Електроерозійні верстати. Товари та послуги компанії “ООО «ДИС-ГРУПП»”
Компанія ТОВ “ДІС ГРУП” є офіційним постачальником електроерозійного обладнання в Україні. Електроерозія – це процес руйнування матеріалу шляхом випалювання дротяним електродом під високою напругою,з метою додання заготівлі необхідних форм.
за порядкомза зростанням ціниза зниженням ціниза новизною
16243248
Де вигідно електроерозійні верстати купити в Україні?
Технологія електроерозії донедавна вважалася досить затратною, тому використовувалася рідко. Але значне збільшення швидкості обробки, зниження витрат та автоматизація обладнання зробили цю технологію доступною, поряд із фрезеруванням та шліфуванням. Компанія ТОВ «ДІС-ГРУП» пропонує до реалізації високоточні та надійні електроерозійні верстати.
Основні особливості та принцип роботи верстатів для електроерозії
Головна відмінність та перевага технології електроерозії — це альтернатива штампування. Електроерозійні верстати здатні вирізати відразу кілька заготовок, оскільки вони мають можливість пакетної обробки. При цьому не потрібно фрезерувати деталь, оскільки при електроерозійній обробці поверхня не деформується.
При цьому не потрібно фрезерувати деталь, оскільки при електроерозійній обробці поверхня не деформується.
Крім того, на такому верстаті можна виконувати різні шаблони та матриці. Важливою перевагою обладнання даної категорії є можливість швидко та легко його переналаштувати. Щоб зробити це, достатньо завантажити потрібне креслення, виконати кілька дій на комп’ютері, далі налаштувати генератор і працювати над наступною партією заготовок. Досвідченому оператору потрібно близько 15 хвилин, щоб налаштувати верстат.
На електроерозійному устаткуванні обробляються деталі, виготовлені із струмопровідних металів. З такого металу можна створювати деталі різної конфігурації з мінімальними витратами часу.
Принцип роботи таких верстатів є досить простим. Працювати можна з постійним або змінним кутом у вертикальному або горизонтальному положенні.
В основі роботи таких верстатів лежить руйнування металевих деталей, яке заздалегідь програмується та контролюється. Руйнування відбувається за рахунок електричних розрядів, які впливають на металеву поверхню.
Перед стартом робіт заготівля кріпиться до спеціального кріплення, де надійно фіксується. Далі імпульсно подається електрика. На верстаті встановлено лише один електрод, оскільки другим електродом виступає сама деталь.
Простота роботи електроерозійного верстата дозволяє легко змінювати розміри, форму та конфігурацію будь-якої деталі. За умови, що вони виготовлені із металу, який має хорошу електропровідність.
На електроерозійних верстатах можна обробляти деталі із хрому, загартованої сталі, титану, сплавів підвищеної міцності, графіту, композитних матеріалів. Також електроерозійні верстати дозволяють створювати заготовки з матеріалів, що складно піддаються обробці: тверді сплави, нітрид бору, вуглеситалі.
Високі показники надійності, можливість роботи з великим спектром матеріалів, зробили електроерозійні верстати популярними у різних галузях промисловості.
Якщо ви плануєте розширення виробництва, вам необхідно працювати з вищезазначеними матеріалами, електроерозійні верстати замовити в Україні ви можете у компанії ТОВ «ДІС-ГРУП».
Серед основних переваг обладнання, яке працює за принципом електроерозії, слід назвати:
- Високий рівень автоматизації — оператор може задавати основні параметри, форму деталі, а також швидкість обробки і величину тиску. Коли всі параметри вказані, обладнання працює автоматично.
- Універсальність — крім своєї основної функції, верстати можуть застосовуватись для фінального доведення деталей, об’ємного копіювання, виконання інших операцій.
- Надійність та довговічність — оскільки в конструкції передбачено мінімум рухомих частин, такі верстати відрізняються підвищеною стійкістю до зношування.
- Високий рівень безпеки.
Електроерозійні верстати потрібні для деталей складної геометричної форми: токарних кулачків, фасонних різців, копірів, пуансонів, матриць.
Щоб замовити електроерозійні верстати з доставкою по Україні, просто залиште заявку на сайті ТОВ «ДІС-ГРУП».
Проволочные электроэрозионные станки KMG серии LS
Производитель: Тайвань
Назначение электроэрозионных станков KMG серии LS:
Проволочно-эрозионные станки KMG серии LS с ЧПУ предназначены для вырезки мелких деталей хрупкой структуры, деталей сложной формы, штампов, пресс-форм и пр. Электроэрозионные станки с ЧПУ позволяют получить сложные изделия с высокой точностью и чистотой обработки. Одним из неоспоримых преимуществ станков является возможность обработки сверхтвердых материалов таких как: Закаленные стали на основе карбида вольфрама и его сплавы, композиты и прочие твердые углеродные соединения.
Электроэрозионные станки с ЧПУ позволяют получить сложные изделия с высокой точностью и чистотой обработки. Одним из неоспоримых преимуществ станков является возможность обработки сверхтвердых материалов таких как: Закаленные стали на основе карбида вольфрама и его сплавы, композиты и прочие твердые углеродные соединения.
Краткое описание и принцип действия электроэрозионных станков KMG серии LS:
Принцип действия эрозионных станков основан на разрушении поверхности металла при помощи электрического разряда, что в отличии от механической обработки приводит к упрочнению поверхности, увеличивая износостойкость изделия. В проволочных эрозионных станках KMG LS электрод-инструмент в виде непрерывно перематывающийся проволоки, при движении осуществляет обход заготовки по заданной траектории, образуя поверхность заданного контура изделия.
Технические характеристики электроэрозионных станков KMG серии LS:
| Характеристики станка | |||||
| Технические характеристики | ед. изм. изм. | KMG LS 853 S/F | KMG LS 1063 S/F | KMG LS 1065 S/F | KMG LS 1283 S/F |
| Перемещение по оси XхY | мм | 800×500 | 1000×600 | 1000×600 | 1200×800 |
| Перемещение по оси UхVхZ | мм | 150×150×300 | 150×150×300 | 160×160×500 | 120×120×300 |
| Максимальные размеры заготовки | мм | 1210×800×295 | 1450×900×295 | 1240×900×495 | 1550×1100×295 |
| Максимальный вес заготовки | кг | 1000/2000 | 1500/3000 | 3000/5000 | 4000 |
| Подача по осям X,Y | мм/мин | Max. 800 | Max. 800 | Max. 800 | Max. 800 |
| Двигатели осей | AC сервомотор | AC сервомотор | AC сервомотор | AC сервомотор | |
| Диаметр проволоки | мм | Ø0. 15~Ø0.3 (Ø0.25) 15~Ø0.3 (Ø0.25) | Ø0.15~Ø0.3 (Ø0.25) | Ø0.15~Ø0.3 (Ø0.25) | Ø0.15~Ø0.3 (Ø0.25) |
| Скорость подачи проволоки | мм/с | 300 | 300 | 300 | 300 |
| Усилие натяжения проволоки | гс | 300~2500 | 300~2500 | 300~2500 | 300~2500 |
| Угол конусного резания/ толщина заготовки | °/мм | ±21°/140 | ±21°/140 | ±21°/180 | ±21°/130 |
| Габариты | мм | 3150×3500×2350/ 2400x2800x2350 | 4000×4000×2200/ 2700x3000x2200 | 4000×3600×2800/ 3200x3600x2800 | 4350×4100×2300 |
| Вес станка + генератор | кг | 5600/5000 | 7100/6500 | 7600/7500 | 15000 |
| Емкость бака охлаждения | л | 1495/340 | 2000/650 | 2400/650 | 3000 |
| Система ЧПУ | |||||
| Система | Power MOS Transistor | Power MOS Transistor | Power MOS Transistor | Power MOS Transistor | |
Макс. выходной ток выходной ток | А | 25А | 25А | 25А | 25А |
| Выбор IP | 10 | 10 | 10 | 10 | |
| Выбор времени отключения | 50 | 50 | 50 | 50 | |
| Ввод данных | Клавиатура / RS-232C / CF Card Reader | Клавиатура / RS-232C / CF Card Reader | Клавиатура / RS-232C / CF Card Reader | Клавиатура / RS-232C / CF Card Reader | |
| Потребляемая мощность | 220В ± 5B, 3 фазы, 50 / 60Гц ±1 Гц (15 кВт) | 220В ± 5B, 3 фазы, 50 / 60Гц ±1 Гц (15 кВт) | 220В ± 5B, 3 фазы, 50 / 60Гц ±1 Гц (15 кВт) | 220В ± 5B, 3 фазы, 50 / 60Гц ±1 Гц (15 кВт) | |
| Монитор | 15’’ | 15’’ | 15’’ | ||
| Система контроля | 32 bit, 1‑CPU, Semi Closed Loop Software Servo System | 32 bit, 1‑CPU, Semi Closed Loop Software Servo System | 32 bit, 1‑CPU, Semi Closed Loop Software Servo System | 32 bit, 1‑CPU, Semi Closed Loop Software Servo System | |
| Контролируемые оси | X, Y, U, V, Z (5 осей) | X, Y, U, V, Z (5 осей) | X, Y, U, V, Z (5 осей) | X, Y, U, V, Z (5 осей) | |
Мин.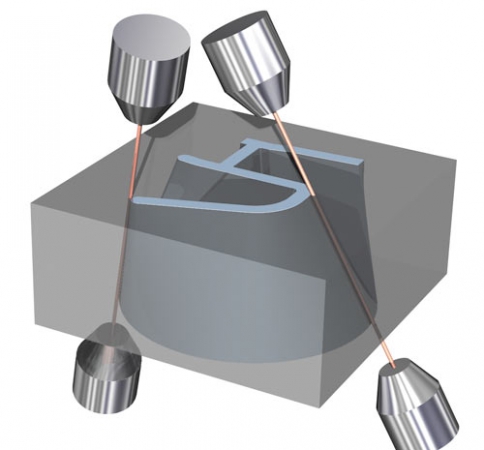 инкремент инкремент | 0,001 мм | 0,001 мм | 0,001 мм | 0,001 мм | |
| Макс. вводный инкремент | ±9999,999 мм | ±9999,999 мм | ±9999,999 мм | ±9999,999 мм | |
| Интерполяция | Линейная / круговая | Линейная / круговая | Линейная / круговая | Линейная / круговая | |
| Привод подач | Серво / Постоянная скорость | Серво / Постоянная скорость | Серво / Постоянная скорость | Серво / Постоянная скорость | |
| Масштабирование | 0,001–9999,999 | 0,001–9999,999 | 0,001–9999,999 | 0,001–9999,999 | |
ДЛЯ ПОЛУЧЕНИЯ БОЛЕЕ ПОДРОБНОЙ ИНФОРМАЦИИ ПО ПРОВОЛОЧНЫМ ЭРОЗИОННЫМ СТАНКАМ KMG СЕРИИ LS ЗАПРАШИВАЙТЕ ТЕХНИКО-КОММЕРЧЕСКОЕ ПРЕДЛОЖЕНИЕ!!!
Обсуждение конструкции и принципа работы
Опубликовано: 25 июня 2021 г.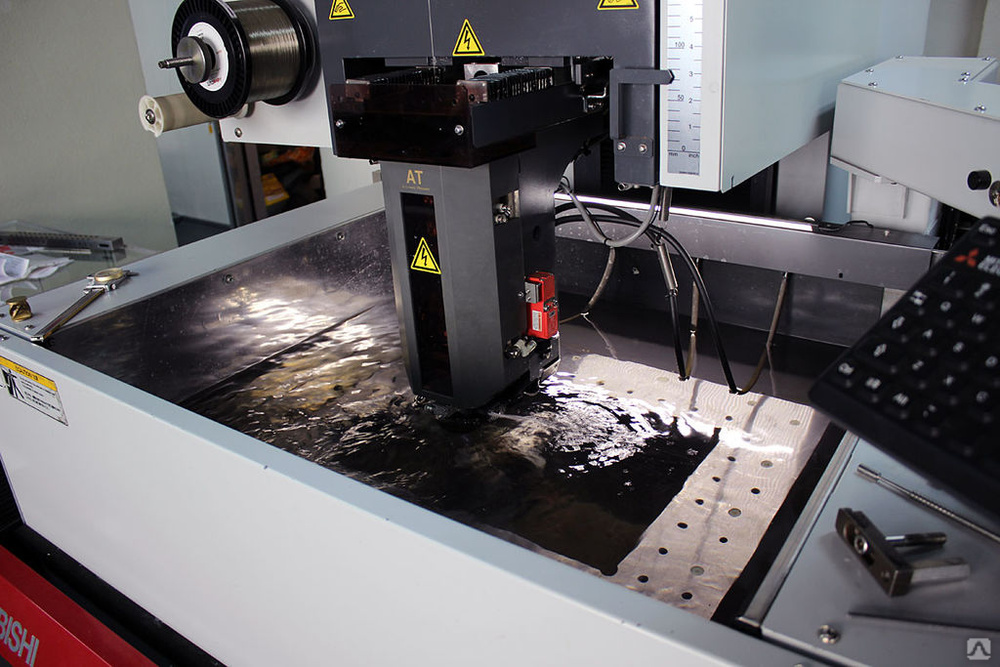
Электроэрозионная обработка (EDM) — это технология удаления или изготовления материала. Впервые он был представлен Джозефом Пристли в 1770 году. Однако с модернизацией технологий и оборудования этот метод теперь интегрирован с числовым программным управлением (ЧПУ). Современные электроэрозионные станки интегрированы с автоматизированными операциями с ЧПУ и используются для резки металла, удаления материала и т. Д. Электроэрозионная обработка приобрела огромную популярность в операциях обработки с ЧПУ и других производственных операциях. Несмотря на свою популярность, эта технология еще не понята многими. Вот почему в этом посте обсуждается электроэрозионная обработка (EDM), конструкция установки EDM и принцип работы EDM.
Электроэрозионная обработка (EDM) представляет собой процесс удаления материала путем воздействия на него повторяющимся контролируемым электрическим разрядом. Он работает на термоэлектрическом явлении. Когда между электродом/проволокой и заготовкой возникает электрический разряд, на заготовке генерируется тепловая энергия.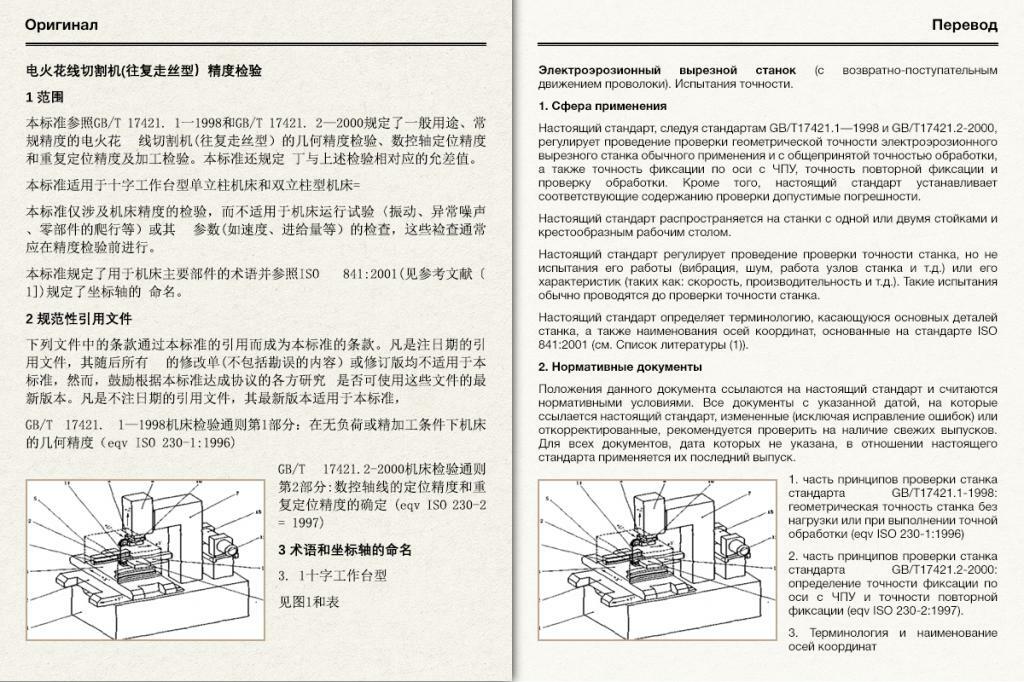 Это приводит к удалению слоя материала. Как правило, существует три типа электроэрозионных станков: электроэрозионные электроэрозионные станки; Электроэрозионный станок с малым быстрым отверстием и электроэрозионный станок с проволочной резкой. Однако в современных производственных процессах проволочные электроэрозионные станки интегрируются с ЧПУ. Поэтому в промышленности широко используются автоматизированные электроэрозионные станки.
Это приводит к удалению слоя материала. Как правило, существует три типа электроэрозионных станков: электроэрозионные электроэрозионные станки; Электроэрозионный станок с малым быстрым отверстием и электроэрозионный станок с проволочной резкой. Однако в современных производственных процессах проволочные электроэрозионные станки интегрируются с ЧПУ. Поэтому в промышленности широко используются автоматизированные электроэрозионные станки.
Давайте обсудим конструкцию и принцип работы электроэрозионной обработки
Конструкция установки для электроэрозионной обработкиУстановка для электроэрозионной обработки состоит из следующих компонентов.
- Диэлектрический резервуар и система циркуляции:
Это самый нижний компонент установки электроэрозионного станка. В нем хранятся диэлектрические среды, такие как деионизированная вода. Для циркуляции диэлектрической среды из резервуара к электроду установлена насосная система.

- Блок управления и генератор мощности:
Блок управления интегрирован с программой ЧПУ и операционным блоком, который управляет потоком диэлектрика в соответствии с требованиями резки материала.
- Стойка для инструмента и инструмент для электроэрозионного электрода:
Кроме того, электрод или проволока для электроэрозионной обработки устанавливаются на стойке для инструмента, поскольку сама проволока действует как инструмент при обработке электроэрозионной обработкой. Помимо этих компонентов, к механизму управления также могут быть добавлены сервосистемы. Это помогает поддерживать необходимый зазор между электроэрозионной проволокой и заготовкой.

Во время электроэрозионной обработки выполняются следующие этапы. Эти шаги суммируют принцип работы электроэрозионной машины.
Электрод электроэрозионный и заготовка смонтированы.
Между острием электрода и заготовкой сохраняется небольшой зазор расчетного расстояния. Это делается с помощью сервомеханизма.Включается подача диэлектрика для погружения заготовки в деионизированную воду. Затем подача отключается.
При подаче команды через блок выработки электроэнергии и управления создается разность потенциалов между заготовкой и электродом. Поскольку электрод генерирует электрическую искру, генерируется высокая тепловая энергия, которая приводит к плавлению и испарению металла.
Хотя электрическая искра, генерируемая электродом, не является непрерывной, она прерывается по мере вымывания слоя диэлектрика. Погружение заготовки, создание разности потенциалов и электрическая искра повторяются короткими периодическими циклами и продолжают удалять слой материала до тех пор, пока не будет вырезано необходимое количество материала. Поскольку блок управления электроэрозионных станков интегрирован с автоматизацией ЧПУ, сфера применения этого метода в точной обработке увеличилась.
 Между острием электрода и заготовкой сохраняется небольшой зазор расчетного расстояния. Это делается с помощью сервомеханизма.
Между острием электрода и заготовкой сохраняется небольшой зазор расчетного расстояния. Это делается с помощью сервомеханизма.
Ниже перечислены общие области применения электроэрозионной обработки.
- Изготовление пресс-форм и штампов
- Изготовление прототипа
- Микросверление
- Распад компонентов
Поскольку электроэрозионная обработка используется для сложных операций механической обработки, важно получать электроэрозионную обработку с ЧПУ от надежных поставщиков услуг, таких как BDE, Inc. Компания является долгосрочным поставщиком услуг для точной обработки с ЧПУ. Электроэрозионная обработка — это одна из услуг точной обработки с ЧПУ, которую вы можете получить у них. Качество их услуг хорошо зарекомендовало себя и сертифицировано по стандарту ISO 9.Стандарты 001:2015.
Связанные сообщения в блоге:
- Ответы на часто задаваемые вопросы о проволочной электроэрозионной обработке: часть 1
- Все, что вам нужно знать о проволочной электроэрозионной обработке
Ваш цех с ЧПУ в Портленде, Хиллсборо, штат Орегон
ЗАПРОСИТЬ ЦЕНУ
Проволочная электроэрозионная резка: принцип работы и области применения
Проволочная электроэрозионная обработка — это электротермический производственный процесс, в котором для удаления материала с заготовки используются электрические разряды.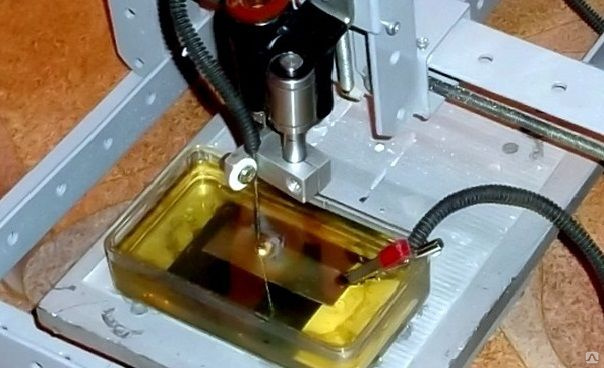 Это усовершенствование традиционного метода электроэрозионной обработки, совместимое практически со всеми проводящими материалами и позволяющее создавать сложные конструкции и формы.
Это усовершенствование традиционного метода электроэрозионной обработки, совместимое практически со всеми проводящими материалами и позволяющее создавать сложные конструкции и формы.
В результате многие производители деталей в различных отраслях промышленности используют его, поскольку он настоятельно рекомендуется во многих станочных цехах с ЧПУ. В этой статье мы обсудим проволочную электроэрозионную резку, совместимые материалы и ее применение во многих отраслях.
Что такое Wire EDM?
Электроэрозионная обработка проволоки — это бесконтактный субтрактивный производственный процесс, в котором электрически заряженная тонкая проволока с диэлектрической жидкостью используется для резки металлической детали в различные формы.
Этот процесс позволяет получить мелкие стружки и точные линии разреза путем плавления или испарения материала, а не его резки. В результате он может легко обрабатывать детали, не подходящие для традиционных методов обработки. Однако детали должны быть электропроводными.
Как работает проволочный электроэрозионный станок?
Процесс проволочной электроэрозионной резки имеет простой механизм.
Механическая обработка детали с использованием этого процесса включает погружение заготовки в диэлектрическую жидкость, закрепление ее машинными тисками и пропускание через нее проволоки для получения искр при пропускании через нее электрического тока.
Другими словами, провод несет одну сторону заряда, а заготовка, которая должна быть проводящим материалом, несет другую сторону заряда. Когда они сближаются, горячий электрический разряд прорывается сквозь щель и расплавляет крошечные кусочки металла.
Электрическая искра — это режущий инструмент для резки материала желаемой формы. Кроме того, в процессе проволочной электроэрозионной обработки используется деионизированная вода для управления процессом и смывания удаленных мельчайших частиц.
Компоненты проволочного электроэрозионного станка
Станок состоит из нескольких частей, которые работают вместе, чтобы придать материалу желаемую форму. Ниже представлены компоненты машины.
Ниже представлены компоненты машины.
1. Инструменты с ЧПУ
Инструменты с ЧПУ контролируют всю операцию процесса электроэрозионной обработки. Управление всеми операциями включает контроль последовательности прохождения проволоки и возможность автоматического управления процессом резки.
Примечание. Сложность инструмента ЧПУ определяет уровень ошибок и время обработки.
2. Блок питания
Блок питания — это компонент, который подает импульсы (от 100 В до 300 В) на проволочный электрод и заготовку. Кроме того, он контролирует частоту и силу электрических зарядов, которые проходят через проволочный электрод для взаимодействия с заготовкой.
Необходимо использовать высокотехнологичный блок питания для обеспечения необходимого качества и типа зарядов при проволочной электроэрозионной обработке.
3. Проволока
Проволока служит электродом для создания электрического разряда. Форма и толщина заготовки напрямую влияют на диаметр проволоки. Как правило, можно использовать провода диаметром от 0,05 до 0,25 мм. Основные типы используемых проводов включают
Как правило, можно использовать провода диаметром от 0,05 до 0,25 мм. Основные типы используемых проводов включают
-Латунные провода
Латунь является наиболее распространенным материалом для электроэрозионных электромонтажных работ из-за его превосходных проводящих свойств. Это сплав меди и цинка, и чем выше содержание цинка, тем быстрее режет проволока. Однако должен быть баланс, потому что, когда содержание цинка превышает 40%, это снижает скорость коррозии латунной проволоки.
– Проволока с цинковым покрытием
Как следует из названия, ее можно получить путем нанесения покрытия из чистого цинка или оксида цинка на поверхность проволоки. Производители используют оцинкованную проволоку, потому что это повышает скорость обработки.
– Проволока, подвергнутая диффузионному отжигу
Процесс диффузионного отжига позволяет получить проволоку с более высоким содержанием цинка (более 40 %). Он включает в себя покрытие проводов слоями чистого цинка. Эти проволоки идеально подходят для массового производства и могут обрабатывать многие материалы.
Он включает в себя покрытие проводов слоями чистого цинка. Эти проволоки идеально подходят для массового производства и могут обрабатывать многие материалы.
– Как правильно выбрать провод
- Чтобы выбрать правильный материал провода электроэрозионной обработки для вашего проекта, рассмотрите следующее
- Прочность на растяжение
- Сопротивление разрушению
- Проводимость
- Температура испарения
- Твердость
4. Диэлектрическая среда
Процесс проволочной электроэрозионной резки должен выполняться в резервуаре, заполненном диэлектрической жидкостью. Эта жидкость предотвращает прилипание мельчайших частиц заготовки к проволочному электроду. Наиболее распространенной средой является деионизированная вода, которая охлаждает процесс и придает заготовке хорошее качество поверхности.
5. Электроды
Электродами в станке являются проволока (катод) и заготовка (анод). Серводвигатель управляет проволочным электродом, гарантируя, что он не соприкасается с заготовкой в любой момент процесса электроэрозионной резки.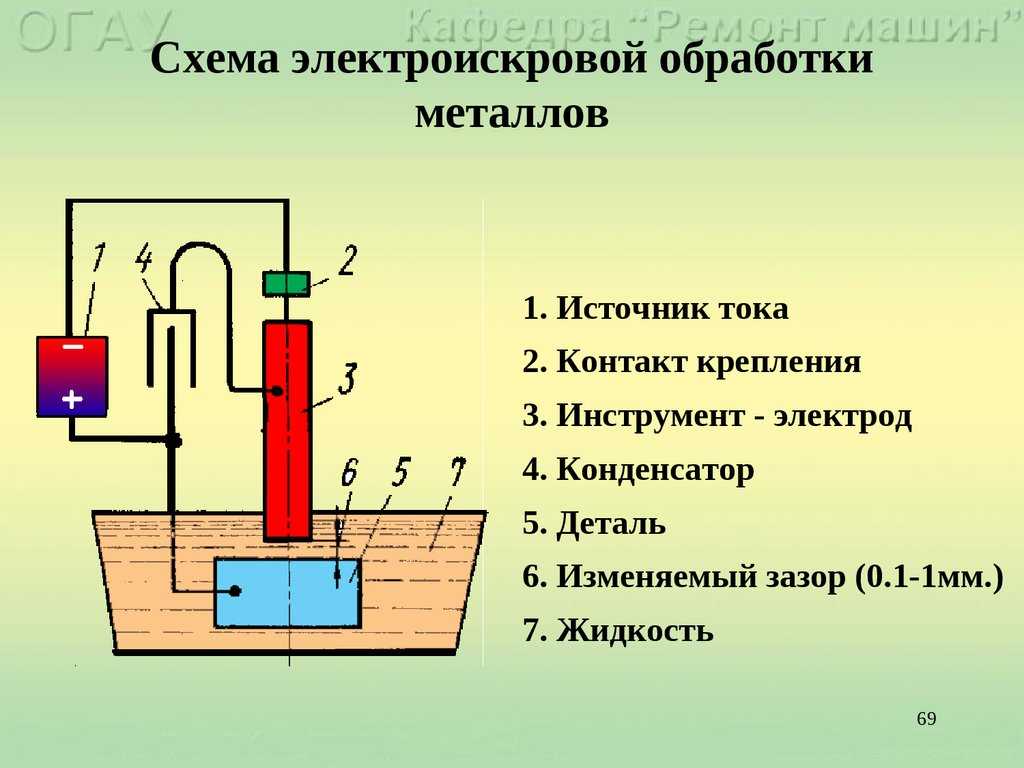
Материалы Проволочный электроэрозионный станок может резать
Проволочные электроэрозионные станки могут создавать сложные формы и узоры на заготовке. Кроме того, они могут обрабатывать большинство материалов, проводящих электричество, даже самых прочных и деликатных.
Стандартные формы и материалы, которые можно резать на станке, включают:
Алюминий
Алюминий обладает превосходными свойствами тепло- и электропроводности. Тем не менее, алюминий по своей природе мягкий, и его может быть сложно резать в процессе обработки, так как это может привести к образованию липких отложений после обработки.
Титан
Электроэрозионная резка проволокой идеально подходит для обработки титана, поскольку этот процесс позволяет выдерживать липкость этого сплава и дробить длинные стружки. Однако вам нужна деионизированная вода в качестве диэлектрической среды, чтобы помочь контролировать выделение тепла во время обработки.
Сталь
Сталь — очень прочный металл. В результате многие производители предпочитают использовать проволочный электроэрозионный станок, а не станок с ЧПУ. Однако материал выделяет много тепла, поэтому необходимо принять необходимые меры предосторожности.
В результате многие производители предпочитают использовать проволочный электроэрозионный станок, а не станок с ЧПУ. Однако материал выделяет много тепла, поэтому необходимо принять необходимые меры предосторожности.
Латунь
Латунь легко режется на станке, так как она обладает высокой прочностью на растяжение. Однако скорость резки должна быть медленной, потому что это мягкий металл.
Графит
Может быть трудно разрезать графит с помощью обычных режущих инструментов. Но процесс проволочной электроэрозионной обработки подходит, потому что проволока острая, что предотвращает вытягивание частиц.
Различия между электроэрозионной резкой и обычной электроэрозионной обработкой
Процесс электроэрозионной резки с проволочной резкой является усовершенствованием традиционной электроэрозионной резки. Принцип их действия аналогичен. Однако они имеют существенные отличия. Ниже приведены некоторые различия между обоими процессами обработки.
Электрод
Как указано выше, электрод, используемый при электроэрозионной резке, представляет собой тонкую нагретую проволоку. Напротив, в обычном электроэрозионном станке для создания электрических зарядов используются металлы с высокой проводимостью, такие как графитовые или медные электроды. Электроды бывают разных форм и размеров, что влияет на их гладкость. Например, круглый электрод дает самую гладкую поверхность. Затем квадрат, треугольник и ромб. Когда электрод вставляется в заготовку, он образует форму, оставляя «негативное» впечатление о своей форме.
Напротив, в обычном электроэрозионном станке для создания электрических зарядов используются металлы с высокой проводимостью, такие как графитовые или медные электроды. Электроды бывают разных форм и размеров, что влияет на их гладкость. Например, круглый электрод дает самую гладкую поверхность. Затем квадрат, треугольник и ромб. Когда электрод вставляется в заготовку, он образует форму, оставляя «негативное» впечатление о своей форме.
Скорость обработки
Электроды обычного электроэрозионного станка должны быть разной формы. В результате производители должны создавать и формировать их до процесса обработки, а это требует времени. Напротив, проволочный электроэрозионный станок готов к использованию, как только проволока находится на своем месте. Это делает его подходящим для приложений, которые должны быть выполнены быстро.
Точность
Проволока Электроэрозионная обработка использует проволоку в качестве электрода. В результате они имеют лучшую точность, чем обычные электроэрозионные станки. Например, проволочный электрод позволяет выполнять резку толщиной около 0,004 дюйма. Благодаря своей точности они лучше подходят для обработки деталей сложной формы и конструкции, в отличие от обычной электроэрозионной обработки, которая больше подходит для более жестких резов.
Например, проволочный электрод позволяет выполнять резку толщиной около 0,004 дюйма. Благодаря своей точности они лучше подходят для обработки деталей сложной формы и конструкции, в отличие от обычной электроэрозионной обработки, которая больше подходит для более жестких резов.
Области применения
Проволочная электроэрозионная обработка универсальна и может резать черные и цветные металлы, поэтому ее используют во многих отраслях промышленности. Кроме того, размер и форма не ограничивают его использование, поскольку он может обрабатывать как длинные детали, так и очень маленькие. Однако обычная электроэрозионная обработка может работать с более твердыми и толстыми материалами, поскольку толщина проволочного электрода в станке для электроэрозионной обработки влияет на его использование.
Плюсы и минусы проволочной электроэрозионной обработки
Плюсы проволочной электроэрозионной обработки
- Делает точные и аккуратные разрезы, исключая необходимость дальнейшей обработки и отделки заготовки.
- Этот процесс подходит для создания сложных конструкций и форм, которые сложно изготовить с помощью традиционной обработки с ЧПУ.
- Применяется при обработке мелких деталей и для резки деталей с высокой детализацией, которые в противном случае были бы слишком тонкими для других вариантов обработки.
- Проволочная электроэрозионная обработка идеально подходит для хрупких материалов и не выдерживает нагрузки при механической обработке.
- Всего за одну стадию обработки станок режет материалы, не оставляя заусенцев и искажений.
- Процесс обработки происходит непрерывно без перерывов. Даже если проволока оборвется при резке, процесс сразу же продолжится.

Минусы проволочной электроэрозионной обработки
- Совместим только с материалами, проводящими электричество.
- На поверхности среза некоторых материалов, таких как алюминий, может образовываться оксидный слой. Следовательно, это может потребовать дополнительной отделки, что повышает стоимость.
- Высокие первоначальные инвестиции и затраты на техническое обслуживание.

Применение проволочной электроэрозионной обработки
Во многих отраслях промышленности используются проволочные электроэрозионные станки от прототипирования до полного производственного цикла. Ниже приведены некоторые отрасли.
Автомобильная промышленность
Детали в автомобильной промышленности имеют сложные формы и размеры и в основном твердые. В результате промышленность отдает предпочтение проволочным электроэрозионным станкам, потому что процесс не зависит от механических сил, а проволочный электрод не должен быть прочнее заготовки. Этот процесс применяется для изготовления отверстий и полостей для изготовления автомобильных деталей, таких как бамперы, приборные панели, автомобильные двери и многое другое.
Медицинская промышленность
Проволочные электроэрозионные станки производят сложные детали с высоким уровнем точности для использования во всех областях медицины, включая оптометрию и стоматологию. Кроме того, металлы, которые хорошо работают с услугами электроэрозионной обработки, часто используются для производства медицинского оборудования.
Кроме того, металлы, которые хорошо работают с услугами электроэрозионной обработки, часто используются для производства медицинского оборудования.
Поскольку диаметр проволоки определяет размер разреза, электроэрозионный станок добавляет крошечные детали к таким деталям, как зубные имплантаты и компоненты шприцев, не подвергая опасности их структурную целостность.
Аэрокосмическая промышленность
Проволочная электроэрозионная резка позволяет производить детали с жесткими допусками и является основным процессом обработки для производителей деталей для аэрокосмической отрасли. Этот процесс, наряду с процессом гидроабразивной резки, особенно используется для деталей, которые не могут выдерживать высокие температуры и нагрузки, связанные с традиционными режущими инструментами.
Детали в аэрокосмической промышленности должны иметь превосходную чистоту поверхности и быть точными и точными. Производители используют процесс электроэрозионной обработки в течение многих лет для изготовления двигателей, лопаток турбин, деталей шасси и многого другого.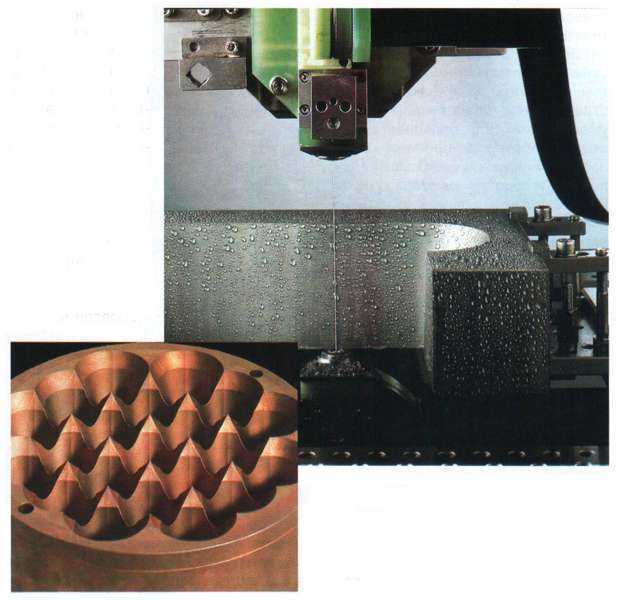
Заключение
Проволочная электроэрозионная обработка — это универсальный и точный процесс обработки, который можно использовать для создания сложных форм и геометрий. Он часто используется в аэрокосмической и медицинской промышленности, где детали должны соответствовать жестким допускам. Wire EDM также можно использовать для создания прототипов или одноразовых деталей. В этой статье мы надеемся, что теперь вы лучше понимаете проволочный электроэрозионный станок.
Ищете профессионального производителя для реализации вашего проекта резки электроэрозионной проволокой?WayKen – компания, предоставляющая производственные услуги, с глубоким знанием всех процессов с ЧПУ, включая электроэрозионную обработку проволоки. Наш процесс позволяет нам создавать высокоточные разрезы для любого проводящего материала. Таким образом, независимо от ваших требований к деталям и области применения, наши специалисты по производству электроэрозионных станков помогут вам изготовить вашу продукцию
Просто загрузите файл САПР сегодня, чтобы мгновенно получить расчет стоимости.