Электроды для сварки ЛЭЗ МР-3С синие (5кг) d3
Сварочные электроды ЛЭЗ МР-3С (5кг) d 3,0
Электроды МР-3С (их ещё называют «Синие») являются самыми популярными электродами, подходящими для проведения 90% сварочных работ. Их популярность обеспечена отличным сочетанием низкой цены и пользовательских характеристик таких как качество сварного шва и непрехотливость к условиям эксплуатации. Сварочные электроды МР-3С предназначены для сварки углеродистой стали с пределом по прочности до 490 МПа.МР-3С по технологическим свойствам являются аналогом АНО-4, ESAB ОК 46.00, и Lincoln Eleсtric OMNIA 46. Электроды МР-3С имеют рутил-основную обмазку. Механические свойства создаваемого шва – 471 МПа по пределу прочности и 150 Дж/см2 по ударной вязкости. МР-3С уступает ESAB ОК 46.00 и Lincoln Eleсtric OMNIA 46 по пределу прочности – зарубежные аналоги имеют 515 и до 600 МПа соответственно. В ударной вязкости МР-3С превосходит ESAB ОК 46.00 и уступает Lincoln Eleсtric OMNIA 46.

Лосиноостровский Электродный Завод (ЛЭЗ) выпускает более 100 наименований электродов высокого качества для наплавки, электродуговой ручной сварки и резки. Все электроды ЛЭЗ аттестованы Национальной Ассоциацией Контроля и Сварки (НАКС) в соответствии с требованиями Госгортехнадзора РФ РД 03-613-03, а также одобрены для использования НИЦ «МОСТЫ», Госатомнадзором России, Российским Морским Регистром Судоходства и другими организациями.
| Основные параметры | |
| диаметр | 3 мм |
| масса | 5. 00 00 |
| назначение | по стали |
| покрытие | рутил-целлюлозное |
| производитель | Лосиноостровский электродный завод |
| расход на 1 кг | 1,7 кг |
| сертификация | НАКС |
| стандарт | ГОСТ 9466-75, ГОСТ 9467-75, Э46, AWS E6013 |
| страна | Россия |
Электроды арсенал МР-3 АРС зеленые 2,5 кг
Расход электродов на 1 кг наплавленного металла – 1,7 кг.
Вид покрытия – рутиловое
ISO 2560-А- E 38 0 R 12 | ГОСТ 9466 | Э 46 –МР-3 АРС- Ø – УД Е 432 (3) Р21 |
ТУ У 28.7-34142621-007:2012-09-14
Назначение
Электроды МР-3 АРС предназначены для ручной дуговой сварки конструкций из углеродистых марок сталей по ДСТУ 2651/ГОСТ 380-2005 (Ст 0, Ст 1, Ст 2, Ст 3) всех степеней раскисления – “КП”, “ПС”, “СП” и ГОСТ 1050-88 (05кп, 08кп, 08пс, 08, 10кп, 10пс, 10, 15кп, 15пс, 15, 20кп, 20пс, 20).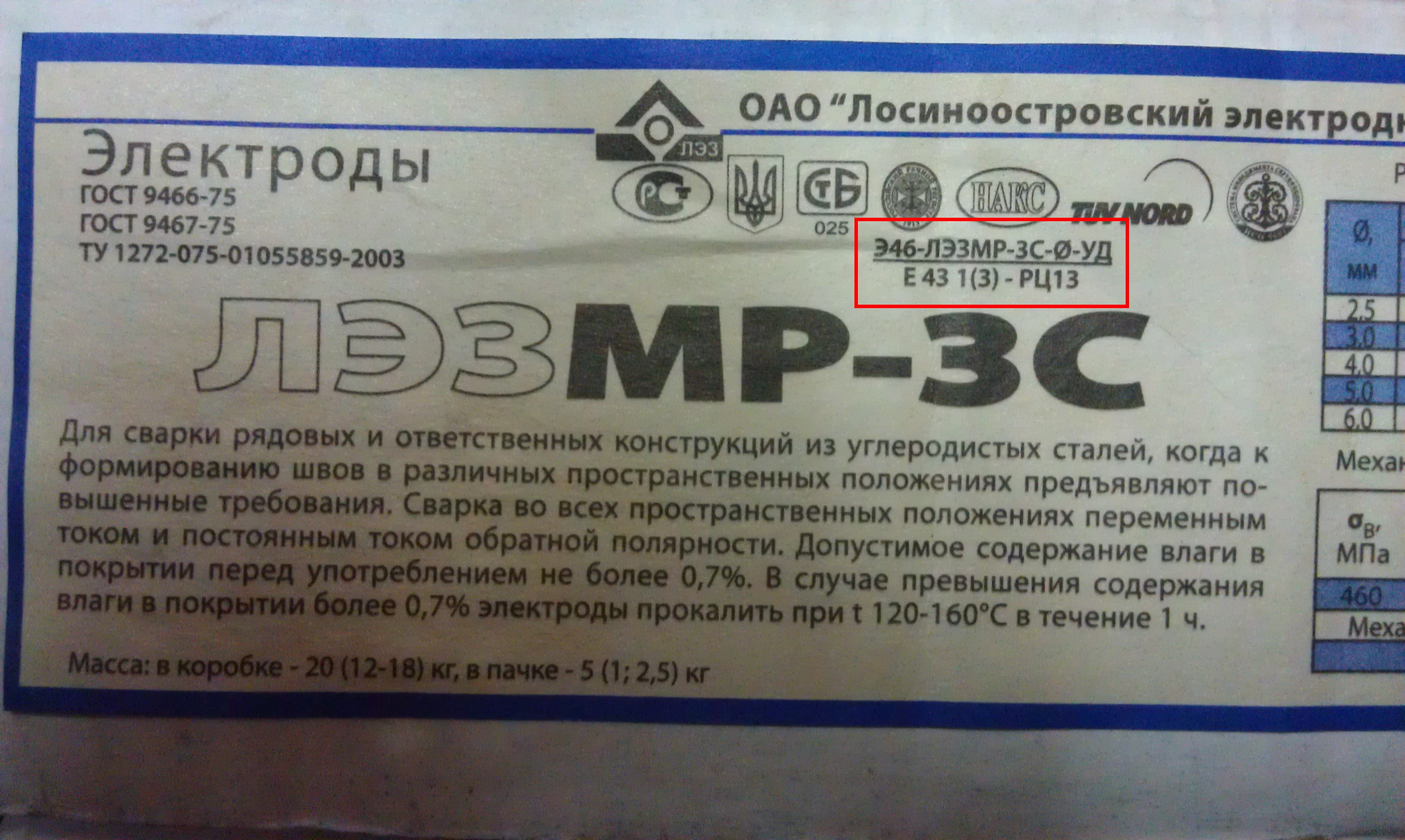
Условия применения
Коэффициент наплавки – 8,0-9,0г/А.ч. Расход электродов на 1 кг наплавленного металла – 1,7 кг.
Предназначены для сварки угловых, стыковых, нахлесточных соединений металла толщиной от 3 до 20 мм. Электроды диаметром от 2,5 до 4 мм пригодны для сварки во всех пространственных положениях; диаметром 5 мм – для сварки в нижнем, горизонтальном на вертикальной плоскости и вертикальном “снизу-вверх” положениях.
Сварку электродами МР-3 АРС необходимо выполнять постоянным током любой полярности или переменным током от трансформатора с напряжением холостого хода не менее 50 В.
Химический состав наплавленного металла, %
Mn | C | Si | P | S |
0,40-0,70 | не более | |||
0,10 | 0,15-0,35 | 0,030 | ||
Механические свойства металла шва
Временное сопротивление, Н/мм2 | Относительное удлинение, % | Ударная вязкость, Дж/см2 |
≥450 | ≥22 | ≥78 |
Особые свойства
- Электроды МР3АРС обеспечивает легкое перекрытие зазоров;
- Высокий уровень сварочно-технологических свойств, легкость ведения процесса сварки, повторного зажигания дуги при постанове прихваток;
- Высокий товарный вид швов;
- Хорошая отделимость шлаковой корки;
- Допускается сварка удлиненной дугой по окисленной поверхности;
- Хорошие санитарно-гигиенические показатели
Сварочные данные
Сила сварочного тока, А, для электрода диаметром, мм | ||||
2,5 | 3,0 | 3,2 | 4,0 | 5,0 |
50-90 | 70-110 | 80-120 | 110-170 | 150-220 |
Упаковочные данные
Диаметр, мм | Длина, мм | Вес электрода, г | Количество электродов в пачке, шт. | Вес пачки, кг |
2,50 | 350 | 17-18 | 55-58; 139-147 | 1; 2,5 |
3,00 | 350 | 25-26 | 38-40; 96-100 | 1; 2,5 |
3,20 | 350 | 30-31 | 32-33; 80-83 | 1; 2,5 |
4,00 | 450 | 58-59 | 42-43; 84-86 | 2,5; 5 |
5,00 | 450 | 91-92 | 27; 54 | 2,5; 5 |

Аналоги
Производитель | Марка электродов |
ЛЭЗ | МР-3С, АНО-4 |
СпецЭлектрод | МР-3С, АНО-4 |
Thyssen | Phoenix SH Gelb R |
Прокалка перед сваркой
При нормальных условиях хранения не требуют прокалки перед сваркой; в случае увлажнения сушка перед сваркой: 150±10°С 40-60 мин.
Положение швов при сварке
PA PB PC PF PE EN 287
Сертификация
УкрСЕПРО, СтБ, ГОСТ Р
Сварочные электроды МР-3М: технические характеристики, области применения
Самым распространенным способом создания неразъемных соединений металлических деталей является, пожалуй, сварка плавящимся электродом. Он подводит ток к месту соединения, создавая электрическую дугу и наплавляя шов.
Электроды изготавливают из сварочной проволоки. Из нее нарезают стержни длиной до 450 мм, на которые затем наносят специальное рутиловое покрытие. Основное требование, предъявляемое к механическим свойствам электродов – это способность сохранять характеристики, размеры и форму при ударных осевых нагрузках до 5 кг/кв. мм и температуре рабочей поверхности 600 0С.
Электроды МР-3С ПК изготавливаются в соответствии с ТУ 1272-299-00187211-2001, которые определяют их основные размеры, а также механические свойства металла шва и сварного соединения.
Электроды МР-3 имеют тонкое рутиловое покрытие (отношение диаметра электрода к диаметру стержня D/d = 1,20) и предназначены для сварки углеродистых сталей. При этом предел прочности шва при растяжении не превышает 450 МПа. Согласно ТУ 1272-299-00187211-2001, сварка электродами МР3 может вестись в любом пространственном положении, за исключением положения «сверху вниз».
Электроды оказывают определяющее воздействие на качество сварного шва. Сварочные электроды МР-3С позволяют получить шов, который по механическим показателям не отличается от основного металла. Это дает возможность применять их для сварки ответственных конструкций.
Сварочные электроды МР-3 повышенного качества (синие) по сравнению с МР-3 имеют еще более высокие санитарно-гигиенические характеристики. При сгорании электрода МР3 выделяется 1,25г марганца, а при сгорании МР3с – всего 0,6 г. Кроме того, в последнем случае образуется более однородная структура шва за счет получения более мелкого зерна аустенита, что значительно улучшает механические свойства соединения.
При сгорании электрода МР3 выделяется 1,25г марганца, а при сгорании МР3с – всего 0,6 г. Кроме того, в последнем случае образуется более однородная структура шва за счет получения более мелкого зерна аустенита, что значительно улучшает механические свойства соединения.
|
Диаметр, мм |
Длинна электрода, мм |
Сварочный ток, А |
||
|
Нижнее |
Вертикальное |
Потолочное |
||
|
3,0 |
350 |
110-140 |
80-110 |
80-110 |
|
4,0 |
450 |
160-220 |
140-180 |
140-180 |
|
5,0 |
450 |
180-260 |
160-200 |
– |
Механические свойства:
|
Механические свойства металла шва или направленного металла при температуре 200С |
||
|
Временное сопротивление разрыву, Н/мм2 (кгс/мм2) |
Относительное удлиннение % |
Ударная вязкость, Дж/см2 (кгс*м/см2) |
|
450 (46) |
18 |
78(8) |
Электроды МР-3С 3 мм, 5 кг [МР3С35Т]
Каталог → Сварочное оборудование и зарядные устройства → Электроды → Электроды для сварки углеродистых и низколегированных металлов → Пензаэлектрод Производитель: ПензаэлектродЭтот товар нравится другим пользователям:
Артикул: МР3С35ТОтправить запрос
Версия для печати
Задать вопрос
Нашли ошибку?
Технические характеристики:
| Диаметр электродов, мм | 3 |
| Вес нетто, кг | 5 |
Описание:
Электроды МР-3С 3 мм, 5 кг предназначены для сварки ответственных конструкций из углеродистых и низколегированных сталей с временным сопротивлением разрыву до 450 Мпа. По сравнению с электродами МР-3 улучшены сварочно-технологические свойства.
По сравнению с электродами МР-3 улучшены сварочно-технологические свойства.Отзывы:
добавить отзывотправить отзыв
Отзывов ещё нет. Ваш отзыв будет первым.
Цена на товар Электроды МР-3С 3 мм, 5 кг может отличаться от розничной (магазинной) цены.
Фото, наименование, артикул, описание и технические характеристики товара могут отличаться и иметь неточности или могут быть изменены производителем без предварительного уведомления, также может меняться страна-производитель в зависимости от поставок.
Уточняйте важные для вас параметры и характеристики в магазинах у консультантов или по телефонам и электронной почте.
Проверяйте комплектацию товара и его технические возможности в момент получения товара.
Данный сайт носит исключительно информационный характер и ни при каких условиях не является публичной офертой, определяемой положениями Статьи 437.2 Гражданского кодекса РФ.
Похожие товары:
Электроды МР-3 4 мм, 5 кг
артикул: МР345Р
диаметр электрода 4 мм, масса упаковки 5 кг
Отправить запрос
Электроды МР-3С 3 мм, 1 кг
артикул: МР321СР
диаметр электрода 3 мм, масса упаковки 1 кг
Отправить запрос
Электроды МР-3С 4 мм, 5 кг
артикул: МР3С45Т
диаметр электрода 4 мм, масса упаковки 5 кг
Отправить запрос
Электроды сварочные АНО-4 АРС TM АРСЕНАЛ
вид покрытия рутиловое, диаметр, мм 2. 5/3.0/3.2/4.0/5.0
5/3.0/3.2/4.0/5.0
Отправить запрос
Электроды сварочные Монолит Professional TM MONOLITH
вид покрытия рутил-целлюлозное, диаметр, мм 2.5/3.0/4.0/5.0
Отправить запрос
Электроды МР-3С ф 4мм (СПЕЦЭЛЕКТРОД) уп.5кг
Основное назначение электродов МР-3С
Сварочные электроды МР-3С разработаны специалистами СпецЭлектрод. Это рутил-целлюлозные электроды для сварки конструкций из углеродистых и низколегированных сталей с временным сопротивлением до 450 МПа. Электроды обеспечивают сварку во всех пространственных положениях переменным током и постоянным током любой полярности.Характеристика сварочных электродов МР-3С от СпецЭлектрод
Покрытие электродов МР-3С – Рутил-целлюлозное.
Коэффициент наплавки – 8,5 г/А·ч.
Производительность наплавки (для диаметра 4,0 мм) – 1,4 кг/ч.
Расход электродов МР-3С на 1 кг наплавленного металла – 1,7 кг.
Типичные механические свойства металла шва сварочных электродов марки МР-3С.

|
Временное сопротивление , МПа |
Предел текучести , МПа |
Относительное удлинение , % |
Ударная вязкость , Дж/см2 |
|
480 |
410 |
25 |
130 |
Типичный химический состав % наплавленного сварочными электродами МР-3С металла шва.
|
C |
Mn |
Si |
S |
P |
|
0,10 |
0,58 |
0,17 |
0,025 |
0,035 |
Геометрические размеры и сила тока при сварке сварочными электродами МР-3С.

|
Диаметр марки МР-3С, мм |
Длина электродов, мм |
Ток, А МР-3С |
Среднее количество электродов в 1 кг, шт. |
|
|
2,0 |
300 |
30 – 70 |
98 |
|
|
2,5 |
350 |
50 – 90 |
55 |
|
|
3,0 |
350 |
70 – 130 |
42 |
|
|
4,0 |
450 |
140-200 |
19 |
|
|
5,0 |
450 |
160-260 |
12 |
Особые свойства электродов сварочных МР-3С
Обеспечивают отличное качество сварных соединений в монтажных условиях , при сварке неповоротных стыков трубопроводова , а так же при постановке прихваток. Сварочные электроды МР-3С допускают сварку влажного , ржавого и плохо очищенного от окислов и других загрязнений металла.
Сварочные электроды МР-3С допускают сварку влажного , ржавого и плохо очищенного от окислов и других загрязнений металла.
Технологические особенности сварки электродами МР-3С
Допускается сварка удлиненной дугой рутил-целлюлозными электродами МР-3С
Отличное повторное зажигание электродов сварочных МР-3С СпецЭлектрод.
Прокалка электродов марки МР-3С перед сваркой 140°С, 1 час обязательна!
Условное обозначение сварочных электродов МР-3С
| Э46-МР3С ⌀УД |
ГОСТ 9466-75, ГОСТ 9467-75, ТУ 1272-002-48804191-2010 |
| Е 431(3) -РЦ13 |
Электроды МР-3С: характеристики, разновидности и преимущества
Одни из самых востребованных расходных элементов для сварки – электроды МР-3С. Это является следствием их высокой эффективности, что обеспечивают присущие электродам МР-3С технические характеристики.
Где используются
Сварочные электроды МР-3С предназначены для соединения деталей, изготовленных из низколегированных сталей с небольшим содержанием углерода, методом дуговой сварки ручным методом. Их используют для сварки таких ответственных конструкций, как трубопроводы, цистерны, трубная арматура, подъемно-транспортное оборудование.
При монтаже трубопроводов имеется возможность осуществлять формирование неповоротных стыков. Можно обслуживать и чинить резервуары, которые работают под высоким давлением. Областью применения являются нефтегазовая отрасль, судостроительная и машиностроительная промышленности. Находят они применение и в быту.
Электроды МР-3С можно использовать независимо от климатических условий, в которых происходит процесс сварки.
Характеристики
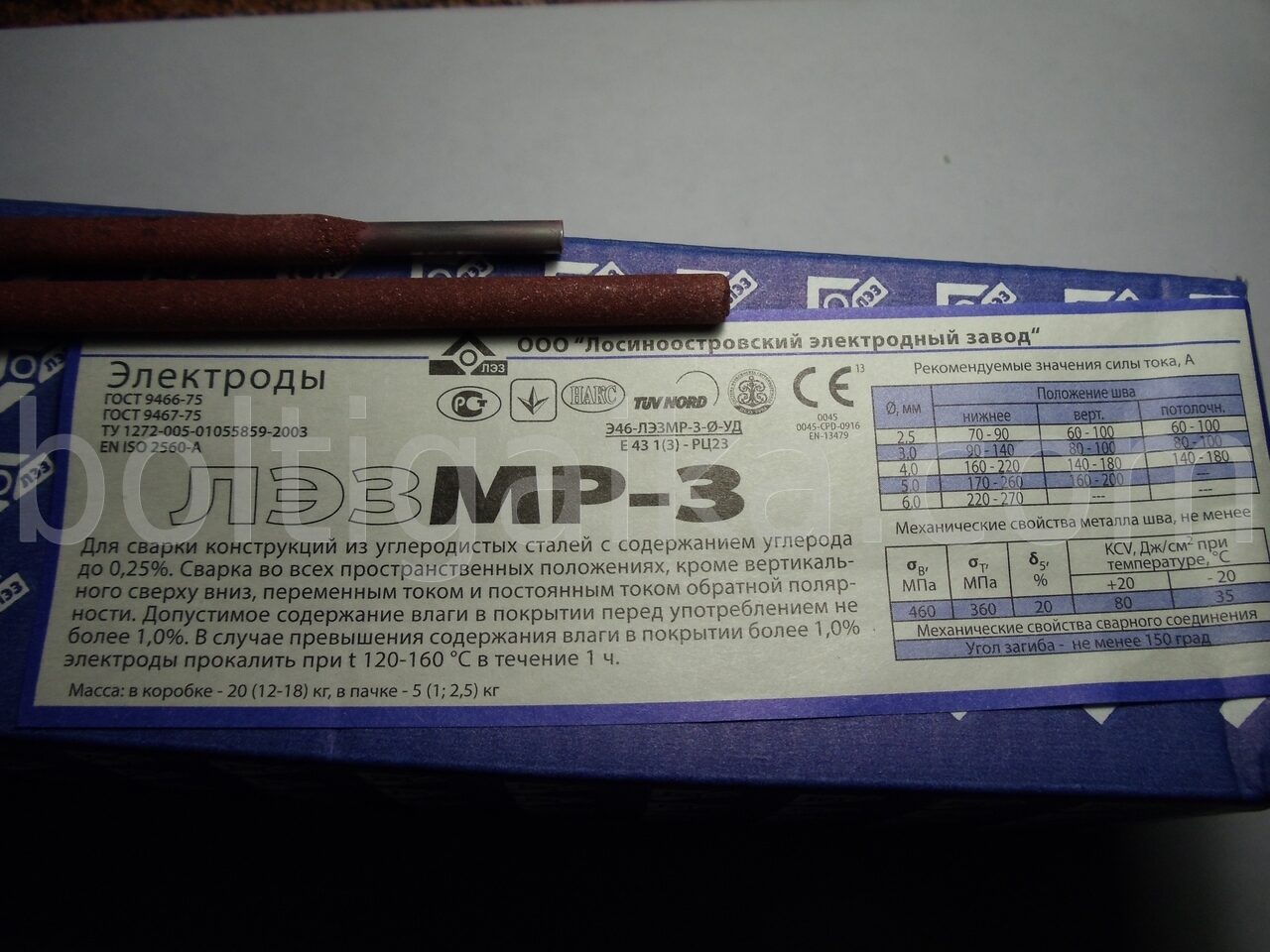
В строительных магазинах без труда можно найти электроды ЛЭЗ МР-3С, производителем которых является хорошо себя зарекомендовавший Лосиноостровский электродный завод. Они соответствуют требованиям ГОСТа 9466.
Они соответствуют требованиям ГОСТа 9466.
Электроды ЛЭЗ МР-ЗС обладают рутиловой обмазкой, которая состоит в основном из диоксида титана, которым и является минерал рутил. Помимо этого в покрытие могут входить другие элементы, повышающие вязкость наплавляемого металла. Это снижает вероятность появления в сварном шве таких дефектов, как поры и трещины. Рутиловое покрытие обеспечивает быстрый поджог дуги, как первичный, так и повторный.
Сварочная ванна при этом оказывается надежно защищенной от вредоносного действия кислорода и азота. ЛЭЗ электроды МР-ЗС имеют технические характеристики:
- Электрод с рутиловым покрытием относится к разряду плавящихся расходных элементов.
- Внутренние стержни изготовлены из проволоки Св-08.
- Основные легирующие элементы, входящие в стержень, – углерод и кремний. В небольшом количестве содержатся марганец, сера и фосфор.
- Сварка может осуществляться во всех положениях, за исключением движения электродом сверху вниз.

- Возможность работы при различных видах тока.
- Допустима сварка удлиненной дугой.
- Коэффициент разбрызгивания находится в пределах 9-13 процентов.
- Хорошая расплавляемость кромок свариваемого металла.
- Электродами могут свариваться детали толщиной от 3 до 20 миллиметров.

Диаметры электродов находятся в диапазоне 3-6 миллиметров. С увеличением размера поперечного сечения увеличивается длина электродов.
Ток при сварке выставляется в зависимости от диметров используемых электродов и пространственного положения при сварочном процессе. Так, например, если используются электроды МР-ЗС 3мм, то при вертикальном положении выставляется ток силой 90-110 Ампер. При нижнем и потолочном положении эти значения могут быть повышены.
Электроды сварочные МР-ЗС 3мм имеют различную расфасовку. Например, при необходимости использовать большое количество расходников, имеет смысл приобрести сварочные электроды МР-ЗС 3мм 5кг. От веса зависит количество электродов, которое помещается в одной упаковке. Вес одного электрода диаметром 3 миллиметра составляет 30 грамм. Если приобретается пачка, вес которой составляет два с половиной килограмма, то в ней будет находиться 86 электродов с поперечным сечением три миллиметра. В пятикилограммовой упаковке поместится 54 электрода диаметром 5 миллиметров.
Вес одного электрода диаметром 3 миллиметра составляет 30 грамм. Если приобретается пачка, вес которой составляет два с половиной килограмма, то в ней будет находиться 86 электродов с поперечным сечением три миллиметра. В пятикилограммовой упаковке поместится 54 электрода диаметром 5 миллиметров.
Обозначение
Буква «Э» свидетельствует о том, что речь идет об электродах, предназначенных для дуговой сварки ручным методом. Цифры «46» дают информацию о значении сопротивления разрыву, которое измеряется в кгс/мм2. МП-3 – это марка обозначаемых электродов. «ЛЮКС» – торговое название, которое присваивает своей продукции производитель.
Далее следует диаметр поперечного сечения электрода. Буква «У» показывает, что сварке этими электродами подлежат низколегированные стали с небольшим содержанием углерода. Следующая буква «Д» означает, что электрод имеет толстое покрытие. Буква «Е» относится к обозначению плавящихся электродов, имеющих покрытие, согласно международной классификации.
Число «43» – это значение сопротивления разрыву уже после окончания сварочного процесса. «0» означает, что относительное удлинение не превышает 18 процентов. (3) относится к значению ударной вязкости наплавленного металла.
Буквы «РЦ» расшифровываются как рутилово-целлюлозное покрытие. Одна буква «Р» будет означать, что покрытие чисто рутиловое. Последние две цифры «11» свидетельствуют о том, что сварку этими электродами можно осуществлять во всех положениях, исключая движение электрода сверху вниз. Обозначение наносится на бирку, наклеенную на упаковку. Это позволяет узнать, какие электрод МР-3С имеет характеристики и сделать правильный выбор.
Преимущества
Электроды ЛЭЗ МР-3С имеют характеристики, благодаря которым они обладают несомненными достоинствами:
- Получаемое соединение обладает высокой прочностью.
- Легким является поджог дуги, также как и ее повторное зажигание.
- Дуга может быть короткой и средней длины.
- Образуемый шов отличается ровностью, имеет хороший внешний вид.
- Отсутствуют четко выраженные переходные зоны между наплавкой и основным металлом.
- Рутиловое покрытие осуществляет защиту шва от попадания в него шлака и образования на поверхности окисления.
- Разбрызгивание металла при сварке является незначительным.
- Легкое отделение шлаковой корки.
- Имеется возможность соединять детали значительной толщины.
- Соединение влажных поверхностей, а также имеющих следы коррозии.
- Отсутствие выделения вредных веществ при сгорании обмазки.
- Шов обладает стойкостью к возникновению коррозии.
- Сварочный процесс обладает высокой производительностью.
- Электродами можно осуществлять не только длинный шов, но и короткие прихватки.

Эти достоинства являются причиной широкого распространения электродов этой марки.
Разновидности
Имеется несколько разновидностей электродов этой марки. Это иногда приводит в тупик при необходимости выбора. Поэтому необходимо, например, разобраться, чем отличаются электроды МР-3 от МР-ЗС . Между собой эти виды имеют много общего. Идентичными являются их состав и основные характеристики. Однако, имеется одна особенность, которая дает ответ в чем разница между электродами МР-3 и МР-ЗС.
Между собой эти виды имеют много общего. Идентичными являются их состав и основные характеристики. Однако, имеется одна особенность, которая дает ответ в чем разница между электродами МР-3 и МР-ЗС.
Расходники марки МР 3С в своем составе имеют добавки, благодаря наличию которых происходит более легкий поджог дуги и повышается стабильность ее горения. Их допустимо применять при использовании сварочного инвертора небольшой мощности. При сварочном процессе выделяется меньше марганца, швы получаются более однородными, и проще происходит их формирование.
Марка МР 3С хорошо себя зарекомендовала при бытовом применении. Зато электроды МР 3 можно назвать более универсальными. Они используются и в быту, и при выполнении промышленных работ.
Техпроцесс
Сварку можно осуществлять обоими видами токов. Если применяется постоянный ток, то необходимо установление на оборудовании обратной полярности. Силу тока выбирают в зависимости от значения поперечного сечения расходника и положения в пространстве.
Свариваемую поверхность желательно предварительно очистить, но допускается сварка поверхностей со следами загрязнений и окислами. Во время сварочного процесса электрод следует держать под углом приблизительно 45 градусов. Это снизит образование шлака и попадание его в сварочную ванну.
Движения электродом следует совершать быстро, перемещаясь от края одной кромки до края второй. При сварке крупногабаритных изделий целесообразно осуществлять их фиксацию прихватками с помощью этих же электродов.
Хранение
Качество сварного шва, а также срок годности собственно электродов зависит от соблюдения правил их хранения. Главное условие – хранение в помещении, в котором отсутствует сырость и поддерживается необходимая температура. Выполнению этих требований помогут термометр и прибор для определения влажности.
Если электроды хранятся в картонной упаковке, то надо устанавливать их на стеллаже на некотором расстоянии от пола. Также хранить их допустимо в специальных пластиковых тубусах.
Интересное видео
Электроды сварочные МР-3С (синие)
Электроды сварочные МР-3С (синие), D 2 мм
Электроды сварочные МР-3С (синие), D 2,5 мм
Электроды сварочные МР-3С (синие), D 3 мм
Электроды сварочные МР-3С (синие), D 4 мм
Электроды сварочные МР-3С (синие), D 5 мм
Электроды широко используются в промышленном и гражданском строительстве, в производстве машиностроительного и технологического оборудования; электроды для нержавеющих сталей успешно применяются в технологиях легкой, пищевой, химической и других отраслей.
Характеристики
| Страна производитель | Россия |
| Производитель | Лосиноостровский электродный завод |
| Диаметр электрода | 3. 0 (мм) 0 (мм) |
| Длина электрода | 350.0 (мм) |
| Тип электрода | Металлический |
| Тип металлического электрода | Плавящиеся |
| Тип покрытого электрода по покрытию | С рутиловым покрытием |
| Тип покрытого электрода по применению | Для сварки низколегированных и углеродистых конструкционных сталей |
| Тип покрытого электрода по положениям сварки в пространстве | Во всех пространственных положениях, за исключением вертикального сверху-вниз |
| Вес упаковки | 5.0 (кг) |
|
ГОСТ 9466-75 |
AWS:E6013 |
Э46-ЛЭЗМР-3С-Ø-УД / Е 431(3)-РЦ13 |
Химический состав наплавленного металла, %
– Фосфор, не более: 0,045
– Сера, не более: 0,040
– Кремний: 0,09-0,35
– Марганец: 0,35-0,70
– Углерод, не более: 0,12
Основные характеристики металла шва и наплавленного металла
– Расход электродов на 1кг наплавленного металла, кг: 1,7
– Коэффициент наплавки, г/Ач: 8,5
Характеристики плавления электродов МР-3С
| Диаметр, мм | Положение шва | |||
| нижнее | вертикальное | потолочное | сверху вниз | |
| 2,0 | 40-60 | 40-60 | 40-60 | 40-60 |
| 2,5 | 70-90 | 60-100 | 60-100 | 100-120 |
| 3,0 | 90-130 | 80-110 | 80-110 | 140-170 |
| 4,0 | 140-180 | 120-160 | 120-160 | — |
| 5,0 | 170-220 | 150-190 | — | — |
| 6,0 | 240-300 | — | — | — |
Рекомендуемое значение тока (А)
Электроды марки ЛЭЗ МР-ЗС предназначены для ручной дуговой сварки рядовых и ответственных конструкций из углеродистых сталей, когда к формированию швов в различных пространственных положениях предъявляют повышенные требования. Сварка во всех пространственных положениях постоянным током обратной полярности и переменным током от источников питания с напряжением холостого хода (50±5)В.
Сварка во всех пространственных положениях постоянным током обратной полярности и переменным током от источников питания с напряжением холостого хода (50±5)В.
Электродами марки МР 3С сваривают низколегированные и среднеуглеродистые стали на любых токах. Отличаются способностью соединять ржавые и сырые детали. Узнайте их технические характеристики и условия использования.
Сварка рутиловыми электродами МР-3С протекает легко. Многие новички ощущают себя специалистами, пока не перейдут на другие марки с более сложными параметрами работы. МР имеют свои особенности. Сварочные характеристики, в основном, положительные. Достоинством является способность накладывать шов по ржавчине и соединять сырые детали.
Электродами марки МР 3С
сваривают низколегированные и среднеуглеродистые стали на любых токах.
Отличаются способностью соединять ржавые и сырые детали. Узнайте их
технические характеристики и условия использования.
Электродами марки МР 3С сваривают низколегированные и среднеуглеродистые стали на любых токах. Отличаются способностью соединять ржавые и сырые детали. Узнайте их технические характеристики и условия использования.
Электродами марки МР 3С сваривают низколегированные и среднеуглеродистые стали на любых токах. Отличаются способностью соединять ржавые и сырые детали. Узнайте их технические характеристики и условия использования.
Технические характеристики электродов диаметром 4 мм е42а. Электроды с металлическим покрытием для ручного
При проведении сварочных работ одним из главных условий качественного результата является тщательный подбор соответствующей продукции, в частности – сварочных электродов. Их классифицируют по разным критериям.
Типы сварочных электродов В зависимости от покрытия электроды можно разделить на 4 основные группы – рутиловые, основные, кислотные и целлюлозные (подробнее о каждом типе читайте в статье Электродное покрытие ). Также электроды подразделяются в зависимости от длины и диаметра, материала изготовления, характеристик шва и других показателей. Как правило, на выбор той или иной разновидности во многом влияет классификация электродов по ГОСТ.
Также электроды подразделяются в зависимости от длины и диаметра, материала изготовления, характеристик шва и других показателей. Как правило, на выбор той или иной разновидности во многом влияет классификация электродов по ГОСТ.
Согласно ГОСТ разделение и типизация электродов осуществляется в зависимости от номинального напряжения, вида и полярности тока.Например, широко используемый на практике электрод е50а трактуется следующим образом: е – электрод; 50 – минимальное гарантированное временное сопротивление разрыву, установленное ГОСТом; а – улучшенный тип электрода. Внутри каждого типа электродов могут быть значительные технологические различия в зависимости от марки.
Электроды типа Э42 Электроды Э42 предназначены для сварки углеродистых и низколегированных конструкционных сталей.При использовании этого типа, например, наиболее распространенным типом электродов в качестве e42 является АНО-6 . Образуется ровный и прочный пласт с хорошо отделенной коркой шлака.
Образуется ровный и прочный пласт с хорошо отделенной коркой шлака.
Электроды 42a, как следует из названия, представляют собой улучшенную версию типа e42, используемого в тех рабочих ситуациях, когда к условиям сварки предъявляются повышенные требования из-за структуры и состава металла.К электроды типа е42а включают УОНИ 13/45 Электроды этого типа марки и других марок используются для сварки конструкций, подверженных агрессивным внешним воздействиям – высокому давлению, отрицательным температурам и др.
Электроды типа Э46. Электроды типа Э46, как правило, имеют рутиловое покрытие. Свойства электродов этих марок обеспечивают минимальное разбрызгивание во время сварки, что в результате обеспечивает плавное и аккуратное соединение в результате работы.К электроды типа е46 включают МР-3, МР-3С, ОЗС-4, ОЗС-6, ОЗС-12, АНО-4, АНО-21 и многие другие.
Электроды типа e50a
Марки электроды типа е50а, например УОНИ 13/55 или японский LB-52U отличается широким спектром применения. Их также можно использовать для получения состава, устойчивого к агрессивным средам, низким температурам и давлению.
Другие типы электродов
Все типы электродов представлены многочисленными марками, каждая из которых отличается своими особенностями и преимуществами. Чтобы найти лучший сорт, необходимо внимательно ознакомиться с его характеристиками.
Сварка считается одним из самых надежных способов соединения стальных деталей. Существует несколько методик выполнения этой работы с использованием электродов разных типов.
Домашние умельцы предпочитают использовать технологию ручной дуговой сварки электродами Э42.Судя по многочисленным отзывам потребителей, данный вид очень востребован. Информация о технических характеристиках электродов Е42 содержится в статье.
Ознакомление
Электроды Э42 (ГОСТ 9466, 9467) представляют собой металлические стержни, снабженные специальным покрытием. При сварке они используются как вспомогательные присадочные материалы.
На сегодняшнем рынке ассортимент данной продукции достаточно широк. Потребитель может приобрести электроды Е42 диаметром 1.6 мм, 2-3 мм и 4-6 мм. Стандартные размеры вспомогательных изделий варьируются в пределах 250-400 мм. Длина электродов Е42 диаметром 4 мм может достигать 450 мм.
Аббревиатура
Необходимую информацию о присадочном материале можно получить из его маркировки:
- Буква «Е» означает, что данные электроды предназначены только для электродуговой сварки. Присадочный материал можно использовать как для ручного, так и для автоматического режима.
- Обозначение «42» указывает на то, что наплавленный материал имеет прочность 420 МПа.
Назначение
Электроды Э42 предназначены для работы с деталями из углеродистой стали. Продукция используется как домашними мастерами в повседневной жизни, так и профессиональными сварщиками в ремонтных мастерских и во многих областях промышленности для создания соединений с пониженной ответственностью. Сварочные работы можно производить практически в любом пространственном положении. Исключение составляет вертикальная сварка «сверху вниз». Это связано с тем, что создаваемый этими электродами сплав не способен выдерживать большие нагрузки. Поэтому нежелательно использовать электроды Е42 для соединения тех стальных деталей, на которые действует постоянное давление большого веса.
Продукция используется как домашними мастерами в повседневной жизни, так и профессиональными сварщиками в ремонтных мастерских и во многих областях промышленности для создания соединений с пониженной ответственностью. Сварочные работы можно производить практически в любом пространственном положении. Исключение составляет вертикальная сварка «сверху вниз». Это связано с тем, что создаваемый этими электродами сплав не способен выдерживать большие нагрузки. Поэтому нежелательно использовать электроды Е42 для соединения тех стальных деталей, на которые действует постоянное давление большого веса.
Химический состав
В производстве электродов E42 используются следующие химические элементы:
- Углерод. Его содержание в наполнителе не превышает 0,12%.
- Марганец – 0,7%.
- Кремний – 0,3%.
- Сера – 0,03%.
- Фосфор – 0,03%.
Технические условия
ЭлектродыЭ42 имеют следующие свойства:
- Показатель временного сопротивления разрыву составляет 420 МПа.
- «Наплавка» – 10 г / Ач.
- Размер стержня не превышает 400 мм. Электроды Е42 диаметром 4 мм и 6 мм могут иметь длину 450 мм.
- Сварка производится при температуре от – 20 до +20 градусов.
- Расход: 1 кг вспомогательного материала на 1,6 кг поплавка.
- Шов имеет ударную вязкость 150 Дж / см. кв. при температуре +20 градусов. Вязкость при -40 градусов – 35 Дж / см. кв.
- Удлинение шва не превышает 22%.

Характеристики изделия
- Электроды этого типа, несмотря на их габаритные размеры, имеют постоянный химический состав, физические свойства и механические характеристики. Осуществляя сварку одним и тем же материалом, мастер может использовать присадочную массу разной длины. Это не повлияет на качество связи.
- Судя по отзывам потребителей, корка шлака, образовавшаяся в результате кристаллизации шва, легко удаляется.
- При соблюдении всех правил технологии сварки для шва характерна однородность: в нем отсутствуют микропоры и пустоты.
- Шов обладает прочностью и пластичностью.
- Сварочный процесс с использованием этих электродов довольно прост. Во время работы не происходит растекания горячего наплавленного материала по поверхности и сильного разбрызгивания горячего металла. Поэтому использовать электроды этого типа сможет даже непрофессиональный сварщик.
- При использовании Е42 многие потребители отметили быстрое зажигание дуги, которое отличается стабильностью.
- С помощью электродов E42 можно соединять ржавые и мокрые металлы.
- Качество сварочных работ не зависит от длины дуги и перепадов напряжения. Источник может быть как переменным, так и постоянным. В последнем случае сварщики используют обратную полярность.
Некоторых потребителей интересует вопрос, можно ли использовать электроды Е42 для соединения деталей из нержавеющей стали? По мнению опытных сварщиков, для качества сварки изделий из нержавеющей стали необходимо использовать только те присадочные материалы, которые характеризуются пропорциональным содержанием хрома и никеля. Электроды типа Е42 в этом случае не подойдут. Полученный шов будет иметь пониженные механические свойства и подвергаться коррозионным процессам. В результате такая сварка была бы бессмысленной.
Электроды типа Е42 в этом случае не подойдут. Полученный шов будет иметь пониженные механические свойства и подвергаться коррозионным процессам. В результате такая сварка была бы бессмысленной.
Аналоги электродов E42
При необходимости эти изделия могут быть заменены на аналогичные. Главное, чтобы в случае с новыми электродами химический состав свариваемой проволоки был близок к Е42. Для сварочной проволоки этих электродов предусмотрены марки Св-08 и Св-08А.С E42 можно комбинировать углеродистые и низкоуглеродистые стали. Для образовавшихся швов характерны высокая вязкость и пластичность. Эти электроды используются в основном в том случае, когда необходимо сформировать шов с временным показателем прочности на разрыв до 50 кг / мм. кв.
Если требуются более высокие значения металла шва, сварщику следует использовать электроды другого типа. Широко применяется присадочный материал АНО-6. Эти электроды имеют рутиловое покрытие. Их рабочий диаметр варьируется в пределах 4-6 мм.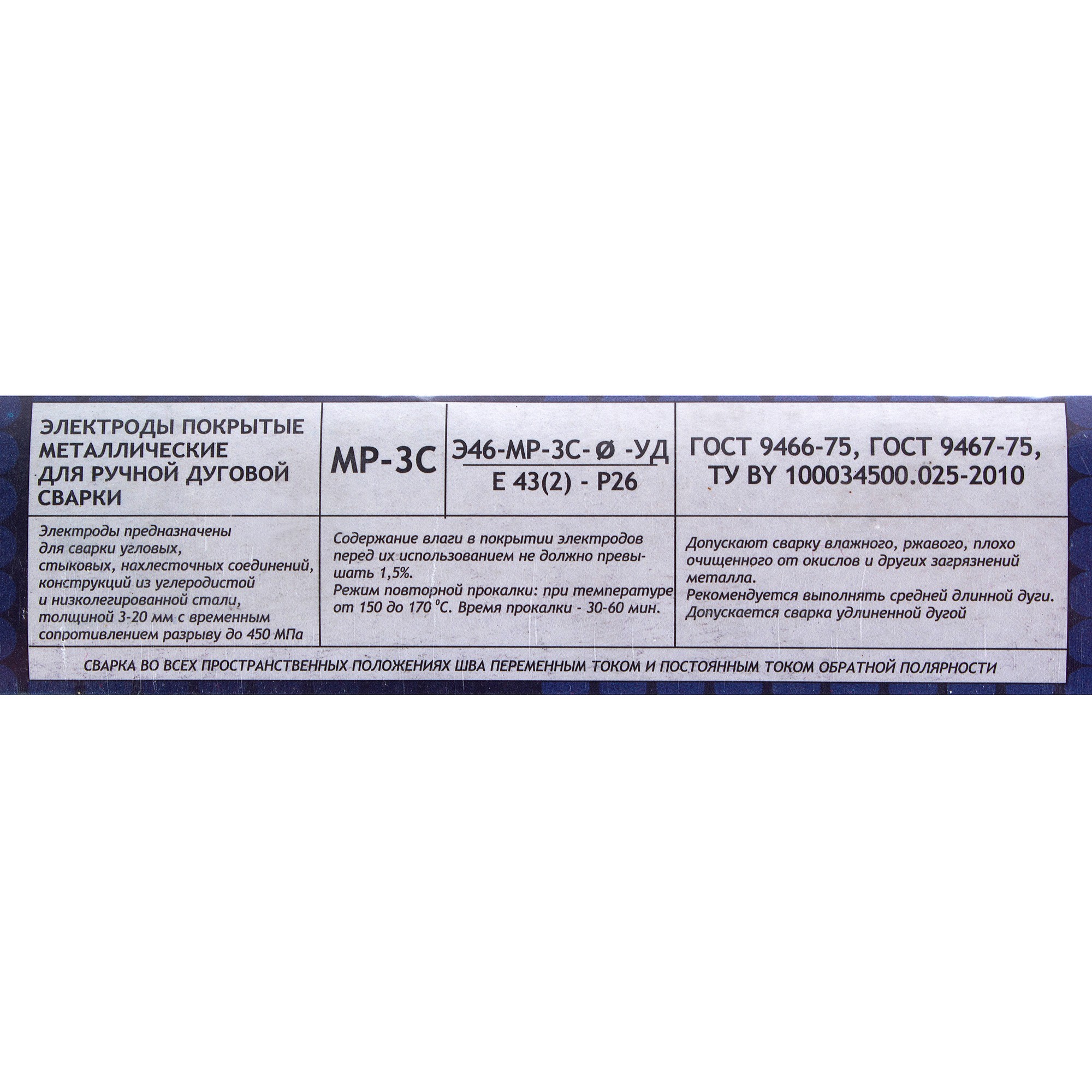 Используя эту марку, кромки стыкуемых стальных изделий нельзя сглаживать. Для работы предусмотрена короткая или средняя дуга. Сваривая угловые швы, мастер должен держать электрод под углом 50 градусов. Использование АНО-6 гарантирует отсутствие мини-пор и трещин в швах. Также для Е42 можно подобрать другие аналоги. Один из них – электроды Э42А. Предел прочности этих изделий составляет 412 МПа.
Используя эту марку, кромки стыкуемых стальных изделий нельзя сглаживать. Для работы предусмотрена короткая или средняя дуга. Сваривая угловые швы, мастер должен держать электрод под углом 50 градусов. Использование АНО-6 гарантирует отсутствие мини-пор и трещин в швах. Также для Е42 можно подобрать другие аналоги. Один из них – электроды Э42А. Предел прочности этих изделий составляет 412 МПа.
Также, в зависимости от выполняемых задач, сварщик может использовать электроды типа Е42 следующих типов:
- «Легкие».С помощью этих электродов соединяются стальные изделия, толщина которых составляет от 1 до 3 мм. Кроме того, электроды «Искра» можно использовать для сварки «сверху вниз».
- «АНО-6М». Сварочные работы ведутся за счет короткой или средней дуги. Распыление сведено к минимуму.
- «АНО-17». Эти электроды предназначены для соединения толстых металлов. Их использование характеризуется образованием длинных сварных швов.
- «ВКК-4». Эта марка используется для сварки с трубопроводом.
- «ВКК-4М». Данными изделиями обрабатываются стыки трубопроводов.
- «ОЗС-23». С их помощью можно выполнять сварочные работы в металлоконструкциях небольшой толщины. Электроды малотоксичны.
- ОМА-2. Сварщик применяет удлиненную дугу. С помощью этих электродов можно сваривать крутые металлоконструкции, толщина которых колеблется в пределах 0,8-3 мм. Этот присадочный материал отличается низкой способностью к плавлению. Сварочные работы ОМА-2 ведутся на окисленной поверхности.
 Эта марка используется для сварки с трубопроводом.
Эта марка используется для сварки с трубопроводом.Шведские присадки Pipeweld-6010 считаются очень качественными аналогами электродов типа Е42.
Производители
В России эти электроды производятся на предприятии СпецЭлектрод в Москве и на Уральском электронном заводе. Электроды также импортируются из Швеции, США и Японии.
Наконец
Присадочные материалы типа Е42 обладают универсальными техническими характеристиками. Эти электроды пользуются большой популярностью у новичков и профессионалов, выполняющих сварочные работы любой степени сложности.
Эти электроды используются. Область применения: металлические конструкции особой надежности, которые должны работать при высоких переменных нагрузках, в том числе в холодном климате или в холодильных установках, что делает их пригодными для использования в судостроении. Они подходят для сосудов высокого давления, толстых листовых материалов и для ремонта дефектов литья.
Аналоги чем заменить
Аналогом для электродов типа Э42А можно считать любой, например Э42А или его зарубежный аналог:
| (Россия) | (ЭСАБ) |
| УЭ-1/45 | |
| ОК 48.04 (ЭСАБ) | |
| УОНИ-13 / 45А | |
| CU-6 |
Сертификат качества
Электроды сварочные типа Э42А имеют сертификат ГОСТ Р, подтверждающий соответствие ГОСТ 9466-75; сертификат НАКС; Речные регистры Российской Федерации: Свидетельство о допущении, Свидетельство о признании № VVF030; Морской регистр судоходства РФ: свидетельство о допущении сварочных материалов; Санитарно-эпидемиологическое заключение на электроды.
Примечание! Хотя сертификация электродов в РФ является добровольной, тем не менее, материал Е42А всегда имеет сертификат, так как он используется для работы в местах, где требуется повышенная ответственность.
Скачать полную версию
ГОСТ 9467-75 *
Группа B05
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
ЭЛЕКТРОДЫ МЕТАЛЛ С ПОКРЫТИЕМ ДЛЯ РУКОВОДСТВА
КОНСТРУКЦИЯ ДЛЯ ДУГОВОЙ СВАРКИ
И ТЕПЛОУСТОЙЧИВЫЕ СТАЛИ
Типы
Электроды с металлическим покрытием для ручной дуговой сварки
жаропрочные стали.Типы
Дата введения 1977-01-01
УТВЕРЖДЕНО И ВВЕДЕНО Постановлением Государственного комитета стандартов Совета Министров СССР № 780 от 27 марта 1975 г.
ВЗАМЕН ГОСТ 9467-60
Срок годности отменен протоколом № 3-93 Межгосударственного совета по стандартизации, метрологии и сертификации (ИКС 5-6-93)
ПЕРЕСМОТР (январь 1997 г.) с поправкой № 1, утвержденной в августе 1988 г. (IUS 12-88)
(IUS 12-88)
1.Настоящий стандарт распространяется на электроды с металлическим покрытием для ручной дуговой сварки углеродистых, низколегированных и легированных конструкционных и легированных жаропрочных сталей.
2. Электроды должны быть следующих типов:
E38, E42, E46 и E50 – для сварки углеродистых и низколегированных конструкционных сталей с пределом прочности до 50 кгс / мм;
Э42А, Э46А и Э50А – для сварки углеродистых и низколегированных конструкционных сталей с временным пределом прочности на разрыв до 50 кгс / мм, когда к металлу сварных швов предъявляются повышенные требования по пластичности и вязкости;
Е55 и Е60 – для сварки углеродистых и низколегированных конструкционных сталей с временным пределом прочности от 50 до 60 кгс / мм;
E70, E85, E100, E125, E150 – для сварки легированных конструкционных сталей повышенной и повышенной прочности с временным пределом прочности более 60 кгс / мм;
Э-09М, Э-09МХ, Э-09Х1М, Э-05Х2М, Э-09Х2М1, Э-09Х1МФ, Э-10Х1М1НФБ, Э-10Х3М1БФ, Э-10Х5МФ – для сварки легированных жаропрочных сталей.
3. Химический состав металла, наплавленного электродами для сварки конструкционных сталей, должен соответствовать требованиям технических условий или паспортов на электроды конкретной марки. Содержание серы и фосфора в металле шва не должно превышать указанного в табл. один.
Таблица 1
Механические свойства при нормальной температуре | |||||||
металл сварного шва или металл сварного шва | сварное соединение, выполненное электродами диаметром менее 3 мм | ||||||
Тип электрода | Временное сопротивление разрыву, кгс / мм | Относительное расширение,% | Ударная вязкость кгс · м / см | Угол загиба, град. | |||

Примечания:
1. Для электродов типов E38, E42, E46, E50, E42A, E46A, E50A, E55 и E60 значения механических свойств, приведенные в таблице, задаются для металла шва, металла шва и сварного соединения в состоянии после сварки. (без термической обработки). Механические свойства металла шва, металла шва и сварного соединения после термической обработки для электродов перечисленных типов должны соответствовать требованиям стандартов или технических условий на электроды определенного качества.
Для электродов типов E38, E42, E46, E50, E42A, E46A, E50A, E55 и E60 значения механических свойств, приведенные в таблице, задаются для металла шва, металла шва и сварного соединения в состоянии после сварки. (без термической обработки). Механические свойства металла шва, металла шва и сварного соединения после термической обработки для электродов перечисленных типов должны соответствовать требованиям стандартов или технических условий на электроды определенного качества.
2. Для электродов типов Е70, Е85, Е100, Е125 и Е150 значения механических свойств, приведенные в таблице, устанавливаются для металла шва и металла шва после термической обработки по режимам, регламентированным стандартами или техническими условиями на специальные электродные электроды.Механические свойства наплавленного металла и наплавленного металла в состоянии после сварки для электродов перечисленных типов должны соответствовать требованиям стандартов или технических условий на электроды конкретной марки.
3. Показатели механических свойств сварных соединений, выполненных электродами типов Е70, Е85, Е100, Е125, Е150 диаметром менее 3 мм, должны соответствовать требованиям стандартов или технических условий на электроды конкретных марок.
4.Механические свойства металла шва, металла шва и сварного соединения, выполненного электродами для сварки конструкционных сталей, должны соответствовать нормам, приведенным в табл. один.
5. Химический состав металла, наплавленного электродами для сварки легированных жаропрочных сталей, а также механические свойства металла шва или металла шва должны соответствовать нормам, приведенным в табл. 2
стол 2
Химический состав металла шва,% | Механические свойства металла шва или металла шва при нормальной температуре | ||||||||||||
Тип электрода | |||||||||||||
Марганец | Молибден | Временное сопротивление разрыву, кгс / мм | Относительное расширение,% | вязкость, кгс · м / см | |||||||||
Э-10х2М1НФБ | |||||||||||||
Примечания:
1. Приведенные в таблице значения механических свойств установлены для металла шва и наплавленного металла после термообработки по режимам, регламентированным стандартами или техническими условиями на электроды конкретных марок.
Приведенные в таблице значения механических свойств установлены для металла шва и наплавленного металла после термообработки по режимам, регламентированным стандартами или техническими условиями на электроды конкретных марок.
2. Показатели механических свойств сварных соединений, выполненных электродами диаметром менее 3 мм, должны соответствовать требованиям стандартов или технических условий на электроды конкретных марок.
(Измененная редакция, Изм.1).
6. Приведено в табл. 1 и 2 требования к химическому составу металла шва и механическим свойствам металла шва, металла шва и сварных соединений следует проверять при испытании электродов в соответствии с требованиями ГОСТ 9466-75.
7. Условное обозначение электродов для дуговой сварки конструкционных и жаропрочных сталей – по ГОСТ 9466-75.
При этом во второй строке обозначения электродов следует записать группу индексов, обозначающих характеристики металла шва и металла шва согласно требованиям, приведенным в пп. 8-10.
8-10.
8. В условном обозначении электродов для сварки углеродистых и низколегированных конструкционных сталей с временным пределом прочности на разрыв до 60 кгс / мм устанавливают группу показателей, указывающих характеристики металла шва и металла шва в соответствии с Стол. 3
Скачать полную версию
Последние достижения в области твердоконтактных ионоселективных электродов: функциональные материалы, механизмы преобразования и тенденции развития
Для быстрого определения ионов необходимы надежные аналитические инструменты – от мониторинга окружающей среды до анализа биожидкостей на месте.В последние годы, благодаря развитию материаловедения и технологий обработки, твердоконтактные ионоселективные электроды (SC-ISE) с высокоэффективными функциональными материалами и творческими структурами продемонстрировали большой потенциал для повседневного и портативного обнаружения ионов. В частности, внедрение наноматериалов в качестве преобразователей ионов в электроны и принятие различных стратегий повышения производительности в значительной степени способствовали развитию SC-ISE. Кроме того, с увеличением миниатюризации, гибкости и надежности SC-ISE, эта область постепенно начала эволюционировать от обычного потенциометрического ионного зондирования к интегрированным системам зондирования с более широкими сценариями применения.Этот всесторонний обзор охватывает новаторские исследования функциональных материалов и новейших технологий для создания SC-ISE с акцентом на новые тенденции развития и приложения.
В частности, внедрение наноматериалов в качестве преобразователей ионов в электроны и принятие различных стратегий повышения производительности в значительной степени способствовали развитию SC-ISE. Кроме того, с увеличением миниатюризации, гибкости и надежности SC-ISE, эта область постепенно начала эволюционировать от обычного потенциометрического ионного зондирования к интегрированным системам зондирования с более широкими сценариями применения.Этот всесторонний обзор охватывает новаторские исследования функциональных материалов и новейших технологий для создания SC-ISE с акцентом на новые тенденции развития и приложения.
У вас есть доступ к этой статье
Подождите, пока мы загрузим ваш контент. ..
Что-то пошло не так. Попробуйте еще раз?
..
Что-то пошло не так. Попробуйте еще раз?Слоистый оксид металла с нулевой деформацией в качестве отрицательного электрода для долговечных натрий-ионных батарей
Yang, Z. et al. Электрохимический накопитель энергии для зеленой сети. Chem. Ред. 111 , 3577–3613 (2011).
CAS Статья Google ученый
Данн, Б., Камат, Х. и Тараскон, Дж. М. Хранение электрической энергии для сети: набор вариантов. Наука 334 , 928–935 (2011).
CAS ОБЪЯВЛЕНИЯ Статья Google ученый
Wessells, C.D., Huggins, R.A. & Cui, Y.Аккумуляторные электроды из гексацианоферрата меди с длительным сроком службы и высокой мощностью. Нат. Commun. 2 , 550 (2011).
ADS Статья Google ученый
Pasta, M., Wessells, C.D., Huggins, R.A. & Cui, Y. Высокоскоростная водно-электролитная батарея с длительным сроком службы для хранения энергии в масштабе сети. Нат. Commun. 3 , 1149 (2012).
ADS Статья Google ученый
Суо, Л., Ху, Ю.-С., Ли, Х. , Арманд, М. и Чен, Л. Новый класс сольвентного электролита для перезаряжаемых металлических литиевых батарей высокой энергии. Нат. Commun. 4 , 1481 (2013).
, Арманд, М. и Чен, Л. Новый класс сольвентного электролита для перезаряжаемых металлических литиевых батарей высокой энергии. Нат. Commun. 4 , 1481 (2013).
Артикул Google ученый
Арманд, М. и Тараскон, Дж. М. Создание лучших батарей. Природа 451 , 652–657 (2008).
CAS ОБЪЯВЛЕНИЯ Статья Google ученый
Эллис, Б.Л., Макахнук, В. Р. М., Макимура, Ю., Тогхилл, К. и Назар, Л. Ф. Многофункциональный фосфатный катод на основе железа 3,5 В для аккумуляторных батарей. Нат. Mater. 6 , 749–753 (2007).
CAS ОБЪЯВЛЕНИЯ Статья Google ученый
 org/ScholarlyArticle”> 8
org/ScholarlyArticle”> 8Зу, К. Х. и Ли, Х. Термодинамический анализ плотности энергии батарей. Energy Environ. Sci. 4 , 2614–2624 (2011).
CAS Статья Google ученый
Паломарес, В.и другие. Na-ионные батареи, последние достижения и проблемы, связанные с превращением в недорогие системы хранения энергии. Energy Environ. Sci. 5 , 5884–5901 (2012).
CAS Статья Google ученый
Kim, S.-W., Seo, D.-H., Ma, X., Ceder, G. & Kang, K. Электродные материалы для перезаряжаемых натрий-ионных батарей: потенциальные альтернативы существующим литий-ионным батареям. Ионные батареи. Adv. Energy Mater. 2 , 710–721 (2012).
CAS Статья Google ученый
 org/ScholarlyArticle”> 11
org/ScholarlyArticle”> 11Слейтер, М. Д., Ким, Д., Ли, Э. и Джонсон, К. С. Натрий-ионные батареи. Adv. Функц. Mater. 947–958 (2012).
Эллис, Б. Л. и Назар, Л. Ф. Натриевые и натрий-ионные аккумуляторные батареи. Curr. Мнение. Solid State Mater. Sci. 16 , 168–177 (2012).
CAS ОБЪЯВЛЕНИЯ Статья Google ученый
Цзянь, З.L. et al. Na3V2 (PO4) (3) с углеродным покрытием в качестве нового электродного материала для ионно-натриевых батарей. Электрохим. Commun. 14 , 86–89 (2012).
CAS Статья Google ученый
Jian, Z. et al. Превосходные электрохимические характеристики и механизм накопления катода Na3V2 (PO4) 3 для натрий-ионных батарей при комнатной температуре. Adv. Energy Mater. 3 , 156–160 (2013).
Превосходные электрохимические характеристики и механизм накопления катода Na3V2 (PO4) 3 для натрий-ионных батарей при комнатной температуре. Adv. Energy Mater. 3 , 156–160 (2013).
CAS Статья Google ученый
Цао, Ю.и другие. Обратимое введение ионов натрия в нанопроволоки монокристаллического оксида марганца с длительным сроком службы. Adv. Mater. 23 , 3155–3160 (2011).
CAS Статья Google ученый
Лу, Й., Ван, Л., Ченг, Дж. И Гуденаф, Дж. Б. Прусская синь: новая основа электродных материалов для натриевых батарей. Chem. Commun. 48 , 6544–6546 (2012).
CAS Статья Google ученый
 org/ScholarlyArticle”> 17
org/ScholarlyArticle”> 17Онг, С.P. et al. Различия в напряжении, стабильности и диффузионном барьере между натрий-ионными и литий-ионными интеркаляционными материалами. Energy Environ. Sci. 4 , 3680–3688 (2011).
CAS Статья Google ученый
Хаяси, А., Ной, К., Сакуда, А. и Тацумисаго, М. Стеклокерамические суперионные электролиты для натриевых аккумуляторных батарей при комнатной температуре. Нат. Commun. 3 , 856 (2012).
ADS Статья Google ученый
Ли, З., Янг, Д., Сян, К., Картер, В. К., Чианг, Ю.-М. На пути к высокомощным водным натрий-ионным аккумуляторным батареям с высоким энергопотреблением: система NaTi2 (PO4) 3 / Na0,44MnO2. Adv. Energy Mater. 290–294 (2012).
Adv. Energy Mater. 290–294 (2012).
Abouimrane, A. et al. Введение натрия в материалы на основе карбоксилатов и их применение в полных натриевых элементах 3,6 В. Energy Environ. Sci. 5 , 9632–9638 (2012).
CAS Статья Google ученый
Ponrouch, A., Marchante, E., Courty, M., Tarascon, J.-M. И Палацин, М. Р. В поисках оптимального электролита для Na-ионных аккумуляторов. Energy Environ. Sci. 5 , 8572–8583 (2012).
CAS Статья Google ученый
Barpanda, P. et al.Пирофосфат натрия и железа: новый катод 3,0 В на основе железа для натриево-ионных батарей. Электрохим. Commun. 24 , 116–119 (2012).
Электрохим. Commun. 24 , 116–119 (2012).
CAS Статья Google ученый
Shakoor, R.A. et al. Объединенные первые принципы и экспериментальное исследование Na3V2 (PO4) 2F3 для аккумуляторных батарей Na. J. Mater. Chem. 22 , 20535–20541 (2012).
CAS Статья Google ученый
Цянь, Дж., Zhou, M., Cao, Y., Ai, X. & Yang, H. Наноразмерный композит Na4Fe (CN) 6 / C в качестве недорогого и высокопроизводительного катодного материала для натрий-ионных батарей. Adv. Energy Mater. 2 , 410–414 (2012).
CAS Статья Google ученый
 org/ScholarlyArticle”> 25
org/ScholarlyArticle”> 25Ферг, Э., Гаммау, Р. Дж., Декок, А. и Теккерей, М. М. Шпинелевые аноды для литий-ионных батарей. J. Electrochem. Soc. 141 , L147 – L150 (1994).
CAS Статья Google ученый
Ohzuku, T., Ueda, A. & Yamamoto, N. Вставной материал LiLi1 / 3Ti5 / 3O4 с нулевой деформацией для заменяемых литиановых клеток. J. Electrochem. Soc. 142 , 1431–1435 (1995).
CAS Статья Google ученый
Zhao, L., Hu, Y. S., Li, H., Wang, Z. & Chen, L. Пористый Li4Ti5O12, покрытый углеродом с примесью азота из ионных жидкостей для литий-ионных аккумуляторов. Adv. Mater. 23 , 1385–1388 (2011).
CAS Статья Google ученый
 org/ScholarlyArticle”> 28
org/ScholarlyArticle”> 28Komaba, S. et al. Электрохимическое введение натрия и межфазное соединение твердого электролита для твердоуглеродистых электродов и применение в Na-ионных батареях. Adv. Функц. Mater. 21 , 3859–3867 (2011).
CAS Статья Google ученый
Алькантара, Р., Джараба, М., Лавела, П. и Тирадо, Дж. Л. Шпинель NiCo2O4: первый отчет об оксиде переходного металла для отрицательного электрода натрий-ионных батарей. Chem. Mater. 14 , 2847–2848 (2002).
CAS Статья Google ученый
Senguttuvan, P., Rousse, G., Seznec, V., Tarascon, J. M. & Palacin, M. R. Na2Ti3O7: самое низкое напряжение, о котором когда-либо сообщалось, вводимого оксидного электрода для натрий-ионных батарей. Chem. Mater. 23 , 4109–4111 (2011).
Chem. Mater. 23 , 4109–4111 (2011).
CAS Статья Google ученый
Xiong, H., Slater, M. D., Balasubramanian, M., Johnson, C. S. & Rajh, T. Анод из аморфных нанотрубок TiO2 для перезаряжаемых ионно-натриевых батарей. J. Phys. Chem. Lett. 2 , 2560–2565 (2011).
CAS Статья Google ученый
Вс, Ю.и другие. Прямое атомарное подтверждение трехфазного накопительного механизма в анодах Li4Ti5O12 для натрий-ионных аккумуляторов при комнатной температуре. Нат. Commun. 4 , 1870 (2013).
Артикул Google ученый
 org/ScholarlyArticle”> 33
org/ScholarlyArticle”> 33Sun, Q., Ren, Q.Q., Li, H. & Fu, Z. W. Тонкопленочные электроды Sb2O4 большой емкости для натриевых аккумуляторных батарей. Электрохим. Commun. 13 , 1462–1464 (2011).
CAS Статья Google ученый
Цянь, Дж.F. et al. Высокая емкость хранения натрия и превосходная циклируемость нанокомпозитного анода Sb / C для Na-ионных аккумуляторов. Chem. Commun. 48 , 7070–7072 (2012).
CAS Статья Google ученый
Xiao, L. F. et al. Высокая емкость, обратимые реакции легирования в нанокомпозитах SnSb / C для применения в Na-ионных аккумуляторах. Chem. Commun. 48 , 3321–3323 (2012).
CAS Статья Google ученый
 org/ScholarlyArticle”> 36
org/ScholarlyArticle”> 36Чжао, Л.и другие. Динатрия терефталат (Na2C8h5O4) в качестве высокоэффективного анодного материала для недорогих натриево-ионных аккумуляторов, работающих при комнатной температуре. Adv. Energy Mater. 2 , 962–965 (2012).
CAS Статья Google ученый
Иль Парк С., Гочева И., Окада С. и Ямаки Дж. Электрохимические свойства анода NaTi2 (PO4) (3) для аккумуляторных водных натрий-ионных батарей. J. Electrochem. Soc. 158 , A1067 – A1070 (2011).
Артикул Google ученый
Senguttuvan, P. et al. Внедрение низкопотенциального натрия в структуру типа NASICON через окислительно-восстановительную пару Ti (III) / Ti (II). J. Am. Chem. Soc. 135 , 3897–3903 (2013).
Am. Chem. Soc. 135 , 3897–3903 (2013).
CAS Статья Google ученый
Шеврие, В. Л. и Седер, Г. Проблемы, связанные с отрицательными электродами с ионами натрия. Дж.Электрохим. Soc. 158 , A1011 – A1014 (2011).
CAS Статья Google ученый
Стивенс, Д. А. и Дан, Дж. Р. Анодные материалы большой емкости для аккумуляторных натрий-ионных батарей. J. Electrochem. Soc. 147 , 1271–1273 (2000).
CAS Статья Google ученый
Венцель, С., Хара, Т., Янек, Дж.& Адельхельм, П. Натриево-ионные батареи при комнатной температуре: повышение быстродействия углеродных анодных материалов с помощью шаблонных стратегий. Energy Environ. Sci. 4 , 3342–3345 (2011).
Energy Environ. Sci. 4 , 3342–3345 (2011).
CAS Статья Google ученый
Дельмас, К., Браконье, Ж.-Ж., Фуассье, К. и Хагенмюллер, П. Электрохимическое интеркалирование натрия в бронзах NaxCoO2. Ионика твердого тела 3–4 , 165–169 (1981).
Артикул Google ученый
Комаба С., Такеи К., Накаяма Т., Огата А. и Ябуучи Н. Активность электрохимической интеркаляции слоистого NaCrO2 по сравнению с LiCrO2. Электрохим. Commun. 12 , 355–358 (2010).
CAS Статья Google ученый
Бертело Р. , Карлье Д. и Дельмас К. Электрохимическое исследование фазовой диаграммы P2-NaxCoO2. Нат. Mater. 10 , 74 – U73 (2011).
, Карлье Д. и Дельмас К. Электрохимическое исследование фазовой диаграммы P2-NaxCoO2. Нат. Mater. 10 , 74 – U73 (2011).
CAS ОБЪЯВЛЕНИЯ Статья Google ученый
Kim, D. et al. Слоистые катоды Na Ni1 / 3Fe1 / 3Mn1 / 3 O-2 для применения в Na-ионных батареях. Электрохим. Commun. 18 , 66–69 (2012).
CAS Статья Google ученый
Ябуучи Н. и др. Na-x Fe1 / 2Mn1 / 2 O-2 типа P2, изготовленный из землистых элементов для аккумуляторных батарей Na. Нат. Mater. 11 , 512–517 (2012).
CAS ОБЪЯВЛЕНИЯ Статья Google ученый
 org/ScholarlyArticle”> 47
org/ScholarlyArticle”> 47Kim, D. et al. Включение натриевых батарей с использованием катодов из слоистого оксида переходного металла с замещенным литием натрия. Adv. Energy Mater. 1 , 333–336 (2011).
CAS Статья Google ученый
Guignard, M. et al.Система P2-NaxVO2 в качестве электродов для батарей и электронно-коррелированных материалов. Нат. Mater. 12 , 74–80 (2013).
CAS ОБЪЯВЛЕНИЯ Статья Google ученый
Carlier, D. et al. Фаза P2-Na2 / 3Co2 / 3Mn1 / 3O2: структура, физические свойства и электрохимическое поведение в качестве положительного электрода в натриевой батарее. Дальтон. Пер. 40 , 9306–9312 (2011).
CAS Статья Google ученый
Сатья, М., Хемалата, К., Рамеша, К., Тараскон, Дж. М., Пракаш, А. С. Синтез, структура и электрохимические свойства слоистого катодного материала с натриевыми вставками: NaNi1 / 3Mn1 / 3Co1 / 3O2. Chem. Mater. 24 , 1846–1853 (2012).
CAS Статья Google ученый
Komaba, S. et al. Исследование обратимой электродной реакции Na1-xNi0,5 Mn0,5O2 для натрий-ионной аккумуляторной батареи. Неорг.Chem. 51 , 6211–6220 (2012).
CAS Статья Google ученый
Йошида, Х. , Ябуучи, Н. и Комаба, С. NaFe0,5Co0,5O2 в качестве высокоэнергетического и мощного положительного электрода для Na-ионных аккумуляторов. Электрохим. Commun. 34 , 60–63 (2013).
, Ябуучи, Н. и Комаба, С. NaFe0,5Co0,5O2 в качестве высокоэнергетического и мощного положительного электрода для Na-ионных аккумуляторов. Электрохим. Commun. 34 , 60–63 (2013).
CAS Статья Google ученый
Дельмас, К., Фуасье, К.И Хагенмюллер П. Структурная классификация и свойства слоистых оксидов. Physica B + C 99 , 81–85 (1980).
CAS ОБЪЯВЛЕНИЯ Статья Google ученый
Маазаз А., Дельмас К. и Хагенмюллер Д. Исследование системы NaxTiO2 с помощью электрохимической деинтеркаляции. J. Вкл. Феном. 1 , 45–51 (1983).
CAS Статья Google ученый
 org/ScholarlyArticle”> 55
org/ScholarlyArticle”> 55Шилов Г.В., Налбандян В. Б., Волочаев В. А., Атовмян Л. О. Рост кристаллов и кристаллические структуры слоистых ионных проводников – натрий-литий-титановые оксиды. Внутр. J. Inorg. Mater. 2 , 443–449 (2000).
CAS Статья Google ученый
Де Буасс, Б. М., Карлье, Д., Гиньяр, М. и Дельмас, К. Структурные и электрохимические характеристики фаз P2 и новых фаз O3-NaxMn1-yFeyO2, полученных синтезом самовоспламенения для Na-ионных аккумуляторов. J. Electrochem. Soc. 160 , A569 – A574 (2013).
Артикул Google ученый
Komaba, S. et al. Фторированный этиленкарбонат в качестве добавки к электролиту для аккумуляторных батарей NA. ACS Appl. Mater. Интерфейсы 3 , 4165–4168 (2011).
ACS Appl. Mater. Интерфейсы 3 , 4165–4168 (2011).
CAS Статья Google ученый
Ehrenberg, H. et al.Взаимосвязь кристаллической и магнитной структур в соединениях Cu (W-1-xMOx) O-4 со структурой типа вольфрамита. J. Phys.-Condes. Мат. 14 , 8573–8581 (2002).
CAS ОБЪЯВЛЕНИЯ Статья Google ученый
Pan, H. et al. Натрий Хранение и транспортные свойства в слоистом Na2Ti3O7 для натрий-ионных аккумуляторов при комнатной температуре. Adv. Energy Mater. DOI: 10.1002 / aenm.201300139 (2013).
Большое изменение сопротивления в устройствах молекулярной спинтроники на основе магнитных туннельных переходов (Журнальная статья)
Тьяги, Паван, и Фрибе, Эдвард. Большое изменение сопротивления в устройствах молекулярной спинтроники на основе магнитных туннельных переходов . США: Н. П., 2018.
Интернет. DOI: 10.1016 / j.jmmm.2018.01.024.
Большое изменение сопротивления в устройствах молекулярной спинтроники на основе магнитных туннельных переходов . США: Н. П., 2018.
Интернет. DOI: 10.1016 / j.jmmm.2018.01.024.
Тяги, Паван и Фрибе, Эдвард. Большое изменение сопротивления устройств молекулярной спинтроники на основе магнитных туннельных переходов . Соединенные Штаты. https://doi.org/10.1016/j.jmmm.2018.01.024
Тьяги, Паван, и Фрибе, Эдвард. Пт.
«Большое изменение сопротивления на устройствах молекулярной спинтроники на основе магнитных туннельных переходов». Соединенные Штаты. https://doi.org/10.1016/j.jmmm.2018.01.024. https://www.osti.gov/servlets/purl/1439170.
@article {osti_1439170,
title = {Большое изменение сопротивления в устройствах молекулярной спинтроники на основе магнитных туннельных переходов},
author = {Тяги, Паван и Фрибе, Эдвард},
abstractNote = {Здесь молекулярные мостики, ковалентно связанные с двумя ферромагнитными электродами, могут преобразовывать ферромагнитные материалы и создавать интригующие характеристики спинового переноса. В этой статье обсуждается влияние сильной связи, индуцированной молекулами, на спиновой транспорт. Для изучения эффекта молекулярной связи октаметаллический молекулярный кластер (OMC) был замкнут между двумя ферромагнитными электродами магнитного туннельного перехода (Ta / Co / NiFe / AlOx / NiFe / Ta) вдоль открытых боковых краев. OMC индуцировали сильную межферромагнитную связь электродов, что привело к резким изменениям транспортных свойств испытательного стенда с магнитным туннельным переходом при комнатной температуре. Эти OMC также трансформировали магнитные свойства магнитных туннельных переходов.Исследования SQUID и ферромагнитного резонанса предоставили ценные данные для объяснения транспортных исследований в устройствах молекулярной спинтроники на основе магнитных туннельных переходов.},
В этой статье обсуждается влияние сильной связи, индуцированной молекулами, на спиновой транспорт. Для изучения эффекта молекулярной связи октаметаллический молекулярный кластер (OMC) был замкнут между двумя ферромагнитными электродами магнитного туннельного перехода (Ta / Co / NiFe / AlOx / NiFe / Ta) вдоль открытых боковых краев. OMC индуцировали сильную межферромагнитную связь электродов, что привело к резким изменениям транспортных свойств испытательного стенда с магнитным туннельным переходом при комнатной температуре. Эти OMC также трансформировали магнитные свойства магнитных туннельных переходов.Исследования SQUID и ферромагнитного резонанса предоставили ценные данные для объяснения транспортных исследований в устройствах молекулярной спинтроники на основе магнитных туннельных переходов.},
doi = {10.1016 / j.jmmm.2018.01.024},
url = {https://www.osti.gov/biblio/1439170},
journal = {Journal of Magnetism and Magnetic Materials},
issn = {0304-8853},
число = C,
объем = 453,
place = {United States},
год = {2018},
месяц = {1}
}
Этот сайт использует файлы cookie для повышения производительности. Если ваш браузер не принимает файлы cookie, вы не можете просматривать этот сайт.
Если ваш браузер не принимает файлы cookie, вы не можете просматривать этот сайт.
Настройка вашего браузера для приема файлов cookie
Существует множество причин, по которым cookie не может быть установлен правильно. Ниже приведены наиболее частые причины:
- В вашем браузере отключены файлы cookie. Вам необходимо сбросить настройки своего браузера, чтобы он принимал файлы cookie, или чтобы спросить вас, хотите ли вы принимать файлы cookie.
- Ваш браузер спрашивает вас, хотите ли вы принимать файлы cookie, и вы отказались.Чтобы принять файлы cookie с этого сайта, используйте кнопку «Назад» и примите файлы cookie.
- Ваш браузер не поддерживает файлы cookie. Если вы подозреваете это, попробуйте другой браузер.
- Дата на вашем компьютере в прошлом. Если часы вашего компьютера показывают дату до 1 января 1970 г.,
браузер автоматически забудет файл cookie. Чтобы исправить это, установите правильное время и дату на своем компьютере.
- Вы установили приложение, которое отслеживает или блокирует установку файлов cookie.Вы должны отключить приложение при входе в систему или уточнить у системного администратора.

Почему этому сайту требуются файлы cookie?
Этот сайт использует файлы cookie для повышения производительности, запоминая, что вы вошли в систему, когда переходите со страницы на страницу. Чтобы предоставить доступ без файлов cookie потребует, чтобы сайт создавал новый сеанс для каждой посещаемой страницы, что замедляет работу системы до неприемлемого уровня.
Что сохраняется в файле cookie?
Этот сайт не хранит ничего, кроме автоматически сгенерированного идентификатора сеанса в cookie; никакая другая информация не фиксируется.
Как правило, в файле cookie может храниться только информация, которую вы предоставляете, или выбор, который вы делаете при посещении веб-сайта. Например, сайт
не может определить ваше имя электронной почты, пока вы не введете его. Разрешение веб-сайту создавать файлы cookie не дает этому или любому другому сайту доступа к
остальной части вашего компьютера, и только сайт, который создал файл cookie, может его прочитать.
BiVO4 – Bi2O3 / ITO электродов, приготовленных послойно: Применение для определения атенолола в фармацевтических препаратах и моче
Основные моменты
- •
Использование модифицированных электродов для чувствительного определения атенолола (ATN) в реальных условиях образцы
- •
Синтез горения, использованный для получения композита из BiVO 4 –Bi 2 O 3
- •
Послойная техника, используемая для получения модифицированных электродов
BiVO 4 –Bi 2 O 3 композитных частиц были синтезированы методом горения (SCS) и иммобилизованы на поверхности ITO послойным (LbL) методом.Композитный электрод BiVO 4 –Bi 2 O 3 применялся при амперометрическом определении атенолола (ATN) в фармацевтических препаратах и в моче с использованием 0,25 моль л – 1 NaNO 3 в качестве фонового электролита. Четко выраженный пик окисления ATN был обнаружен в 1,12 В по сравнению с Ag / AgCl (3,0 моль л – 1 KCl) с помощью циклической вольтамперометрии. Аналитическая кривая показала хорошую линейность с коэффициентом корреляции 0,997 и была получена в диапазоне концентраций 50.0–800 мкмоль л – 1 ATN с наклоном 2,73 × 10 5 мкА моль – 1 л. Предел обнаружения составляет 0,459 мкмоль л – 1 . Предложенный метод был использован для определения АТН в фармацевтических препаратах и образцах мочи с диапазоном извлечения от 94,0 до 104%. BiVO 4 –Bi 2 O 3 электрод показал хорошую селективность и повторяемость, помимо простоты и дешевизны конструкции, а также стабильности без необходимости обновления поверхности перед каждым измерением.
Четко выраженный пик окисления ATN был обнаружен в 1,12 В по сравнению с Ag / AgCl (3,0 моль л – 1 KCl) с помощью циклической вольтамперометрии. Аналитическая кривая показала хорошую линейность с коэффициентом корреляции 0,997 и была получена в диапазоне концентраций 50.0–800 мкмоль л – 1 ATN с наклоном 2,73 × 10 5 мкА моль – 1 л. Предел обнаружения составляет 0,459 мкмоль л – 1 . Предложенный метод был использован для определения АТН в фармацевтических препаратах и образцах мочи с диапазоном извлечения от 94,0 до 104%. BiVO 4 –Bi 2 O 3 электрод показал хорошую селективность и повторяемость, помимо простоты и дешевизны конструкции, а также стабильности без необходимости обновления поверхности перед каждым измерением.
Ключевые слова
Аланин
Слой за слоем
Tween®80
Амперометрическое определение
Рекомендуемые статьиЦитирующие статьи (0)
Просмотреть аннотацию Copyright © 2015 Elsevier B. V. Все права защищены.
V. Все права защищены.
Рекомендуемые артикулы
Цитирующие статьи
Выбор электродов для инверторной сварки для начинающих. Как выбрать сварочный электрод?
Многие новички в электросварке задаются этим вопросом и считают, что существуют специальные электроды для инверторов, которые отличаются от электродов для трансформаторных сварочных аппаратов.Или инверторы лучше готовят с одними электродами, чем с другими. Ладно, давайте разберемся.
Сварщики
Для сравнения возьмем 2 сварочных аппарата: инверторный и трансформаторный. Каковы их настройки, режимы и функциональность?
Сварочный ток регулируется для обоих. У них могут быть разные диапазоны регулировки, но обычно эти диапазоны довольно большие. То есть разницы по этому параметру нет.
По роду тока – переменный или постоянный – есть варианты.Сварочные аппараты трансформаторные в простейшем варианте выдают переменный ток, но есть модели с выпрямителем – такие аппараты тоже могут обеспечивать постоянный ток. Инверторы наоборот – каждый дает постоянный ток, но есть модели, которые дают и переменный ток.
Инверторы наоборот – каждый дает постоянный ток, но есть модели, которые дают и переменный ток.
Означает ли это, что некоторые электроды лучше подходят для определенного типа сварщика? Фактически, тип тока, для которого они предназначены, указан на упаковке с электродами. Если у вашего сварочного аппарата есть режим с током, который требуется для этих электродов, то совершенно неважно, инверторный у вас или трансформаторный.
Рассмотрим дальше. При переменном токе такого параметра нет вообще, а при постоянном токе обычно требуемая полярность устанавливается простым подключением сварочных проводов к нужным разъемам. Полярность также написана на упаковке с электродами, и вам просто нужно правильно ее выставить.
Инверторы также отличаются набором различных функций, которых нет у трансформаторных устройств. Например, это функции «горячий старт», «антизалипание», импульсный режим и другие.дополнительные возможности … Но эти функции только помогают сварщикам, особенно новичкам, но к выбору электродов это не имеет никакого отношения.
Итак, какие электроды лучше всего подходят для инвертора?
Получается, что все электроды одинаково подходят для сварки трансформаторов и инверторов? В общем да!
И я предвижу, что кто-то обязательно начнет вспоминать, как он лучше готовил с теми же электродами на одном приборе и хуже на приборе другого типа.Что случилось?
А дело в том, что все зависит от конкретного сварщика! Не от типа и конструкции, а от конкретной модели. Бывали случаи, когда модели рядом с ними на конвейере готовятся по-разному. Немного, но все же по-разному. Это связано с тем, что все компоненты имеют характеристики, которые не полностью соответствуют заявленным, а с некоторыми вариациями. Например, резистор, показывающий сопротивление 100 Ом, на самом деле может быть 96 Ом или, например, 103 Ом.Совмещение таких деталей и узлов (а все детали и микросхемы имеют небольшой разброс параметров) приводит к разнице в работе устройств.
На самом деле имеет значение не тип сварочного аппарата, а то, насколько электроды соответствуют металлу, к которому они свариваются – это одно из ключевых условий для получения качественного сварного шва. Другие условия сварки также важны, поэтому вопрос « какие электроды лучше всего подходят для инвертора » правильнее было бы заменить вопросом «какие электроды лучше в данной ситуации.«И всегда помните, что на качество сварки влияет множество факторов, и улучшая каждый из них, можно добиться очень хороших результатов!
Другие условия сварки также важны, поэтому вопрос « какие электроды лучше всего подходят для инвертора » правильнее было бы заменить вопросом «какие электроды лучше в данной ситуации.«И всегда помните, что на качество сварки влияет множество факторов, и улучшая каждый из них, можно добиться очень хороших результатов!
Однако, если вы задаете этот вопрос, то, скорее всего, вы начинающий сварщик и хотите знать, какие электроды лучше всего подходят для начала вашей практики электросварки. В этом случае могу порекомендовать электроды типа Е46 – к ним относятся многие марки, в частности МР-3С, ОЗС-6, ОЗС-12, АНО-21 и многие другие. Начните учиться готовить электросварку с этих марок или их аналогов.
Пример инверторной сварки электродами MR-3C
С помощью инвертора можно быстро и качественно сварить любые, даже самые сложные металлические конструкции. Эти агрегаты быстро вошли в современные технологические процессы, поскольку просты в эксплуатации, а сварной шов качественный, ровный и аккуратный. Конечно, основной составляющей сварочного процесса являются электроды для инверторной сварки. В основном это металлический стержень, покрытый специальным материалом – гипсом.
Конечно, основной составляющей сварочного процесса являются электроды для инверторной сварки. В основном это металлический стержень, покрытый специальным материалом – гипсом.
Сварочные электроды изготавливаются из различных стальных проволок, соответствующих ГОСТ 2246-70. Поэтому электроды для инверторной сварки делятся на несколько групп по сырью.
- Изготовлен из легированной проволоки. Например, от Св-08х4Г2СМ.
- Высоколегированный – Св-30Х15Н35В3Б3Т.
- Карбон – Св-10Г2. №
Марки сварочной проволоки перечислены по одному, но список достаточно широк.
Что касается защитного покрытия (покрытия), то оно специально наносится на стержень для защиты сварочной ванны от воздействия кислорода на расплавленный металл.Именно этот химический элемент отрицательно влияет на качество материала, создавая на его поверхности оксидные пленки. Это первое. Второй – стабилизация дуги.
Защитное покрытие наносится на сварочный стержень путем прессования, поэтому связь между двумя материалами очень высока. Само покрытие делится на четыре типа.
Само покрытие делится на четыре типа.
- Главный.
- Рутил.
- Кислый.
- Целлюлоза.
Первый и последний типы используются только для сварки постоянным током.Остальные предназначены как для постоянного, так и для переменного тока.
Какие электроды лучше всего подходят для варки с инвертором
Электроды для инвертора делятся на две группы.
- Обычные, которые используются везде для любого дизайна. К ним относятся марки АНО и MR.
- Расходные материалы для ответственных конструкций. К ним относится бренд UONI.
Все сварщики считают, что марка SUNI очень капризна. Готовить с этими электродами умеют далеко не все; здесь необходимы опыт и квалификация.Поэтому сварку инвертором начинающим мастерам лучше проводить обычными видами.
Марка электродов
Чтобы ответить на вопрос, как выбрать электроды, необходимо разбираться в марках, указанных выше.
УОНИ
Основное их назначение – сварка изделий из углеродистых и низколегированных сталей. Как уже было сказано выше, они используются для сборки конструкций, к которым предъявляются повышенные требования. Особенно жесткие требования к сварным швам, которые должны иметь повышенную вязкость и пластичность.
Как уже было сказано выше, они используются для сборки конструкций, к которым предъявляются повышенные требования. Особенно жесткие требования к сварным швам, которые должны иметь повышенную вязкость и пластичность.
Сварку можно вести при низких температурах … Покрытие основное, ток постоянный, полярность обратная. Диаметр стержня: 2-5 мм. Сварной шов качественный, высокой плотности. Конструкции, сваренные этими электродами, отлично выдерживают перепады температуры, изгибающие нагрузки и удары.
MR
- МП-3. Применяются для соединения углеродных заготовок, стык которых выдерживает сопротивление (временное) до 490 МПа. Покрытие рутиловое, ток переменный или постоянный, полярность любая.Готовить электродом можно в любом положении с оговоркой. Так в нижнем положении сварка ведется электродами диаметром до 6 мм, в вертикальном – до 5 мм, в потолочном (верхнем) – до 4 мм. С помощью МП-3 можно сваривать детали с ржавым покрытием, загрязненные. С ними сварка ведется с повышенной производительностью.
- МП-3С. Это модель, которая используется для тех же целей, что и предыдущая. Сваренный им стык выдерживает сопротивление до 450 МПа.Покрытие рутил-целлюлозное, ток переменный и постоянный, полярность любая. Положение при сварке – любое. Они могут варить даже влажные металлы.

Марку расходных материалов для МРТ для начинающих можно назвать лучшими электродами. Они не прихотливы, легко переносят сам процесс, небольшое разбрызгивание металла плюс отличный шов.
АНО
Надо отдать должное этой марке, которую все специалисты считают универсальной. На сегодняшний день самым популярным брендом является АНО.Если действительно выбирать из всех типов, предлагаемых производителями, то этот.
С этими электродами (сварочные электроды для инвертора) можно сваривать детали толщиной до 5 мм в различных положениях, даже вертикально сверху вниз. В этом случае стыковка двух металлов может быть: стыковкой, внахлест, угловой. К чистоте свариваемых кромок нет больших требований; возможна сварка окисленных поверхностей. Также они выполняют корневую сварку толстых заготовок.Покрытие рутилово-целлюлозное. Ток – переменный или постоянный. Любая полярность.
Также они выполняют корневую сварку толстых заготовок.Покрытие рутилово-целлюлозное. Ток – переменный или постоянный. Любая полярность.
В модельном ряду этого типа присутствует марка АНО-4 с рутил-карбонатным покрытием, которое применяется для сварки ответственных конструкций.
ОК 63,34
Если возникает необходимость сварить две детали из нержавеющей стали, это можно сделать с помощью инвертора с электродом шведского производителя ESAB. Кстати, этот электрод можно использовать для соединения изделий из конструкционной стали.
Шов у такого расходника получается ровным с плавным переходом от основного металла. В этом случае шлак образуется в небольшом количестве, его легко отбить. Корневой сваркой можно сваривать любое положение стыков в металлах толщиной 6-8 мм. Хотя сам электрод был разработан для сварки тонких изделий из нержавеющей стали. Их можно соединить в стыковые соединения и внахлест. Также он используется для многослойной сварки не только в горизонтальной плоскости, но и в вертикальной.
Электроды угольные и графитовые
Металлы редко сваривают графитовыми и угольными электродами. Этот вид сварки выполняется в среде защитных газов с присадочной проволокой или прямого действия. При этом сам электрод не плавится, плавится металл, который сваривается. Сварка угольным электродом осуществляется постоянным током прямой полярности.
Важной составляющей сварочного процесса является плотное прижатие кромок заготовок друг к другу.Это можно сделать с помощью прихваточных швов, точечной сварки или механических приспособлений (зажимов, зажимов и т. Д.). Кстати, эту технологию можно использовать только в нижнем положении.
Сварочный процесс
Работа сварщика зависит не только от правильной марки электродов. Придется правильно подобрать их диаметр, точно выставить параметры сварки на самом инверторе. В основном это касается текущей силы. Кроме того, будет важно знать, к какому выходу (плюс или минус) подключать выбранные вами расходные материалы.
Диаметр сварочного стержня должен быть равен толщине свариваемой детали. Например, толщина свариваемых деталей составляет 3 мм. Значит, готовить их лучше электродом диаметром 3 мм. Если сваривается металл большой толщины, например, 10 мм, то можно использовать любой из диаметров, ведь сварка в этом случае будет вестись послойно. Но и здесь лучше использовать толстый расходный материал.
Что касается полярности, то это зависит от того, к какому выводу подключен электрод: к минусу или к плюсу.Если к свариваемой детали подключить к минусу и плюсу соответственно, то это прямая полярность. Если верно обратное, значит, все наоборот.
В чем разница между двумя типами подключения. Всем известно, что поток электронов (который также является электрическим током) движется от минуса к плюсу. И тот элемент сварочного процесса, который подключен к плюсу, нагревается сильнее. То есть, если изменить расположение электрода относительно положения соединения, можно изменить интенсивность его нагрева.
Внимание! Электродом диаметром 3 мм лучше сваривать металл толщиной 2 мм на обратной полярности. А с таким же расходным материалом лучше варить металл толщиной 6 мм на прямой полярности.
Теперь по поводу силы тока при сварке инвертором. Обычно это указывается на упаковке. Но можно использовать простое соотношение: на один миллиметр диаметра стержня 20-30 ампер тока. Скажем прямо, ассортимент довольно широк.Но необходимо будет учитывать режим укладки шва. То есть поместится непрерывно без разделения, либо с разделением. В первом случае при расчете берется показатель в 20 ампер, во втором 30. Хотя все это лишь рекомендации, потому что необходимо учитывать достаточно широкий перечень критериев режима сварки.
- Текучесть основного металла, его марка.
- Скорость руки сварщика.
- Положение электрода при сварке.Например, в верхнем положении ток снижается.
Оптимальный режим появится со временем и опытом. Поэтому сварщик должен обращать внимание на сварочную ванну. Именно она является показателем качества выбранного режима. Правильный шов должен быть равномерным. Если в ванне много металла, то либо дуга слишком короткая, либо скорость сварки недостаточна. Если в ванной получилось седло, значит, слишком быстро заварился шов, либо дуга отказалась быть длинной.Смещение металла в ванной в одну из сторон говорит о том, что движение электрода даже строго по оси не поддерживалось. К тому же сила тока была высокой.
Именно она является показателем качества выбранного режима. Правильный шов должен быть равномерным. Если в ванне много металла, то либо дуга слишком короткая, либо скорость сварки недостаточна. Если в ванной получилось седло, значит, слишком быстро заварился шов, либо дуга отказалась быть длинной.Смещение металла в ванной в одну из сторон говорит о том, что движение электрода даже строго по оси не поддерживалось. К тому же сила тока была высокой.
Выбрать хороший вариант, который соответствует режиму и металлу, не всегда бывает легко. Новичку это не под силу, поэтому производители дают рекомендации по упаковке. Более-менее они совпадают с реальными. Но, как уже было сказано выше, все придет с опытом. Предлагаем вам ознакомиться с видео – какие электроды лучше выбрать для сварки инвертором.
- Марка расходных материалов АНО-21
- Марка расходных материалов АНО-4
Электроды для инверторной сварки выбираются в зависимости от степени раскисления стали, из которой состоит изделие, количества углерода, содержащегося в стали, и требований к сварному шву.
Каждый тип сварочного аппарата предполагает использование электродов только определенного типа.
Как выбрать расходные материалы для сварки?
Для каждого типа сварочного аппарата требуется свой электрод для сварки, иногда даже в пределах одного и того же типа сварочного аппарата.
При сварке разными моделями сварочных аппаратов могут потребоваться разные типы расходных материалов.
Инвертор – это электронный сварочный аппарат. Это устройство оснащено системой двойного преобразования переменного тока. Среди современных сварочных аппаратов инверторы наиболее перспективны для проведения сварочных работ любых металлических заготовок. Для нормальной сварки необходимо выбрать правильный тип используемых электродов.
Чаще всего профессиональные сварщики используют расходные материалы следующих марок:
Электроды марок МР, ОЗС и АНО предпочтительнее, так как использование расходных материалов этого типа более удобно.Электроды УОНИ – расходные материалы, обладающие большим количеством преимуществ, но эти положительные качества раскрываются только в том случае, если данный материал используется профессионалом.
Вернуться к содержанию
Лучшие электроды для работы с инверторным сварочным аппаратом
Если вам необходимо приобрести подходящие для сварки расходные материалы и выбрать оптимальные, вам нужно будет обратить внимание на рекомендации по эксплуатации сварочного инвертора именно той модели, над которой вы планируете работать.Как правило, именно в рекомендациях по применению указываются оптимальные для работы марки электродов.
Стоит отметить, что выбор маркировки оптимальных расходных материалов – не единственное условие, которое необходимо соблюдать при выборе расходных материалов для сварки. При выборе сварочных электродов необходимо убедиться, что расходные материалы для сварочных работ обладают присущими им качествами, на которые не влияет при хранении. Свойства электродов сохраняются в течение длительного времени только при условии их хранения в соответствии с требованиями производителя.Хранение расходных материалов, предназначенных для сварки, должно осуществляться в соответствии с требованиями разработанных ГОСТов.
Вернуться к содержанию
Электроды сварочные МЗ-3, электрод типа Э46
Область применения МП-3 – реализация соединения ответственных конструкций, которые выполнены из углеродистой стали. Эти электроды можно использовать при работе в любом пространственном положении, за исключением вертикального направления сверху вниз
Использование данного материала позволяет сваривать мокрые, ржавые и плохо очищенные от окисления металлические детали.
Электроды сварочные МП-3 предназначены для сварки углеродистой стали.
Параметры электродов позволяют повысить производительность. Использование этого типа расходных материалов позволяет использовать в процессе сварки удлиненную дугу, что упрощает процесс. Данные электроды рекомендованы к применению при совмещении трубопроводов высокого давления с температурой транспортируемых жидкостей до 3500 градусов Цельсия и внутренним давлением до 50 кгс / см².Кроме того, эти электроды можно использовать при прокладке газопроводов и трубопроводов.
Преимущества данного типа расходных материалов:
- легкое перекрытие образовавшихся щелей;
- высокое качество получаемого шва;
- получение представления шва;
- легкое отделение шлакового компонента;
- возможность работы с длинной дугой;
- высоких санитарно-гигиенических показателей при производстве.
Электроды этого типа имеют рутилово-основное покрытие защитного слоя; перед использованием этого материала рекомендуется прокалить при 170-180 градусах в течение 40-60 минут.
Вернуться к содержанию
Расходные материалы сварочные марки МР-3 синие, электрод типа Э 46
Синие электроды марки МП-3 предназначены для соединительных элементов из низкоуглеродистой стали.
Этот тип электродов для инверторов используется для сварки ответственных изделий, состоящих из низкоуглеродистой стали. С этим типом электродов можно работать в любой пространственной ориентации, кроме вертикального положения по направлению сверху вниз. Расходные материалы марки MR-3C используются при работе с листовыми и профильными материалами. Эти электроды широко используются при строительстве корпусов судов, трубопроводов, ответственных резервуаров.
Расходные материалы марки MR-3C используются при работе с листовыми и профильными материалами. Эти электроды широко используются при строительстве корпусов судов, трубопроводов, ответственных резервуаров.
Достоинствами МП-3С являются следующие свойства:
- МР-3С обеспечивают возможность беспрепятственного ведения процесса сварки и повторного зажигания дуги при остановке процесса;
- качественный внешний вид сварного шва;
- легкое отделение шлака;
- минимальная вероятность разбрызгивания металла;
- возможность сварки при малых токах;
- МР-3С обеспечивают возможность электросварки от бытовой электросети;
- возможность получения вогнутого сварного шва;
- высокая эффективность работы. №
Покрытие электродов рутиловое, перед использованием МР-3 синий рекомендуется запечь при температуре 170 градусов Цельсия в течение 40 минут.
Вернуться к содержанию
Расходные материалы марки ОЗС-12
Расходные материалы марки ОЗС 12 применяются на инверторах, работающих на постоянном и переменном токе постоянной полярности.
Расходные материалы данного типа используются при создании ответственных конструкций из низкоуглеродистых сталей.Эти материалы позволяют вести работу в любом пространственном положении, кроме вертикального, сверху вниз. Этот тип расходных материалов используется в сварочных аппаратах с прямой полярностью переменного и постоянного тока.
ОЗС-12 применяется при сварочных работах на металлических конструкциях из листового и профильного металла. ОЗС-12 применяется при изготовлении строительных конструкций, резервуаров, корпусов кораблей и судовых механизмов, трубопроводов и металлоконструкций различных кранов. Преимущества расходного материала ОЗС-12:
- возможность получения плоского и вогнутого шва;
- легкость сварки и повторного зажигания дуги;
- получение качественного шва;
- легкое отделение шлаков при сварке;
- возможность работы с удлиненной дугой.
Расходный материал имеет рутиловое покрытие. Перед применением электроды ОЗС-12 рекомендуется запечь при температуре 200 градусов Цельсия в течение 30 минут.
Стержень, подающий электрический ток на сварной шов, называется электродом. Итак, вкратце определите цель этого важного элемента сварочного процесса. Чтобы работа была эффективной, она должна соответствовать ряду требований, например: стержень и его покрытие должны плавиться равномерно, в период хранения должны сохранять свои технологические и физико-химические характеристики, иметь низкую токсичность при сварке.Если описывать сам процесс с использованием этих расходных материалов, то для получения качественного шва требуется постоянная дуга горения, разбрызгивание металла должно быть минимальным, а образующийся в процессе шлак должен легко отделяться от шва. Продолжая кратко характеризовать электроды, в том числе для инверторов, скажем об их классификации по строению.
- Неплавкий стержни – вольфрамовые или углеродные. Эти стержни только подают ток, а добавка поставляется отдельно.
- Плавка – металлические стержни с покрытием. В процессе сварки они плавятся, участвуя непосредственно в образовании шва. Покрытие состоит из смеси органических, неорганических и других веществ, которые придают электроду определенные свойства, например, защищать сварной шов от воздействия окружающей среды.
 В процессе сварки они плавятся, участвуя непосредственно в образовании шва. Покрытие состоит из смеси органических, неорганических и других веществ, которые придают электроду определенные свойства, например, защищать сварной шов от воздействия окружающей среды.
В процессе сварки они плавятся, участвуя непосредственно в образовании шва. Покрытие состоит из смеси органических, неорганических и других веществ, которые придают электроду определенные свойства, например, защищать сварной шов от воздействия окружающей среды.2. Характеристики сварочного оборудования
Чтобы понять, какие электроды лучше всего подходят для инвертора постоянного тока, важно понимать особенности и технические нюансы такого оборудования.Он состоит из нескольких ключевых элементов: центрального блока управления, трансформатора, высокочастотного преобразователя, сетевого фильтра и силового выпрямителя. Инверторный сварочный аппарат работает в условиях нестабильного напряжения. Он отличается от других устройств тем, что в его конструкции имеется электронное устройство, которое может преобразовывать входное напряжение в рабочие характеристики, другими словами, оно способно генерировать стабильный постоянный ток. Он широко используется, так как он устойчив к скачкам напряжения, позволяет регулировать ток в более широких диапазонах, чем обычные устройства, и способен создавать постоянную дугу, в результате чего шов получается практически идеальным. При работе с ним нельзя недооценивать качество электродов. Их состав и диаметр определяют качество процесса и, как следствие, срок службы сварочного оборудования. Инверторные сварочные аппараты имеют неограниченный срок эксплуатации, что необходимо учитывать при выборе расходных материалов. Используя оборудование этого типа, можно проводить сварку даже с необработанными металлами, например, в случае аварии на водопроводной или теплотрассе. Для работы требуются плавящиеся электроды для сварки инвертором, диаметр и состав которых зависят от материала свариваемых деталей.
При работе с ним нельзя недооценивать качество электродов. Их состав и диаметр определяют качество процесса и, как следствие, срок службы сварочного оборудования. Инверторные сварочные аппараты имеют неограниченный срок эксплуатации, что необходимо учитывать при выборе расходных материалов. Используя оборудование этого типа, можно проводить сварку даже с необработанными металлами, например, в случае аварии на водопроводной или теплотрассе. Для работы требуются плавящиеся электроды для сварки инвертором, диаметр и состав которых зависят от материала свариваемых деталей.
3. Общие марки
Для каждой стали требуются электроды определенного сорта. Особенно это касается материалов с различными покрытиями и примесями. При использовании инверторных сварочных аппаратов расходные материалы могут вести себя по-разному – эти особенности следует учитывать. Примеры использования и некоторые характеристики расходных материалов приведены в таблице.
Перечень электродов по маркам стали
| Марка | Посмотреть | Характеристики некоторых расходных материалов |
1-я группа: УОНИ 13/55, УОНИ 13/45 2-я группа: МП-3, МП-3С 3-я группа: | Углеродистые | 1-я группа – одни из самых сложных электродов, используемых для создания прочных соединений высокого качества на конструкциях с повышенными нагрузками. 2-я группа – электроды для универсальных работ и сварки неочищенного и ржавого материала. Последний может использоваться для создания сварных швов с повышенными требованиями к герметичности и стойкости материала |
| АНО-4 АНО-6 | Легированные | Относится к легковоспламеняющимся электродам. Обеспечивает стабильное горение дуги, минимальное разбрызгивание металла, высокое качество сварки и легкое отделение шлака.Популярно у начинающих сварщиков |
| ЦЛ-11 ОЗЛ-6 | Высоколегированный | Первые предназначены в основном для работы с нержавеющей сталью, вторые – для жаропрочных и литейных деталей |
| ОЗЧ-2 | Чугун | Покрытие содержит компоненты, предотвращающие образование трещин из-за содержащегося в нем водорода |
| Т-520 | Чугун (наплавка) | Используется для сварки деталей машин, работающих, например, в условиях быстрого абразивного износа |
 Требуется квалификация сварщика и особое внимание к процессу.
Требуется квалификация сварщика и особое внимание к процессу.4.
 На что обращать внимание при выборе
На что обращать внимание при выбореВыбор диаметра электрода определяется толщиной материала. Например, сварка широких стен требует больше времени и расходного материала. Чем он толще, тем дольше проработает в непрерывном режиме, тонкий электрод в этом случае быстро выгорит. Специалист может рассчитать продолжительность процесса и размер шва. Так, например, сварка уголков или фасонных труб не требует строгого соблюдения требований герметичности, поэтому универсальные электроды от 0.От 5 до 2 мм можно использовать для сварки с инвертором. Для сложных сварочных работ с толстыми элементами конструкции или опорами профиля требуются элементы большего диаметра для сборки.
Подбор по внешнему виду не менее важен, чем надпись на упаковке. Сухая поверхность элемента, которая должна быть герметичной. Исключены набухание, дряблость и всевозможные поры. Иногда допускаются продольные трещины, неровности и задиры определенного размера – эти значения следует проверять по ГОСТу.
Как и , упаковка должна выступать из водонепроницаемых бумажных или картонных коробок в герметичной пластиковой упаковке. В рамке указаны свариваемые материалы, текущие значения и особые условия сварочного процесса. Обозначения электродов обязательны в соответствии с принятой маркировкой. Их потребление тоже написано. На практике этот параметр довольно условен: на разных материалах и конструкциях для разных целей расход одного и того же расходного материала может быть разным.
5. В заключение
Соотношение полезного металла и шлака в процессе сварки характеризуется производительностью наплавки , которая, помимо прочего, зависит от условий хранения электродов. Влажные элементы можно сушить, но скорость их осаждения будет намного ниже. Поэтому при покупке важно внимательно проверять упаковку и хранить расходные материалы в соответствии с правилами. Качество шва должно быть безупречным, особенно когда речь идет о герметичных и внешних соединениях. Правильно подобранный электрод позволяет создавать ровные швы с необходимой выпуклостью или вогнутостью. Не менее важно выбрать эти элементы так, чтобы обеспечить эффективную сварку металла, подверженного коррозионному воздействию … Качество сварки также во многом определяется тем, как шлак оставляет … Неправильные электроды для инвертора вызовут шлак вылетел вместе со швом, несмотря на все усилия рабочего.
В целом современные инверторные сварочные аппараты дают возможность использовать весь спектр электродов.Качественного шва добиться проще, выбрав подходящий материал. На нашем сайте вы найдете большой выбор расходных материалов для сварки. Если у вас есть вопросы по конкретной задаче, вы можете связаться с менеджером магазина по телефонам, указанным на сайте.
Для начинающего сварщика выбор электрода может стать проблемой: существует более двухсот марок с разными свойствами, назначением и характеристиками. Причем для инверторных аппаратов ручной дуговой электросварки подходят около 100 марок. Обо всех невозможно рассказать, да, во-первых, не нужно. Кратко опишем основные типы и какие электроды для инверторной сварки больше всего подходят новичкам. Также мы поговорим о том, какой диаметр брать и какой ток выставлять для сварки металла разной толщины.
Обо всех невозможно рассказать, да, во-первых, не нужно. Кратко опишем основные типы и какие электроды для инверторной сварки больше всего подходят новичкам. Также мы поговорим о том, какой диаметр брать и какой ток выставлять для сварки металла разной толщины.
Что такое электрод и какое покрытие для
Электрод представляет собой кусок металлической проволоки, покрытой специальным покрытием. Во время сварки сердечник плавится от температуры дуги.При этом покрытие горит и плавится, создавая облако защитного газа вокруг области сварки – сварочной ванны. Он блокирует доступ кислорода, содержащегося в воздухе. В процессе горения смеси часть ее переходит в жидкое состояние и покрывает расплавленный металл тонким слоем, защищая его от взаимодействия с кислородом. Таким образом, покрытие обеспечивает хорошее качество сварки.
Перед началом сварки любой электрод осматривают: на покрытии не должно быть сколов. В противном случае вы не добьетесь равномерного прогрева и качественного шва. Также обратите внимание на кончик электрода: толщина покрытия должна быть одинаковой со всех сторон. Тогда дуга выйдет в центре. В противном случае он будет перемещен. Для опытных сварщиков это не страшно, но для новичков может создать ощутимые проблемы.
Также обратите внимание на кончик электрода: толщина покрытия должна быть одинаковой со всех сторон. Тогда дуга выйдет в центре. В противном случае он будет перемещен. Для опытных сварщиков это не страшно, но для новичков может создать ощутимые проблемы.
Необходимо следить за влажностью покрытия. Некоторые из них очень плохо воспламеняются при повышенной влажности (например, УОНИ). В связи с такой «капризностью» покрытия их необходимо хранить в сухом месте, обеспечивая по возможности герметичную упаковку.Ящик можно положить в мешок, а также положить туда несколько пакетиков соли, которые находятся в ящиках для обуви.
Не стоит покупать мокрые электроды: их, конечно, можно сушить, но их характеристики снизятся. Если все же случается, что электроды влажные, их можно сушить в обычной бытовой духовке при невысоких температурах (обычно они указываются на упаковке). Второй способ – поставить на длительное время в сухое, хорошо проветриваемое помещение.
Виды покрытий и их характеристики
Всего четыре типа покрытий:
- Базовый.
- Рутил.
- Кислый.
- Целлюлозный.

Основные (SSSI) и целлюлозные покрытия подходят только для сварки постоянным током. Их можно использовать на ответственных швах: они создают прочный эластичный шов, устойчивый к ударным нагрузкам.
Два других (рутиловый и кислый) – могут работать при сварке переменным и постоянным током. Но кислотное покрытие очень токсично: работать в помещении можно, только если рабочее место оборудовано принудительной тягой.
Рутиловое покрытие имеет зеленоватый или голубой оттенок, электроды легко воспламеняются. Они хорошо воспламеняются даже при низком напряжении холостого хода инвертора (требуется хорошая вольт-амперная характеристика для надежного воспламенения основного покрытия). При сварке рутиловыми электродами (МП-3) металл почти не разбрызгивается, но шлаков много и оторваться непросто: приходится работать молотком.
Как выбрать электроды для инверторной сварки
В первую очередь выбирается состав сердечника: он должен быть аналогичен типу свариваемого металла. В быту чаще всего используются конструкционные стали. Именно из той же проволоки, что и электроды. Иногда все же приходится варить нержавеющую сталь. Тогда сердечник тоже должен быть из нержавеющей стали, а у высоколегированных и жаропрочных – из металла с такими же характеристиками.
В быту чаще всего используются конструкционные стали. Именно из той же проволоки, что и электроды. Иногда все же приходится варить нержавеющую сталь. Тогда сердечник тоже должен быть из нержавеющей стали, а у высоколегированных и жаропрочных – из металла с такими же характеристиками.
Вы можете выполнять все домашние или строительные работы, используя электроды нескольких марок:
- УОНИ 13/55
- АНО 21
- ОК 63,34
Многие считают их лучшими электродами для начинающих: с ними проще работать, и в то же время они позволяют сваривать качественные швы даже без значительного опыта.Ниже приведены характеристики и общие области применения тех расходных материалов, которые многие специалисты считают хорошими электродами для инвертора. В любом случае их часто рекомендуют начинающим сварщикам для получения опыта.
Электроды с рутиловым покрытием МП 3
Это, пожалуй, самые популярные сварочные электроды для инверторов среди новичков: UONI 13/55 (Для увеличения картинки щелкните по ней правой кнопкой мыши)
Чаще всего новичкам советуют начинать осваивать швы электродами МР-3. Они легко воспламеняются даже при не очень хорошей вольт-амперной характеристике сварочного аппарата, обеспечивают хорошую защиту сварочной ванны и позволяют довольно легко контролировать ее положение. Если электрод не воспламеняется, запекайте его при температуре 150-180 ° в течение 40 минут.
Они легко воспламеняются даже при не очень хорошей вольт-амперной характеристике сварочного аппарата, обеспечивают хорошую защиту сварочной ванны и позволяют довольно легко контролировать ее положение. Если электрод не воспламеняется, запекайте его при температуре 150-180 ° в течение 40 минут.
Применяются в устройствах переменного тока (сварочные трансформаторы) и постоянного тока (сварочные выпрямители и инверторы). Инверторы обычно подключаются с обратной полярностью (+ на электроде). Подходит для любого типа шва, кроме вертикального нисходящего.
ЭлектродыМР 3 не капризны к качеству свариваемых поверхностей. Они могут работать даже с необработанными, ржавыми и влажными деталями. Сварка ведется средней (2-3 мм) или короткой дугой.
Особенность МР 3 очень важна для начинающих сварщиков: они хорошо «держат» дугу, с ними легко работать. За это не все профессионалы любят эту марку: они называют их бенгальскими огнями. Готовятся они слишком мягко: для хорошего нагрева необходимы медленные движения. Что не нравится профессионалам, новичкам – то, что им нужно.Попробуйте начать обучение сварке с MP3. Все должно быть в порядке.
Что не нравится профессионалам, новичкам – то, что им нужно.Попробуйте начать обучение сварке с MP3. Все должно быть в порядке.
| Диаметр электрода ЛЭЗ МР-3, мм | Длина мм | Вес пачки, кг | Цена, руб. | |
|---|---|---|---|---|
| 2,0 | 250 | 40-60 А | 1,0 | 146 |
| 2,5 | 300 | 60-100 А | 1,0 | 120 |
| 3 | 350 | 70-100 А | 1,0 | 95 |
| 4 | 450 | 80-170 А | 1,0 | 91 |
| 5 | 450 | 130-210 А | 1,0 | 91 |
SSSI 13/55 с основным покрытием
Электроды, предпочитаемые профессионалами для инвертора SONI 13/55 (Чтобы увеличить изображение, щелкните его правой кнопкой мыши)
Это, пожалуй, наиболее широко используемые и популярные электроды с основным покрытием. Рекомендуются для сварки углеродистых и низколегированных сталей. Подходит для соединения ответственных конструкций. Швы устойчивы к ударным нагрузкам и пластичны, хорошо переносят низкие температуры.
Рекомендуются для сварки углеродистых и низколегированных сталей. Подходит для соединения ответственных конструкций. Швы устойчивы к ударным нагрузкам и пластичны, хорошо переносят низкие температуры.
Недостаток этих электродов: они хорошо загораются только при достаточно большом холостом ходе у инвертора (выше 70 В). Второй существенный недостаток: высокие требования к очистке и обработке свариваемых металлов. Если на кромке останется ржавчина, пыль, масло или другие загрязнения, она будет пористой.
Вы можете работать с SSSI 13/55 только на сварочных аппаратах постоянного тока, включая инверторы, с обратной полярностью (на электрод подается +) и с короткой дугой (держите конец электрода ближе к свариваемой поверхности). Минимальное напряжение холостого хода 65 В.
| Диаметр электрода УОНИ 13/55 (производство Межгосметиз) | Длина электрода, мм | Рекомендуемый сварочный ток, А | Розничная цена упаковки, руб. |
|---|---|---|---|
| 2,0 | 250 | 30-60 А | |
| 2,5 | 300 | 40-70 А | 127 руб. |
| 3 | 350 | 80-100 A | 116 руб. |
| 4 | 450 | 130-160 A | 111 руб. |
| 5 | 450 | 180-210 A | 110 руб |
АНО 21
Этот тип электрода с рутиловым покрытием предназначен для работы с тонкими углеродистыми сталями.() При их использовании дуга легко зажигается (в том числе при повторном зажигании), шов мелкочешуйчатый (от мелких волн), легко отделяется шлак. Электроды АНО 21 можно использовать для сварки водопроводных или газовых труб.
Работают как с переменным, так и с постоянным током любой полярности. Перед сваркой требуется термообработка: прокаливают при 120 ° С в течение 40 минут.
Электроды из нержавеющей стали ОК 63.34
Если вам нужно сваривать нержавеющую сталь, попробуйте OK 63.34. Их также можно использовать для варки конструкционной стали. Таким образом получается шов с мелкой волной с плавным переходом к основной поверхности металла. Количество шлака небольшое, легко отбивается.
Количество шлака небольшое, легко отбивается.
Этим электродом хорошо варить металл толщиной 6-8 мм, проходя сверху вниз. Подходит для многопроходной стыковой сварки и сварки внахлест. Работает на постоянном и переменном токе любой полярности, минимальное напряжение холостого хода – 60 В.
Также вам понадобится маска для сварки.Чтобы было удобнее работать, возьмите
Как выбрать диаметр электрода, как подключить и на какой установить силу тока
Выбор марки электродов для инвертора – это еще не все. Даже если вы приняли решение, остается как минимум три вопроса:
- какой диаметр электрода использовать при сварке;
- какой ток установить;
- , к какому выводу «+» или «-» подключить электрод.
Все в порядке.Начнем с того, какой диаметр электрода нужен для сварки. Вообще рекомендуется исходить из толщины свариваемых металлов: для малых толщин электрод берется с диаметром, равным диаметру металла. Если вы свариваете металл толщиной 3 мм, то электроды одинакового размера. Если будете готовить что-то более толстое, берите соответственно 4 мм. Но новичкам будет сложно работать с большими электродами. Начните осваивать сварку с металла толщиной 3-4 мм.Для этого используют электроды 3 мм, или как говорят «тройку».
Если вы свариваете металл толщиной 3 мм, то электроды одинакового размера. Если будете готовить что-то более толстое, берите соответственно 4 мм. Но новичкам будет сложно работать с большими электродами. Начните осваивать сварку с металла толщиной 3-4 мм.Для этого используют электроды 3 мм, или как говорят «тройку».
По поводу того, к какому выводу подключать электроды. В технических характеристиках упаковка скорее всего указывает, для какой полярности предназначен электрод. При обратном подключении к положительному выходу подключите электрод к отрицательной клемме, которая закреплена на детали. При прямой полярности на детали насаживается плюс, на электрод – минус. Как это выглядит на сварочном инверторе, показано на фото.
Чем отличаются эти два типа подключения? Поток электронов имеет другое направление. Как известно, электроны переходят от «минуса» к «плюсу». Поэтому при сварке получается, что элемент, который подключен на «+», нагревается сильнее. Изменяя режимы подключения, вы можете контролировать интенсивность нагрева металла.
Изменяя режимы подключения, вы можете контролировать интенсивность нагрева металла.
Рассмотрим несколько ситуаций. Например, у вас есть электрод 3 мм и металл 2 мм. Если на деталь нанести «+», это может привести к выгоранию.Поэтому в этом случае лучше использовать обратную полярность, при которой электрод будет больше нагреваться. Если вы хотите сварить той же тройкой металл толщиной 6 мм, лучше делать это на прямой полярности: так нагрев металла будет глубже, а шов – прочнее.
Сварочный ток
Как правило, при установке электрода сварочный ток для инвертора устанавливается в зависимости от диаметра используемого электрода. В общем, на каждую пачку есть рекомендации, но можно и без них: на каждый миллиметр диаметра уходит 20-30 Ампер тока.Получается достаточно широкий ассортимент, но тогда еще нужно учитывать, как вы будете укладывать шов: с отрывом или без него. Для сварки без отрыва устанавливаются меньшие токи, с отрывом – большие.
Например, для электрода диаметром 3 мм расчетный ток получается от 60 до 90 А. Реально они работают в диапазоне от 30 до 140 ампер. При сварке без отрыва устанавливается ток порядка 70-90 А, с отрывом – 90-120 А.Эти параметры могут «ходить» в обе стороны: это также зависит от скорости движения кончика электрода, от марки и «текучести» свариваемой стали, от положения шва (для вертикального и горизонтального шва ставят чуть меньше, для потолка – еще меньше).
Реально они работают в диапазоне от 30 до 140 ампер. При сварке без отрыва устанавливается ток порядка 70-90 А, с отрывом – 90-120 А.Эти параметры могут «ходить» в обе стороны: это также зависит от скорости движения кончика электрода, от марки и «текучести» свариваемой стали, от положения шва (для вертикального и горизонтального шва ставят чуть меньше, для потолка – еще меньше).
Вообще даже рекомендованные производителем токи далеки от требований. Начните с них, а потом выбирайте так, чтобы вам было удобно работать и шов получился хорошим. У вас должно получиться качественное соединение, а соотношение силы тока и скорости движения вы подберете экспериментальным путем.При этом ориентируйтесь на состояние сварочной ванны. Она ваш главный показатель качества.
Теперь вы знаете не только, как выбрать электроды для инверторной сварки, но и как их соединять, какого диаметра они нужны для этой работы, и как подбирать ток для каждого типа электрода и шва. Теперь немного поговорим о держателях электродов.
Держатели электродов
Один из сварочных кабелей имеет держатель (держатель), в который можно вставить сварочный электрод… Они бывают двух типов:
- с триггерным ключом, электрод в них автоматически зажимается при отпускании подпружиненного ключа, отпускается при нажатии;
- с резьбой – ручка закручивается и раскручивается, освобождая или зажимая вставленный электродный сердечник.
Какой лучше? Выбор за вами, но случайно нажав кнопку, вы можете уронить электрод во время сварки. Ничего страшного с этим не происходит, но неприятно…
При выборе электрододержателя главное обращать внимание на силу тока, на которую он рассчитан. Выбирайте в соответствии с максимальным параметром, доступным для вашего сварочного аппарата.
Как подсоединить кабель к держателю сварочного электрода с помощью винтового зажима, показано на видео.
Недостатком держателя прищепки является то, что время от времени пружина, прижимающая сердечник электрода, расшатывается, контакт портится. Надо поставить новую.О том, как это сделать на держателе прищепок, смотрите в видео.
Надо поставить новую.О том, как это сделать на держателе прищепок, смотрите в видео.
Подключить электрододержатель для сварки несложно. Есть только один нюанс: при частых работах сварочный кабель изнашивается кромкой. Можно, конечно, укоротить кабель и снова запечатать, но не всегда хочется отрезать даже 10-20 см. Чтобы этого не произошло, найдите шланг, внутренний диаметр которого равен или немного меньше внешнего диаметра сварного кабеля. Отрежьте от нее небольшой кусочек – 15 сантиметров – и разрежьте вдоль.Теперь его можно надеть на кабель, подтянуть и закрепить там.
.