Правильная пайка латуни в домашних условиях
Латунные детали, в отличие от стали, легко обрабатывать, и именно благодаря этому полезному качеству сплава становится возможной пайка латуни в домашних условиях, без обращения к промышленным методам. Для создания самых разнообразных вещей необходима пайка – соединение проводов и металлических деталей. Для правильной пайки латуни необходимо наличие газовой горелки, графитового тигля, асбестового основания, а также серебра, меди и борной кислоты.
Пайка латуни значительно легче пайки стали, что позволяет осуществлять ее в домашних условиях.
Подготовка к спайке латунных изделий
Чтобы очистить сплав, можно использовать щавелевую кислоту. Если ее не оказалось под рукой, можно посмотреть различные бытовые средства. Они наносятся на изделия из латуни, после чего она довольно быстро начнет темнеть. Затем можно избавиться от налета, взяв тонкую щетку и почистив детали в обычной воде. Вслед за этим понадобится сода, которой засыпается латунное изделие.
Щавелевая кислота используется для очистки сплава.
Чтобы паять латунь наиболее эффективно, не стоит использовать обычную оловянную пайку, так как после ее применения остаются довольно заметные следы. Помимо этого, она не может похвастать большой прочностью. Для того чтобы паять латунь, рекомендуется использование другого способа, который обеспечивает повышенную надежность. Эффективная и надежная спайка латунных деталей обеспечивается применением газовой горелки. Чтобы изготовить припой из латуни, следует взять медь и серебро в пропорциях 1:2, тщательно перемешать и сплавить воедино, применяя графитовый тигель и газовую горелку.
Вернуться к оглавлению
Припои для спайки деталей из латуни
Пайка газовой горелкой должна производиться крайне аккуратно, при максимальной температуре в 700 градусов.
Латунные детали, которым требуется спайка, размещаются на асбестовом основании. Соединенные детали посыпаются припоем, нарезанным мелкими кусками и предварительно заточенными. Затем соединение аккуратно нагревается с использованием газовой горелки. Эта работа должна выполняться максимально аккуратно. При спайке деталей температура должна плавно подходить к определенному уровню.
Конечно, обычная пайка оловом производится гораздо проще, чем подобным методом, однако именно благодаря ему надежность и прочность спайки латунных деталей будет гораздо более высокой. Важно помнить о некоторых особенностях пайки латуни, например, об испарении цинка в очень горячем состоянии. Помимо этого, поверхность сплава покрывается оксидной пленкой. Латунь, в которой цинк содержится менее чем в 15%-ом соотношении, окисляется и покрывается пленкой, в которой присутствуют сцепленные частицы оксида меди и оксида цинка. Медные сплавы, в которых цинк содержится в гораздо больших количествах, окисляясь, образуют пленку, состоящую в основном из оксида цинка.
Готовое изделие промывается горячей 3%-ой серной кислотой.
Если проводится обычная низкотемпературная спайка, при которой применяется припой с содержанием свинца и олова либо другие тиноли, оксидную пленку необходимо удалять с металлических поверхностей. Здесь возможно использование канифольно-спиртовых или более активных флюсов. Чтобы обработать латунь с большим содержанием цинка, например, Л63, необходимо использовать флюс, в состав которого входит хлористый цинк. Важно помнить о том, что у латуни одни из худших качеств плавления с оловянно-свинцовыми припоями. Эта особенность приводит к тому, что при процессе спайки медленно начинают расти интерметаллидные слои. Они положительно влияют на шов, и можно ожидать улучшения механических свойств металлов.
Не стоит надеяться, что пайка, при которой применяются оловянно-свинцовые припои латуни Л63, приведет к качественным соединениям. Их прочность сцепления и качество будут уступать меди, если условия будут одни и те же. Показатель предела прочности по отношению к медным деталям, спаянным при помощи олова, будет достигать 90 МПа, а к латунным – не достигнет и 60 МПа. Спайка латунных деталей, в которых присутствует большое содержание меди, может осуществляться припоями ПСр 72, 45, 25 и 12. Иногда в таких случаях допустимо применение медно-фосфорной латуни либо такого латунного сплава, который плавится при небольшой температуре. Это в основном применимо к спайке в газовой среде.
Их прочность сцепления и качество будут уступать меди, если условия будут одни и те же. Показатель предела прочности по отношению к медным деталям, спаянным при помощи олова, будет достигать 90 МПа, а к латунным – не достигнет и 60 МПа. Спайка латунных деталей, в которых присутствует большое содержание меди, может осуществляться припоями ПСр 72, 45, 25 и 12. Иногда в таких случаях допустимо применение медно-фосфорной латуни либо такого латунного сплава, который плавится при небольшой температуре. Это в основном применимо к спайке в газовой среде.
При высоком уровне цинка возможно использование припоя ПСр 40. Применение фосфористых припоев является совершенно непригодным, потому что существует большая вероятность проявление соединения паяного шва, имеющего низкую пластичность. Это объясняется образованием фосфидов цинка, отличающихся своей хрупкостью. Также очень распространен твердый припой, применяемый при соединении крупных изделий, например, для работы с латунными и медными трубами и отопительными системами в целом. Преимущество твердых припоев заключается в высокой прочности полученных соединений.
Преимущество твердых припоев заключается в высокой прочности полученных соединений.
Вернуться к оглавлению
Дополнительные рекомендации
Смешивать компоненты паяльной пасты, используя проволоку, рекомендуется лишь после полного расплавления серебра и меди.
Самостоятельно создать графитовый тигель можно, используя графитовые угли. Дело в том, что графитовые угли применяются как контактные элементы в троллейбусах, и их вполне несложно отыскать: для этого подойдут конечные остановки электротранспорта. Размеры тигля довольно небольшие – 2×2 см. Создание его вручную происходит довольно легко, и это приведет к значительному упрощению рабочего процесса.
Для осуществления пайки следует использовать какой-либо теплостойкий материал. Полученные швы по ярко выраженному цвету должны быть идентичны спаиваемым деталям. Когда рабочий процесс подходит к концу, полученное изделие тщательным образом промывается, чтобы убрать флюс. Для промывки наилучшим средством является горячая 3%-ая серная кислота. При соблюдении этих рекомендаций можно надеяться на самый положительный результат. Процесс сплавки может быть достаточно быстрым и произведенным в домашних условиях.
При соблюдении этих рекомендаций можно надеяться на самый положительный результат. Процесс сплавки может быть достаточно быстрым и произведенным в домашних условиях.
Кислота паяльная для пайки стали, меди, латуни, бронзы 1 л
Из латуни делают краны, метизы, трубки, декоративные предметы интерьера и многие другие изделия. Этот материал получают в результате сплавления меди, цинка (в разных пропорциях) и различных добавок.
Пайка латуни обеспечивает получение надёжного и качественного соединения деталей. Пайка предполагает использование специального инструмента в виде газовой горелки, а также припоя из смеси олова и свинца. В ряде случаев при изготовлении твердого припоя для латуни используется одно олово.
Преимущества и недостатки
При наличии необходимых инструментов и материалов, а также после изучения основных приёмов обращения с латунью пайкой этого материала можно заняться самостоятельно.
Пайка изделий из латуни имеет несколько особенностей. Данная технология предполагает применение специально приготовленного припоя, вводимого в зазор между деталями и играющего роль «схватывающего» элемента. Кроме того, существенное значение имеет оборудование, посредством которого осуществляется расплавление материала припоя.
Данная технология предполагает применение специально приготовленного припоя, вводимого в зазор между деталями и играющего роль «схватывающего» элемента. Кроме того, существенное значение имеет оборудование, посредством которого осуществляется расплавление материала припоя.
Обычно для пайки используется газовая горелка, обеспечивающая расплав паяльной проволоки при температурах, меньших по величине, чем точка плавления самой латуни. С помощью этой технологии удаётся надежно спаять отдельные заготовки схожих по структуре или разнородных материалов.
В отдельных случаях применение латунной пайки – это единственно возможный способ получения неразъемных контактов.
Недопустимо сравнивать пайку со сварочными процедурами, при которых расплаву подлежит каждый из сплавляемых металлов. В данном случае термическому воздействию подвергается лишь твердый припой с оловом, а состояние самих соединяемых деталей остаётся без изменения.
Указанная особенность позволяет обрабатывать изделия из латуни совсем небольшого размера и массы, не нанося им какого-либо ущерба.
При проведении пайки необходимо учитывать, что этот процесс предполагает применение более мягких, чем при сварке расходных материалов. Вследствие этого полученные при пайке соединения считаются менее прочными по сравнению со сварными швами.
В случаях работы с латунью из тела припоя (из-за его сильного нагрева) полностью испаряется цинк, вследствие чего шов становится пористым, что заметно снижает качество образуемого соединения.
Помимо этого, при пайке латунных деталей важно правильно выбрать их взаимное положение (в этом случае предпочтение отдаётся сочленениям типа «внахлест»).
 youtube.com/embed/uFLw2D_Mjyw?feature=oembed” frameborder=”0″ allow=”accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture” allowfullscreen=””/>
youtube.com/embed/uFLw2D_Mjyw?feature=oembed” frameborder=”0″ allow=”accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture” allowfullscreen=””/>Применение
Современные технологии обработки сплавов меди и цинка широкого востребованы в таких отраслях промышленности, как:
- электроника и электротехника;
- приборостроение и инструментальное производство;
- выпуск холодильного и вентиляционного оборудования.
При наличии всего необходимого (припоя требуемого качества, флюса и паяльной горелки), можно лудить латунные поверхности с целью их защиты от коррозийного разрушения. Процедура лужения также востребована при ремонте отопительных и водопроводных систем, изготавливаемых на основе латуни.
В зависимости от типа используемого при пайке припоя, соединения делятся на высоко- и низкотемпературные. Такое деление позволяет применять более тугоплавкие сочленения для пайки заготовок, эксплуатируемых в режиме высоких температур.
Использование высокотемпературного варианта пайки невозможно в домашних условиях, поскольку в этой ситуации необходимо специальное оборудование.
Припои и флюсы: классификация и методы выбора
Для получения хороших результатов пайки обязательно применяются добавки в виде флюсов и различных припоев.
Припоем называется определённый металл, который после его расплавления проникает в металлы, подготовленные для пайки.
Чтобы добиться надёжного контакта, марка припоя должна обладать температурой плавления, которая будет значительно ниже температуры плавления самой латуни. В то же время он должен обладать хорошей адгезией с латунью. Поэтому для паяния латуни применяют специальные припои.
Только в крайнем случае, если паяют детали, на которых не лежит большой ответственности за весь агрегат, и нет высоких требований к прочности, применяют обычные сплавы олова со свинцом.
Современные припои классифицируются следующим образом:
- По температуре плавления. Они бывают мягкие с температурой плавления достигающей 400°C; полутвёрдые с температурой плавления олова и твёрдые. Температура плавления твердых припоев превышает 500 °C.
- По типу расплавления. Припои, которые расплавляются в процессе пайки полностью или частично.
- По способу получения припоя. Производятся готовые припои, и припои которые образуются в процессе пайки. Такая пайка называется контактно – реактивная.

- По перечню химических элементов, добавленных в состав. Таких элементов применяется достаточно большое количество. От распространенных металлов цинка, олова, алюминия, до редкоземельных металлов галлия, индия, палладия.
- По технологии изготовления припоя. Они бывают: проволочные, штампованные, катанные, литые измельчённые.
- По виду припоя. Их производят в виде проволоки, готового порошка, в виде ленты и отдельных листов, в форме таблеток и готовых к применению закладных деталей.
- По способу образования флюса. Припои делятся на две большие категории: флюсуемые и так называемые самофлюсующиеся.
Припои, так же как и латунь, маркируются заглавными буквами и цифрами. По маркировке можно определить для какой латуни предназначен конкретный припой. Например, если необходимо спаять деталь из латуни, в которой большой процент меди, то предлагается использовать припой марки ПСр12 или ПСр72. Этот припой в своём составе содержит большой процент серебра. Если в латуни присутствует большой процент цинка, то целесообразно использовать припой ПСр40. Поэтому, чтобы получить надёжное соединение после пайки, необходимо понимать, какие нагрузки возлагаются на ремонтируемую деталь. Если деталь стационарная и не несёт больших вибрационных нагрузок (например, элементы сантехники) можно смело применить припой мари ПМЦ. Если же необходимо обеспечить прочное соединение применяют специальные твёрдые припои, такие как L-CuP6. Этот припой имеет очень высокую температуру плавления — 730 °С.
Поэтому, чтобы получить надёжное соединение после пайки, необходимо понимать, какие нагрузки возлагаются на ремонтируемую деталь. Если деталь стационарная и не несёт больших вибрационных нагрузок (например, элементы сантехники) можно смело применить припой мари ПМЦ. Если же необходимо обеспечить прочное соединение применяют специальные твёрдые припои, такие как L-CuP6. Этот припой имеет очень высокую температуру плавления — 730 °С.
Припои для латуни
Чтобы правильно выбрать марку припоя, можно воспользоваться следующим методом:
- Определить температуру плавления деталей, которые планируется спаять.
- Уточнить коэффициент температурного расширения. У латуни, которую планируется паять и припоя он должны быть очень близким.
- После пайки припой не должен снижать механические характеристики отремонтированной детали.
- Припой должен образовывать с основной латунной деталью гальваническую пару. Если этого не обеспечить будет быстро происходить процесс коррозии.
- Свойства припоя должны соответствовать всем техническим и эксплуатационным характеристикам.
- Припой должен обеспечивать в процессе пайки хорошую смачиваемость основной детали.

Флюсом называют специальное вещество, которое позволяет подготовить поверхность металла, то есть, снять с неё образующийся налёт окисла, жирные и водяные пятна. Без применения флюса качественно спаять латунную деталь невозможно. Флюсы подбираются в зависимости от химического состава латуни.
Читать также: Самодельный адаптер к мотоблоку видео
Опыт показывает, чтобы качественно спаять детали из распространенных марок латуни ЛС59 и Л63 достаточно иметь флюс, состоящий из хлористого цинка, растворённого в борной кислоте. Если необходимо спаять латунь, в составе которой имеется свинец и кремний (например, марка ЛКС80), то необходим флюс, имеющий соединения фтора и калия. Их также растворяют в борной кислоте, или буры. Подобный флюс для пайки можно приготовить и в домашних условиях, используя соответствующие элементы в требуемом процентном соотношении.
Их также растворяют в борной кислоте, или буры. Подобный флюс для пайки можно приготовить и в домашних условиях, используя соответствующие элементы в требуемом процентном соотношении.
Флюс-паста для пайки латуни
Сегодня промышленность предлагает готовые флюсы для паяния латуни. К ним относятся: флюс «Бура»; флюсы ПВ-209 и ПВ-209Х.
Особенности спайки однородных заготовок
В бытовых условиях нередко возникает потребность в спайке двух одинаковых по структуре латунных заготовок. В этом случае первостепенное значение приобретает правильность выбора флюсового состава, отличающегося от традиционной комбинации канифоли со спиртом.
Обычный состав по причине низкой активности составляющих не сможет растворить образующуюся на поверхности латуни окисную плёнку. Так что для рассматриваемого варианта пайки потребуется более активный флюс, приготавливаемый на основе хлора и цинка.
Со всеми подробностями его подготовки можно ознакомиться в таблице, где приводятся несколько разновидностей хлористо-цинковых смесей.
Помимо рассмотренных видов флюса при пайке латуни могут применяться составы на основе буры и фтористо-борной соли калия. Приготовленные из них смеси занимают не более 5% от общего объёма паяльной ванны и обладают прекрасными показателями активности.
Под активностью понимается способность создавать идеальные условия для проникновения расплавленного припоя в зазоры между деталями при пайке.
Наряду с рассмотренной проблемой не следует забывать и о грамотном подходе к выбору припоя, поступающего к месту соединения в виде калиброванной проволоки того или иного состава.
В том случае, когда паяные изделия из латуни предполагается эксплуатировать в газовой среде, желательно применять специальные типы припоев, изготавливаемых на основе сплавов медного фосфата и серебра. Они также подходят для пайки красной латуни с большим процентным содержанием медной составляющей.
Иногда в качестве припоя используется проволока, изготовленная на основе самой латуни. Однако в этом случае припаять латунную деталь удаётся лишь при условии, если температура плавления проволоки из латуни ниже, чем тот же показатель для обрабатываемых заготовок.
Общий порядок действий
Перед началом самостоятельной пайки латунных деталей следует тщательно очистить их от посторонних наслоений и загрязнений. Далее необходимо разместить их на огнеустойчивой подложке, функцию которой может выполнять засыпанная в старое ведро речная галька.
Общий порядок пайки латуни может быть представлен следующим образом.
В процессе пайки недопустим перегрев заготовок, который может вызвать их деформацию. В целом же самостоятельная пайка латуни не является чем-то абсолютно недоступным.
Для освоения этой технологии достаточно грамотно подобрать все необходимые расходные материалы и в точности следовать приведённым рекомендациям.
Специфика работы с латунью
Сами латунные припои внешне напоминают обычный проволочный пруток, изготавливаемый из специальных тугоплавких сплавов.
При условии овладения всеми особенностями процесса соединения металлов, а также при наличии подходящих расходных материалов овладеть техникой пайки латунью в домашних условиях – вполне выполнимая задача.
В бытовой обстановке для этих целей может применяться обычная газовая горелка, питающаяся от баллона с пропаном. Паяльником расплавить латунный материал не получится.
Однако перед началом работ следует внимательно изучить все особенности процесса пайки латунью.
Специфика пайки состоит в необходимости применения расходного материала, точка плавления которого несколько ниже, чем тот же показатель для соединяемых металлических изделий.
При выполнении этого условия, являющегося обязательным для формирования надёжного неразъемного соединения, любой желающий сможет спаивать разнородные по своей структуре металлы.
В процессе проведения работ в зазор между заготовками засыпается припой для пайки, нарезанный до состояния мелкой стружки. И лишь после этого можно будет приступать к прогреву посредством газовой горелки (в её отсутствии можно воспользоваться паяльной лампой).
Не допускается путать пайку металла с близким ей по технике сварочным процессом, при котором расплаву подлежат обе сочленяемые заготовки.
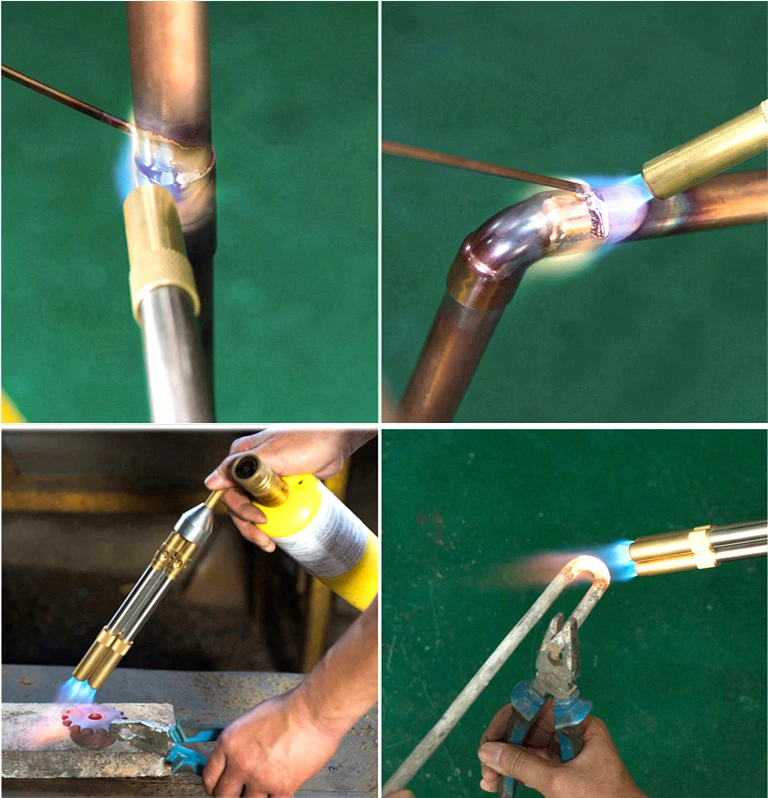
Со схематическим представлением технологического процесса, при котором в качестве расходного материала используется латунная проволока, можно ознакомиться на фото.
Прямым следствием рассмотренных особенностей пайки латунным или оловянным припоем является возможность соединения небольших по размеру металлических деталей, которые в процессе обработки не будут сильно перегреваться.
На этом же принципе основаны технологии пайки заготовок из стали, при работе с которыми к латунному припою добавляются специальные активные добавки (флюсы). Последние существенно упрощают процесс соединения изделий за счёт повышения температуры в рабочей зоне и лучшего растекания расплава.
Мягкая латунь для пайки – пошаговое руководство
30 декабря 2022 г. 30 декабря 2022 г. | 8:23
Мягкая пайка — популярный метод соединения металлов и других материалов, таких как латунь. Этот процесс включает плавление присадочного металла или припоя при низких температурах для создания соединения между двумя кусками металла или другого материала. Мягкая латунь для пайки невероятно полезна и может использоваться для различных проектов, от изготовления ювелирных изделий до ремонта дома. Давайте посмотрим, как это делается.
Что такое мягкая пайка?
Мягкая пайка — это тип пайки, при котором используется сплав с низкой температурой плавления для соединения двух кусков металла вместе. Сплав плавится с помощью паяльника, а затем два куска металла соединяются вместе. Мягкая пайка часто используется для электрических соединений, так как она может создать прочную связь между двумя частями металла.
Сплав плавится с помощью паяльника, а затем два куска металла соединяются вместе. Мягкая пайка часто используется для электрических соединений, так как она может создать прочную связь между двумя частями металла.
Каковы преимущества латуни для мягкого припоя?
Латунь для пайки мягким припоем имеет ряд преимуществ. Во-первых, это относительно легко сделать и не требует специального оборудования или навыков. Во-вторых, он создает прочную связь между двумя кусками металла. Наконец, он устойчив к коррозии и может выдерживать высокие температуры.
Процесс
Выбор подходящего припоя
Тип припоя, который вы выберете, будет зависеть от проекта, над которым вы работаете, и типа латуни, с которой вы работаете. Вообще говоря, большинство проектов по пайке латуни мягкой пайкой лучше всего выполнять с использованием бессвинцового припоя 60/40 олово/сурьма. С этим припоем легко работать, и при правильном применении он обеспечивает отличное сцепление.
Подготовка рабочей зоны
Перед началом проекта необходимо убедиться, что рабочее место чистое и на нем нет пыли или другого мусора, который может помешать вашей работе. Как только это будет сделано, подготовьте материалы, тщательно очистив их тканью или щеткой, чтобы ничто не мешало потоку расплавленного припоя. При необходимости используйте наждачную бумагу, чтобы отшлифовать шероховатые края и убедиться, что все плотно прилегает друг к другу, прежде чем продолжить.
Как только это будет сделано, подготовьте материалы, тщательно очистив их тканью или щеткой, чтобы ничто не мешало потоку расплавленного припоя. При необходимости используйте наждачную бумагу, чтобы отшлифовать шероховатые края и убедиться, что все плотно прилегает друг к другу, прежде чем продолжить.
Нагрев
Как только ваши материалы будут готовы, пора начинать мягкую пайку! Прежде чем нагревать материалы непосредственно:
- Убедитесь, что у вас есть все необходимое защитное оборудование, включая защитные очки, перчатки и средства защиты органов дыхания, поскольку пары, образующиеся во время этого процесса, могут быть опасны при вдыхании или проглатывании.
- Начните нагревать место соединения электрическим утюгом или паяльной лампой, пока не будет достигнута желаемая температура (обычно около 400°F).
- При подаче тепла непосредственно на латунные компоненты следите за тем, чтобы не перегреть их, так как это может привести к деформации или обесцвечиванию материала.

Вывод:
Мягкая пайка латуни — невероятно полезный навык, который можно использовать во многих проектах — от изготовления украшений до ремонта дома! Всего за несколько простых шагов — выбор правильного припоя для вашего проекта, подготовка рабочего места и материалов, а также осторожное нагревание без перегрева — вы каждый раз сможете быстро достигать профессиональных результатов с помощью мягкой латуни для пайки! Чтобы приступить к работе над вашим следующим проектом сегодня, ознакомьтесь с нашим выбором высококачественных мягких припоев здесь, на [ИМЯ ВАШЕЙ КОМПАНИИ].
Сакши Гайквад
Сакши — талантливый блогер, уделяющий особое внимание бизнесу и металлургической промышленности. Она увлечена тем, что делится своим мнением о различных металлических изделиях и помогает профессионалам принимать лучшие решения.
Работа с латунью | OnlineMetals.com®
Красная латунь
230 «Красная латунь» значительно прочнее желтой латуни и обладает отличной коррозионной стойкостью. Он используется в ювелирных изделиях, декоративных деталях, светильниках, разбрызгивателях и уплотнителях.
Он используется в ювелирных изделиях, декоративных деталях, светильниках, разбрызгивателях и уплотнителях.
Желтая латунь
260 «Cartridge Brass», как вы могли догадаться, получил свое название потому, что он используется для изготовления патронов для боеприпасов. Кроме того, это самая пластичная желтая латунь с хорошими свойствами отделки и коррозионной стойкостью.
270 обладает хорошей прочностью, формуемостью и коррозионной стойкостью. Из-за этого он в основном используется в трубах. Как правило, он используется в крепежных деталях, теплообменниках, цилиндрах насосов и трубах для других промышленных проектов.
272 обладает хорошей прочностью, формуемостью и коррозионной стойкостью. Этот сплав в основном используется в трубах.
280 «Muntz Brass» популярен благодаря своему привлекательному золотистому цвету, великолепной коррозионной стойкости и прочности. Muntz Brass похож на бронзу, но дешевле. Кроме того, он прочнее других латуни. Обычно он используется в морских приложениях. Этим сплавом покрыт корпус знаменитого парусника «Катти Сарк».
Этим сплавом покрыт корпус знаменитого парусника «Катти Сарк».
314 представляет собой легкообрабатываемую латунь, обладающую превосходной тепло- и электропроводностью по сравнению с другими сплавами латуни, этот сплав также обладает хорошей прочностью и коррозионной стойкостью. Обычно он используется в оборудовании, электрических компонентах, крепежных деталях, винтах и других промышленных применениях.
330 обладает хорошей прочностью, формуемостью и коррозионной стойкостью. Кроме того, этот сплав в основном используется в трубах. Его легче обрабатывать и обрабатывать, чем другие формы латуни. Пожарные и охотники за привидениями скользят по шестам, в большинстве своем сделанным из латуни 330.
353 «Латунь для гравировки» называется так потому, что ее легко обрабатывать, она устойчива к коррозии и полируется до исключительного блеска. Помимо использования в латунных плакатах и знаках, он часто используется в гайках, шестернях, дверной фурнитуре и ручках мебельных ящиков
Латунь для свободной обработки
360 «Латунь для свободной обработки» чаще всего используется в прутках. Присутствие свинца в сплаве создает хорошо поддающийся обработке материал, который можно легко разрезать и придать ему любую форму, откуда он и получил свое название. Однако он не так хорош в формовочных операциях.
Присутствие свинца в сплаве создает хорошо поддающийся обработке материал, который можно легко разрезать и придать ему любую форму, откуда он и получил свое название. Однако он не так хорош в формовочных операциях.
Архитектурная бронза
380 «Архитектурная бронза» на самом деле латунь, а не бронза. Он прекрасно полируется, хорошо противостоит коррозии в неморских средах, а также сравнительно хорошо обрабатывается до 360. Он обычно используется в архитектурных приложениях и декоративном оборудовании.
385 «Архитектурная бронза» тоже не бронза. Он прекрасно полируется, хорошо противостоит коррозии в неморских средах, а также сравнительно хорошо обрабатывается до 360. Он обычно используется в архитектурных приложениях и декоративном оборудовании.
Морская латунь
464 «Морская латунь» обладает исключительной коррозионной стойкостью в морской среде. Кроме того, он обладает хорошей прочностью, удовлетворительной обрабатываемостью и отличной стойкостью к цинкованию.