могут появиться поры. Присутствие в маркировке сварочных элементов буквы «м» (МР-3м) указывает на наличие рутилово-ильменитового покрытия, а буква «с» (МР-3с) говорит об использовании производителем рутилового покрытия с содержанием особых ионизирующих добавок.
Сварочные элементы МР-3 подходят и для соединения элементов по зазорам, но при использовании тока минимальной величины. В противном случае в шве могут появиться поры. Присутствие в маркировке сварочных элементов буквы «м» (МР-3м) указывает на наличие рутилово-ильменитового покрытия, а буква «с» (МР-3с) говорит об использовании производителем рутилового покрытия с содержанием особых ионизирующих добавок.
Если сравнивать эти два вида электродов по характеристикам, то это те же самые электроды МР-3.
Сварной материал МР-3 упрощает процесс зажигания дуги благодаря наличию в покрытии специальных добавок при использовании сварочных аппаратов малой мощности с напряжением порядка 50 В. К тому же они более предпочтительны, нежели обычные электроды МР-3 из-за более высоких санитарно-гигиенических показателей . Сварка, проводимая с использованием таких элементов, сопровождается выделением не более 0,6 г марганца. При применении обычных электродов МР-3 выделяется 1,25 г вещества.
Дополнительно к этому элементы МР-3 позволяют выполнять более однородные швы, что положительно сказывается на механических характеристиках соединения.
Конструкция и материал изготовления
Для производства МР-3 электродов может применяться проволока разного сечения. Технология изготовления требует нанесения на каждое изделие специального рутилового покрытия. Присадочный материал может отличаться между собой по длине, которая может составлять 300−450 мм, и наружному диаметру, его значение варьируется в диапазоне 2−6 мм.
Подобная конструкция позволяет использовать сварочный материал МР-3 для проведения сварочных работ по неподготовленным поверхностям, имеющим загрязнения и следы ржавчины. Во время хранения необходимо поддерживать оптимальный показатель влажности в помещении. Для рутилового покрытия он не должен превышать 1,5%, в противном случае перед использованием электроды необходимо прокалить не менее 60 минут при температуре +180 градусов.
Во время сварки необходимо ориентироваться на номинальные характеристики, которые должен иметь качественно выполненный сварочный шов. При соблюдении требований технологии рабочего процесса соединение должно иметь сопротивление разрыву 46 кгс/мм². Пределом коэффициента наплавки шва является значение 8,5 г/А*ч. Для определения необходимого количества электродов должна браться в расчет масса наплавки во время сварки. У электродов МР-3 этот параметр составляет 1,7 кг/час.
Для получения надежных сварных соединений необходимо не только обладать навыками в проведении сварочных работ, но и использовать подходящий расходный материал. Среди электродов, которые хорошо себя зарекомендовали, особо стоит выделить электроды марки МР-3. Они обладают массой полезных свойств, среди которых особо стоит отметить нетребовательность к качеству поверхностей свариваемых металлов.
 Этот присадочный материал можно использовать для соединения методом сварки деталей, содержащих на поверхности влагу, загрязнения и окислы. Причём конечный результат от этого никак не страдает.
Этот присадочный материал можно использовать для соединения методом сварки деталей, содержащих на поверхности влагу, загрязнения и окислы. Причём конечный результат от этого никак не страдает.
Имеются у этих электродов и другие положительные свойства, о которых хорошо известно опытным сварщикам. Однако необходимо учитывать, что электроды марки МР-3 являются узкоспециализированным присадочным материалом, который подходит для сваривания только низколегированных и углеродистых сталей с содержанием углерода на уровне 0,25%. Поэтому необходимо знать особенности применения этих сварочных элементов для того, чтобы соблюсти все требования сварочного процесса. Особенно это касается величины рабочего тока, от которой в немалой степени зависит качество сварного шва.
tokar.guru
в чем разница, технические характеристики, описание, расшифровка – Расходники и комплектующие на Svarka.guru
Электроды МР 3 для сварки низкоуглеродистых сталей с содержанием углерода до 0,25% имеют рутиловое покрытие. Они используются для ручной электродуговой сварки различных металлоконструкций.Электроды не требовательны к условиям сварки, дают прочный и долговечный шов даже в сложных условиях. Они способны справиться с повышенной влажностью и даже с небольшими следами коррозии. Обмазка электродов выполнена на основе рутила, минерала, содержащего диоксид титана.
Общая информация
Для чего они предназначены? Электроды МР3 применяются для сварки деталей из сплавов с содержанием углерода до 0,25%. Они могут работать в самых сложных условиях, при повышенной влажности заготовок и даже при наличии налета ржавчины. Такое свойство особенно полезно при выполнении ремонтных работ на трубопроводах.
Варить допускается во всех сварочных положениях, кроме вертикального. Сварку можно производить как при тесном контакте деталей, так и с некоторым зазором между ними. При этом следует снизить значение сварочного тока во избежание появления трещин.
Чем отличаются: легким розжигом электродуги и высокой стабильностью ее горения. Разбрызгивание капель расплава из сварочной ванны сведено к минимуму. Состав обмазки подобран таким образом, что в ходе сварки она выделяет мало токсичных веществ. Образующуюся корку шлака легко отделить от материала шва при зачистке.
В качестве источника рабочего тока можно использовать как традиционные сварочные трансформаторы, таки современные инверторы. Они должны обеспечивать напряжение от 50 вольт и выше. Электроды для сварки углеродистых сплавов МР 3 годятся для работы как переменным, так и постоянным током. Они позволяют сваривать заготовки различной толщины.
При правильной разделке кромок они осуществляют качественный глубокий провар. Следует уделять особое внимание правильному выбору значения рабочего сварочного тока. Он зависит как от диаметра электрода, таки от сварочного положения. Завышенный ток не позволит в полной мере воспользоваться преимуществами изделия.
Для получения прочного и долговечного шва сами электроды должны быть качественно просушены и прокалены.
Конструкция и материал изготовления
 В центре изделия находится стержень из сварочной проволоки Св -08, он покрыт обмазкой на основе рутила. В него добавлены в качестве присадок алюмосиликат либо карбонат. Присадки повышают вязкость металла наплавки, предохраняют от появления трещин и пор в материале шва.
В центре изделия находится стержень из сварочной проволоки Св -08, он покрыт обмазкой на основе рутила. В него добавлены в качестве присадок алюмосиликат либо карбонат. Присадки повышают вязкость металла наплавки, предохраняют от появления трещин и пор в материале шва.Имеют такие электроды 3 модификации: собственно МР 3, МР 3с и МР 3м. В обмазку стержней марки МР-3м добавлен ильменит, а в обмазку электродов марки МР-3с – добавки для повышения степени ионизации. В чем между ними разница: по основным физико-механическим характеристикам разницы между всеми тремя моделями практически нет. Различия проявляются в ходе работы: МР-3с благодаря ионизирующим присадкам в обмазке позволяет проводить легкий розжиг дуги на бытовых сварочных инверторах малой мощности.
У них также снижен объем выделяемых в атмосферу вредных веществ, прежде всего: марганца. С таким составом проще получить однородный шов на сварочных аппаратах малой мощности.
Диаметр проволоки находится в диапазоне 2-6 мм, а длина- от 30 до 45 см. По нему определяется и диаметр электрода, указанный в маркировке.
Если стержни хранились на сухом складе в заводской упаковке, в их дополнительном прокаливании нет нужды. Однако, если по каким –либо причинам влажность обмазки превысит 1,5 %- потребуется прокаливание от 40 до 60 минут при температуре около 170оС. Работать влажными электродами недопустимо: обмазка теряет свои свойства, и вряд ли получится прочный и долговечный шов.
Обмазка делается на основе рутила, или диоксида титана в состоянии порошка. Он смешивается со связующим, и стрежни окунают в получившуюся массу. Концы стержня на 20 мм не покрывают обмазкой: один из них будет зажат в держателе, а другой используют, чтобы разжечь электрическую дугу. Далее обмазанные электроды просушивают при высокой температуре.
Готовые изделия после просушки окрашивают в синий цвет и наносят на покрытие маркировку. Расшифровка МР-3 означает:
- М – рутиловое покрытие;
- Р – высокое качество шва;
- 3- номер модели в модельном ряду производителя
В состав материала стержня, кроме железа, входят присадки в следующих процентных долях:
- Марганец 0,66;
- Кремний 0,1;
- Углерод 0,1;
- Фосфор 0,03;
- Сера 0,019.
Готовые изделия пакуют в коробки, герметизируемые полимерной пленкой для сохранения низкого уровня влажности. Допускается отгрузка в картонных коробках и в пачках из технической бумаги.
Технические характеристики
Технические условия производства МР 3 регламентируются ГОСТ 9466 и 9467. В этих документах также есть описание порядка проведения контроля качества и приемочных испытаний и применимости изделия.
МР-3 относятся к группе сварочных материалов Э46. Они рекомендованы для соединения низколегированных, углеродистых и конструкционных сплавов, механическое сопротивление разрыву которых менее 50 кгс/мм2. Толщина деталей может составлять от 3 до 20 мм.
Сопротивление на разрыв материала шва должно составлять 46 кгс/мм2. Коэффициент наплавки сварного соединения определяется равным 8,5 г/А*ч. Производительность наплавки приблизительно 1,7 кг в час. Для получения 1 кг наплавленного материала уходит до 1,7 кг электродов.
Чтобы сваривать металлоконструкции большой толщины в нижнем сварочном положении, следует наклонять электрод в сторону движения держателя. Сварка большими токами требует особой внимательности сварщика и строгого соблюдения технологических указаний, поскольку на этих режимах велик риск появления пористости шовного материала и других дефектов шва.
Изделия расфасовываются по коробкам со следующими параметрами (для длины 30 см):
| Диаметр, мм | Вес одного электрода, г | Количество в коробке, шт. | Вес коробки, кг |
| 3 | 30 | 83 | 2,5 |
| 4 | 60 | 41 | 2,5 |
| 5 | 92 | 54 | 5,0 |
Для длины в 45 см вес больше в полтора раза.
Хранить изделия следует в сухом теплом складе, температура не должна опускаться ниже +15оС. Условия хранения должны исключать возможность повреждения упаковки и увлажнения стержней.
Увлажненные изделия применять для сварки недопустимо, они должны быть прокалены в специальном шкафу или муфельной печи при температуре 170о С не менее одного часа.
Особенности использования
При работе с МР 3 допустимо использование как переменного, так и постоянного тока. Сварочный источник должен давать напряжение холостого хода от 50 вольт. При работе постоянным током используется обратная полярность подключения. При этом положительный контакт присоединяется к держателю, а отрицательный- к заготовке.
Электроды отличаются следующими преимуществами:
- легкий розжиг и стабильное горение электродуги;
- выполнение долговечного, хорошо проваренного шва с заданными геометрическими параметрами;
- минимизировано разбрызгивание капель расплава;
- хрупкая корка шлака, образующаяся над шовным материалом, просто и быстро удаляется при зачистке;
- облегченный повторный розжиг электродуги после перерыва в ведении электрода;
- высокая производительность сварки.

Несмотря на то, что изделие оптимизировано для сложных условий работы, ни в коем случае нельзя пренебрегать подготовкой зоны шва к соединению. Чем лучше будет зачищена и обезжирена заготовка, тем прочнее и долговечнее получится шов.
Шовный материал имеет ударную вязкость 80 Дж./см2, допускает изгиб до 150о, а величина относительного удлинения равна 18%.
Материал шва имеет физико-механические параметры, близкие к характеристикам металла самой детали. Поэтому шов не создает дополнительных механических напряжений, ослабляющих всю конструкцию и снижающих ее прочность и надежность.
Рекомендуемые значения тока
Рабочий ток зависит от диаметра выбранного электрода и от сварочного положения. Рекомендации по выбору сведены в таблицу, сила тока дана в амперах
| Диаметр, мм | Вертикальный шов, сила тока | Нижнее положение, сила тока | Потолочное положение, сила тока |
| 3 | 90-110 | 100-140 | 100-120 |
| 4 | 140-180 | 160-220 | 140-180 |
| 5 | 150-200 | 180-260 | Не применяется |
| 6 | Не применяется | 300-360 | Не применяется |
Важно помнить, что это ориентировочные значения. Для конкретных деталей выполняется пробный шов, и сила тока подстраивается в зависимости от его результатов. Начинать следует с минимальных значений, поскольку рутиловые электроды не любят завышенных значений силы тока.
Если пробный шов демонстрирует недостаточный уровень провара, силу тока следует постепенно, шагами по 5 ампер, увеличивать до получения удовлетворительных результатов. При завышенных значениях рабочего тока повышается разбрызгиваемость металла, снижается стабильность дуги. На заготовках малой толщины возможно появление прожогов.
Заключение
Электроды МР 3 пользуются заслуженной популярностью среди сварщиков. Их с удовольствием применяют как профессионалы, так и домашние мастера. Возможность соединения влажных и заржавевших деталей, а также пониженный уровень выброса вредных веществ в атмосферу, являются главными достоинствами рутиловых электродов.
svarka.guru
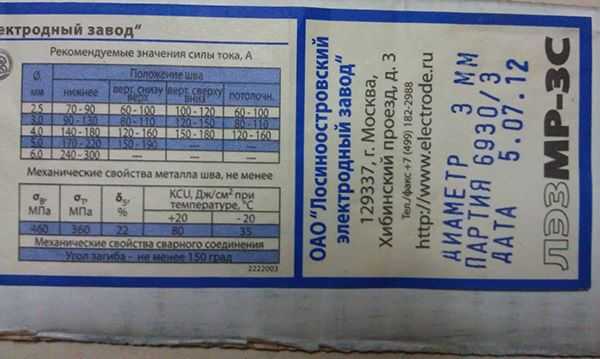
Сварочные электроды МР-3С
Еще одна очень популярная марка электродов, которую широко применяют в нашей стране. “МР-3С” подходят для большого спектра работ. Их можно смело называть универсальными, поскольку они применяются как в промышленности, так и в частном хозяйстве, когда нужно выполнить ремонт или сварить каркас под будущий навес.

Электроды данной марки выпускаются многими заводами. Среди них ЛЭЗ, СЗСМ, СпецЭлектрод, ШЭЗ и другие. Все они производят изделия высокого качества. Они соответствуют всем сертификатам качества и ГОСТу. Так что за тут можно не переживать.
Особенностью данных стержней является внешний вид. Они всегда имеют синюю обмазку. Это рутиловое покрытие, дающее электродам отличные технологические свойства.
Сферы применения, параметры, хранение
Очень часто “МР-3С” можно увидеть на больших производствах, в машиностроении и строительных площадках. Это означает, что область их применения довольно широка. Спецификация стержней состоит в работе со сталями содержащими много углерода и мало легирующих компонентов. Сюда относятся совершенно разные сплавы, имеющие прочность до 460 МПа.
Пройдемся по техническим параметрам стержней:
- наплавка: 8,5 г/Ач;
- расход: 1,7 кг на 1 кг наплавленного металла;
- покрытие: рутил;
- диаметр: 2,5 — 6 мм.
Электроды могут применяться во всех положениях, что значительно облегчает процесс, когда работы ведутся при сложном монтаже.
Другим преимуществом является легкое зажигание электродов. Это особенно полезно, когда работают новички. Дуга горит стабильно, что позволяет делать соединения равномерными и плотными.
Благодаря рутиловому покрытию, шов защищается от попадания шлака и окисления. Сама же шлаковая корка отделяется очень легко и быстро. В швах не образуется пор и они не подвержены растрескиванию. Наплавленный металл хорошо справляется с механическими нагрузками, ударами и “не устает”.
Такие свойства говорят о том, что электроды могут использоваться при сварке ответственных конструкций, работающих под разными нагрузками.

Стержни “МР-3С” подходят также для установки прихваток, перед непосредственными сварочными работами.
При работе с разными диаметрами изделий, следует подбирать разное напряжение питания. Так, для нижнего положения используется такой ток:
- 2,5 мм: 70 — 90 А;
- 3 мм: 90 — 130 А;
- 4 мм: 140 — 180 А;
- 5 мм: 170 — 220 А;
- 6 мм: 240 — 300 А.
Для вертикального и потолочного положения:
- 2,5 мм: 60 — 100 А;
- 3 мм: 80 — 110 А;
- 4 мм: 120 — 160 А;
- 5 мм: 150 — 190 А;
Электроды поставляются в упаковках, завернутых в особую влагостойкую пленку. Она предотвращает попадание жидкости на стержни. Чтобы продлить срок хранения изделий, необходимо держать их в сухом помещении при комнатной температуре. При таких условиях, они сохранят свои свойства и не подведут вас во время работы.
Дополнительно стоит защитить электроды от механического воздействия.
При попадании на электроды жидкости, их следует прокалить в специальной печи. Делать этого нужно в течение 1 часа при t = 170 — 190°С.
Заключение
Сварочные электроды “МР-3С” отличаются широкими возможностями применения и качеством. Добавьте к этому приятную цену и вы получите товар массового потребления. При необходимости купить подобные изделия для ремонта или производственных работ, обратите внимание на данную марку. Она неспроста имеет положительные отзывы и выпускается большим количеством производителей. В течение долгих лет эти электроды завоевывали доверие сварщиков. Сейчас они считаются одними из эталонных расходников. Они имеют отличные качества и позволяют работать комфортно.
instrument-blog.ru
Что такое электрод МР 3с и его технические характеристики
Сварочные электроды представляют собой металлический или неметаллический стержень, который состоит из электропроводного материала. Эти конструкции предназначаются для проводимости тока к изделию, которое нужно сварить. Сегодня большое количество производителей изготавливают такие приспособления для работы с металлическими поверхностями. На рынке их насчитывается более двухсот штук, которые различаются между собой свойствами и маркировкой электродов.Стоит отметить, что большая часть половины изготавливаемой продукции относится к плавящимся электродам, которые предназначены для ручной дуговой сварки.Сварочные электроды подразделяются на плавящиеся и те, которые не поддаются процессу плавления. Последние изготавливаются из тугоплавкого материала, к примеру, вольфрама. При этом учитываются все требования, которые заявлены в государственном стандарте. Они изготавливаются из электротехнического угля или синтетического графита.
Плавящиеся электроды изготавливаются с применением сварочной проволоки, которая согласна действующему государственному стандарту делится на легированную, углеродистую, а также высоколегированную. Сверху металлического стержня наносят дополнительный слой покрытия, для защиты конструкции. При этом используется метод прессования под специально созданным давлением.
Такое покрытие позволяет выполнять металлургическую обработку сварочной ванны, защищать её от разнообразного атмосферного воздействия, а также обеспечить более устойчивое горение дуги.
Как появился сварочный электрод?
История возникновения и применения сварочных электродов тесно переплетается с развитием сварочных технологий. Самый первый раз они были использованы в различных опытах и экспериментах, которые были связаны с определением свойств электрических дуг. Эти научные проверки проводились профессором Петровым В.В.Большое количество научных исследователей и настоящих учёных трудились над разработкой настоящего сварочного электрода, а также усовершенствованием представленной конструкции. В конечном результате было принято решение использовать такие элементы, как натрий, кальций и калий. Эти вещества имеют максимально низкий потенциал и способны обеспечить лёгкое возгорание дуги, а также поддерживать её цикл горения.
В первой четверти двадцатого века учёные смогли разработать множество конструкций для ручной сварки, способы их производства и оптимальный состав для покрытия.
Общепринятая классификация покрытия
Электроды для ручной дуговой сварки, которые имеют специальное покрытие, представляют собой стержень, имеющий длину до 400 миллиметров. Они производятся из сварочной проволоки, где после этого наносится дополнительный слой. Существует основная классификация покрытий:
- Стабилизирующие. Это особенные материалы, которые включают в собственный состав легко ионизирующие элементы. Их нужно наносить достаточно тонким слоем на стержень электродов.
- Защитное покрытие. Это механическая смесь из разных материалов. Представленный слой способен защитить расплавленный металл от воздействия окружающей среды. При этом защитное покрытие стабилизирует горение дуги, легирует и рафинирует швы металла.
- Магнитное покрытие. Их нужно наносить непосредственно на проволоку во время выполнения сварочных работ. Это действие осуществляется при помощи электромагнитных сил, которые появляются между проволокой и порошком.
Что собой представляют электроды мр 3с?
Электроды МР 3с производятся в строгом соответствии с техническими требованиями и стандартами. Именно эти положения способны определить их точные размеры, механические свойства металлического шва и сварного соединения.Представленные электроды отличаются от других конструкций тонким рутиловым покрытием. Они предназначены для сваривания углеродистой стали. Стоит отметить, что показатели предела прочности шва во время растяжения должны быть не больше 450 МПа.
Согласно технике безопасности и техническим требованиям сварочные работы не могут производиться в любом пространственном положении. Исключение составляет положение «вверх-вниз». Электроды мр 3с способны оказывать определяющее воздействие на итоговое качество сварного шва.
Эти элементы, благодаря своим техническим свойствам, предоставляют все возможности для получения шва, который согласно механическим показателям не будет отличаться от основного металла. Именно по этой причине, такие их используются для сварки ответственных конструкций.
Рутиловое покрытие для электродов типа МР-3 – это соединение минералов рутила или двуокиси титана. В это вещество добавляются алюмосиликаты или карбонаты. Представленные компоненты способны увеличить показатели вязкости направленного металла, а также препятствуют образованию новых трещин в сварном шве.
Главная особенность электродов марки МР-3 заключается в достаточно низкой чувствительности к качеству обработки кромок на поверхности, где выполняются свариваемые работы. Представленные кромки не будут реагировать на ржавчину или любые другие загрязнения. Рутиловое покрытие способно обеспечить высокие показатели производительности, а также оптимальные экологические и технологические показатели сварочного производственного процесса.
Электроды мр 3с технические характеристики
Можно выделить несколько важных характеристик синих электродов мр 3:
- рутиловое покрытие;
- показатели коэффициента наплавления – около 8,5 г/Ач;
- производительность наплавления – 1,2 килограмма в час;
- расход электродов на один килограмм металла составляет 1,7 кг.
Используя МР-3С можно сваривать ржавый металл, который плохо очищается от окисления и других загрязнений металла. Представленные конструкции способы обеспечить лёгкое перекрытие зазора. Процесс сварки будет происходить легко и без определённых усилий.
Мастера смогут быстро сделать любые нужные швы в потолочном положении, при постановке прихватки, а также для неповоротного стыка в трубопроводе. Такие электроды помогут сделать сварочные работы на предельно низком токе. Они имеют повышенные показатели эффективности при проведении сварки таврового соединения, чтобы получить гарантированный вогнутый шов.
Оцените статью: Поделитесь с друзьями!stanok.guru
Сварочные электроды МР 3:характеристики,размеры,особенности наплавки
Большинство специалистов смогло убедиться на собственном опыте, что для сварки сталей, обладающих низким уровнем легирования, хорошо подходят электроды МР-3. Если сравнивать с другими марками, то для данного применения именно они обладают наиболее подходящими характеристиками и свойствами. Это достаточно качественные присадочные материалы, которые соответствуют мировым стандартам качества. Одним из главных их преимуществ является то, что они обладают высокой производительностью, благодаря чему находят широкое применение во многих сферах производства, не говоря уже о честной среде.

Электрод для сварки марки МР-3
Если сварка проводится с зазорами, то нужно использовать минимальные токи, указанные в технических характеристиках. В ином случае, это может привести к образованию пор. Изделия обладают хорошими санитарно-гигиеническими показателями, так как во время их сгорания в атмосферу выделяется всего 0,6 г марганца. Здесь нет особых требований к чистоте поверхности, так что соединение можно проводить при наличии ржавчины, грязи и влаге.

Сварочные электроды МР-3
Для работы с данной маркой подходит обыкновенный сварочный трансформатор стандартных мощностей. Электроды МР-3 могут производить сваривание деталей средней и большой толщины, причем качество соединения будет соблюдаться полностью на всей глубине проварки. Для создания шва специалисты рекомендуют применять короткую или среднюю длину дуги, чтобы соединение было максимально надежным по всей длине шва. Перед использованием материал желательно прокалить, но не более часа. Расходные материалы одинаково хорошо показывают себя как при сварке постоянным током, так и переменным. Удобно ими работать и при создании вертикальных, а также потолочных швов.

Электрод МР-3 для создания вертикальных и потолочных швов
По окончании работ шлак весьма легко отделяется, чтобы можно было проверить качество соединения визуально. Для специалистов это очень удобно, так как не нужно прилагать много усилий для этого. Большинство преимуществ данной марки обусловлено тем, что она имеет специальное покрытие, которое обладает уникальным химическим составом. В обмазке находится кремний, сера, углерод, фосфор и марганец. Она обеспечивает постоянство горения, а также хороший обжим дуги, вне зависимости от положения и способа сваривания. Качество проявляется даже в тех случаях, когда поверхность основного металла сильно окислена.
Сварочные электроды МР 3 со специальным покрытием
Область применения
Сварочные электроды МР-3 имеют достаточно широкую область применения, так как низколегированные стали, для работы с которыми они предназначены, встречаются практически во всех областях промышленности. В частности, это могут быть толстые трубопроводы, которые рассчитаны на высокое давление. Специальная обмазка обеспечивает независимости от внешних условий и надежную защиту электрической дуги.
Надежность соединения обеспечивает применение в области машиностроения, а не только создания металлоконструкций. Также с их помощью заваривают треснувшие резервуары и другие герметичные емкости. Эта марка находит применение и в судостроении, где ответственность качества шва является очень высокой. В своем роде это один из наиболее оптимальных вариантов, так что при любых работах с низколегированными металлами стараются использовать такие электроды.

Электроды МР-3
Технические характеристики
Если рассматривать технические характеристики электродов МР-3, то они будут зависеть не только от размеров материала, но и от его химического состава.
| Химический состав, % | ||||
| Углерод | Кремний | Марганец | Сера | Фосфор |
| 0,1 | 0,2 | 0,5–0,8 | 0,04 | 0,045 |
Но для специалистов, которые подбирают марку под те условия, в которых будут эксплуатироваться уже сваренные детали, рассматривают механические свойства. Это помогает сделать точный выбор исходя из соотношения цены и качества среди имеющихся вариантов. Механические свойства наплавленного металла на шве в данной марке выглядят следующим образом:
| Температура испытаний, градусы Цельсия | Временное сопротивление разрыву, Н/мм2 | Относительное удлинение, % | Ударная вязкость, Дж/см2 | KCV>34 Дж/см2 при температуре, градусы Цельсия |
| + 20 | 450 | 18 | 78 | – 20 |
| Производительность наплавки, г/мин | Относительный выход наплавленного металла, % | Расход материала на 1 кг наплавленного шва, кг | ||
| 23,5 | 90 | 1,7 | ||
Размеры и ассортимент
| Диаметра электрода, мм | Длина электрода, м |
| 2 | 0,3 |
| 2,5 | 0,3 |
| 3 | 0,35 |
| 4 | 0,45 |
| 5 | 0,45 |
Особенности наплавки
Рассмотрев в электродах МР-3 характеристики, обозначить, какой сварочный ток соответствует выбранному диаметру. Ведь это поможет избежать неприятностей с залипанием расходного материала, а также пропаливанием заготовки, что при большой толщине маловероятно, но все же возможно. Здесь приведены наиболее распространенные варианты для всех используемых положений:
Диаметр электрода, мм | Сила тока в нижнем положении, А | Сила тока в вертикальном положении, А | Сила тока в потолочном положении, А |
3 | 100…140 | 80…100 | 80…110 |
4 | 160…220 | 140…180 | 140…180 |
5 | 180…260 | 160…200 | – |
Обозначение и расшифровка
Электроды МР-3 синие в своей аббревиатуре содержат обозначения, что «М» это материал с тонким рутилово-ильменитовым покрытием, который «Р» соответствует высоким требованиям ко шву. «3» означает, что это третья модель завода, выпускающего данные электроды.
Сварочные электроды МР-3 диаметром 3 мм
Производители:
- Стандарт;
- Ресанта;
- Вистек;
- ЭконПлюс;
- Эра;
- Монолит.
svarkaipayka.ru
технические характеристики и особенности сварочных электродов МР-3
Несмотря на то что сварку придумали еще в 1803 году, этот вид соединения металлов остается самым надежным и прочным. Конечно, с совершенством технологий совершенствуется прогресс сварки. Становится все больше ее разновидностей. Так, электроды МР-3 можно увидеть не только одной марки, но и производства множества других компаний. Строительный рынок предоставляет огромный выбор сварочных аппаратов и его комплектующих для всевозможной сварки.
Основы электросварки
К электроду и свариваемой детали подводится электрический ток. При соприкосновении свариваемого изделия передается сварочный ток. Благодаря тому, что сварочная дуга имеет до 7 тыс. градусов, кромки на свариваемой детали плавятся, образуя сварочную «ванну». Вместе с кромками плавится электрод, а его покрытие защищает от воздействия окружающей среды. На месте сварочного шва образуется шлак, который также защищает от воздействия внешних дефектов. Сырость, влага, воздух — это все может плохо сказаться на сварочном шве.
Главная составляющая при сварке — это сварочный аппарат. Существует множество видов, от ручных до автоматических. Некоторые из них работают от электричества, другие от газа. Чаще всего используют аппараты для таких видов сварки:
- Ручной дуговой.
- Полуавтоматической.
- Автоматической.
- Аргоновой.
Ручная дуговая сварка самый первый и распространненый вид. Ее используют не только на производстве и строительстве, но и быту. Такой вид удобен в использование и не требует особых условий окружающей среды. При использовании ручного аппарата пользуются специальными электродами. Их подбирают соответственно изготавливаемой детали. Свариваемые детали могут варьироваться от 2 мм до 20 мм и более. Однако стоит помнить о снятии кромок для провара.
Полуавтоматическую сварку чаще используют при соединении тонких металлов. Однако на производстве, где свариваются толстые металлы, такая сварка имеет место. Стоит учесть, что в этом виде используют специальную сварочную проволоку.
Автоматические устройства используют в промышленных зонах. Чаще это могут быть заводы и другие предприятия, занимающиеся постоянным производством одинаковых конструкций.
Аргоновая сварка производится газом. При работе с таким аппаратом используется специальная проволока, которая плавится при помощи газовой горелки.
Описание электродов
Сварочный электрод представляет собой стержень, сделанный из различного металла и покрытый специальной обмазкой. Состав стержня, как и обмазки, будет зависеть от их предназначения. Некоторые из них могут быть для стали, другие для более мягкого металла. К примеру, существуют электроды по чугуну и меди.
Стержни для электросварки могут отличаться не только составом, но и диаметром. Обычно для сварочных работ используют электроды диаметром 3−4. Но бывают случаи, где может потребоваться стержень с более толстым диаметром и наоборот.
Также существуют виды, которые предназначены не для сварки деталей, а наоборот, для их резки. Однако для таких электродов требуется специальные станки и электрододержатели.
В связи с тем, что существует большое количество металлов и сплавов, существует множество видов электродов. Наиболее распространенные из них:
- УОНИ.
- ЦУ-5.
- МР-3 и МР-3С (Э46).
УОНИ одни из самых универсальных видов. Они имеют хороший и прочный сплав, что придает прочность деталям. Однако ими лучше пользоваться людям, которые имеют хорошие знания в электросварке.
ЦУ-5 отлично сваривают детали. Однако из-за их стоимости и быстрого сгорания, их используют в редких и особенно важных случаях. К примеру, такими стержнями сваривают корень трубы под давление.
МР-3 и МР-3С имеет более практичные стержни. Они не имеют повышенной нагрузки на разрыв или излом, однако, хорошо подходят для простого вида электросварки.
Характеристики МР-3 и МР -3С
Если произвести расшифровку сварочных электродов МР-3, то можно понять что это универсальный стержень с рутиловым покрытием. В связи с требованием стандарта этот вид относится к типу Э46. Стержень МР-3 изготавливается из качественной проволоки Св-08. По стандарту она может иметь диаметр от 3 мм до 6 мм. Однако бывают отдельные случаи, где диаметр может быть меньше.
Более подробные технические характеристики электродов МР-3С указываются на упаковке. Помимо их характеристик на упаковке находится специальная таблица, по которой можно настроить требуемый сварочный ток.
Особенности использования МР-3
Если характеристики электродов МР3 стали ясны, стоит обратить внимание на их особенности. Благодаря универсальному стержню они с легкостью справляются со сваркой грязных и необработанных металлов. Но не стоит забывать, что такой материал будет менее прочным. Если сравнить УОНИ и МР-3, то УОНИ более пластичны. Однако у них гораздо сложнее зажигается сварочная дуга.
На работе стараются использовать зарубежные марки электродов. Но не так давно столкнулись со ржавым материалом. Именно тут нам пригодились старые, добрые МР-3. В то время как зарубежной маркой не могли даже зажечь сварочную дугу.
Столкнулся со сварочным инвертором малоизвестной фирмы. Использовал и УОНИ, ЦЛ, ЦУ-5. Но никаким из них не смог поставить даже прихватку. Последняя надежда была на МР-3, и как оказалось, не зря. Напряжение в доме было понижено, и только на их стержнях получилось заварить деталь.
После начала дождя, по своей глупости, оставили все электроды на улице. Промокли они не сильно, но варить было практически невозможно. УОНИ сразу убрали сушиться, а МР-3 еще работали. Пусть не так хорошо, но продолжали варить.
В стержень МР-3С добавляют больше рутила, что способствует более качественному шву. Но с избытком этого элемента стержни имеют большее количество брызг при сварке.
chebo.pro
технические характеристики и особенности сварочных электродов МР-3
Несмотря на то что сварку придумали еще в 1803 году, этот вид соединения металлов остается самым надежным и прочным. Конечно, с совершенством технологий совершенствуется прогресс сварки. Становится все больше ее разновидностей. Так, электроды МР-3 можно увидеть не только одной марки, но и производства множества других компаний. Строительный рынок предоставляет огромный выбор сварочных аппаратов и его комплектующих для всевозможной сварки.
Основы электросварки

К электроду и свариваемой детали подводится электрический ток. При соприкосновении свариваемого изделия передается сварочный ток. Благодаря тому, что сварочная дуга имеет до 7 тыс. градусов, кромки на свариваемой детали плавятся, образуя сварочную «ванну». Вместе с кромками плавится электрод, а его покрытие защищает от воздействия окружающей среды. На месте сварочного шва образуется шлак, который также защищает от воздействия внешних дефектов. Сырость, влага, воздух — это все может плохо сказаться на сварочном шве.
Главная составляющая при сварке — это сварочный аппарат. Существует множество видов, от ручных до автоматических. Некоторые из них работают от электричества, другие от газа. Чаще всего используют аппараты для таких видов сварки:
- Ручной дуговой.
- Полуавтоматической.
- Автоматической.
- Аргоновой.
 Ручная дуговая сварка самый первый и распространненый вид. Ее используют не только на производстве и строительстве, но и быту. Такой вид удобен в использование и не требует особых условий окружающей среды. При использовании ручного аппарата пользуются специальными электродами. Их подбирают соответственно изготавливаемой детали. Свариваемые детали могут варьироваться от 2 мм до 20 мм и более. Однако стоит помнить о снятии кромок для провара.
Ручная дуговая сварка самый первый и распространненый вид. Ее используют не только на производстве и строительстве, но и быту. Такой вид удобен в использование и не требует особых условий окружающей среды. При использовании ручного аппарата пользуются специальными электродами. Их подбирают соответственно изготавливаемой детали. Свариваемые детали могут варьироваться от 2 мм до 20 мм и более. Однако стоит помнить о снятии кромок для провара.
Полуавтоматическую сварку чаще используют при соединении тонких металлов. Однако на производстве, где свариваются толстые металлы, такая сварка имеет место. Стоит учесть, что в этом виде используют специальную сварочную проволоку.
Автоматические устройства используют в промышленных зонах. Чаще это могут быть заводы и другие предприятия, занимающиеся постоянным производством одинаковых конструкций.
Аргоновая сварка производится газом. При работе с таким аппаратом используется специальная проволока, которая плавится при помощи газовой горелки.
Описание электродов
Сварочный электрод представляет собой стержень, сделанный из различного металла и покрытый специальной обмазкой. Состав стержня, как и обмазки, будет зависеть от их предназначения. Некоторые из них могут быть для стали, другие для более мягкого металла. К примеру, существуют электроды по чугуну и меди.
Стержни для электросварки могут отличаться не только составом, но и диаметром. Обычно для сварочных работ используют электроды диаметром 3−4. Но бывают случаи, где может потребоваться стержень с более толстым диаметром и наоборот.
Также существуют виды, которые предназначены не для сварки деталей, а наоборот, для их резки. Однако для таких электродов требуется специальные станки и электрододержатели.
В связи с тем, что существует большое количество металлов и сплавов, существует множество видов электродов. Наиболее распространенные из них:
- УОНИ.
- ЦУ-5.
- МР-3 и МР-3С (Э46).
 УОНИ одни из самых универсальных видов. Они имеют хороший и прочный сплав, что придает прочность деталям. Однако ими лучше пользоваться людям, которые имеют хорошие знания в электросварке.
УОНИ одни из самых универсальных видов. Они имеют хороший и прочный сплав, что придает прочность деталям. Однако ими лучше пользоваться людям, которые имеют хорошие знания в электросварке.
ЦУ-5 отлично сваривают детали. Однако из-за их стоимости и быстрого сгорания, их используют в редких и особенно важных случаях. К примеру, такими стержнями сваривают корень трубы под давление.
МР-3 и МР-3С имеет более практичные стержни. Они не имеют повышенной нагрузки на разрыв или излом, однако, хорошо подходят для простого вида электросварки.
Характеристики МР-3 и МР -3С
 Если произвести расшифровку сварочных электродов МР-3, то можно понять что это универсальный стержень с рутиловым покрытием. В связи с требованием стандарта этот вид относится к типу Э46. Стержень МР-3 изготавливается из качественной проволоки Св-08. По стандарту она может иметь диаметр от 3 мм до 6 мм. Однако бывают отдельные случаи, где диаметр может быть меньше.
Если произвести расшифровку сварочных электродов МР-3, то можно понять что это универсальный стержень с рутиловым покрытием. В связи с требованием стандарта этот вид относится к типу Э46. Стержень МР-3 изготавливается из качественной проволоки Св-08. По стандарту она может иметь диаметр от 3 мм до 6 мм. Однако бывают отдельные случаи, где диаметр может быть меньше.
Более подробные технические характеристики электродов МР-3С указываются на упаковке. Помимо их характеристик на упаковке находится специальная таблица, по которой можно настроить требуемый сварочный ток.
Особенности использования МР-3
Если характеристики электродов МР3 стали ясны, стоит обратить внимание на их особенности. Благодаря универсальному стержню они с легкостью справляются со сваркой грязных и необработанных металлов. Но не стоит забывать, что такой материал будет менее прочным. Если сравнить УОНИ и МР-3, то УОНИ более пластичны. Однако у них гораздо сложнее зажигается сварочная дуга.
На работе стараются использовать зарубежные марки электродов. Но не так давно столкнулись со ржавым материалом. Именно тут нам пригодились старые, добрые МР-3. В то время как зарубежной маркой не могли даже зажечь сварочную дугу.
Столкнулся со сварочным инвертором малоизвестной фирмы. Использовал и УОНИ, ЦЛ, ЦУ-5. Но никаким из них не смог поставить даже прихватку. Последняя надежда была на МР-3, и как оказалось, не зря. Напряжение в доме было понижено, и только на их стержнях получилось заварить деталь.
После начала дождя, по своей глупости, оставили все электроды на улице. Промокли они не сильно, но варить было практически невозможно. УОНИ сразу убрали сушиться, а МР-3 еще работали. Пусть не так хорошо, но продолжали варить.
В стержень МР-3С добавляют больше рутила, что способствует более качественному шву. Но с избытком этого элемента стержни имеют большее количество брызг при сварке.
obrabotkametalla.info