Электроды и их разновидности
Для постройки различного вида зданий или сооружений, будь то промышленные и жилищные комплексы, строения дорожного, гидротехнического или специального назначения, возникает необходимость в использовании высококачественных металлов.
Существуют различные виды электродов. Отметим что для сварки также используются графитовые электроды, или их еще называют графитовые стержни.
Не стоит их путать с графитированными электрдами, последние используются в металлургии для плавки металлов.
Выглядят они вот так
Популярность арматуры и металлопроката растет с каждым годом и, казалось бы, в чем известность этого вида материала? Все дело в том, что он имеет уникальные технические характеристики, а именно:
• высочайшую механическую прочность, которая лучше всего сочетается с малым удельным весом;
• долговременный срок эксплуатации изделий;
• способность при плохих погодных условиях, даже при повышенной влажности, не терять своих основных качеств.
Область использования изделий из разнообразных типов стали необыкновенно широка. Их применяют для того, чтобы усиливать горизонтальные, а также вертикальные части зданий: лестничных маршей и пролетов, фундаментных и стеновых блоков, межэтажных перекрытий, поперечных балок и колонн.
При создании быстромонтируемых зданий и сооружений также используют металлические конструкции. Как произвести стыковку металлических конструкций на строительной площадке? Самым простым и надежным методом соединения изделий из стали была и остается ручная электродуговая сварка.
В результате проведения сварочных работ образуется шов, который создается путем прохождения через электрод термического импульса к свариваемой поверхности, при этом спайка нескольких деталей происходит при больших температурах на молекулярном уровне. Полученное стыковое соединение не уступает в крепости металлу цельному, но для того, чтобы шов был «на века», особое требование предъявляют к электродам для сварки.
Характеристики электродов, применяемых для сварки
Сварочный шов образуется без повреждений, а основа электрода в это время должна расплавляться одинаково, минимально разбрызгивая металл. Чаще всего на стройках применяются покрытые электроды для сварки. Именно от состава покрытия непосредственно и зависят рабочие качества электрода. В большинстве случаев, используют основное покрытие, которое создано из карбонатов и фторидов.
Чаще всего на стройках применяются покрытые электроды для сварки. Именно от состава покрытия непосредственно и зависят рабочие качества электрода. В большинстве случаев, используют основное покрытие, которое создано из карбонатов и фторидов.
Примерами электродов с таким покрытием являются изделия марки УОНИ. А также нередко пользуются рутиловыми электродами, обмазка которых состоит из двуокиси титана и карбонатов. Более качественные швы создаются с помощью толсто покрытых сварочных материалов, которые позволяют защитить оплавленные металлы от ржавчины.
Знатоки своего дела отдают предпочтение в работе только высококачественным и удобным сварочным материалам. Для различных типов металла применяют электроды разных видов. К примеру, чтобы соединить чугунные изделия, в большинстве случаев пользуются электродами марки ЦЧ-4/ FeV, где основным металлом шва является FeV феррованадий и маркой ОЗЧ-2/ Cu, а основной металл шва – Cu, медь.
А для сваривания медных изделий с минимальным содержанием в них кислорода используют сварочные электроды марки АНЦ/ОЗМ-2/Cu.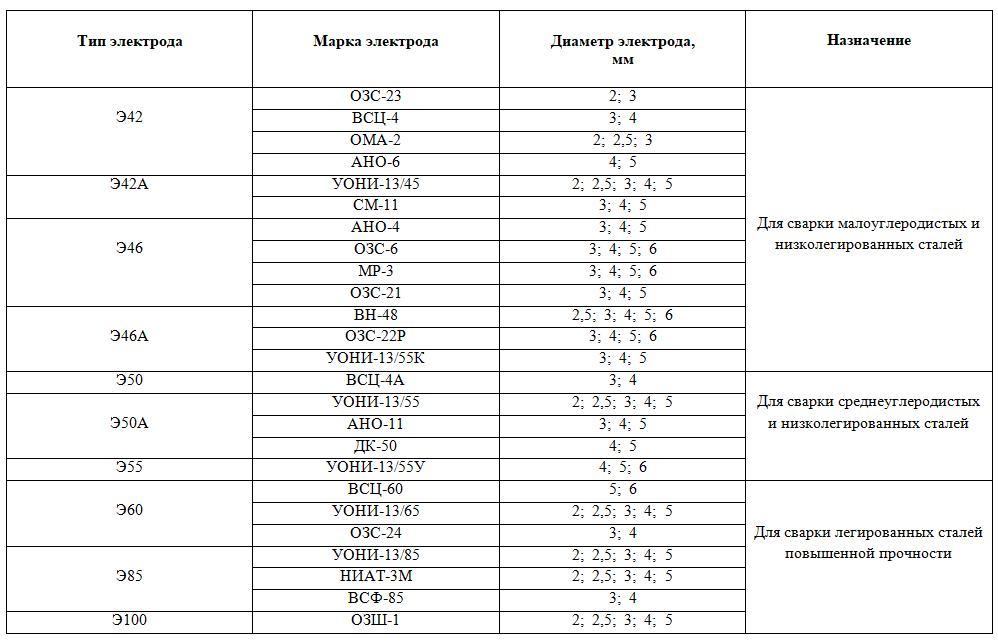 Трубопроводы, облицовочные и заполняющие слои, сваривают электродом марки ВСФ-75. Для сварки деталей автомобилей, работающих при низких температурах и при агрессивных погодных условиях, профессионалы пользуются АНП-1 и АНП-2.
Трубопроводы, облицовочные и заполняющие слои, сваривают электродом марки ВСФ-75. Для сварки деталей автомобилей, работающих при низких температурах и при агрессивных погодных условиях, профессионалы пользуются АНП-1 и АНП-2.
Но есть универсальные электроды, которые могут быть использованы для сваривания разных типов металла. Именно поэтому электроды для сварки МР-3 являются самыми востребованными при ремонте и строительных работах. Они помогут исполнить сварочные работы качественно и надежно.
Во-первых, этот сварочный материал обладает великолепными эксплуатационными качествами, что позволяет работать при отрицательной температуре воздуха, при этом негативные климатические условия не влияют на крепость приобретенных спаек.
Во-вторых, благодаря использованию электродов МР-3, сварные работы проводят в любых требуемых расположениях. Например, при сваривании стыков нахлесточного, углового, таврового и торцового типа. К тому же выполнение работ по мокрому либо поржавевшему металлу является бонусом при применении электродов данного вида.
В-третьих, покупая электроды нового поколения, можно получить прекрасную возможность пользоваться этими стержнями даже при работе с устаревшим оборудованием. Да и выбор электродов в наше время велик не только в строительных гипермаркетах, но и в онлайн-магазинах. Выполнить покупку любых материалов для сварки, в том числе и электродов, можно, не покидая границ собственного дома.
Объектом увеличенного спроса на российском рынке считаются электроды, изготовленные фирмой «СпецЭлектрод». Экспертов привлекает не только высочайшее качество, но и выгодная цена.
DEKA | Сварочные электроды для MMA-сварки
Ручная дуговая Сварка (РДС) – сварка плавлением, при которой нагрев осуществляется электрической дугой, она возникает между сварочным электродом и свариваемыми металлами. При ней сварщик осуществляет все необходимые действия вручную.
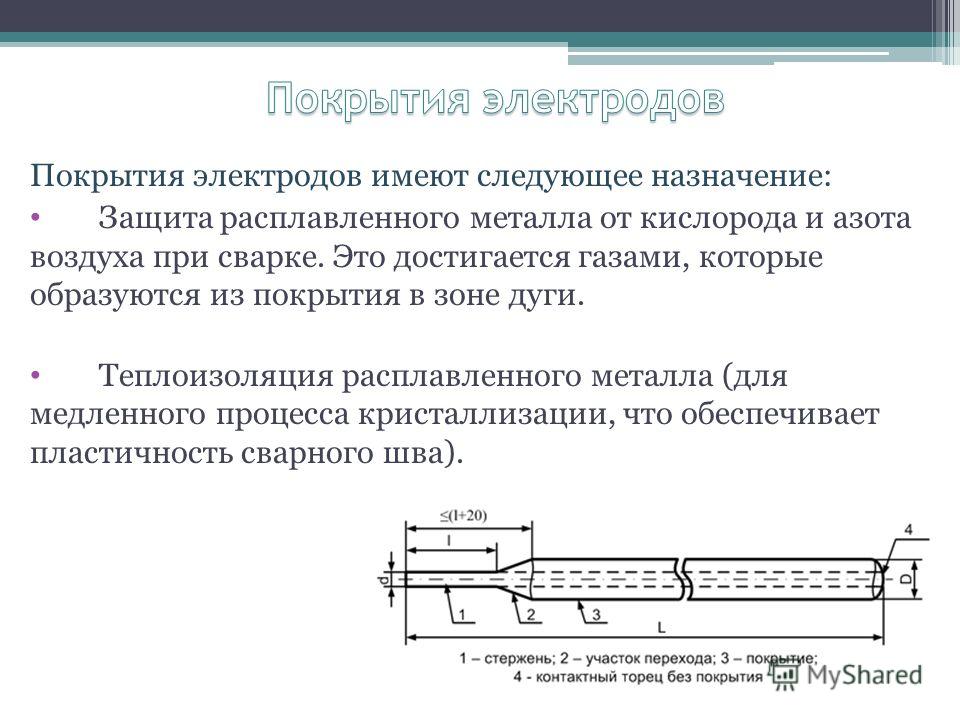
Электрод – Представляет собой стержень-сердечник из электропроводного материала с особым покрытием—обмазкой, предназначенный для подвода электрического тока, образования дуги, перемещения ее в пространстве и формирования сварочного шва.
Выбирая электрод следует обратить внимание на состав сердечника, который должен быть схож со свариваемым металлом.
Плавящийся электрод – это сварочный материал, который наиболее часто используется при сварке в домашних условиях. Основными составными частями такого электрода являются структура и толщина стержня, покрытия.
Плавящиеся сварочные электроды классифицируются:
- по тому, для сварки какого материала они предназначены – чугуна, стали или цветных металлов
- по тому, для какого конкретно процесса они предназначены – для сварки с глубоким проплавлением металла или для сварки швов, расположенных в определенном положении в пространстве
- по тому, какой вид покрытия использовался при их изготовлении – кислое покрытие, рутиловое покрытие, основное покрытие
- по толщине покрытия – тонкое покрытие, среднее, толстое, особо толстое
- по составу покрытия и составу стержня
- по применяемому для работы с ними току – постоянному или переменному с прямой или обратной полярностью
- по качеству изготовления, а также по качеству покрытия и количеству содержащихся в нем вредных веществ (серы или фосфора)
Основное предназначение покрытия электродов — защита сварочной дуги и обеспечение нужных качеств шва.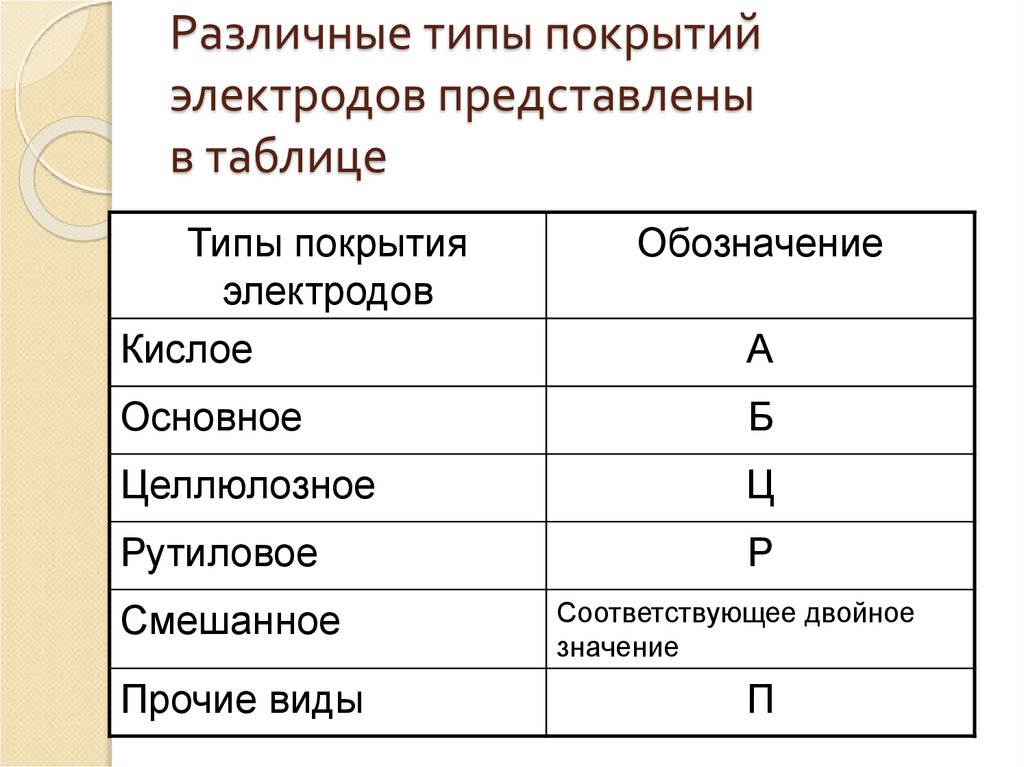 Покрытие не позволяет дуге контактировать с газами атмосферы (азот, водород и кислород). А также защищает сварочный шов от образования пор или трещин
Покрытие не позволяет дуге контактировать с газами атмосферы (азот, водород и кислород). А также защищает сварочный шов от образования пор или трещин
Состав покрытия плавящихся электродов
- Шлакообразующие вещества – марганцевая руда, мел, мрамор, полевой шпат, каолин. Эти вещества способствуют защите материала заготовки от воздействия кислорода и азота, входящих в состав воздуха
- Раскисляющие вещества – ферросплавы на основе марганца, алюминия, титана, кремния. Задача этих веществ – удалять кислород, содержащийся в расплавленном металле заготовки
- Газообразующие вещества – декстрин, древесная мука. Эти вещества, сгорая, образуют вокруг заготовки газовое покрытие, которое не позволяет вредным веществам окружающей среды проникнуть к расплавленному металлу
- Легирующие вещества – хром, никель, марганец, молибден, титан, ванадий. Такие добавки необходимы для того, чтобы сварной шов получил необходимые для дальнейшей эксплуатации характеристики – прочность, устойчивость к высоким и низким температурам, к механическим повреждениям и коррозии
- Стабилизирующие вещества – калий, кальций, натрий.
 Они необходимы для стабилизации сварочной дуги
Они необходимы для стабилизации сварочной дуги - Связующие вещества – как правило, это силикатный клей, который формирует покрытие, связывая друг с другом различные его компоненты, а кроме того, служит и для формирования всего электрода, привязывая покрытие к стержню
 Они необходимы для стабилизации сварочной дуги
Они необходимы для стабилизации сварочной дугиВиды покрытия плавящихся электродов
Покрытие сварочных электродов подбирают исходя из того, какой вид стали планируется варить, силы нагрузки на конструкцию и других факторов
| Покрытие электродов | Особенности сварки | Обозначение ГОСТ/AWS |
| Кислое | Состоит в основном из железной и марганцевой руды (оксидов железа и марганца), выделяют в дугу большое количество кислорода, который повышает ее температуру и снижает поверхностное натяжение расплавленного металла, делая его очень текучим. Это дает возможность увеличивать скорости сварки, но одновременно повышает опасность подрезов. Кроме этого, наличие в покрытии токсичных оксидов марганца делает сварку такими электродами небезопасной для здоровья сварщика. Поэтому чисто кислые покрытия используются в наше время ограничено. Их заменили смешанные рутилово-кислые (RA). Кроме этого, наличие в покрытии токсичных оксидов марганца делает сварку такими электродами небезопасной для здоровья сварщика. Поэтому чисто кислые покрытия используются в наше время ограничено. Их заменили смешанные рутилово-кислые (RA). | А/(A) |
| Основное | Состоит преимущественно из карбонатов магния и кальция (доломит, мрамор, магнезит). К ним добавляют в качестве разбавителя шлака плавиковый шпат (CaF2). Последний ухудшает работу при переменном токе, поэтому электроды с чисто основным покрытием предназначены для работы только на постоянном токе. Перенос металла в сварочную ванну происходит средними и крупными каплями, расплавленный металл получается вязкотекучим. Металл шва, сваренного электродами с основным покрытием, обладает повышенной пластичностью. Этими электродами сваривают ответственные конструкции. Основное покрытие имеют такие популярные электроды, как УОНИ 13/45 и УОНИ 13/55 | Б/(B)
|
| Рутиловое | Состоит преимущественно из природного концентрата рутила (двуокиси титана TiO2), кремнезема (гранита, полевого шпата, слюды), карбонатов кальция и магния, ферромарганца.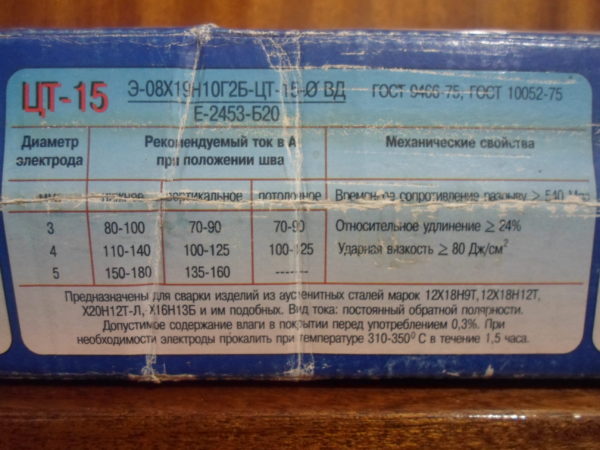 Характеризуются спокойным расплавлением с небольшим количеством брызг. Шов имеет тонкий рисунок, шлак легко отделяется от металла шва. Характеризуются спокойным расплавлением с небольшим количеством брызг. Шов имеет тонкий рисунок, шлак легко отделяется от металла шва. Очень важной особенностью электродов с рутиловым покрытием является легкость повторного зажигания дуги, обусловленная наличием TiO2. Это достоинство рутиловых покрытий создает большое удобство при работе короткими швами, когда требуется часто прерывать дугу. Рутиловые покрытия менее вредны для здоровья сварщика, чем другие. | Р/(R) |
| Целлюлозное | Целлюлозные покрытия состоят из целлюлозы, органических смол, ферросплавов, талька и прочих веществ. Главной особенностью сгорания в дуге покрытий с органическими веществами является образование большого количества защитных газов, и очень малого — шлака. Это делает их удобными для сварки вертикальных швов (шлак не стекает вниз). К недостаткам электродов с целлюлозным покрытием относится значительное количество брызг при сварке и пониженная пластичность металла шва, обусловленная большим (относительно других покрытий) количеством водорода, образующегося при сгорании органических компонентов. | Ц/(C) |

| Смешанного типа | Рутило-карбонатное покрытие (электроды типа Э-46) хорошее формирование металла шва во всех пространственных положениях, легкая отделимость шлаковой корки, устойчивое горение дуги при сварке переменным и постоянным током любой полярности. Рутило-карбонатно-фтористое покрытие. Применяется при сварке жаростойких сталей, работающих при температуре до 1050° С Ильменитовое покрытие. Отличается легким возбуждением дуги. При сварке электродами АНО-6, выделяется меньше пыли, дыма и газов. Рутиловое покрытие с железным порошком. Высокая производительность за счет наличия в покрытии железного порошка. Сварка выполняется в основном в нижнем положении. Пластмассовое покрытие с железным порошком, для заварки зазоров, во всех пространственных положениях на постоянном и переменном токе. | РА,РБ,РЦ/ (RA,RB, RC) |

Классификация плавящихся электродов по толщине покрытия.
В соответствии с ГОСТ 9466-75, по толщине, определяемой отношением наружного диаметра электрода (D) к диаметру его стержня (d), покрытия подразделяются на следующие типы в зависимости от отношения D/d
| Тип покрытия | Толщина покрытия | Обозначение |
| Тонкое | D/d < 1,2 | М |
| Среднее | 1,2 < D/d < 1,45 | С |
| Толстое | 1,45 < D/d < 1,8 | Д |
| Особо толстое | D/d > 1,8 | Г |
Полярность при сварке инвертором
- Прямая полярность. Минус подключён к электроду, плюс на клемме «земля». В этом случае ток движется от электрода к заготовке, и металл греется сильнее электрода
- Обратная полярность. К электроду подсоединяется плюс, на клемму «земля» — минус. Движение тока от минуса к плюсу (от заготовки к электроду) создаёт более сильный нагрев электрода
 В этом случае ток движется от электрода к заготовке, и металл греется сильнее электрода
В этом случае ток движется от электрода к заготовке, и металл греется сильнее электрода Электроды для переменного тока (AC)
Электроды с Рутиловым и Кислым покрытием
Электроды для сварки переменным током, также подойдут для соединения постоянным, но не наоборот. Следовательно, электроды переменного тока можно называть универсальными
ДОСТОИНСТВА:
- Надежная защита сварочной ванны от негативного воздействия азота и кислорода.
- Возобновление горения дуги возможно при повышенном напряжении
- Относительная простота и более демократическая стоимость оснащения
- Использование данных расходников не требует наличия выпрямителя у трансформатора.

НЕДОСТАТКИ
- Менее устойчивое поведение дуги по сравнению с постоянным током
- Высокий уровень разбрызгивания металла
- Сварочная дуга отклоняется от первоначальной оси, что приводит к ухудшению качества шва
Электроды для постоянного тока (DC)
Электроды с Основным, Целлюлозным и Кислым покрытием
Сваривание постоянным током обеспечивает качественное и надежное соединение, которое обладает высокой крепостью.
Постоянный ток дает ровный шов и легкость его образования. Он создает такие условия, при которых неровности пропадают, а металл в расплавленном состоянии практически не разбрызгивает капли.
ДОСТОИНСТВА:
- Качественный и аккуратный шов
- Возможность соединения изделий из тонкого металла
- Отсутствует разбрызгивание
- Сварка в любом пространственном положении
- Отсутствие непровариваемых участков
- Широкий выбор моделей на рынке
НЕДОСТАТКИ:
- Сваривание с применением постоянного тока осуществляется при помощи инверторных аппаратов. Данное оснащение отличается высокой стоимостью
- Нестабильность горения дуги в сложных угловых местах (магнитное вздутие)
 Данное оснащение отличается высокой стоимостью
Данное оснащение отличается высокой стоимостью Пространственное положение при сварке электродами
По допустимым положениям стержни разделяют на изделия допустимые к работе в:
- любых положениях
- всех за исключением вертикального
- направленного вниз
- нижнее и вертикальное направленное кверху
- нижнее
Выбор диаметра электрода
Основным показателем для выбора является толщина свариваемого металла, но должны учитываться тип сварного соединения, форма подготовленных кромок под сварку, положение шва в пространстве, химический состав свариваемого металла. От того, насколько правильно подобраны электроды, зависит качество выполненного сварного соединения.
Настройка сварочного тока
Диаметр расходных материалов подбирается согласно толщине свариваемой детали, не говоря уже о размерах шва и способа сварки. Если необходимо заварить поверхность шириной в 3-5 мм, то диаметр следует выбирать 3-4. До 8 мм ширины вполне достаточно 5 электрода. Для каждого из этих положений нужно выбирать свое количество Ампер
Если необходимо заварить поверхность шириной в 3-5 мм, то диаметр следует выбирать 3-4. До 8 мм ширины вполне достаточно 5 электрода. Для каждого из этих положений нужно выбирать свое количество Ампер
Неплавящиеся сварочные электроды
Помимо электродов для РДС, есть электроды для других видов сварки.
- Изготавливаются из вольфрама, угля и графита
- Температура плавления материала, из которого они изготовлены, выше, чем температура, до которой электрод нагревается в процессе сварки
- Применяются для сварки стали, чугуна, латуни, бронзы, алюминия
- Применение неплавящихся электродов чаще всего происходит в среде защитных газов
- В процессе сварки может применяться присадочный материал – например, металлические прутья, полосы или проволока
Неплавящиеся сварочные электроды
- Вольфрамовые — с их помощью удаётся сваривать в защитной среде аргона или других газов разнообразные марки металлов, включая алюминий.
- Угольные — применяются при проведении воздушно-дуговой резки, а также востребованы при устранении дефектов, имеющихся на поверхности заготовок. Сварка на токах 500-600 А.
- Графитовые — чаще всего применяются при работе с цветными металлами (алюминием или медью), а также с их сплавами. Этот вид сварного материала в отличие от угольных образцов более экономичен и выгоден на практике.

Сварочные электроды AWS E308-16
- Имеют Основное покрытие, сердечник из стали Св-06Х19Н9Т или 07Х20Н9
- Предназначены для сварки конструкций из коррозионностойких нержавеющих сталей марок AISI 301, 302, 304, 308, жаропрочных хромоникелевых сталей 08Х18Н10, 08Х18Н10Т, 12Х18Н9 при рабочей температуре до 600 ℃, Cr19Ni9 и Cr19Ni11Ti, которые работают при температуре ниже 300℃
- Сварка на постоянным DC (обратной полярности), так и переменным током (постоянный ток предпочтительнее) во всех пространственных положениях
- Сварочные электроды E308-16 аналог ОЗЛ-8, ОЗЛ-36, АНВ-32, АНВ-29, ЦЛ-11
- Основными достоинствами являются высокая механическая прочность, устойчивость к коррозии, высокая эффективность сварки
- Изготовление и ремонт нержавеющего стального оборудования — применимо в молочной, пищевой, лекарственной и химической промышленности
| Химический состав, % | ||||||||
| C | Mn | SI | S | P | Cu | Ni | Mo | Cr |
| ≤0,08 | 0,5─2,5 | ≤0,9 | ≤0,03 | ≤0,04 | ≤0,75 | 9─11 | ≤0,75 | 18-21 |
| Диаметр электродов и сила тока при сварке (DC ) | ||||
| Ø 2 | Ø 2,5 | Ø 3,2 | Ø 4,0 | Ø 5,0 |
| 40─80 А | 50─100 А | 70─130 А | 100─160 А | 140─200 А |
Маркировка сварочных электродов AWS E308-16
| Условное обозначение электродов | ||||
| ГОСТ 9466-75, ГОСТ 10052-75 | ISO Международный | AWS A (США) | DIN (Германия) | BS (Англия) |
| Э-07Х20Н9-ОЗЛ-8-Ø-ВД | E 19.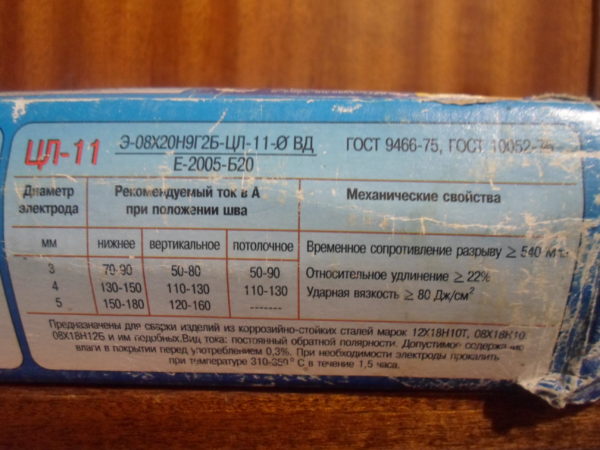 9 B20 9 B20 | E 308-16 | E 19.9 B20 | E 19.9 B |
| E 308-16 | |||
| E | 2 или 3 цифры | 1 цифра | 2 цифра |
| Покрытый электрод для дуговой сварки | Индекс, определяющий химический состав и механические свойства | Пространственное положение 1- все 2 — нижнее | Тип покрытия (0-8) |
| Тип покрытия | |
| 0-Целлюлозное (DC +) 1-Целлюлозное (DC/AC +/-) 2—Рутиловое (AC/DC) 3—Рутиловое (AC/DC, для всех положений) 4-Рутиловое (AC/DC, повышенный коэффициент наплавки) | 5-Основное (DC +) 6—Основное (AC/DC) 7-Руднокислое (AC/DC) 8—Основное (AC/DC, повышенный коэффициент наплавки) |
Маркировка сварочных электродов по AWS
22. 11.2022
11.2022
Найдите подходящие типы сварочных электродов для вашего проекта
/ Types Of Welding / By Джоэл
Contents
- Электроды Sick Welding обычно состоят из проволоки с сердечником, покрытой флюсом. Расходный материал. Сварочные электроды
- Mig представляют собой сплошную неизолированную проволоку, которая находится на катушке с проволокой. Сварочная проволока подается к сварному шву через систему привода катушки сварочного аппарата MIG. Расходный материал.
- Безгазовые электроды для подачи проволоки аналогичны сварочным аппаратам MIG, однако проволочный электрод содержит внутренний флюс внутри проволоки. Это исключает использование защитного газа. Расходный материал. Электроды
- Tig Welding изготовлены из высококачественной вольфрамовой стали и являются неплавящимися.
 Это исключает использование защитного газа. Расходный материал.
Это исключает использование защитного газа. Расходный материал.Палка 9Сварочные электроды 0045 – одноразовые плавящиеся стержневые электроды, используемые при ручной дуговой сварке низкоуглеродистой стали, специальных сталей, нержавеющей стали и чугуна. Типичные типы стержневых электродов включают электроды с низким содержанием водорода и электроды из железного порошка.
Электроды MIG – Расходуемые электроды непрерывной подачи проволоки используются для сварки низкоуглеродистой, нержавеющей стали и алюминия. Сварочная проволока MIG доступна в катушках различных размеров, которые подходят для конкретных типов сварочных аппаратов MIG. Каждая катушка с проволокой соответствует типу выполняемой сварки. Для сварки низкоуглеродистой стали используется стальная проволока, для сварки нержавеющей стали используется проволока из нержавеющей стали, а для сварки алюминиевой проволоки используется та же алюминиевая проволока в качестве присадочного материала.
Электроды для сварки MIG основаны на системе подачи проволоки, содержащей проволоку с изготовленным сердечником. Сердечник проводит электрическую энергию через проволоку, чтобы расплавить основной металл, обеспечивая дополнительный слой заполнения. Типичные сердечники проволоки включают углеродистую сталь и нержавеющую сталь для низколегированных электродов, а также проволоку из нержавеющей стали 316L и 308L. Также существует несколько специальных вариантов проволоки, включая алюминиевую и предназначенную для наращивания и закалки.
Электроды для сварки TIG. – Сварка TIG аналогична газовой сварке, когда пользователь использует сварочный стержень с присадочной проволокой для подачи в зону сварки. Сварщики TIG используют твердый вольфрамовый электрод, который создает основную дугу и сварочную ванну, куда вводится присадочный стержень для завершения сварного шва.
Газовая сварка или кислородно-ацетиленовая сварка – Газовая сварка не использует сварочные электроды, но аналогична сварке TIG, однако, когда газовая сварочная горелка используется для нагрева и расплавления основного металла, где также вводится присадочная проволока в качестве наполнителя. Оксиацетилен используется для сварки мягкой стали и железа. Похожим способом является пайка, при которой присадочный стержень изготавливается не из стали, а из бронзы. Пайка используется для сварки латуни и меди.
Оксиацетилен используется для сварки мягкой стали и железа. Похожим способом является пайка, при которой присадочный стержень изготавливается не из стали, а из бронзы. Пайка используется для сварки латуни и меди.
Выбор электродов для сварки электродами
Выбор электродов для сварки электродов зависит от типа основного металла, толщины металла, а также напряжения и силы тока используемого сварочного аппарата.
Распродажа
Forney 30301 E6013 Сварочный стержень, 3/32 дюйма, 1 фунт
- Продукт LB 3/32. условия
- Отличное смачивающее действие, обеспечивающее гладкие и плоские валики с устойчивой дугой на переменном или постоянном токе
- Малое разбрызгивание и отличное удаление шлака, практически самоочистка в вертикальных галтелях вниз
Hobart 770479 7018 Стержень, 1/8-10 фунтов
- Электрод с низким содержанием водорода для использования во всех положениях на низко-, средне- и высокоуглеродистых сталях
- Предел прочности при растяжении 70 000 PSI
- Не рекомендуется для низковольтных сварочных аппаратов переменного тока
- Сделано в США
Электрод для кузнечной сварки США E6011 1/8 дюйма на 14 дюймов 10-фунтовая коробка # 51134
- Страна происхождения: Китай
- Длина упаковки: 16,5 дюйма
- Ширина упаковки: 9,5 дюйма
- Высота упаковки: 4,71 дюйма
Weldcote Nickel 99 Чугунный сварочный электрод Ремонт 1/8 дюйма 1 фунт
NBSP;
Основными типами электродов являются целлюлозно-рутиловые и основные низководородные. Они называются в соответствии с типом покрытия.
Они называются в соответствии с типом покрытия.
Электроды могут быть классифицированы как расходные материалы как несоответствие. Дуговая сварка или сварка стержнем (SMAW) использует расходуемые электрические электроды, в то время как сварка TIG использует неплавящиеся электроды. В отличие от неплавящихся электродов, плавящиеся электроды приплавляются к основному металлу и являются присадочным компонентом.
Сварочные электроды и их применение
6013 Использование сварочных электродов
6013 сварочные электроды в основном предназначены для сварки низкоуглеродистой стали и являются отличными электродами общего назначения. Их можно использовать для сварки других низкоуглеродистых или мягких сталей, таких как оцинкованная сталь, а также кованого железа. Подходит для сварки во всех положениях: внизу, над головой, вертикально вверх и идеально подходит для вертикального положения вниз. Может использоваться со сварочными аппаратами переменного или постоянного тока и обеспечивает хороший внешний вид во всех положениях.
Наиболее распространенные номера стержней для сварки SMAW
Электрод E610– E610 характеризуется глубоким проникновением – мощное распыление. Фильтроподобные сварные швы обычно имеют довольно однородные поверхности сварки, которые имеют довольно грубую неравномерную рябь. Покрытие в основном состоит из целлюлозы со средней массой 30%. Другие материалы, обычно используемые для формирования покрытия, включают диоксид титана и раскислители металлов, включая ферромарганец. Благодаря составу покрытия этот электрод обычно относится к натриевому электроду с высоким содержанием целлюлозы.
Какие числа напечатаны на электродах?
Цифровая классификационная схема электродов на первый взгляд иногда может показаться запутанной, но если привыкнуть к цифрам, все несложно. Система AWS показывает, достаточно ли прочна проволока, чтобы выдержать свой вес, что подходит для сварки, каков состав флюса и когда ток должен использовать стержень. Наиболее распространены проволоки для сварки 7018, 7314, 6013, 6011 и 7010.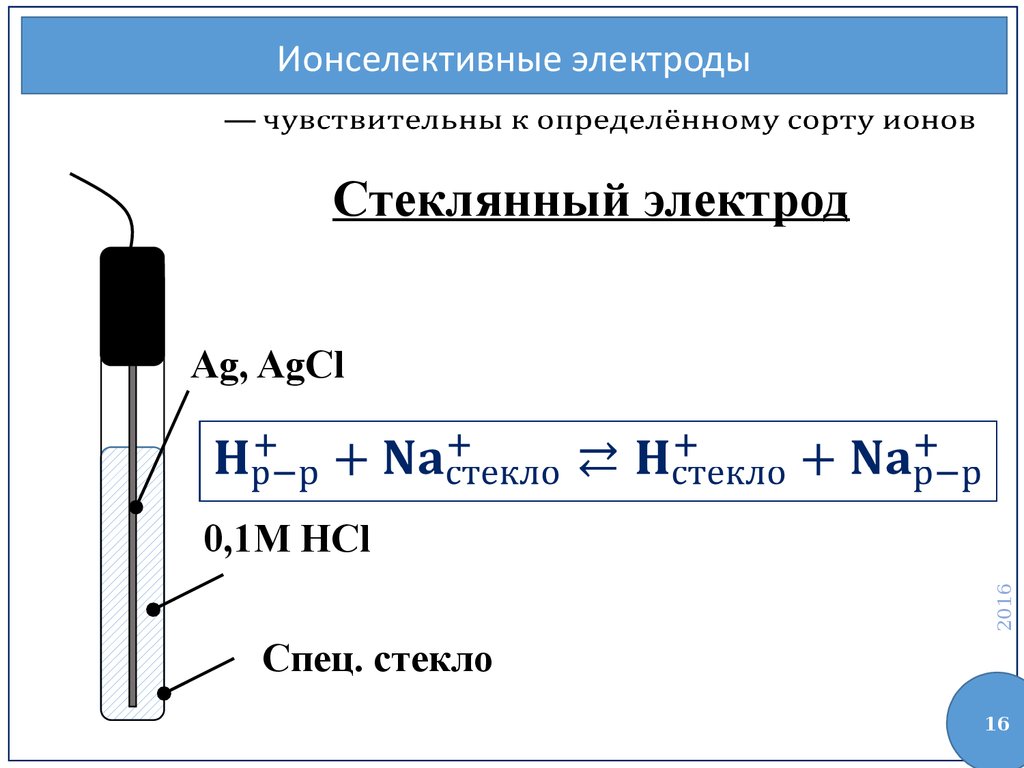 Прочность на растяжение стержня 7018 определяется двумя числами. Число А представляет вес в квадратных дюймах (PSI).
Прочность на растяжение стержня 7018 определяется двумя числами. Число А представляет вес в квадратных дюймах (PSI).
Руководство по наименованию сварочных электродов
Американское общество сварщиков (AWS) разработало числовой алфавит для обозначения сварочных электродов. Это основной метод идентификации сварочных прутков как здесь, так и за рубежом. Судя по названию, эта буквенно-цифровая техника включает в себя буквы и цифры и обычно выгравирована на каждом сварочном стержне. Есть такие интересные слова, как E6000 — E7018. Подскажите систему наименования: Основная буква «Э» в названии начинается с условного обозначения электрода. Следующие два числа указывают нашу минимальную прочность на растяжение, измеренную в фунтах на кв. дюйм.
Углеродные электроды
Американское общество сварщиков не имеет спецификаций для углеродных сварочных электродов, но существуют военные стандарты, не так ли? MIL-E-17777C, озаглавленный: «Электрорезка и сварка углеродного графита без покрытия и медного покрытия».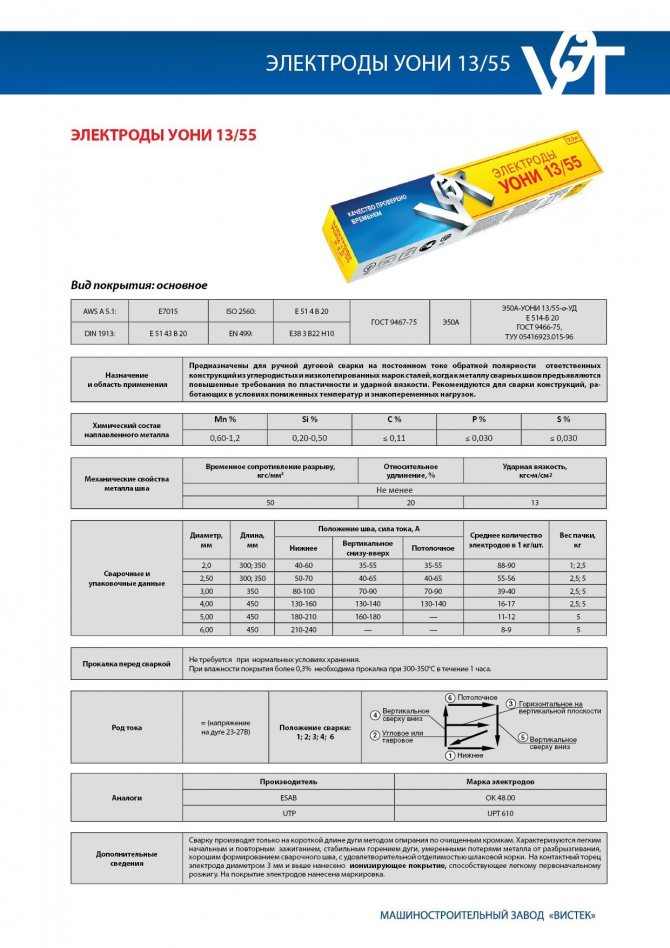 Эти спецификации имеют три системы классификации: обычная без покрытия, с покрытием и с медным покрытием. В книге приводятся размеры, длина и спецификации размеров, допуски, качество, выборка,
Эти спецификации имеют три системы классификации: обычная без покрытия, с покрытием и с медным покрытием. В книге приводятся размеры, длина и спецификации размеров, допуски, качество, выборка,
Скорость осаждения
Каждый тип электрода различается по скорости осаждения в зависимости от состава покрытия. Это железные электроды с порошковым покрытием с высокой скоростью наплавки. В Америке железо используется для покрытия от 10 до 50 %. Это можно определить по железному порошку и толщине покрытия по сравнению со стандартным весом покрытия. Этот процент соответствует спецификациям Американского общества сварщиков. Используя европейский метод определения энергии железа, вес наплавленного металла по отношению к весу сырья, используемого в производстве.
Классификация сварочных электродов
Различные международные стандарты классифицируют типы сварочных электродов. Обычно для классификации электродов используются стандартные стандарты Европы и США. Классификация электродов основана на требованиях к испытаниям, указанным в стандарте на сварочные отложения, для определения качества или характеристик сварных швов. Производители электродов часто сертифицируют свое оборудование по международным стандартам для широкого спектра применений. Простейшая международная классификация сварочных электродов включает:
Производители электродов часто сертифицируют свое оборудование по международным стандартам для широкого спектра применений. Простейшая международная классификация сварочных электродов включает:
Покрытые сварочные электроды
Металлургический металл расплавлен и поглощает кислород и азот, что делает его хрупким. Необходимо укрывать расплавленные и затвердевшие сварочные материалы от воды. Обычно в основе таких покрытий лежит электропроводящий электрод. Это зависит от состава покрытия сварочных электродов и конфигурации электродов. Типичные покрытия на сварочных электродах могут быть разработаны с использованием установленных принципов металлургии.
Сварочные электроды Флюсовые покрытия
Флюсовое покрытие содержит металлические и неметаллические компоненты, добавленные для улучшения характеристик сварного соединения. Флюсовое покрытие играет важную роль в стабилизации дуги и создает защитный газ, защищающий сварочную дугу от загрязнения воздухом и образующий шлам для защиты металла сварного шва, контролирующий уровень водорода, очищающий металл сварного шва и многое другое.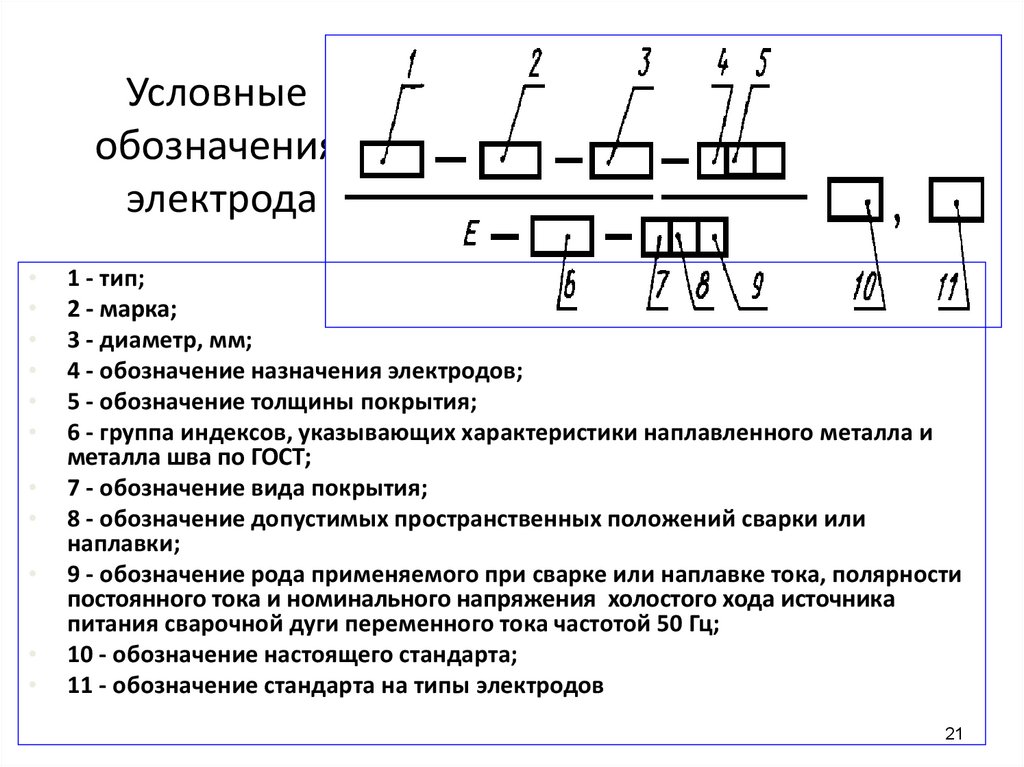
Покрытие целлюлозных электродов содержит примерно 42% ацетата горючей целлюлозы.
Хранение сварочных электродов
Электрод должен высохнуть. Влага ухудшает желаемые свойства покрытия и может привести к чрезмерному разбрызгиванию, а также может вызвать пористость и трещины на свариваемых поверхностях. Электроды, находящиеся на влажном воздухе, следует просушить в теплой сухой печи (рис. 532) в течение 1-2 часов. После высыхания их хранят во влагостойкой таре.
Основы
Для зажигания дуги на оборудовании, постукивая по точке на ее месте и добавляя легкий подъем или царапающее движение, вы определите правильную длину дуги и предотвратите прилипание к электроду. Когда целлюлозный и рутиловый электроды созданы, можно приступать. Однако электроды с низким содержанием водорода не могут должным образом защитить сварку из-за состава покрытия при зажигании дуги. Важно зажигать дуги длиной около 3,5 дюймов для достижения оптимальных характеристик дуги. (как можно больше диаметров электродов) в месте начала сварки.
Сколько типов электродов у нас есть?
15 января 2021 г. 15 января 2021 г. | 10:06
Электрод является жизненно важным компонентом электрохимических элементов. Это точка, в которой ток входит и выходит из электролита. Точка, в которой ток покидает электроды, называется катодом. Точка, куда входит ток, называется анодом. Эти электроды доступны в различных типах, таких как:
Посетите здесь для всех типов электродов Посетите здесь для всех типов электродов
Газовые электроды:
Газовый электрод включает h3, Cl2 и O2 в контакте с раствором, содержащим ионы, получаемые из газа как H+, Cl- и OH-. Потенциал газового электрода зависит от интенсивности его ионов в растворе и силы газа. Газовый электрод барботирует газ вокруг инертной металлической проволоки, включенной в раствор, содержащий ионы, с которыми газ постоянен.
Электрод на основе малорастворимой соли металла:
Электроды на основе малорастворимой соли металла также известны как обратимые анионные электроды. В электроде этого типа металл и труднорастворимая соль металла равны раствору, содержащему тот же анион, что и труднорастворимая соль.
В электроде этого типа металл и труднорастворимая соль металла равны раствору, содержащему тот же анион, что и труднорастворимая соль.
Металлоионные электроды:
В этом случае металлический предмет помещают в раствор водорастворимого катиона, несущего соль, соответствующего металла. В электрохимической ячейке электрод с более высоким окислительным потенциалом подвергается окислению и служит анодом/отрицательным электродом. Электрод с более низким потенциалом окисления испытывает потери и действует как катод/положительный электрод.
Каломельный электрод:
Этот исходный электрод содержит молекулы ртути и хлорида ртути. Он сделан из жидкой элементарной ртути и твердой пасты Hg2Cl2, соединенной со стержнем, покрытым насыщенным раствором KCl. Необходимо использовать насыщенный раствор, так как это обеспечивает минимальное действие хлорида калия и напряжение, более похожее на стандартный водородный электрод, т. е. СТЭ. Этот насыщенный раствор обеспечивает перенос ионов хлора.
Серебряно-хлоридный электрод:
Электрод этого типа прессует соль в растворе, который связывается с результатом электрода. Этот электрод содержит твердое серебро и осажденную соль AgCl. Это обычно используемый электрод сравнения, потому что он разумен и не очень токсичен. Серебряно-хлоридный электрод изготавливается с использованием твердого серебряного кабеля и кодируется AgCl. Затем его помещают в пробирку с раствором AgCl и KCl. Это позволяет образовывать ионы по мере того, как электроны движутся в системе электродов и выходят из нее.
pH-электрод:
Возможно, наиболее ценным и надежным способом определения pH является использование стеклянного электрода. рН-электрод зависит от ионного обмена в гидратированных слоях, построенных снаружи стеклянного электрода. Стекло состоит из силикатной сетки, в которой ионы металла координируются с частицей кислорода, то есть ионами металла, которые взаимодействуют с H+. Стеклянный электрод действует как батарея, напряжение которой зависит от движения H+ в растворе, в котором он находится.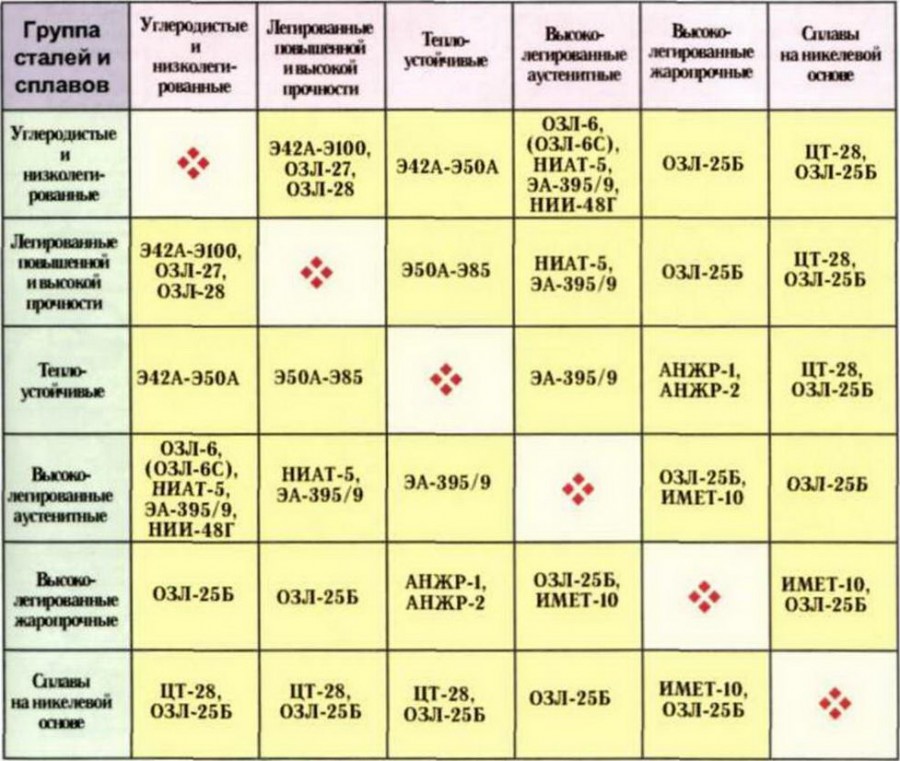
Ионоселективные электроды:
Ионоселективный электрод реагирует на действие селективного иона. Предположим, что какие-то атомы несвободны и существуют в виде компактной структуры или необъяснимого осадка. В этом случае эти электроды обеспечат гораздо более низкие показания, чем метод, который идентифицирует все присутствующие ионы. Обычно используются ионоселективные электроды K+, Ca2+ и NO-3. Электрод может быть ионоселективным, но не ионоселективным.
Газочувствительные электроды: 9 шт.0204
Они обычно используются для определения интенсивности газа путем его взаимодействия в тонком слое, окружающем ионно-чувствительный электрод, обычно рН-электрод. Диоксид серы, диоксид углерода и аммиак можно измерить по их растворению в тонком слое, окружающем pH-электрод и содержащем результирующий pH покрытия.
Кислородный электрод Кларка:
Этот электрод состоит из платинового катода и серебряного анода, включенных в один и тот же насыщенный раствор хлорида калия и изолированных от исследуемого раствора кислородно-пористой пленкой.