Электроды МР-3 ф 4мм (СПЕЦЭЛЕКТРОД) уп.5кг
Основное назначение – электродов МР-3
Сварочные электроды МР3 значительно улучшены специалистами СпецЭлектрод. Электроды МР-3 предназначены для сварки ответственных конструкций из углеродистых сталей с временным сопротивлением до 490 МПа во всех пространственных положениях шва переменным током и постоянным током обратной полярности (напряжение холостого хода не менее 65В).
Характеристики Электродов МР3
Покрытие электродов сварочных МР-3 – рутиловое.
Коэффициент наплавки – 8,5 г/А·ч.
Производительность наплавки (для Ø 4,0 мм) – 1,7 кг/ч.
Расход сварочных электродов МР-3 на 1 кг наплавленного металла – 1,7 кг.
Типичный химический состав наплавленного металла сварочных электродов МР3, %.
|
C |
Mn |
Si |
S |
P |
|
0,10 |
0,58 |
0,17 |
0,030 |
0,035 |
Типичные механические свойства металла шва сварочных электродов марки МР3
Врем. сопротивление, МПа…………………….450
сопротивление, МПа…………………….450
Предел текучести, МПа…………………………. 410
Ударная вязкость, Дж/см2………………………..80
Особые свойства электродов сварочных МР3
Допускают сварку влажного, ржавого, плохо очищенного от окислов и других загрязнений металла. Электроды сварочные МР-3 имеют повышенную производительность процесса сварки.
Технологические особенности сварки электродами МР3
Сварку конструкций средних и больших толщин в нижнем положении производят электродами МР3 на повышенных режимах с наклоном электрода в сторону направления сварки (углом назад). Рекомендуется средняя и короткая длина дуги. Электроды сварочные необходимо прокалить перед сваркой: 160-180°С; 1 ч.
Диам.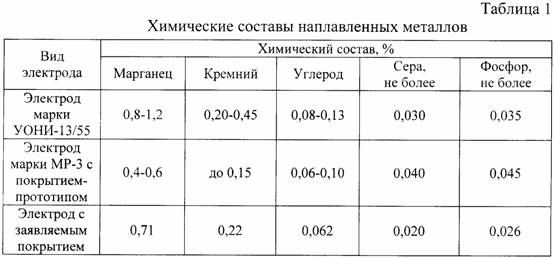 |
2,0 | 2,5 |
3,0 |
4,0 |
5,0 |
| Длинна электродов МР3, мм | 300 | 350 |
350 |
450 |
450 |
| Ток, А | 40-70 | 50-80 |
80-140 |
140-200 |
160-260 |
Условное обозначение сварочных электродов МР-3
| Э46-МР-3-Ø-УД |
| Е 431(3)-Р26 |
ГОСТ9466-75, ГОСТ9467-75
- Бренд Спецэлектрод
- Страна производитель Россия
- Артикул
DK.
 5170.10561
5170.10561 - Масса в упак, кг 5,0
- Метод сварки MMA
- Диаметр электрода/проволоки (min-max), мм 4,0
 5170.10561
5170.10561
| ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
 1
1 %
%
Создание лучших аккумуляторов | Новости
Перезаряжаемые ионно-литиевые батареи, обычно используемые в портативных устройствах, таких как mp3-плееры и цифровые камеры, обеспечивают питание только в течение короткого времени, прежде чем они нуждаются в подзарядке. Еще больше разочаровывает то, что при длительном использовании эти батареи также теряют способность полностью перезаряжаться. Теперь ученые в Италии, возможно, нашли возможное решение обеих проблем, которое включает в себя несколько изменений в химическом составе электродов и электролита.
В перезаряжаемых литиевых батареях положительный электрод обычно изготавливается из оксида лития-кобальта, отрицательный электрод – из углерода, а электролит представляет собой органический растворитель. При использовании ионы лития мигрируют от положительного электрода к отрицательному, создавая при этом электрический ток. В обратном процессе, чтобы перезарядить аккумулятор, положительные ионы лития теперь проталкиваются через электролит от отрицательного к положительному электроду внешним током. Накопление отложений металлического лития на отрицательном электроде в конечном итоге приводит к выходу этих батарей из строя.
При использовании ионы лития мигрируют от положительного электрода к отрицательному, создавая при этом электрический ток. В обратном процессе, чтобы перезарядить аккумулятор, положительные ионы лития теперь проталкиваются через электролит от отрицательного к положительному электроду внешним током. Накопление отложений металлического лития на отрицательном электроде в конечном итоге приводит к выходу этих батарей из строя.
Бруно Скросати и Юзеф Хассун из Римского университета, Италия, выяснили, что теоретически литий-серные батареи будут иметь гораздо большую емкость для зарядки. Ученые подсчитали, что реакция:
16Li + S 8 ⇋ 8Li 2 S
имеет теоретическую удельную энергию и плотность энергии 2500 ватт-часов на килограмм и 2800 ватт-часов на литр, значения, которые намного выше, чем у обычных перезаряжаемых литий-ионных аккумуляторов. К сожалению, простое добавление серы к отрицательному электроду привело бы к медленному растворению батареи и образованию отложений металлического лития внутри.
Группа решила эту проблему, используя отрицательный электрод, изготовленный из композита углерод/сульфид лития, и электролит, содержащий жидкость, содержащую ионы лития, заключенную в мембрану из полимерного геля. Полимер защищает электроды от коррозии. Положительный электрод сделан из углерода, внутри которого внедрены наноскопические частицы олова, чтобы придать электроду необходимые характеристики для высвобождения электронов при разрядке батареи. Использование наночастиц, защищенных углеродной матрицей, предотвращает повреждающие объемные изменения, происходящие в электроде при зарядке и разрядке батареи. Более того, удельная емкость этого улучшенного электрода Sn/C соответствует емкости Li 9.0009 2 Электрод S/C.
В процессе производства электроэнергии катод из сульфида лития расщепляется на элементарную серу и ионы лития, что приводит к высвобождению электронов. Ионы лития мигрируют через мембрану электролита к аноду. Здесь они соединяются с электронами, образуя незаряженные атомы металлического лития, которые затем образуют сплав с наночастицами олова.
Обратный процесс осуществляется путем подачи тока в противоположном направлении, так что аккумулятор можно заряжать многократно. Команда говорит, что их новая батарея работает более эффективно, чем другие батареи без лития, и имеет «удельную энергию» около 1100 ватт-часов на килограмм, что подходит не только для портативных электронных устройств, но и для электромобилей.
Увлажнители – MP3 – Каталоги в формате PDF | Документация
Добавить в избранное
{{requestButtons}}
Выдержки из каталога
ОБЗОР УВЛАЖНИТЕЛЕЙ ОБЗОР: Увлажнители серии XUM оснащены гидравлической системой, которая имеет очень простую конструкцию, что обеспечивает простоту использования. Техническое обслуживание простое и экономичное, в том числе благодаря низкой стоимости запасных частей. Электрическое управление увлажнителями серии XUM гарантирует пропорциональный тип производства пара, быстро достигающий требуемых условий в помещении, и повышенную стабильность относительной влажности без снижения производительности системы.
 – Поскольку давление пара не может превышать 200 мм водяного столба, производится стерильный пар, свободный от загрязняющих веществ. – Нет потерь энергии, так как нет сброса кипящей воды. – Изготовлено со знаком качества. ПРИНАДЛЕЖНОСТИ: ПАРОВАЯ ТРУБА: Используется для соединения подачи пара от увлажнителя с распределителем из нержавеющей стали в воздуховоде, входящем в комплект поставки увлажнителя. Доступны две модели с внутренним диаметром 38 мм каждая: – CALOR PIPE 120: изготовлена из волокна/резины, очень жесткая и изолирующая. Подходит для длинных соединений в холодных условиях. – ТРУБА CALOR 5: изготовлена из гофрированного полипропилена. Подходит для коротких гибких соединений. ВЕНТИЛЯЦИОННАЯ ГРИЛЬ: Используется для распределения пара непосредственно в окружающей среде. Он оснащен тангенциальным вентилятором в корпусе из нержавеющей стали из алюминия. Технические характеристики: – Электропитание 220В или 380В однофазное – Диаметр входа пара 38мм – Размер 360x100x110 [мм] – Вес 1,5 кг Освежитель аромата: Используется для введения бальзамических ароматизаторов в поток пара, когда использование предназначено для турецких ванны или помещения, которые необходимо увлажнять, но при этом устранять неприятные запахи.
– Поскольку давление пара не может превышать 200 мм водяного столба, производится стерильный пар, свободный от загрязняющих веществ. – Нет потерь энергии, так как нет сброса кипящей воды. – Изготовлено со знаком качества. ПРИНАДЛЕЖНОСТИ: ПАРОВАЯ ТРУБА: Используется для соединения подачи пара от увлажнителя с распределителем из нержавеющей стали в воздуховоде, входящем в комплект поставки увлажнителя. Доступны две модели с внутренним диаметром 38 мм каждая: – CALOR PIPE 120: изготовлена из волокна/резины, очень жесткая и изолирующая. Подходит для длинных соединений в холодных условиях. – ТРУБА CALOR 5: изготовлена из гофрированного полипропилена. Подходит для коротких гибких соединений. ВЕНТИЛЯЦИОННАЯ ГРИЛЬ: Используется для распределения пара непосредственно в окружающей среде. Он оснащен тангенциальным вентилятором в корпусе из нержавеющей стали из алюминия. Технические характеристики: – Электропитание 220В или 380В однофазное – Диаметр входа пара 38мм – Размер 360x100x110 [мм] – Вес 1,5 кг Освежитель аромата: Используется для введения бальзамических ароматизаторов в поток пара, когда использование предназначено для турецких ванны или помещения, которые необходимо увлажнять, но при этом устранять неприятные запахи. Технические характеристики: – Пластиковый стержень для ароматизаторов – Дозировочный насос 12 В пост. тока – Силиконовая соединительная трубка для пищевых продуктов. – Размер 250x170x110 [мм]
Технические характеристики: – Пластиковый стержень для ароматизаторов – Дозировочный насос 12 В пост. тока – Силиконовая соединительная трубка для пищевых продуктов. – Размер 250x170x110 [мм]ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ Напряжение [В] / Максимальный ток на фазу [А] Максимальное избыточное давление на стороне пара [мм·ч3O] Внешний диаметр выхода пара [мм] Электрическое соединение Производство пара Гигростатическая регулировка влажности двухпозиционная или пропорциональная, все модели на рынке Сброс в канализацию Подключение Качество воды Гидравлическая подача не для морской, кислой или коррозионной воды XUM-KT60T Все модели увлажнителей поставляются с необходимыми воздуховодными распределителями из нержавеющей стали. Все модели увлажнителей снабжены паровой трубкой длиной 2 метра.
КОДЫ УВЛАЖНИТЕЛЕЙ 3 кг/ч ОДИНАРНЫЙ УВЛАЖНИТЕЛЬ FAZE 220 В 50 Гц С ОДИНАРНЫМ ВЫХОДОМ ПАРА Ø 40 мм, ЛИНЕЙНЫЙ РАСПРЕДЕЛИТЕЛЬ ПАРОВ L= 400 мм С 2М ПАРОВОЙ ТРУБОЙ 5 кг/ч ТРИ УВЛАЖНИТЕЛЯ FAZE 380 В 50 Гц С ОДИНАРНЫМ ВЫХОДОМ ПАРА Ø 40 мм, ПАР РАСПРЕДЕЛИТЕЛЬ ПАРА L= 400 мм С 2М ПАРОВОЙ ТРУБОЙ 10 кг/ч ТРИ УВЛАЖНИТЕЛЯ 380В 50Гц С ОДНИМ ВЫХОДОМ ПАРА Ø 40мм, ЛИНЕЙНЫЙ РАСПРЕДЕЛИТЕЛЬ ПАРА L= 400мм С 2М ПАРОВОЙ ТРУБОЙ 20кг/ч ТРИ УВЛАЖНИТЕЛЯ 380В 50Гц Ø 380В 50Гц С ОДНИМ ВЫХОД ПАРА 40 мм, ЛИНЕЙНЫЙ РАСПРЕДЕЛИТЕЛЬ ПАРА L= 400 мм С 2М ПАРОВОЙ ТРУБОЙ 30 кг/ч ТРИ УВЛАЖНИТЕЛЯ FAZE 380 В 50 Гц С ОДНИМ Ø 40.