Электроды ОК 46.00 — характеристики и применение
Электроды ESAB OK 46.00 — это расходные материалы, применяемые для промышленного и бытового сваривания конструкций из низколегированных и углеродистых марок стали. Их выпускает шведская производственная компания «ЭСАБ», имеющая представительство и производство в России. Продукция этого предприятия отличается очень хорошими характеристиками, поскольку создана шведскими специалистами с учетом всех особенностей сварки. Это самые распространенные и широкоиспользуемые электроды в нашей стране.
Применение электродов при сваривании стальных конструкций решает две задачи. Во-первых, они проводят к месту соединения деталей тепловую энергию и электрический ток. В-вторых, электроды OK 46.00 используют в качестве припоя. Под действием тепла они плавятся и застывают на линии сваривания, образуя сварной шов. Наплав проникает в зазоры между сочленяемыми деталями, повышая прочность соединения.
Характеристики электродов ОК 46.00
Стержень электродов ОК 46. 00 изготовлен из стальной омедненной проволоки марок Св08 и Св08А. Изделия по всей длине, кроме рабочего конца, покрыты рутилово-целлюлозной обмазкой с небольшим содержанием кремния, фосфора, углерода, марганца и серы. Длина стержня прямо пропорциональна его диаметру, составляет от 30 до 45 см.
00 изготовлен из стальной омедненной проволоки марок Св08 и Св08А. Изделия по всей длине, кроме рабочего конца, покрыты рутилово-целлюлозной обмазкой с небольшим содержанием кремния, фосфора, углерода, марганца и серы. Длина стержня прямо пропорциональна его диаметру, составляет от 30 до 45 см.
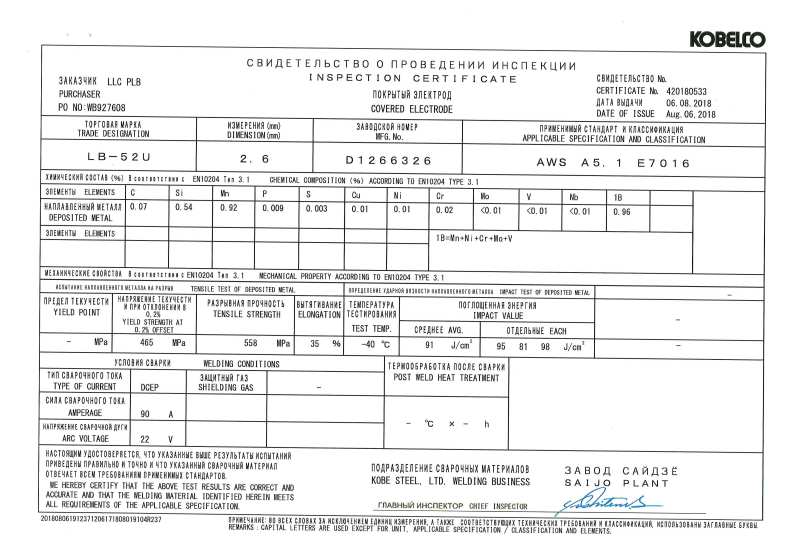
Готовый сварной шов с наплавкой из ОК 46.00 имеет такие технические характеристики:
- максимальное выдерживаемое давление (предел на прочность) — 510 МПа;
- предел текучести (деформирующее напряжение) — не менее 400 МПа;
- ударная вязкость при температуре от —20 до 0 °С — от 33 до 70 Дж на кв. см;
- сопротивляемость соединения на разрыв — до 510 ньютонов (Н) на кв. мм.
Перед использованием изделий их нужно прокалить при температуре около 70 °С: При длительном хранении они отсыревают из-за состава обмазки.
Особенности электродов разных диаметров
Электроды ОК 46.00 выпускают в пяти стандартных диаметрах: 2 мм, 2,5 мм, 3 мм, 4 мм и 5 мм.
- изделия диаметром 2 мм выдерживают высокие температуры, но не подходят для ремонта трубопроводов и инженерных коммуникаций;
- электрод ОК на 2,5 мм оптимален при работе с переменным током по стальной поверхности, тщательно очищенной от пыли, частиц краски и загрязнений;
- изделия диаметром 3 мм имеют высокую степень вязкости, что делает их удобными при монтаже и ремонте трубопроводов и инженерных сетей;
- электрод на 4 мм подходит для работы исключительно с постоянным током и только по металлической поверхности, очищенной от ржавчины;
- изделия диаметром 5 мм при экономном расходовании образуют хороший прочный наплав, но совершенно не пригодны для сварки короткой дугой.
При выборе электродов бренда ОК 46 учитывайте, в каких условиях и для решения каких технологических задач они вам необходимы.
Преимущества электродов ОК 46.00
Технические параметры шведских расходных материалов для сварки ОК 46 обеспечивают им следующие технологические преимущества:
- возможность применения на поверхностях с незначительными следами ржавчины или загрязнения, остатками старой, частично облупившейся краски и т.
 п;
п; - минимальное образование искр и брызг, высокая эффективность расходования тепловой энергии, что позволяет снизить тепловложения и затраты на них;
- возможность соединения деталей с широким зазором между ними — это особенно актуально при ремонте инженерных коммуникаций со щелями и прорывами;
- выполнение швов любых типов и простота их очищения от наплавных шлаков, так что в итоге получаются красивые, ровные, аккуратные и чистые сварные швы.
 п;
п;К недостаткам, а точнее, к технологическим ограничениям использования электродов ESAB OK 46.00 можно отнести относительно низкое значение ударной вязкости и рабочий угол наклона строго более 35°. Кроме того, даже на протяженных линиях сваривания припой необходимо наплавлять небольшими отрезками для качественного соединения.
Применение электродов ОК 46.00
Электроды марки ОК 46 имеют универсальное применение и подходят для сварочных работ как при постоянном, так и при переменном токе. Они позволяют производить соединение в любом пространственном положении. Поэтому их часто используют для бытовых и промышленных целей: применяют в строительстве, монтажных работах, авиа- и судостроении, в жилищно-коммунальном хозяйстве, на заводах и фабриках.
Они позволяют производить соединение в любом пространственном положении. Поэтому их часто используют для бытовых и промышленных целей: применяют в строительстве, монтажных работах, авиа- и судостроении, в жилищно-коммунальном хозяйстве, на заводах и фабриках.
С помощью электродов ОК 46 успешно решают следующие задачи:
- соединение мелких деталей из тонких листов металла без риска прожига;
- сваривание оцинкованных изделий или деталей с гальваническим покрытием;
- установка и ремонт трубопроводов и иных инженерных сетей и коммуникаций;
- соединение деталей в конструкции, в которых требуется высокая точность;
- изготовление декоративных предметов с ровными и чистыми сварными швами.
В каталоге компании «Урал КДС» представлены электроды марки ОК 46.00, выпущенные компанией ESAB. Изделия продаются на развес — цены указаны за один килограмм изделий. Их можно приобрести и в заводской упаковке, массой 2, 5,3 или 6,6 кг. Мы поставляем также аналоги марок «Монолит», которые действительно являются равноценной, но более доступной альтернативой шведским электродам.
Мы поставляем также аналоги марок «Монолит», которые действительно являются равноценной, но более доступной альтернативой шведским электродам.
Электроды сварочные ESAB OK46.00 ф 4.0х450мм (6,6кг)
Главная » Каталог » Сварочные материалы » Электроды » Для углеродистых сталей » Электроды сварочные ESAB OK46.00 ф 4.0х450мм (6,6кг)
Каталог товаров
Новости
Наши видеообзоры
Артикул: 4600404WM0
Технические характеристики
| Рекомендованный ток | 90-220 А |
| Диаметр | 4.0мм |
| Покрытие | Рутил-целюлозное |
| Марка | ОК46 |
| Ток | AC/DC (переменный/постоянный) |
| Напряжение | 50 В Uxx |
| Тип | Э46 |
| AWS | Е 6013 |
Сварочные электроды ESAB OK46.00 4.0мм являются универсальными, и обеспечивают высокое качество шва. Легко поджигается, в том числе и повторно из-за этого превосходно справляется с короткими швами, и не составит проблем при обрыве дуги.
Легко поджигается, в том числе и повторно из-за этого превосходно справляется с короткими швами, и не составит проблем при обрыве дуги.
Предназначены для конструкций из низкоуглеродистых и низколигируемых сталей. Рекомендуется для углеродистых конструкционных и судовых сталей. Также широко применяется для сварки тонкостенных изделий и листов с гальваническим покрытием. Наплавляемый металл образует ровный и качественный сварочный шов.
Электроды марки ОК46.00 имеют слабую чувствительность к загрязненным и ржавым материалам, что дает возможность производить сварочный процесс в труднодоступных местах, без возможности зачистки металла.
Преимущества электродов ОК46.00
- Сварка в труднодоступных местах.
- Легкий поджиг также при повторном зажигании дуги, положительно сказывается на скорости сварочных работ.
-
Сварка тонкостенных металлов, из-за высокой и стабильной сварочной дуги на малых токах.
- Возможность сварки без предварительной очистки металла.
- Сварка во всех пространственных положениях.
- Эластичность электродов гнуться и не крошатся.
- После длительного хранения в открытой пачке покрытие не осыпается.
- Самое подходящие для начинающих сварщиков.

Аналоги
- АНО-4, АНО-4с, АНО-13М, АНО-21, АНО-29М, АНО-32, МР-3, МР-3М,МР-3С,
- ОЗС-4, ОЗС-6, ОЗС-12, ТМУ-46 и др., относящиеся к типу Э-46(А)
Параметры электродов
| Диаметр электродов | Масса (кг) наплавленного металла / масса (кг) электродов | Количество электродов в 1 кг | Время сгорания, сек |
| 1.6 |
0. 63 63 |
263 | 36 |
| 2.0 | 0.60 | 172 | 38 |
| 2.5 | 0.65 | 86 | 50 |
| 3.0 | 0.65 | 53 | 57 |
| 4.0 | 0.60 | 39 | 65 |
| 5.0 | 0.60 | 24 | 87 |
Механические свойства
| Предел текучести | |
| Предел прочности | 510 Н/мм2 |
| Ударная вязкость | 28% |
| Удлинени | 35-70 Дж/см2 |
Химсостав, %
| C | Si | Mn |
| 0,08 | 0,3 | 0,4 |
Одобрения
| ABS | 2 |
| BV | 2 |
| CE | EN 13479 |
| DB |
10. 039.05 039.05 |
| VdTÜV | 00623 |
Сварка в пространственных положениях
| Рекомендованный ток | 90-220 А |
| Диаметр | 4.0мм |
| Покрытие | Рутил-целюлозное |
| Марка | ОК46 |
| Ток | AC/DC (переменный/постоянный) |
| Напряжение | 50 В Uxx |
| Тип | Э46 |
| AWS | Е 6013 |
Пока нет ни одного отзыва…
ОК 46.00
* Имя
* Фамилия
* Электронная почта
* Город
* Почтовый индекс
* Страна проживания Афганистан Аландские острова Албания Алжир американское Самоа Андорра Ангола Ангилья Антарктида Антигуа и Барбуда Аргентина Армения Аруба Австралия Австрия Азербайджан Багамы Бахрейн Бангладеш Барбадос Беларусь Бельгия Белиз Бенин Бермуды Бутан Боливия Босния и Герцеговина Ботсвана Остров Буве Бразилия Британская территория Индийского океана Бруней Болгария Буркина-Фасо Бурунди Камбоджа Камерун Канада (фр.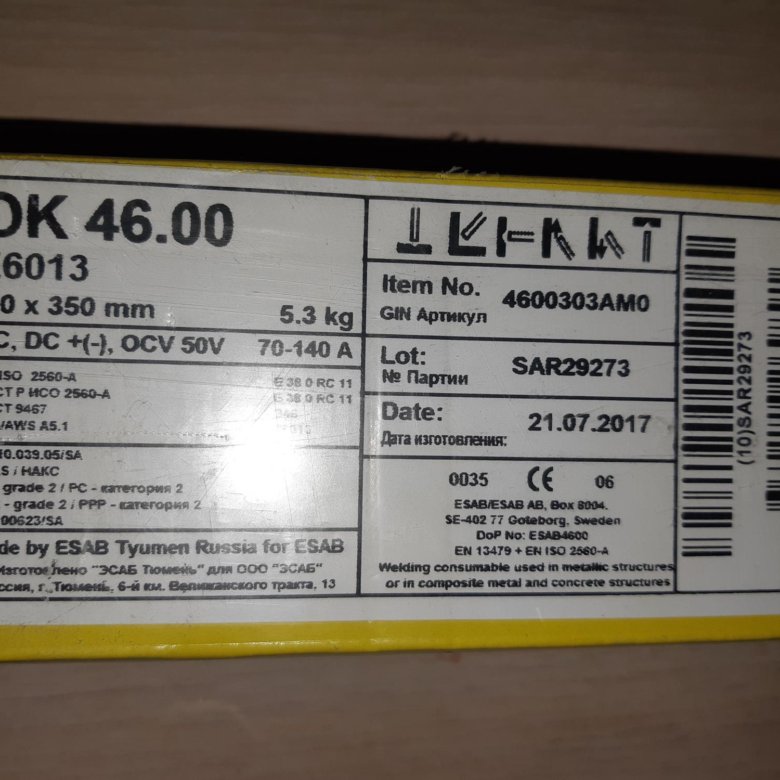 ) Кабо-Верде Каймановы острова Центрально-Африканская Республика Чад Чили Китай Остров Рождества Кокосовые (Килинг) острова Колумбия Коморы Конго ДР Конго Острова Кука Коста-Рика Кот-д’Ивуар Хорватия Куба Кипр Чешская Республика Дания Джибути Доминика Доминиканская Республика Эквадор Египет Сальвадор Экваториальная Гвинея Эритрея Эстония Эфиопия Эсватини Фолклендские (Мальвинские) острова Фарерские острова Фиджи Финляндия Франция Французская Гвиана Французская Полинезия Южные Французские Территории Габон Гамбия Грузия Германия Гана Гибралтар Греция Гренландия Гренада Гваделупа Гуам Гватемала Гернси Гвинея Гвинея-Бисау Гайана Гаити Остров Херд и острова Макдональдс Святой Престол Гондурас Гонконг Венгрия Исландия Индия Индонезия Иран Ирак Ирландия Остров Мэн Израиль Италия Ямайка Япония Джерси Иордания Казахстан Кения Кирибати Южная Корея Корея, Республика Кувейт Кыргызстан Лаосская Народно-Демократическая Республика Латвия Ливан Лесото Либерия Ливия Лихтенштейн Литва Люксембург Макао Северная Македония Мадагаскар Малави Малайзия Мальдивы Мали Мальта Маршалловы острова Мартиника Мавритания Маврикий Майотта Мексика Микронезия, Федеративные Штаты Молдова Монако Монголия Монтсеррат Черногория Марокко Мозамбик Мьянма Намибия Науру Непал Нидерланды Нидерландские Антильские острова Новая Каледония Новая Зеландия Никарагуа Нигер Нигерия Ниуэ Остров Норфолк Северные Марианские острова Норвегия Оман Пакистан Палау Палестинская территория, оккупированная Панама Папуа – Новая Гвинея Парагвай Перу Филиппины Питкэрн Польша Португалия Пуэрто-Рико Катар Воссоединение Румыния Россия Руанда Святая Елена Сент-Китс и Невис Санкт-Люсия Сен-Пьер и Микелон Святой Винсент и Гренадины Самоа Сан-Марино Сан-Томе и Принсипи Саудовская Аравия Сенегал Сербия Сейшелы Сьерра-Леоне Сингапур Словакия Словения Соломоновы острова Сомали Южная Африка Южная Георгия и Южные Сандвичевы острова Испания Шри-Ланка Судан Суринам Шпицберген и Ян-Майен Свазиленд Швеция Швейцария Сирия Тайвань, Китай Таджикистан Танзания Таиланд Тимор-Лешти Идти Токелау Тонга Тринидад и Тобаго Тунис Турция Туркменистан острова Теркс и Кайкос Тувалу Уганда Украина Объединенные Арабские Эмираты Великобритания Соединенные Штаты Малые отдаленные острова США Уругвай Узбекистан Вануату Венесуэла Вьетнам Виргинские острова, Британские Виргинские острова, США Уоллис и Футуна Западная Сахара Йемен Замбия Зимбабве
) Кабо-Верде Каймановы острова Центрально-Африканская Республика Чад Чили Китай Остров Рождества Кокосовые (Килинг) острова Колумбия Коморы Конго ДР Конго Острова Кука Коста-Рика Кот-д’Ивуар Хорватия Куба Кипр Чешская Республика Дания Джибути Доминика Доминиканская Республика Эквадор Египет Сальвадор Экваториальная Гвинея Эритрея Эстония Эфиопия Эсватини Фолклендские (Мальвинские) острова Фарерские острова Фиджи Финляндия Франция Французская Гвиана Французская Полинезия Южные Французские Территории Габон Гамбия Грузия Германия Гана Гибралтар Греция Гренландия Гренада Гваделупа Гуам Гватемала Гернси Гвинея Гвинея-Бисау Гайана Гаити Остров Херд и острова Макдональдс Святой Престол Гондурас Гонконг Венгрия Исландия Индия Индонезия Иран Ирак Ирландия Остров Мэн Израиль Италия Ямайка Япония Джерси Иордания Казахстан Кения Кирибати Южная Корея Корея, Республика Кувейт Кыргызстан Лаосская Народно-Демократическая Республика Латвия Ливан Лесото Либерия Ливия Лихтенштейн Литва Люксембург Макао Северная Македония Мадагаскар Малави Малайзия Мальдивы Мали Мальта Маршалловы острова Мартиника Мавритания Маврикий Майотта Мексика Микронезия, Федеративные Штаты Молдова Монако Монголия Монтсеррат Черногория Марокко Мозамбик Мьянма Намибия Науру Непал Нидерланды Нидерландские Антильские острова Новая Каледония Новая Зеландия Никарагуа Нигер Нигерия Ниуэ Остров Норфолк Северные Марианские острова Норвегия Оман Пакистан Палау Палестинская территория, оккупированная Панама Папуа – Новая Гвинея Парагвай Перу Филиппины Питкэрн Польша Португалия Пуэрто-Рико Катар Воссоединение Румыния Россия Руанда Святая Елена Сент-Китс и Невис Санкт-Люсия Сен-Пьер и Микелон Святой Винсент и Гренадины Самоа Сан-Марино Сан-Томе и Принсипи Саудовская Аравия Сенегал Сербия Сейшелы Сьерра-Леоне Сингапур Словакия Словения Соломоновы острова Сомали Южная Африка Южная Георгия и Южные Сандвичевы острова Испания Шри-Ланка Судан Суринам Шпицберген и Ян-Майен Свазиленд Швеция Швейцария Сирия Тайвань, Китай Таджикистан Танзания Таиланд Тимор-Лешти Идти Токелау Тонга Тринидад и Тобаго Тунис Турция Туркменистан острова Теркс и Кайкос Тувалу Уганда Украина Объединенные Арабские Эмираты Великобритания Соединенные Штаты Малые отдаленные острова США Уругвай Узбекистан Вануату Венесуэла Вьетнам Виргинские острова, Британские Виргинские острова, США Уоллис и Футуна Западная Сахара Йемен Замбия Зимбабве
* Комментарии
Да! Я хотел бы получать периодический электронный информационный бюллетень ЭСАБ.
Ручные дуговые электроды для металла – ESAB – Каталоги в формате PDF | Техническая документация
Добавить в избранное
{{requestButtons}}
Выдержки из каталога
Ручные электродуговые электроды >
Предел текучести, МПа>610Предел прочности при растяжении, МПа>690 Удлинение, %>16 Испытания по Шарпи V Температуры, CIударные значения, Дж -51 >30 >
EN 1599ECrMo1B 42 H5SFA/AWS A5.5E 8018-B2 Типовой состав всего металла сварного шва, % >
Описание Классификация OK 76.28 представляет собой электрод для ручной дуговой сварки с низким содержанием водорода, покрытый флюсом, с отложениями 2 > EN 1599ECr Mo 2 B42 H5SFA/AWS A5.5E 9018-B3 1 / > 4 % хрома, 1 % молибдена, металл сварного шва из низколегированной ферритной стали. > Типовой состав всего металла шва, % C Mn Si S P Cr Mo0,08 0,8 0,3 0,01 0,015 2,25 1,0 Выход 110% > Типовой мех. свойства всего металла шва Сварочный ток DC+- > Прочность на растяжениемин. 620 МПа Предел текучести мин. 530 МПа Удлинение (I=4d) мин. 18% Одобрено ABS SR BV UP SeprosUNA 485155 VdTV 00971 Параметры сварки Диаметр,Длина,МинимумМаксимум,…
620 МПа Предел текучести мин. 530 МПа Удлинение (I=4d) мин. 18% Одобрено ABS SR BV UP SeprosUNA 485155 VdTV 00971 Параметры сварки Диаметр,Длина,МинимумМаксимум,…
Предел текучести, МПа480Предел прочности, МПа620 Удлинение А5, %40 Шарпи V Температуры испытаний, аСударные значения, Дж +2060 -8040 Содержание феррита FN 6-12 >
Предел текучести, МПа410Предел прочности при растяжении, МПа590 Относительное удлинение А5, %35 Испытания по Шарпи В, температуры, Ударные значения, Дж +20100 Содержание феррита FN 0 >
Предел текучести, МПа 410Предел прочности, МПа 640Удлинение А4, % 40 Испытания по Шарпи В, температуры, Ударные значения, Дж +20100 -19680 >
Электроды стержневые Электроды рутиловые и низководородные упаковываются в картонные пачки с полиэтиленовой термоусадочной пленкой. Они поставляются блоками по три или шесть штук во внешних коробках из гофрированного картона (рис. 1 и 2). Электроды из нержавеющей стали упакованы в полиэтиленовые коробки с повторно закрывающейся крышкой (рис. 3). > TM Без повторной обжига без колчанов ֖ без печей для выдержки Вакуумная упаковка VacPac устраняет дорогостоящие процедуры повторной обжига и обработки, обычно связанные с хранением электродов, за счет предотвращения поглощения влаги воздухом. VacPac прост и удобен в использовании, гарантируя, что электроды…
3). > TM Без повторной обжига без колчанов ֖ без печей для выдержки Вакуумная упаковка VacPac устраняет дорогостоящие процедуры повторной обжига и обработки, обычно связанные с хранением электродов, за счет предотвращения поглощения влаги воздухом. VacPac прост и удобен в использовании, гарантируя, что электроды…
Общая информация Все покрытые электроды в большей или меньшей степени чувствительны к реабсорбции влаги. Необходимо соблюдать осторожность при хранении и обращении, чтобы предотвратить повторное поглощение влаги. Хранение Покрытые электроды любого типа очень медленно впитывают влагу, если они хранятся в следующих климатических условиях: Температура Относительная влажность 5-15°С < 60% 15-25°С < 50%выше 25°С < 40% Зимой можно иметь низкую относительную влажность, поддерживая температуру в кладовой не менее чем на 10°С выше температуры наружного воздуха. В определенные периоды летом и...
Печь для выдержки Печь для выдержки используется для промежуточного хранения во избежание скопления влаги в покрытии электродов с низким содержанием водорода и электродов из кислотно-рутиловой нержавеющей стали. Электроды, которые следует хранить в печи для выдержки: 1. Электроды, которые были повторно высушены.2. Электроды, извлеченные из герметично закрытого контейнера. 3. Электроды, которые считаются исправными и передаются непосредственно со склада после распаковки. Температура печи выдержки: 120-150С. Меры предосторожности на объекте Держите электроды как минимум в колчанах с электрическим подогревом…
Электроды, которые следует хранить в печи для выдержки: 1. Электроды, которые были повторно высушены.2. Электроды, извлеченные из герметично закрытого контейнера. 3. Электроды, которые считаются исправными и передаются непосредственно со склада после распаковки. Температура печи выдержки: 120-150С. Меры предосторожности на объекте Держите электроды как минимум в колчанах с электрическим подогревом…
Официальное одобрение В дополнение к официальному разрешению, указанному в этом каталоге, многие электроды OK одобрены иностранными властями, железнодорожными комиссиями, частными компаниями и т.д. Информацию о различных типах разрешений можно получить по запросу. Свойства при растяжении Если не указано иное, свойства при растяжении относятся ко всем испытательным образцам металла сварного шва, подготовленным в соответствии с правилами классификационных обществ с использованием электродов диаметром 4 и 6 мм. Сварочный ток Приведены максимальное и минимальное значения. Наиболее подходящий сварочный ток во многом зависит от размера заготовки,. ..
..
Водород образуется из воды в окружающей среде и из покрытия электрода. В дуге вода разделяется на кислород и водород, и, в частности, водород имеет сильную склонность к растворению в металле сварного шва и инициированию холодного растрескивания. Маркировка Тип электрода четко указан на покрытии каждого электрода рядом с рукояткой, например, ОК 48.00. > Нелегированные электроды Общие сведения о влиянии типа покрытия на сварочные свойства, скорость сварки и качество металла шва Электроды с рутиловым покрытием дают около…
Свойства при растяжении такие же или несколько выше, чем у металла шва из нелегированных основных электродов, но имеют более низкие относительное удлинение и ударную вязкость. не менее хороши с точки зрения усталостной прочности, чем необработанные соединения, выполненные с использованием основных электродов. Нелегированные рутиловые электроды, независимо от их эффективности, могут быть рекомендованы для сварки низкоуглеродистой стали с номинальным пределом прочности 440 МПа (45 кп/мм > 2 ). Что касается прочности на растяжение…
Что касается прочности на растяжение…
Шлак обычно не так легко удаляется, как шлак кислотных или рутиловых электродов, но, несмотря на это, его можно отнести к категории легко отделяемых. Шлак от основных электродов имеет более низкую температуру плавления, чем от рутиловых или кислотных электродов. Таким образом, риск образования шлаковых включений при стандартной производственной сварке при использовании основных электродов необычно мал, даже если шлак не полностью удаляется между валиками во время многопроходной сварки. Металл шва основных электродов имеет низкое содержание водорода и обычно обладает хорошей ударной вязкостью. даже при низких температурах. Основные электроды…
Положения сварки в соответствии со стандартом ASME IX / BS EN ISO 6947 Основные положения сварки > Плоско или вниз (1G) Горизонтально/вертикально (2G) Вертикально вверх (3G) Вертикально вниз (3G) Над головой (4G) 63 size=”-1″>
Стандарты качества и окружающей среды Качество и окружающая среда являются двумя ключевыми направлениями деятельности. ЭСАБ — одна из немногих международных компаний, которые достигли нового стандарта ISO 14001 в системах экологического менеджмента на всех наших производственных предприятиях по всему миру. В ЭСАБ качество — это непрерывный процесс, который лежит в основе всех наших производственных процессов и объектов по всему миру. Местное представительство и международная сеть независимых дистрибьюторов делают преимущества качества и непревзойденного опыта ЭСАБ в области материалов и процессов доступными для всех наших…
ЭСАБ — одна из немногих международных компаний, которые достигли нового стандарта ISO 14001 в системах экологического менеджмента на всех наших производственных предприятиях по всему миру. В ЭСАБ качество — это непрерывный процесс, который лежит в основе всех наших производственных процессов и объектов по всему миру. Местное представительство и международная сеть независимых дистрибьюторов делают преимущества качества и непревзойденного опыта ЭСАБ в области материалов и процессов доступными для всех наших…
Все каталоги и технические брошюры ЭСАБ
Arcaloy 309L-16
1 страниц
Rebel™ EMP 215ic
4 страницы
Тандем A6
1 стр.
Heliarc™ 283i 353i AC/DC
2 страницы
Фартук для одежды
3 страницы
SUPRAREX HDX
12 страниц
ОДЕЖДА
1 страниц
Справочник по сварке присадочного металла
556 страниц
Инвертор 161S
2 страницы
WF-100
20 страниц
Питатели и источники питания ESAB
6 страниц
REBEL AC/DC
1 стр.
Fabricator 3 в 1 Многопроцессорные сварочные системы
12 страниц
Каталог продукции 2019 — Северная Америка
228 страниц
Esab
2 страницы
Stick/TIG
16 страниц
Переключаемые магнитные зажимы заземления
4 страницы
weldcloud
4 страницы
ТЕХНОЛОГИЯ Thermal Dynamics 3DPro
2 страницы
Thermal Dynamics iHC XT
2 страницы
Thermal Dynamics ProMotion
4 страницы
Thermal Dynamics Precision Performance HeavyCut Technology
2 страницы
Битва воинов
12 страниц
84-1104
4 страницы
СРАВНИТЕЛЬНАЯ ИНФОРМАЦИЯ ARCAIR
2 страницы
Aristo® Mig 5000i/U5000i
4 страницы
TAF 801 / 1251
2 страницы
Серия A
4 страницы
Решения для плазменного оборудования от EsAB
65 страниц
Origo™ Mig 320 и 410
2 страницы
Aristo™ Feed 3004 U6
3 страницы
РТ250 ? RT500
2 страницы
Origo Mig 3001i, A24 Mig 3001i/3001iw
2 страницы
Origo Mag C171/C201/C251
2 страницы
Caddy® Arc 151i/201i
2 страницы
Caddy® Tig 2200i AC/DC
2 страницы
Колонна и стрела
2 страницы
AGW1 и AGW2
2 страницы
Обычные роликовые кровати
2 страницы
КОНСКИЙ ЭКСКАВАТОР
5 страниц
Газокислородные горелки
9 страниц
ESAB Plasma VBA
3 страницы
ВИДЕНИЕ? T5
5 страниц
ALPHAREX
4 страницы
КОМБИРЭКС? DX
7 страниц
Э-ВЕНТИЛЯТОР?
7 страниц
100 – 13 000 мм/мин | ИМП?
4 страницы
Miggytrac 1001
2 страницы
A21 PRB и PRC
2 Страницы
Аристо? MechControl 2 и 4
2 страницы
Аристо? MechTig 4000iw
2 страницы
Аристо? MechTig C2002i
2 страницы
Комплекты пистолетов Mig Spool
2 страницы
Migmaster® 215 Pro и 280 Pro
2 страницы
GunMaster 250 и 400
2 страницы
Caddy® Mig C200i
2 страницы
ОБОРУДОВАНИЕ ДЛЯ ДУГОВОЙ СВАРКИ
113 страниц
Станок для гидроабразивной резки Hydrocut LX
2 страницы
ПЕРЕХОД ДАННЫХ
7 страниц
КОЛУМБ III
5 страниц
Энергия ветра
1 страниц
Эффективная сварка в производстве ветряных башен
4 страницы
Buddy Arc 145
2 страницы
Бадди Тиг 160
2 страницы
PT26
2 страницы
Приятель? Arc 180
2 страницы
Ориго? Tig 3001i, TA24
2 страницы
Ориго? Tig 3001i, TA23
2 страницы
KHM 351 YS
2 страницы
TIGAID 315 AC/DC
2 страницы
Ориго? Tig 4300iw AC/DC, TA24 AC/DC
2 страницы
Ориго? Tig 3000i AC/DC, TA24 AC/DC
2 страницы
Caddy® Tig 2200i AC/DC
2 страницы
Kit_F-15-691
2 страницы
20519_RP
16 страниц
Chart_ver-b
1 страниц
20Данные.
182 страницы
20201
46 страниц
20450
74 страницы
20360
46 страниц
CC-11
44 страницы
SSP-10000
36 страниц
SSP-1014
4 страницы
SWR-10002
2 страницы
SWR-10000
14 страниц
COR-1049B
22 страницы
COR-1055
16 страниц
COR-1078
21 страница
COR-1076
9 страниц
SWR-10001
6 страниц
ALC-10001
4 страницы
Пульты дистанционного управления
2 страницы
DEUCE PACK 150 PLASMARC™
2 страницы
Origo™ Arc 410c/650c/810c
2 страницы
Origo™ Arc 4001i, A22/A24
2 страницы
Caddy™Arc251i
2 страницы
Caddy™Arc 151i/201i
2 страницы
TIGAID 315 AC/DC
2 страницы
Горелки TIG TXH™ с функциями дистанционного управления
2 страницы
Горелки TXH™ TIG для качественной сварки
2 страницы
Origo™ Tig 4300iw AC/DC, TA24 AC/DC
2 страницы
Origo™ Tig 3000i AC/DC, TA24 AC/DC
2 страницы
Caddy™ Tig 2200i AC/DC
2 страницы
Aristo™ Tig 4000i
2 страницы
Origo™Tig 3001i, TA24
2 страницы
Origo™Tig 3001i, TA23
2 страницы
Caddy™Tig 1500i/2200i
2 страницы
WeldPoint™
2 страницы
QSet™
1 стр.


