Сварочные электроды МР 3:характеристики,размеры,особенности наплавки
Большинство специалистов смогло убедиться на собственном опыте, что для сварки сталей, обладающих низким уровнем легирования, хорошо подходят электроды МР-3. Если сравнивать с другими марками, то для данного применения именно они обладают наиболее подходящими характеристиками и свойствами. Это достаточно качественные присадочные материалы, которые соответствуют мировым стандартам качества. Одним из главных их преимуществ является то, что они обладают высокой производительностью, благодаря чему находят широкое применение во многих сферах производства, не говоря уже о честной среде.
Электрод для сварки марки МР-3
Если сварка проводится с зазорами, то нужно использовать минимальные токи, указанные в технических характеристиках. В ином случае, это может привести к образованию пор. Изделия обладают хорошими санитарно-гигиеническими показателями, так как во время их сгорания в атмосферу выделяется всего 0,6 г марганца. Здесь нет особых требований к чистоте поверхности, так что соединение можно проводить при наличии ржавчины, грязи и влаге.
Здесь нет особых требований к чистоте поверхности, так что соединение можно проводить при наличии ржавчины, грязи и влаге.
Сварочные электроды МР-3
Для работы с данной маркой подходит обыкновенный сварочный трансформатор стандартных мощностей. Электроды МР-3 могут производить сваривание деталей средней и большой толщины, причем качество соединения будет соблюдаться полностью на всей глубине проварки. Для создания шва специалисты рекомендуют применять короткую или среднюю длину дуги, чтобы соединение было максимально надежным по всей длине шва. Перед использованием материал желательно прокалить, но не более часа. Расходные материалы одинаково хорошо показывают себя как при сварке постоянным током, так и переменным. Удобно ими работать и при создании вертикальных, а также потолочных швов.
Электрод МР-3 для создания вертикальных и потолочных швов
По окончании работ шлак весьма легко отделяется, чтобы можно было проверить качество соединения визуально. Для специалистов это очень удобно, так как не нужно прилагать много усилий для этого.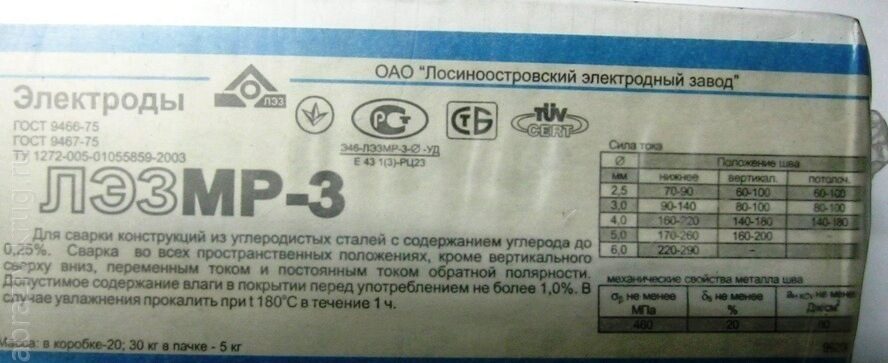 Большинство преимуществ данной марки обусловлено тем, что она имеет специальное покрытие, которое обладает уникальным химическим составом. В обмазке находится кремний, сера, углерод, фосфор и марганец. Она обеспечивает постоянство горения, а также хороший обжим дуги, вне зависимости от положения и способа сваривания. Качество проявляется даже в тех случаях, когда поверхность основного металла сильно окислена.
Большинство преимуществ данной марки обусловлено тем, что она имеет специальное покрытие, которое обладает уникальным химическим составом. В обмазке находится кремний, сера, углерод, фосфор и марганец. Она обеспечивает постоянство горения, а также хороший обжим дуги, вне зависимости от положения и способа сваривания. Качество проявляется даже в тех случаях, когда поверхность основного металла сильно окислена.
Сварочные электроды МР 3 со специальным покрытием
Область применения
Сварочные электроды МР-3 имеют достаточно широкую область применения, так как низколегированные стали, для работы с которыми они предназначены, встречаются практически во всех областях промышленности. В частности, это могут быть толстые трубопроводы, которые рассчитаны на высокое давление. Специальная обмазка обеспечивает независимости от внешних условий и надежную защиту электрической дуги.
Надежность соединения обеспечивает применение в области машиностроения, а не только создания металлоконструкций.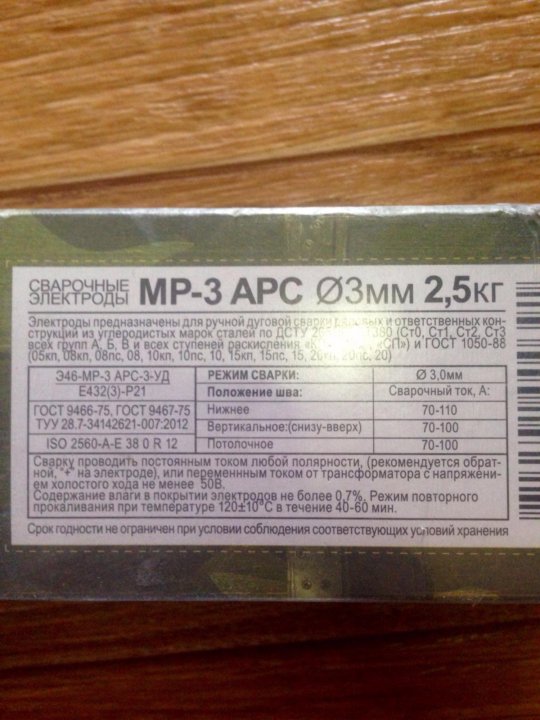 Также с их помощью заваривают треснувшие резервуары и другие герметичные емкости. Эта марка находит применение и в судостроении, где ответственность качества шва является очень высокой. В своем роде это один из наиболее оптимальных вариантов, так что при любых работах с низколегированными металлами стараются использовать такие электроды.
Также с их помощью заваривают треснувшие резервуары и другие герметичные емкости. Эта марка находит применение и в судостроении, где ответственность качества шва является очень высокой. В своем роде это один из наиболее оптимальных вариантов, так что при любых работах с низколегированными металлами стараются использовать такие электроды.
Электроды МР-3
Технические характеристики
Если рассматривать технические характеристики электродов МР-3, то они будут зависеть не только от размеров материала, но и от его химического состава.
| Химический состав, % | ||||
| Углерод | Кремний | Марганец | Сера | Фосфор |
| 0,1 | 0,2 | 0,5–0,8 | 0,04 | 0,045 |
Но для специалистов, которые подбирают марку под те условия, в которых будут эксплуатироваться уже сваренные детали, рассматривают механические свойства. Это помогает сделать точный выбор исходя из соотношения цены и качества среди имеющихся вариантов. Механические свойства наплавленного металла на шве в данной марке выглядят следующим образом:
Механические свойства наплавленного металла на шве в данной марке выглядят следующим образом:
| Температура испытаний, градусы Цельсия | Временное сопротивление разрыву, Н/мм2 | Относительное удлинение, % | Ударная вязкость, Дж/см2 | KCV>34 Дж/см2 при температуре, градусы Цельсия |
| + 20 | 450 | 18 | 78 | – 20 |
| Производительность наплавки, г/мин | Относительный выход наплавленного металла, % | Расход материала на 1 кг наплавленного шва, кг | ||
| 23,5 | 90 | 1,7 | ||
Размеры и ассортимент
| Диаметра электрода, мм | Длина электрода, м |
| 2 | 0,3 |
| 2,5 | 0,3 |
| 3 | 0,35 |
| 4 | 0,45 |
| 5 | 0,45 |
Особенности наплавки
Рассмотрев в электродах МР-3 характеристики, обозначить, какой сварочный ток соответствует выбранному диаметру. Ведь это поможет избежать неприятностей с залипанием расходного материала, а также пропаливанием заготовки, что при большой толщине маловероятно, но все же возможно. Здесь приведены наиболее распространенные варианты для всех используемых положений:
Ведь это поможет избежать неприятностей с залипанием расходного материала, а также пропаливанием заготовки, что при большой толщине маловероятно, но все же возможно. Здесь приведены наиболее распространенные варианты для всех используемых положений:
Диаметр электрода, мм | Сила тока в нижнем положении, А | Сила тока в вертикальном положении, А | Сила тока в потолочном положении, А |
3 | 100…140 | 80…100 | 80…110 |
4 | 160…220 | 140…180 | 140…180 |
5 | 180…260 | 160…200 | – |
Обозначение и расшифровка
Электроды МР-3 синие в своей аббревиатуре содержат обозначения, что «М» это материал с тонким рутилово-ильменитовым покрытием, который «Р» соответствует высоким требованиям ко шву. «3» означает, что это третья модель завода, выпускающего данные электроды.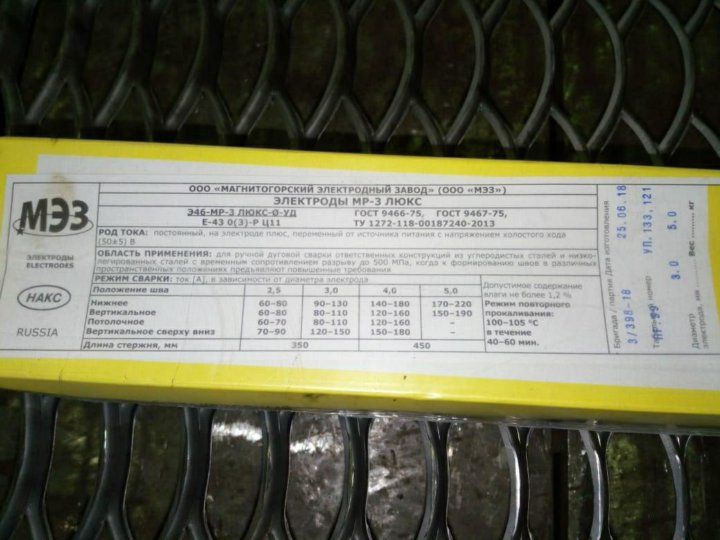
Сварочные электроды МР-3 диаметром 3 мм
Производители:
- Стандарт;
- Ресанта;
- Вистек;
- ЭконПлюс;
- Эра;
- Монолит.
Электроды МР-3 ф 4мм (СПЕЦЭЛЕКТРОД) уп.5кг
Основное назначение – электродов МР-3
Сварочные электроды МР3 значительно улучшены специалистами СпецЭлектрод. Электроды МР-3 предназначены для сварки ответственных конструкций из углеродистых сталей с временным сопротивлением до 490 МПа во всех пространственных положениях шва переменным током и постоянным током обратной полярности (напряжение холостого хода не менее 65В).
Характеристики Электродов МР3
Покрытие электродов сварочных МР-3 – рутиловое.
Коэффициент наплавки – 8,5 г/А·ч.
Производительность наплавки (для Ø 4,0 мм) – 1,7 кг/ч.
Расход сварочных электродов МР-3 на 1 кг наплавленного металла – 1,7 кг.
Типичный химический состав наплавленного металла сварочных электродов МР3, %.

|
C |
Mn |
Si |
S |
P |
|
0,10 |
0,58 |
0,17 |
0,030 |
0,035 |
Типичные механические свойства металла шва сварочных электродов марки МР3
Врем. сопротивление, МПа.
Предел текучести, МПа…………………………. 410
Относительное удлинение, %………………….18
Ударная вязкость, Дж/см2………………………..80
Особые свойства электродов сварочных МР3
Допускают сварку влажного, ржавого, плохо очищенного от окислов и других загрязнений металла. Электроды сварочные МР-3 имеют повышенную производительность процесса сварки.
Технологические особенности сварки электродами МР3
Сварку конструкций средних и больших толщин в нижнем положении производят электродами МР3 на повышенных режимах с наклоном электрода в сторону направления сварки (углом назад). Рекомендуется средняя и короткая длина дуги. Электроды сварочные необходимо прокалить перед сваркой: 160-180°С; 1 ч.
Диам. сварочных электродов МР3, мм сварочных электродов МР3, мм
|
2,0 | 2,5 |
3,0 |
4,0 |
5,0 |
| Длинна электродов МР3, мм | 300 | 350 |
350 |
450 |
450 |
| Ток, А | 40-70 | 50-80 |
80-140 |
140-200 |
160-260 |
Условное обозначение сварочных электродов МР-3
| Э46-МР-3-Ø-УД |
| Е 431(3)-Р26 |
ГОСТ9466-75, ГОСТ9467-75
- Бренд Спецэлектрод
- Страна производитель Россия
- Артикул
DK.

- Масса в упак, кг 5,0
- Метод сварки MMA
- Диаметр электрода/проволоки (min-max), мм 4,0

Создание лучших аккумуляторов | Новости
Перезаряжаемые ионно-литиевые батареи, обычно используемые в портативных устройствах, таких как mp3-плееры и цифровые камеры, обеспечивают питание только в течение короткого времени, прежде чем они нуждаются в подзарядке. Еще больше разочаровывает то, что при длительном использовании эти батареи также теряют способность полностью перезаряжаться. Теперь ученые в Италии, возможно, нашли возможное решение обеих проблем, которое включает в себя несколько изменений в химическом составе электродов и электролита.
В перезаряжаемых литиевых батареях положительный электрод обычно изготавливается из оксида лития-кобальта, отрицательный электрод – из углерода, а электролит представляет собой органический растворитель. При использовании ионы лития мигрируют от положительного электрода к отрицательному, создавая при этом электрический ток. В обратном процессе, чтобы перезарядить аккумулятор, положительные ионы лития теперь проталкиваются через электролит от отрицательного к положительному электроду внешним током. Накопление отложений металлического лития на отрицательном электроде в конечном итоге приводит к выходу этих батарей из строя.
При использовании ионы лития мигрируют от положительного электрода к отрицательному, создавая при этом электрический ток. В обратном процессе, чтобы перезарядить аккумулятор, положительные ионы лития теперь проталкиваются через электролит от отрицательного к положительному электроду внешним током. Накопление отложений металлического лития на отрицательном электроде в конечном итоге приводит к выходу этих батарей из строя.
Бруно Скросати и Юзеф Хассун из Римского университета, Италия, выяснили, что теоретически литий-серные батареи будут иметь гораздо большую емкость для зарядки. Ученые подсчитали, что реакция:
16Li + S 8 ⇋ 8Li 2 S
имеет теоретическую удельную энергию и плотность энергии 2500 ватт-часов на килограмм и 2800 ватт-часов на литр, значения, которые намного выше, чем у обычных перезаряжаемых литий-ионных аккумуляторов. К сожалению, простое добавление серы к отрицательному электроду привело бы к медленному растворению батареи и образованию отложений металлического лития внутри.
Группа решила эту проблему, используя отрицательный электрод, изготовленный из композита углерод/сульфид лития, и электролит, содержащий жидкость, содержащую ионы лития, заключенную в мембрану из полимерного геля. Полимер защищает электроды от коррозии. Положительный электрод сделан из углерода, внутри которого внедрены наноскопические частицы олова, чтобы придать электроду необходимые характеристики для высвобождения электронов при разрядке батареи. Использование наночастиц, защищенных углеродной матрицей, предотвращает повреждающие объемные изменения, происходящие в электроде при зарядке и разрядке батареи. Более того, удельная емкость этого улучшенного электрода Sn/C соответствует емкости Li 9.0009 2 Электрод S/C.
В процессе производства электроэнергии катод из сульфида лития расщепляется на элементарную серу и ионы лития, что приводит к высвобождению электронов. Ионы лития мигрируют через мембрану электролита к аноду. Здесь они соединяются с электронами, образуя незаряженные атомы металлического лития, которые затем образуют сплав с наночастицами олова.
Обратный процесс осуществляется путем подачи тока в противоположном направлении, так что аккумулятор можно заряжать повторно. Команда говорит, что их новая батарея работает более эффективно, чем другие батареи без лития, и имеет «удельную энергию» около 1100 ватт-часов на килограмм, что подходит не только для портативных электронных устройств, но и для электромобилей.
XUM – MP3 – Каталоги в формате PDF | Документация
Добавить в избранное
{{requestButtons}}
Выдержки из каталога
ОБЩИЕ СВЕДЕНИЯ: Увлажнители серии XUM оснащены гидравлической системой, которая имеет очень простую конструкцию, обеспечивающую простоту использования. Техническое обслуживание простое и экономичное, в том числе благодаря низкой стоимости запасных частей. Электрическое управление увлажнителями серии XUM гарантирует пропорциональный тип производства пара, быстро достигающий требуемых условий в помещении, и повышенную стабильность относительной влажности без снижения производительности системы.

