Сварка металла: оборудование, технологии, ошибки
Сварка металла позволяет соединять различные детали и создавать сложные конструкции. Ее применяют при строительстве мостов, зданий, прокладке трубопроводов, создании сложных деталей. Сваривать вместе детали можно не только на специальном предприятии, но и далеко от городов, линий электропередач.
Метод соединения деталей свариванием осваивают профессионалы, любители. В гаражах, сараях умельцы воплощают в жизнь свои задумки, ремонтируют различные механизмы, делают полезные в хозяйстве вещи.
 Сварка металла
Сварка металлаКак правильно варить
Со стороны сварочные работы не представляет сложности. Однако опытные сварщики по металлу рекомендуют сначала изучить теорию и попрактиковаться на ненужных вещах, а только потом приступать к работе.
Мало соединить вместе 2 железки. Такой шов лопнет при первом ударе. Важно научиться сваривать металл, чтобы он не терял своих характеристик. Только правильно разогретая ванна, смешанные вместе расплавы краев деталей способны образовать прочное, герметичное соединение.
Технология проведения работ
Различают около 100 видов сварки металла. Применяют в основном технологию электродуговой сварки электродами, проволокой, пластинами.
Технология сваривания заключается в нагреве металла до жидкого состояния и его дальнейшем смешивании. Для соединения разных деталей используют расплавленную проволоку или сам электрод.
Типы сварочных аппаратов
По производительности, мощности сварочные аппараты можно разделить на два типа: бытовые, промышленные. Первыми можно сваривать детали толщиной до 5–6 мм. Промышленное оборудование способно долго работать без остановки.
Сварка металлов происходит за счет нагрева до высоких температур. Расплавление достигается различными способами. Каждому из них соответствует свое оборудование. Оно делится на группы по принципу работы:
- трансформаторы;
- инверторы;
- выпрямители;
- TIG-аппараты;
- полуавтоматы;
- спотеры.
Кроме того, применяются аппараты для газовой обработки металлических заготовок, холодная сварка, создающая высокое давление и другие виды соединения деталей.
 Сварочные аппараты
Сварочные аппаратыТрансформаторные
Классические сварочные аппараты были изобретены первыми. Они просто понижали напряжение тока, оставляя его переменным. Силовой трансформатор понижает напряжение сети до значений холостого хода — 50–60В. По настройке параметров работы различают следующие типы оборудования:
- тиристорные — фазовая регулировка;
- с магнитным рассеиванием;
- со стандартным рассеиванием.
Недостаток аппарата заключается в нестабильной дуге из-за переменного тока. Трансформаторы отличаются крупными габаритами и большим потреблением энергии.
Инверторы
Инверторы создают оптимальные условия для сварки металлов. Они выравнивают переменный ток и делают его высокомощным, регулируемым с большой точностью. Работают инверторы от потребительской сети 220V с частотой 50Грц, промышленной в 380 V.В процессе преобразования, ток проходит:
- сетевой выпрямитель;
- частотный преобразователь;
- высокочастотный трансформатор;
- силовой выпрямитель.
Инверторы настраиваются на работу с прямым, обратным током. Работают с электродами любого типа, варят высоколегированные черные, цветные металлы. Они имеют защиту от перепадов, скачков напряжения. Подходят для обучения новичков, поскольку имеют стабильную дугу.
Для работы с постоянным током используют и выпрямители, которые состоят из диодов и полупроводников. Они преобразуют переменный ток в постоянный, позволяют регулировать его величину. Тонкой настройки не имеют.
Все остальные виды сварочного оборудования представляют собой различные варианты трансформатора и инвертора.
Пошаговая инструкция по проведению сварочных работ
Перед началом сваривания необходимо проверить место проведения работ на соответствие технике безопасности. На участке не должно быть лишних предметов, особенно легковоспламеняющихся, луж с водой, разлитого масла.
Следует проверить на исправность и подключить оборудование. Плита должна быть заземлена. На деталь цепляется зажим с соответствующим значением тока. Заготовка подготовлена к сварке, если выполнены следующие действия:
- места соединений зачищены;
- заготовка установлена на сборочную плиту или стеллаж и закреплена;
- детали соединены между собой прихватами или зажаты в специальном устройстве.
Начинать варить следует после полной подготовки места, оборудования и инструмента.
Инструменты и средства защиты
Кроме зажима для электродов у сварщика всегда должен быть с собой тонкий металлический молоток, чтобы отбивать шлак. Шов проверяется на наличие непроваров, подрезов, волчков. При необходимости режим работы можно изменить.
Сварка относится к числу вредных и опасных работ. Соблюдение техники безопасности особенно важно для начинающих работников, которые еще не имеют практических навыков. При проведении сварочных работ можно получить повреждения разного типа: поражение током, ожоги, поражение глаз, отравление парами при сгорании флюса.
Обязательные средствами защиты для сварщика при работе являются:
- маска;
- рукавицы или перчатки;
- штаны и куртка;
- рабочие ботинки;
- брезент.
Маска с темным стеклом защищает глаза от слепящего света, возникающего при сваривании. Рукавицы и костюм из негорючих материалов закрывают кожу от брызг металла и искр.
При работе вне оборудованного сварочного поста рабочему может понадобиться брезент. Им он закрывает предметы, которые невозможно убрать. Например, стену и стоящую рядом мебель при сварке труб водопровода или отопления в доме.
 Инструменты и средства защиты
Инструменты и средства защитыКакие электроды использовать
Толщина металла и количество накладываемых швов определяют диаметр электрода. При сварке деталей большой толщины корневой шов прокладывается тонким электродом 2–3 мм. В дальнейшем используют четверку. При толщине листа более 20 возможно применение электрода диаметром 6 мм.
Для сваривания конструкций из низколегированных сталей, применяют электроды с обмазкой марок: УОНИ, ОЗС, АНО. Они широко используются в создании строительных конструкций, при прокладке трубопроводов и сварке других деталей, к которым предъявляются высокие требования в прочности соединений.
При сварке высоколегированных и углеродистых старей специалисты рекомендуют использовать хромоникелевые электроды марки ЭА 395.
Качественную сварку цветных металлов производят с помощью рутиловых электродов серии МР 3С. Вольфрамовые неплавящиеся марки WC 20 подходят для соединения деталей из сплавов цветных металлов.
Хромоникелевые и рутиловые электроды рекомендуют для обучения процессу сварки. Они легко зажигаются, хорошо держат дугу.
Электроды с рутиловым и другими специальными покрытиями считаются универсальными. Они могут работать на любом токе, шов ложится по горизонтали. Вертикаль только снизу-вверх. Разбрызгивание металла минимальное. После них переходить на УОНИ и другие марки тяжело, но только освоив классические электроды, можно стать сварщиком.
Подготовка
Перед началом работы следует провести подготовку металла под сварку. Поверхность заготовки должна быть очищена от грязи, масел, ржавчины. Пленки окислов удаляются химическим путем непосредственно перед сваркой.
Если толщина шва превышает 3–5 мм, следует разделать кромки на станке, сняв их под углом 45⁰.
Свариваемые детали соединяются прихватами. При массовом производстве могут использоваться специальные приспособления.
 Зачистка места соединения
Зачистка места соединенияПодключение
Перед работой проверяется состояние оборудования и заземление. Затем к детали подключается 0 или минус, в зависимости от типа применяемого тока. Оборудование включается в сеть и производится настройка режимов. После этого вставляется электрод, включается сварочный аппарат.
Сварочный процесс
Перед тем как варить аппарат настраивается на нужный режим работы в соответствии с толщиной, материалом детали и рекомендованными для электродов токами. После этого можно приступить непосредственно к сварке.
- Зажечь дугу.
- Нагреть сварочную ванну.
- Электродом перемещать расплавленный металл вдоль шва, обеспечивая соединение кромок.
Во время проведения работ следует следить, чтобы флюс не оставался в шве, а расплавлялся и всплывал.
Какие могут быть ошибки
Неправильно выбранный ток — при его низком значении будет постоянно тухнуть дуга и прерываться шов. Высокое значение тока ведет к проплавлению, прожиганию насквозь тела сварных конструкций из металла.
Выход шлака регулируется углом наклона электрода и зависит от его типа. Если ванна перемещается быстро, остаются шлаковые включения в шве.
Высоколегированные стали перед обработкой нужно подогревать, в противном случае материал кромки не успеет расплавиться или образуется переходная зона.
Сварку цветных металлов необходимо проводить специальными электродами в среде защитного газа. Полярность тока должна быть прямой, чтобы плавился металл, покрытый окислами.
Что можно изготовить
Свариванием соединяют элементы изделий, выполненные с помощью холодной ковки. В результате получают ажурные заборы, неповторимую по красоте садовую мебель и другие поделки из металла. Умельцы превращают старые болты и гайки в очаровательных животных, морских монстров.
Технология сварки металла
Современные сварочные технологии позволяют соединять поверхности однородных материалов, создавая плотные, герметичные швы. Таким образом создается множество используемых в различных областях деталей: элементы корпусов транспортных средств и самолетов, части трубопровода, стены металлических гаражей и других объектов, арматурные соединения, опоры спортивных турников и т. д.
С помощью сварки можно соединять материалы двумя способами: расплавлением и пластическим деформированием. В первом случае объединяемые поверхности нагреваются и переходят в жидкое состояние (для этого нередко используют дополнительные присадки). Второй метод заключается в применении фактора высокого давления, эффект оплавления при этом отсутствует.
Технология газовой сварки металлов
Газовая технология сварочного производства применяется уже более сотни лет. Данный метод заключается в плавлении металлов и формировании гомогенной структуры с помощью повышенного газового пламени. Нагревание материала и его переход в жидкое состояние достигается за счет горения смеси, обогащенной чистым кислородом, выполняющим функцию окислителя. Самые высокие температурные показатели позволяет получить газ ацетилен — от 3200 до 34000 °C. На втором месте пропан — 28000 °C.
Из дополнительных материалов требуются только проволока и флюс, с помощью которых создается шов. Интенсивность сварочного процесса можно регулировать, увеличивая или уменьшая мощность газовой горелки. Изменение параметров пламени осуществляется с помощью редуктора.

Изображение №1: технология газовой сварки
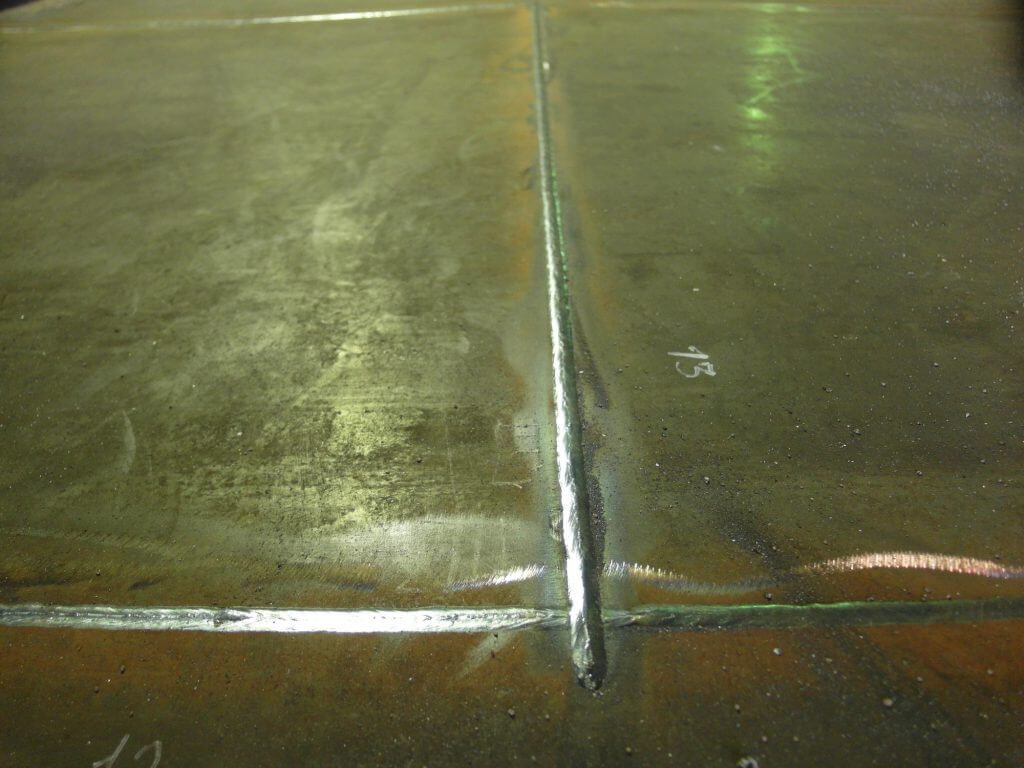
Технология сварки листового металла
Сварка листового металла осуществляется двумя методами:
- встык — рекомендовано для вертикальных швов;
- внахлест — подходит для круговых поясных соединений.
Прежде, чем приступить к работе, заготовки следует очистить от загрязнений, старой краски, ржавчины, окалины. Для этого применяется метод шлифовки, также можно использовать пламя горелки.
Чтобы швы при сварке достигли максимального провара, работу следует делать под углом 70-90°. Между соединяемыми изделиями должен сохраняться зазор около 11 мм, в противном случае изделие может деформироваться. Рекомендованное направление работы — от середины к краям.

Изображение №2: сварочный шов
Технология сварки толстого металла
Для соединения материалов большой толщины (от 20 мм) применяется многослойная термическая сварка, требующая нескольких подходов и обязательной подготовки кромок. Первая кромка должна быть сточена под U- образную форму. Перед каждым новым этапом сварки необходимо очищать образованный слой от окалины.
Для уменьшения затрат на расходные материалы можно использовать высокопроизводительные технологии электрошлаковой и электродуговой сварки. Первый вариант позволяет делать только вертикальные швы снизу вверх с отклонением не более 30°. В электрошлаковой сварке соединение заготовок производится посредством нагревания шлака, расплавляющего находящийся рядом металл. Для этого используется электроток. За один проход можно сварить листы толщиной до 60 мм.

Изображение №3: схема электрошлаковой сварки
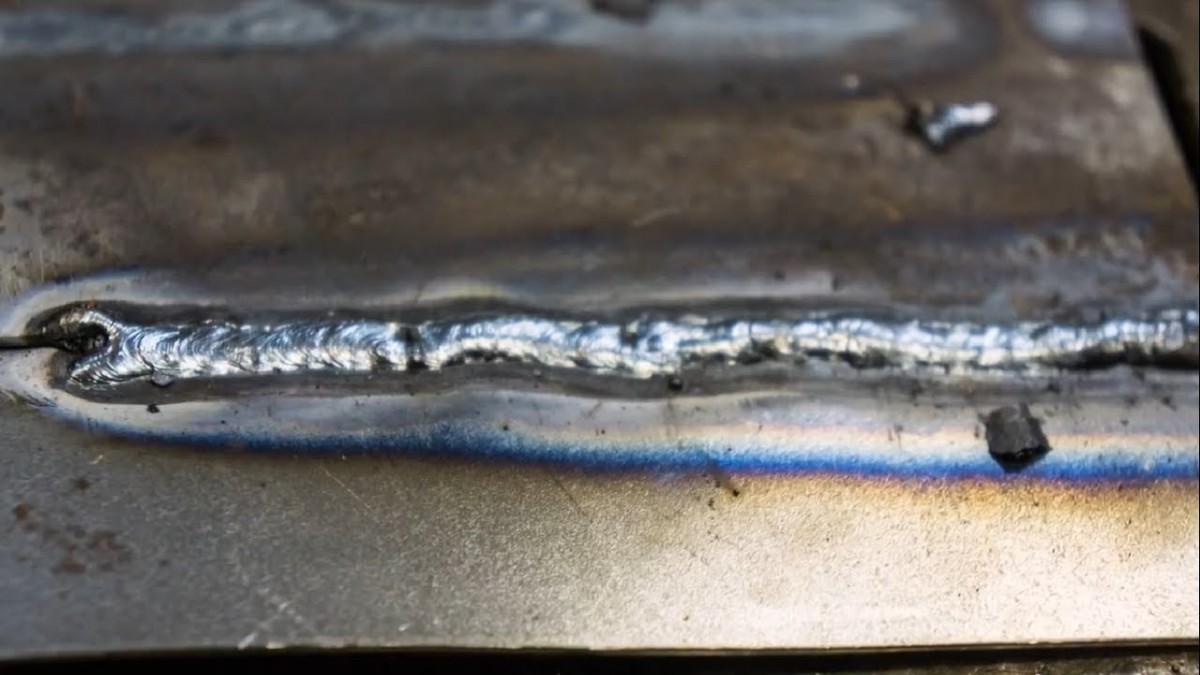
Технология сварки тонколистового металла
Тонколистовой металл (до 4 – 5 мм) обычно соединяется встык. Делать это можно с отбортовкой кромок или на подкладке. Главная проблема при работе с такими заготовками состоит в том, что любое неосторожное движение может привести к прожигу материала. Поэтому крайне важно запомнить следующую информацию:
- при толщине заготовки 2 мм сечение электрода должно быть равно 2 мм, рабочий ток — 50-60 А;
- при толщине заготовки 3 мм сечение электрода должно быть равно 3 мм, рабочий ток — 110-120 А;
- при толщине заготовки 4-5 мм сечение электрода должно быть равно 3-4 мм, рабочий ток — 110-160 А.
Существуют две технологии для соединения тонколистового металла — непрерывная и многоточечная сварка. В первом случае электрод надо вести, не отрывая, вдоль всего шва. Второй предусматривает гашение дуги и является наиболее безопасным решением.

Изображение №4: точечная сварка тонкого металла
Технология электродуговой сварки и резки металла
Электрическая дуга позволяет нагревать до 6000° и плавить металл, образуя сварное соединение. Такая сварка бывает автоматической, полуавтоматической и ручной. В первом случае применяется специальное сварочное оборудование, технология же сводится к довольно простым действиям. Аппарат подключается к сети, один из кабелей присоединяется к заготовке, второй — к держателю с электродом, который постукивает о металл, создавая дугу. Происходит отдача тепла, и создается сварочная ванна. Стык между деталями заполняется, создавая неразъемное соединение. При полуавтоматической технологии в качестве электрода используется проволока, подающаяся в зону сварки с помощью специального механизма. При ручном методе сварщик сам направляет электрод, держа его в руках.

Также технология электродуговой сварки применяется при резке заготовок. Для этого применяются плавящиеся и неплавящиеся электроды (графитовый или угольный стержень).
Изображение №5: ручная дуговая сварка
Кузнечная сварка металла: технология
Технология кузнечной сварки металла заключается в соединении заготовок при помощи силового воздействия ударными инструментами. Она подходит для работы с низкоуглеродистыми стальными конструкциями. Предварительно заготовки следует очистить от загрязнений и окисляющих веществ. После этого металл подогревается таким образом, чтобы не допустить окисления. Оптимальны для топлива — древесный уголь, кокс. Нагревание стали производится до температуры 1350-1400 °С. Непосредственно перед ударной обработкой металл покрывается флюсом, чтобы исключить риск прожига.
Оборудование для кузнечной сварки:
- переносные и стационарные горны;
- наковальни;
- кузнечные клещи;
- большие и компактные молоты;
- емкости для охлаждения деталей.

Изображение №6: кузнечная сварка
Сварка оцинкованного металла: технология
Сварка оцинкованной стали требует предварительного нагревания заготовки до температуры выше 10000 °С. За это время цинк переходит сначала в жидкое состояние, а затем в газообразное. Поэтому выполнять такие работы необходимо в хорошо вентилируемом помещении, чтобы не навредить здоровью людей. Кроме того, процесс удаления оцинковки может отрицательно сказаться на качестве шва. Чтобы избежать трещин и деформации, сварка должна проводиться в специальной защищенной газовой среде.
Если основа имеет тонкий слой и снять оцинковку невозможно, следует использовать электроды также из оцинкованной стали. Силу тока нужно повысить на 10-50 А, чтобы предотвратить образование пор. Расстояние между заготовками должно быть увеличено в два раза, а скорость работ снижена примерно на 20%. Наиболее часто используется сварка полуавтоматом.

Изображение №7: сварка оцинкованной стали
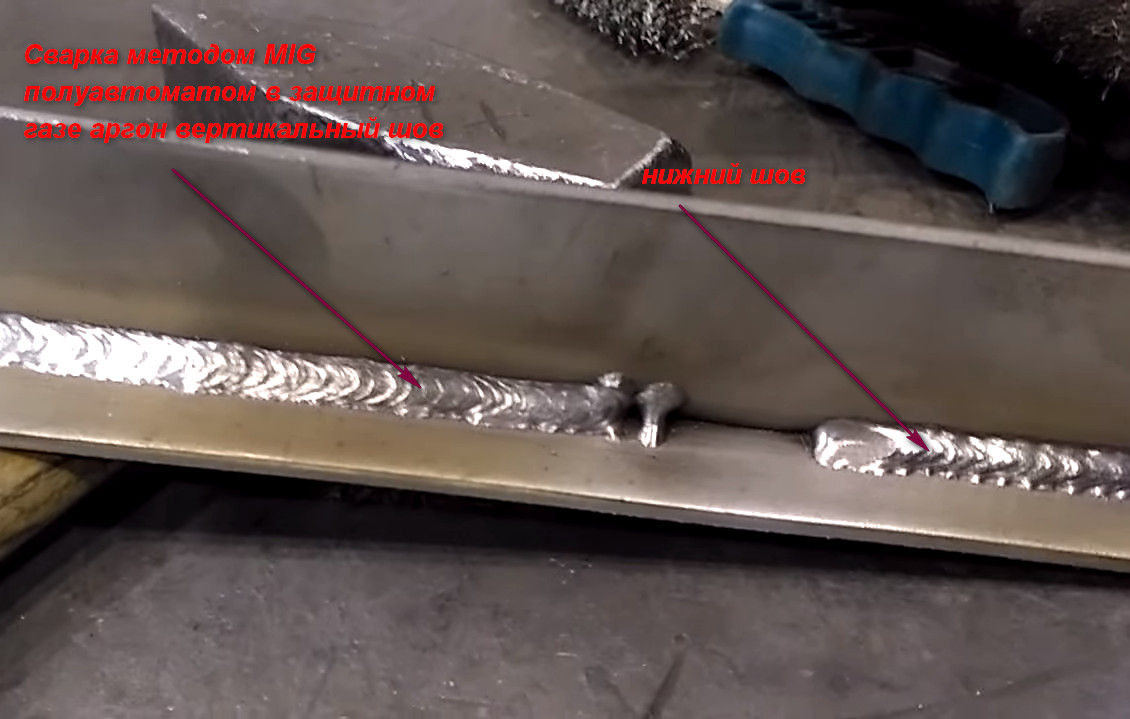
Технология сварки металла полуавтоматом
Технология соединения заготовок полуавтоматом очень распространена. С ее помощью производится сварка нержавейки, цветных и черных металлов различных толщин. Для соединения изделия из сложносвариваемых материалов используется проволока из алюминия или меди, позволяющая получить прочный равномерный шов.
Для качественной сварки полуавтоматом нужно рассчитать и установить силу тока, давление защитного газа и скорость подачи проволоки. Поверхности заготовок должны быть очищены и обезжирены, желательно выполнить пробный шов, чтобы скорректировать параметры аппаратуры. С помощью полуавтомата можно выполнять все виды швов: вертикальные, горизонтальные, нижние и потолочные. При выполнении потолочных швов нужно сначала создать подготовительное соединение, после чего полностью завершить его.

Изображение №8: выбор тока для сварки полуавтоматом
Современные сварочные технологии
Современные компании, предлагающие услуги сварки металла, используют не только проверенные, но и новейшие технологии, позволяющие увеличить скорость процесса и упростить управление им. Например:
- гибридная лазерная технология для соединения тугоплавких сортов стали;
- двухдуговая сварка для крупногабаритных конструкций;
- щадящая методика, основанная на применении специальных смесей защитных газов для получения более аккуратных швов;
- орбитальная аргонодуговая технология, применяемая в аэрокосмической отрасли;
- технология СМТ, основанная на холодном переносе металлов;
- плазменная сварка, используемая для металлов разной толщины.

Изображение №9: плазменная сварка
При любых строительных работах очень часто становится необходимым работать с металлом, в частности варить или резать. И если с резкой металла проблем возникнуть не должно, так как можно воспользоваться болгаркой, то с соединением придется потрудиться, так как без сварки далеко не уедешь.

В случаях, когда стройка или ремонтные работы проводятся самостоятельно, сварить две и более металлические конструкции можно также самостоятельно. В статье узнаем, как правильно сварить металл.

Краткое содержимое статьи:
Основы электросварки
Соединить две разные металлические детали в единое целое сегодня не является проблемой. Использование электрической дуги позволяет сделать это даже тогда, когда требуется красивый и аккуратный шов соединения.

Сваренные куски металла получаются одной деталью, так как на месте соединения возникает очень высокая температура, которая заставляет металл плавиться в местах соединения и свариваться друг с другом. Поэтому сварить металл электросваркой в современных реалиях не является чем-то невозможным.

Виды сварки
В целом электрическую сварку принято разделять на два вида, где работает постоянный или переменный ток. При постоянном токе используется инвертор, а при переменном – трансформатор.

При использовании последнего вызывается немало проблем и сложностей, таких так перебои напряжения, сильный шум, громоздкость и тяжесть прибора также не вызывают приятных ощущений.
С инвертором же абсолютно все в точности наоборот, поэтому если вы решили научиться варить даже тонкий металл, то начинайте обязательно с него. Вес прибора не превысит восьми килограмм, а соседи даже не узнают о том, что вы что-то варите, если только не увидят этого.

Технология сварки
Для сварки металла понадобятся две части, которые пропускают ток, а также имеют противоположные заряды. В данном случае ими являются металлическая деталь и электрод. Когда две части, которые имеют разную полярность, соприкасаются, вызывается электрическая дуга, которая направлена на плавление металла. В таком случае начинает плавиться как сама металлическая деталь, так и электрод.

При этом плавящийся электрод направляется в сварную ванну вместе с дугой. Защитное покрытие электрода также плавится при высокой температуре, поэтому оно оказывает защитное действие, чтобы в эпицентр не попадал кислород, также выделяются газы при работе.

Важно понимать, что шлак, который плавится от электрода, должен также попадать в сварную ванну, чтобы поддерживать температурный режим плавления.

В целом сваривание металлов получается только за счет электрода и его плавления, поэтому важно передвигать его с определенной скоростью по тому месту, где необходимо сварить две части металла. При этот расплавленный электрод в конце концов и создает рисунок шва.

Когда расплавленная масса начинает высыхать, то на месте шва образуется своеобразная скорлупа, которая и защищает место соединения от попадания ненужных газов. По мере остывания ее отбивают молотком, но необходимо быть внимательным и защищать глаза, так как отлетающие осколки зачастую еще горят и могут попасть в глаза или на кожу.

Меры предосторожности и работы по подготовке
Вся работа должна начинаться с подготовительных мероприятий производственного места. Важна осторожность, так как есть высокий риск получить травму не только от плавящегося материала и запредельной температуры, но и от сильного напряжения, потому что сварка работает только от сети.

Толщина свариваемого металла для новичков, которые только учатся варить металл, должна быть побольше, так как сделать это с таким материалом намного легче.
Для работ понадобятся сам сварочный прибор, краги и обязательно сварочная маска. Одежду лучше выбрать плотную, чтобы закрывала все открытые участки тела, обувь должна быть из толстой кожи, чтобы выдерживать попадания искр и осколков.

Также понадобятся щетка из металла и молоток, чтобы отбивать и чистить шлак. Свариваемые металлы после работы лучше проверить на качество, так вы не только поймете, на сколько прочную конструкцию сварили, но и в целом разберетесь с результатом процесса.

Фото процесса варки металла






























Также рекомендуем просмотреть:
Помогите сайту, поделитесь в соцсетях 😉
Приветствую дорогой друг на на нашей общей Территории сварки. Из этой статьи вы узнаете что такое сварка. А так же, о всех известных видах сварки, оборудовании, инструменте и расходных материалах. Обещаем рассказывать просто и понятно каждому! Ну что, погнали?
Кстати, сваркой называют не только соединение металлов. Существует так же сварка стекла, пластика, керамических материалов и других…

Что такое сварка? Определение.
Что такое сварка? Во-первых, это процесс, во время которого образуются неразъемные соединения металла. Во время его нагрева одним из способом(местный или общий, трение), а так же, методом деформации — металлы соединяются на молекулярном уровне, что и обеспечивает неразъемность сварного соединения.
Во время процесса сварки всегда возникает неразъемное, не разборное соединение.
Классы (группы) видов сварки
Сварку можно разделить на три основные группы или класса. Простыми словами, выделяются три большие группы, в которые входят виды сварки. Которые различаются по способу защиты процесса сварки от воздействия внешней среды( воздуха), а так же, по особенностям техники, методам управления и самого материала. Три основные группы по способу влияния на металл:
- Термическая — способ воздействия на свариваемый металл путем расплавления основного металла и присадочного. Во время процесса происходит смешивание основного металла и присадочного, в связи с чем, образуется неразъемное сварное соединение.
- Механическая — класс включает в себя виды воздействия на свариваемый металл наружным давлением. Целью этого процесса является сжать необходимый металл друг с другом так, что бы произошло соединение на молекулярном уровне.
- Комбинированная — объединение двух только что рассмотренных класса. То есть, металл могут предварительно нагреть, затем воздействовать на него внешним давлением до образования неразъемного соединения.
Термическая группа

Группа сварки, в которую входят виды, характеризующиеся образованием сварочной ванны во время процесса сварки. Сварочная ванна образуется в связи с выделением тепла источником и является смесью расплавленных металлов — основного и присадочного. Присадочным может выступать — электрод, металлический пруток. А источником тепла служит сварочная дуга, образующаяся в связи с замыканием электрического проводника или горением горючего газа, а так же, термит(смесь горючих реагентов) и сконцентрированный поток световых лучей.
Газовая
Газовая сварка — при которой источником тепла выступает пламя. Как правило, используется пропан или ацетилен, обязательно в совокупности с кислородом. Газовая сварка не зависит от питания от электрической сети, по этому, её можно использовать в поле и других местах, где отсутствует электроэнергия.
 Основная схема газовой сварки
Основная схема газовой сваркиПри газовой сварке нагрев свариваемых металлов происходит более плавно, проще говоря медленно. По этому, как правило, данную сварку применяют для работы с тонким металлом, а так же, цветными. Выполняют так же наплавку. При газовой сварке используется присадочный пруток, которым заполняют стык свариваемого соединения.
Электродуговая
Самая распространенная сварка — электродуговая. Во время процесса сварка кромки свариваемых металлов расплавляют с помощью электрической дуги. Которая, в своё время, возникает в связи с замыканием проводника (электрод или проволока). Такую сварку можно разделить на несколько подгруппы:
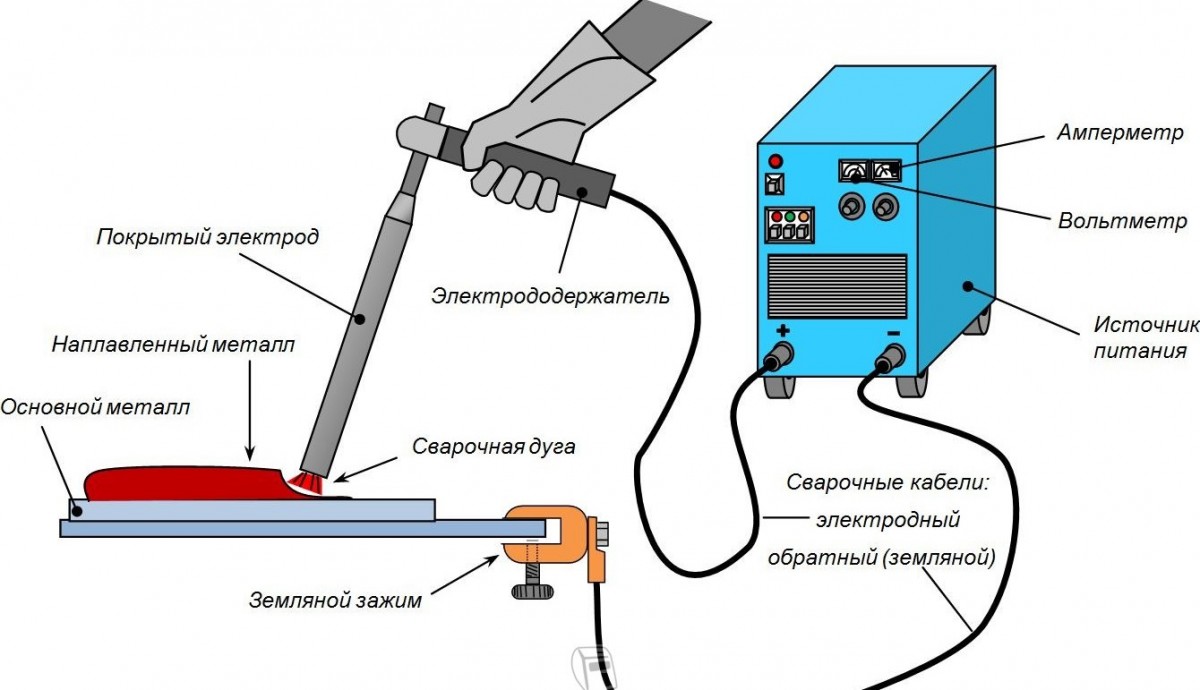
 Принцип работы электродуговой сварки схематично
Принцип работы электродуговой сварки схематично- Плавящимся электродов. Ручна дуговая сварка плавящимся электродом. Во время этой сварки расплавляется металл электрической дуги, которая горит между электродом и основным металлом. Плавятся кромки основного металла и сам плавящийся электрод. В процессе такой сварки, происходит смешивание основного металла с присадочным(электрод), в связи с чем и образуется сварочный шов. Плавящиеся электроды выполняются в специальной обмазке. При расплавлении которой выделяются газы, которые и служат защитой сварочной ванны от воздействия внешней среды. Самое вредное для сварочной ванны во внешней среде является — кислород.
- Не плавящимся электродов. Такую сварку еще называют аргонодуговой. Во время которой, сварочная дуга горит между неплавящимся электродом(угольный, вольфрамовый). В качестве присадочного металла используют специальный присадочный пруток. А сварочную ванну защищает инертный газ, я его называю защитный. Таким газом может выступать — аргон, углекислый газ, гелий или их смеси.
- С использованием сварочной проволоки. Данный вид сварки, как правило — полуавтоматический. Сварочная дуга горит между подаваемой, в полуавтоматическом режиме, сварочной проволоки. Она и служит присадочным металлом. В качестве защиты сварочной ванны выступает инертный газ, как правило углекислый газ или аргон, а так же их смеси. Поступает проволока и газ в область сварки после нажатия на кнопку на специальном «держаке».
Лучевая
Как правило, данный вид сварки используют для маленьких(микро) деталей. Радио детали, электронные схемы. Суть сварки заключается в создании светового луча или луча электронов. И в том и другом случае, главное сконцентрировать луч непосредственно в области сварки. Что бы луч не рассеивался из за плотности воздуха, такую сварку производят в специальных камерах, где обеспечивают вакуумную среду.
 Схематичная демонстрация лучевой сварки
Схематичная демонстрация лучевой сваркиПреимущество такой сварки заключается в том, что её можно использовать для микро-деталей, чем не похвастается другая сварка. А так же, в процессе сварки практически не нагревается околошовная зона. В случае, когда необходимо произвести сварку в труднодоступном месте, прибегают к помощи специальных призм, которыми и направляют луч в необходимое место.
 Фотография оборудования для лучевой сварки
Фотография оборудования для лучевой сваркиЭлектрошлаковая
Данным способом сварки, ка кправило пользуются для работы с толстым металлом, в вертикальных швах. Источником тепла, в основном процессе служит флюс. Он выделяет достаточное количества теплоты для плавления кромок основного металла и присадочной проволоки. А нагревается флюс под воздействием электричества, которое через него проходит.
 Схематично процесс электрошлаковой сварки
Схематично процесс электрошлаковой сваркиДля начала процесса такой сварки, зажигают электрическую дугу, которая начинает плавить флюс. В расплавленном состоянии флюс, становится токопроводящим, что позволяет пропускать через него ток, который его разогревает. В это время начинается процесс плавления кромок основного металла и присадочной проволоки.
Термитная
В процессе термитной сварки используют термит — специальная смесь, состоящая из алюминия, магния и металлической окалины. Задачей данной смеси является расплавление основного металла. Так как температура горения этой смеси достигает 2700 градусов, она легко справляется со своей задачей.
 Схематично о термитной сварке
Схематично о термитной сваркеДанную смесь засыпают в специальную ёмкость, которая изготовлена из тугоплавких металлов. Затем, разжигают её либо пиропатроном или электрической дугой. А так же, могут разжигать при помощи специального шнура- бикфордов шнур.
Данным видом сварки обычно сваривают рельсы или крупногабаритные изделия. Более того, её применяют для наплавки, все тех же крупногабаритных изделий.
Механическая группа

Данная группа сварки представляет из себя выделение тепла, для плавления свариваемого металла путём механического воздействия на него. Такое воздействие, как правило, представлено в виде трения, взрыва или давления, а так же ультразвука.
Не забудьте прочитать о дефектах сварных швов, как их обнаружить, как бороться и какие бывают.
Трением
Суть процесса сварки трением заключается, как правило, во вращении и оказываемом давлении на свариваемый металл. Вращаться могут как обе детали так и одна из них, другая в это время надежно закреплена. Во время вращения, детали создают силы трения, которые и разогревают металл для температуры плавления.
 Схема сварки трением с передвижением
Схема сварки трением с передвижениемВ это время, давление, оказываемое на заготовки, вдавливает их друг в друга. Таким образом образуется прочный сварочный шов. Более того, преимуществом данного вида сварки является то, что можно соединять металлы с разной температурой плавления. Существует несколько основных способа движения при сварке трением:
 Принципы вращения
Принципы вращения- Вращающийся
- Поступательно -вращающийся
- Возвратно -поступательный
Взрывом
Сварка взрывом один из экзотических способов сварки металлов. Применяется он, чаще всего, для создания износостойкого слоя на монолитные металлические заготовки. А так же, для усиления рабочей поверхности деталей.
 Схематично о сварке взрывом
Схематично о сварке взрывомПроцесс сварки взрывом заключается в том, что бы установить привариваемую заготовку над основным металлом, а на привариваемую установить взрывчатое вещество и детонатор. После детонирования заряда, привариваемая заготовка, под действием ударной волны, простыми словами, впечатывается в основной металл. После чего, за доли секунды, два металла соединяются на молекулярном уровне. Создавая, при этом, общую кристаллическую решетку.
Ультразвуком
Довольно интересный вид сварки — сварка ультразвуком. Данный вид предпочтительно используется в производстве электро-схем минимальных размеров, а так же, при соединении металла с неметаллами.
Ультразвуковая сварка работает по принципу сближения атомов свариваемых заготовок на такое расстояние, на котором они соединяются в общую структуру. Этому способствуют ультразвуковые волны, которые создают колебания(по типу микровибрации).
 Принцип ультразвуковой сварки на схеме
Принцип ультразвуковой сварки на схемеОбратите внимание на статью — вольфрамовые электроды, для чего и как применяются.
Не смотря на то, что оборудования для такой сварки стоит не малых денег, ультразвуковая сварка все же считается востребованной. Качество соединений считается очень качественным.
Холодная
Холодная сварка относится к виду сварки давлением. В процессе которой, свариваемые детали деформируются и вдавливаются друг в друга. За счет чего и образуется неразъемное соединение. Такую сварку принято делить на три подгруппы:
 Виды холодной сварки схематично
Виды холодной сварки схематично- Шовная
- Стыковая
- Точечная
Оборудование и расходники парой слов
Хорошее оборудование для сварки — ключ к качеству выполняемых работ. Конечно не достаточно только качества оборудования, необходимы знания теории, наличие практики, правильно подобранные расходники и прочее. Но без хорошего оборудования и расходником гораздо сложнее добиться качественного сварного соединения.
Оборудование при выполнении сварочных работ играет важную роль. Это, как минимум, инструмент преобразования бытового или производственного электричества в сварочный ток. Во многих случаях, оборудование обеспечивает не только сварочным током, но и функциями подачи сварочной проволоки, подачи защитного газа( при полуавтоматической или автоматической сварки). Смешивании газов при газовой сварки(например пропана и кислорода). Более того, многое сварочное оборудование обладает вспомогательными функциями. Такими как стабилизацией горения дуги, защитой от залипания электрода, защитой от короткого замыкания в электрической цепи и другими.
Какое оборудование и расходные материалы необходимы для сварки
Каждый начинающий или опытный сварщик должен четко знать, какой оборудование необходимо для того или иного вида сварки. Должен уметь правильно сделать выбор и отдать предпочтение.
При каждом виде сварки, применяется разное оборудование.
Ручная-дуговая сварка
Самая распространенный вид сварки, как в быту, так и в производстве. И это обусловлено доступностью, мобильностью и простоте использования. Для данного вида сварки применяются сварочные инверторы и трансформаторы. Более распространены, конечно, сварочные инверторы.
 Сварочный инвертор для ручной-дуговой сварки. Является оборудованием для сварки.
Сварочный инвертор для ручной-дуговой сварки. Является оборудованием для сварки.Они компактны, а многие из них оснащены дополнительным функционалом( на пример форсажем дуги), который обеспечивает комфортное использование и повышает шансы на качество выполняемых работ.
Расходники для РДС
Мало того, что для каждого вида сварки используется отдельное оборудование, так еще и расходники тоже разные. Вот для ручной-дуговой сварки используются сварочные электроды. Их еще называют плавящиеся покрытые электроды для сварки. Бывают они разного диаметра, за счет чего и длина их тоже разная(чем больше диаметр, тем больше длина).
 Электроды для ручной дуговой сварки
Электроды для ручной дуговой сваркиБолее того, различают их не только по диаметру, но и по марке и производителя. Перечислю самые распространенные марки электродов: Ано 21, Уони 13/55, МР 3.
Полуавтоматическая сварка
Полуавтоматическая сварка в среде защитных газов, далее ПА. Данный вид сварки не менее востребован чем РДС. Но, лично я считаю, что такая сварка более востребована в случае стационарной работы, например в цеху или домашней мастерской. По тому что, оборудованием для полуавтоматической сварки является не только аппарат, но и газовый баллон, что обеспечивает трудности для мобильности(исключение — перемещение по цеху).
 Аппарат для полуавтоматической сварки в среде защитных газов
Аппарат для полуавтоматической сварки в среде защитных газовТак вот, для работы потребуется сам сварочный аппарат для полуавтоматической сварки, делее полуавтомат и газовый балон. Полуавтомат, как правило, более массивен и больше по габаритам чем аппарат для ручной-дуговой сварки. Для баллона потребуется редуктор и шланги для транспортировки газа от балона к аппарату. Для полуавтомата потребуется специальный держак для полуавтоматической сварки и кабель массы.
Преимуществами данного вида сварки являются.
- Высокая производительность
- Качество и эстетика шва
- Чистота сварочного поста
- Минимальное задымление
- Простота в освоении и работе.
Расходные материалы
К расходным материала для полуавтоматической сварки относятся:
- Сварочная проволока
- Защитный газ
- Наконечник медный
- Сопло
Сварочная проволока для ПА сварки различается по диаметру, марке стали и покрытию. Так же, бывает простая и порошковая. В каком случае используют порошковую сварочную проволоку? В том случае, когда имеется необходимость ограничить использование защитного газа, в этом случае, функцию инертного газа выполняет порошковая проволока.
 Основные виды обычной сварочной проволоки для полуавтоматической сварки в среде защитных газов.
Основные виды обычной сварочной проволоки для полуавтоматической сварки в среде защитных газов.Вы могли бы прочитать статью о том, как правильно варить полуавтоматом для новичков. Многим будет полезно!
 Порошковая сварочная проволока
Порошковая сварочная проволокаХочется добавить еще то, что сварочная проволока для ПА может быть намотана на бухты разных размеров, за счет чего, вес у них отличается.Защитным газом является углекислый газ, аргон или их смесь. Высокое качество защитный сварочной ванны обеспечивает смесь газов аргон + углекислый.
 Балон с защитным газом — углекислый. Для сварки полуавтоматом.
Балон с защитным газом — углекислый. Для сварки полуавтоматом.Газовая сварка
Газовая сварка — сварка с использованием горючих газов в смеси с кислородом. Горючий газ используется в качестве расходного материала для образования высокой температуры, в свою очередь которая, плавит кромки основного металла и присадочного.


Вопросы, рассмотренные в материале:
- В чем преимущества и недостатки сварки как способа соединения
- Какие бывают виды сварки
- В чем особенности электросварки
- Каковы характеристики газовой сварки
- Зачем нужна сварка аргоном
Сварка – эффективный и качественный способ неразъемного соединения металлических изделий. С древних времен люди использовали эту технологию для обработки легкоплавких металлов, изготовления и ремонта металлических предметов. Научно-технический прогресс привел к широкому распространению и усовершенствованию метода сварочного соединения, были изобретены различные современные виды сварки металлов. О них мы и расскажем в этой статье.
Преимущества и недостатки сварки металла как способа соединения
В век технического прогресса без сварочных технологий невозможно обойтись не только на производстве, но и в быту. У каждого взрослого человека хотя бы раз в жизни возникала необходимость надежно соединить металлические элементы – поменять водопроводные трубы, провести ремонт отопительной системы, установить металлические ворота, отремонтировать автомобиль. На сегодняшний день сварка является широко востребованной технологией.
У сварочного способа соединения металлических элементов очень много преимуществ:
- Экономия металла. Различные виды сварки металлов обеспечивают полное использование рабочих сечений элементов в соединительных узлах. Конструкциям придается наиболее оптимальная форма, рассчитанная на необходимую нагрузку. Сварочные технологии позволяют значительно уменьшить вес соединительных элементов в сварных узлах, использовать тонкостенные металлоконструкции, исключить перерасход материалов на литники и прибыли, уменьшить припуски на механическую обработку при замене литья, свести до минимума даже незначительные дефекты и брак.
Если в клепаных конструкциях заклепки и косынки составляют более 4 % от общей массы, то в сварных металлоконструкциях вес швов не превышает 1-2 %. С помощью различных видов сварки металлов можно сэкономить материалы – в сравнении с клепкой на 25 %, при замене стального литья на 25–30 %, при замене чугунного литья – на 50–60 %.
Различные виды современных сварочных технологий широко используются в строительстве. Они облегчают и ускоряют процесс сборки металлических конструкций, позволяют увеличить жесткость и прочность сооружений, уменьшить вес стальных элементов на 15 %. Соединение деталей сварочным способом вместо клепки позволяет сэкономить металл – при постройке доменных печей на 12–15 %, при возведении стропильных ферм – на 10–20 %, при создании конструкций подъемных кранов – на 15–20 %.
- Снижение трудоемкости работ, сокращение сроков изготовления конструкций, уменьшение их себестоимости. Все эти преимущества стали возможными за счет экономичного расхода металлических материалов. На металлургических комбинатах при постройке больших доменных печей изготовление стального кожуха осуществляется электрошлаковым способом за 15 дней. Если бы сварочные работы велись вручную, то понадобилось бы более 30 дней, а процесс клепки занял бы от 7 до 9 месяцев.
Среди различных видов сварки металлов отдельно можно выделить простые и недорогие технологии с доступным техническим оборудованием. Это позволяет выполнять сварочные работы не только в строительстве и промышленном производстве, но и на небольших предприятиях, при индивидуальных работах.
- Возможность сборки сложных конструкций. Не всегда можно изготовить изделие с помощью ковки или отливки. В этом случае поможет сварочный метод. Легче собрать штампованную или сварнолитую металлоконструкцию из отдельно изготовленных штампованных или литых элементов. Такой способ неразъемного соединения широко применяется в машиностроении, при постройке кораблей, самолетов, железнодорожных вагонов.
Существенная экономия материальных средств расширяет область применения сварочных технологий. С помощью некоторых видов сварки можно соединять элементы, которые различаются способом металлообработки или в случаях, когда для изготовления конструкции используются прокатанные профили, штампованные, литые и кованые детали. Сварочный способ хорошо подходит для изготовления сложных конструкций из разнородных металлов и сплавов, например, меди и стали.
Трудно оспорить получаемую экономическую выгоду при производстве сложных конструкций с помощью новых видов сварки металлов, пришедших на смену традиционной ковке и литью. При изготовлении аналогичных кузнечно-штампованных и литых деталей срок работы возрастет в два раза. Тонна сложных сварных конструкций обойдется производителю в 1,5–2 раза дешевле, а их себестоимость за счет снижения веса и расхода материалов в 1,3–1,6 раза меньше, чем в литейном производстве. При этом неизменными остаются такие важные характеристики, как долговечность и износостойкость.
- Снижение стоимости технологического оборудования. Оборудование для сварочных работ относительно доступно по цене, не вызывает сложностей в эксплуатации, отличается высокой производительностью и надежностью. Это в свою очередь положительно влияет на работу металлообрабатывающих предприятий и их производственные затраты.
- Комплексная механизация массового производства, поточное изготовление продукции. Выпуск сварных изделий одного типа можно поставить на поток, при этом механизация и автоматизация технологического цикла обеспечивается на 100 %. Как правило, увеличивается производительность труда и прибыльность бизнеса.
- Широкое использование в сварных конструкциях современных материалов. Основные виды сварки металлов, применяемые в промышленности, позволяют выпускать продукцию из сверхчистых металлов, высокопрочных сталей, легких сплавов, облегченных гнутых профилей, многослойного листового проката.
- Изготовление мелких узлов и деталей. Для производства полупроводниковых изделий требуются микродетали. Современные сварочные технологии позволяют выпускать надежные высокофункциональные элементы для таких приборов.
- Возможность широкого применения сварочных технологий. Металлообработка – необходимая составляющая большинства ремонтных работ. Современные виды сварочного скрепления позволяют быстро, качественно и экономично выполнить наплавку, резку, восстановить изношенную конструкцию, укрепить сооружение.
- Герметичность, износостойкость и надежность сварных соединений.
- Оптимизация условий труда. Современные сварочные технологии позволяют обеспечить высокую безопасность производства, низкий уровень производственного шума.
Недостатки основных виды сварки металлов:
- Загрязнение воздуха, высокая концентрация газов (продуктов плавления электродов) в помещении при внутренних работах.
- Возможность образования трещин на наплавленном шве. Из-за неравномерного распределения вредных примесей в слитке и прокате при сварке малоуглеродистой стали кипящей плавки швы иногда трескаются.
- Усадка сварных швов может вызвать деформацию металла и изменение формы готовой конструкции.
- Если соединяемые элементы нагреваются неравномерно, образуется остаточное сварочное напряжение.
- Отсутствие несложного и надежного метода контрольной проверки качества швов.
Рекомендовано к прочтению
Чтобы свести до минимума негативное воздействие сварочного процесса и обеспечить высокое качество работ, разработан ряд эффективных мероприятий:
- производственные цеха оснащаются приточно-вытяжной вентиляцией;
- конструкции особого назначения изготавливаются из малоуглеродистой стали спокойной плавки;
- при наложении швов соблюдаются все правила, технологические операции производятся в строгой последовательности;
- сварочные работы выполняются с использованием жестких фиксаторов, при невозможности этого каждому элементу придается начальная деформация, противоположная последующим изменениям;
- еще до начала работ разрабатывается проект с учетом всех возможных отклонений конструкции от первоначальной формы;
- строго соблюдаются размеры сечения швов, не допускается отклонение от расчетов;
- применяются специальные сборочные приспособления.

Новейшие технологии обеспечивают высокое качество неразъемных соединений. Автоматическая сварка позволяет осуществлять самые ответственные работы и широко применяется при строительстве автомобильных и железнодорожных мостов, сложных инженерных сооружений.
Современные виды сварки металлов: краткая классификация
Современные технологии неразъемных соединений весьма разнообразны. Они позволяют качественно и надежно фиксировать не только металлические детали, но и пластик. Среди различных видов сварки металлов особенно выделяются те, которые наиболее распространены и применяются чаще всего.
В основе любого сварочного процесса лежат законы физики. Классификация зависит от формы энергии, которая используется для образования шва – термическая (нагрев), механическая (давление) или термомеханическая (нагрев и давление).
- Сварка плавлением.
К термическому классу относится метод сплавления соединяемых элементов без применения давления.

Сварка плавлением делится на несколько видов:
- Дуговая сварка выполняется электрической дугой и разделяется на множество видов.
- Электрошлаковая сварка – электрический ток проходит через расплавленный шлак. Ее также можно классифицировать по виду, количеству электродов, колебаниям электрода.
- Электронно-лучевая сварка – нагрев осуществляется с помощью энергии ускоренных электронов. Классификация зависит от наличия и направления колебаний электронного луча.
- Плазменная сварка – для нагрева используется сжатая дуга, а источником энергии является плазменный ток.
- Световая сварка – плавление выполняется мощным световым лучом: солнечным, лазерным, угольной дугой, лучом лампы накаливания, светом дуговой газоразрядной лампы. Классификация зависит от источника излучения.
- Газовая сварка – высокую температуру получают с помощью нагрева газовой смеси (кислорода и горючего газа) на газовой горелке. В основе классификации лежит вид используемого горючего газа.
- Термитная сварка – металлические элементы нагреваются от жидкого термитного металла, который одновременно служит присадочным материалом в месте образуемого сварного стыка по всему сечению.
- Литейная сварка – подготовленный для скрепления участок детали заливается жидким металлом, отдельно разогретым до высокой температуры.
- Комбинированная сварка.
К термомеханическому классу относится метод скрепления элементов путем нагревания и давления.

Комбинированная сварка также делится на несколько видов:
- Контактная сварка – металл нагревается электрическим током, участок соединения подвергается пластической деформации. Классифицируется по ряду условий.
- Диффузионная сварка – неразъемное соединение образуется за счет взаимной диффузии на уровне атомов в тонких поверхностных слоях скрепляемых элементов, нагрева (ниже температуры плавления) и длительной выдержки с последующим сжатием. Классифицируется по виду источника нагрева.
- Прессовая сварка – производится путем давления с равномерным нагревом металла (ниже температуры плавления) с последующим штамповым сжатием.
- Печная сварка – нагрев происходит в горнах или печах, а пластическая деформация выполняется с помощью давления молота. Бывает трех видов – кузнечная, прокатная, с выдавливанием.
- Сварка ТВЧ – высокочастотная технология, при которой элементы конструкции нагреваются токами высокой частоты. Подразделяется на два вида – индукционную и конденсаторную.
- Термитная сварка давлением – для нагрева зоны сварного стыка до температуры, близкой к температуре плавления, используется термит (порошкообразная смесь алюминия или магния с железной окалиной).
- Сварка давлением.
К механическому классу относится метод использования механической энергии и давления.

Выделяют несколько видов сварки металлов давлением:
- Ультразвуковая сварка – соединение элементов происходит под воздействием ультразвуковых колебаний. Классифицируется по форме сварного соединения.
- Холодная сварка под давлением – один из видов холодной сварки для металла. Выполняется значительная пластическая деформация зоны скрепления элементов, при этом свариваемые поверхности не нагреваются от внешнего источниками тепла. Классификация зависит от формы сварного соединения и характера деформации – свободной или стесненной.
- Сварка взрывом – неразъемное соединение обеспечивается путем вызванного взрывом соударения свариваемых частей. По технологии этот способ близок к холодной сварке. Отличие в том, что участок соединения поверхностей нагревается вследствие быстрой пластической деформации.
- Магнитно-импульсная сварка – сваривание соединяемых элементов происходит в результате их соударения, вызванного воздействием импульсного магнитного поля.
На сегодняшний день разработано огромное количество различных сварочных технологий. Некоторые из них очень часто используются на производстве и при проведении ремонтных работ.
Электросварка как один из основных видов сварки металлов
Электросварка – это один из наиболее распространенных способов создания неразъемного соединения металлических элементов с помощью электрической дуги, которая нагревается выше температуры плавления металлов – до +7000 °C.

Электросварка широко применяется при работе с разнородными сплавами, при соединении разных по толщине материалов. Ее технология позволяет производить сварочные работы не только на открытом воздухе, но и в закрытых помещениях.
Процесс получения надежных неразъемных соединений несложный – металл нагревается и расплавляется с помощью электрического тока. Электросварка классифицируется на три вида:
- ручную;
- полуавтоматическую;
- автоматическую.
Самой распространенной является ручная электросварка. При выполнении работ сварщик самостоятельно определяет наиболее подходящий режим подачи электрода. В полуавтоматическом процессе электродная проволока подается в зону наложения шва с помощью специального устройства.
Автоматический вид сварки металлов используется для выполнения высококачественных операций. Вся работа зависит от функционирования сварочного аппарата. Металл нагревается и плавится под воздействием высокой температуры. Источник электротока может быть постоянным или переменным. Используется не только прямая, но и обратная полярность.
Для любого вида сварки металлов необходим сварочный аппарат. Чаще всего используются простые и компактные инверторы, а также трансформаторы и выпрямители электрического тока. Для ручной дуговой и других видов электросварки требуются сварочные электроды (плавящиеся и неплавящиеся) или электродная проволока.
Пучковая (многоэлектродная) сварочная технология предполагает использование сразу нескольких плавящихся электродов. Процесс горения электродуги может быть закрытым или открытым, когда сварщик может его наблюдать. При сварочном скреплении цветных металлов (алюминия, меди) используются защитные газы: углекислый газ, аргон.

Преимущества дуговой электросварки:
- Экономичный расход электродных материалов.
- Максимальная защита зоны шва.
- Стабильность электродуги обеспечивает наложение шва мелкими чешуйками.
- Медленное охлаждение способствует получению высококачественного шва.
- Субъективные факторы не влияют на сварочный процесс.
- Высокая производительность.
- Не образуются брызги, характерные для других видов сварного соединения.
- Образуется минимальное количество оксидов.
- Не требуются защитные приспособления для глаз, так как дуга находится под слоем флюса.
- Электродуговая технология проста в применении, ее легко освоить.
Недостатки дуговой электросварки:
- Электродуга трудно поддается коррекции.
- Требуется специальное оборудование.
- Высокая стоимость флюсов и специальные условия для их хранения.
- Образующиеся газы вредны для человека.
Но, несмотря на все недостатки, дуговая электросварка является наиболее востребованной. При строгом соблюдении технологии она обеспечивает высокое качество, надежность и долговечность шва.
Особенности газовой сварки
Еще в конце XIX века была разработана технология сплавления металлических элементов с помощью газа. Этот способ обработки металла появился одним из первых.
Усовершенствованная дуговая и контактная электросварка не смогла вытеснить применение газового метода. Газосварка идеально подходит для сваривания высокопрочных сталей, применяется для соединения элементов из чугуна, бронзы, латуни.
При выполнении этого вида сварки металлов высокотемпературное пламя сварочного газа нагревает и расплавляет кромки свариваемых деталей и электродную часть присадочного материала. Расплавленный жидкий металл образует сварочную ванну – область, защищенную пламенем и газовой средой, вытесняющей воздух. Сварочный шов формируется в процессе остывания и отвердения металла.
Для осуществления сварочного процесса используется смесь кислорода и горючего газа, который является окислителем. Самую высокую температуру (+3200…+3400 °C) обеспечивает ацетилен, получаемый в процессе сплавления от химической реакции карбида кальция с обычной водой. Для газосварки также хорошо подходит пропан, его температура горения достигает +2800 °C.
Реже используют газы:
- метан;
- водород;
- пары керосина;
- блаугаз.
Вышеназванные вещества используются реже, так как температура их пламени значительно ниже, чем у ацетилена. Они подходят только для обработки цветных металлов с небольшой температурой плавления, например, меди, бронзы, латуни.
У газосварки есть свои особенности, достоинства и некоторые недостатки.
Главная особенность газосварки – более широкие границы зоны оплавления и невысокая скорость ее нагрева. При определенных условиях это может являться плюсом.
Например, если необходимо соединить элементы или обработать детали из инструментальной стали, чугуна, цветных металлов, сталей специального назначения, для которых требуется плавный нагрев и медленное охлаждение.

Другие достоинства газосварки:
- простота технологического процесса;
- невысокая стоимость оборудования;
- доступность газовой смеси или карбида кальция;
- не нужен мощный источник энергии;
- возможность контролировать мощность и вид пламени;
- выполнение контроля режимов.
Основные недостатки газосварки:
- Относительно невысокий КПД из-за низкой скорости нагрева и значительного рассеивания тепла. Это не позволяет производить скрепление листов металла толщиной от 5 мм.
- Широкая зона нагрева (термического влияния).
- Более высокая себестоимость. Использование ацетилена обходится дороже, чем затраты на электроэнергию при выполнении электросварки.
- Низкий уровень механизации. Газовая технология позволяет реализовывать только ручной вид сварки металла.
Отсутствует возможность использования полуавтоматического способа, а автоматическую газосварку можно производить только с применением многопламенной горелки и лишь при сварке металлов небольшой толщины. Газовая технология относится к сложным и нерентабельным способам создания неразъемных соединений, но довольно востребована при обработке цветных сплавов, чугуна, алюминия.
Характеристики сварки аргоном
Иногда возникает необходимость сплавить металлические элементы, которые невозможно соединить обычными видами сварного скрепления, например, детали из алюминия, титана, меди. Чтобы конструкция получилась прочной и надежной, применяется аргоновая технология.

Этот вид сварки совмещает в себе свойства электродугового и газового способа – необходимо обязательное использование электродуги, применение газа и некоторые технологические приемы формирования шва.
При аргонодуговом виде сварки металлов используется инертный газ аргон. Он покрывает участок образования шва и обеспечивает надежную защиту от окислительного процесса, который может произойти от соприкосновения металлических поверхностей с кислородом, содержащимся в воздухе. Аргон не позволяет кислороду проникнуть в зону сопрягаемых поверхностей.
Сварочные операции могут осуществляться в ручном, полуавтоматическом или автоматическом режиме. В зависимости от режима используется два вида электродов: плавящийся и неплавящийся. В качестве последнего используется вольфрамовая проволока, обеспечивающая прочность соединения даже разнородных металлов.

Преимущества аргонодуговой сварочной технологии:
- Невысокая температура нагрева позволяет сохранить размеры и форму свариваемых элементов.
- Инертный газ аргон тяжелее и плотнее воздуха, он обеспечивает надежную защиту зоны формирования шва от проникновения кислорода.
- Высокая мощность нагрева дуги позволяет выполнять сварочные работы за короткий промежуток времени.
- Простота и доступность сварочной технологии позволяет быстро овладеть навыками.
Недостатки аргонодуговой сварочной технологии:
- Аргон улетучивается при сильном ветре и сквозняках. Это приводит к снижению защиты и ухудшению качества шва. Возникает необходимость проводить аргоновые сварочные работы в хорошо вентилируемых помещениях.
- Сложность оборудования затрудняет настройку режимов.
- При использовании высокоамперной дуги необходимо дополнительное охлаждение соединяемых металлов.
Основное достоинство аргонодуговой технологии – возможность производить неразъемное соединение металлических элементов даже в случаях, когда применение других видов сплавления не дает результата.
Виды защиты металлов при сварке
Разбрызгивание горячего металла является основной проблемой любых сварочных работ. Это происходит не только при ручном электродуговом способе, но и при полуавтоматическом даже в среде защитных газов. Брызги застывают и образуют на поверхности конструкции нагар и другие дефекты, тем самым снижая качество готовых металлоконструкций.
В некоторых случаях, например, из-за расположения шва в труднодоступном месте, нет возможности удалить металлические брызги механическим способом: срубить или отшлифовать. Поэтому рекомендуется зону шва на поверхностях свариваемых элементов предварительно обработать специальными средствами для защиты – пастой или жидкостью от налипания металлических брызг.

На сегодняшний день выпускается множество защитных составов для различных видов сварки металлов:
- жидкие средства, расфасованные в канистры и бутыли, наносятся на металлические поверхности кистью или распыляются через пульверизатор;
- аэрозоли, выпускающиеся в специальных флаконах;
- пасты, расфасованные в металлические или пластиковые банки с широким горлом.
Все защитные средства рекомендуется наносить в строгом соответствии с прилагаемой инструкцией изготовителя.
Сварщики с большим опытом работы иногда пользуются своими рецептами защитных составов. Например, мел, растворенный в воде до консистенции пасты, хорошо защищает поверхности от налипания металлических брызг. Такую самодельную пасту наносят на участок вокруг будущего шва, оставляя чистыми кромки.
По завершении сварочных работ требуется тщательно очистить поверхности шва и зону вокруг него от защитного покрытия. В состав многих средств для защиты металлических поверхностей от брызг входят масляные и жиросодержащие компоненты, значительно снижающие адгезию. Поэтому прежде чем нанести защитный слой, необходимо тщательно обезжирить участок обрабатываемой металлической поверхности.
Изобретатели сварочных технологий внесли большой вклад в развитие научно-технического прогресса. Наряду с уже известными способами создания неразрывного соединения, появились новые виды сварки металла. СМТ технология (Cold Metal Transfer), основанная на холодном переносе металла, позволяет качественно выполнить многие виды сварочных работ.
Новые методы сплавления металлических поверхностей успешно внедряются во все области промышленности, машиностроения и строительства. Именно благодаря сварке человечество получило большие корабли, самолеты, современные автомобили и мосты, способные выдерживать многотонные нагрузки.
Почему следует обращаться к нам
Мы с уважением относимся ко всем клиентам и одинаково скрупулезно выполняем задания любого объема.
Наши производственные мощности позволяют обрабатывать различные материалы:
- цветные металлы;
- чугун;
- нержавеющую сталь.
При выполнении заказа наши специалисты применяют все известные способы механической обработки металла. Современное оборудование последнего поколения дает возможность добиваться максимального соответствия изначальным чертежам.
Преимуществом обращения к нашим специалистам является соблюдение ГОСТа и всех технологических нормативов. На каждом этапе работы ведется жесткий контроль качества, поэтому мы гарантируем клиентам добросовестно выполненный продукт.
Благодаря опыту наших мастеров на выходе получается образцовое изделие, отвечающее самым взыскательным требованиям. При этом мы отталкиваемся от мощной материальной базы и ориентируемся на инновационные технологические наработки.
Мы работаем с заказчиками со всех регионов России. Если вы хотите сделать заказ на металлообработку, наши менеджеры готовы выслушать все условия. В случае необходимости клиенту предоставляется бесплатная профильная консультация.

Вопросы, рассмотренные в материале:
- Где применяется сварочная резка металла
- Какое оборудование нужно для сварочной резки металла
- Какие электроды используются для сварочной резки металла
- Какова технология сварочной резки металла
Небольшие частные мастерские занимаются в основном такими операциями, как сварка и резка металлов. Сварочные работы чаще всего выполняются при помощи электродугового способа. Однако, помимо сваривания заготовок, электрическая дуга позволяет также разрезать металлы. В статье поговорим о том, что представляет собой сварочная резка металла, какое оборудование требуется для выполнения этого вида работ.
Сферы применения и оборудование для сварочной резки металла
Электросварка, помимо непосредственно сваривания элементов, позволяет также разрезать их. Оборудование для этого вида работ требуется аналогичное, однако сам процесс заключается в расплавлении металла насквозь, пока заготовки не будут разделены на части. Эта процедура требует применения электрического тока большей мощности.
При помощи резки металла сварочным аппаратом демонтируют металлические конструкции, разбирают старые трубопроводы, разделывают металлолом. К этому способу обращаются, когда необходимо прожечь отверстия или разрезать чугунные конструкции или детали из цветного металла.

Сварочная резка металлов электрической дугой используется при отсутствии возможности либо оборудования, которое необходимо для выполнения газовой резки.
Работы выполняются при помощи:
- сварочного инвертора (трансформатора), производящего ток необходимой мощности;
- молотка по металлу;
- щетки для зачистки;
- электрических проводов с соединительными муфтами;
- электродов и держателей для них.
Сварочная резка металлов представляет повышенную опасность для сварщика. Несоблюдение техники безопасности, а также отсутствие специальной одежды грозит поражением электрическим током. Ультрафиолетовое и видимое излучение негативно отражается на глазах. В процессе резки выделяются вредные вещества, оказывающие отрицательное влияние на органы дыхания. Велик риск получения ожогов кожных покровов раскаленным металлом.
Во избежание вреда здоровью при работе должна быть обеспечена:
- надежная защита металлического корпуса сварочного аппарата;
- принудительная вытяжная вентиляция в помещении;
- специальная защитная одежда (брезентовая роба, рукавицы, защитная маска с затемненными стеклами, обувь с прорезиненной подошвой, респиратор).
Если сварочная резка металла происходит в закрытом помещении, то неплохо, чтобы за действиями работника наблюдал помощник, который при необходимости сможет прийти на помощь.

Технология сварочной резки металлов обладает достоинствами и недостатками, учитывая которые можно облегчить работу и в кратчайшие сроки получить желаемый результат.
Минусы метода заключаются в:
- низкой производительности, обусловленной невысокой скоростью работы;
- плохом качестве реза из-за затвердевания потеков металла с обратной стороны детали.
Из-за названных отрицательных моментов технология не подходит для ситуаций, требующих точной разметки при резке металла.
Основные преимущества резки сваркой заключаются в:
- отсутствии необходимости приобретать специальное дорогостоящее оборудование и инструменты;
- быстром обучении приемам работы и освоении оборудования;
- отсутствии специальных требований к условиям работы;
- возможности использования в работе постоянного или переменного тока.
Своими плюсами обладает и инвертор. Благодаря небольшому весу и максимальным возможностям он позволяет выполнять те виды работ, для которых ранее требовалось наличие тяжелых и сложных устройств. В зависимости от мощности аппарат может весить от 3 до 7 кг.
Рекомендовано к прочтению
Для транспортировки используется ручка или ремень. Охлаждается инвертор благодаря наличию вентиляционных отверстий в корпусе. Электроэнергия требуется только для генерации электрической дуги, за счет которой и происходит резка.
Инвертор не обладает чувствительностью к перепадам напряжения. Если же перепады носят постоянный характер, то стоит обратить внимание на указанные в паспорте прибора значения.
Виды и технология сварочной резки металла
Прежде чем приступить к работе, необходимо в обязательном порядке проверить, исправны ли шнуры оборудования. Рекомендация опытных сварщиков заключается в том, чтобы обернуть кабель держака вокруг предплечья и в процессе работы прижимать руку к телу, удерживая тем самым шнур. Это позволяет в большей степени расслабить кисть, уменьшая усталость при работе.
Чтобы активировать электрическую дугу, необходимо либо постучать, либо чиркнуть электродом о поверхность металла. Описание может показаться несколько сложным, однако в действительности научиться быстро зажигать и удерживать дугу можно уже со второго-третьего раза.
Резка намного проще, чем сварка металлов, поскольку к качеству работы не предъявляются повышенные требования. Резание наилучшим образом подходит для того, чтобы освоить азы использования инвертора. Попрактиковавшись, можно добиться плавных и ровных краев разрезаемых заготовок.

На устанавливаемый на инверторе ток влияют размер электродов, толщина стали и вид разреза.
Существует три вида реза:
- Разделительная резка. Этот вариант требует установки листа таким образом, чтобы из места реза беспрепятственно вытекал расплавленный металл. Заготовка разрезается сверху вниз. Если металл расположен горизонтально, то движение лучше начинать от кромки листа.
Для больших по размеру заготовок допустимо начинать рез с середины, сделав в листе отверстие. Для этого подходит электрод с диаметром, превышающим толщину обрабатываемого металла. Электрод необходимо разместить перпендикулярно плоскости листа и перемещать его вдоль линии будущего разреза.
- Поверхностная резка. Используется не столь часто, подходит для устранения дефектов и выполнения канавок на поверхности заготовки. Электрод располагается под углом 5–10 ° к обрабатываемой поверхности. Он перемещается, частично погружаясь в полость, образующуюся при резке. Для увеличения ширины канавки перемещение электрода необходимо сопровождать поперечными колебательными движениями нужной амплитуды.
- Резка отверстий. Первоначально необходимо сделать небольшое отверстие в заготовке, которое затем увеличить до требуемого размера. Электрод при этом располагается перпендикулярно поверхности металла, отклонения могут быть минимальными.
При резке металла сварочным инвертором важно учитывать следующее:
- в отличие от плазменной резки, получить ровную линию реза не удастся, поэтому область применения технологии ограничена;
- резка тонких листов требует использования тока большей мощности;
- специальные электроды для резки металла могут быть заменены обычными, в том числе старыми, непригодными для сварочных работ.
Резать металл можно также воздушно- и кислородно-дуговым способами. Обе технологии практически идентичны, за исключением того, что в процессе воздушной резки материал изначально плавится за счет тепла дуги, а потом выдувается сжатым воздуха. При кислородной резке воздух заменен потоком кислорода.
Таким способом обрабатывают детали из нержавеющей стали с толщиной листа не более 20 мм. Кроме того, технология позволяет удалять дефектные части заготовок.
Для резки требуется постоянный ток и графитовые электроды. Подходят также трубчатые электроды. В случае использования последних подача кислорода осуществляется через сквозное отверстие в сварочном стержне. Несмотря на эффективность, сам способ достаточно трудоемок. Подача сжатого воздуха или кислорода к месту разреза намного проще.

Какие электроды используют для сварочной резки металла
- Металлические электроды со специальным покрытием.
Использование этих материалов позволяет повысить качество реза. Благодаря составу покрытия сварочный процесс становится более комфортным, а кроме того:
- предотвращается переход дуги к боковым поверхностям реза;
- обеспечивается стабильность горения дуги и исключается возможность ее гашения;
- создается давление газа в месте обработки, металл в месте реза окисляется.
Учтите, что в процессе резки требуется большая мощность тока, на вид напряжения влияет марка используемых электродов.
От обычных электродов для сварки расходники со специальным покрытием отличаются повышенной тепловой мощностью дуги, высокой теплостойкостью обмазки, интенсивной окисляемостью жидкого металла.
С помощью металлических расходников можно эффективно удалять дефектные швы, прихватки, заклепки, болты, разделывать трещины.
При отсутствии информации на упаковке необходимо прокаливать сварочные материалы в течение одного часа при температуре +170 °С.
Ручная сварочная резка металлов позволяет применять обычные сварочные электроды, достаточно на 30–40 % увеличить силу тока. На вид напряжения влияет марка используемых электродов.
Впрочем, обычные электроды обладают определенными недостатками:
- повышается расход электродов и электроэнергии;
- обмазка некоторых стержней не позволяет работать в таких режимах, поскольку покрытие плавится и стекает в рабочую зону, что затрудняет получение качественного реза.
В связи с этим для сварочной резки металлов лучше пользоваться специальными расходниками.
- Графитовые электроды.
Использование угольных (графитовых) электродов практически аналогично резке с металлическими прутками. Металл полностью расплавляется под воздействием электрической дуги и стекает вниз. Разница заключается в том, что угольные расходники не плавятся, а со временем сгорают. Поэтому в процессе образуется меньше расплавленного металла и шлака, что позволяет получить более чистый срез.
Достоинство угольных электродов заключается также в возможности нагреть их до высокой температуры, при этом сила тока будет незначительной. Температура плавления прутков составляет более +3 800 °С, что делает их более долговечными и экономичными.
Угольные (графитовые) электроды подходят для ручной дуговой и кислородно-дуговой резки.
Для работы необходим постоянный ток прямой полярности, резка выполняется «сверху-вниз». Однако возможно выполнение обработки с использованием переменного тока.
- Трубчатые электроды.
Кислородно-дуговая сварочная резка металлов выполняется при помощи трубчатых электродов. Они отличаются тем, что плавящим элементом выступает не сварочная проволока, а полая толстостенная трубка. Процесс состоит из нескольких этапов:
- дуга возникает между электродом и заготовкой;
- под воздействием дуги происходит плавление металла;
- поступающий из трубки кислород окисляет металл по всей толщине и выдувает его.
Недостаток этой технологии сварочной резки заключается в отрицательном воздействии кислорода на стабильность электрической дуги.
- Вольфрамовые электроды.
Дуговая резка в защитной среде и плазменно-дуговая выполняется с помощью вольфрамовых неплавящихся электродов.
В первом случае металл режут при повышенной величине тока (на 20–30 % выше, чем необходимо для сварки), и он плавится по всей толщине.
При плазменно-дуговой резке дуга возникает между обрабатываемым металлом и вольфрамовым электродом.
Особенность этого типа сварочной резки металлов состоит в необходимости владения сваркой в совершенстве. Этот навык поможет легко выполнять работу. Умение правильно возбуждать дугу, вести шов и создавать качественные соединения поможет в грамотном разрезании металла.
Еще раз отметим, что подобная технология не позволит добиться аккуратной кромки реза. Она помогает быстро разрезать заготовки, не требующие высокой точности.
Почему следует обращаться именно к нам
Мы с уважением относимся ко всем клиентам и одинаково скрупулезно выполняем задания любого объема.
Наши производственные мощности позволяют обрабатывать различные материалы:
- цветные металлы;
- чугун;
- нержавеющую сталь.
При выполнении заказа наши специалисты применяют все известные способы механической обработки металла. Современное оборудование последнего поколения дает возможность добиваться максимального соответствия изначальным чертежам.
Для того чтобы приблизить заготовку к предъявленному заказчиком эскизу, наши специалисты используют универсальное оборудование, предназначенное для ювелирной заточки инструмента для особо сложных операций. В наших производственных цехах металл становится пластичным материалом, из которого можно выполнить любую заготовку.
Преимуществом обращения к нашим специалистам является соблюдение ими ГОСТа и всех технологических нормативов. На каждом этапе работы ведется жесткий контроль качества, поэтому мы гарантируем клиентам добросовестно выполненный продукт.
Благодаря опыту наших мастеров на выходе получается образцовое изделие, отвечающее самым взыскательным требованиям. При этом мы отталкиваемся от мощной материальной базы и ориентируемся на инновационные технологические наработки.
Мы работаем с заказчиками со всех регионов России. Если вы хотите сделать заказ на металлообработку, наши менеджеры готовы выслушать все условия. В случае необходимости клиенту предоставляется бесплатная профильная консультация.
Инновационные системы и компоненты для ультразвуковой сварки металлов
Sonics производит полный спектр систем ультразвуковой сварки металлов для склеивания проводящих материалов в таких областях, как сращивание проволоки, заделка проволоки, прокладка аккумулятора, обработка кабеля, шовная сварка, герметизация труб и многое другое.
 Точечные сварщики Точечные сварочные машины
Точечные сварщики Точечные сварочные машины15, 20 и 40 кГц предлагают превосходную производительность, универсальность и более низкие эксплуатационные расходы, чем другие технологии.Запатентованная конструкция обеспечивает непревзойденную надежность. Подробнее>

Аппараты для резки проволоки
Сращивание проводов от 0,35 до 40 мм. Полностью автоматическая настройка всех размеров проволоки; быстрая, эргономичная работа; полный мониторинг качества и регистрация данных. Подробнее>

Аккумуляторные Сварщики
Легко сваривать электрические соединения внутри таких систем, как аккумуляторы.Ультразвуковой сварочный аппарат может быть с ручным или жестким креплением в роботизированных или автоматизированных системах. Подробнее>

Сварочные швы
Удобная интеграция для широкого спектра систем шовной сварки. Сварщик приспосабливает различные материалы и скорости подачи. Подробнее>

тюбики
Герметично запечатайте и разрежьте трубки менее чем за одну секунду в производственных и полевых условиях.Подробнее>

Источники питания
Полноцветное сенсорное управление обеспечивает интуитивно понятное управление, мониторинг и регистрацию данных процесса сварки. Подробнее>
,сварка | Типы и определение
Сварка , техника, используемая для соединения металлических деталей, как правило, путем приложения тепла. Эта техника была обнаружена во время попыток манипулировать железом в полезные формы. Сварные лезвия были разработаны в 1-м тысячелетии до н.э., самыми известными из которых были арабские оружейники в Дамаске, Сирия. В то время был известен процесс науглероживания чугуна с получением твердой стали, но полученная сталь была очень хрупкой.Техника сварки, которая включала в себя смешивание относительно мягкого и прочного чугуна с высокоуглеродистым материалом с последующей ковкой молотком, позволила получить прочное жесткое лезвие.
дуговая сварка Экранированная дуговая сварка металлом. Военно-морской флот СШАВ наше время совершенствование технологий производства чугуна, особенно внедрение чугуна, ограничило сварку кузнеца и ювелира. Другие методы соединения, такие как крепление болтами или заклепками, широко применялись для новых продуктов, от мостов и железнодорожных двигателей до кухонной утвари.
Современные процессы сварки плавлением являются результатом необходимости получения непрерывного соединения на больших стальных пластинах. Было показано, что клепка имеет недостатки, особенно для закрытого контейнера, такого как бойлер. Газовая сварка, дуговая сварка и контактная сварка появились в конце 19-го века. Первая настоящая попытка широко использовать сварочные процессы была предпринята во время Первой мировой войны. К 1916 году процесс оксиацетилена был хорошо развит, и применяемые тогда методы сварки все еще используются.Главные улучшения с тех пор были в оборудовании и безопасности. В этот период также была введена дуговая сварка с использованием расходуемого электрода, но изначально использовались неизолированные проволоки, которые давали хрупкие сварные швы. Решение было найдено, обмотав оголенный провод асбестом и переплетенным алюминиевым проводом. Современный электрод, представленный в 1907 году, состоит из оголенной проволоки со сложным покрытием из минералов и металлов. Дуговая сварка не использовалась повсеместно до Второй мировой войны, когда острая необходимость в быстрых средствах строительства для судоходства, электростанций, транспорта и сооружений стимулировала необходимые работы по развитию.
Резистивная сварка, изобретенная Элиху Томсоном в 1877 году, была принята задолго до дуговой сварки для точечного и шовного соединения листа. Стыковая сварка для изготовления цепей и соединения прутков и стержней была разработана в 1920-х годах. В 1940-х годах был внедрен процесс вольфрам-инертного газа с использованием неплавимого вольфрамового электрода для выполнения сварочных соединений. В 1948 году в новом газовом экранировании использовался проволочный электрод, который использовался в сварном шве. Совсем недавно были разработаны электронно-лучевая сварка, лазерная сварка и несколько твердофазных процессов, таких как диффузионное соединение, сварка трением и ультразвуковое соединение.
Получите эксклюзивный доступ к контенту из нашего первого издания 1768 года с вашей подпиской. Подпишитесь сегодняОсновные принципы сварки
Сварочный шов может быть определен как коалесценция металлов, полученных нагреванием до подходящей температуры с применением давления или без него, а также с использованием наполнителя или без него.
При сварке плавлением источник тепла генерирует достаточно тепла для создания и поддержания расплавленной ванны металла требуемого размера. Тепло может поставляться электричеством или газовым пламенем.Сварка электрическим сопротивлением может считаться сваркой плавлением, потому что образуется некоторое количество расплавленного металла.
Твердофазные процессы производят сварные швы без плавления основного материала и без добавления присадочного металла. Давление всегда используется, и, как правило, немного тепла. Теплота трения развивается при ультразвуковом соединении и трении, а нагревание печи обычно используется при диффузионном соединении.
Электрическая дуга, используемая в сварке, представляет собой сильноточный низковольтный разряд, обычно в диапазоне 10–2000 ампер при 10–50 вольт.Столб дуги сложен, но, в общем и целом, состоит из катода, который испускает электроны, газовой плазмы для проводимости тока и области анода, которая становится сравнительно более горячей, чем катод, из-за электронной бомбардировки. Обычно используется дуга постоянного тока (DC), но могут использоваться дуги переменного тока (AC).
Общий расход энергии во всех сварочных процессах превышает тот, который требуется для производства соединения, поскольку не все выделяемое тепло может быть эффективно использовано. Эффективность варьируется от 60 до 90 процентов, в зависимости от процесса; некоторые специальные процессы значительно отклоняются от этой цифры.Тепло теряется в результате проводимости через основной металл и из-за излучения в окружающую среду.
Большинство металлов при нагревании вступают в реакцию с атмосферой или другими соседними металлами. Эти реакции могут быть чрезвычайно вредными для свойств сварного соединения. Например, большинство металлов быстро окисляются при расплавлении. Слой оксида может помешать правильному соединению металла. Капли расплавленного металла, покрытые оксидом, захватываются сварным швом и делают соединение хрупким. Некоторые ценные материалы, добавленные для определенных свойств, реагируют на воздухе так быстро, что осажденный металл не имеет того же состава, что и первоначально.Эти проблемы привели к использованию флюсов и инертных атмосфер.
При сварке плавлением флюс играет защитную роль, облегчая контролируемую реакцию металла, а затем предотвращая окисление, образуя защитное покрытие поверх расплавленного материала. Флюсы могут быть активными и помогать в процессе или неактивны и просто защищать поверхности во время соединения.
Инертная атмосфера играет защитную роль, аналогичную той, что существует у флюсов. При сварке металлической дугой и вольфрамовой дугой в среде защитного газа инертный газ – обычно аргон – течет из кольцевого пространства, окружающего горелку, непрерывным потоком, вытесняя воздух вокруг дуги.Газ не вступает в химическую реакцию с металлом, а просто защищает его от контакта с кислородом воздуха.
Металлургия соединения металлов важна для функциональных возможностей соединения. Дуговая сварка иллюстрирует все основные особенности соединения. В результате прохождения сварочной дуги возникают три зоны: (1) металл сварного шва или зона плавления, (2) зона термического влияния и (3) зона, не подверженная воздействию. Металл сварного шва – это та часть соединения, которая была расплавлена во время сварки.Зона термического влияния – это область, смежная с металлом сварного шва, который не был сварен, но подвергся изменению микроструктуры или механических свойств из-за высокой температуры сварки. Неповрежденным материалом является материал, который не был нагрет в достаточной степени, чтобы изменить его свойства.
Состав металла шва и условия, при которых он замерзает (затвердевает), существенно влияют на способность соединения соответствовать требованиям обслуживания. При дуговой сварке металл сварного шва содержит присадочный материал плюс расплавленный основной металл.После прохождения дуги происходит быстрое охлаждение металла шва. Однопроходной сварной шов имеет литейную структуру со столбчатыми зернами, проходящими от края расплавленной ванны до центра сварного шва. В многопроходном сварном шве эта литая структура может быть модифицирована в зависимости от конкретного металла, который сваривается.
Основной металл, прилегающий к сварному шву или зоне термического влияния, подвергается ряду температурных циклов, и его изменение в структуре напрямую связано с пиковой температурой в любой заданной точке, временем воздействия и охлаждением. ставки.Типы основного металла слишком многочисленны, чтобы обсуждать их здесь, но они могут быть сгруппированы в три класса: (1) материалы, не подверженные влиянию сварочного тепла, (2) материалы, закаленные в результате структурных изменений, (3) материалы, закаленные в результате процессов осаждения.
Сварка создает напряжения в материалах. Эти силы вызваны сжатием металла шва и расширением, а затем сжатием зоны термического влияния. Необогреваемый металл накладывает ограничения на вышеуказанное, и, поскольку преобладает сжатие, металл сварного шва не может свободно сжиматься, и в соединении создается напряжение.Это обычно известно как остаточное напряжение, и для некоторых критических применений необходимо удалить термическую обработку всего производства. Остаточное напряжение неизбежно во всех сварных конструкциях, и, если оно не контролируется, прогиб или деформация сварного шва будут иметь место. Контроль осуществляется с помощью техники сварки, приспособлений и приспособлений, процедур изготовления и окончательной термообработки.
Существует широкий спектр сварочных процессов. Некоторые из наиболее важных обсуждаются ниже.
,